Изобретение относится к способу изготовления многослойных компонентов со средним слоем с открытой структурой и слоями покрытия, нанесенными с каждой стороны среднего слоя, причем слои покрытия формируются из отверждаемой пластмассы, и многослойный компонент отверждается (вулканизируется) под давлением в закрытом устройстве.
Кроме того, изобретение относится к вулканизатору, который обеспечивает осуществление предлагаемого в изобретении способа и в котором имеется две части, температура которых может регулироваться с помощью по меньшей мере одного нагревателя, причем указанные части окружены закрытым корпусом, в котором может быть помещен средний слой и по меньшей мере два слоя покрытия, которые выполняются из отверждаемой пластмассы, для формирования многослойной структуры.
Как правило, многослойные компоненты, предназначенные для применения в облегченных конструкциях, в частности в конструкциях летательных аппаратов, формируются из среднего слоя, на который с каждой стороны наносятся слои покрытия. Часто слои покрытия выполняются из полуфабрикатов, так называемых "препрегов". Препреги представляют собой слои тканых материалов с армирующими волокнами, сетки из усиленных волокон или отдельные армирующие волокна, которые импрегнируют на заводе отверждаемой пластмассой, например эпоксидной смолой, полиэфирной смолой, фенольной смолой или бисмалеинимидной смолой (БМИ-смолой). Препреги имеют ограниченный срок хранения, даже при пониженных температурах, и должны быть использованы в течение достаточно небольшого промежутка времени. Часто используются сотовые заполнители или складчатые сотовые заполнители, которые содержат разнообразные геометрические формы.
Для того чтобы изготовить законченный многослойный компонент, например плоскую многослойную панель, на каждую сторону среднего слоя предпочтительно наносятся слои покрытия. В зависимости от требований к жесткости компонента слои покрытия могут состоять из нескольких слоев препрега, размещенных друг на друге. Затем полученная структура отверждается (вулканизируется) в течение точно выдерживаемого времени в соответствующем устройстве, в частности в вулканизаторе или в автоклаве, при повышенной температуре и повышенном давлении, в результате чего формируется готовый многослойный компонент.
Поскольку требуемая температура вулканизации, например, 140°С, выше температуры окружающего воздуха, то давление внутри каждой ячейки среднего слоя повышается. Сначала повышающееся внутреннее давление может выравниваться с давлением в вулканизаторе, поскольку вязкость отверждаемой пластмассы слоев покрытия изменяется в процессе вулканизации. Когда многослойный компонент охлаждается после завершения процесса вулканизации, то давление в ячейках среднего слоя будет несколько ниже давления в вулканизаторе, и такое отрицательное давление приводит к формированию вмятинок над каждой ячейкой среднего слоя. Описанный процесс не зависит от используемой отверждаемой пластмассы или системы смол.
Для обеспечения надлежащего качества поверхности готовых многослойных компонентов, в частности для их использования в качестве элементов внутренней обшивки пассажирских салонов летательных аппаратов, как правило, требуется дополнительная тщательная обработка поверхностей, например, с использованием шлифования или рихтовки. Кроме того, в процессе вулканизации пластмасса или препрег может вспениваться, по меньшей мере в некоторых местах, в результате образования пара, что препятствует созданию механического соединения между слоями покрытия и средним слоем в области внутренних поверхностей слоев покрытия.
Таким образом, целью изобретения является создание способа изготовления многослойных компонентов, который позволяет получать многослойные компоненты с оптимальным качеством поверхностей.
Указанная цель достигается за счет использования способа согласно изобретению.
Подавая в средний слой сжатый газ, в частности азот или воздух, по меньшей мере до частичного отверждения слоев покрытия, причем давление сжатого газа выбирается таким образом, чтобы оно не превышало рабочего давления закрытого устройства, чтобы в частности по меньшей мере в значительной степени предотвратить возникновение вмятинок на поверхностях слоев покрытия, можно изготавливать многослойные компоненты с почти оптимальными характеристиками поверхностей, в результате чего, как правило, отпадает необходимость в какой-либо дополнительной механической обработке.
