Изобретение относится к вулканизатору для энергосберегающего отверждения многослойных деталей для самолетов, содержащих пористую, механически достаточно прочную сердцевину со слоями покрытия, нанесенными на одну или на обе стороны, в котором многослойная деталь заключена между прижимным поршнем, опорной подушкой и боковыми стенками вулканизатора, вследствие чего формообразование происходит в существенно замкнутом внутреннем пространстве, при этом по крайней мере один слой покрытия и/или сердцевина содержат отверждаемый термореактивный пластический материал.
В настоящее время многослойные детали для пассажирских салонов самолетов изготавливаются, как правило, из фенольных смол. По сравнению с другими отверждаемыми системами смол фенольные смолы обладают значительным преимуществом в том плане, что они благоприятно ведут себя при пожаре и удовлетворяют самым жестким противопожарным стандартам, применимым к пассажирским салонам самолетов. Фенольные смолы отверждаются в автоклавах при давлении примерно 3,5 бар и температуре от 100°С до 180°С.
Многослойные детали в виде панелей плоской или сферической формы, например, для внутренней облицовки пассажирских салонов самолетов, изготавливаются, например, с сотовой сердцевиной из арамидной бумаги (бумаги Nomex®) и фенольной смолы, при этом с обеих сторон сотовая сердцевина имеет слои покрытия, изготавливаемые из так называемого импрегнированного материала, изготовленного из фенольной смолы. Этот импрегнированный материал содержит армирующие волокна, армирующую ткань или армирующую сетку, пропитанную фенольной смолой. Многослойная деталь отверждается в автоклаве при избыточном давлении и повышенной температуре. В этом процессе происходит активное соединение слоев покрытия с сердцевиной, в результате чего достигается весьма значительная механическая прочность готовых многослойных деталей, т.к. слои покрытия подвергаются в основном растягивающим усилиям и усилиям давления, в то время как сердцевина по существу выполняет роль прокладки между слоями покрытия.
Отверждение многослойных деталей в автоклаве требует сравнительно больших затрат энергии. Кроме того, автоклав является тяжелым и одновременно громоздким устройством, что особенно важно в случае крупноразмерных многослойных деталей.
Целью изобретения является создание вулканизатора для отверждения многослойных деталей, который требует меньших затрат энергии по сравнению с отверждением в автоклаве.
Эта цель достигается с помощью вулканизатора, который содержит:
- транспортное устройство, посредством которого нагретый воздух может подаваться через по крайней мере одно впускное отверстие в первой боковой стенке вулканизатора при определенном давлении отверждения рОтверждения сквозь сердцевину многослойной детали и через по крайней мере одно выпускное отверстие во второй боковой стенке вулканизатора
- нагреватель, предусмотренный снаружи вулканизатора, посредством которого можно регулировать температуру нагретого воздуха, так что в области сердцевины достигается температура отверждения ТОтверждения;
- два теплоизоляционных слоя, предусмотренные по крайней мере на некоторых участках прижимного поршня и опорной подушки; и
- две прижимные листовые пластины, предусмотренные по крайней мере на некоторых участках теплоизоляционных слоев.
Благодаря протеканию нагретого воздуха через сердцевину конструкции вулканизатора в соответствии с изобретением можно нагреть многослойную деталь непосредственно изнутри, так что вулканизатор может работать, в частности при отверждении многослойных деталей большой площади, при относительно малом потреблении энергии по сравнению с обычным отверждением в автоклаве.
По одному из вариантов реализации вулканизатора в соответствии с настоящим изобретением предусматривается, что указанный вулканизатор содержит замкнутый контур, такой, что по крайней мере один впуск и по крайней мере один выпуск соединяются друг с другом посредством трубопроводной системы, включающей транспортное устройство и нагреватель. Благодаря почти полной рециркуляции нагретого воздуха по замкнутому контуру эта конструкция позволяет эксплуатировать вулканизатор энергосберегающим образом.
По другому предпочтительному варианту реализации вулканизатор содержит открытый контур нагретого воздуха, такой, что в области по крайней мере одного выпуска предусматривается регулятор давления, который позволяет регулировать выпуск нагретого воздуха в окружающее пространство или в теплообменник, поддерживая при этом давление отверждения рОтверждения существенно постоянным, и содержит транспортное устройство для отсасывания нагретого воздуха из окружающего пространства. Этот вариант реализации делает технически менее сложным регулирование температуры нагретого воздуха, однако без рекуперации тепла энергопотребление значительно возрастает.
