Изобретение относится к газовой, нефтяной и химической промышленностям, к области изготовления изделий из литьевого полиуретана и может быть использовано для производства сферообразных изделий из полиуретана, таких как шаровые поршни для трубопоршневых поверочных установок, обеспечивающие повторяющиеся вытеснения известного объема измеряемой среды из калиброванного участка трубопоршневой поверочной установки; а также заявленным способом возможно изготовление сферообразных разделителей сред для последовательной перекачки нефтепродуктов по трубопроводу, позволяющих разделять разнородные жидкости или жидкости с газом при последовательной их перекачке по одному трубопроводу.
Известен патент РФ на изобретение RU 2247026 С1, МПК В29С 39/12, F16K 15/00, B29D 31/00, В29К 105/06, В29L 31/26, приоритет с 14.05.2003, «Способ изготовления уплотнительной манжеты» из эластомера с наполнителем большей или меньшей, чем у эластомера, плотности и неравномерным его распределением по сечению манжеты, включающий подготовку смеси, состоящей из компонентов эластомера и наполнителя, перемешивание смеси с последующей заливкой ее в форму для манжеты, имеющей рабочую кромку, при этом в случае изготовления манжеты с наполнителем большей плотности форму располагают рабочей кромкой в нижней ее части, а при изготовлении манжеты с наполнителем меньшей плотности - в верхней ее части, причем перед заливкой смеси дают выдержку в течение заданного промежутка времени.
Известен патент РФ на изобретение RU 2484341 С1, МПК F16K 15/00, В29С 39/00, приоритет с 17.05.2012, «Способ изготовления уплотнительной манжеты из полиуретана», заключающийся в подготовке жидкой смеси полиуретана, заливке смеси в верхнюю часть формы через входное отверстие, формировании манжеты за счет заполнения формы и смыкания потоков смеси с получением сплошной рабочей кромки манжеты в нижней части формы путем введения дополнительного количества жидкой смеси, последующем термостатировании в печи и получении готового изделия, при этом введение дополнительного количества жидкой смеси осуществляют через выходное отверстие непосредственно в зону смыкания потоков смеси в объеме, составляющем не менее чем 0,05% от объема формы.
Известен патент РФ на изобретение RU 2210499 С2, МПК В29С 39/02, В29С 71/02, приоритет с 21.03.2001, «Способ изготовления деталей из литьевого полиуретана», включающий смешение и сушку компонентов, смещение с диизоционатом, заливку жидкого полиуретана в формы, отверждение горячим воздухом, механическую обработку, после которой проводят термообработку деталей при 105-135°С в течение 0,5-2 ч.
Известна заявка PCT/JP2012/053798, МПК В29С 39/10, приоритет с 28.02.2011, «Устройство трансферного формования полимеров (RTM), способ трансферного формования полимеров и полуфабрикат формованного изделия», содержащее формовочную матрицу, внутри которой сформирована полость, линия инжекции полимера и линия откачки, которые соединены с указанной полостью, причем указанное устройство выполнено с возможностью помещения армированного волокном материала основы внутрь полости, снижения давления внутри полости и инжекции полимерной композиции внутри полости для пропитки армированного волокном материала основы и формирования формованного изделия.
Известна заявка PCT/JP2014/080296, МПК В29С 44/00, В29К 105/04, В29К 25/00, приоритет с 03.02.2014 «Форма для смолы и способ получения вспененной смолы для литья под давлением», причем пресс-форма для формования вспененной смолы имеет силиконовый резиновый слой, используемый в качестве изолирующего материала, а основной корпус пресс-формы выполнен из алюминиевого материала.
Известен патент РФ на изобретение RU 2515880 С2, МПК В29С 39/10, В29С 39/38, В29С 39/54, приоритет с 12.07.2012, «Способ изготовления замкнутого полого изделия из полиуретанового эластомера и литейная разборная форма для осуществления способа», при этом способ включает в себя подачу расплава полиуретанового эластомера в литейную форму для формирования полого изделия, термостатирование и охлаждение, причем расплав подают на замкнутую герметичную оболочку из термопластичной полиуретановой пленки, надутую газом, которая становится частью изготовленного изделия и не требует извлечения.
