Изобретение относится к сварке трением с перемешиванием и может быть использовано в различных отраслях промышленности для неразъемного соединения деталей как с продольными, так и с замкнутыми кольцевыми швами, например, для сваривания труб, особенно большого диаметра, каркасно-панельных конструкций, при изготовлении различных барабанов, обечаек для получения замкнутой кольцевой формы и т.п.
Известен способ сварки трением с перемешиванием, при котором в зону соединения деталей вводят зонд, которому сообщают вращение и перемещают его вдоль линии соединения деталей, при этом происходит разогрев зоны соединения от теплоты, образующейся в результате трения вращающегося зонда о поверхность деталей, с которой соприкасается зонд. Известно, что при сварке трением с перемешиванием используется дополнительный подогрев зоны сварки от отдельного источника теплоты. В авт. свид. №1232439, кл. В23К 20/12, 1986 г. дополнительный нагрев зоны сварки деталей производят газовой горелкой. В патенте ЕПВ №670759, кл. В23К 20/12 для дополнительного подогрева используется источник электрического тока; в патенте ЕПВ №1305131, кл. В23К 20/12 подогрев осуществляют лучом лазера, перемещаемого вдоль шва впереди сварочного инструмента. Дополнительный подогрев зоны сварки позволяет, в основном, сократить продолжительность сварки, снизить удельные усилия перемешивания и проковки, но не решает задачи по улучшению качества шва, получаемого после сваривания деталей.
Наиболее близким известным техническим решением является способ сварки деталей с перемешиванием, при котором в зону соединения двух свариваемых деталей вводят вращающийся сварочный инструмент и перемещают его по линии соединения деталей при дополнительном нагреве зоны сварки токами высокой частоты, наводимыми с помощью индукционных катушек (патент WO 99/39861, В23К 20/12,1999 г.).
Недостатками известного способа является вероятность получения сварных швов с различными дефектами - пористостью, раковинами и т.п.; наличие наплывов (грата) по краям швов, получаемых в результате выдавливания из стыка материала, нагретого до пластифицированного состояния, и которые требуется после сварки удалять; увеличенный износ сварочного инструмента из-за силового и теплового воздействия на инструмент и свариваемого материала, находящегося в пластичном состоянии.
Технической задачей является получение качественных свободных от пор сварных швов, исключение наплывов металла в зоне сварки, уменьшение износа сварочного инструмента.
Техническая задача решается тем, что в способе сварки трением с перемешиванием, включающем размещение свариваемых деталей по линии их соединения, введение вращающегося сварочного инструмента в зону соединения деталей, перемещение его вдоль линии соединения с одновременным дополнительным нагревом индукционным током с образованием зоны сварки, на материал в зоне сварки дополнительно воздействуют электромагнитными импульсами, обеспечивающими создание на поверхности материала зон повышенного давления.
На фиг.1 условно показана схема устройства для осуществления способа сварки трением с перемешиванием.
На фиг.2 показан разрез по А-А фиг.1
Способ осуществляется следующим образом.
Для сварки, например, двух деталей 1 и 2 используется устройство, содержащее сварочный инструмент 3, снабженный сварочным зондом 4. Инструмент устанавливают в шпиндель 5 для сообщения ему вращения. Перед сварочным инструментом 3 по направлению его движения смонтирован индуктор 6, обеспечивающий предварительный дополнительный нагрев зоны сварки. К индуктору подключено устройство импульсного тока 7, содержащее генератор токов высокой частоты 8 и генератор импульсного тока 9. Это устройство создает в зоне сварки электромагнитные импульсы. Для сваривания деталей 1 и 2 их устанавливают на подложке 10 свариваемыми поверхностями вплотную друг с другом. Сварочный инструмент размещают над местом соединения деталей, сообщают ему вращение и углубляют сварочный зонд 4 в материал, прижимая его к поверхностям свариваемых деталей. Таким образом создается замкнутый объем для пластического деформирования материала. После этого осуществляют перемещение инструмента вдоль линии соединения деталей 11. При этом необходимо поддерживать постоянный контакт инструмента на стыке свариваемых деталей. Материал деталей в зоне сварки приобретает пластическое состояние за счет теплоты, выделяемой при трении сварочного инструмента о свариваемый материал, и дополнительной теплоты, генерируемой индуктором. Одновременно на сварочный шов устройством импульсного тока подают электромагнитные импульсы с ультразвуковой частотой 20-40 кГц, которые воздействуют на разогретый до необходимой температуры материал деталей, создавая на поверхности сварного шва зон повышенного давления. По мере продвижения сварочного инструмента формируется сварочный шов 12, имеющий прочность, аналогичную прочности исходных материалов деталей. Полученный шов может быть подвергнут термической обработке. Для этого в устройстве может быть предусмотрен еще один индуктор 13, который устанавливают сзади сварочного инструмента. Этот индуктор поддерживает в материале необходимую температуру, при которой проходит релаксация внутренних напряжений.