Согласно другому варианту реализации, посредством теплообменника остаточная теплота может быть отведена в области по крайней мере одного выпуска, и эта остаточная теплота может быть введена в нагретый воздух, который отсасывается из окружающего пространства посредством транспортного устройства. Этот вариант реализации обеспечивает более энергосберегающий режим работы по сравнению с открытой системой без рекуперации тепла посредством теплообменника.
Согласно еще одному варианту реализации предусматривается применение по крайней мере одного нагревательного элемента листового типа по крайней мере на некоторых участках, в каждом случае между по крайней мере одной прижимной листовой пластиной и теплоизоляционным слоем. В этом варианте слои покрытия при необходимости могут быть дополнительно нагреты снаружи, например, для ускорения или обеспечения большей равномерности процесса отверждения.
Согласно еще одному предпочтительному варианту реализации предусматривается, что прижимной поршень и/или опорная подушка имеют такую геометрию поверхности, которая отличается от плоской формы.
При этом становится возможным производить многослойные детали, имеющие геометрию поверхности с кривизной в двух пространственных измерениях. В этом случае в отличие от вертикальной конструкции в вулканизаторе могут быть предусмотрены дополнительные боковые стенки, выполненные под наклоном относительно вертикали и/или имеющие геометрию поверхности, отличающуюся от плоской формы. В этом варианте боковые стенки должны поэтому рассматриваться как часть прижимного поршня или опорной подушки вулканизатора (формы из двух частей). В этом случае прижимной поршень представляет собой верхнюю половину формы, а опорная подушка - нижнюю половину формы. Для предотвращения подрезов в таких конструкциях может оказаться необходимым предусмотреть дополнительные перегородки в области прижимного поршня и/или опорной подушки.
Однако по возможности в каждой показанной выше в качестве примера конструкции по крайней мере две противоположные боковые стенки должны сохранять плоскую форму и вертикальное положение для того, чтобы по крайней мере через один впуск и выпуск нагретый воздух можно было без каких-либо затруднений пропускать через сердцевину многослойной детали.
На чертежах показано следующее:
Фиг.1. Схематическое поперечное сечение по первому варианту реализации вулканизатора; и
Фиг.2. Схематическое поперечное сечение по второму варианту реализации вулканизатора.
На чертежах одни и те же конструктивные элементы имеют одни и те же условные обозначения.
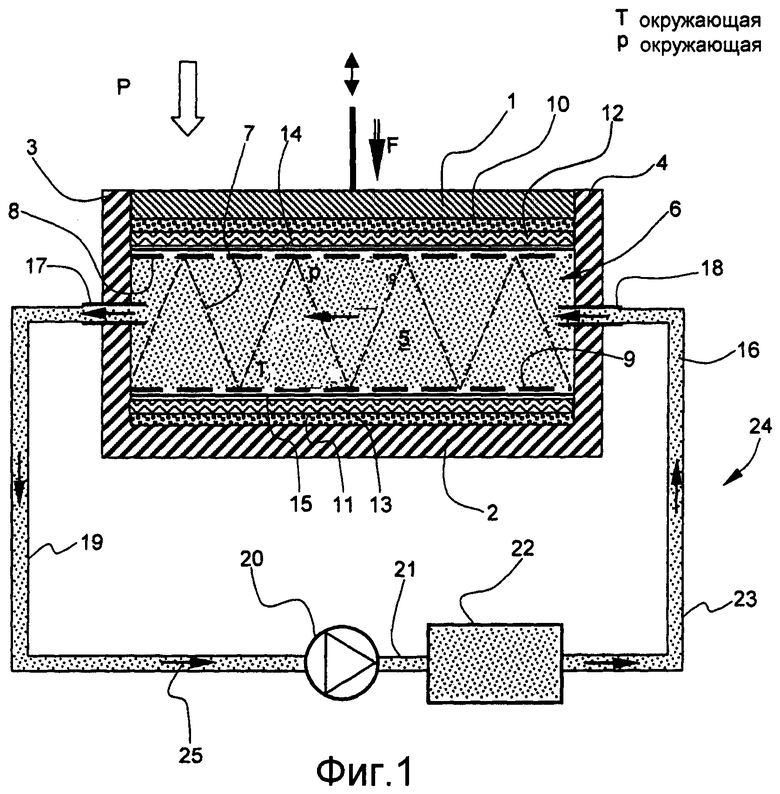
На фиг.1 показан первый вариант реализации вулканизатора с замкнутым контуром с расположенной в нем многослойной деталью. В числе прочего вулканизатор содержит прижимной поршень 1, опорную подушку 2 и первую, и вторую боковые стенки 3, 4. Впереди и сзади вулканизатора предусмотрены дополнительные боковые поверхности (на чертеже не показаны). Прижимной поршень 1, который может перемещаться вверх и вниз в вертикальном направлении, уплотнен по всем четырем боковым стенкам и совместно с опорной подушкой 2 образует практически замкнутое газонепроницаемое внутреннее пространство 5.
