Изобретение относится к области обработки металлов давлением, в частности к прокатному производству и может быть использовано для получения опалубочных стальных профилей из сварных трубных заготовок методом холодного безоправочного редуцирования.
Известен редукционный стан (DE №2333916 от 04.07.1973, МКИ В21В 17/14), содержащий ряд клетей с приводными валками, снабженные выемками, которые установлены одна за другой таким образом, чтобы выемки располагались под углом 120, и в направлении обжатия трубы с уменьшением наружного периметра исходной заготовки за счет выбора зазора между валками.
Недостатком известного стана является возможность создания симметричных усилий деформации и, как следствие, получение изделий простой осесимметричной формы.
Известен редукционный прокатный стан (RU №2270067 C1, МКИ В21В 17/14, опубл. 20.02.2006 Бюл. №5), содержащий накопитель, рольганг подачи, станину, клети и дополнительные блоки неприводных роликов, рольганг-сбрасыватель, привод, выполненный в виде ряда отдельных кинематических цепей с индивидуальными источниками крутящего момента, и пульт управления.
Недостатками известного редукционного прокатного стана являются сложность установки дополнительных элементов, сложная и недостаточно жесткая конструкция клетей, неоптимальная установка привода.
Известен редукционный стан (USA №3355923 от 23.07.1964, НКИ кл. 72-224), содержащий ряд валковых клетей, протяженный каркас для установки клетей, опорные элементы на каркасе, предназначенные для закрепления клетей в комплексы, при этом стан снабжен средствами для принудительного разделения клетей друг от друга продольно каркасу, регулировки положения клетей с фиксацией в рабочем положении с помощью механизма с дистанционным управлением, устройством дистанционной передачи вращающего момента привода валкам клетей, и устройство контроля работы валков во время эксплуатации.
Недостатками известного стана являются сложная настройка стана регулировкой положения клети в сборе, повышенные потери электроэнергии и сложная конструкция стана.
Наиболее близким по технической сути к заявленному объекту является многоклетьевой прокатный стан (RU №2266795 С2, МКИ В21В 17/04, 13/08, опубл. 27.12.2005 Бюл. №36), содержащий клети, связанные посредством шпинделей с редукторами, при этом клеть выполнена прямоугольной, а постамент снабжен парой призматических стоек, и механизм зажима клетей на постаменте выполнен клиновым.
Недостатками известного многоклетьевого прокатного стана являются сложность и ненадежность установки и зажима клетей, непредусмотренные возможности установки дополнительных элементов.
Целью изобретения является устранение указанных выше недостатков, а именно упрощение конструкции и настройки стана, расширение технологических возможностей стана за счет применения дополнительных элементов, снижение энергозатрат.
Данные задачи решаются в заявленном редукционном прокатном стане для получения опалубочного профиля холодным редуцированием из полой заготовки, содержащем накопитель, рольганг подачи, станину с установленными на ней и расположенными друг за другом клетями, рольганг-сбрасыватель, привод стана, выполненный в виде ряда отдельных кинематических цепей с индивидуальными источниками крутящего момента, и пульт управления, в котором каждая клеть снабжена стойками, связанными посредством стяжек и закрепленных на станине стана, при этом стойка снабжена вертикальным прямоугольным пазом на лицевой поверхности и Т-образными пазами на боковых торцах, стан снабжен дополнительными навесными вертикальными клетями, снабженными формующими роликами, при этом один из роликов установлен с возможностью регулировки межцентрового расстояния между роликами, а сама клеть навешена с возможностью регулировки ее положения относительно оси профилирования в вертикальном и горизонтальном направлениях, и съемными встроенными элементами, привод установлен с возможностью передачи крутящего момента равномерно и симметрично по клетям блока клетей относительно центральной ведущей клети блока, стан снабжен четырьмя блоками клетей по пять клетей в каждом блоке, при этом каждый блок клетей снабжен индивидуальным приводом.
