Область техники, к которой относится изобретение
Настоящее изобретение относится, в целом, к способу жидкофазного каталитического окисления ароматического соединения. Один из аспектов настоящего изобретения относится к частичному окислению диалкилароматического соединения (например, параксилола) для получения сырой ароматической дикарбоновой кислоты (например, сырой терефталевой кислоты), которая после этого может подвергаться очистке и разделению. Другой аспект настоящего изобретения относится к усовершенствованной барботажной колонне реакторного типа, которая обеспечивает более эффективный и экономичный способ жидкофазного окисления.
Уровень техники
Жидкофазные реакции окисления используются во множестве существующих промышленных процессов. Например, жидкофазное окисление используется в настоящее время для окисления альдегидов до кислот (например, пропиональдегида до пропионовой кислоты), для окисления циклогексана до адипиновой кислоты и для окисления алкилароматических соединений до спиртов, кислот или дикислот. Особенно важный промышленный способ окисления в последней категории (окисление алкилароматических соединений) представляет собой жидкофазное каталитическое частичное окисление параксилола до терефталевой кислоты. Терефталевая кислота является важным соединением с множеством применений. Первичное использование терефталевой кислоты представляет собой использование в качестве исходных материалов при получении полиэтилентерефталата (PET). PET является хорошо известным пластиком, используемым в больших количествах в мире для изготовления таких продуктов, как бутылки, волокна и упаковка.
В типичном способе жидкофазного окисления, включая частичное окисление параксилола до терефталевой кислоты, жидкофазный поток исходных материалов и газофазный поток окислителя вводятся в реактор и образуют многофазную реакционную среду в реакторе. Жидкофазный поток исходных материалов, введенный в реактор, содержит, по меньшей мере, одно окисляемое органическое соединение (например, параксилол), в то время как газофазный поток окислителя содержит молекулярный кислород. По меньшей мере, часть молекулярного кислорода, введенного в реактор в виде газа, растворяется в жидкой фазе реакционной среды, обеспечивая доступность кислорода для жидкофазной реакции. Если жидкая фаза многофазной реакционной среды содержит недостаточную концентрацию молекулярного кислорода (например, если определенные части реакционной среды являются "обедненными кислородом"), нежелательные побочные реакции могут вызывать образование примесей и/или целевые реакции могут замедляться по скорости. Если жидкая фаза реакционной среды содержит слишком мало окисляемого соединения, скорость реакции может быть нежелательно медленной. Кроме того, если жидкая фаза реакционной среды содержит избыточную концентрацию окисляемого соединения, дополнительные нежелательные побочные реакции могут вызывать образование примесей.
Обычные реакторы жидкофазного окисления снабжаются средствами перемешивания многофазной реакционной среды, содержащейся в них. Перемешивание реакционной среды производится для облегчения растворения молекулярного кислорода в жидкой фазе реакционной среды, поддержания относительно однородных концентраций растворенного кислорода в жидкой фазе реакционной среды и поддержания относительно однородных концентраций окисляемого органического соединения в жидкой фазе реакционной среды.
Перемешивание реакционной среды, подвергающейся жидкофазному окислению, часто обеспечивается с помощью механических средств перемешивания в емкостях, таких, например, как проточные реакторы смешения (CSTR). Хотя CSTR могут обеспечить тщательное перемешивание реакционной среды, CSTR имеют ряд недостатков. Например, CSTR имеют относительно высокую капитальную стоимость из-за необходимости в них в дорогостоящих двигателях, непроницаемых для текучих сред подвесах и приводных валах и/или сложных механизмах перемешивания. Кроме того, вращающиеся и/или осциллирующие механические компоненты обычных CSTR требуют регулярного обслуживания. Затраты труда и время остановки, связанные с таким обслуживанием, увеличивают стоимость работы CSTR. Однако даже при регулярном обслуживании системы механического перемешивания, используемые в CSTR, склонны к механическим отказам и могут потребовать замены через относительно короткие периоды времени.
Барботажные колонны реакторного типа обеспечивают привлекательную альтернативу CSTR и другим механически перемешиваемым реакторам окисления. Барботажные колонны реакторного типа обеспечивают перемешивание реакционной среды, не требуя дорогостоящего и ненадежного механического оборудования. Барботажные колонны реакторного типа, как правило, содержат вытянутую снизу вверх реакционную зону, в которой содержится реакционная среда. Перемешивание реакционной среды в реакционной зоне обеспечивается, прежде всего, естественным всплыванием газовых пузырьков, восходящих через жидкую фазу реакционной среды. Это перемешивание под действием естественной плавучести, обеспечиваемое в барботажных колоннах реакторного типа, уменьшает капитальные затраты и затраты на обслуживание по сравнению с механически перемешиваемыми реакторами. Кроме того, отсутствие, по существу, подвижных механических деталей, ассоциируемое с барботажными колоннами реакторного типа, обеспечивает систему окисления, которая менее склонна к механическому отказу, чем механически перемешиваемые реакторы.
