Изобретение относится к сварке трением с перемешиванием и может быть использовано в различных отраслях промышленности для неразъемного соединения деталей как с продольными, так и с замкнутыми кольцевыми швами.
Известен способ сварки трением с перемешиванием, заключающийся в том, что в место стыка двух деталей вводят зонд инструмента для сварки, которому сообщают вращение и перемещают его вдоль линии соединения деталей. При перемещении инструмента образуется зона сварки, в которую одновременно с перемещением инструмента вводят дополнительный сварочный материал, предварительно подвергаемый нагреву. Для осуществления способа применяется инструмент, содержащий корпус с полостью, в нижней части которого предусмотрен бурт с отверстием. Зонд, который изготавливается из материала более твердого, чем материал свариваемых деталей, неподвижно установлен в отверстии бурта и снабжен сквозным отверстием, сообщающимся с полостью в корпусе. Полость корпуса заполнена дополнительным сварочным материалом, который подогревается нагревательным устройством, установленным снаружи корпуса инструмента, и под действием поршня и пружины подается в отверстие зонда и соответственно в зону сварки деталей. Дополнительный сварочный материал позволяет получить более плотные швы с ровной поверхностью без утонения в местах сварки (патент WO 96/38256, кл. В23К 20/12).
Недостаток известного способа сварки трением с перемешиванием заключается в том, что в течение всего времени сварки дополнительный сварочный материал необходимо поддерживать в нагретом состоянии, при этом замена зонда в случае его износа, поломки и т.п. становится невозможной. Учитывая, что обычно стойкость зонда невысокая, этим способом можно сваривать детали со сварными швами ограниченной протяженности. При прекращении подогрева дополнительного сварочного материала в полости корпуса и в отверстии зонда остается затвердевший сварочный материал. Дальнейшее использование такого инструмента становится проблематичным.
Недостаток инструмента заключается в том, что нагревательное устройство расположено снаружи корпуса инструмента и нагрев дополнительного материала происходит от нагретого корпуса, т.е. весь инструмент находится в нагретом состоянии. При этом корпус должен быть изготовлен из термостойкого материала. Остающийся дополнительный сварочный материал в корпусе и в зонде инструмента после прекращения нагрева делает невозможным его дальнейшее использование. Все эти недостатки существенно снижают экономичность как инструмента, так и способа сварки в целом.
Технической задачей создания способа и инструмента является упрощение процесса сварки и повышение его экономичности за счет повышения срока службы инструмента, возможности его многократного использования, получения беспористых не имеющих утонения в местах сварки швов большой протяженности.
Техническая задача решается тем, что в способе сварки трением с перемешиванием, включающем размещение свариваемых деталей по линии их соединения вплотную друг к другу, погружение зонда вращающегося сварочного инструмента в место соединения свариваемых деталей до создания сварочного усилия и перемещение его вдоль линии соединения с образованием зоны сварки с одновременной подачей дополнительного сварочного материала в эту зону, для подачи дополнительного сварочного материала в зону сварки зонд сварочного инструмента выполняют из материала, пластичность которого при температуре в зоне сварки соответствует пластичности материала свариваемых деталей, при этом зонд выше зоны сварки охлаждают до температуры, при которой материал зонда до заданной глубины погружения сохраняет свою твердость и прочность.
Преимущественно зонд выполняют из материала, соответствующего материалу свариваемых деталей.
Инструмент для сварки трением с перемешиванием, включающий корпус с полостью, и опорный бурт с отверстием, в котором установлен зонд, последний выполнен в виде стержня из материала, пластичность которого при температуре в зоне сварки соответствует пластичности материала свариваемых деталей, и установлен в отверстии бурта с возможностью осевого перемещения, при этом в полости корпуса размещен охладитель, а между корпусом и буртом установлена термоизолирующая прокладка.
На фиг.1 показан способ сварки трением с перемешиванием с подачей дополнительного сварочного материала в зону сварки.
На фиг.2 показан инструмент для осуществления способа сварки трением с перемешиванием.
Способ сварки осуществляется следующим образом.
Две детали 1 и 2, подлежащие сварке, соединяют между собой свариваемыми поверхностями и прижимают друг к другу, при этом место стыка деталей образует линию сварки 3. Сварочному инструменту 4 сообщают вращение «ω», устанавливают его на линию сварки и углубляют зонд 5 инструмента, изготовленного из материала, пластичность которого при температуре в зоне сварки соответствует пластичности материала свариваемых деталей, до контакта бурта 6 с поверхностями свариваемых деталей 1 и 2 и создания сварочного усилия. Сварку производят при перемещении «V» инструмента 4 по линии сварки. Скорость вращения и перемещения инструмента, усилие прижима бурта создают условия для нагрева материала свариваемых деталей в зоне сварки до температуры, обеспечивающей их пластическое состояние. Т.к. зонд изготовлен из материала, пластичность которого при температуре в зоне сварки соответствует пластичности материала свариваемых деталей, материал зонда также приобретет состояние пластичности, в результате чего в зоне сварки происходит перемешивание материалов деталей и зонда. Материал зонда выполняет роль дополнительного сварочного материала, поступающего в зону сварки, способствуя созданию плотного ровного шва без утонения зоны сварки. В процессе сварки материал зонда выше зоны сварки охлаждают до температуры ниже температуры пластичности материала зонда в зоне сварки, т.е. до температуры, при которой зонд при погружении в материал свариваемых деталей до заданной глубины сохраняет свою твердость и прочность. Благодаря этому, погружаясь в твердом состоянии, зонд по мере расходования сохраняет свои перемешивающие функции. Температура, до которой следует охлаждать зонд для разных свариваемых материалов различна и может быть установлена с учетом физико-механических свойств применяемого для зонда материала либо, например, экспериментальным путем.