Благодаря одновременному применению дополнительного нагрева зоны сварки индукционным током и воздействию на материал электромагнитными импульсами с ультразвуковой частотой 20-40 кГц, на поверхности материала создаются зоны повышенного давления, обеспечивающего дополнительное уплотнение шва и оптимальное избыточное давление в материале, необходимое для эффективного перемешивания материала в замкнутом объеме. В результате получается более плотный однородный шов по всему сечению, практически исключаются наплывы по краям зоны сварки путем перераспределения под действием электромагнитных импульсов материала, образующего наплывы по всему объему зоны сварки, а за счет уменьшения силового воздействия на зонд свариваемого материала, находящегося в пластичном состоянии, при достаточном генерировании теплоты трением уменьшается износ сварочного инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ | 2023 |
|
RU2836238C1 |
| Способ сварки концентрично расположенных цилиндрических деталей | 1984 |
|
SU1248745A1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ С УЛЬТРАЗВУКОВЫМ ВОЗДЕЙСТВИЕМ | 2015 |
|
RU2616313C1 |
| СПОСОБ ФРИКЦИОННОЙ СВАРКИ С ПЕРЕМЕШИВАНИЕМ МАТЕРИАЛА И ИНСТРУМЕНТ ДЛЯ СВАРКИ | 2006 |
|
RU2330749C2 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ | 2001 |
|
RU2271908C2 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ ЛИСТОВЫХ ДЕТАЛЕЙ ПО ОТБОРТОВАННЫМ КРОМКАМ | 1992 |
|
RU2031762C1 |
| УСТРОЙСТВО ДЛЯ ИМПУЛЬСНОЙ ИНДУКЦИОННОЙ СВАРКИ ПО ОТБОРТОВАННЫМ КРОМКАМ | 1999 |
|
RU2158663C1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ И ИНСТРУМЕНТ ДЛЯ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ | 2008 |
|
RU2393071C1 |
| СПОСОБ СВАРКИ СТАЛЬНЫХ ИЗДЕЛИЙ ПО ОТБОРТОВАННЫМ КРОМКАМ | 1991 |
|
RU2053080C1 |
| СВАРНЫЕ ШВЫ С ПОЛИМЕРНЫМ УПЛОТНИТЕЛЕМ | 2003 |
|
RU2325981C2 |
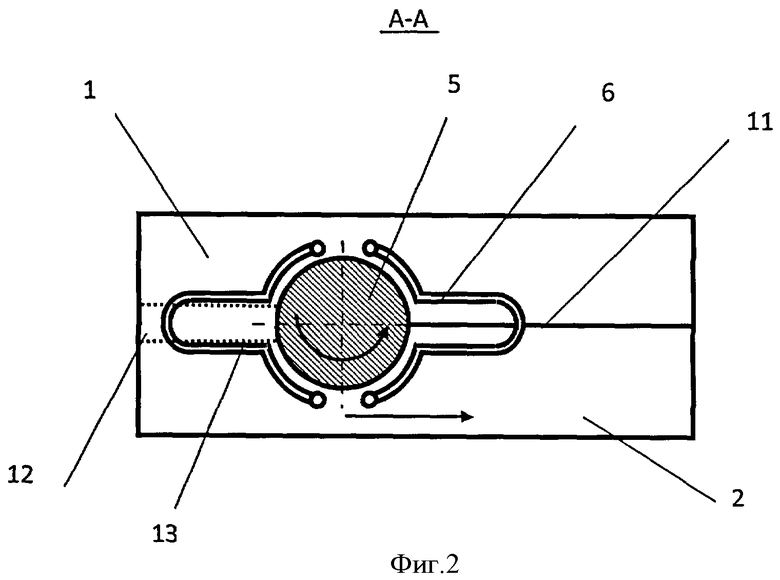
