Изобретение относится к нефтепромысловой технике, в частности к способам изготовления поршней для буровых насосов, используемых в буровых установках при перекачивании абразивосодержащих жидкостей, главным образом при повышенных давлениях и температурах.
На практике при изготовлении поршней буровых насосов используют эластичную резину, снижающую ресурс работы бурового насоса.
Для увеличения ресурса работы бурового насоса уплотнительную манжету поршня выполняют из полимерного материала (см. описание к патенту Российской Федерации № 2109189, МПК F16J 1/00, F04B 5/00 от 1996.07.05).
В известном способе в качестве полимерного материала для изготовления уплотнительной манжеты поршня используют полиуретановый эластомер, обладающий повышенной прочностью, износостойкостью и эластичностью.
Уплотнительная манжета из полиуретанового эластомера обладает по сравнению с манжетами резиновыми, резинотканевыми и резинометаллическими более высокими физико-механическими свойствами, большей прочностью, износостойкостью, высокой резистентностью к разрушению в условиях повышенных давлений, температур и прямого взаимодействия с абразивосодержащими агрессивными перекачиваемыми средами.
Предварительно изготовленную из полиуретанового эластомера манжету закрепляют на корпусе поршня с помощью манжетодержателей, которые соединяют с корпусом поршня (металлоарматурой) посредством крепежных болтов. Самопроизвольный поворот крепежных болтов предотвращают фиксирующими элементами, что усложняет технологию изготовления поршней и снижает надежность их работы.
Известен способ изготовления поршней для буровых насосов, принятый в качестве прототипа, заключающийся в размещении в разъемной пресс-форме предварительно изготовленного металлического сердечника поршня с отверстиями для перетекания упругого материала и элементами фиксации упругого материала на сердечнике, поверхность которого предварительно обезжиривают, покрывают адгезионным клеем и подсушивают, подаче в пресс-форму упругого материала для формования, формовании, охлаждении и выемке готового изделия (см. описание к патенту Российской Федерации № 2030660, МПК F16J 1/00 от 1991.06.10).
В известном способе в качестве упругого материала в пресс-форму подают однородную резину, заливаемую в пресс-форму через соединительные отверстия во фланце в глубине лабиринтных проточек металлоарматуры (стержень поршня).
Для повышения адгезионных сил между стержнем и резиной стержень поршня изготавливают сложной конструкции, а именно на торцевых поверхностях поршневых колец на всю их толщину выполняют трапециевидные выемки, равномерно расположенные по окружности кольца и смещенные относительно одна другой на половину шага. На торцевой поверхности колец участки между выемками выполняют со ступенчатой поверхностью, выступами, взаимодействующими с выполненными на разделительном фланце проточками, а на внутренних цилиндрических поверхностях поршневых колец выполняют зубцы-защелки в виде радиальных выступов, фиксирующих кольца от осевого смещения между средним и боковыми фланцами.
Поршни бурового насоса, получаемые известным способом с использованием резины, имеют небольшой ресурс работы в условиях повышенных давлений и температур, поскольку резина обладает невысокими физико-механическими свойствами и недостаточной прочностью, износостойкостью и низкой резистентностью к разрушению в условиях прямого взаимодействия с абразивосодержащими агрессивными перекачиваемыми средами.
Эластичная резина попеременно выдавливается в зазор, с которым фланец металлоарматуры входит в цилиндр, а затем вытягивается из этого зазора силами упругости резины, вследствие чего происходит усталостное вырывание выдавливаемого уса резины и образование в материале манжеты круговой выемки, прилегающей по периферии к фланцу металлоарматуры. При многократном повторении циклов происходит постепенное накопление объема повреждений резины за счет увеличения ширины и глубины круговой выемки, что вызывает протечку жидкости с последующим разрушением поршня высоконапорной струей абразивосодержащей жидкости.
Технической задачей предлагаемого изобретения является повышение ресурса работы поршней за счет повышения физико-механических показателей поршня, а также упрощение технологии изготовления и уменьшение временных и энергозатрат.
