ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к изготовлению гибких контейнеров с применением сварки полимерных пленок. Более конкретно, изобретение относится к изготовлению гибких тюбиков, предназначенных для хранения и подачи жидких или пастообразных продуктов.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Известны гибкие тюбики, состоящие из головки и гибкой юбки, полученной путем сваривания ленты, называемой «ламинат», которая сформирована из нескольких полимерных или металлических слоев. Юбки получают путем разматывания ленты, придания ленте формы трубчатого корпуса, сваривания концов ленты, обычно с формированием небольшого перекрытия, и, наконец, разрезания трубчатого корпуса на сегменты равной длины. Затем головку тюбика приваривают или формуют на конце указанной юбки. Головка тюбика содержит горлышко с отверстием и плечо, соединяющее горлышко с юбкой. Таким образом, тюбик с головкой, направленной вниз, и закупоренным (например, завинчивающимся колпачком) выходным отверстием доставляют на фасовочный автомат для наполнения через оставшийся открытым конец тюбика. После наполнения тюбика конец закрывают путем зажатия и сваривания пленки.
Недостатком фасовки гибких тюбиков с применением сварки является возможная деформация юбки при сваривании. Изготовленные юбки зачастую не являются абсолютно круглыми, как это было бы желательно, а имеют грушевидное или каплеобразное сечение. Эти нарушения круглости обычно затрудняют сборку и наполнение тюбиков. Сборка юбки и головки с применением сварки требует введения головки внутрь юбки, операции тем более сложной, чем значительнее нарушение круглости. При наполнении фасовочный автомат должен ввести сопло через оставшееся открытым отверстие тюбика. Эта операция существенно затрудняется, если сечение тюбика не является круглым.
Круглость юбок оказывает влияние на окончательную геометрию тюбика, и во многих случаях нарушения круглости ухудшают эстетические свойства контейнера. По этой причине желательно получить абсолютно круглые юбки.
Заявка на патент WO 2004/039561 предлагает перед свариванием деформировать ламинат за пределами эластичной зоны. Первый способ, предложенный в заявке на патент WO 2004/039561, состоит в утончении ленты приблизительно на 1% путем каландрирования. При этом необходимо приложить усилия, составляющие от 2,5 до 500 Ньютонов на миллиметр ширины ленты. Если лента содержит более 70 мас.% полимера, предлагается перед каландрированием нагревать ленту до температуры от 75 до 120°C. Второй способ, предложенный в заявке WO 2004/039561, состоит в осуществлении тиснения, представляющего собой создание выступов и углублений, амплитуда между которыми предпочтительно составляет от 1/15 до 3 по отношению к толщине ленты. Эти каландрирование или тиснение позволяют изменить остаточные напряжения в ламинате. Авторы изобретения заявляют, что этот способ выравнивает упругое поведение ленты и, в случае тиснения позволяет повысить жесткость ленты в продольном и поперечном направлениях. Однако способ, предложенный в заявке на патент WO 2004/039561, имеет несколько недостатков. Его трудно применять с печатными лентами и в особенности, когда печать находится на поверхности. В действительности операция каландрирования или тиснения повреждает печать в результате температурных деформаций и трения, вызванных способом.
Другой способ улучшения круглости тюбиков предлагается в заявке на патент Швейцарии СН 695937 А5. Этот способ состоит в осуществлении термической обработки трубчатого корпуса перед его разрезанием на сегменты равной длины. Трубчатый корпус изготавливают в соответствии с предшествующим уровнем техники, причем способ сварки включает в себя в особенности этап формования, на котором ленту оборачивают вокруг сварочного стержня для формирования цилиндрического корпуса; этап нагрева для расплавления концов ленты, подлежащих свариванию; этап приложения давления к концам, подлежащим свариванию; и этап охлаждения зоны сварки. Затем, в соответствии с заявкой СН 695937 А5 предлагается термическая обработка трубчатого корпуса перед его разрезанием на сегменты равной длины. Термическая обработка состоит в сглаживании температуры трубчатого корпуса посредством контакта жидкости с наружной поверхностью тюбика. Устройство для осуществления термической обработки вставляют между сварочным и режущим устройствами. Недостаток способа, предложенного в заявке СН 695937 А5, связан со временем, необходимым для осуществления эффективной термической обработки. Это время тем больше, чем больше толщина ламината; так что предложенный способ представляется непригодным для толстых ламинатов и высоких скоростей производства.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В соответствии с настоящим изобретением предлагается способ сварки, позволяющий путем сваривания ламината получить трубчатые корпуса улучшенной крутости. Этот способ сварки отличается тем, что зону сварки деформируют таким образом, чтобы увеличить ее поверхность.