Когда жидкофазное частичное окисление параксилола осуществляют в обычном реакторе окисления (CSTR или барботажной колонне), продукт, извлекаемый из реактора, как правило, представляет собой суспензию, содержащую сырую терефталевую кислоту (CTA) и маточную жидкость. CTA содержит относительно высокие уровни примесей (например, 4-карбоксибензальдегида, паратолуиловой кислоты, флуоренонов и других окрашенных частиц), которые делают ее непригодной в качестве исходных материалов для получения PET. Таким образом, CTA, получаемая в обычных реакторах окисления, как правило, подвергается процессу очистки, который преобразует CTA в очищенную терефталевую кислоту (PTA), пригодную для получения PET.
Один из типичных способов очистки для преобразования CTA в PTA включает в себя следующие стадии: (1) замену маточной жидкости CTA-содержащей суспензии водой, (2) нагрев суспензии CTA/вода для растворения CTA в воде, (3) каталитическое гидрирование раствора CTA/вода для преобразования примесей в более желательные и/или легко отделяемые соединения, (4) осаждение полученной PTA из гидрированного раствора посредством множества стадий кристаллизации и (5) выделение кристаллизованной PTA из остающихся жидкостей. Несмотря на эффективность, этот тип обычного способа очистки может быть очень дорогостоящим. Индивидуальные факторы, вносящие вклад в высокую стоимость обычных способов очистки CTA, включают в себя, например, тепловую энергию, необходимую для облегчения растворения CTA в воде, катализатор, необходимый для гидрирования, поток водорода, необходимый для гидрирования, потери выхода, вызываемые гидрированием части терефталевой кислоты, и множество емкостей, необходимое для многостадийной кристаллизации. Таким образом, было бы желательным получение продукта CTA, который мог бы очищаться без необходимости в растворении, которое облегчается при нагревании в воде, гидрировании и/или многостадийной кристаллизации.
Цели изобретения
Следовательно, целью настоящего изобретения является создание более эффективного и экономичного реактора и способа жидкофазного окисления.
Другой целью настоящего изобретения является создание более эффективного и экономичного реактора и способа жидкофазного каталитического частичного окисления параксилола до терефталевой кислоты.
Еще одной целью настоящего изобретения является создание барботажной колонны реакторного типа, которая облегчает улучшенные жидкофазные реакции окисления при уменьшении образования примесей.
Еще одной целью настоящего изобретения является создание более эффективной и экономичной системы получения чистой терефталевой кислоты (PTA) посредством жидкофазного окисления параксилола, с получением сырой терефталевой кислоты (CTA), а в впоследствии очистки CTA до PTA.
Кроме того, целью настоящего изобретения является создание барботажной колонны реакторного типа для окисления параксилола и получения продукта CTA, который можно очищать без необходимости в растворении, которое облегчается при нагревании CTA в воде, гидрировании растворенной CTA и/или многостадийной кристаллизации гидрированной PTA.
Необходимо отметить, что рамки настоящего изобретения, как определяется в прилагаемой формуле изобретения, не ограничиваются способами или устройствами, которые могут реализовать все цели, перечисленные выше. Скорее рамки заявляемого изобретения могут охватывать разнообразные системы, которые не достигают всех перечисленных выше целей или какой-либо из них. Дополнительные цели и преимущества настоящего изобретения будут легко понятны специалисту в данной области при просмотре следующего далее подробного описания и прилагаемых чертежей.
Сущность изобретения
Один из вариантов осуществления настоящего изобретения относится к способу, включающему в себя окисление окисляемого соединения в жидкой фазе реакционной среды, содержащейся в перемешиваемом реакторе, при этом реакционная среда имеет содержание газа, по меньшей мере, примерно 0,6, усредненное по времени и по объему.
Другой вариант осуществления настоящего изобретения относится к способу получения терефталевой кислоты, включающему в себя следующие стадии: (a) окисления параксилола в жидкой фазе трехфазной реакционной среды, содержащейся внутри барботажной колонны реакторного типа, с образованием при этом сырой терефталевой кислоты, где реакционная среда имеет содержание газа, по меньшей мере, примерно 0,6, усредненное по времени и усредненное по объему; и (b) окисления, по меньшей мере, части сырой терефталевой кислоты во вторичном реакторе окисления, с образованием при этом более чистой терефталевой кислоты.
Краткое описание чертежей
Предпочтительные варианты осуществления настоящего изобретения описываются подробно ниже со ссылкой на прилагаемые чертежи.