Известна заявка PCT/GB 2012/000029, МПК В29С 39/12, приоритет с 13.01.2011, «Способ получения формованного пластичного материала», имеющий наружную оболочку и внутренний сердечник. Применяется для изготовления конструкционных материалов, включает в себя этапы: обеспечение формы, имеющей полость пресс-формы; наружную оболочку из первого пластичного материала, по меньшей мере, в двух противоположных поверхностях внутри полости пресс-формы; формируют внутреннюю сердцевину из второй пластмассы внутри полости пресс-формы; и, по крайней мере, частичное отверждение пластмассы, чтобы сформировать внутренние полости пресс-формы с помощью применения тепла. Данный способ является наиболее близким к заявленному изобретению и может быть прототипом.
Вышеуказанные технические решения дают возможность получения изделий из различных полимеров, заданных форм и свойств. Однако не позволяют изготавливать сферообразные двухслойные изделия из полиуретана.
Технический результат заявленного изобретения состоит в создании способа изготовления сферообразных двухслойных изделий из полиуретана по заданным техническим характеристикам: габариты, шероховатость, наличие клапанов, объем внутренней полости, толщина стенки сферы, материал изделия.
Технический результат способа изготовления сферообразных двухслойных изделий из полиуретана достигается тем, что в стальную литьевую форму для внутренней полусферы, состоящую из основания, на которое устанавливают сердечник, который формирует внутреннюю поверхность внутренней полусферы, и корпус, который формирует внешнюю поверхность внутренней полусферы, при этом в сердечник стальной литьевой формы устанавливают, по меньшей мере, один закладной клапан для внутренней полусферы, которые включает в себя клапан Шредера, выполненный из коррозийно-стойкой стали, при этом закладной клапан закрепляют при помощи пальцев и планки на корпусе литьевой формы для внутренней полусферы; а наружную поверхность закладного клапана обезжиривают и покрывают адгезивом и методом свободного литья в специальное отверстие стальной литьевой формы внутренней полусферы заливают полиуретановый материал и изготавливают внутреннюю полусферу и таким же образом изготавливают вторую внутреннюю полусферу, которые затем деполимеризируют при заданной температура в течение заданного времени, после чего готовое изделие достают из литейной формы, шлифуют до заданной шероховатости и склеивают в единую внутреннюю сферу, при этом линию склеивания зачищают механическим методом, нагревают до заданной температуры, обезжиривают с последующим нанесением на линию склеивания полиуретана основного материала внутренних полусфер, далее внутренние полусферы стыкуют по линии склеивания, деполимеризируют при заданной температуре в течение заданного времени и окончательно зачищают по линии склеивания. Далее для получения сферообразного двухслойного изделия внутреннюю сферу устанавливают в стальную литьевую форму, которая состоит из корпуса и основания, причем внутреннюю сферу фиксируют в стальной литьевой форме при помощи осей: верхней и нижней, центратора и планки, после чего методом свободного литья через отверстия в центраторе заливают полиуретан в стальную литьевую форму, далее сферообразное двухслойное изделие деполимеризируют при заданной температуре в течение заданного времени, после чего готовое изделие достают из стальной литейной формы и зачищают до заданной шероховатости.
