Изобретение относится к области обработки металлов давлением, в частности к прокатному производству, и может быть использовано для получения опалубочных стальных профилей из сварных трубных заготовок методом холодного безоправочного редуцирования.
Известен способ прокатки труб (RU №2148445 C1, МКИ B21B 17/02, 28.09.1998 г.), согласно которому заготовку деформируют в очаге деформации, где сначала осуществляют редуцирование заготовки до плоскости, проходящей через оси валков, после чего производят обжатие таким образом, чтобы интенсивность деформации последовательно уменьшалась от максимальной ее величины 0,1-0,25 в плоскости, проходящей через оси валков, до минимальной величины в месте выхода готовой трубы из очага деформации.
Недостатком известного способа прокатки труб является то, что заготовку редуцируют только по диаметру, т.е. до простейшей геометрической формы, а изменение формы с сохранением периметра центральной плоскости сечения и толщины стенки производится только на начальном этапе, при этом весь дальнейший процесс идет на оправке.
Известен способ изготовления особо тонкостенных труб (RU №2055659 C1, МКИ B21B 17/08, 06.07.1993 г.), включающий предварительную деформацию круглой трубы в многоугольном калибре в многогранную трубу с сохранением периметра и толщины стенки с гранями, количество которых равно количеству граней готового изделия, и окончательную калибровку на необходимый размер на многогранной оправке.
Недостатками известного способа являются ограниченность в применении для изготовления симметричных правильной формы в сечении многогранных труб, использование оправок, что определяет сложность прокатного стана и техпроцесса прокатки.
Наиболее близким по технической сути к заявленному объекту является способ получения опалубочного детерминированного профиля холодным редуцированием из полой сварной заготовки (RU №2268099 C1, МКИ B21B 17/14, опубл. 20.01.2006, бюл. №02), включающий выдачу и укладку заготовки на рольганг подачи, ориентировку и согласование заготовки с прокатным станом, деформирование полой заготовки в валках нескольких последовательно установленных клетей с одновременным обжатием заготовки по ее периметру с сохранением периметра и толщины стенки и при одинаковых скоростях вращения валков во всех клетях с обеспечением проскальзывания в местах рассогласования скоростей.
Недостатками известного способа являются формирование элементов профиля активным воздействием на заготовку, базируясь на отдельный участок профиля, что вызывает односторонний сдвиг и соответствующие напряжения и затраты энергии, осевые нагрузки на рабочие валки клетей, приводящие к принудительному поперечному смещению профиля в стане, образование серповидности и винтообразности (скручивания) профиля, возможность прохлопывания при формировании прямолинейных участков профиля и невозможность исправления таких дефектов при дальнейшей калибровке, расчет технологического инструмента без учета относительного положения центров жесткости сечений по переходам, вызывающий возникновение дополнительных напряжений и требующий усложнения конструкции и увеличения количества клетей для получения качественного профиля.
Задачей изобретения является устранение указанных выше недостатков, а именно: оптимизация напряженно-деформированного состояния заготовки и энергосиловых параметров стана, повышение качества изделий за счет исключения осевых нагрузок на рабочие валки клетей и прохлопывания при формировании прямолинейных участков профиля, упрощение конструкции и снижение материалоемкости стана и энергозатрат.
Данные задачи решаются в заявленном способе получения опалубочного профиля холодным редуцированием из полой заготовки, включающем деформирование полой заготовки в валках нескольких последовательно установленных клетей с одновременными обжатием заготовки по ее периметру при сохранении периметра и созданием продольного тянущего усилия при одинаковых скоростях вращения валков во всех клетях и калибровку до получения профиля требуемых размеров и формы, по которому деформирование полой заготовки осуществляют относительно центров жесткости последовательно получаемых профилей при перемещении заготовки от клети к клети, расположенных на одной прямой, совпадающей с осью проката, первоначальной организацией граничных переходных радиусных зон между прямолинейными участками профиля с сохранением наружного периметра заготовки без учета толщины заготовки, последующим формированием прямолинейных участков профиля при условии сохранения постоянными длин дуг формообразующих прямолинейные участки поверхностей профиля и равными длинам соответствующих прямолинейных участков готового профиля изменением радиусов кривизны валков таким образом, чтобы при переходах от одной клети к другой углы подгиба были равными 15-20 градусов.