Фиг.1 представляет собой вид сбоку реактора окисления, сконструированного в соответствии с одним из вариантов осуществления настоящего изобретения, в частности, иллюстрирующий введение потоков исходных материалов, окислителя и флегмы в реактор, присутствие многофазной реакционной среды в реакторе и извлечение газа и суспензии из верхней и нижней частей реактора соответственно;
Фиг.2 представляет собой увеличенный вид в разрезе сбоку нижней части барботажной колонны реакторного типа по линии 2-2 на фиг.3, в частности, иллюстрирующий расположение и конфигурацию устройства распределения окислителя, используемого для введения потока окислителя в реактор;
Фиг.3 представляет собой вид сверху устройства распределения окислителя на фиг.2, в частности, иллюстрирующий отверстия для окислителя в верхней части устройства распределения окислителя;
Фиг.4 представляет собой вид снизу устройства распределения окислителя на фиг.2, в частности, иллюстрирующий отверстия для окислителя в нижней части устройства распределения окислителя;
Фиг.5 представляет собой вид в разрезе сбоку устройства распределения окислителя по линии 5-5 на фиг.3, в частности, иллюстрирующий ориентацию отверстий для окислителя в верхней и нижней части устройства распределения окислителя;
Фиг.6 представляет собой увеличенный вид сбоку нижней части барботажной колонны реакторного типа, в частности, иллюстрирующий систему для введения потока исходных материалов в реактор во множестве положений, отделенных друг от друга некоторым расстоянием по вертикали;
Фиг.7 представляет собой вид сверху в разрезе по линии 7-7 на фиг.6, в частности, иллюстрирующий как система введения исходных материалов, показанная на фиг.6, распределяет поток исходных материалов внутри, в предпочтительной радиальной зоне ввода (FZ) и в более чем одном азимутальном квадранте (Q1, Q2, Q3, Q4);
Фиг.8 представляет собой вид сверху в разрезе, подобный фиг.7, но иллюстрирующий альтернативные средства для высвобождения потока исходных материалов в реакторе с использованием байонетных (быстросъемных) труб, каждая из которых имеет множество малых входных отверстий;
Фиг.9 представляет собой изометрический вид альтернативной системы для введения потока исходных материалов в реакционную зону во множестве положений, отделенных друг от друга некоторым расстоянием по вертикали, без необходимости во множестве прохождений через стенку емкости, в частности, иллюстрирующий, что система распределения исходных материалов может, по меньшей мере, частично, поддерживаться на устройстве для распределения окислителя;
Фиг.10 представляет собой вид сбоку системы распределения исходных материалов с одним прохождением через стенку и устройства распределения окислителя, иллюстрируемых на фиг.9;
Фиг.11 представляет собой вид сверху в разрезе по линии 11-11 на фиг.10, дополнительно иллюстрирующий систему распределения исходных материалов с одним прохождением, поддерживаемую на устройстве для распределения окислителя;
Фиг.12 представляет собой изометрический вид альтернативного устройства распределения окислителя, имеющего все отверстия для окислителя, расположенные в нижней части кольцевого элемента;
Фиг.13 представляет собой вид сверху альтернативного устройства распределения окислителя фиг.12;
Фиг.14 представляет собой вид снизу альтернативного устройства распределения окислителя на фиг.12, в частности, иллюстрирующий расположение отверстий в нижней части для введения потока окислителя в реакционную зону;
Фиг.15 представляет собой вид в разрезе сбоку устройства распределения окислителя по линии 15-15 на фиг.13, в частности, иллюстрирующий ориентацию нижних отверстий для окислителя;
Фиг.16 представляет собой вид сбоку барботажной колонны реакторного типа, снабженной внутренней деаэрационной емкостью вблизи нижнего выхода реактора;
Фиг.17 представляет собой увеличенный вид в разрезе сбоку нижней части барботажной колонны реакторного типа на фиг.16 по линии 17-17 на фиг.18, в частности, иллюстрирующий конфигурацию внутренней деаэрационной емкости, расположенной на нижнем выходе барботажной колонны реакторного типа;
Фиг.18 представляет собой вид сверху в разрезе по линии 18-18 на фиг.16, в частности, иллюстрирующий гаситель вихрей, расположенный в деаэрационной емкости;
Фиг.19 представляет собой вид сбоку барботажной колонны реакторного типа, снабженной наружной деаэрационной емкостью, иллюстрирующий способ, в соответствии с которым часть деаэрированной суспензии, покидающей нижнюю часть деаэрационной емкости, может использоваться для прочистки отводной линии, соединенной с нижней частью реактора;
Фиг.20 представляет собой вид сбоку барботажной колонны реакторного типа, снабженной гибридной внутренней/наружной деаэрационной емкостью для отделения газовой фазы реакционной среды, извлеченной из приподнятого бокового положения в реакторе;