Техническая задача достигается тем, что в способе изготовления поршней для буровых насосов, заключающемся в размещении в разъемной пресс-форме предварительно изготовленного металлического сердечника поршня с отверстиями для перетекания упругого материала и элементами фиксации упругого материала на сердечнике, поверхность которого предварительно обезжиривают, покрывают адгезионным клеем и подсушивают, подачу в пресс-форму упругого материала для формования, формование, охлаждение и выемку готового изделия, в качестве упругого материала используют термопластичный полиуретан на основе простых и сложных полиэфиров, который в виде «густой однородной массы» подают в пресс-форму, предварительно прогретую до температуры 170-260°С, и осуществляют формование в течение 1-5 минут, после чего производят охлаждение пресс-формы в течение 2-15 минут.
Использование в предлагаемом способе в качестве упругого материала термопластичного полиуретана на основе простых и сложных полиэфиров позволяет в 3 раза увеличить адгезионные силы между сердечником и упругим материалом и получить изделия с высокими физико-механическими характеристиками поршня, увеличивая тем самым ресурс работы бурового насоса и безремонтный срок его службы на больших давлениях до 10 МПа и больших удельных весах перекачиваемых жидкостей до 1,1-1,2.
Готовые изделия не требуют дополнительной чистовой обработки (удаления облоя при использовании резины), что исключает отходы производства.
Полиуретановый эластомер не поглощает перекачиваемую среду, не проявляет признаков рассасывания, как это имеет место при использовании резиновых, резинотканевых и резинометаллических уплотнительных манжет. Полиуретановый эластомер имеет небольшой коэффициент трения, что не влечет возникновения больших сил трения, нагрева и разрушения манжеты, как это имеет место при ее выполнении из резины и других вышеперечисленных традиционных материалов, что увеличивает ресурс работы бурового насоса до 400-500 циклов (резина 200 циклов).
Предлагаемый способ позволяет значительно упростить конструктивное исполнение металлического сердечника поршня и сократить время вулканизации с 1 часа при использовании резины до 3 минут, что значительно удешевляет стоимость изделия за счет снижения энергозатрат на вулканизацию.
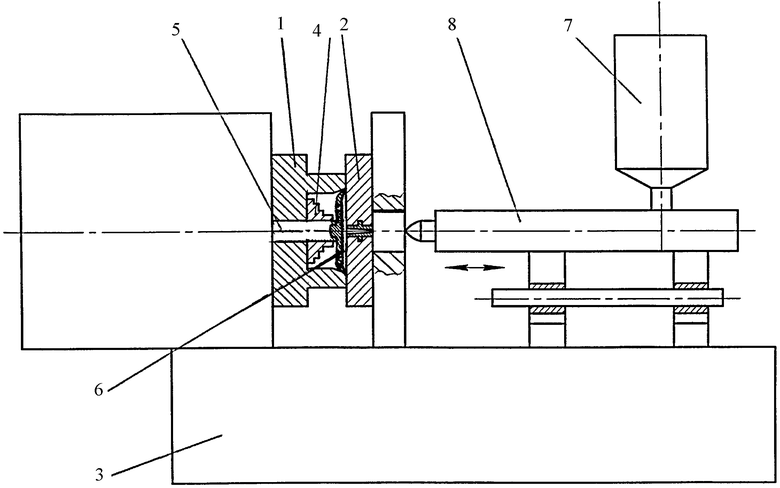
Технологическая схема изготовления поршней буровых насосов представлена на чертеже.
Способ изготовления поршней для буровых насосов реализуют следующим образом.
В разъемную пресс-форму 1 и 2 термопласт автомата 3 марки Elastolann (произ-во Elastogran gruppe BASF) или термопласт автомата марки Desmopan (производство Bayer Polymers) помещают предварительно изготовленный металлический сердечник 4 поршня с элементами фиксации упругого материала на сердечнике 4, выполненными в виде ступенчатой наружной поверхности. Сердечник 4 фиксируют в пресс-форме 1 и 2 посредством держателя 5, состоящего из двух частей, одна из которых обеспечивает соосное расположение сердечника 4 относительно пресс-формы 1, а другая - относительно пресс-формы 2 и выполнена с отверстиями 6 для перетекания упругого материала. Наружную поверхность сердечника 4 поршня предварительно обезжиривают, покрывают адгезионным клеем и подсушивают. Затем сырье термопластичного полиуретана на основе простых и сложных полиэфиров (марки Elastollan S 85А производство фирмы Elastogran (Германия) загружают из бункера 7 в инжекционный цилиндр 8 термопласт автомата, где оно предварительно подогревается до пластичного состояния и в виде «густой однородной массы» подается в полость пресс-формы 1 и 2, заполняя пустоту между сердечником 4 и внутренней поверхностью пресс-формы 1 и 2. Термопластичный полиуретан подают в камеру пресс-формы 1 и 2, предварительно прогретую до температуры 170-260°С, формование осуществляют в течение 1-5 минут, после чего производят охлаждение пресс-формы 1 и 2 в течение 2-15 минут. После охлаждения пресс-форму 1 и 2 раскрывают и производят выемку из нее готового изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ДВУСТОРОННИХ ПОРШНЕЙ | 2011 |
|
RU2484957C1 |
| ПОРШЕНЬ | 1991 |
|
RU2030660C1 |
| ПОРШЕНЬ БУРОВОГО НАСОСА | 1996 |
|
RU2109189C1 |
| ПОРШЕНЬ БУРОВОГО НАСОСА | 2002 |
|
RU2230936C2 |
| Способ изготовления сферообразных двухслойных изделий из полиуретана | 2015 |
|
RU2628392C2 |
| Комбинированное уплотнительное устройство | 2024 |
|
RU2834978C1 |
| ТЕРМОПЛАСТИЧНАЯ ЭЛАСТОМЕРНАЯ КОМПОЗИЦИЯ | 2009 |
|
RU2434032C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАМКНУТОГО ПОЛОГО ИЗДЕЛИЯ ИЗ ПОЛИУРЕТАНОВОГО ЭЛАСТОМЕРА И ЛИТЕЙНАЯ РАЗБОРНАЯ ФОРМА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2012 |
|
RU2515880C2 |
| ШТАНГА НАСОСНАЯ С ПОЛИУРЕТАНОВЫМ ПОКРЫТИЕМ И СПОСОБ ЕГО НАНЕСЕНИЯ | 2009 |
|
RU2407945C1 |
| УПЛОТНЕНИЕ СБОРНОГО ПОРШНЯ | 1992 |
|
RU2005935C1 |
Изобретение относится к нефтепромысловой технике, в частности к способам изготовления поршней для буровых насосов, используемых в буровых установках при перекачивании абразивосодержащих жидкостей, главным образом при повышенных давлениях и температурах. Техническим результатом заявленного изобретения является повышение ресурса работы поршней за счет повышения физико-механических показателей поршня, а также упрощение технологии изготовления и уменьшение временных и энергозатрат. Технический результат достигается способом изготовления поршней для буровых насосов. Способ заключается в размещении в разъемной пресс-форме предварительно изготовленного металлического сердечника поршня с элементами фиксации упругого материала на сердечнике. Поверхность сердечника предварительно обезжиривают, покрывают адгезионным клеем и подсушивают. Затем подают в пресс-форму упругий материал для формования, формуют, охлаждают и вынимают готовое изделие. При этом в качестве упругого материала используют термопластичный полиуретан на основе простых и сложных полиэфиров, который в виде «густой однородной массы» подают в пресс-форму. Пресс-форму предварительно прогревают до температуры 170-260°С и осуществляют формование в течение 1-5 минут, после чего производят охлаждение пресс-формы в течение 2-15 минут. 1 ил.
Способ изготовления поршней для буровых насосов, заключающийся в размещении в разъемной пресс-форме предварительно изготовленного металлического сердечника поршня с элементами фиксации упругого материала на сердечнике, поверхность которого предварительно обезжиривают, покрывают адгезионным клеем и подсушивают, подаче в пресс-форму упругого материала для формования, формовании, охлаждении и выемке готового изделия, отличающийся тем, что в качестве упругого материала используют термопластичный полиуретан на основе простых и сложных полиэфиров, который в виде «густой однородной массы» подают в пресс-форму, предварительно прогретую до температуры 170-260°С, и осуществляют формование в течение 1-5 мин, после чего производят охлаждение пресс-формы в течение 2-15 мин.
| ПОРШЕНЬ | 1991 |
|
RU2030660C1 |
| JP 2003080555 A, 19.03.2003 | |||
| Способ получения металлополимерных изделий | 1988 |
|
SU1682363A1 |
| Способ получения металлополимерных изделий | 1988 |
|
SU1597277A1 |
| Станок портального типа | 1979 |
|
SU1113216A1 |