В одном из вариантов предлагаемого в изобретении способа предусматривается, что давление газа, вводимого в средний слой, изменяется устройством контроля и управления в зависимости от степени отверждения слоев покрытия. В этом случае возможно очень точное регулирование процесса вулканизации в соответствии с предлагаемым в изобретении способом, в результате чего могут быть получены почти оптимальные характеристики поверхностей многослойных компонентов, в частности без вмятинок или других аналогичных дефектов.
В другом предпочтительном варианте осуществления изобретения предусматривается снижение температуры заполняющего газа для уменьшения времени пребывания многослойного компонента в устройстве. В этом случае можно ускорить полный производственный цикл, поскольку сокращается время охлаждения вулканизированных многослойных компонентов.
В соответствии с другим вариантом осуществления изобретения для вулканизации многослойных компонентов используется вулканизатор или автоклав. Для осуществления предлагаемого в изобретении способа сначала по меньшей мере один слой покрытия и средний слой, обязательно с открытой структурой, а также по меньшей мере еще один слой покрытия помещают в вулканизатор и вулканизируют при повышенной температуре и повышенном давлении, причем в средний слой подают сжатый газ. При использовании такого способа давление заполняющего газа не должно превышать рабочее давление вулканизатора, так чтобы обеспечивалось необходимое плотное прижатие слоев покрытия к среднему слою и, соответственно, необходимое хорошее приклеивание слоев покрытия к среднему слою в процессе вулканизации. В альтернативном варианте способа вулканизация многослойного компонента может проводиться также и в автоклаве. В таком способе внутреннее давление в автоклаве должно также выбираться так, чтобы оно превышало давление заполняющего газа.
В другом предпочтительном варианте предлагаемого в изобретении способа предусматривается измерение степени отверждения слоев покрытия, в частности вязкости материала слоев покрытия, устройством контроля и управления, и изменение давления заполняющего газа в зависимости от измеренной величины.
В этом случае путем повышения давления заполняющего газа может быть почти полностью подавлено формирование вмятинок на поверхностях слоев покрытия, которые возникают при охлаждении газа в ячейках среднего слоя и приводят к необходимости тщательной дополнительной механической обработки. В таком способе непосредственное измерение степени отверждения слоев покрытия дает возможность более точного управления давлением газа, вводимого в средний слой многослойного компонента для предотвращения возникновения вмятинок на поверхностях слоев покрытия, по сравнению с косвенным определением соответствующей степени отверждения с помощью эмпирически полученных зависимостей давления, которые могут быть, например, зависимостями от времени или зависимостями от температуры, для используемого препрега или системы смол, которые используются в каждом случае.
В соответствии еще с одним предпочтительным вариантом осуществления изобретения вязкость материала по меньшей мере одного слоя покрытия измеряется устройством контроля и управления по изменению относительной диэлектрической проницаемости. В процессе отверждения слоев покрытия, сформированных с использованием отверждаемой пластмассы, например эпоксидной смолы, полиэфирной смолы, фенольной смолы, БМИ-смолы или аналогичного материала, относительная диэлектрическая проницаемость материала слоев покрытия изменяется, и эта характеристика может быть достаточно просто измерена устройством контроля и управления, в частности с помощью датчиков, которые устанавливаются соответствующим образом в закрытом устройстве, например в вулканизаторе.