Сущность изобретения состоит в том, что снабжение каждой клети стойками, связанными посредством стяжек и закрепленных на станине стана, упрощает конструкцию, не снижая жесткости, и монтаж и переналадку стана, а снабжение стойки вертикальным прямоугольным пазом на лицевой поверхности и Т-образными пазами на боковых торцах обеспечивает надежное крепление и регулировку подшипниковых узлов валков, а также установку с возможностью регулировки или замену дополнительного оборудования, снабжение стана дополнительными навесными вертикальными клетями, снабженными формующими роликами, один из которых установлен с возможностью регулировки межцентрового расстояния между роликами и съемными встроенными элементами, расширяет технологические возможности стана по организации оптимального напряженно-деформированного состояния при переходах от клети к клети, установление привода с возможностью передачи крутящего момента равномерно и симметрично по клетям блока клетей относительно центральной ведущей клети блока снижает нагрузки на ведущие элементы привода, что позволяет, не увеличивая суммарную мощность стана, прокатывать заготовки большей толщины. Снабжение редукционного прокатного стана четырьмя блоками клетей по пять клетей в каждом блоке с индивидуальным приводом на каждый блок клетей является оптимальным для технологического процесса получения опалубочного концевого профиля из трубной заготовки.
Заявителю не известен редукционный прокатный стан для получения профиля холодным редуцированием из полой заготовки с указанной совокупностью существенных признаков и заявленная совокупность существенных признаков не вытекает явным образом из современного уровня техники, что подтверждает соответствие заявленного изобретения критериям "новизна" и "изобретательский уровень".
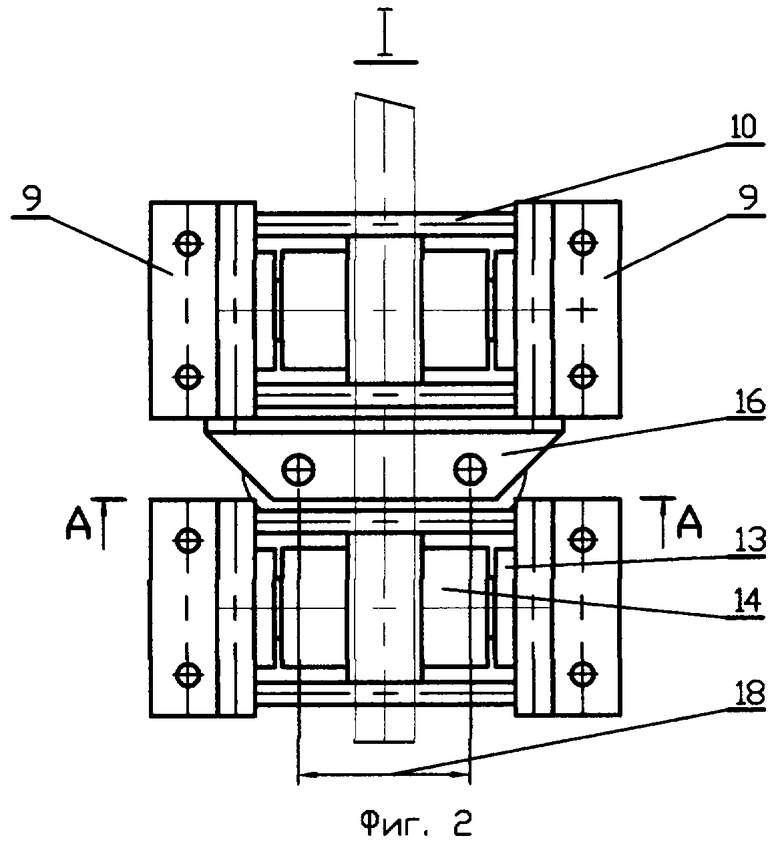
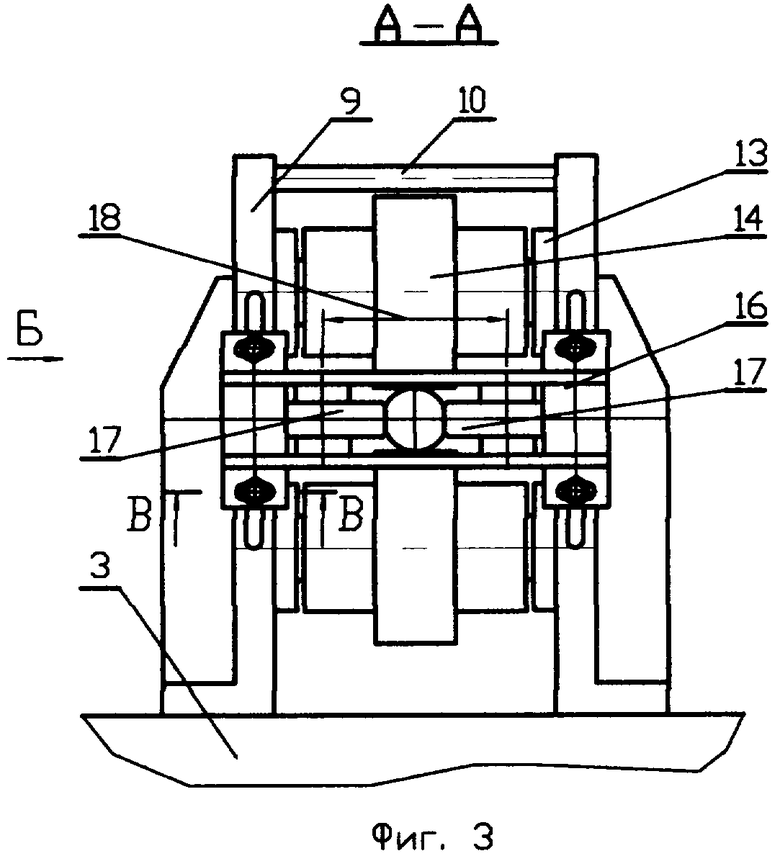
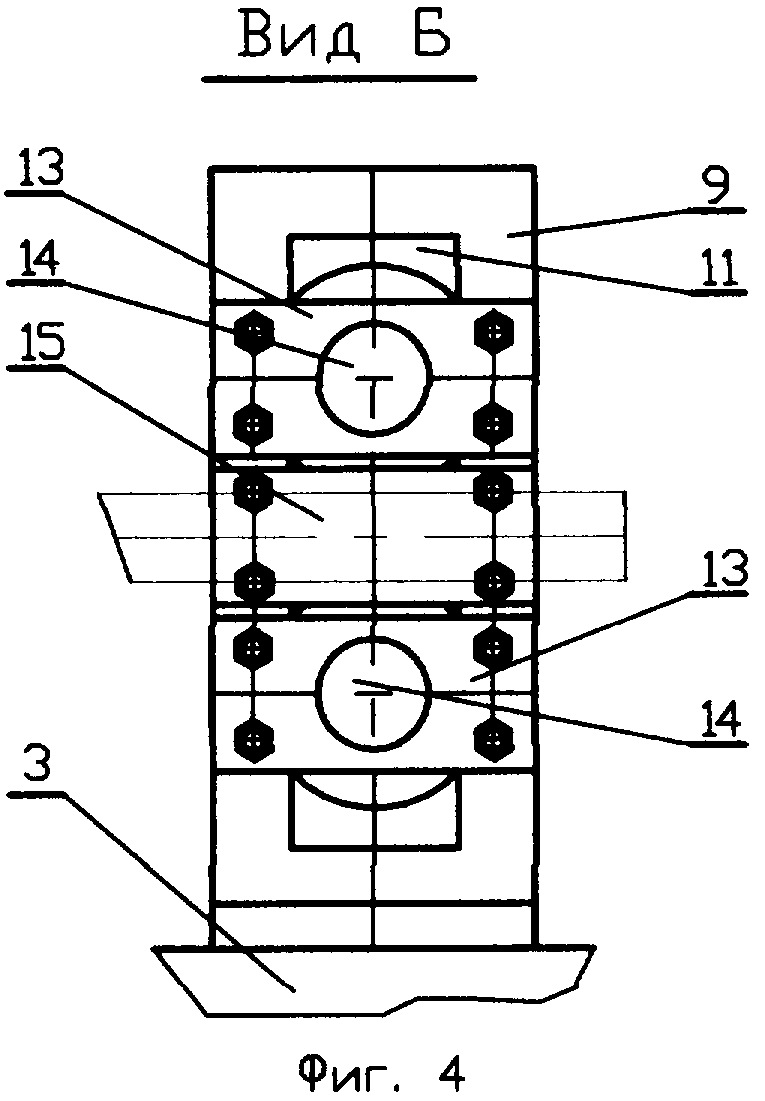
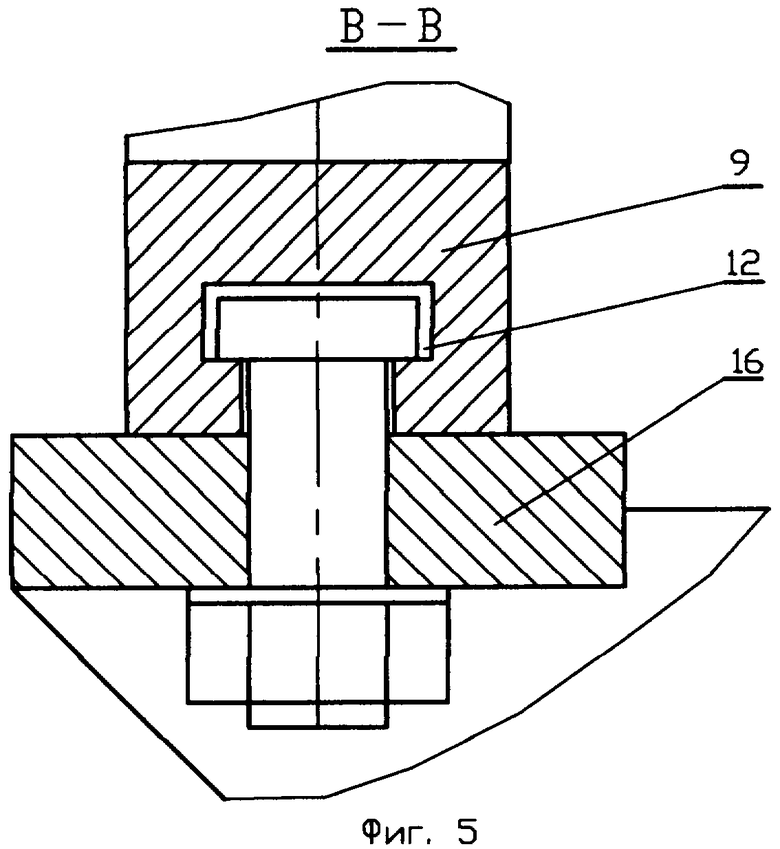
Предлагаемое изобретение поясняется чертежами, где на фиг.1 изображен общий вид стана в плане, на фиг.2 - узел I фиг.1, на фиг.3 - сечение А-А фиг.2, на фиг.4 - вид Б фиг.3, на фиг.5 - сечение В-В фиг.3.