Способ сварки в соответствии с настоящим изобретением включает в себя следующие этапы:
- формование ламината вокруг сварочного стержня,
- нагрев концов ламината, подлежащих свариванию,
- приложение давления к указанным концам,
- деформирование зоны сварки таким образом, чтобы увеличить ее поверхность,
- охлаждение зоны сварки.
Под «зоной сварки» в контексте настоящего изобретения подразумевается часть ламината, которую нагревают, сжимают и охлаждают при осуществлении способа сварки. Зона сварки не ограничивается частью ламината, формирующей сваренное перекрытие, а составляет часть ламината, подвергающуюся термическому воздействию при сваривании.
Под «ламинатом» подразумевается лист, сформированный из нескольких полимерных или металлических слоев, полученный путем прокатки (ламинирования).
Под деформированием подразумевают изменение формы зоны сварки, приводящее к увеличению поверхности зоны сварки.
Предпочтительно между этапами приложения давления к концам и деформирования зоны сварки концы охлаждают, однако, не доводя до температуры окружающей среды.
В соответствии с предпочтительным вариантом осуществления настоящего изобретения зону сварки вытягивают в продольном направлении, то есть в направлении, параллельном оси тюбика.
В соответствии со вторым вариантом осуществления зону сварки вытягивают поперек, то есть в направлении, перпендикулярном оси тюбика.
Третий вариант осуществления настоящего изобретения состоит в комбинировании продольного и поперечного вытягивания зоны сварки.
Деформирование зоны сварки компенсирует сокращения указанной зоны и ослабляет напряжения, связанные с этими сокращениями. Полученные тюбики имеют высокую крутость.
Вытягивание зоны сварки осуществляют после нагрева концов, подлежащих сварке, и перед охлаждением тюбика до температуры окружающей среды. Предпочтительно деформирование осуществляют перед разрезанием трубчатого корпуса на сегменты равной длины.
Предпочтительно деформирование состоит в увеличении поверхности зоны сварки на величину, соответствующую усадке указанной зоны под действием нагрева и охлаждения. Эта величина зависит от свойств ламината и, в частности, пленок, составляющих ламинат. Для ламината, имеющего значительную усадку в продольном направлении, деформация зоны сварки может достигать от 1 до 2%.
Предпочтительно способ сварки состоит в размягчении комплекта трубчатого корпуса. Предпочтительно трубчатый корпус размягчают при температуре, составляющей от 50 до 95°C, в момент деформирования зоны сварки.
Один из вариантов осуществления настоящего изобретения заключается в последующей обработке сваренного тюбика, причем последующая обработка включает в себя, по меньшей мере, вытягивание зоны сварки.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Лучше понять настоящее изобретение помогут прилагаемые чертежи.
На фиг.1 представлен трубчатый корпус, полученный с использованием сварки термопластичного ламината, сечение которого имеет нарушения круглости.
На фиг.2 представлено устройство для вытягивания зоны сварки в продольном направлении.
На фиг.3 представлено устройство для вытягивания зоны сварки в поперечном направлении.
На фиг.4 представлено сечение тюбика, полученное способом в соответствии с настоящим изобретением.
СВЕДЕНИЯ, ПОДТВЕРЖДАЮЩИЕ ВОЗМОЖНОСТЬ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
На фиг.1 представлено сечение трубчатого корпуса, имеющее нарушения крутости, которые позволяет устранить настоящее изобретение. Нарушения сечения происходят в результате изготовления трубчатого корпуса путем сваривания известными из предшествующего уровня техники способами, такими как описанные в патентных документах WO 2004/039561 и СН 695937 А5, и без осуществления операций до или после сваривания. Трубчатый корпус 1 получают путем сваривания ламината 2, сваренные концы которого формируют перекрытие в зоне 3 сварки. Можно видеть нарушения 4 и 5 крутости, расположенные вблизи зоны 3 сварки и оказывающие воздействие на крутость трубчатого корпуса в целом. Настоящее изобретение также позволяет улучшить крутость трубчатого корпуса, сформированного путем сваривания встык концов ламината.
Замечено, что нарушения 4 и 5 крутости появляются в процессе сваривания и, в частности, при охлаждении зоны сварки. Также замечено, что нарушения сварки появляются в процессе охлаждения и связаны с термической усадкой зоны сварки, причем усадка вызывает напряжения и деформацию круглого сечения.