В соответствии еще с одним предпочтительным вариантом предлагаемого в изобретении способа для формирования по периметру многослойного компонента уплотнения, которое является неотъемлемой частью компонента и которое выступает за края среднего слоя, до начала процесса вулканизации в закрытом устройстве по меньшей мере некоторые части по меньшей мере одного слоя покрытия прижимают по меньшей мере к одной краевой зоне (сбоку) среднего слоя и/или к другому слою покрытия. Для формирования по периметру многослойного компонента уплотнения, которое является неотъемлемой частью компонента, необходимо, чтобы площадь по меньшей мере одного слоя покрытия была больше площади верхней или нижней поверхности среднего слоя. Для формирования такого уплотнения выступающие периферийные части слоя покрытия прижимают по меньшей мере к краевым зонам среднего слоя. Для этой цели указанные периферийные части загибают на 90°. Если ширина периферийных частей слоя покрытия достаточна, то эти части могут быть прижаты как к краевым зонам среднего слоя, так и к верхней поверхности другого слоя покрытия, так что может быть получено хорошее соединение уплотнения, являющегося неотъемлемой частью компонента, со средним слоем и со слоями покрытия.
Сформированная таким образом структура, содержащая средний слой и слои покрытия с соответствующими загнутыми краями, помещается, например, в корпус подходящего вулканизационного устройства. При таком устройстве корпус должен точно соответствовать размеру получившегося многослойного компонента, так чтобы, с одной стороны, при введении сжатого газа не происходило выгибание слоев покрытия, помещенных на краевых зонах среднего слоя. С другой стороны, размеры корпуса не должны быть слишком малыми, поскольку дополнительная толщина периферийных зон по меньшей мере одного слоя покрытия, прижатых к краевым зонам среднего слоя, должна быть учтена соответствующим образом, так чтобы изготавливаемый многослойный компонент мог быть помещен в корпус. Если все четыре стороны многослойного компонента охвачены препрегом слоев покрытия, то необходимо, чтобы соединительные устройства или входные и выходные соединительные патрубки для заполняющего газа проходили, по меньшей мере на одной стороне, сквозь слои покрытия, прижатые к краевым зонам среднего слоя.
Поскольку корпус вулканизатора согласно изобретению содержит по меньшей мере одно соединительное устройство для ввода заполняющего газа в средний слой или вывода из него для по меньшей мере частичного предотвращения возникновения вмятинок на поверхностях слоев покрытия в процессе вулканизации многослойного компонента, то может быть достаточно просто получен многослойный компонент с хорошим качеством поверхности, которая не требует выполнения дополнительной механической обработки, например шлифования или рихтовки.
В предпочтительном варианте вулканизатора предусматривается возможность регулирования рабочего давления вулканизатора и/или давления заполняющего газа с помощью устройства контроля и управления.
В этом случае обеспечивается возможность точного управления давлением заполняющего газа, так что в частности может предотвращаться большей частью возникновение вмятинок на поверхностях слоев покрытия в процессе вулканизации.
В соответствии еще с одним предпочтительным вариантом выполнения предлагаемого в изобретении вулканизатора температура по меньшей мере одной части вулканизатора может изменяться с помощью устройства контроля и управления. При таком устройстве обеспечивается возможность точного и, прежде всего, надежного воспроизведения процесса вулканизации, так что всегда будут получаться многослойные компоненты с одинаковыми механическими характеристиками.
В другом предпочтительном варианте осуществления изобретения предусматривается возможность изменения температуры заполняющего газа с помощью устройства контроля и управления. При этом может быть сокращена продолжительность изготовления многослойного компонента, поскольку с целью охлаждения температура заполняющего газа понижается к концу процесса вулканизации, так что готовые многослойные компоненты могут быть извлечены из вулканизатора раньше.
В соответствии еще с одним предпочтительным вариантом конструкции предлагаемого в изобретении вулканизатора степень отверждения слоев покрытия, в частности вязкость материала слоев покрытия может быть измерена с помощью устройства контроля и управления. Непосредственное измерение вязкости дает возможность более точного управления процессом вулканизации по сравнению с косвенным определением степени отверждения слоев покрытия с помощью эмпирически полученных зависимостей давления от времени и/или от температуры (характеристические диаграммы вязкости) или других зависимостей.
На чертеже показан схематический вид вулканизатора, обеспечивающего осуществление предлагаемого в изобретении способа.