Фиг.21 представляет собой вид сбоку барботажной колонны реакторного типа, снабженной альтернативной гибридной деаэрационной емкостью вблизи нижней части реактора;
Фиг.22 представляет собой увеличенный вид сбоку в разрезе нижней части барботажной колонны реакторного типа на фиг.21, в частности, иллюстрирующий использование альтернативного устройства распределения окислителя, использующего входные проходы, которые принимают поток окислителя через нижнюю головку реактора;
Фиг.23 представляет собой увеличенный вид сбоку в разрезе, подобный фиг.22, в частности, иллюстрирующий альтернативные средства для введения потока окислителя в реактор через множество отверстий внизу реактора, необязательно использующие пластины отбойников для более однородного распределения потока окислителя в реакторе;
Фиг.24 представляет собой вид сбоку барботажной колонны реакторного типа, использующей внутренний проход для потока, чтобы помочь в улучшении диспергирования окисляемого соединения посредством рециркулирования части реакционной среды из верхней части реактора в нижнюю часть реактора;
Фиг.25 представляет собой вид сбоку барботажной колонны реакторного типа, использующей наружный проход для потока, чтобы помочь улучшению диспергирования окисляемого соединения посредством рециркулирования части реакционной среды из верхней части реактора в нижнюю часть реактора;
Фиг.26 представляет собой вид в разрезе сбоку горизонтального эжектора, который может использоваться для улучшения диспергирования окисляемого соединения в реакторе окисления, в частности, иллюстрирующий эжектор, который использует поступающие жидкие исходные материалы для нагнетания реакционной среды в эжектор и высвобождает смесь исходных материалов и реакционной среды в реакционной зоне при высокой скорости;
Фиг.27 представляет собой вид в разрезе сбоку вертикального эжектора, который может использоваться для улучшения диспергирования окисляемого соединения в реакторе окисления, в частности, иллюстрирующий эжектор, который объединяет жидкие исходные материалы и входной газ и использует объединенную двухфазную текучую среду для нагнетания реакционной среды в эжектор и высвобождения смеси жидких исходных материалов, входного газа и реакционной среды в реакционной зоне при высокой скорости;
Фиг.28 представляет собой вид сбоку барботажной колонны реакторного типа, содержащей многофазную реакционную среду, в частности, иллюстрирующий реакционную среду, которая является теоретически распределенной на 30 горизонтальных участков равного объема для количественного определения градиентов определенных параметров в реакционной среде;
Фиг.29 представляет собой вид сбоку барботажной колонны реакторного типа, содержащей многофазную реакционную среду, в частности, иллюстрирующий первый и второй дискретные 20-процентные непрерывные объемы реакционной среды, которые имеют, по существу, различные концентрации кислорода и/или скорости его расходования;
Фиг.30 представляет собой вид сбоку двух расположенных друг над другом реакционных емкостей, с необязательным механическим перемешиванием или без него, содержащих многофазную реакционную среду, в частности, иллюстрирующий, что емкости содержат дискретные 20% сплошные объемы реакционной среды, имеющей, по существу, различные концентрации кислорода и/или скорости его расходования;
Фиг.31 представляет собой вид сбоку трех расположенных бок о бок реакционных емкостей, с необязательным механическим перемешиванием или без него, содержащих многофазную реакционную среду, в частности, иллюстрирующий, что емкости содержат дискретные 20% сплошные объемы реакционной среды, имеющей, по существу, различные концентрации кислорода и/или скорости его расходования;
Фиг.32 представляет собой вид сбоку барботажной колонны реакторного типа со ступенчатым изменением скорости, имеющей широкую нижнюю реакционную зону и узкую верхнюю реакционную зону;
Фиг.33 представляет собой вид сбоку барботажной колонны реакторного типа, снабженной расположенной вертикально разделительной стенкой для добавления расположенной вертикально площади поверхности, которая вступает в контакт с реакционной средой;
Фиг.34 представляет собой вид в разрезе по линии 34-34 на фиг.33, в частности, иллюстрирующий, что разделительная стенка представляет собой планарный элемент, разделяющий реакционную зону на две, по существу, равные секции;
Фиг.35 представляет собой вид сбоку барботажной колонны реакторного типа, снабженной укороченной расположенной вертикально разделительной стенкой для добавления расположенной вертикально площади поверхности, которая вступает в контакт с реакционной средой;
Фиг.36 представляет собой вид сбоку барботажной колонны реакторного типа, снабженной укороченной и искривленной расположенной вертикально разделительной стенкой для добавления расположенной вертикально площади поверхности, которая вступает в контакт с реакционной средой;
