Область техники, к которой относится изобретение
Настоящее изобретение относится к способу изготовления полой металлической детали посредством литья и, в частности, литья под давлением.
Такой способ особенно пригоден для изготовления деталей, которые имеют полую внутреннюю сторону и которые, соответственно, нельзя напрямую извлекать из формы, например, жидкостные трубы или полузакрытые контейнеры (например, корпуса).
Уровень техники
Литье относится к процессам формования металлов (т.е. чистых металлов или сплавов), которые состоят из заливки жидкого металла в форму для образования после охлаждения заданной детали с ограничением до известной степени возможной чистовой обработки вышеуказанной детали.
По технологии литья под давлением жидкий металл нагнетается в форму под значительным давлением нагнетания, как правило, составляющем 100-1200 бар (т.е. 10-120 МПа). Скорость нагнетания в форму, как правило, составляет 10-80 м/с, и температура жидкого металла, как правило, составляет 400-980°C.
В литейном производстве литье под давлением часто применяется в массовом производстве для поставки на рынок автомобилей и домашних бытовых приборов из-за высокой стоимости инструментальной оснастки (формы и режущие инструменты).
В настоящее время для литья под давлением полой детали, такой как труба или полузакрытый сосуд, литейщик отливает две половины детали, которые позднее механически собираются посредством сварки или склеивания. Это решение не является удовлетворительным, поскольку, с одной стороны, требуются два комплекта литейной оснастки (один на каждую половину детали) и, с другой стороны, этап сборки является критичным из-за необходимости обеспечения герметичности в зоне сборки.
Таким образом, существует необходимость в другом способе изготовления.
Раскрытие изобретения
Настоящее изобретение относится к способу изготовления полой металлической детали посредством литья, по которому:
- предусматривают разрушаемую сердцевину, которая включает в себя основу, выполненную из наполнителя, и оболочку, которая окружает вышеуказанную основу и крепится к ней;
- сердцевину помещают внутри формы;
- расплавляют металл и нагнетают жидкий металл в форму, окружающую сердцевину, при этом сердцевина образует внутреннее пространство детали;
- после отверждения детали основу сердцевины измельчают и удаляют через выпуски, предусмотренные в оболочке и в детали; и
- разрушают вышеуказанную оболочку и удаляют ее через выпуски, предусмотренные в детали.
Используемая здесь сердцевина отличается от обычных сердцевин, используемых в литье без применения давления, тем, что она имеет оболочку, которая позволяет ей выдерживать механическое воздействие усилий, прикладываемых жидким металлом во время нагнетания. Без этой оболочки сердцевина могла быть измельчена под воздействием вышеуказанных усилий. Оболочка крепится к основе сердцевины во избежание разделения оболочки и основы во время нагнетания, и поскольку оболочка поддерживается сердцевиной, последняя воспринимает часть усилий во время нагнетания.
Такой способ изготовления особенно пригоден для литья под давлением, поскольку усилия, прикладываемые жидким металлом во время нагнетания, являются высокими, и оболочка сердцевины полностью подтверждает преимущество ее использования. В этом случае механическая прочность оболочки является достаточной для выдерживания нагнетания под давлением жидкого металла, и во время литья жидкий металл нагнетают под давлением в форму, окружающую сердцевину.
Вместе с тем этот способ изготовления можно использовать для литья в других применениях, например, в литье под низким давлением или литье без применения давления (например, для литья сплавов на основе железа или цветных сплавов в металлических или неметаллических формах).
Выбор материала, образующего оболочку, выполняется на основе удовлетворительной механической прочности этого материала и его надлежащей адгезии к сердцевине. Некоторые примеры материалов приводятся ниже, но специалисты в этой области техники на основе настоящего описания могут принять во внимание использование других материалов.
Преимущественно, материал, образующий оболочку, также обладает одним или несколькими из следующих свойств:
- является химически пассивным по отношению к нагнетаемому металлу и, в частности, не растворяется в нем;
- является непроницаемым для металла, нагнетаемого под давлением;
- имеет надлежащее состояние поверхности и, в частности, незначительную пористость или не имеет пористости. Это позволяет более легко отделять оболочку от литой детали и обеспечивать надлежащее состояние стенок внутреннего пространства детали.