Предлагаемый в изобретении способ и вулканизатор, обеспечивающий осуществление способа, будут рассмотрены ниже со ссылками на чертеж.
На чертеже представлен вид в перспективе вулканизатора, обеспечивающего осуществление способа, с частями многослойного компонента, который должен быть изготовлен.
В представленном варианте осуществления изобретения многослойный компонент содержит слой 1 покрытия, средний слой 2 и еще один слой 3 покрытия. Слои 1, 3 покрытия содержат препрег. Так называемый препрег может представлять собой слои тканых материалов с армирующими волокнами, сетки из армирующих волокон или отдельные армирующие волокна, которые предварительно импрегнируются отверждаемой пластмассой. В качестве армирующих волокон могут использоваться, например, углеродные волокна, стекловолокно, арамидные волокна или другие аналогичные волокна. В качестве отверждаемой пластмассы для препрегов могут использоваться в частности эпоксидные смолы, полиэфирные смолы, БМИ-смолы и другие аналогичные материалы. Препреги могут вулканизироваться при повышенных температурах. В рассмотренном варианте осуществления изобретения средний слой 2 представляет собой щелевой сотовый заполнитель. Вместо щелевого сотового заполнителя может быть использована любая другая открытая трехмерная структура среднего слоя, в которой обеспечивается дренаж, например трикотажные ткани, зафиксированные смолой, тканые структуры, зафиксированные смолой, перфорированные структуры среднего слоя, пенопласта с открытыми порами, складчатые сотовые заполнители, формованные разделители для тканых материалов (например, аналогичные разделяющим картонкам для яиц) или другие аналогичные структуры.
Вулканизатор, используемый для изготовления многослойного компонента, содержит, среди прочего, верхнюю часть 4, нижнюю часть 5 и корпус 6, который обеспечивает герметизацию пространства, в котором размещается изготавливаемый многослойный компонент. Для изготовления одномерных или двумерных криволинейных многослойных компонентов части 4, 5 вулканизатора могут иметь геометрическую форму, которая отличается от плоской формы, показанной на чертеже, например, они могут иметь сферическую форму. Части 4, 5 вулканизатора и корпус 6 содержат нагреватель (не показан). С помощью приводного устройства (не показан), в частности гидравлического цилиндра, по меньшей мере верхняя часть 4 вулканизатора может быть опущена с заданным усилием F на нижнюю часть 5 вулканизатора. Под действием усилия F, которое действует на верхнюю часть 4, в вулканизаторе создается рабочее давление Ррабочее. Давление Ррабочее может достигать 15 бар. С помощью устройства 7 контроля и управления может осуществляться регулирование по меньшей мере прикладываемого усилия F, действующего на верхнюю часть 4 вулканизатора, а также управление работой нагревателя для регулирования температуры верхней и нижней частей 4, 5 вулканизатора. Давление и температура воздуха снаружи вулканизатора (нормальные условия) обозначены Р среды и Т среды соответственно.
Для осуществления предлагаемого в изобретении способа структура, состоящая из слоев 1, 3 покрытия и среднего слоя 2, необходимая для формирования готового многослойного компонента, помещается в корпус 6. После этого по меньшей мере верхняя часть 4 вулканизатора прижимается с усилием F к нижней части 5, так чтобы слои 1, 3 покрытия плотно прижимались к среднему слою 2. При этом создается механически прочное соединение между средним слоем 2 и слоями 1, 3 покрытия. После этого с помощью нагревательного устройства устанавливается такая температура Твулканизации частей 4, 5 вулканизатора, чтобы препрег, используемый для формирования слоев 1, 3 покрытия, отверждался при температуре отверждения, которая является оптимальной для данного препрега или системы смол.