Сущность изобретения состоит в том, что осуществление деформирования полой заготовки относительно центров жесткости последовательно получаемых профилей при перемещении заготовки от клети к клети, расположенных на одной прямой, совпадающей с осью проката, первоначальной организацией граничных переходных радиусных зон между прямолинейными участками профиля с сохранением наружного периметра заготовки без учета толщины заготовки, позволяет оптимизировать напряженно-деформированное состояние заготовки вследствие того, что в нашем случае возникающие деформации сдвига будут симметричными по сечению профиля с минимальными моментами инерции Jx и Jy, а по толщине только с одним видом деформации - сжатием, при котором на наружной поверхности действуют нулевые напряжения, возрастающие до определенных отрицательных значений внутрь заготовки по ее толщине, что практически исключает односторонние сдвиги и осевые нагрузки на рабочие валки клетей, приводящие к принудительному поперечному смещению и искривлению профиля в стане, образованию серповидности и винтообразности (скручивания) профиля и требующие больших усилий проката, и установить участки профиля для получения плоских прямолинейных поверхностей, что позволит избежать в процессе проката неопределенности размеров и снизить энергозатраты. Последующее формирование прямолинейных участков профиля ведется при условии сохранения постоянными длин дуг формообразующих прямолинейные участки поверхностей профиля и равными длинам соответствующих прямолинейных участков готового профиля изменением радиусов кривизны валков таким образом, чтобы при переходах от одной клети к другой углы подгиба были равными 15-20 градусов, при котором осуществляется пошаговое увеличение радиуса кривизны заготовки между образованными граничными переходными радиусными зонами для каждого прямолинейного участка профиля, имеющих возможность перемещаться только на величину, не приводящую к изменению длины дуги между переходными радиусными зонами, что дает возможность получить прямые участки профиля без прохлопывания внутрь профиля и исключить неисправляемые дефекты.
Мероприятия по предлагаемому изобретению также делают возможным подобрать оптимальное количество клетей, упростив тем самым конструкцию стана и снизив его материалоемкость и энергосиловые параметры.
Заявителю не известен способ получения опалубочного профиля холодным редуцированием из полой заготовки с указанной совокупностью существенных признаков и заявленная совокупность существенных признаков не вытекает явным образом из современного уровня техники, что подтверждает соответствие заявленного изобретения критериям "новизна" и "изобретательский уровень".
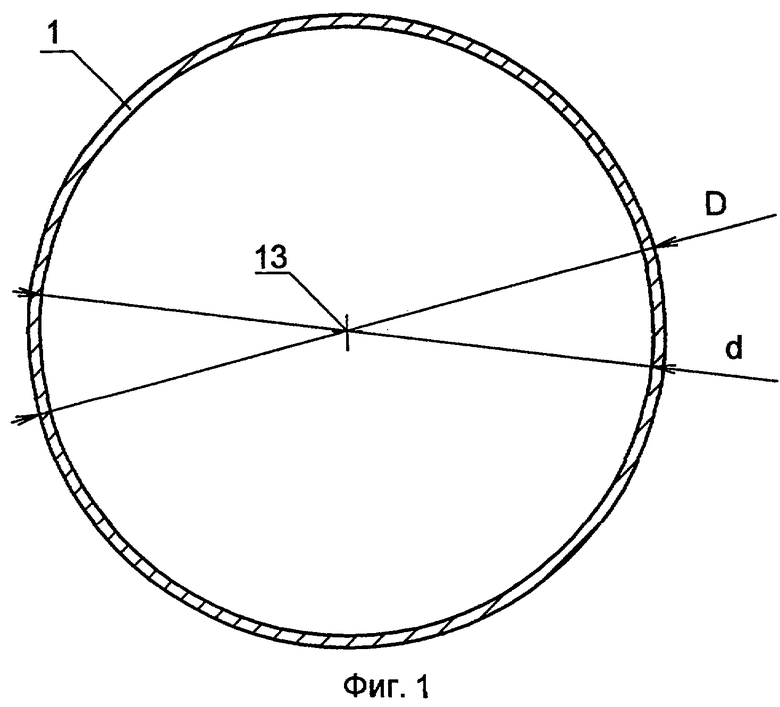
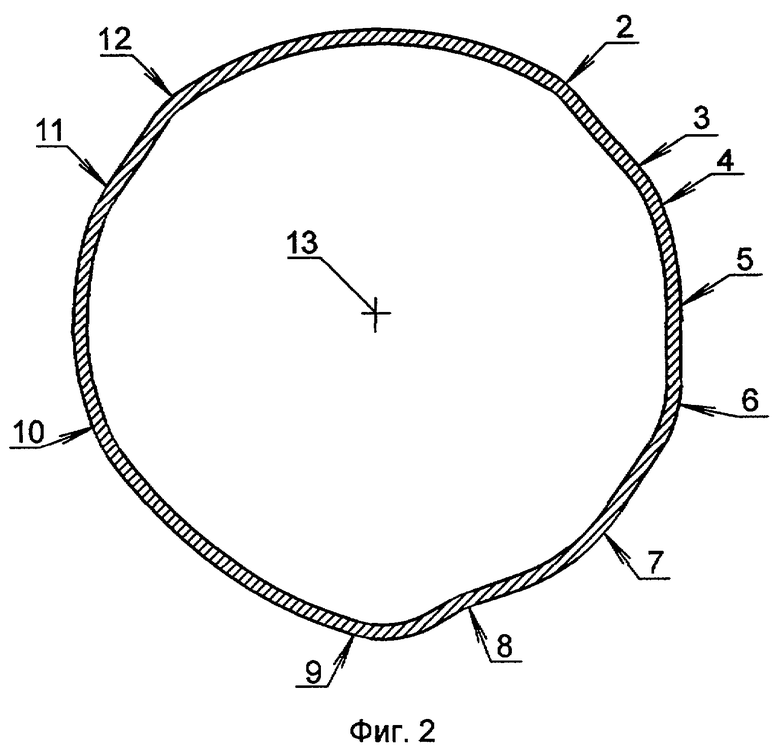