Оболочку сердцевины изготавливают, например, на основе частиц соединяемых с помощью связующего вещества или связующих веществ органического (например полиуретан), минерального (например силикат, коллоидный кремнезем, этилсиликат, металлы с низкой температурой плавления) или гидравлического (например гипс, цемент, известь) происхождения. Эти частицы могут быть керамикой, обожженной глиной и могут содержать или не содержать циркон. Они могут быть получены посредством переработки старой оболочки. По другому примеру оболочка является металлической.
Основа сердцевины, например, выполнена из формовочного песка или литейного гипса, возможно, с волокнистым наполнителем. Связующее вещество, используемое для агрегирования материалов сердцевины, может быть гидравлическим, органическим (например целлюлоза) или неорганическим (например силикат). Волокнистые наполнители иметь органическое или минеральное происхождение (например лен, древесина, стекло).
Для измельчения основы и удаления литой детали используют обычный процесс удаления сердцевины или механический способ (например ударный, вибрационный, гранулоструйный или ультразвуковой) и/или гидравлический способ (водяной струей) или даже химический способ удаления сердцевины (например, посредством растворения связующего вещества (связующих веществ)).
В определенных вариантах выполнения разрушаемая сердцевина дополнительно включает в себя каркас, который проходит через основу сердцевины и соединяется с оболочкой. Это каркас может быть разрушен и удален одновременно с основой и/или оболочкой. Такой каркас дополнительно усиливает механическую прочность сердцевины.
В определенных вариантах выполнения для изготовления сердцевины основа сердцевины выполняется посредством агрегирования материала в формовочном ящике, имеющем штифты, проходящие через внутреннюю сторону формовочного ящика, так чтобы основа, извлеченная из формовочного ящика, имела отверстия, в которых были расположены штифты, и эти отверстия заполняются материалом, который образует каркас, например, посредством погружения основы сердцевины в раствор жидкой глины, нагнетания (под низким давлением) того же самого раствора жидкой глины или заливки раствора жидкой глины самотеком в контейнер.
Отверстия и соответствующие элементы каркаса (т.е. элементы каркаса, образованные посредством заливки отверстий материалом, образующим каркас) могут проходить полностью или только частично через основу сердцевины.
В определенных вариантах выполнения основа погружается один или несколько раз в одну или несколько ванн с раствором жидкой глины для покрытия основы одним или несколькими слоями отверждаемого материала. Например, в качестве раствора жидкой глины можно использовать гипс. Например, основу сердцевины можно погружать в первую ванну с раствором жидкой глины для образования каркаса, если таковой предусмотрен, и нижнего слоя оболочки, и затем в другие ванны с жидким раствором глины для образования верхнего слоя (верхних слоев) оболочки. Таким образом, основу сердцевины можно погружать в первую ванну с раствором жидкой глины для образования каркаса и нижнего слоя оболочки и затем в одну или несколько других ванн с жидким раствором глины для образования верхних слоев оболочки. Вместо погружения оболочку можно изготавливать посредством нагнетания жидкого раствора глины.
Материалы, образующие оболочку и каркас, могут быть идентичными или могут отличаться друг от друга. Кроме того, критерии, которые могут использоваться применительно к материалам оболочки и каркаса, необязательно должны соответствовать друг другу. В частности, поскольку каркас не контактирует с нагнетаемым металлом, его химическая пассивность по отношению к этому металлу не является критерием выбора. Кроме того, поскольку во время нагнетания каркас подвергается воздействию меньших усилий по сравнению с оболочкой, механическая прочность каркаса может быть менее высокой по сравнению с механической прочностью оболочки. Кроме того, в определенных вариантах выполнения желательно удалять каркас одновременно с основой. В этом случае каркас подобно основе изготавливают из агрегированного материала, который может быть измельчен. Таим образом, существует возможность измельчения и удаления основы и каркаса за одну операцию во время процесса по удалению сердцевины.
В определенных вариантах выполнения для изготовления сердцевины:
- основу сердцевины изготавливают агрегированием материала в формовочном ящике, снабженном опорными элементами, проходящими (полностью или частично) через внутреннюю сторону формовочного ящик, и
- оболочку, окружающую сердцевину, и опорные элементы изготавливают таким образом, чтобы опорные элементы проходили через оболочку.
Затем опорные элементы используют для удерживания сердцевины на месте во время нагнетания. В зависимости от положения, занимаемого опорными элементами в сердцевине, они также могут служить для увеличения механической прочности сердцевины.