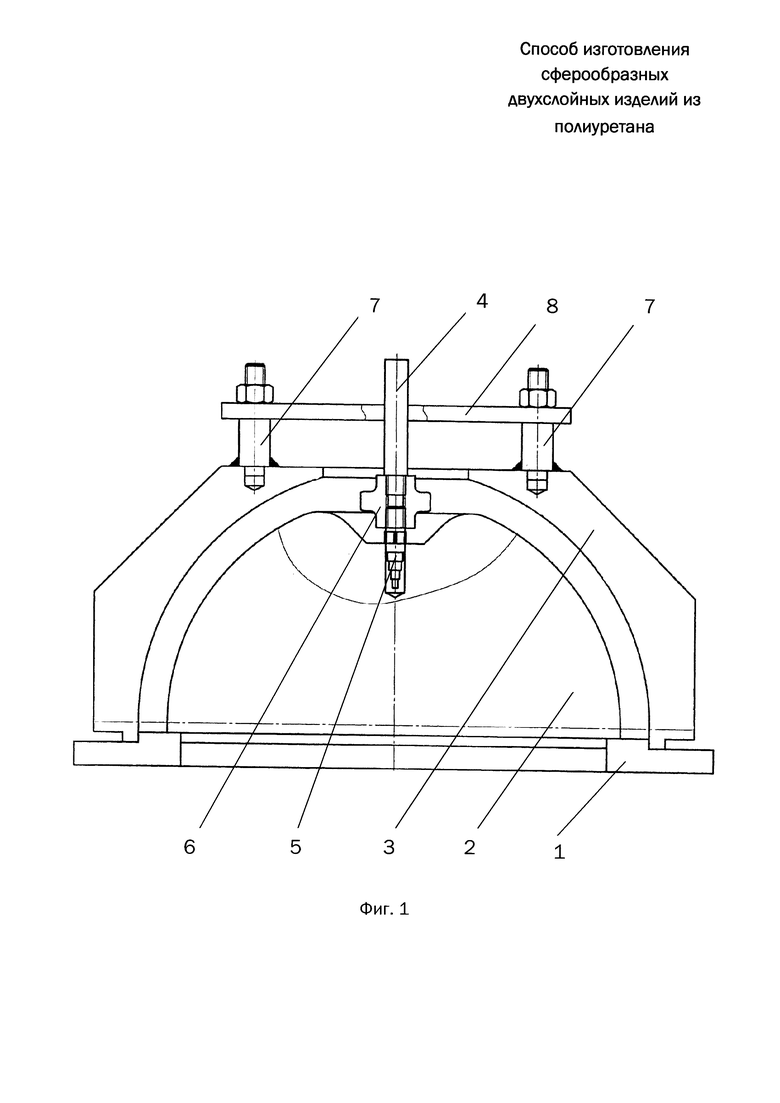
На фиг. 1 изображена стальная литьевая форма для отливки внутренней полусферы.
На фиг. 1 приняты следующие обозначения:
1. Основание;
2. Сердечник;
3. Корпус;
4. Палец;
5. Клапан Шредера;
6. Закладной клапан;
7. Палец;
8. Планка.
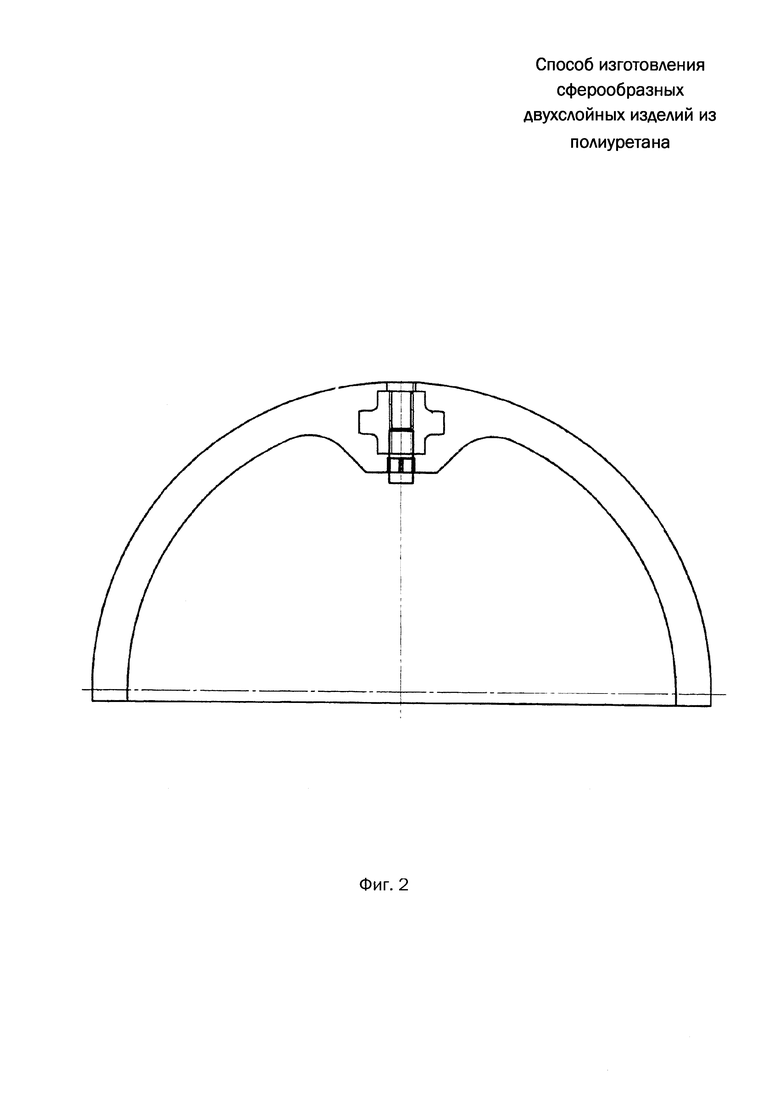
На фиг. 2 изображена внутренняя полусфера.