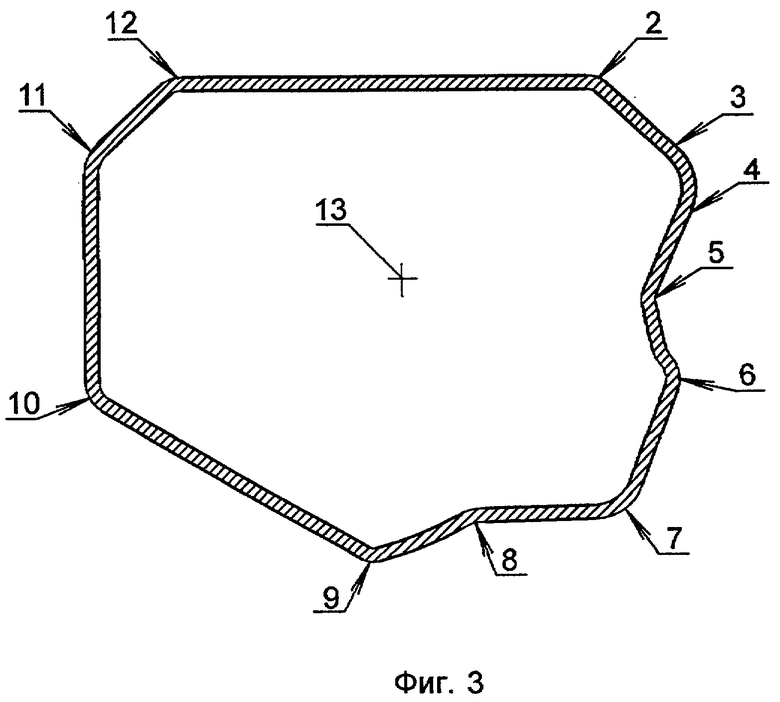
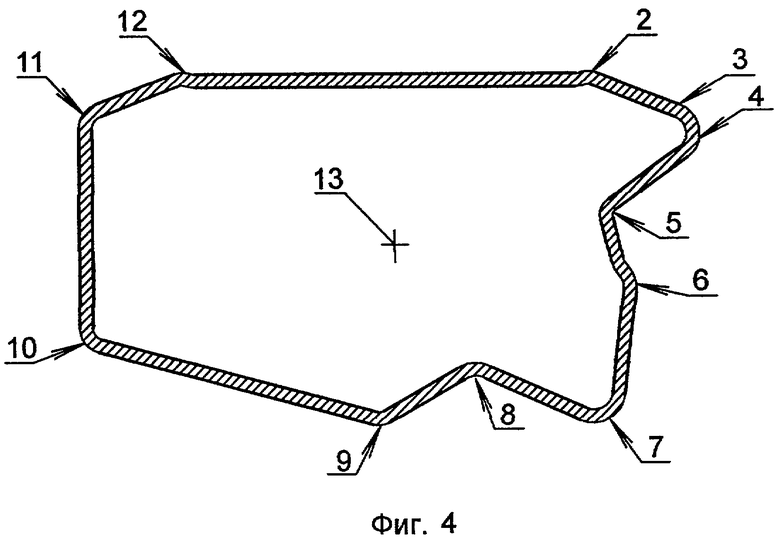
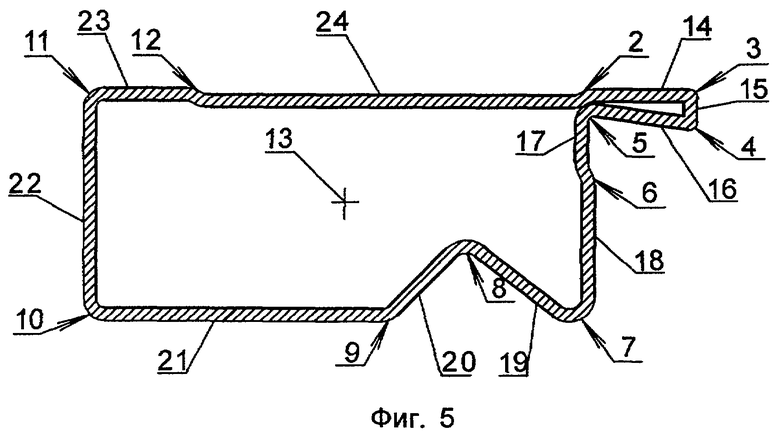
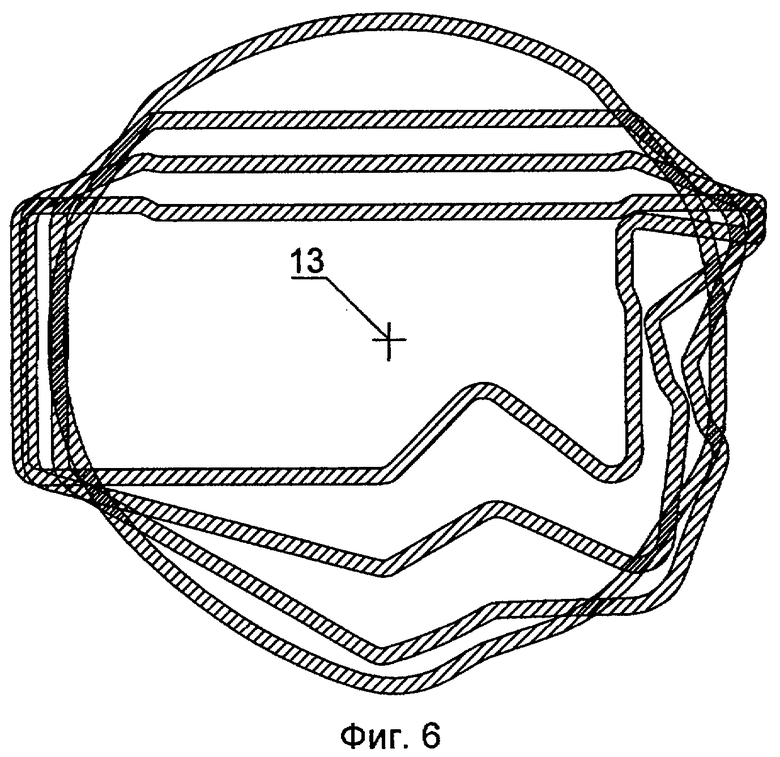
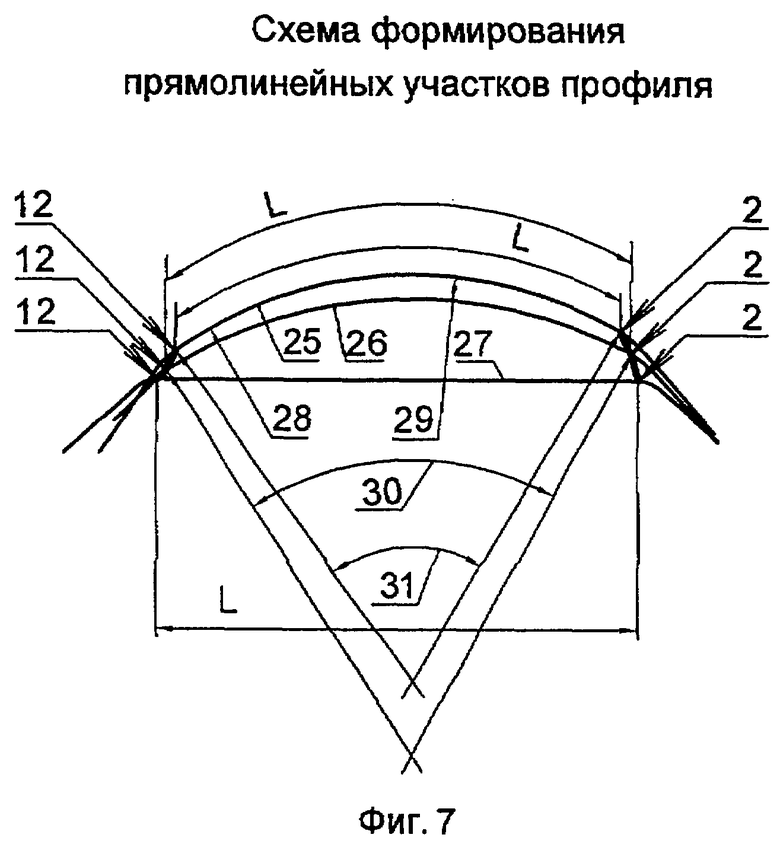
Предлагаемое изобретение поясняется чертежами, где на Фиг.1 изображена исходная заготовка - круглая труба, на Фиг.2 - промежуточный профиль с организованными граничными переходными радиусными зонами между прямолинейными участками профиля, на Фиг.3 - промежуточный профиль в процессе формирования прямолинейных участков, на Фиг.4 - промежуточный профиль с окончательно сформированными прямолинейными участками, на Фиг.5 - окончательный профиль, на Фиг.6 - совмещенные профили сечений по переходам от исходной заготовки до готового профиля, на Фиг.7 - схема формирования прямолинейных участков профиля.
Способ получения опалубочного профиля заключается в том, что из исходной круглой трубы 1 диаметрами D×d 2 формообразуют профиль заданного вида. В начальных клетях осуществляется первоначальная организация граничных переходных радиусных зон 2, 3, 4, 5, 6, 7, 8, 9, 10, 11 и 12, которая осуществляется относительно центра жесткости 13, совпадающего с осью проката. Последующее формирование прямолинейных участков 14, 15, 16, 17, 18, 19, 20, 21, 22, 23 и 24 опалубочного профиля ведется при условии сохранения постоянными длин дуг 25, 26 формообразующих прямолинейные участки 27 поверхностей профиля и равными длинам L соответствующих прямолинейных участков 27 готового профиля (показано на примере одного из таких участков), т.е. граничные переходные радиусные зоны 2, 3, 4, 5, 6, 7, 8, 9, 10, 11 и 12 сохраняют свою геометрическую ориентацию по периметру профиля, увеличением радиусов кривизны 28 и 29 валков таким образом, чтобы при переходах от одной клети к другой углы подгиба (разность углов 30 и 31) были равными 15-20 градусам.
Окончательная калибровка профиля ведется с целью исправления возможных отклонений при формообразовании опалубочного профиля, при этом элементы технологического инструмента располагаются по клетям таким образом, чтобы центры жесткости 13 последовательно получаемых профилей при перемещении заготовки от клети к клети были расположены на одной прямой, совпадающей с осью проката.
Пример конкретного выполнения способа. Предлагаемый способ получения опалубочного профиля холодным редуцированием из полой заготовки опробован в промышленных условиях. В качестве заготовок были использованы круглые трубы одного наружного диаметра 108×2 мм. В результате проката были получены качественные профили одинаковых наружных геометрических параметров с определяющими размерами ширины профиля, равной 46 мм, и типовой высоты 120 мм, используемых в производстве облегченных щитов опалубки. Проведенные работы подтвердили предлагаемую в способе технологию.
