Изобретение относится к области сварки трением с перемешиванием и может быть использовано в различных отраслях промышленности для неразъемного соединения деталей с продольными и замкнутыми кольцевыми швами различной формы и толщины из различных металлов и сплавов, в том числе разнородных.
Известен способ сварки трением с перемешиванием элементов с применением неплавящегося вращающегося зонда дополнительно включающий предварительный нагрев собранных элементов перед операцией сварки. Температура предварительного нагрева, наложенную на свариваемые элементы с помощью индукционной катушки, расположенной на 20 мм перед сварочным инструментом, находилось в диапазоне от 420°С до 460°С (WO/1999/039861, дата публикации 03.08.1999).
Известен способ сварки трением с перемешиванием металлических пластин посредством использования фрикционного тепла от вращающегося штифта в состояние, которое вблизи сварочной части металлических пластин термически размягчается за счет высокочастотного индукционного нагрева (KR 1020190081040 А, дата публикации 09.07.2019).
Известен способ сварки трением с перемешиванием, включающий размещение свариваемых деталей по линии их соединения, введение вращающегося сварочного инструмента в зону соединения деталей, перемещение его вдоль линии соединения с одновременным дополнительным нагревом индукционным током с образованием зоны сварки и дополнительного воздействия на материал в зоне сварки электромагнитными импульсами, обеспечивающими создание на поверхности материала зон повышенного давления (патент RU 2393070 С1, дата публикации 11.12.2008).
Наиболее близким известным техническим решением является способ индукционного нагрева и сварки трением с перемешиванием и устройство для стыкового соединения стали. Индукционное нагревательное устройство расположено в направлении сварки перемешивающей головки для сварки трением с перемешиванием, при этом нагревательное устройство используют для осуществления индукционного нагрева на свариваемой заготовке до температуры от 200° до 600°С (CN 107877016 В, дата публикации 06.04.2019).
Общим недостатком всех приведенных способов сварки трением с перемешиванием с использованием индукционного нагрева является то, что все они не предусматривают предварительный нагрев до начала сварки до состояния пластической деформации материала и измерение текущей температуры предварительного подогрева свариваемых деталей, которые предотвращают износ сварочного инструмента и дальнейшее его разрушение, а также образование дефектов в сварном шве в виде пор, несплавления и туннеля.
Технической задачей изобретения является повышение качества сварных соединений, уменьшение износа сварочного инструмента, а также снижение требований к мощности привода подачи и жесткости закрепления деталей в сварочной оснастке.
Техническая задача решается способом сварки трением с перемешиванием, включающим размещение свариваемых деталей по линии их соединения, введение вращающегося сварочного инструмента в зону соединения деталей, перемещение его вдоль линии соединения с одновременным нагревом индукционным током, в котором в отличие от прототипа нагрев по линии соединения деталей осуществляют до начала сварки до достижения температуры состояния пластической деформации материала свариваемых деталей и при этом постоянно измеряют текущую температуру деталей, причем верхний предел температуры нагрева не должен превышать температуру пластической деформации свариваемого материала.