Редукционный прокатный стан для получения опалубочного профиля холодным редуцированием из полой заготовки содержит накопитель 1, рольганг подачи 2, станину 3 с установленными на ней и расположенными друг за другом клетями 4, рольганг-сбрасыватель 5, тару для готовой продукции 6, привод стана 7 и пульт управления 8. Каждая из клетей 4 содержит две стойки 9, которые связаны стяжками 10 и имеют вертикальный прямоугольный паз 11 на лицевой поверхности и Т-образные пазы 12 на боковых торцах. Вертикальный прямоугольный паз 11 обработан по посадке и предназначен для установки подшипниковых узлов 13 рабочих валков 14, а также для установки на соответствующих технологическому процессу клетях 4 встраиваемых элементов 15. Т-образные пазы 12 обеспечивают навеску с возможностью регулировки на нужные клети 4 дополнительных навесных вертикальных клетей 16, снабженных формующими роликами 17, один из которых установлен на эксцентриковой оси для обеспечения возможности регулировки межцентрового расстояния 18 между роликами 17. Привод стана 7 содержит четыре индивидуальных источника крутящего момента 19, рассчитанного на обслуживание блока 20 из пяти клетей 4 каждый, от которого посредством линейного устройства 21 крутящий момент передается равномерно и симметрично по клетям 4 блока 20 относительно центральной ведущей клети 22 каждого блока 20.
Редукционный прокатный стан работает следующим образом. Сварные заготовки - трубы из накопителя 1 подаются на рольганг подачи 2, посредством которого затравливаются в первую клеть 4 стана. Процесс формообразования производится в шестнадцати клетях 4 и заканчивается калибровкой и правкой в четырех последних клетях 4. Встраиваемые элементы 15 и дополнительные навесные вертикальные клети 16 устанавливаются на соответствующие клети 4, предусмотренные технологическим процессом прокатки профиля. Готовая продукция рольгангом-сбрасывателем 5 подается в тару 6.
Использование предлагаемого редукционного прокатного стана обеспечивает упрощение конструкции и настройки стана, расширение технологических возможностей стана за счет применения дополнительных элементов, повышение точности изделия и снижение энергозатрат.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ОПАЛУБОЧНОГО ПРОФИЛЯ | 2006 |