В определенных вариантах выполнения опорные элементы являются пустотелыми и образуют каналы для выпуска газов, которые образуются во время термического разложения определенных компонентов сердцевины во время литья детали. Это позволяет ограничивать риски деформации из-за воздействия этих газов, в частности, когда деталь имеет тонкие стенки.
В определенных вариантах выполнения опорные элементы детали извлекают для получения каналов, через которые удаляют основу сердцевины и/или оболочку.
Другие отличительные признаки и преимущества предложенного способа станут понятными после изучения приведенного ниже подробного описания. Это подробное описание приводится со ссылкой на приложенные чертежи.
Краткое описание чертежей
Приложенные чертежи являются схематичными и выполнены не в масштабе; в первую очередь они направлены на пояснение принципов изобретения.
На этих чертежах идентичные элементы (или части элементов) обозначены одинаковыми ссылочными номерами.
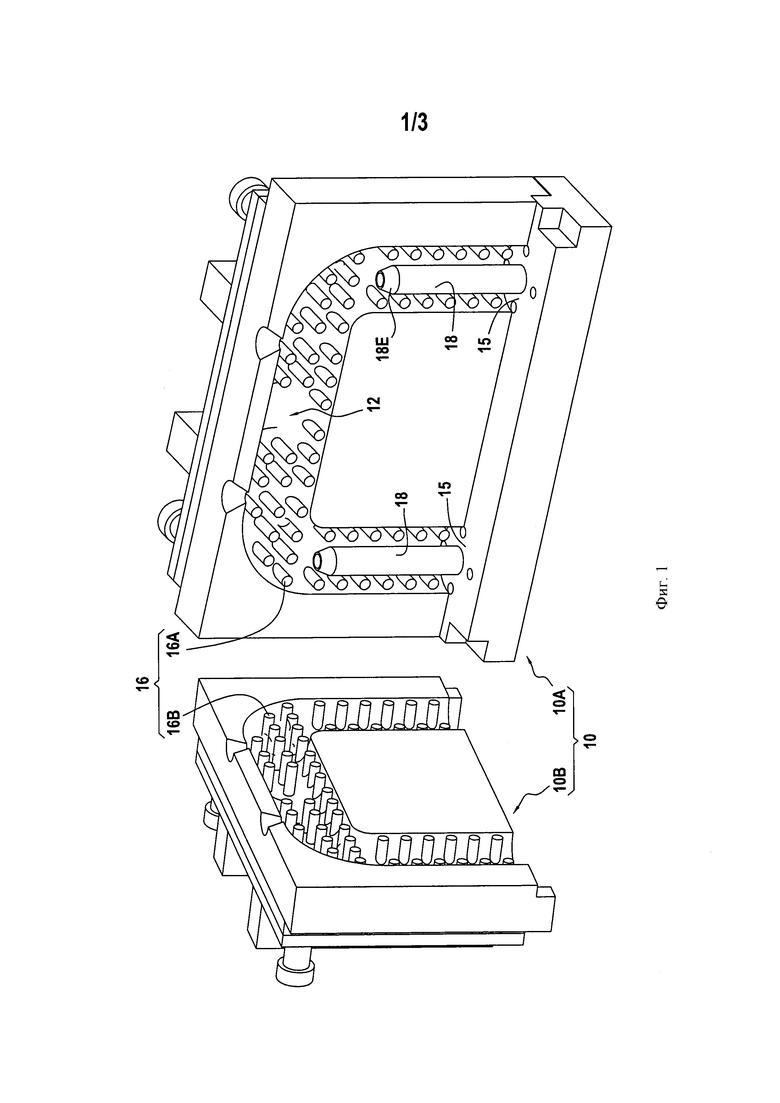
Фиг. 1 - формовочный ящик для изготовления основы сердцевины;
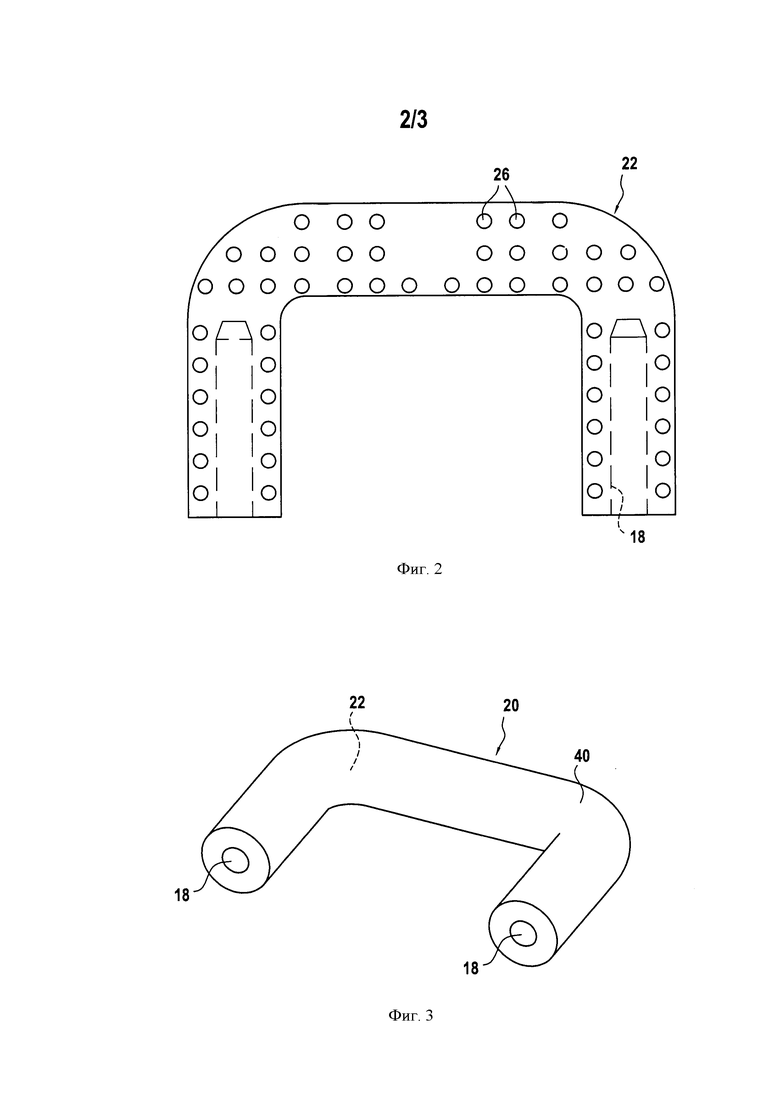
фиг. 2 - вид сбоку на основу сердцевины, изготовленную с использованием формовочного ящика из фиг. 1;
фиг. 3 - перспективный вид сердцевины, изготовленной с основой из фиг. 2;
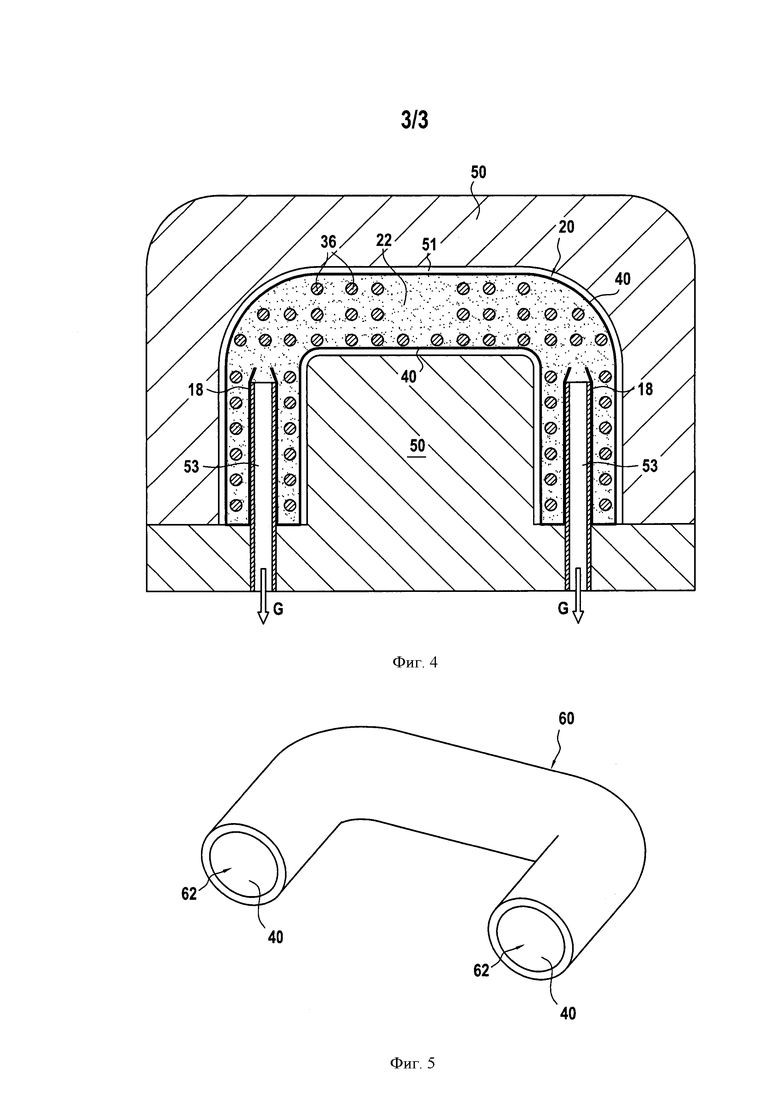
фиг. 4 - вид формы в разрезе, в которой помещена сердцевина из фиг. 3;
фиг. 5 - перспективный вид полой металлической детали, полученной посредством литья в форме из фиг. 4.
Осуществление изобретения
Ниже приводится подробное описание примера способа со ссылкой на приложенные чертежи. Этот пример поясняет отличительные признаки и преимущества изобретения. Однако следует отметить, что изобретение не ограничивается до этого примера.
На фиг. 1 показан формовочный ящик 10 для изготовления основы 22 сердцевины 20. Этот формовочный ящик включает в себя половины 10А, 10В, которые в собранном виде образуют между собой открытое пространство 12, предназначенное для размещения материалов, которые образуют основу сердцевины.
Внутри формовочного ящика, т.е. в открытом пространстве 12 продолжаются штифты 16. В рассматриваемом примере эти штифты 16 проходят через все открытое пространство 12, и каждый штифт 16 состоит из двух полуштифтов 16А, 16В, соответственно, установленных в половинах 10А, 10В и расположенных таким образом, что после сборки половин формовочного ящика каждый из них является продолжением другого штифта.
Внутри формовочного ящика также расположены опорные элементы 18, которые частично проходят через свободное пространство 12. В рассматриваемом примере эти элементы 18 являются полыми и имеют трубчатую форму с конусным (в виде усеченного конуса) свободным концом 18Е. Другой конец этих элементов 18 опирается на одну из стенок 15. Каждый элемент 18 имеет проходящий через него внутренний канал (отверстие), открытый с обоих концов элемента.
Для изготовления основы 22 сердцевины открытое пространство заполняется наполнителем, например, частицами песка, смешанными, по меньшей мере, с одной отверждаемой смолой. После отверждения смолы (смол) (например, посредством нагрева или использования катализаторного газа) частицы песка агрегируются и образуют основу 22. Затем основу 22 извлекают из формы 10.
Как показано на фиг. 2, основа 22 имеет отверстия 26 вместо штифтов 16. Кроме того, опорные элементы 18 утоплены в массу основы 22.
Для изготовления сердцевины 20 основу 22 погружают один или несколько раз в одну или несколько ванн с жидкой пастой или жидкой глиной, так чтобы основа была покрыта одним или несколькими слоями отверждаемого материала. Для удерживания основы 22 во время погружения используют полые опорные элементы 18. Внутри элементов 18 устанавливают штифты, которые позволяют удерживать основу 22 и закрывают внутренний канал элементов 18 во избежание их наполнения. После каждого погружения осажденный слой отверждается, например, на воздухе.
Во время первого погружения в первую ванну с жидкой глиной отверстия 26 основы 22 заполняются и образуют каркас 36. Таким образом, каркас 36 состоит из нескольких элементов, которые проходят через основу 22 сердцевины и соединяются с оболочкой 40. В рассматриваемом примере аналогично отверстиям 26 элементы каркаса проходят по всей основе, поэтому оба конца каждого элемента каркаса соединяются с оболочкой 40.
Первый раствор жидкой глины также образует первый слой или нижний слой оболочки 40. Другие слои, если таковые предусмотрены, оболочки 40 могут быть образованы посредством погружения основы 22 в другие ванны с отверждаемыми материалами.
Для покрытия основы 22 и заполнения отверстий 26 вместо операций погружения (или в добавление к операциям погружения) может быть предусмотрено нагнетание или гравитационная заливка жидкого раствора глины вокруг основы и/или в основу.
На фиг. 3 показана сердцевина 20, полученная после формования оболочки 40, окружающей основу 22.