В соответствии с настоящим изобретением предлагается способ сварки, позволяющий компенсировать усадку зоны сварки и, таким образом, исключить создание напряжений, деформирующих трубчатый корпус. Для этого способ сварки включает в себя, в дополнение к обычным этапам нагрева, сжатия и охлаждения, и вытягивание зоны сварки. Вытягивание зоны сварки предпочтительно осуществляют при охлаждении, когда зона сварки имеет достаточное сопротивление, позволяющее осуществить вытягивание, и до того, как она полностью охладится. Операция вытягивания (удлинения) состоит в вытягивании зоны сварки на величину, соответствующую усадке указанной зоны под действием нагрева и охлаждения. Эта величина зависит от свойств ламината и, в частности, пленок, составляющих ламинат. Для ламината, имеющего значительную усадку в продольном направлении, деформирование зоны сварки может достигать от 1 до 2%.
Одновременно с вытягиванием зоны сварки предпочтительно уменьшить разность температур между зоной сварки и остальной частью трубчатого корпуса. Было обнаружено, что уменьшение разности температур позволяет задержать возникновение напряжений, связанных с усадкой зоны сварки, и, таким образом, позволяет задержать вытягивание зоны сварки. Предпочтительно вытягивать зону сварки, когда температура указанной зоны близка к температуре остальной части трубчатого корпуса. Для изготовления трубчатых корпусов из полиэтилена эта температура составляет от 50 до 95°C и предпочтительно от 60 до 80°C.
Вытягивание зоны сварки осуществляют после нагрева концов, подлежащих свариванию, и до охлаждения тюбика до температуры окружающей среды. Предпочтительно, операцию вытягивания (удлинения) осуществляют перед разрезанием трубчатого корпуса на сегменты равной длины. В соответствии с настоящим изобретением способ непрерывной сварки включает в себя обеспечение (взятие) ламината, свернутого в виде рулона; разматывание ламината; формование ламината вокруг сварочного стержня; нагрев концов ламината, подлежащих свариванию; сжатие друг с другом концов, подлежащих свариванию; по меньшей мере, частичное охлаждение зоны сварки; вытягивание зоны сварки; разрезание трубчатого корпуса на цилиндрические юбки, подлежащие установке на головки тюбиков. Ламинат размягчают во время сваривания, чтобы уменьшить термический градиент между зоной сварки и ламинатом, формирующим несвариваемую часть трубчатого корпуса. Нагрев ламината можно легко осуществить с помощью сварочного стержня, вокруг которого сформирован ламинат. Другой способ размягчения ламината состоит в применении горячего воздуха, подаваемого на наружную или внутреннюю поверхность ламината. Для ламинатов, содержащих алюминиевый слой, нагрев можно осуществлять путем индукции тока в алюминиевом слое (алюминиевой фольге).
В соответствии с первым вариантом осуществления настоящего изобретения предлагается способ сварки, включающий в себя вытягивание зоны сварки в продольном направлении, то есть в направлении, перпендикулярном сечению трубчатого корпуса. Первый пример вытягивания зоны сварки в соответствии со способом, при котором ламинат перемещается с постоянной скоростью на сварочном стержне, состоит в изменении скорости зоны сварки. Это изменение скорости получают, например, с помощью устройства, состоящего из подающих роликов, расположенных на зоне сварки, разница в скорости вращения которых приводит к вытягиванию зоны сварки. Второй пример способа и устройство для вытягивания зоны сварки в продольном направлении представлен на фиг.2. Это устройство, вставленное в сварочный стержень, представлено на разрезе сварочного стержня 6, причем разрез выполнен параллельно оси стержня. Это устройство сформировано из комплекта роликов 7, размещенных снаружи стержня, и роликов 8, размещенных внутри стержня, действующих одновременно для вытягивания зоны 3 сварки. Поскольку вытягивают только зону 3 сварки, ламинат 2, формирующий трубчатый корпус, не деформируется. Вытягивание зоны 3 сварки регулируют с помощью давления, прикладываемого роликами 7, причем указанное давление приводит к изменению протяженности зоны 3 сварки. Количество и диаметр роликов 7 и 8 регулируют в зависимости от ламината и скорости сварки. Ширину роликов 7 и 8 регулируют в зависимости от ширины зоны сварки.