|
RU2333052C1 |
| ТЕХНОЛОГИЧЕСКИЙ КАЛИБРУЮЩИЙ ИНСТРУМЕНТ | 2006 |
|
RU2337770C2 |
| ПРОКАТНЫЙ СТАН | 2008 |
|
RU2392074C2 |
| РЕДУКЦИОННЫЙ ПРОКАТНЫЙ СТАН | 2004 |
|
RU2270067C1 |
| ТЕХНОЛОГИЧЕСКИЙ КАЛИБРУЮЩИЙ ИНСТРУМЕНТ | 2008 |
|
RU2398642C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОПАЛУБОЧНОГО ПРОФИЛЯ | 2008 |
|
RU2392073C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОПАЛУБОЧНОГО ДЕТЕРМИНИРОВАННОГО ПРОФИЛЯ | 2004 |
|
RU2268099C1 |
| ТЕХНОЛОГИЧЕСКИЙ КАЛИБРУЮЩИЙ ИНСТРУМЕНТ | 2004 |
|
RU2270066C1 |
| Устройство для укатки цилиндрических корпусов металлических стаканов | 2024 |
|
RU2837788C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203169C2 |
Изобретение относится к области обработки металлов давлением, в частности к прокатному производству и может быть использовано для получения опалубочных стальных профилей из сварных трубных заготовок методом холодного безоправочного редуцирования. Стан содержит накопитель, рольганг подачи, станину с установленными на ней и расположенными друг за другом клетями, рольганг-сбрасыватель, привод стана и пульт управления. Каждая клеть снабжена стойками, связанными посредством стяжек и закрепленных на станине стана. Каждая стойка снабжена вертикальным прямоугольным пазом на лицевой поверхности и Т-образными пазами на боковых торцах. Стан снабжен дополнительными навесными вертикальными клетями с формующими роликами, один из которых имеет возможность регулировки межцентрового расстояния между ними. Навесные клети установлены с возможностью регулировки положения относительно оси профилирования в вертикальном и горизонтальном направлениях. Изобретение обеспечивает упрощение конструкции и настройки стана, расширение технологических возможностей стана за счет применения дополнительных элементов, повышение точности изделия и снижение энергозатрат. 1 з.п. ф-лы, 5 ил.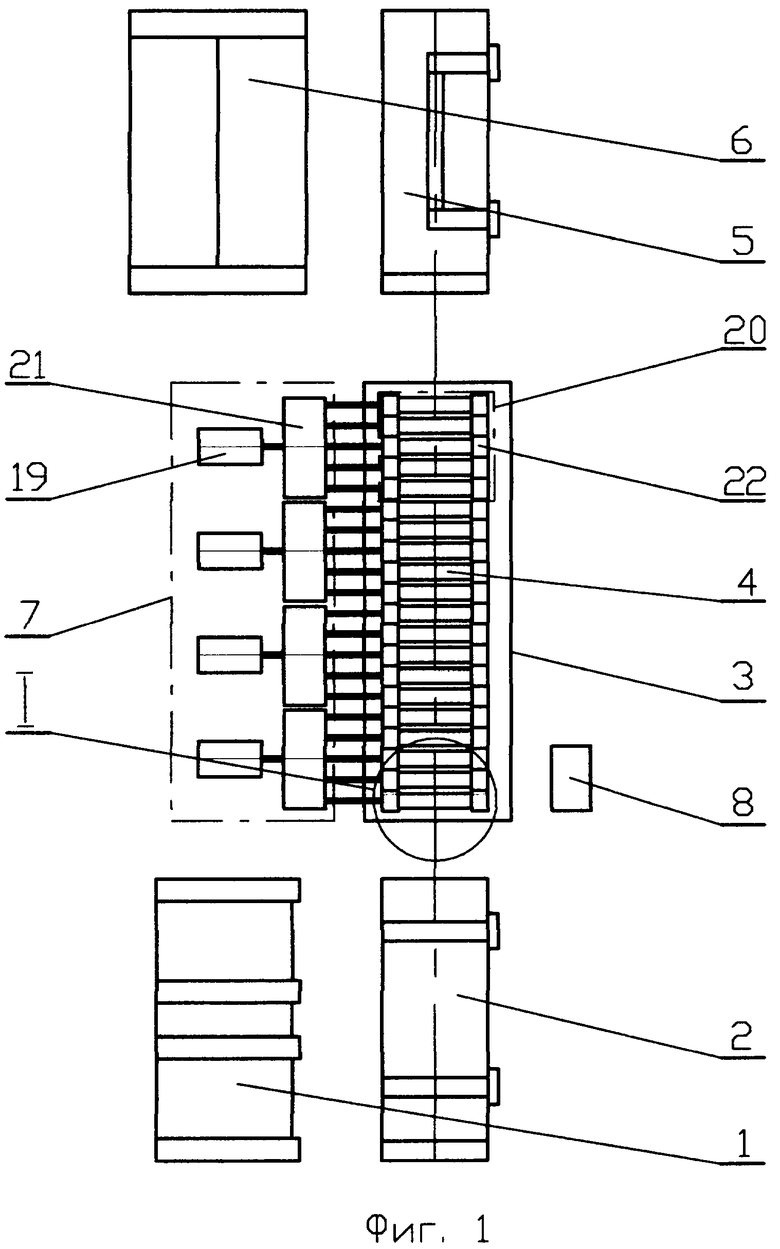
| МНОГОКЛЕТЬЕВОЙ ПРОКАТНЫЙ СТАН | 2002 |
|
RU2266795C2 |
| РЕДУКЦИОННЫЙ ПРОКАТНЫЙ СТАН | 2004 |
|
RU2270067C1 |
| ТЕХНОЛОГИЧЕСКИЙ КАЛИБРУЮЩИЙ ИНСТРУМЕНТ | 2004 |
|
RU2270066C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОПАЛУБОЧНОГО ДЕТЕРМИНИРОВАННОГО ПРОФИЛЯ | 2004 |
|
RU2268099C1 |
| US 3355923 A1, 05.12.1967. | |||

