ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к трубчатой упаковке, предназначенной, например, для зубной пасты, косметических или пищевых продуктов. Более конкретно, настоящее изобретение относится к тюбикам овального сечения, получаемым методом свертывания и сваривания прокатанного материала.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
На сегодняшний день известно несколько способов изготовления гибких, или "катаных" тюбиков. В качестве примера можно привести патент US 4123312.
Обычно катаные тюбики изготавливаются методом сборки предварительно изготовленных составляющих, включающих следующие элементы: юбку, головку и крышку.
Головка имеет в основном форму полого усеченного конуса, на котором расположен цилиндр, образующий узкое горлышко, наружная сторона которого может иметь резьбу для завинчивания крышки. В другом варианте наружная сторона узкого горлышка не имеет резьбы, при этом крышка прикрепляется простым надавливанием. Обычно головка и крышка являются пластмассовыми деталями, изготовленными методами литья или прессования.
В сформированном виде юбка имеет по существу трубчатую форму. Она изготавливается из рулонов однослойного или многослойного катаного материала, с алюминиевой фольгой или без нее, имеющего или не имеющего печатного оформления.
Существующий способ изготовления катаных тюбиков включает в себя следующие этапы:
- катаный материал из рулона свертывают и сваривают вокруг оправки круглого
сечения, формируя бесконечную цилиндрическую трубу, затем цилиндр разрезают на юбки определенной длины;
- головки и крышки автоматически загружаются в устройство;
- головки приваривают к юбкам;
- крышки прикрепляют к головкам.
Также существуют способы, при которых один или несколько элементов изготавливаются при сборке.
Преимущество изготовления катаных тюбиков методом сборки предварительно изготовленных составляющих состоит в том, что можно отобрать и исключить составляющие, не удовлетворяющие критериям качества, до начала сборки. Таким образом, этот способ изготовления катаных тюбиков позволяет получить тюбики лучшего качества при высокой производительности.
Большая часть головок катаных тюбиков, известных из уровня техники, имеет круглое сечение.
Однако катаные тюбики, известные из уровня техники, имеют некоторые недостатки. Например, при их размещении в торговых точках поверхность юбки, видимая потребителю, то есть поверхность, которую можно видеть, не поворачивая тюбик, относительно мала.
В следующих патентных документах описаны тюбики некруглого сечения: FR 2856981 A, FR 2224364 A, US 2004/0016279 A, DE 1143630 В и FR 2702738 А.
Эти прототипы относятся, однако, к тюбикам, в которых на юбке имеется продольный сварной шов, расположенный на главной поверхности тюбика, то есть на поверхности, соответствующей зоне максимального радиуса кривизны овального сечения. В особенности см. FR 2856981 А и FR 2702738 А.
В этих случаях использование в торговых целях (информация для потребителя) одной из главных поверхностей тюбика затруднено присутствием продольного сварного шва.
Следовательно, имеется необходимость в решении указанной проблемы посредством предложения главных поверхностей тюбиков без сварного шва.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Задачей настоящего изобретения является устранение указанного недостатка. Для решения этой задачи настоящее изобретение предлагает гибкую упаковку, имеющую по существу трубчатую форму и предназначенную для полужидких или пастообразных продуктов, выдавливаемых пальцами, причем указанная упаковка содержит юбку, головку и, возможно, крышку; юбка формируется из свернутого листа и содержит продольный сварной шов, образованный перекрытием ее кромок; головка закрепляется по окружности одного из краев юбки и формирует овальное сечение на уровне зоны соединения с юбкой; указанная упаковка отличается тем, что конец продольного сварного шва, соприкасающийся с головкой, расположен в месте или вблизи от места, где указанное овальное сечение имеет минимальный радиус кривизны.
Также настоящее изобретение предлагает способ изготовления указанной упаковки и устройство, позволяющее его осуществить.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Изобретение можно лучше понять на примере описанного далее катаного тюбика, имеющего головку овального сечения, т.е. сечения, имеющего форму замкнутой кривой с двумя неравными диаметрами.