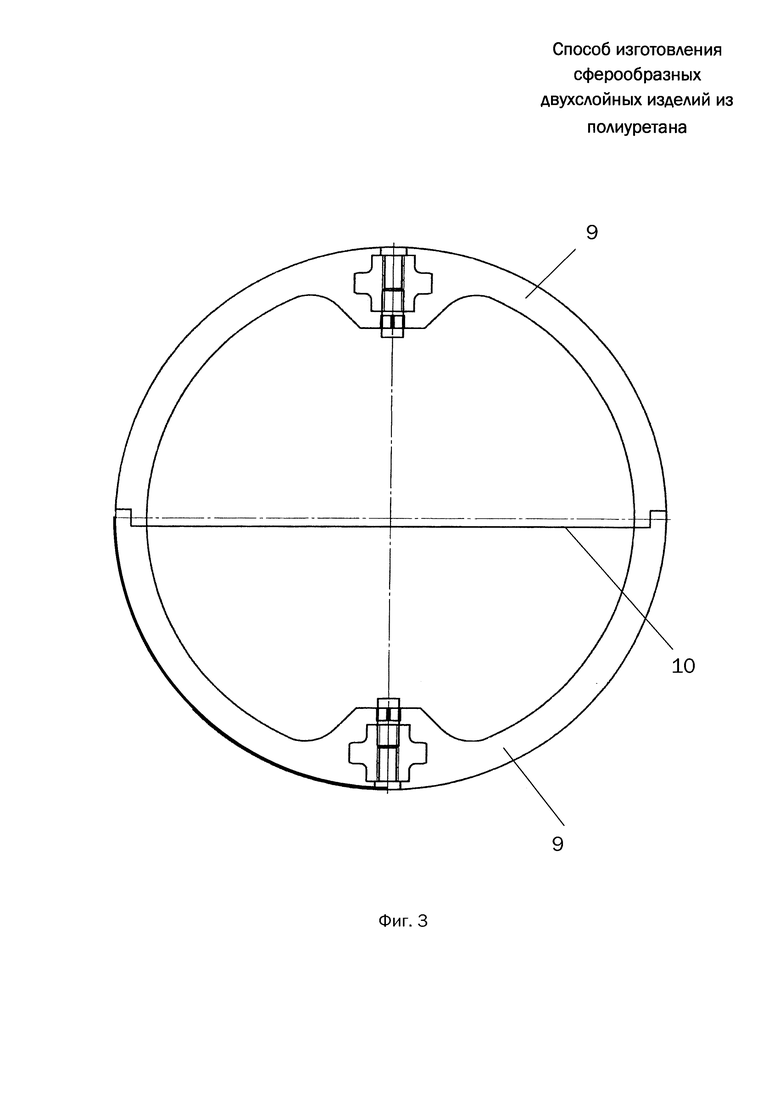
На фиг. 3 изображена внутренняя сфера после склеивания.
На фиг. 3 приняты следующие обозначения:
9. Внутренняя полусфера;
10. Линия склеивания.