Во внутреннем пространстве 5 вулканизатора находится многослойная деталь 6, которая в данном примерном варианте реализации показана как имеющая форму панели.
Прижимной поршень 1 и опорная подушка 2 могут иметь криволинейную геометрию в поперечном сечении для производства многослойных деталей 6 с соответственно криволинейной геометрией поверхности. Кривизна поверхности может быть предусмотрена в максимум двух пространственных измерениях. В данном случае первая и вторая боковые стенки 3, 4 совместно с прижимным поршнем 1 или опорной подушкой 2 в замкнутом состоянии (отведенное состояние вулканизатора) составляют формообразующий инструмент с верхней и нижней полуформами. В данном варианте реализации, в отличие от конструкций, изображенных на схемах на фиг.1 и 2, нагретый воздух 16 пропускается вертикально относительно плоскости чертежа через сердцевину 7 и через боковые стенки, не показанные на фиг.1. Для предотвращения подрезов на прижимном поршне 1 и/или опорной подушке 2 с криволинейной геометрией поверхности может оказаться необходимым предусмотреть дополнительные перегородки.
Многослойная деталь 6 содержит сердцевину 7, верх и низ которой покрыты слоем покрытия 8, 9. По крайней мере слои покрытия 8, 9 формируются из отверждаемого и при необходимости армированного волокнами термореактивного пластического материала, в частности фенольной смолы, меламиновой смолы, полиэфирной смолы, эпоксидной смолы, и т.п. Сердцевина 7 может, например, содержать бумагу Nomex® или некоторые другие термореактивные и/или термопластичные материалы, которые при необходимости содержат армирующие волокна. По другому варианту сердцевина 7 может также содержать металлическую фольгу, металлическую пену, пластиковую пену, гранулы, перфорированные соты и т.п. Важно, чтобы сердцевина 7 была, с одной стороны, достаточно прочной с механической точки зрения, чтобы во время процесса отверждения вулканизатор не подвергался никаким деформациям, а во-вторых, чтобы она была открытой, т.е. допускала дренирование, чтобы во время процесса отверждения нагретый воздух протекал через нее по возможности беспрепятственно. Сердцевина 7 может быть спроектирована, например, в виде известной открытой складчато-сотовой сердцевины 7 или содержать щелевые соты. В альтернативном варианте реализации сотовой сердцевины 7 возможно применение перфорированной сотовой структуры, объемных трикотажных тканей, изготовленных из нитяных элементов, или аналогичных структур, если они обеспечивают достаточную механическую прочность.
Кроме того, на прижимном поршне 1 формируется теплоизоляционный слой 10, предпочтительно покрывающий всю площадь. Соответственно, опорная подушка 2 также содержит теплоизоляционный слой 11, который предпочтительно покрывает всю площадь. Теплоизоляционные слои 10, 11 используются для сведения к минимуму теплопотерь из внутреннего пространства 5 в направлении опорной подушки 2, а также в направлении прижимного поршня 1. На теплоизоляционных слоях 10, 11 располагаются листовые нагревательные элементы 12, 13, также предпочтительно покрывающие всю площадь. Листовые нагревательные элементы 12, 13 могут, например, содержать электронагревательную фольгу, резистивную фольгу и т.п. И наконец, на листовые нагревательные элементы 12, 13 общеизвестным способом с целью выравнивания действия усилия вулканизатора устанавливаются прижимные листовые пластины 14, 15, которые предпочтительно покрывают всю площадь. В качестве альтернативы можно не предусматривать листовые нагревательные элементы 12, 13 между прижимными листовыми пластинами 14, 15 и теплоизоляционными слоями 10, 11 или предусматривать их только на некоторых участках между указанными прижимными листовыми пластинами 14, 15 и теплоизоляционными слоями 10, 11. Листовые нагревательные элементы 12, 13 используются в случае необходимости для усиления нагрева, если нагрева сердцевины 7 только нагретым воздухом недостаточно.