В рассматриваемом варианте осуществления изобретения корпус 6 вулканизатора содержит три соединительных устройства, с помощью которых в средний слой 2 может подаваться или отводиться заполняющий газ при определенном давлении газа Рзаполняющего газа. Регулирование давления Рзаполняющего газа может осуществляться с помощью подходящих регулирующих клапанов, управление которыми осуществляется с помощью устройства контроля и управления, причем регулирующие клапаны обеспечивают регулируемую подачу сжатого воздуха из резервуара сжатого воздуха. Для обеспечения возможности снижения регулируемым образом давления в среднем слое 2 может понадобиться использовать устройство транспортировки газа, например насос или аналогичное устройство. Управление подачей и отводом заполняющего газа через соединительные устройства 8-10, в частности управление давлением сжатого воздуха Рзаполняющего газа, а также управление количеством подаваемого и отводимого заполняющего газа, осуществляется с помощью устройства 7 контроля и управления с использованием регулирующих клапанов (не показаны). Корпус 6 обеспечивает герметизацию частей 4, 5 вулканизатора с помощью уплотнительных элементов (не показаны) даже при перемещении частей 4, 5 в процессе вулканизации, так что в среднем слое 2 может быть создано давление Рзаполняющего газа, которое выше давления Рсреды окружающего воздуха. Три соединительных устройства 8-10 обеспечивают возможность быстрой установки заданного давления заполняющего газа в среднем слое 2. Для обеспечения надлежащей работы устройства также может быть использовано и другое количество соединительных устройств.
В качестве заполняющего газа может использоваться, например воздух, азот или другие химически инертные газы. Для осуществления предлагаемого в изобретении способа в устройство 7 контроля и управления непрерывно поступает информация о степени отверждения или о вязкости слоев 1, 3 покрытия при выполнении процесса вулканизации многослойного компонента.
Степень утверждения может быть получена, например, путем измерения изменения относительной диэлектрической проницаемости пластмассы, используемой для формирования слоев 1, 3 покрытия или препрега, в процессе вулканизации. Для этой цели в зоне частей 4, 5 вулканизатора или слоев 1, 3 покрытия должны быть установлены соответствующие электрические датчики.
В качестве альтернативного варианта также возможно эмпирическое определение этой величины с использованием полученных зависимостей давления от времени, от температуры, а также от давления вулканизации для соответствующего препрега. Полученные зависимости затем вводятся в устройство 7 контроля и управления. По измеренной длительности вулканизации в устройстве 7 контроля и управления может, например, в каждом случае в зависимости от температуры частей 4, 5 вулканизатора, которая задается с помощью нагревателя, определяться степень отверждения в каждый момент времени или вязкость слоев 1, 3 покрытия.
По определенной таким образом степени отверждения или соответствующей вязкости материала слоев 1, 3 покрытия определяется необходимое давление Рзаполняюшего газа, которое обеспечивает надежное предотвращение возникновения вмятинок на поверхностях слоев 1, 3 покрытия в процессе вулканизации. При этом необходимо учитывать, что нагрузочная способность клеевого соединения между слоями 1, 3 покрытия и средним слоем 2 увеличивается в процессе вулканизации при увеличении степени отверждения слоев 1, 3 покрытия, так что давление Р заполняющего газа можно постепенно повышать в зависимости от увеличения степени отверждения слоев 1, 3 покрытия.
Давление Рзаполняющего газа на слои 1, 3 покрытия или на средний слой 2, которое создается прикладываемой силой F, предпочтительно выбирается таким образом, чтобы оно не превышало рабочего давления Р рабочее вулканизатора, чтобы обеспечивалось подходящее контактное давление слоев 1, 3 покрытия на средний слой 2. Это рабочее давление Ррабочее или контактное давление необходимо для создания клеевого соединения между слоями 1, 3 покрытия и средним слоем 2, причем такое клеевое соединение обеспечивает достаточную нагрузочную способность, и, таким образом, это указанное давление необходимо для обеспечения общей механической прочности изготавливаемого многослойного компонента.