Фиг.37 представляет собой вид в разрезе по линии 37-37 на фиг.36, в частности, иллюстрирующий, что искривленная расположенная вертикально разделительная стенка в целом представляет собой S-образный элемент, разделяющий часть реакционной зоны на две, по существу, равные секции;
Фиг.38 представляет собой вид сбоку барботажной колонны реакторного типа, снабженной укороченным расположенным вертикально внутренним элементом для добавления расположенной вертикально площади поверхности, которая вступает в контакт с реакционной средой;
Фиг.39 представляет собой вид в разрезе по линии 39-39 на фиг.38, в частности, иллюстрирующий, что расположенный вертикально внутренний элемент имеет форму "X" и края внутреннего элемента не доходят везде до боковой стенки реактора;
Фиг.40 представляет собой вид сбоку барботажной колонны реакторного типа, снабженной перемежающимися, имеющими различную конфигурацию, расположенными вертикально внутренними элементами для добавления расположенной вертикально площади поверхности, которая вступает в контакт с реакционной средой;
Фиг.41 представляет собой вид в разрезе по линии 41-41 на фиг.40, в частности, иллюстрирующий одну из конфигураций расположенных вертикально элементов, которые имеют форму "X" и разделяют часть реакционной зоны на четыре, по существу, равных квадранта;
Фиг.42 представляет собой вид в разрезе по линии 42-42 на фиг.40, в частности, иллюстрирующий другую конфигурацию расположенных вертикально элементов, которые разделяют часть реакционной зоны на восемь, по существу, равных клинообразных секций;
Фиг.43 представляет собой вид сбоку барботажной колонны реакторного типа, снабженной множеством внутренних элементов винтообразной формы, для добавления расположенной вертикально площади поверхности, которая вступает в контакт с реакционной средой;
Фиг.44 представляет собой вид в разрезе по линии 44-44 на фиг.43, в частности, иллюстрирующий форму одного из внутренних элементов винтообразной формы;
Фиг.45 представляет собой вид сбоку барботажной колонны реакторного типа, снабженной множеством дефлекторов, каждый из которых содержит множество цилиндрических стержней для вступления в контакт с реакционной средой;
Фиг.46 представляет собой увеличенный изометрический вид дефлекторов на фиг.45, в частности, иллюстрирующий способ, которым цилиндрические стержни соседних дефлекторов повернуты на 90° по отношению друг к другу;
Фиг.47 представляет собой вид в разрезе по линии 47-47 на фиг.45, в частности, иллюстрирующий один из дефлекторов в отдельности;
Фиг.48 представляет собой вид сбоку барботажной колонны реакторного типа, снабженной множеством дефлекторов, каждый из которых содержит множество элементов L-образного сечения для вступления в контакт с реакционной средой;
Фиг.49 представляет собой увеличенный вид сбоку дефлекторов на фиг.48, в частности, иллюстрирующий способ, которым элементы L-образного сечения соседних дефлекторов повернуты на 90° по отношению друг к другу;
Фиг.50 представляет собой вид в разрезе по линии 50-50 на фиг.48, в частности, иллюстрирующий один из дефлекторов в отдельности;
Фиг.51 представляет собой вид сбоку барботажной колонны реакторного типа, снабженной отдельным монолитным цилиндрическим дефлектором ромбической формы для вступления в контакт с реакционной средой;
Фиг.52 представляет собой увеличенный вид сбоку монолитного дефлектора на фиг.51;
Фиг.53 представляет собой вид в разрезе по линии 53-53 на фиг.51, иллюстрирующий цилиндрическую форму монолитного дефлектора;
Фиг. 54A и 54B представляют собой увеличенные виды частиц сырой терефталевой кислоты (CTA), полученных в соответствии с одним из вариантов осуществления настоящего изобретения, в частности, иллюстрирующие, что каждая частица CTA представляет собой частицу с низкой плотностью, большой площадью поверхности, состоящую из множества непрочно связанных субчастиц CTA;
Фиг.55A и 55B представляют собой увеличенные виды получаемой обычно CTA, в частности, иллюстрирующие, что обычная частица CTA имеет больший размер частицы, более низкую плотность и меньшую площадь поверхности, чем частицы CTA по настоящему изобретению на фиг. 54A и 54B;
Фиг.56 представляет собой упрощенную блок-схему способа, известного из литературы, для получения очищенной терефталевой кислоты (PTA);
Фиг.57 представляет собой упрощенную блок-схему способа, для способа получения PTA в соответствии с одним из вариантов осуществления настоящего изобретения; и
Фиг.58 представляет собой таблицу, суммирующую различные рабочие параметры барботажной колонны реакторного типа окисления, в которой некоторые рабочие параметры устанавливаются в соответствии с описанием, приведенным в разделе «Примеры».