Как пример, существует возможность изготовления сердцевины 20 из следующих материалов и при следующих условиях: для изготовления основы 22 используют формовочный песок, предварительно покрытый смолой и отвердителем, и смола отвердевает благодаря использованию отвердителя. Например, используемый песок является кремнеземом марки AFS 55. Зернистость песка может изменяться в зависимости от формы и размера используемой сердцевины. Полученную основу 22 затем погружают в огнеупорный раствор жидкой глины, смешанный с коллоидным кремнеземом. Во время первого погружения отверстия 26 заполняются раствором жидкой глины для образования каркаса. Основу 22 подвергают сушке и затем снова погружают в раствор жидкой глины необходимое число раз для получения требуемой толщины оболочки 40 после окончательной сушки.
После изготовления сердцевины 20 ее помещают в полость 51 формы 50, как показано на фиг. 4. На этой фигуре показаны форма 50 и сердцевина 20 в разрезе. Сердцевина 20 удерживается на месте в форме 50 с помощью пустотелых штифтов 53, прикрепленных к участку формы 50 и вставленных в опорные элементы 18 сердцевины 20.
Затем выполняют плавление металла, и жидкий металл нагнетают в форму, окружающую сердцевину 20. Нагнетание металла может выполняться под давлением, при этом оболочка 40 выдерживает усилия, прикладываемые во время нагнетания, и обеспечивает сохранение целостности сердцевины 20. Кроме того, газы, образующиеся во время термического разложения определенных элементов (как правило, связующих веществ), составляющих сердцевину 20, преимущественно отводятся наружу формы 50 по внутренним каналам опорных элементов 18 и штифтов 53. Этот выпуск газов обозначен на фиг. 4 стрелками G.
После отверждения и охлаждения (полного или частичного) металла металлическую деталь 60, которая окружает сердцевину 20, извлекают из формы 50. при этом сердцевина 20 образует полое пространство внутри этой детали. Для отделения сердцевины 20 от детали 60 ее подвергают обычному процессу удаления сердцевины, как правило, механическому и/или гидравлическому. Основу 22 сердцевины размельчают посредством комбинированного воздействия термического разложения связующих веществ, которые образуют основу (это разложение происходит во время нагнетания жидкого металла под действием температуры вышеуказанного металла), и усилий по удалению сердцевины. Если позволяет состав, каркас 36 также может быть подвергнут разрушению одновременно с основой 22. В противном случае каркас 36 может быть извлечен после извлечения основы 22. например, посредством воздействия на деталь с помощью второго процесса по удалению сердцевины. В рассматриваемом примере элементы, образующиеся в результате размельчения основы 22 и каркаса 36, если таковое предусмотрено, удаляются через торцевые отверстия 62 полой трубчатой детали 60. Опорные элементы 18 извлекают одновременно с основой 22 через вышеуказанные отверстия 62. Следует отметить, что эти отверстия 62 проходят через деталь 60 и оболочку 40. По другому примеру, который не показан, выходные отверстия обеспечиваются посредством извлечения опорных элементов 18 из сердцевины 20.
Таким образом, получают полую металлическую деталь 60, показанную на фиг. 5, при этом внутренняя сторона вышеуказанной детали 60 закрыта оболочкой 40. Затем разрушают оболочку 40 и извлекают ее через отверстия 62 для получения отдельной детали 60. Например, оболочку 40 разрушают посредством дробеструйной обработки или удалением сердцевины с помощью воды под давлением (5-50 МПа) в зависимости от прочности детали 60.
К примеру, существует возможность изготовления детали 60 посредством обычного литья под давлением сплава алюминий-кремний-медь. Давление нагнетания может составлять 100-1200 бар (т.е. 10-120 МПа), и скорость подачи металла может составлять 10-80 м/с. Содержание кремния может составлять 2-20%, и содержание меди может составлять 0,1-10%. К примеру, можно использовать сплав AlSi9Cu3 (Fe).
В настоящем описании варианты выполнения или примеры внедрения даны в качестве пояснения и не являются ограничительными, и специалисты в этой области техники в свете настоящего описания могут легко модифицировать эти варианты выполнения или примеры или предусмотреть другие модификации или примеры, соответствующие объему настоящего изобретения.