Использование предлагаемого способа получения опалубочного профиля холодным редуцированием из полой заготовки позволяет оптимизировать напряженно-деформированное состояние заготовки и энергосиловые параметры стана, снизив тем самым энергозатраты, повысить качество изделий, упростить конструкцию и снизить материалоемкость стана.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕХНОЛОГИЧЕСКИЙ КАЛИБРУЮЩИЙ ИНСТРУМЕНТ | 2008 |
|
RU2398642C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОПАЛУБОЧНОГО ПРОФИЛЯ | 2006 |
|
RU2333052C1 |
| РЕДУКЦИОННЫЙ ПРОКАТНЫЙ СТАН | 2004 |
|
RU2270067C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОПАЛУБОЧНОГО ДЕТЕРМИНИРОВАННОГО ПРОФИЛЯ | 2004 |
|
RU2268099C1 |
| ТЕХНОЛОГИЧЕСКИЙ КАЛИБРУЮЩИЙ ИНСТРУМЕНТ | 2004 |
|
RU2270066C1 |
| РЕДУКЦИОННЫЙ ПРОКАТНЫЙ СТАН | 2006 |
|
RU2333051C1 |
| ЗАМОК "ОПРУС-4" ДЛЯ СОЕДИНЕНИЯ ЭЛЕМЕНТОВ ОПАЛУБКИ | 2008 |
|
RU2386001C1 |
| ЗАМОК ДЛЯ СОЕДИНЕНИЯ ЭЛЕМЕНТОВ ОПАЛУБКИ | 2008 |
|
RU2385397C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНТУРНОГО ОПАЛУБОЧНОГО ПРОФИЛЯ | 2008 |
|
RU2368439C1 |
| ТЕХНОЛОГИЧЕСКИЙ КАЛИБРУЮЩИЙ ИНСТРУМЕНТ | 2006 |
|
RU2337770C2 |
Изобретение относится к способу получения опалубочного профиля холодным редуцированием из полой заготовки. Способ включает деформирование полой заготовки в валках нескольких последовательно установленных клетей с одновременными обжатием заготовки по ее периметру при сохранении периметра и созданием продольного тянущего усилия при одинаковых скоростях вращения валков во всех клетях и калибровку до получения профиля требуемых размеров и формы, по которому деформирование полой заготовки осуществляют относительно центров жесткости последовательно получаемых профилей при перемещении заготовки от клети к клети, расположенных на одной прямой, совпадающей с осью проката, первоначальной организацией граничных переходных радиусных зон между прямолинейными участками профиля с сохранением наружного периметра заготовки без учета толщины заготовки, последующим формированием прямолинейных участков профиля при условии сохранения постоянными длин дуг формообразующих прямолинейные участки поверхностей профиля и равными длинам соответствующих прямолинейных участков готового профиля изменением радиусов кривизны валков таким образом, чтобы при переходах от одной клети к другой углы подгиба были равными 15-20 градусов. Обеспечивается оптимизация напряженно-деформированного состояния заготовки и энергосиловых параметров стана, снижение энергозатрат, повышение качества изделий, упрощение конструкции и снижение материалоемкости стана. 7 ил.
Способ получения опалубочного профиля холодным редуцированием из полой заготовки, включающий деформирование полой заготовки в валках нескольких последовательно установленных клетей с одновременными обжатием заготовки по ее периметру при сохранении периметра и созданием продольного тянущего усилия при одинаковых скоростях вращения валков во всех клетях и калибровку до получения профиля требуемых размеров и формы, отличающийся тем, что деформирование полой заготовки осуществляют относительно центров жесткости последовательно получаемых профилей при перемещении заготовки от клети к клети, расположенных на одной прямой, совпадающей с осью проката, первоначальной организацией граничных переходных радиусных зон между прямолинейными участками профиля с сохранением наружного периметра заготовки без учета толщины заготовки, последующим формированием прямолинейных участков профиля при условии сохранения постоянными длин дуг формообразующих прямолинейные участки поверхностей профиля и равными длинам соответствующих прямолинейных участков готового профиля изменением радиусов кривизны валков таким образом, чтобы при переходах от одной клети к другой углы подгиба были равными 15-20°.
| СПОСОБ ПОЛУЧЕНИЯ ОПАЛУБОЧНОГО ДЕТЕРМИНИРОВАННОГО ПРОФИЛЯ | 2004 |
|
RU2268099C1 |
| RU 2055659 C1, 10.03.1996 | |||
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ МНОГОГРАННЫХ ТРУБ | 1990 |
|
SU1820537A1 |
| JP 61060205 A, 27.03.1986 | |||
| JP 61060206 A, 27.03.1986. | |||