Подробное описание
Один из вариантов осуществления настоящего изобретения относится к жидкофазному частичному окислению окисляемого соединения. Такое окисление предпочтительно осуществляют в жидкой фазе многофазной реакционной среды, содержащейся в одном или нескольких перемешиваемых реакторах. Пригодные для использования перемешиваемые реакторы включают в себя, например, реакторы, перемешиваемые с помощью барботирования (например, барботажные колонны реакторного типа), механически перемешиваемые реакторы (например, проточные реакторы смешения) и реакторы, перемешиваемые потоком (например, струйные реакторы). В одном из вариантов осуществления настоящего изобретения жидкофазное окисление осуществляют в одной барботажной колонне реакторного типа.
Как здесь используется, термин "барботажная колонна реакторного типа" должен обозначать реактор для облегчения химических реакций в многофазной реакционной среде, где перемешивание реакционной среды обеспечивается, прежде всего, посредством перемещения снизу вверх газовых пузырьков через реакционную среду. Как здесь используется, термин "перемешивание" должен обозначать работу, диссипируемую в реакционной среде, вызывая поток текучей среды и/или перемешивание. Как здесь используется, термины "большинство", "в основном" и "преобладающе" должны обозначать больше чем 50%. Как здесь используется, термин "механическое перемешивание" должен обозначать перемешивание реакционной среды, вызываемое физическим перемещением жесткого или гибкого элемента (элементов) по отношению к реакционной среде или внутри нее. Например, механическое перемешивание может обеспечиваться посредством вращения, колебания и/или вибрации внутренних мешалок, лопастей, вибраторов или акустических диафрагм, расположенных в реакционной среде. Как здесь используется, термин "перемешивание потоком" должен обозначать перемешивание реакционной среды, вызываемое высокоскоростной инжекцией и/или рециркуляцией одной или нескольких текучих сред в реакционную среду. Например, перемешивание потоком может обеспечиваться соплами, эжекторами и/или эжекционными устройствами.
В предпочтительном варианте осуществления настоящего изобретения, меньше, примерно, чем 40% перемешивания реакционной среды в барботажной колонне реакторного типа во время окисления обеспечивается посредством механического перемешивания и/или перемешивания потоком, более предпочтительно, меньше, примерно, чем 20% перемешивания обеспечивается посредством механического перемешивания и/или перемешивания потоком, и наиболее предпочтительно, меньше, чем 5% перемешивания обеспечивается посредством механического перемешивания и/или перемешивания потоком. Предпочтительно, величина механического перемешивания и/или перемешивания потоком, придаваемого многофазной реакционной среде во время окисления, меньше, примерно, чем 3 кВт/м3 реакционной среды, более предпочтительно, меньше, примерно, чем 2 кВт/м3, и наиболее предпочтительно, меньше, чем 1 кВт/м3.
Обращаясь теперь к фиг.1, предпочтительная барботажная колонна реакторного типа 20 иллюстрируется как содержащая корпус 22, имеющая реакционную секцию 24 и секцию отделения 26. Реакционная секция 24 определяет внутреннюю реакционную зону 28, в то время как секция отделения 26 определяет внутреннюю зону отделения 30. В основном жидкофазный поток исходных материалов вводится в реакционную зону 28 через входы для исходных материалов 32a,b,c,d. В основном газофазный поток окислителя вводится в реакционную зону 28 через устройство распределения окислителя 34, расположенное в нижней части реакционной зоны 28. Жидкофазный поток исходных материалов и газофазный поток окислителя совместно образуют многофазную реакционную среду 36 в пределах реакционной зоны 28. Многофазная реакционная среда 36 содержит жидкую фазу и газовую фазу. Более предпочтительно, многофазная реакционная среда 36 содержит трехфазную среду, имеющую твердофазные, жидкофазные и газофазные компоненты. Твердофазный компонент реакционной среды 36 предпочтительно осаждается в пределах реакционной зоны 28, в результате реакции окисления, осуществляемой в жидкой фазе реакционной среды 36. Барботажная колонна реакторного типа 20 содержит выход для суспензии 38, расположенный вблизи нижней части реакционной зоны 28, и выход для газа 40, расположенный вблизи верхней части зоны отделения 30. Выходящий поток суспензии, содержащий жидкофазные и твердофазные компоненты реакционной среды 36, извлекается из реакционной зоны 28 через выход для суспензии 38, в то время как преимущественно газообразный выходящий поток извлекается из зоны отделения 30 через выход для газа 40.
Жидкофазный поток исходных материалов, вводимый в барботажную колонну реакторного типа 20 через входы для исходных материалов 32a,b,c,d, предпочтительно содержит окисляемое соединение, растворитель и систему катализаторов.