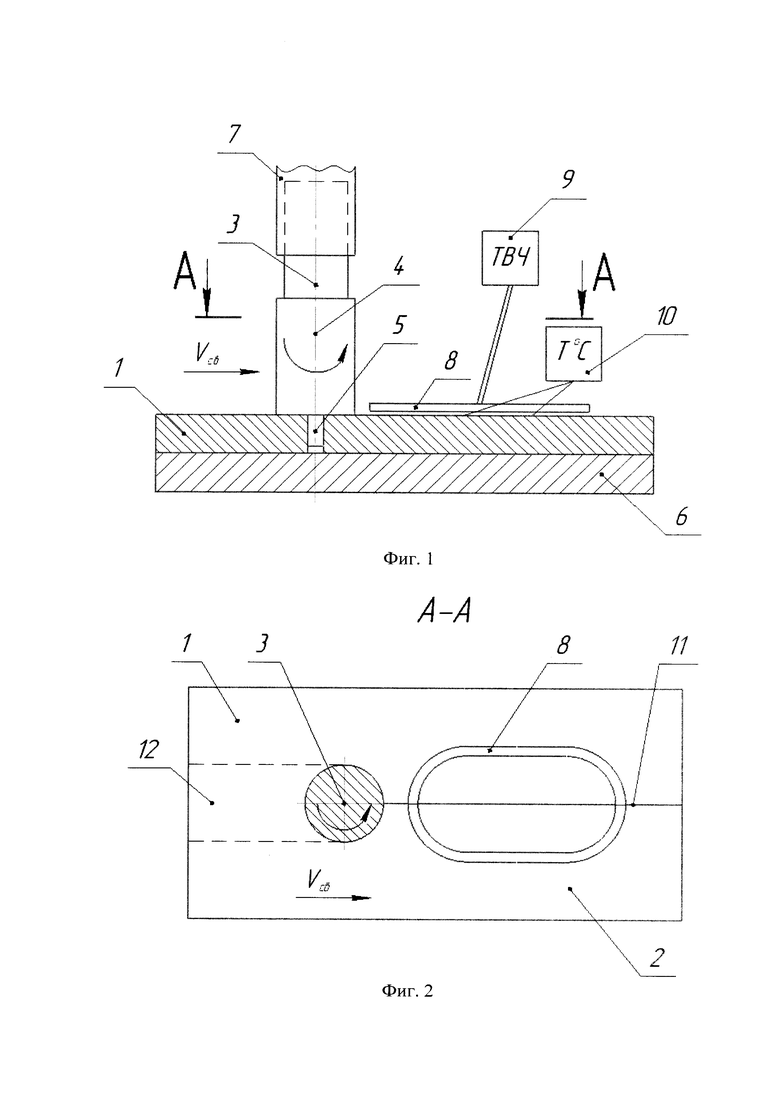
На фиг. 1 условно показана схема осуществления способа сварки трением с перемешиванием.
На фиг. 2 показан разрез по А-А фиг. 1.
Способ осуществляется следующим образом.
Для сварки деталей 1 и 2 используется вращающийся с определенной скоростью сварочный инструмент 3, состоящий из заплечика 4 и пина 5. Детали 1 и 2 устанавливают встык на подложку 6 и закрепляют. Сварочный инструмент устанавливается в шпиндель 7 для придания ему вращения. Перед сварочным инструментом 3 установлен индуктор 8, который обеспечивает предварительный подогрев в зоне сварки деталей 1 и 2 до температуры пластического состояния материала. Индуктор 8 подключен к генератору токов высокой частоты 9. Это устройство создает в зоне сварки электромагнитное поле, из-за чего детали 1 и 2 начинают нагреваться. Мощность генератора 10-12 кВт, частота 25-30 кГц. Перед индуктором 8 установлен пирометр 10 для постоянного измерения температуры и при ее достижении состояния пластической деформации сварочный инструмент 3, вращающийся с определенной скоростью, погружают в свариваемый материал до заплечика 4. После этого осуществляют перемещение сварочного инструмента 3 вдоль линии стыкового соединения деталей 11. Верхний предел температуры нагрева не должен превышать температуру пластической деформации свариваемого материала. Сварочный инструмент 3 во время сварки должен плотно прилегать к деталям 1 и 2. Материал деталей в зоне сварки приобретает пластическое состояние в основном за счет нагрева индуктором 8, а также теплоты, выделяемой трением сварочного инструмента 3 о свариваемый материал. По мере продвижения сварочного инструмента 3 вдоль линии стыкового соединения деталей 11 формируется сварной шов 12. Сварное соединение получается бездефектное и имеет такую же прочность, как и прочность исходного материала деталей 1 и 2.