Кроме того, различные отличительные признаки этих вариантов выполнения или примеров внедрения могут использоваться параллельно или совместно. В случае совместного использования эти отличительные признаки могут комбинироваться, как описано выше или по-иному, при этом изобретение не ограничивается до конкретных комбинаций, описанных в настоящем изобретении. В частности, если не указано иначе, отличительный признак, описанный применительно к варианту выполнения или примеру внедрения, может схожим образом использоваться в другом варианте выполнения или примере внедрения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИЗГОТОВЛЕНИЕ ЛИТЕЙНЫХ ФОРМ ДЛЯ ЛИТЬЯ | 2008 |
|
RU2488485C2 |
| КОМБИНИРОВАННЫЙ ТЮБИНГ ТОННЕЛЬНОЙ ОБДЕЛКИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2107166C1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ ИЗ ФОРМЫ ДЛЯ ЛИТЬЯ ЛИТОЙ ЗАГОТОВКИ, ОТЛИТОЙ ИЗ ЛЁГКОГО СПЛАВА | 2013 |
|
RU2635598C2 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ЛИТЬЯ СЛОЖНЫХ ФАСОННЫХ ОТЛИВОК И ПРИМЕНЕНИЕ УКАЗАННОЙ ЛИТЕЙНОЙ ФОРМЫ | 2018 |
|
RU2717755C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИТНОГО МАТЕРИАЛА МЕТОДОМ ТРАНСФЕРНОГО ФОРМОВАНИЯ | 2010 |
|
RU2524108C2 |
| СПОСОБ ЛИТЬЯ БЕТОНА ДЛЯ ИЗГОТОВЛЕНИЯ БЕТОННЫХ ИЗДЕЛИЙ | 2001 |
|
RU2268141C2 |
| СПОСОБ СОЕДИНЕНИЯ ДВУХ ПРОТИВОЛЕЖАЩИХ КОНЦОВ ЭЛЕМЕНТОВ, РАЗЪЕМНОЕ ЗВЕНО, КОНЦЫ КОТОРОГО СОЕДИНЯЮТСЯ ТАКИМ СПОСОБОМ, И СПОСОБ ИЗГОТОВЛЕНИЯ РАЗЪЕМНОГО ЗВЕНА | 1993 |
|
RU2127839C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТФОРМОВАННОЙ СЛОИСТОЙ ФАСОННОЙ ДЕТАЛИ И ПРЕСС-ФОРМА, ИСПОЛЬЗУЕМАЯ В ЭТОМ СПОСОБЕ | 2001 |
|
RU2270756C9 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПИЩЕВОГО ПРОДУКТА СФЕРИЧЕСКОЙ ФОРМЫ, СОСТОЯЩЕГО ИЗ ЗАМКНУТОЙ НАРУЖНОЙ ОБОЛОЧКИ И СЕРДЦЕВИНЫ | 1990 |
|
RU2019982C1 |
| ЭЛЕКТРОМАГНИТНОЕ ПЕРЕМЕШИВАЮЩЕЕ УСТРОЙСТВО | 2013 |
|
RU2637456C2 |
Изобретение относится к литейному производству. Способ включает размещение внутри формы (50) разрушаемого стержня (20), который содержит основу (22), выполненную из наполнителя, оболочку (40), прикрепленную к ней, и каркас 36, проходящий через основу и соединенный с оболочкой. Расплавляют металл, который под давлением нагнетают в форму (50), окружающую стержень (20), формирующий внутреннее пространство детали. После отверждения детали основу измельчают и удаляют через отверстия, предусмотренные в оболочке и в детали, разрушают оболочку и удаляют ее через отверстия, предусмотренные в детали. Обеспечивается высокая механическая прочность оболочки. 9 з.п. ф-лы, 5 ил. 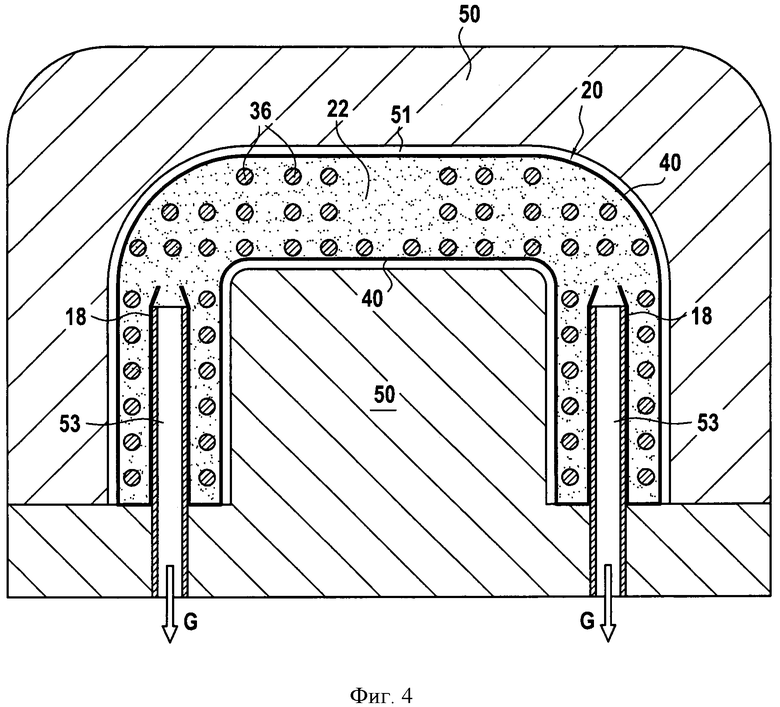
1. Способ изготовления полой металлической детали посредством литья, при котором:
предусматривают разрушаемую сердцевину (20), которая включает в себя основу (22), выполненную из наполнителя, и оболочку (40), окружающую вышеуказанную основу и прикрепленную к ней, и каркас (36), проходящий через основу (22) сердцевины и соединенный с оболочкой (40),
помещают сердцевину (20) внутри формы (50);