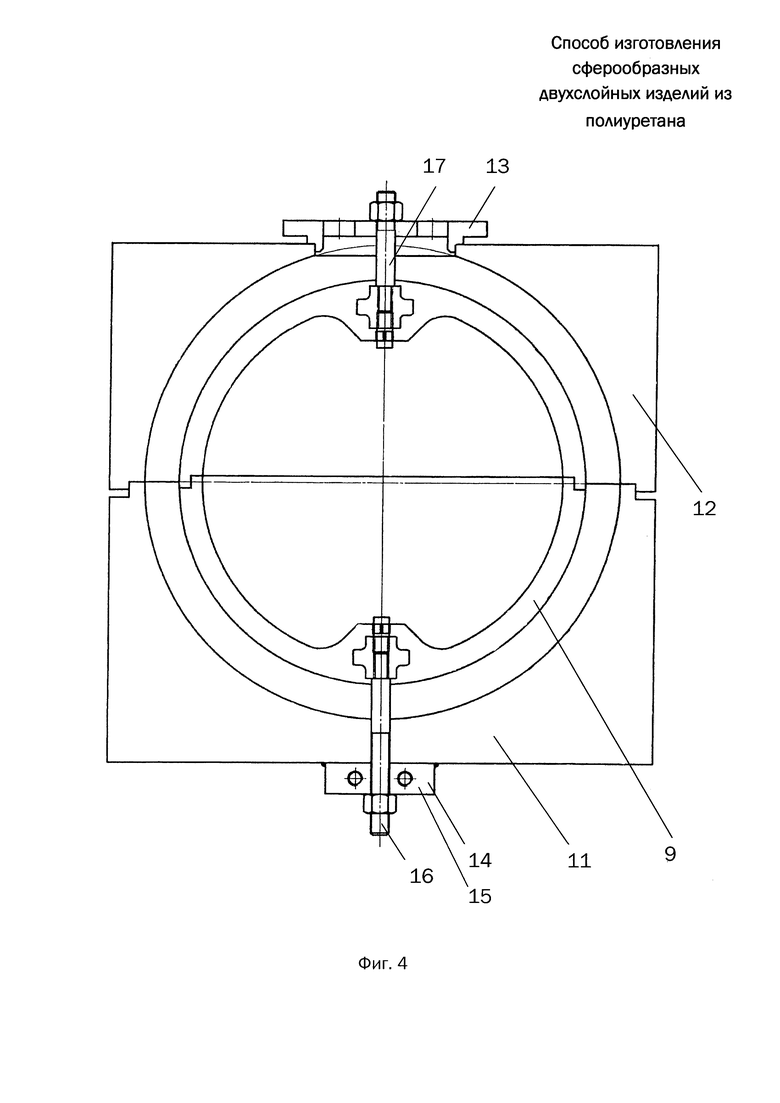
На фиг. 4 изображена стальная литьевая форма для отливки сферообразного двухслойного изделия.
На фиг. 4 приняты следующие обозначении:
11. Основание;
12. Корпус;
13. Центратор;
14. Планка;
15. Прижимная планка;
16. Ось нижняя;
17. Ось верхняя;
9. Внутренняя сфера.
Способ изготовления сферообразных двухслойных изделий из полиуретана состоит в том, что в стальную литьевую форму для внутренней полусферы (фиг. 1), состоящую из основания 1 (фиг. 1), на которое устанавливают сердечник 2 (фиг. 1), который формирует внутреннюю поверхность внутренней полусферы (фиг. 2), и корпус 3 (фиг. 1), который формирует внешнюю поверхность внутренней полусферы (фиг. 2), при этом в сердечник 2 (фиг. 1) стальной литьевой формы устанавливают, по меньшей мере, один закладной клапан 6 (фиг. 1) для внутренней полусферы, который включает в себя клапан Шредера 5 (фиг. 1), выполненный из коррозийно-стойкой стали, при этом закладной клапан 6 (фиг. 1) закрепляют при помощи пальцев 4 и 7 (фиг. 1) и планки 8 (фиг. 1) на корпусе стальной литьевой формы для внутренней полусферы (фиг. 1); а наружную поверхность закладного клапана 6 (фиг. 1) обезжиривают и покрывают адгезивом и методом свободного литья в специальное отверстие стальной литьевой формы внутренней сферы (фиг. 1) заливают полиуретановый материал и изготавливают внутреннюю полусферу (фиг. 1) и таким же образом изготавливают вторую внутреннюю полусферу (фиг. 2), которые деполимеризируют при заданной температура в течение заданного времени, после чего готовые внутренние полусферы (фиг. 2) достают из стальной литейной формы для внутренней полусферы (фиг. 1) и шлифуют до заданной шероховатости, склеивают в единую внутреннюю сферу (фиг. 3), при этом линию склеивания 10 (фиг. 3) зачищают механическим методом, нагревают до заданной температуры, обезжиривают с последующим нанесением на линию склеивания 10 (фиг. 3) полиуретана основного материала внутренних полусфер, далее внутренние полусферы стыкуют по линии склеивания, деполимеризируют при заданной температуре в течение заданного времени и окончательно зачищают по линии склеивания. Далее для получения сферообразного двухслойного изделия внутреннюю сферу (фиг. 2) устанавливают в стальную литьевую форму (фиг. 4), которая состоит из корпуса 12 (фиг. 4) и основания 11 (фиг. 4), причем внутреннюю сферу (фиг. 3) фиксируют в стальной литьевой форме (фиг. 4) при помощи осей 16 и 17 (фиг. 4), центратора 13 (фиг. 4) и планки 14 (фиг. 4), после чего методом свободного литья через отверстия в центраторе 13 (фиг. 4) заливают полиуретан в стальную литьевую форму (фиг .4), далее сферообразное двухслойное изделие деполимеризируют при заданной температуре в течение заданного времени, после чего готовое изделие достают из стальной литейной формы и зачищают до заданной шероховатости.