Соответствующим регулированием давления РЗаполняющего газа в зависимости от времени процесса вулканизации и, соответственно, от увеличения степени отверждения слоев 1, 3 покрытия с помощью устройства 7 контроля и управления можно получить многослойный компонент с почти оптимальным качеством поверхности, то есть без каких-либо вмятинок или других дефектов. Таким образом, может быть исключена дорогостоящая дополнительная механическая обработка многослойных компонентов, в частности путем шлифования или рихтования, которая требуется в случае использования известных способов, в частности для использования многослойных компонентов в качестве элементов внутренней обшивки пассажирских салонов летательных аппаратов.
Для получения готового многослойного компонента с уплотнителем по его периметру можно, например, использовать слой 1 покрытия, имеющий большую площадь, чем верхняя 11 или нижняя 12 стороны среднего слоя 2. Затем слой 1 покрытия помещается на средний слой 2 таким образом, чтобы избыточный материал слоя покрытия прижимался к краевым зонам 13-16 среднего слоя 2, и в процессе вулканизации слой покрытия прикрепляется к краевым зонам 13-16 для формирования уплотнителя по периметру компонента. Кроме того, можно с верхней стороны 11 протянуть избыточный материал слоя покрытия по краевым зонам 13-16 к нижней стороне 12 среднего слоя 2. Получение уплотнителя по периметру компонента в качестве его неотъемлемой части требует соблюдения с высокой точностью размеров корпуса 6, причем в этом случае необходимо учитывать толщину материала слоев 1, 3 покрытия. Используя такой предлагаемый в изобретении подход, можно исключить последующее изготовление уплотнителя по периметру, например, путем нанесения уплотнительного материала с помощью шпателя или другого инструмента.
Такой подход требует, чтобы в рассматриваемом варианте осуществления изобретения соединительные устройства 8-10, используемые в качестве входных и выходных патрубков для заполняющего газа, проходили по меньшей мере сквозь материал слоя покрытия, прижатого к краевой зоне 16 среднего слоя 2. После завершения вулканизации такие проходы, положение которых при изготовлении компонентов внутренней обшивки предпочтительно выбирается таким образом, чтобы при окончательной установке они не были видны, должны быть закрыты соответствующими материалами для исключения попадания влаги и/или посторонних частиц.
Кроме того, при необходимости температура заполняющего газа Тзаполняющего газа может быть снижена заданным образом с помощью регулятора температуры, в частности с помощью комбинированного устройства нагрева и охлаждения, таким образом, чтобы путем охлаждения многослойного компонента обеспечить возможность ускорения извлечения готового компонента из вулканизатора, и, соответственно, сокращения цикла производственного процесса.
В зависимости от используемой системы смол, температура частей 4, 5 вулканизатора может поддерживаться, например, на уровне 140°С, так чтобы обеспечивалось быстрое выполнение процесса вулканизации. Давление сжатого газа Рзаполняющего газа предпочтительно не превышает 6 бар, так чтобы еще обеспечивалось достаточно плотное соединение слоев 1, 3 покрытия со средним слоем 2.
В качестве альтернативного варианта вулканизация многослойного компонента может проводиться также и в автоклаве.
Изобретение относится к способу изготовления многослойных компонентов со средним слоем с открытой структурой и слоями покрытия, нанесенными на обе стороны среднего слоя, причем слои покрытия сформированы из отверждаемой пластмассы, и многослойный компонент отверждают (вулканизируют) под давлением в закрытом устройстве. Описан способ изготовления многослойных компонентов, содержащих средний слой с открытой структурой и слои покрытия (1, 3), наносимые на обе поверхности среднего слоя, причем слои покрытия сформированы из отверждаемой пластмассы, и многослойный компонент вулканизируют под давлением в герметичном устройстве, в качестве которого используют вулканизатор или автоклав, при этом в средний слой подается заполняющий газ, в частности азот или воздух, по меньшей мере до частичного отверждения слоев покрытия, причем давление заполняющего газа выбирается таким образом, чтобы оно не превышало рабочего давления закрытого устройства, чтобы в частности предотвратить возникновение вмятинок на поверхностях слоев покрытия, при этом давление заполняющего воздуха изменяется устройством контроля и управления в зависимости от степени отверждения слоев покрытия, а степень отверждения слоев покрытия, в частности вязкость материала слоев покрытия измеряется с помощью устройства контроля и управления, и в зависимости от нее изменяют давление заполняющего газа. Также описан вулканизатор для осуществления вышеописанного способа, содержащий две части (4, 5), температура которых может регулироваться с помощью по меньшей мере одного нагревателя, и герметичный корпус (6), в который помещается средний слой и по меньшей мере два слоя (1, 3) покрытия, сформированные с использованием отверждаемой пластмассы, для изготовления под давлением многослойного компонента, в котором корпус (6) содержит по меньшей мере одно соединительное устройство (8, 9, 10) для подачи и/или отвода заполняющего газа в средний слой (2) или из среднего слоя (2), соответственно, для по меньшей мере частичного предотвращения возникновения вмятинок на поверхностях слоев (1, 3) в процессе вулканизации многослойного компонента, при этом давление заполняющего газа изменяют в зависимости от вязкости материала слоев (1, 3) покрытия, сформированных с использованием отверждаемой пластмассы, с помощью устройства (7) контроля и управления. Технический результат - изготовление многослойных компонентов с почти оптимальными характеристиками поверхности, т.е. изобретение позволяет исключить дорогостоящую дополнительную механическую обработку многослойных компонентов, например шлифование или рихтовку поверхностей. 2 н. и 9 з.п. ф-лы, 1 ил.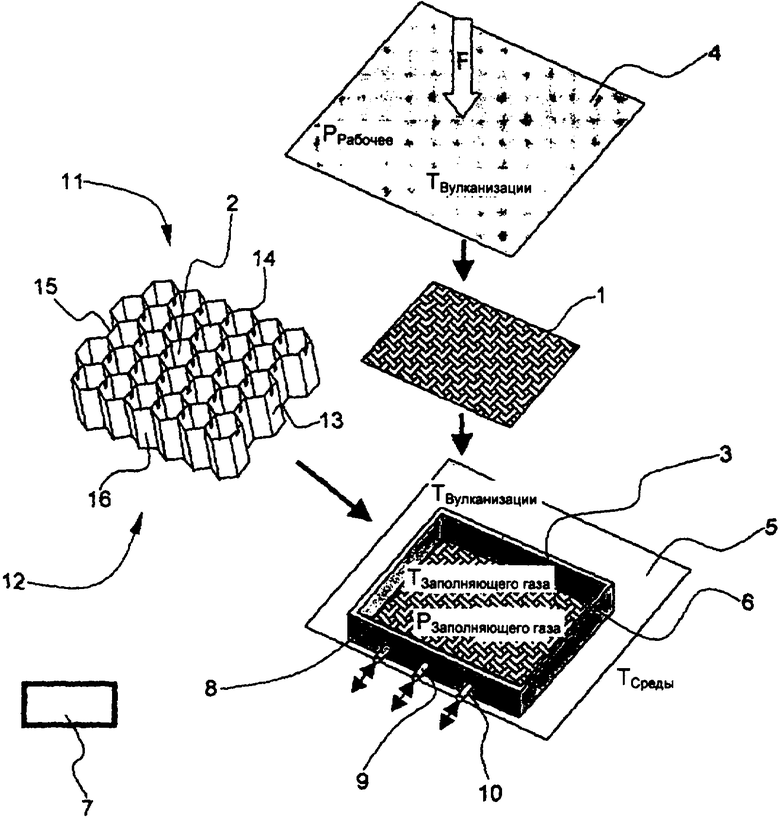
1. Способ изготовления многослойных компонентов, содержащих средний слой с открытой структурой и слои покрытия (1, 3), наносимые на обе поверхности среднего слоя, причем слои покрытия сформированы из отверждаемой пластмассы, и многослойный компонент вулканизируют под давлением в герметичном устройстве, в качестве которого используют вулканизатор или автоклав, отличающийся тем, что в средний слой подается заполняющий газ, в частности азот или воздух, по меньшей мере до частичного отверждения слоев покрытия, причем давление заполняющего газа выбирается таким образом, чтобы оно не превышало рабочего давления закрытого устройства, чтобы в частности предотвратить возникновение вмятинок на поверхностях слоев покрытия, при этом давление заполняющего воздуха изменяется устройством контроля и управления в зависимости от степени отверждения слоев покрытия, а степень отверждения слоев покрытия, в частности вязкость материала слоев покрытия, измеряется с помощью устройства контроля и управления, и в зависимости от нее изменяют давление заполняющего газа.