Окисляемое соединение, присутствующее в жидкофазном потоке исходных материалов, предпочтительно содержит, по меньшей мере, одну углеводородную группу. Более предпочтительно, окисляемое соединение представляет собой ароматическое соединение. Еще более предпочтительно окисляемое соединение представляет собой ароматическое соединение, по меньшей мере, с одной присоединенной углеводородной группой, или, по меньшей мере, одной присоединенной замещенной углеводородной группой, или, по меньшей мере, одним присоединенным гетероатомом, или, по меньшей мере, одной присоединенной функциональной группой карбоновой кислоты (-COOH). Еще более предпочтительно окисляемое соединение представляет собой ароматическое соединение, по меньшей мере, с одной присоединенной углеводородной группой или, по меньшей мере, одной присоединенной замещенной углеводородной группой, при этом каждая присоединенная группа содержит от 1 до 5 атомов углерода. Еще более предпочтительно окисляемое соединение представляет собой ароматическое соединение, имеющее точно две присоединенные группы, при этом каждая присоединенная группа содержит точно один атом углерода и состоит из метильных групп и/или замещенных метильных групп, и/или, самое большее, одной группы карбоновой кислоты. Еще более предпочтительно окисляемое соединение представляет собой параксилол, метаксилол, паратолуальдегид, метатолуальдегид, паратолуиловую кислоту, метатолуиловую кислоту и/или ацетальдегид. Наиболее предпочтительно окисляемое соединение представляет собой параксилол.
"Углеводородная группа", как здесь определено, представляет собой, по меньшей мере, один атом углерода, который соединен только с атомами водорода или с другими атомами углерода. "Замещенная углеводородная группа", как здесь определено, представляет собой, по меньшей мере, один атом углерода, соединенный, по меньшей мере, с одним гетероатомом и, по меньшей мере, с одним атомом водорода. "Гетероатомы", как здесь определено, представляют собой все атомы, иные, чем атомы углерода и водорода. Ароматические соединения, как здесь определено, содержат ароматическое кольцо, предпочтительно, имеющее, по меньшей мере, 6 атомов углерода, еще более предпочтительно имеющее только атомы углерода в качестве части кольца. Соответствующие примеры таких ароматических колец включают в себя, но не ограничиваясь этим, бензол, бифенил, терфенил, нафталин и другие слитые ароматические кольца на основе углерода.
Соответствующие примеры окисляемого соединения включают в себя алифатические углеводороды (например, алканы, разветвленные алканы, циклические алканы, алифатические алкены, разветвленные алкены и циклические алкены); алифатические альдегиды (например, ацетальдегид, пропиональдегид, изобутиральдегид и н-бутиральдегид); алифатические спирты (например, этанол, изопропанол, н-пропанол, н-бутанол и изобутанол); алифатические кетоны (например, диметилкетон, этилметилкетон, диэтилкетон и изопропилметилкетон); сложные алифатические эфиры (например, метилформиат, метилацетат, этилацетат); алифатические пероксиды, перкислоты и гидропероксиды (например, трет-бутилгидропероксид, перуксусную кислоту и ди-трет-бутилгидропероксид); алифатические соединения с группами, которые представляют собой сочетания указанных выше алифатических видов, плюс другие гетероатомы (например, алифатические соединения, содержащие один или несколько молекулярных сегментов углеводородов, альдегидов, спиртов, кетонов, сложных эфиров, пероксидов, перкислот и/или гидропероксидов в сочетании с натрием, бромом, кобальтом, марганцем и цирконием); различные бензольные кольца, нафталиновые кольца, бифенилы, терфенилы и другие ароматические группы с одной или несколькими присоединенными углеводородными группами (например, толуол, этилбензол, изопропилбензол, н-пропилбензол, неопентилбензол, параксилол, метаксилол, ортоксилол, все изомеры триметилбензолов, все изомеры тетраметилбензолов, пентаметилбензол, гексаметилбензол, все изомеры этилметилбензолов, все изомеры диэтилбензолов, все изомеры этилдиметилбензолов, все изомеры диметилнафталинов, все изомеры этилметилнафталинов, все изомеры диэтилнафталинов, все изомеры диметилбифенилов, все изомеры этилметилбифенилов и все изомеры диэтилбифенилов, стильбен, и он же с одной или несколькими присоединенными углеводородными группами, флуорен, и он же с одной или несколькими присоединенными углеводородными