Способ изготовления сферообразных двухслойных изделий из полиуретана подходит для изготовления шаровых поршней для трубопоршневых поверочных установок, обеспечивающих повторяющиеся вытеснения известного объема измеряемой среды из калиброванного участка трубопоршневой поверочной установки; а также заявленным способом возможно изготовление сферообразных разделителей сред для последовательной перекачки нефтепродуктов по трубопроводу, позволяющих разделять разнородные жидкости или жидкости с газом при последовательной их перекачке по одному трубопроводу. Заявленный способ позволяет изготавливать сферообразные двухслойные изделия по заданным техническим характеристикам: габариты, шероховатость, наличие клапанов, объем внутренней полости, толщина стенки сферы, материал изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Мобильная система измерения количества и показателей качества нефти и нефтепродуктов | 2024 |
|
RU2836140C1 |
| Устройство искрозащиты | 2019 |
|
RU2713881C1 |
| СИСТЕМА ДЛЯ ГЕРМЕТИЗАЦИИ ТРУБОПРОВОДА С УСТАНОВКОЙ И ВЫЕМКОЙ ЧЕРЕЗ ТРУБОПРОВОДНУЮ АРМАТУРУ | 2023 |
|
RU2817041C1 |
| Способ приварки ремонтной конструкции к трубопроводу | 2018 |
|
RU2674826C1 |
| ДВУДЕЧНАЯ ПЛАВАЮЩАЯ КРЫША ВЕРТИКАЛЬНОГО СТАЛЬНОГО РЕЗЕРВУАРА ДЛЯ НЕФТИ И НЕФТЕПРОДУКТОВ | 2015 |
|
RU2620243C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ ДЕКОРАТИВНЫХ ИЗДЕЛИЙ (ВАРИАНТЫ) | 2009 |
|
RU2412063C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 2008 |
|
RU2377261C1 |
| КОМБИНИРОВАННЫЙ ТЮБИНГ ТОННЕЛЬНОЙ ОБДЕЛКИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2107166C1 |
| УСТРОЙСТВО ДЛЯ РЕМОНТА СТЕНКИ ВЕРТИКАЛЬНОГО СТАЛЬНОГО РЕЗЕРВУАРА, ИЗГОТОВЛЕННОГО МЕТОДОМ РУЛОНИРОВАНИЯ | 2015 |
|
RU2584709C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2020 |
|
RU2750379C1 |
Изобретение относится к способу изготовления сферообразных двухслойных изделий из полиуретана. Техническим результатом является изготовление изделий из полиуретана с заданными техническими характеристиками. Технический результат достигается способом изготовления сферообразных двухслойных изделий из полиуретана, в котором обеспечивают стальную литьевую форму для внутренней полусферы, состоящую из основания, на которое устанавливают сердечник, который формирует внутреннюю поверхность внутренней полусферы, и корпуса, который формирует внешнюю поверхность внутренней полусферы. При этом в сердечник стальной литьевой формы устанавливают закладной клапан для внутренней полусферы, который включает в себя клапан Шредера, выполненный из коррозийно-стойкой стали. Причем закладной клапан закрепляют при помощи пальцев и планки на корпусе литьевой формы для внутренней полусферы, а наружную поверхность закладного клапана обезжиривают и покрывают адгезивом. Затем методом свободного литья в специальное отверстие стальной литьевой формы внутренней полусферы заливают полиуретановый материал и изготавливают внутреннюю полусферу. Таким же образом изготавливают вторую внутреннюю полусферу, после чего готовое изделие достают из литейной формы и шлифуют до заданной шероховатости, склеивают в единую внутреннюю сферу. При этом линию склеивания зачищают механическим методом, нагревают до заданной температуры, обезжиривают с