2. Способ по п.1, отличающийся тем, что температуру сжатого воздуха понижают для того, чтобы уменьшить время пребывания многослойного компонента в герметичном устройстве.
3. Способ по п.1, отличающийся тем, что вязкость материала по меньшей мере одного слоя покрытия измеряется устройством контроля и управления по изменению относительной диэлектрической проницаемости.
4. Способ по п.1, отличающийся тем, что для формирования по периметру многослойного уплотнения, которое является частью компонента и которое выступает за края среднего слоя, до начала процесса вулканизации в герметичном устройстве по меньшей мере некоторые части по меньшей мере одного слоя покрытия прижимают по меньшей мере к одной краевой зоне среднего слоя и/или к другому слою покрытия.
5. Вулканизатор для осуществления способа по одному из пп.1-4, содержащий две части (4, 5), температура которых может регулироваться с помощью по меньшей мере одного нагревателя, и герметичный корпус (6), в который помещается средний слой и по меньшей мере два слоя (1, 3) покрытия, сформированные с использованием отверждаемой пластмассы, для изготовления под давлением многослойного компонента, отличающийся тем, что корпус (6) содержит по меньшей мере одно соединительное устройство (8, 9, 10) для подачи и/или отвода заполняющего газа в средний слой (2) или из среднего слоя (2) соответственно для по меньшей мере частичного предотвращения возникновения вмятинок на поверхностях слоев (1, 3) в процессе вулканизации многослойного компонента, при этом давление заполняющего газа изменяют в зависимости от вязкости материала слоев (1, 3) покрытия, сформированных с использованием отверждаемой пластмассы, с помощью устройства (7) контроля и управления.
6. Вулканизатор по п.5, отличающийся тем, что рабочее давление вулканизатора и/или давление заполняющего газа регулируется с помощью устройства (7) контроля и управления.
7. Вулканизатор по п.5, отличающийся тем, что температура по меньшей мере одной части (4, 5) вулканизатора регулируется с помощью устройства контроля и управления.
8. Вулканизатор по п.5, отличающийся тем, что температура заполняющего газа регулируется с помощью устройства (7) контроля и управления.
9. Вулканизатор по п.5, отличающийся тем, что степень отверждения слоев (1, 3) покрытия, в частности вязкость материала слоев покрытия, измеряется с помощью устройства (7) контроля и управления.
10. Вулканизатор по п.9, отличающийся тем, что вязкость материала по меньшей мере одного слоя (1, 3) покрытия измеряется устройством (7) контроля и управления путем измерения относительной диэлектрической проницаемости.
11. Вулканизатор по любому из пп.5-10, отличающийся тем, что процесс вулканизации регулируется с помощью устройства (7) контроля и управления.
| US 5242651 А, 07.09.1993 | |||
| US 3814653 А, 04.06.1974 | |||
| СПОСОБ ГОРЯЧЕГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2212341C2 |
| ВЕНТИЛИРУЕМАЯ МНОГОСЛОЙНАЯ ПАНЕЛЬ С СОТОВЫМ ЗАПОЛНИТЕЛЕМ | 1997 |
|
RU2154133C2 |