Для осуществления способа сварки трением с подачей дополнительного сварочного материала зонд изготавливают из материала, пластичность которого при температуре в зоне сварки соответствует пластичности материала свариваемых деталей. В качестве такого материала для изготовления зонда может быть использован тот же материал, из которого изготовлены свариваемые детали. Однако зонд может быть изготовлен из другого материала с аналогичными характеристиками. В этом случае материал зонда будет служить легирующим элементом, изменяя физико-механические свойства сварного шва.
Инструмент для сварки трением с перемешиванием и подачей дополнительного сварочного материала в зону сварки содержит зонд 5, который заключен в корпусе 6 с полостью 7 и крышкой 8. На нижнем конце корпуса установлен бурт 9 с отверстием 10. Между корпусом и буртом предусмотрена прокладка 11, изготовленная из термоизоляционного материала. Прокладка служит барьером передачи тепла от части зонда, находящейся в работе, и бурта к корпусу инструмента. Зонд 5 изготовлен в виде стержня из материала, пластичность которого при температуре в зоне сварки, соответствует пластичности материала свариваемых деталей. Зонд установлен в отверстии 10 бурта с возможностью его осевого перемещения. Один конец зонда выступает наружу из бурта, а другой - находится в полости корпуса инструмента. Между крышкой 8 корпуса и торцом зонда 5 предусмотрено устройство 12, которое способствует осевому перемещению зонда. В частности, как показано на фиг.2, таким устройством может служить специальная пружина либо какое-либо другое устройство, способствующее перемещению зонда по мере его расходования. В полости корпуса размещен охладитель 13, охватывающий часть зонда, находящуюся в полости корпуса. Например, в качестве охладителя в полость корпуса может подаваться охлажденный до низкой температуры газ, вода и др.
Устройство работает следующим образом.
Инструменту для сварки трением 4 сообщают вращение, устанавливают его на линию сварки деталей и углубляют зонд 5 инструмента до контакта бурта 9 с поверхностями свариваемых деталей 1 и 2 и создания сварочного усилия. Инструмент перемещают по линии сварки. По мере перемещения инструмента материал зонда, находясь в зоне сварки в пластическом состоянии, выполняет роль дополнительного сварочного материала, в результате чего происходит уменьшение его длины. Однако, по мере расходования материала зонда, предусмотренное в корпусе устройство 12 способствует осевому перемещению зонда в сварочную зону и углублению новой части зонда в свариваемый материал. Охладитель, находящийся в полости корпуса инструмента, охлаждает часть зонда, находящуюся в полости корпуса инструмента, благодаря чему зонд сохраняет свое твердое состоянии для обеспечения его осевого перемещения и углубления в свариваемый материал.
Таким образом, способ сварки и инструмент для сварки трением с перемешиванием и подачей дополнительного материала в зону сварки позволяют получать беспористые швы без утонения зоны сварки большой протяженности, многократно использовать сварочный инструмент, легко осуществлять в случае необходимости замену зонда, что существенно упрощает процесс сварки и делает его экономичным.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ АЛЮМИНИЕВЫХ ДЕФОРМИРУЕМЫХ СПЛАВОВ | 2016 |
|
RU2634402C1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ АЛЮМИНИЕВЫХ СПЛАВОВ | 2016 |
|
RU2634389C1 |
| Способ комбинированной стыковой сварки трением с перемешиванием деталей из алюминиевого сплава АМг6 | 2024 |
|
RU2837694C1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ | 2008 |
|
RU2393070C1 |
| Способ сварки трением с перемешиванием | 2018 |