В соответствии со вторым вариантом осуществления настоящего изобретения способ сварки включает в себя вытягивание зоны сварки в поперечном направлении, то есть в направлении, перпендикулярном оси тюбика. Пример устройства для вытягивания зоны сварки в поперечном направлении представлен на фиг.3. Это устройство, вставленное в сварочный стержень, представлено на разрезе сварочного стержня 6, причем разрез выполнен перпендикулярно оси стержня. Это устройство сформировано из комплекта роликов 7, размещенных снаружи стержня, и роликов 8, размещенных внутри стержня, действующих одновременно для вытягивания зоны 3 сварки. Поскольку вытягивают только зону 3 сварки, ламинат 2, формирующий трубчатый корпус, не деформируется. Вытягивание зоны 3 сварки регулируют с помощью давления, прикладываемого роликами 7, причем указанное давление приводит к поперечному вытягиванию зоны 3 сварки. Количество и диаметр роликов 7 и 8 регулируют в зависимости от ламината и скорости сварки. Ширину роликов 7 и 8 регулируют в зависимости от ширины зоны сварки.
В соответствии с третьим вариантом осуществления настоящего изобретения вытягивание зоны 3 сварки осуществляют в продольном и поперечном направлениях. Третий вариант можно осуществить путем применения последовательности устройств, представленных на фиг.2 и 3. Также можно применять устройство, обеспечивающее одновременное продольное и поперечное вытягивание.
Первый, второй и третий варианты осуществления настоящего изобретения позволяют компенсировать сокращения зоны сварки при охлаждении и исключить напряжения усадки, деформирующие трубчатый корпус. После вытягивания трубчатый корпус, температура которого предпочтительно является равномерной по всей окружности, равномерно охлаждается до температуры окружающей среды. Таким образом, получают трубчатый корпус без нарушений круглости. Сечение трубчатого корпуса представлено на фиг.4. Нарушения круглости вблизи зоны 3 сварки устранены.
В соответствии со способом изготовления, при котором ламинат при сварке не находится в движении, для создания деформации можно применять многочисленные устройства, растягивающие зону сварки. Эти устройства действуют путем удерживания одного конца зоны сварки и вытягивания другого конца. Большую часть принципов и механизмов растяжения можно применять для осуществления этой операции.
В соответствии с настоящим изобретением обычно предпочтительным является деформирование только зоны сварки, в особенности, если ламинат является печатным; деформация ламината в целом может повредить печать. Однако в некоторых случаях можно осуществлять вытягивание всего тюбика.
Один из вариантов осуществления настоящего изобретения включает в себя последующую обработку сваренного тюбика, причем последующая обработка включает в себя, по меньшей мере, вытягивание зоны сварки. Последующая обработка включает в себя равномерный нагрев трубчатого корпуса до температуры от 60 до 95°C; вытягивание зоны сварки; формование трубчатого корпуса; охлаждение трубчатого корпуса. Вытягивание зоны сварки может быть продольным и/или поперечным. Формование состоит в придании трубчатому корпусу круглого сечения, причем указанное придание формы можно осуществлять с помощью внутреннего давления, наружного разрежения или формования на оправке.
Трубчатый корпус, полученный способом в соответствии с настоящим изобретением, имеет улучшенную круглость и представлен на фиг.4. Трубчатый корпус 1 сформирован из ламината 2, концы которого сварены. Изобретение относится к сварке с перекрытием и сварке концов встык.