В первой боковой стенке 3 имеется впуск 17, а во второй боковой стенке - выпуск 18. Вместо одиночного впуска 17 и одиночного выпуска 18 в боковых стенках 3, 4 может быть выполнено множество сквозных отверстий, патрубков, распределителей, угольников и т.п. для обеспечения возможно более равномерного потока воздуха через сердцевину 7 при малом сопротивлении потоку. Впуск 17 подсоединяется к транспортному устройству 20 посредством трубопровода 19. Транспортное устройство 20 может представлять собой, например, компрессор, воздуходувку, вентилятор и т.п.Выходящий из транспортного устройства 20 нагретый воздух 16 поступает в нагреватель 22 по дальнейшему трубопроводу 21. Для нагрева протекающего воздуха 16 нагреватель 22 с целью обеспечения регулирования температуры нагретого воздуха 16 может, например, содержать электронагревательные спирали или аналогичные устройства. Кроме того, нагреватель 22 может также содержать охлаждающее устройство для заданного охлаждения нагретого воздуха 16. Выходящий из нагревателя 22 нагретый воздух 16 с регулируемой температурой подается обратно на впуск 18 по дальнейшему трубопроводу 23. Трубопроводы 19, 21 и 23 в совокупности образуют трубопроводную систему 24 вулканизатора. В этой конструкции нагретый воздух 16 с помощью транспортного устройства 20 циркулирует в замкнутом контуре в направлении, указанном черными стрелками, из которых ради наглядности условное обозначение имеет только одна стрелка 25.
В вулканизаторе, схематически изображенном на фиг.1, нагретый воздух 16 непрерывно циркулирует через сердцевину 7, так что обеспечивается работа в энергосберегающем режиме. Прижимной поршень 1 с определенным усилием F давит на опорную подушку 2 и на многослойную деталь 6 с целью создания определенного рабочего давления ррабочее. Создание усилия F и, следовательно, рабочего давления ррабочее во внутреннем пространстве 5 может выполняться известным способом, например, с помощью электрогидравлических систем привода (гидравлических поршней) или электромеханических систем привода (посредством валов), которые в свою очередь управляются управляющим и регулирующим устройством (не показанным подробно). Предпочтительно создание усилия F осуществляется несколькими гидроцилиндрами, которыми управляет управляющее и регулирующее устройство (не показанное подробно).
Во внутреннем пространстве 5 вулканизатора существует давление отверждения РОтверждения, которое связано в том числе с рабочим давлением рРабочее при также определенной температуре отверждения ТОтверждения. Рабочее давление рРабочее можно изменять посредством усилия F, в то время как давление отверждения рОтверждения в значительной степени определяется транспортным устройством 20, а температура отверждения ТОтверждения регулируется в основном нагревателем 22. И транспортное устройство 20, и нагреватель 22 управляются управляющим и регулирующим устройством. При управлении транспортным устройством 20 и нагревателем 22 для обеспечения температуры отверждения ТОтверждения, которая определяется как можно точнее при заранее заданном давлении отверждения рОтверждения, следует учитывать, в частности, взаимную зависимость давления и температуры нагретого воздуха 16.
В показанном первом варианте реализации вулканизатора с полностью замкнутым контуром нагретого воздуха возможно, кроме того, периодически реверсировать направление потока нагретого воздуха 16 с целью достижения более равномерного регулирования температуры внутреннего пространства 5 и, следовательно, сердцевины 7 многослойной детали 6.