|
RU2697548C1 |
| СПОСОБ ФРИКЦИОННОЙ СВАРКИ ПЕРЕМЕШИВАНИЕМ | 2012 |
|
RU2509637C1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ ТАВРОВЫХ СОЕДИНЕНИЙ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2418664C1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ | 2023 |
|
RU2836238C1 |
| ИНСТРУМЕНТ ДЛЯ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ | 2015 |
|
RU2621514C2 |
| Способ сварки трением со сквозным перемешиванием оребренных панелей планера самолета | 2015 |
|
RU2620411C2 |

Изобретение может быть использовано для неразъемного соединения деталей как с продольными, так и с замкнутыми кольцевыми швами. Зонд 5 вращающегося сварочного инструмента погружают в место соединения свариваемых деталей до создания сварочного усилия и перемещают его вдоль линии соединения с образованием зоны сварки. Зонд изготавливают в виде расходуемого стержня из материала, пластичность которого при температуре в зоне сварки соответствует пластичности материала свариваемых деталей. Выше зоны сварки зонд охлаждают до температуры, при которой материал зонда до заданной глубины погружения сохраняет свою твердость и прочность. Преимущественно зонд выполняют из материала, соответствующего материалу свариваемых деталей. Инструмент включает корпус 6 с полостью 7 и опорный бурт 9 с отверстием, в котором установлен с возможностью осевого перемещения упомянутый зонд 5. Для охлаждения зонда в полости корпуса размещен охладитель 13, например охлажденный до низкой температуры газ, вода и т.п. Между корпусом и буртом установлена термоизолирующая прокладка 11. Использование изобретений позволяет получать беспористые швы без утонения зоны сварки большой протяженности, многократно использовать сварочный инструмент, легко осуществлять в случае необходимости замену зонда, что существенно упрощает процесс сварки и делает его экономичным. 2 н. и 1 з.п. ф-лы, 2 ил.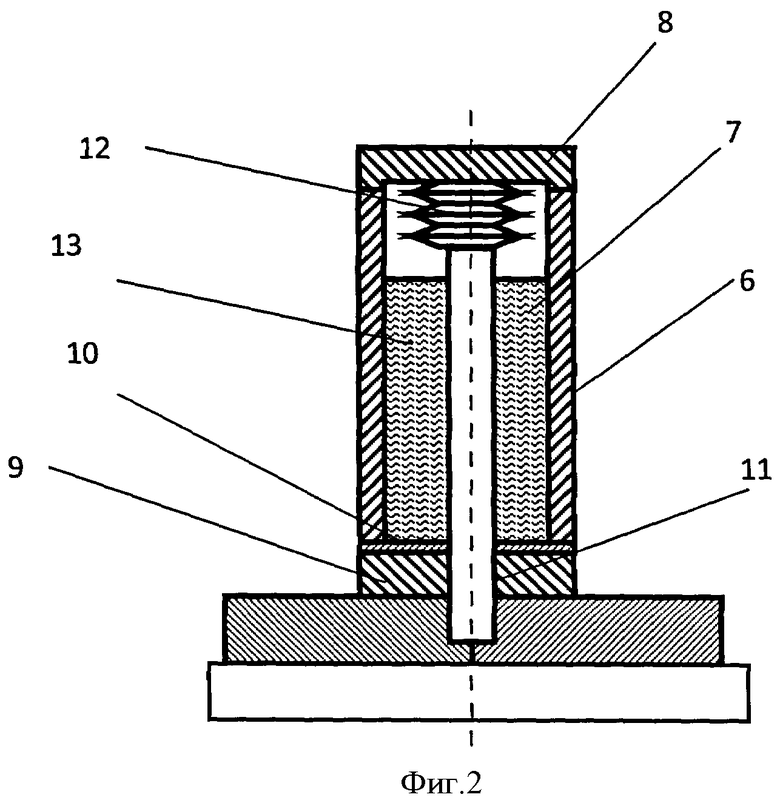
1. Способ сварки трением с перемешиванием, включающий размещение свариваемых деталей по линии их соединения вплотную друг к другу, погружение зонда вращающегося сварочного инструмента в место соединения свариваемых деталей и перемещение его вдоль линии соединения с образованием зоны сварки с одновременной подачей дополнительного сварочного материала в эту зону, отличающийся тем, что для подачи дополнительного сварочного материала в зону сварки зонд сварочного инструмента выполняют из материала, пластичность которого при температуре в зоне сварки соответствует пластичности материала свариваемых деталей, при этом зонд выше зоны сварки охлаждают до температуры, при которой материал зонда сохраняет свою твердость и прочность для обеспечения его осевого перемещения и погружения в материал свариваемых деталей по мере расходования материала зонда.
2. Способ по п.1, отличающийся тем, что зонд выполняют из материала соответствующего материалу свариваемых деталей.
3. Инструмент для сварки трением с перемешиванием, включающий корпус с полостью и опорный бурт с отверстием, в котором установлен зонд, отличающийся тем, что зонд выполнен в виде расходуемого стержня из материала, пластичность которого при температуре в зоне сварки соответствует пластичности материала свариваемых деталей, и установлен в отверстии бурта с возможностью осевого перемещения, при этом в полости корпуса размещен охладитель, а между корпусом и буртом установлена термоизолирующая прокладка.
| WO 9638256 A1, 05.12.1996 | |||
| СИСТЕМЫ ЭКСПРЕССИИ РНК РЕКОМБИНАНТНОГО ВИРУСА НЬЮКАСЛСКОЙ БОЛЕЗНИ И ВАКЦИНЫ | 1999 |
|
RU2270864C2 |
| JP 2004025296 A1, 29.01.2004 | |||
| СПОСОБ СВАРКИ МЕТАЛЛОВ ТРЕНИЕМ | 0 |
|
SU195846A1 |