Благодаря предварительному нагреву индукционным током до начала сварки до достижения состояния пластической деформации материала с постоянным измерением текущей температуры свариваемых деталей происходит повышение качества сварных соединений и существенное уменьшение износа сварочного инструмента, а также снижаются требования к мощности привода подачи и жесткости закрепления деталей в сварочной оснастке. При этом верхний предел температуры нагрева не должен превышать температуру пластической деформации свариваемого материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ | 2008 |
|
RU2393070C1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ АЛЮМИНИЕВЫХ ДЕФОРМИРУЕМЫХ СПЛАВОВ | 2016 |
|
RU2634402C1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ И ИНСТРУМЕНТ ДЛЯ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ | 2008 |
|
RU2393071C1 |
| Способ комбинированной стыковой сварки трением с перемешиванием деталей из алюминиевого сплава АМг6 | 2024 |
|
RU2837694C1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ АЛЮМИНИЕВЫХ СПЛАВОВ | 2016 |
|
RU2634389C1 |
| СПОСОБ ИНДУКЦИОННО-СТЫКОВОЙ СВАРКИ ПРОФИЛЕЙ РАЗЛИЧНОЙ КОНФИГУРАЦИИ | 2013 |
|
RU2558802C2 |
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ С УЛЬТРАЗВУКОВЫМ ВОЗДЕЙСТВИЕМ | 2015 |
|
RU2616313C1 |
| Способ сварки трением с перемешиванием | 2018 |
|
RU2697548C1 |
| Способ сварки трением с перемешиванием стыковых соединений алюминиевых сплавов | 2018 |
|
RU2686494C1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ АЛЮМИНИЕВЫХ СПЛАВОВ | 2006 |
|
RU2350443C2 |
Изобретение относится к области сварки трением с перемешиванием и может быть использовано в различных отраслях промышленности для неразъемного соединения деталей с продольными и замкнутыми кольцевыми швами различной формы и толщины из различных металлов и сплавов, в том числе разнородных. Свариваемые детали размещают по линии их соединения. Вводят вращающийся сварочный инструмент в зону соединения деталей и перемещают его вдоль линии соединения с дополнительным нагревом индукционным током. Дополнительный нагрев производят до начала сварки и до достижения состояния пластической деформации материала и сопровождают непрерывным измерением температуры свариваемых деталей в процессе сварки вдоль линии соединения. При этом верхний предел температуры нагрева не должен превышать температуру пластической деформации свариваемого материала. Обеспечивается повышение качества сварных соединений, уменьшение износа сварочного инструмента, а также снижение требований к мощности привода подачи и жесткости закрепления деталей в сварочной оснастке. 2 ил.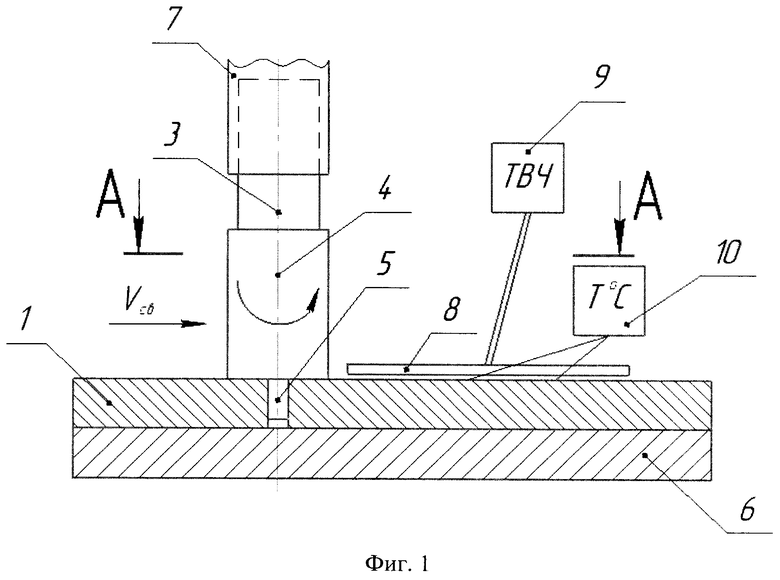
Способ сварки трением с перемешиванием, включающий размещение свариваемых деталей по линии их соединения, введение вращающегося сварочного инструмента в зону соединения деталей, перемещение его вдоль линии соединения с одновременным нагревом индукционным током, отличающийся тем, что нагрев по линии соединения деталей осуществляют до начала сварки до достижения температуры состояния пластической деформации материала свариваемых деталей и при этом постоянно измеряют текущую температуру деталей, причем верхний предел температуры нагрева не должен превышать температуру пластической деформации свариваемого материала.
| CN 107877016 B, 14.04.2020 | |||
| US 8757470 B2, 24.06.2014 | |||
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ | 2008 |
|
RU2393070C1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ СТАЛЬНЫХ РЕЛЬСОВ | 2005 |
|
RU2296655C2 |
| РАЗДЕЛКА ТРУБ ИЗ РАЗНОРОДНЫХ СТАЛЕЙ ПОД ДИФФУЗИОННУЮ СВАРКУ | 2003 |
|
RU2237561C1 |