расплавляют металл и нагнетают жидкий металл в форму (50), окружающую сердцевину (20), которая образует пространство внутри детали (60);
после отверждения детали (60) измельчают основу (22) и удаляют через отверстия (62) для удаления, предусмотренные в оболочке (40) и в детали (60);
разрушают вышеуказанную оболочку (40) и удаляют ее через отверстия (62) для удаления, предусмотренные в детали (60);
разрушают каркас (36) и удаляют одновременно с основой и/или оболочкой;
при этом для изготовления сердцевины (20) основу (22) сердцевины изготавливают посредством агрегирования материалов в формовочном ящике (10), снабженном штифтами (16), проходящими через внутреннюю сторону формовочного ящика так, чтобы после извлечения из формовочного ящика основа имела отверстия (26) на месте штифтов, и отверстия (26) заполняют материалом, образующим каркас (36).
2. Способ по п. 1, в котором жидкий металл нагнетают под давлением в форму (50), окружающую сердцевину (20), при этом оболочка (40) обладает достаточной механической прочностью, чтобы выдерживать нагнетание под давлением жидкого металла.
3. Способ по п. 1, в котором отверстия (26) и соответствующий элемент каркаса проходят через всю основу (22) сердцевины (20).
4. Способ по п. 1 или 3, в котором основу (22) сердцевины погружают в первый раствор жидкой глины для образования каркаса (36) и нижнего слоя оболочки (40), и затем в один или несколько растворов жидкой глины для образования одного и нескольких верхних слоев оболочки (40).
5. Способ по п. 1, в котором для изготовления сердцевины основу (22) сердцевины (20) изготавливают посредством агрегирования материалов в формовочном ящике (10), снабженном опорными элементами (18), проходящими через внутреннюю сторону формовочного ящика, и
оболочку (40), окружающую основу (22), и опорные элементы (18) изготавливают таким образом, чтобы опорные элементы проходили через оболочку,
при этом опорные элементы (18) используют для удерживания сердцевины (20) на месте в форме (50) во время нагнетания.
6. Способ по п. 5, в котором опорные элементы (18) являются пустотелыми и образуют выпускные каналы для газов, которые образуются во время термического разложения определенных компонентов сердцевины (20) во время литья детали.
7. Способ по п. 5 или 6, в котором после отверждения детали (60) опорные элементы (18) извлекают из детали для получения отверстий для удаления, через которые удаляют основу (22) сердцевины и/или оболочку (40).
8. Способ по п. 1, в котором основу (22) сердцевины изготавливают из формовочного песка или формовочного гипса, возможно, с волокнистым наполнителем.
9. Способ по п. 1, в котором оболочка (40) сердцевины изготовлена из керамики.
10. Способ по п. 1, в котором основу (22) измельчают и удаляют механическим и/или гидравлическим способом.
| Устройство для воспроизведения речевых сообщений | 1984 |
|
SU1170496A1 |
| 0 |
|
SU256609A1 | |
| ЛИТЕЙНАЯ ФОРМА | 1997 |
|
RU2120834C1 |