Группа изобретений относится к способу сварки ламината для изготовления гибкого трубчатого корпуса из полимера и устройству для его осуществления. Способ включает формование ламината вокруг сварочного стержня и нагрев концов ламината, подлежащих свариванию. Затем осуществляют приложение давления и по меньшей мере частичное охлаждение указанных концов. После проводят деформирование зоны сварки таким образом, чтобы увеличить ее поверхность, и охлаждают указанную зону сварки. Устройство содержит сварочный стержень и средства нагрева, выполненные с возможностью нагрева концов ламината, расположенных вокруг сварочного стержня. Также устройство включает средства приложения давления к указанным концам и средства деформирования для увеличения поверхности зоны сварки. Достигаемый при этом технический результат заключается в обеспечении получения трубчатых корпусов устойчивой формы, в частности, улучшенной круглости. 2 н. и 10 з.п. ф-лы, 4 ил.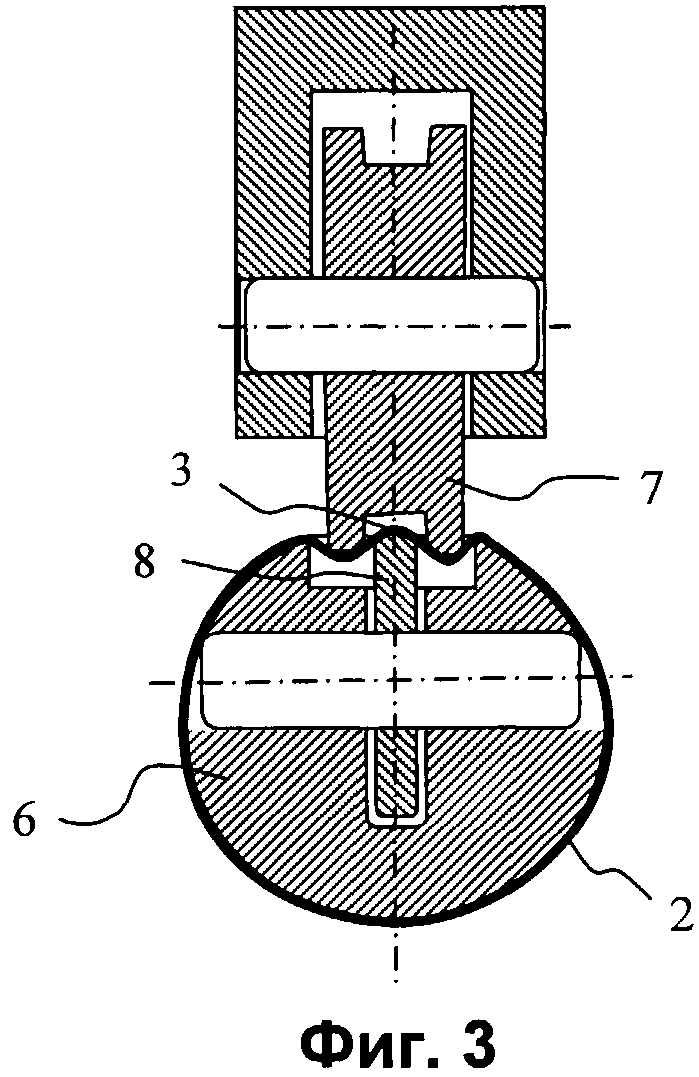
1. Способ сварки ламината для изготовления гибкого трубчатого корпуса из полимера, включающий в себя следующие этапы:
- формование ламината вокруг сварочного стержня;
- нагрев концов ламината, подлежащих свариванию;
- приложение давления и, по меньшей мере, частичное охлаждение указанных концов;
- деформирование зоны сварки таким образом, чтобы увеличить ее поверхность;
- охлаждение зоны сварки.
2. Способ по п.1, отличающийся тем, что между этапом приложения давления к концам и этапом деформирования зоны сварки концы охлаждают, однако не доводя до температуры окружающей среды.
3. Способ по п.1, отличающийся тем, что зона сварки вытянута в направлении, параллельном оси тюбика.
4. Способ по п.1, отличающийся тем, что зона сварки вытянута в направлении, перпендикулярном оси тюбика.
5. Способ по п.4, отличающийся тем, что зона сварки вытянута в направлении, параллельном оси тюбика, и в направлении, перпендикулярном оси тюбика.
6. Способ по п.1, отличающийся тем, что после этапа охлаждения зоны сварки включает в себя этап разрезания сформированного таким образом трубчатого корпуса на несколько одинаковых сегментов.
7. Способ по п.1, отличающийся тем, что деформация зоны сварки в основном соответствует усадке указанной зоны под действием нагрева и охлаждения.
8. Способ по п.1, отличающийся тем, что ламинат размягчают.
9. Способ по п.8, отличающийся тем, что ламинат размягчают на этапе деформирования зоны сварки при температуре, составляющей от 50 до 95°C.
10. Устройство для изготовления гибких трубчатых корпусов из полимера, содержащее сварочный стержень, средства нагрева, выполненные с возможностью нагрева концов ламината, расположенных вокруг сварочного стержня, и средства приложения давления к указанным концам, отличающееся тем, что оно содержит средства деформирования для увеличения поверхности зоны сварки ламината.
11. Устройство по п.10, отличающееся тем, что средства деформирования выполнены с возможностью деформирования зоны сварки в направлении, параллельном оси сварочного стержня.
12. Устройство по п.10, отличающееся тем, что средства деформирования выполнены с возможностью деформирования зоны сварки в направлении, перпендикулярном оси сварочного стержня.
| Устройство для изготовления непрерывных труб с продольным сварным швом из слоистых материалов | 1982 |
|
SU1228780A3 |
| WO 2004039561 A1, 13.05.2004 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ КОРПУСОВ УПАКОВОЧНЫХ ТУБ ИЗ ПЛЕНОЧНОЙ СВАРИВАЕМОЙ ПЛАСТМАССОВОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2049671C1 |
| RU 2007104344 A, 20.08.2008. | |||