Изобретение может быть использовано для неразъемного соединения деталей с продольными и с замкнутыми кольцевыми швами. Свариваемые детали 1 размещают по линии их соединения вплотную друг к другу. Вводят вращающийся сварочный инструмент 5 в зону соединения деталей и перемещают его вдоль линии соединения с образованием зоны сварки. Одновременно осуществляют нагрев индукционным током посредством индуктора 6. Дополнительно на материал деталей в зоне сварки воздействуют электромагнитными импульсами ультразвуковой частоты, подаваемыми генератором импульсного тока 9, подключенным к индуктору 6, для создания на поверхности материала зон повышенного давления. Благодаря применению дополнительного нагрева зоны сварки индукционным током с одновременным воздействием на материал свариваемых деталей электромагнитными импульсами получается более плотный однородный шов по всему сечению, практически исключаются наплывы по краям зоны сварки, уменьшается износ сварочного инструмента. 2 ил.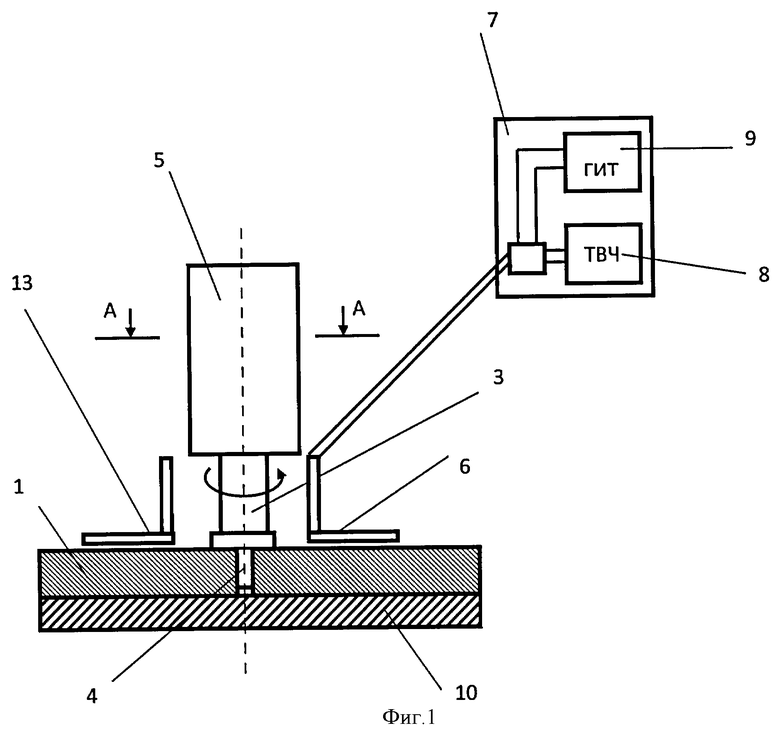
Способ сварки трением с перемешиванием, включающий размещение свариваемых деталей по линии их соединения вплотную друг к другу, введение вращающегося сварочного инструмента в зону соединения деталей, перемещение его вдоль линии соединения и одновременный нагрев индуктором с образованием зоны сварки, отличающийся тем, что на материал деталей в зоне сварки дополнительно воздействуют электромагнитными импульсами ультразвуковой частоты и создают на поверхности материала зоны повышенного давления посредством генератора импульсного тока, подключенного к индуктору.
| WO 9939861 A1, 12.08.1999 | |||
| RU 2006124672 A, 20.01.2008 | |||
| СПОСОБ СВАРКИ ТРЕНИЕМ | 2004 |
|
RU2274530C1 |
| Способ сварки металлов трением | 1990 |
|
SU1748978A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |