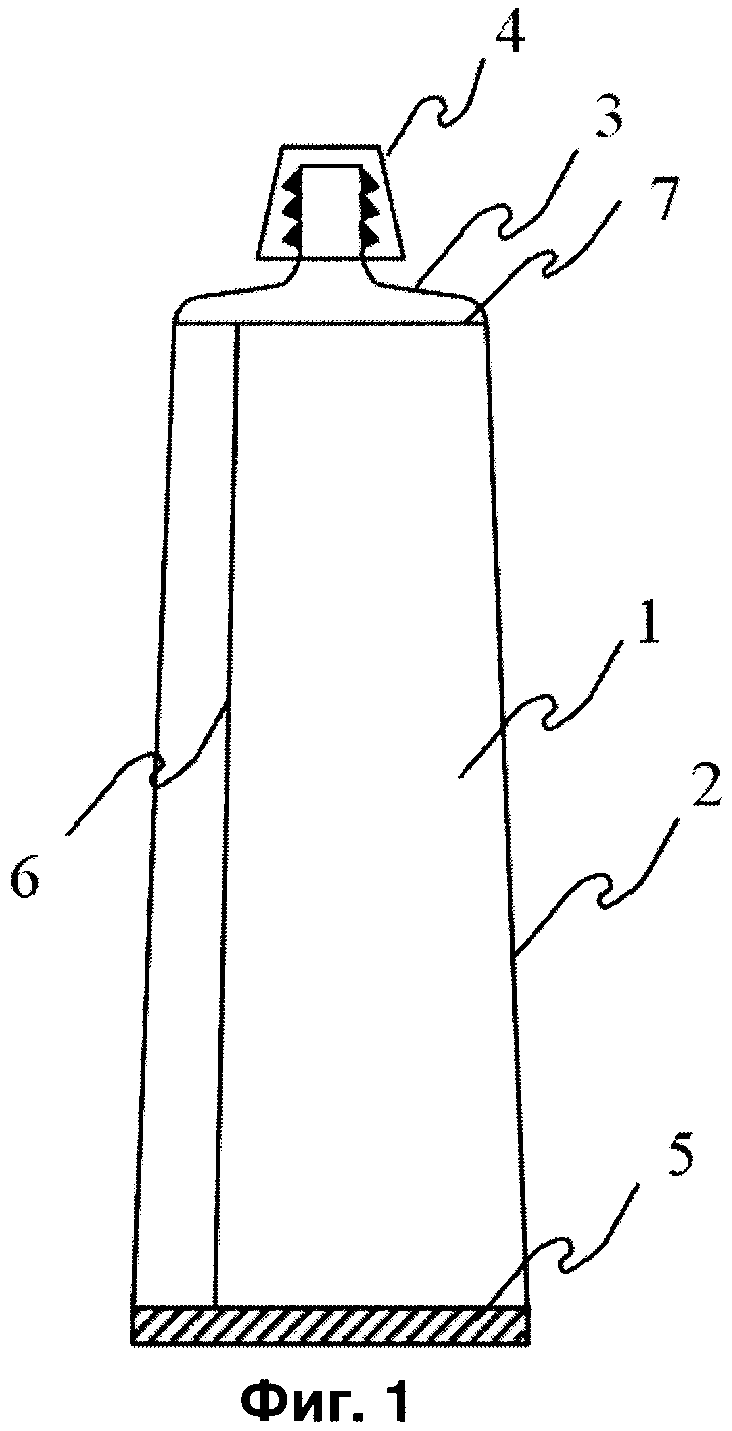
На Фиг.1 представлен тюбик согласно изобретению.
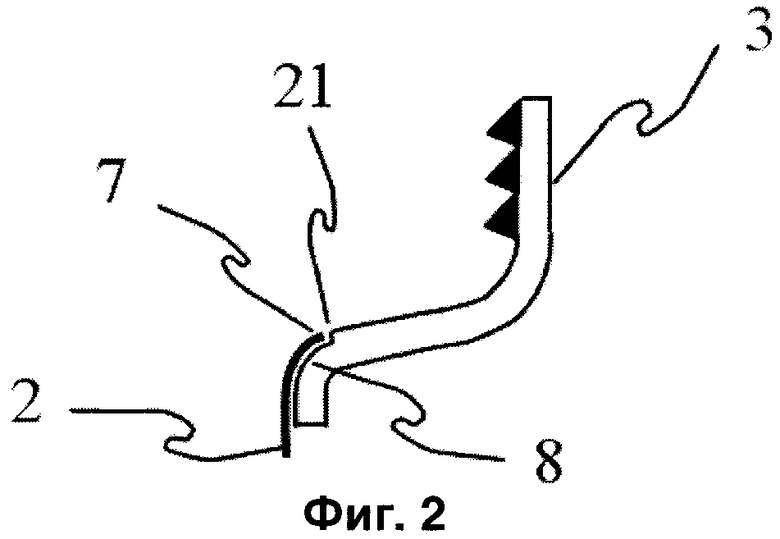
На Фиг.2 представлен детальный чертеж зоны сварки между юбкой и головкой тюбика.
На Фиг.3а представлен вид в плоскости, перпендикулярной оси юбки, зоны сварки между юбкой и головкой тюбика.
На Фиг.3b представлен детальный чертеж зоны перекрытия катаного материала, образующего юбку.
На Фиг.4 представлено 1-е устройство в соответствии с изобретением для формовки и переноса юбки на овальную оправку.
На Фиг.5 представлен разрез по оси А-А 1-го устройства в соответствии с изобретением по Фиг.4.
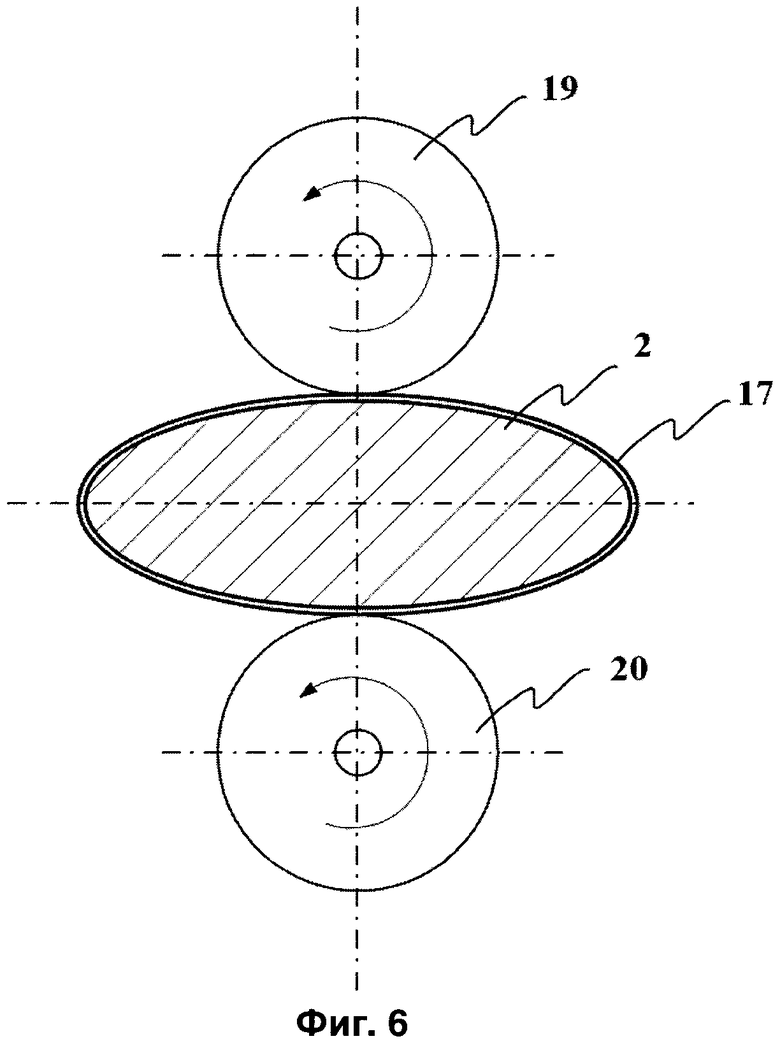
На Фиг.6 представлено 2-е устройство в соответствии с изобретением для ориентации юбки на овальной оправке.
СВЕДЕНИЯ, ПОДТВЕРЖДАЮЩИЕ ВОЗМОЖНОСТЬ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Катаный тюбик, представленный на Фиг.1, состоит из юбки 2, головки 3 и крышки 4; плоская укупорка (заделка) 5 формируется на конце тюбика 1, противоположном тому, где находится крышка 4. Юбка 2 содержит продольный сварной шов 6 по всей длине. Юбка 2 приваривается к головке 3 по всему верхнему краю 7.
На Фиг.2 представлен подробный чертеж зоны сварки между юбкой 2 и головкой 3 тюбика. Юбка 2 перекрывает головку 3 в зоне 8, имеющей радиус кривизны R. Эта зона ограничена в верхней части уступом 21, позволяющим установить юбку 2. Из эстетических соображений предпочтительно, чтобы верхний край 7 юбки был расположен в плоскости, перпендикулярной оси цилиндрической юбки. Этого можно добиться, если радиус кривизны этой зоны перекрытия 8 будет иметь постоянное значение по всей окружности головки тюбика, и уступ 21 будет находиться в плоскости, перпендикулярной оси юбки 2.
На Фиг.3а представлен вид края 7 юбки в плоскости, перпендикулярной оси юбки. На фигуре 3а головка упаковки в соответствии с изобретением имеет овальное сечение, имеющее малую полуось а и большую полуось b. Подробный чертеж продольного сварного шва юбки 6 представлен на Фиг.3b. Этот сварной шов состоит из зоны перекрытия, содержащей сваренную часть верхней кромки 9 катаного материала и сваренную часть нижней кромки 10 катаного материала. Кромка 9 верхней части катаного материала ограничивает видимую часть 22 продольного сварного шва.
На Фиг.4 представлен пример части устройства, позволяющего изготавливать катаные овальные тюбики в соответствии с изобретением. Эта часть имеет отношение к особенно важному моменту формирования овальной юбки 2 из круглой юбки 14, а также переноса этой овальной юбки 2 на овальную оправку 17.
Устройство состоит из толкателя 11 юбки, имеющего головку 12 толкателя в виде креста с неравными плечами, вогнутой опоры 13, имеющей приспособления для поддержки юбки в нужном положении (такие как вакуумная система), прокатных валков 15, 16, поворачивающихся по оси, перпендикулярной листу и оправке 17, установленной на опоре 18 оправки.
На Фиг.5 представлен разрез головки 12 толкателя в плоскости А-А. Эта головка 12 толкателя имеет форму креста с неравными плечами, позволяющими им проходить между двумя прокатными валками 15, 16. Плечи этой головки 12 толкателя имеют длину, слегка превышающую длину полуоси сечения головки, таким образом, чтобы обеспечить контакт между этими плечами и краем юбки после формовки.
На Фиг.6 представлен другой пример части устройства, позволяющего формовать овальные катаные тюбики в соответствии с изобретением. Эта часть имеет отношение к особенно важному моменту ориентации юбки 2 на овальной оправке 17. Эта ориентация осуществляется с помощью соответствующих приспособлений, таких как ведущие ролики 19, 20, но также может осуществляться с помощью направляющих роликов или башмаков.
Преимуществом овального катаного тюбика в соответствии с настоящим изобретением является предоставление большой практически плоской поверхности, которая может иметь печатное оформление, делающее упаковку особенно привлекательной для потребителя. Для того чтобы эта привлекательность была еще более очевидной, предпочтительно располагать продольный сварной шов 6 катаного материала в зоне, практически невидимой потребителю. В соответствии с настоящим изобретением представляется, что правильнее всего располагать этот продольный сварной шов в зоне, близкой к зоне минимального радиуса кривизны головки тюбика, а более конкретно на меньшем расстоянии от большой оси овального сечения юбки, чем √2·a/2, где а - малая полуось овального сечения юбки. Из тех же соображений внешней привлекательности в соответствии с настоящим изобретением также особенно рекомендуется располагать перекрытие верхней кромки 9 и нижней кромки 10 катаного материала в зоне продольной сварки 6, так чтобы видимая часть 22 сварного шва была обращена к зоне минимального радиуса кривизны юбки.
Принцип способа и устройства для изготовления овального катаного тюбика в соответствии с изобретением легко объясняются при помощи определения различных этапов изготовления:
a) Катаный материал из рулона свертывают и сваривают, формируя бесконечный прямой круглый цилиндр. Затем этот цилиндр разрезают на юбки определенной длины.
b) Головки овального сечения и крышки автоматически загружаются в оборудование для изготовления катаных тюбиков. Овальные головки размещают на краях оправок 17 овального сечения.
с) Круглые юбки ориентируют под углом по отношению к их оси симметрии, чтобы установить место продольного сварного шва 6.
d) Предварительно ориентированные круглые юбки деформируют в прямой цилиндр овального сечения и помещают на оправки 17 овального сечения с помощью соответствующих приспособлений.
е) На овальных оправках юбки снова ориентируют при помощи соответствующих приспособлений таким образом, чтобы точно установить их по отношению к головкам.
f) Головки соединяют с юбками и приваривают.
g) Крышки привинчивают или зажимают на головках катаных тюбиков.
Способ изготовления овального тюбика (этап d указанного способа) в соответствии с изобретением и с помощью устройства, представленного на Фиг.4 и 5, включает в себя следующие этапы:
- круглую юбку 14 помещают на вогнутую опору 13;
- круглую юбку 14 перемещают в зону формовки с помощью толкателя 11;
- юбку формуют в овальный цилиндр при помощи прокатных валков 15, 16, продолжая перемещать ее с помощью толкателя 11. Прокатные валки 15, 16 имеют вогнутую форму, чтобы формовать юбку по той же овальной форме, что и головка 3 тюбика;
- овальную юбку перемещают на овальную головку 3 и на овальную оправку 17 с помощью толкателя 11.
Для определения положения этого продольного сварного шва по отношению к головке тюбика можно ориентировать угол юбки до ее помещения на овальную оправку, когда юбка еще представляет собой цилиндр круглого сечения. Эта ориентация может осуществляться с помощью средств, хорошо известных специалистам. Но для точной ориентации необходима вторая ориентация после помещения юбки на овальную оправку, поскольку способ переноса и формовки не гарантирует сохранения точной ориентации. Эта ориентация на овальной оправке особенно важна, и в соответствии с настоящим изобретением может осуществляться наилучшим способом, если средства, предназначенные для перемещения юбки, расположены в зоне максимального радиуса кривизны юбки. В действительности, сила трения юбки на оправке уменьшается при максимальном радиусе кривизны.
Другой способ и второе устройство для изготовления овальной катаной трубы согласно настоящему изобретению описан ниже с помощью определения следующих этапов:
h) Катаный материал в рулоне разрезают на листы определенной длины.
i) Эти листы свертывают вокруг первой оправки овального сечения и сваривают, формируя цилиндрические юбки овального сечения.
j) Головки овального сечения и крышки автоматически загружаются в оборудование для изготовления катаных тюбиков. Овальные головки помещают на край второй оправки 17 овального сечения.
k) Овальные юбки переносят с первой оправки на вторую оправку 17 овального сечения с помощью соответствующих приспособлений.
l) На овальных оправках юбки ориентируют таким образом, чтобы точно расположить их по отношению к головкам с помощью соответствующих приспособлений.
m) Головки соединяют с юбками и приваривают.
n) Крышки привинчивают или зажимают на головках катаных тюбиков.




Гибкая упаковка по существу трубчатой формы предназначена для полужидких или пастообразных продуктов, выдавливаемых пальцами. Упаковка содержит юбку, головку и, возможно, крышку. Юбка сформирована из свернутого листа и имеет продольный сварной шов, образованный перекрытием ее кромок. Головка прикреплена по окружности одного из краев юбки и формирует овальное сечение на уровне зоны соединения с юбкой. Конец продольного сварного шва, соприкасающийся с головкой, находится в месте или вблизи от места с минимальным радиусом кривизны овального сечения. Предусмотрены способ изготовления гибкой упаковки и устройство для осуществления этого способа. Изобретение обеспечивает улучшение качества упаковки. 3 н. и 15 з.п. ф-лы, 6 ил.
1. Гибкая упаковка (1) по существу трубчатой формы, предназначенная для полужидких или пастообразных продуктов, выдавливаемых пальцами, причем указанная упаковка содержит юбку (2), головку (3) и, возможно, крышку (4); юбка (2) сформирована из свернутого листа и имеет продольный сварной шов (6), образованный перекрытием ее кромок (9, 10); головка (3) прикреплена по окружности одного из краев (7) юбки и формирует овальное сечение на уровне зоны соединения с юбкой (2); указанная упаковка (1) отличается тем, что конец продольного сварного шва (6), соприкасающийся с головкой, находится в месте или вблизи от места с минимальным радиусом кривизны овального сечения.
2. Упаковка по п.1, отличающаяся тем, что кромка (9) листа, образующая верхнюю часть продольного шва (6), ориентирована к зоне минимального радиуса кривизны юбки (2).
3. Упаковка по п.1 или 2, отличающаяся тем, что юбка (2) содержит плоскую укупорку (5) на конце, противоположном тому концу, где расположена головка (3), и что плоский сварной шов (5) проходит параллельно большой оси (b) овального сечения.
4. Упаковка по п.1 или 2, отличающаяся тем, что зона соединения (7) юбки с головкой расположена в плоскости, перпендикулярной главной оси юбки (2).
5. Упаковка по п.3, отличающаяся тем, что зона соединения (7) юбки с головкой расположена в плоскости, перпендикулярной главной оси юбки (2).
6. Способ изготовления упаковки, как она определена в любом из пп.1-5, включающий следующие этапы:
подготовка юбок (2) вокруг оправки,
загрузка головок (3) на край овальной оправки (17), сечение которой соответствует сечению головок,
прикрепление головок (3) к юбкам (2),
отличающийся тем, что юбки (2) ориентируют под углом относительно их оси таким образом, чтобы расположить продольный сварной шов (6) в месте или вблизи от места с минимальным радиусом кривизны овального сечения.
7. Способ по п.6, включающий в себя следующие последовательные этапы:
подготовка юбок (2) вокруг оправки круглого сечения,
загрузка головок (3) на край овальной оправки (17), сечение которой соответствует сечению головок (3),
деформация и перенос юбок (2) на оправку (17) овального сечения,
прикрепление головок (3) к юбкам (2),
закрепление крышек (4) (при наличии) на головках (3).
8. Способ по п.7, отличающийся тем, что ориентация под углом юбок (2) осуществляется до этапа деформации и переноса.
9. Способ по п.7, отличающийся тем, что ориентация под углом юбок (2) осуществляется, когда они находятся на оправке (17) овального сечения.
10. Способ по любому из пп.7-9, отличающийся тем, что указанная деформация осуществляется методом прохода юбок (2) в зону формовки (15, 16).
11. Способ по п.6, включающий в себя следующие последовательные этапы:
подготовка юбок (2) вокруг оправки овального сечения,
загрузка головок (3) и крышек (4) (при их наличии) на край овальной оправки (17), сечение которой соответствует сечению головок (3),
перемещение юбок (2) к головкам (3),
прикрепление головок (3) к юбкам (2).
12. Способ по п.11, отличающийся тем, что ориентация под углом юбок (2) осуществляется, когда они находятся на оправке (17) овального сечения.
13. Устройство для изготовления упаковки, как она определена в любом из пп.1-5, содержащее:
оправку, формирующую юбку,
приспособления для перемещения юбок по указанной оправке,
приспособления для загрузки головок (3),
приспособления для прикрепления головок (3) к юбкам (2),
причем указанные приспособления для загрузки головок (3) приспособлены для приема головок (3) овального сечения,
отличающееся тем, что оно содержит приспособления (19, 20) для ориентирования юбок (2) под углом перед их прикреплением к головкам (3).
14. Устройство по п.13, отличающееся тем, что оправка, формирующая юбки, имеет круглое сечение, и что имеются приспособления для деформации юбок (2) до их прикрепления к головкам (3).
15. Устройство по п.14, отличающееся тем, что оно содержит, кроме того, оправку (17), сечение которой соответствует сечению головок (3).
16. Устройство по любому из пп.13-15, отличающееся тем, что указанные приспособления (19, 20) для ориентирования юбок (2) под углом расположены в зонах максимального радиуса кривизны юбок.
17. Устройство по п.13, отличающееся тем, что оправка, формирующая юбки (2), имеет овальное сечение.
18. Устройство по п.17, отличающееся тем, что указанные приспособления (19, 20) для ориентирования юбок под углом расположены в зонах максимального радиуса кривизны юбок.
| СПОСОБ | 2015 |
|
RU2702738C2 |
| US 4512832 A, 23.04.1985 | |||
| Электронный импульсный указатель глубины для подъемных машин | 1960 |
|
SU133993A1 |
| ПОВЫШЕНИЕ ОДНОРОДНОСТИ СМЕСЕЙ ПОЛИЭТИЛЕНОВ | 2011 |
|
RU2540073C2 |
| ТЮБИК | 1991 |
|
RU2025421C1 |