На фиг.2 показана базовая конструкция вулканизатора по второму варианту реализации, содержащему открытый контур нагретого воздуха. Вулканизатор по второму варианту реализации также содержит прижимной поршень 1, опорную подушку 2, а также две боковые стенки 3, 4 с целью образования герметично уплотненного внутреннего пространства 5. Во внутреннее пространство 5 вулканизатора помещается многослойная деталь 6, состоящая из слоев покрытия 8, 9, а также сердцевины 7. Аналогично первому варианту реализации вулканизатора, и прижимной поршень 1, и опорная подушка 2 также содержат теплоизоляционные слои 10, 11, листовые нагревательные элементы 12, 13, а также прижимные листовые пластины 14, 15, предпочтительно имеющие такую конструкцию, которая покрывает всю площадь.
В первой и второй боковых стенках 3, 4, как и в первом варианте, предусматриваются впуски и выпуски 17, 18 для пропускания нагретого воздуха 16 через многослойную деталь 6. Снаружи вулканизатор имеет нормальную окружающую температуру ТОкружающая, например, 21°С, и окружающее давление воздуха рОкружаюшее, например, 1013 гПа. Прижимной поршень 1 посредством гидравлической системы (подробно не показана) с усилием F давит на многослойную деталь 6 и, следовательно, на опорную подушку 2 с целью создания требуемого рабочего давления рРабочее на наружной поверхности многослойной детали 6.
Выпуск 17 подсоединяется к регулятору давления 26 посредством трубопровода 19, а трубопровод 27 ведет от указанного регулятора давления 26 к теплообменнику 28. Регулятор давления 26 обеспечивает, что нагретый воздух 16 выходит из выпуска 17 к теплообменнику 28 с определенным объемным расходом, вследствие чего предотвращаются значительные колебания давления отверждения рОтверждения во внутреннем пространстве 5 вулканизатора. В идеальном случае давление отверждения рОтверждения можно с помощью регулятора давления 26 поддерживать почти постоянным на протяжении всего процесса отверждения многослойной детали 6. Регулятор давления 26 предпочтительно проектируется таким образом, чтобы им можно было управлять посредством управляющего и регулирующего устройства, например, с целью достижения регулируемого объемного расхода выходящего нагретого воздуха 16. Например, в качестве регулятора давления 26 могут быть использованы плавно регулируемый электромагнитный клапан (электрически управляемый пропорциональный клапан или сервоклапан) или обычный редуктор.
После протекания через теплообменник 28 нагретый воздух 16, охлажденный в теплообменнике 28, выводится наружу через последующий трубопровод 29. По трубопроводу 30 наружный воздух, который сначала холоднее, поступает в теплообменник 28, где за счет тепла, которое ранее было отведено от воздуха, выходящего из внутреннего пространства 5, он по меньшей мере подогревается, отсасывается транспортным устройством 20 по еще одному трубопроводу 31 и в нагревательном устройстве 22 доводится до температуры отверждения ТОтверждения, которая при соответствующем давлении отверждения рОтверждения является оптимальной для системы смол, используемой в данной многослойной детали 6.
Несмотря на то что во втором варианте реализации вулканизатора система нагретого воздуха является открытой, теплообменник 28 делает возможной работу в энергосберегающем режиме, так как от нагретого воздуха, выходящего через выпуск 17 и регулятор давления 26 в окружающее пространство, отбирается максимальное количество тепловой энергии, причем указанная тепловая энергия передается в первоначально еще холодный нагретый воздух 16, отсасываемый из окружающего пространства, с целью подогрева указанного нагретого воздуха. После прохождения нагретого воздуха с регулируемой температурой 16 через нагреватель 22, он по трубопроводу 23 поступает во впуск 18, а затем в сердцевину 7 многослойной детали 6.
Для отверждения многослойной детали 6 прижимной поршень 1 выдвигается до тех пор, пока он не упрется в многослойную деталь 6 с усилием F, при этом во внутреннем пространстве 5 возникает рабочее давление рРабочее. В данном процессе рабочее давление ограничивается значением не более 15 бар для предотвращения механического повреждения многослойной детали 6, в частности сердцевины 7.
Например, в случае, когда многослойная деталь 6 содержит поликонденсационные смолы, температура отверждения ТОтверждения во внутреннем пространстве 5 должна составлять предпочтительно 135°С, при этом нагреватель 22 должен поддерживать указанную температуру отверждения существенно постоянной. На протяжении всего процесса отверждения, в предпочтительном случае путем создания посредством транспортного устройства 20 соответствующего давления отверждения РОтверждения, можно обеспечить, чтобы значение давления отверждения рОтверждения в области сердцевины 7 многослойной детали 6 всегда было таким, чтобы во время отверждения поликонденсационной смолы при существующей в это время температуре ТОтверждения не происходило, если это вообще возможно, превращения воды в пар во внутреннем пространстве 5. При температуре отверждения ТОтверждения, равной примерно 135°С, которая при данном применении вулканизатора является оптимальной температурой, должно поддерживаться давление отверждения рОтверждения свыше 3,128 бар. Продолжительность отверждения многослойной детали 6 достигает, как правило, 2 часов при давлении отверждения рОтверждения более 3,128 бар и температуре отверждения примерно 135°С.
Для всех многослойных деталей с дренируемой сердцевиной, в которых по крайней мере один слой покрытия и/или сердцевина содержат систему поликонденсационных смол, например, в виде фенольной смолы, меламиновой смолы и т.п., предпочтительно, чтобы для подавления образования пара и связанных с этим отрицательных сопутствующих явлений, в частности, образования в смоляной матрице раковин и пузырьков, система управления вулканизатором в вышеописанном процессе была полностью автоматической и управлялась управляющим и регулирующим устройством.
Многослойные детали, у которых слои покрытия и/или сердцевина содержат другие отверждаемые термореактивные пластические материалы, в частности, эпоксидную смолу, полиэфирную смолу, бисмалеинимидную смолу и т.п., также можно полностью автоматически отверждать в вулканизаторе весьма энергосберегающим образом с корректировкой параметров отверждения (ТОтверждения, рОтверждения) для соответствующей системы смол.
В принципе, с использованием вулканизатора можно также производить многослойные детали, в которых по крайней мере один слой покрытия содержит термопластичный материал. В этом случае термопластичные слои покрытия для обеспечения механического сцепления с сердцевиной расплавляются, по крайней мере в некоторых областях, нагретым воздухом с соответственно регулируемой температурой. В такой конструкции температура отверждения ТОтверждения во внутреннем пространстве лежит в области температуры плавления термопластичного материала, используемого для формирования слоев покрытия.
Вместо использования обычного воздуха вулканизатор в соответствии с первым вариантом реализации с замкнутым контуром нагретого воздуха может также работать на других газах, предпочтительно на инертных газах, в качестве нагревательного газа, например, на азоте, гелии, неоне, аргоне, криптоне, ксеноне и т.п.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ КОМПОНЕНТОВ И ВУЛКАНИЗАТОР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2417894C2 |
| ФОРМОВАННАЯ МНОГОСЛОЙНАЯ ОБЛИЦОВКА ДЛЯ ТЕПЛОИЗОЛЯЦИИ И ЗВУКОИЗОЛЯЦИИ | 2012 |
|
RU2595669C2 |
| СПОСОБ ПРОИЗВОДСТВА МНОГОСЛОЙНЫХ КОМПОЗИЦИОННЫХ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ ТИПА СЭНДВИЧ | 2015 |
|
RU2621338C2 |
| СПОСОБ ПОЛУЧЕНИЯ ФОРМОВАННОЙ МНОГОСЛОЙНОЙ ОБЛИЦОВКИ | 2012 |
|
RU2582503C2 |
| ПРОЦЕСС ФОРМОВАНИЯ ПОЛИ(МЕТ)АКРИЛИМИДНЫХ ПЕНОПЛАСТОВ И ФОРМУЕМЫЕ ИЗ НИХ КОМПОЗИТНЫЕ ДЕТАЛИ | 2013 |
|
RU2637905C2 |
| ПРОИЗВОДСТВО КЛЕЕНЫХ ДЕРЕВЯННЫХ ИЗДЕЛИЙ КОРОТКОТАКТОВЫМ СПОСОБОМ | 2003 |
|
RU2309174C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ ПОСРЕДСТВОМ ЛИТЬЯ | 2013 |
|
RU2635596C2 |
| РУЧНОЙ ВУЛКАНИЗАТОР | 1992 |
|
RU2029680C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ | 1995 |
|
RU2155132C2 |
| МОДУЛЬНАЯ МНОГОСЛОЙНАЯ НАВЕСНАЯ ФАСАДНАЯ СИСТЕМА И СПОСОБ ЕЁ МОНТАЖА | 2021 |
|
RU2777232C1 |
Вулканизатор для энергосберегающего отверждения многослойных деталей 6 для самолетов содержит открытую и механически достаточно прочную сердцевину 7 со слоями покрытия 8, 9, нанесенными на одну сторону или на обе стороны. Многослойная деталь 6 заключена между прижимным поршнем 1, опорной подушкой 2 и боковыми стенками 3, 4 вулканизатора, при этом образуется существенно замкнутое внутреннее пространство 5. По крайней мере один слой покрытия 8, 9 и/или сердцевина 7 содержат отверждаемый термореактивный пластический материал. Нагретый воздух 16 посредством транспортного устройства 20 пропускается через сердцевину 7 многослойной детали 6 в замкнутом контуре нагретого воздуха для обеспечения энергосберегающего отверждения многослойной детали изнутри. Нагретый воздух 16 имеет температуру, регулируемую с помощью нагревателя 22. В случае открытого контура нагретого воздуха предусматривается рекуперация тепла посредством теплообменника 28. Посредством вулканизатора заданные параметры отверждения внутри сердцевины 7 многослойной детали 6, в частности давление отверждения рОтверждения, а также температура отверждения ТОтверждения, можно устанавливать в зависимости от системы смол, используемой для производства многослойной детали 6. Технический результат, который достигается при использовании вулканизатора по изобретению, заключается в том, чтобы обеспечить сокращение затрат энергии при отверждении детали в автоклаве. 11 з.п. ф-лы, 2 ил.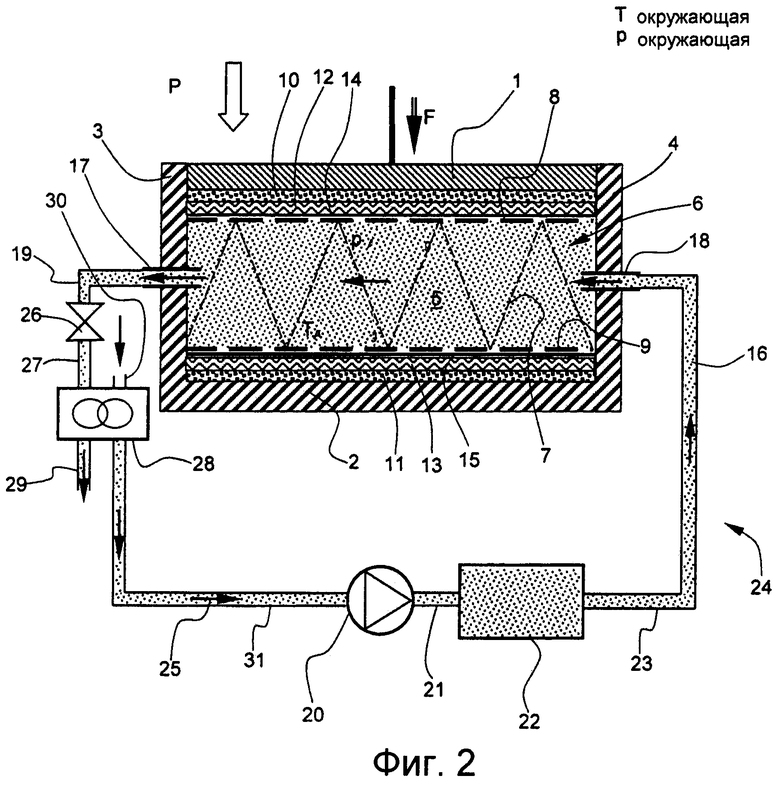
1. Вулканизатор для отверждения многослойных деталей (6) для самолетов, имеющих сердцевину (7) со слоями покрытия (8, 9), нанесенными на одну сторону или на обе стороны, причем один слой покрытия (8, 9) и/или сердцевина (7) содержат отверждаемый термореактивный пластический материал, в котором многослойная деталь (6) зажимается между прижимным поршнем (1), опорной подушкой (2) и боковыми стенками (3, 4) вулканизатора, так что образуется замкнутое внутреннее пространство (5), отличающийся тем, что оно содержит:
транспортное устройство (20), посредством которого нагретый воздух (16) пропускается через по крайней мере один впуск (18) в первой боковой стенке (3) вулканизатора при определенном давлении отверждения рОтверждения через сердцевину (7) многослойной детали (6) к по крайней мере одному выпуску (17) во второй боковой стенке (4) вулканизатора;
нагреватель (22), расположенный вне вулканизатора, посредством которого нагретый воздух (16) имеет регулируемую температуру, так что в области сердцевины (7) создается заданная температура отверждения ТОтверждения;
два теплоизоляционных слоя (10, 11), которые предусмотрены по крайней мере на некоторых участках на прижимном поршне (1) и опорной подушке (2); и
две прижимных листовых пластины (14, 15), которые предусмотрены по крайней мере на некоторых участках на теплоизоляционных слоях (10, 11).