последующим нанесением на линию склеивания полиуретана основного материала внутренних полусфер. Далее внутренние полусферы стыкуют по линии склеивания и окончательно зачищают по линии склеивания. Затем для получения сферообразного двухслойного изделия внутреннюю сферу устанавливают в стальную литьевую форму, которая состоит из корпуса и основания, причем внутреннюю сферу фиксируют в стальной литьевой форме при помощи осей: верхней и нижней, центратора и планки. После чего методом свободного литья через отверстия в центраторе заливают полиуретан в стальную литьевую форму, затем готовое изделие достают из стальной литейной формы и зачищают до заданной шероховатости. 4 ил.
Способ изготовления сферообразных двухслойных изделий из полиуретана, в котором обеспечивают стальную литьевую форму для внутренней полусферы, состоящую из основания, на которое устанавливают сердечник, который формирует внутреннюю поверхность внутренней полусферы, и корпуса, который формирует внешнюю поверхность внутренней полусферы, при этом в сердечник стальной литьевой формы устанавливают, по меньшей мере, один закладной клапан для внутренней полусферы, который включает в себя клапан Шредера, выполненный из коррозийно-стойкой стали, при этом закладной клапан закрепляют при помощи пальцев и планки на корпусе литьевой формы для внутренней полусферы, а наружную поверхность закладного клапана обезжиривают и покрывают адгезивом, затем методом свободного литья в отверстие стальной литьевой формы внутренней полусферы заливают полиуретановый материал и изготавливают внутреннюю полусферу и таким же образом изготавливают вторую внутреннюю полусферу, после чего готовое изделие достают из литейной формы и шлифуют до заданной шероховатости, склеивают в единую внутреннюю сферу, при этом линию склеивания зачищают механическим методом, нагревают до заданной температуры, обезжиривают с последующим нанесением на линию склеивания полиуретана основного материала внутренних полусфер, далее внутренние полусферы стыкуют по линии склеивания и окончательно зачищают по линии склеивания, далее для получения сферообразного двухслойного изделия внутреннюю сферу устанавливают в стальную литьевую форму, которая состоит из корпуса и основания, причем внутреннюю сферу фиксируют в стальной литьевой форме при помощи осей: верхней и нижней, центратора и планки, после чего методом свободного литья через отверстия в центраторе заливают полиуретан в стальную литьевую форму, после чего готовое изделие достают из стальной литейной формы и зачищают до заданной шероховатости.
| WO 2012095635 A1, 19.07.2012 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАМКНУТОГО ПОЛОГО ИЗДЕЛИЯ ИЗ ПОЛИУРЕТАНОВОГО ЭЛАСТОМЕРА И ЛИТЕЙНАЯ РАЗБОРНАЯ ФОРМА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2012 |
|
RU2515880C2 |
| WO 2015114911 A1, 06.08.2015 | |||
| WO 2012117869 A1, 07.09.2012 | |||
| CN 103009650 A, 03.04.2013 | |||
| US 4880233 A, 14.11.1989 | |||
| Форма для изготовления шаровых полимерных изделий с арматурой | 1989 |
|
SU1703486A1 |