2. Вулканизатор по п.1, отличающийся тем, что содержит замкнутый контур нагретого воздуха, так что по крайней мере один впуск (18) и по крайней мере один выпуск (17) соединены друг с другом трубопроводной системой (24), включающей в себя транспортное устройство (20) и нагреватель (22).
3. Вулканизатор по п.1, отличающийся тем, что содержит открытый контур нагретого воздуха, так что в области по крайней мере одного выпуска (17) установлен регулятор давления (26) для регулируемого выпуска нагретого воздуха (16) в окружающее пространство или в теплообменник (28), с поддержанием при этом постоянного давления отверждения рОтверждения, а транспортное устройство (20) отсасывает нагретый воздух (16) из окружающего пространства.
4. Вулканизатор по п.3, отличающийся тем, что посредством теплообменника (28) в области по крайней мере одного выпуска (17) из нагретого воздуха (16) отбирается остаточная теплота, и эта остаточная теплота передается нагретому воздуху (16), который отсасывается из окружающего пространства посредством транспортного устройства(20).
5. Вулканизатор по п.1, отличающийся тем, что по крайней мере в некоторых областях между по крайней мере одной прижимной листовой пластиной (14, 15) и теплоизоляционным слоем (10, 11) предусмотрен по крайней мере один листовой нагревательный элемент.
6. Вулканизатор по п.1, отличающийся тем, что геометрия поверхности прижимного поршня (1) и/или опорной подушки (2) отличается от геометрии плоской поверхности.
7. Вулканизатор по п.1, отличающийся тем, что прижимной поршень (1) давит с заданным усилием F на опорную подушку (2) для создания заданного рабочего давления рРабочее, равного давлению отверждения рОтверждения, существующему в сердцевине (7).
8. Вулканизатор по п.1, отличающийся тем, что давление отверждения рОтверждения и температура отверждения ТОтверждения с помощью управляющего и регулирующего устройства могут быть установлены в зависимости от термореактивного пластического материала, используемого для по крайней мере одного слоя покрытия (8, 9) и/или сердцевины (7) многослойной детали (6).
9. Вулканизатор по п.1, отличающийся тем, что отверждение многослойной детали (6), имеющей по крайней мере один слой покрытия (8, 9), содержащий поликонденсационную смолу, в частности фенольную смолу, меламиновую смолу, предпочтительно производится при давлении отверждения рОтверждения, которое лежит между давлением окружающего воздуха рОкружающее и рабочим давлением рРабочее в диапазоне вулканизатора, для, по крайней мере частичного подавления образования пара во время процесса отверждения.
10. Вулканизатор по п.9, отличающийся тем, что отверждение многослойной детали (6) производится при температуре отверждения ТОтверждения между 100°С и 180°С.
11. Вулканизатор по п.9, отличающийся тем, что многослойная деталь (6) подвергается воздействию температуры отверждения ТОтверждения примерно 135°С и давления отверждения рОтверждения свыше 3,128 бар.
12. Вулканизатор по любому из пп.9-11, отличающийся тем, что он создает рабочее давление рРабочее не более 15 бар.
| US 5271879 А, 21.12.1993 | |||
| УСТРОЙСТВО для ТОЧЕЧНОЙ АВТОМАТИЧЕСКОЙ ЛОКОМОТИВНОЙ СИГНАЛИЗАЦИИ | 0 |
|
SU389978A1 |
| US 4456448 А, 26.06.1984 | |||
| JP 55028813 А, 29.02.1980 | |||
| US 4609519 А, 02.09.1986 | |||
| Пресс с самоустанавливающимся режимом для прессования термопластических масс | 1934 |
|
SU48955A1 |
| ЩВАРЦ О | |||
| и др | |||
| Переработка пластмасс | |||
| - СПб.: Профессия, подписано к печати 28.03.2005, с.180-181. | |||