группами, антрацен, и он же с одной или несколькими присоединенными углеводородными группами, и дифенилэтан, и он же с одной или несколькими присоединенными углеводородными группами); различные бензольные кольца, нафталиновые кольца, бифенилы, терфенилы и другие ароматические группы с одной или несколькими присоединенными углеводородными группами и/или с одним или несколькими присоединенными гетероатомами, которые могут соединяться с другими атомами или группами атомов (например, фенолом, всеми изомерами метилфенолов, всеми изомерами диметилфенолов, всеми изомерами нафтолов, простым бензилметиловым эфиром, всеми изомерами бромфенолов, бромбензолом, всеми изомерами бромтолуолов, включая альфа-бромтолуол, дибромбензолом, кобальт нафтенатом, и всеми изомерами бромбифенилов); различные бензольные кольца, нафталиновые кольца, бифенилы, терфенилы и другие ароматические группы с одной или несколькими присоединенными углеводородными группами, и/или одним или несколькими присоединенными гетероатомами, и/или с одной или несколькими присоединенными замещенными углеводородными группами (например, бензальдегидом, всеми изомерами бромбензальдегидов, всеми изомерами бромированных толуальдегидов, включая все изомеры альфа-бромтолуальдегидов, всеми изомерами гидроксибензальдегидов, всеми изомерами бромгидроксибензальдегидов, всеми изомерами бензолдикарбоксальдегидов, всеми изомерами бензолтрикарбоксоальдегидов, паратолуальдегидом, метатолуальдегидом, ортотолуальдегидом, всеми изомерами толуолдикарбоксальдегидов, всеми изомерами толуолтрикарбоксальдегидов, всеми изомерами толуолтетракарбоксальдегидов, всеми изомерами диметилбензолдикарбоксальдегидов, всеми изомерами диметилбензол трикарбоксальдегидов, всеми изомерами диметилбензол тетракарбоксальдегидов, всеми изомерами триметилбензол трикарбоксальдегидов, всеми изомерами этилтолуальдегидов, всеми изомерами триметилбензол дикарбоксальдегидов, тетраметилбензол дикарбоксальдегидом, гидроксиметилбензолом, всеми изомерами гидроксиметилтолуолов, всеми изомерами гидроксиметилбромтолуолов, всеми изомерами гидроксиметилтолуальдегидов, всеми изомерами гидроксиметилбромтолуальдегидов, бензил гидропероксидом, бензоил гидропероксидом, всеми изомерами толилметилгидропероксидов и всеми изомерами метилфенол метилгидропероксидов); различные бензольные кольца, нафталиновые кольца, бифенилы, терфенилы и другие ароматические группы с одной или несколькими присоединенными выбранными группами, выбранные группы означают углеводородные группы и/или присоединенные гетероатомы, и/или замещенные углеводородные группы, и/или группы карбоновых кислот, и/или группы пероксикислот (например, бензойной кислоты, паратолуиловой кислоты, метатолуиловой кислоты, ортотолуиловой кислоты, всех изомеров этилбензойных кислот, всех изомеров пропилбензойных кислот, всех изомеров бутилбензойных кислот, всех изомеров пентилбензойных кислот, всех изомеров диметилбензойных кислот, всех изомеров этилметилбензойных кислот, всех изомеров триметилбензойных кислот, всех изомеров тетраметилбензойных кислот, всех изомеров пентаметилбензойных кислот, всех изомеров диэтилбензойных кислот, всех изомеров бензолдикарбоновых кислот, всех изомеров бензолтрикарбоновых кислот, всех изомеров метилбензолдикарбоновых кислот, всех изомеров диметилбензолдикарбоновых кислот, всех изомеров метилбензолтрикарбоновых кислот, всех изомеров бромбензойных кислот, всех изомеров дибромбензойных кислот, всех изомеров бромтолуиловых кислот, включая альфа-бромтолуиловые кислоты, толилуксусной кислоты, всех изомеров гидроксибензойных кислот, всех изомеров гидроксиметилбензойных кислот, всех изомеров гидрокситолуиловых кислот, всех изомеров гидроксиметилтолуиловых кислот, всех изомеров гидроксиметилбензолдикарбоновых кислот, всех изомеров гидроксибромбензойных кислот, всех изомеров гидроксибромтолуиловых кислот, всех изомеров гидроксиметилбромбензойных кислот, всех изомеров карбоксибензальдегидов, всех изомеров дикарбоксибензальдегидов, пербензойной кислоты, всех изомеров гидропероксиметилбензойных кислот, всех изомеров гидропероксиметилгидроксибензойных кислот, всех изомеров гидропероксикарбонилбензойных кислот, всех изомеров гидропероксикарбонилтолуолов, всех изомеров метилбифенилкарбоновых кислот, всех изомеров диметилбифенилкарбоновых кислот, всех изомеров метилбифенилдикарбоновых кислот, всех изомеров бифенилтрикарбоновых кислот, всех изомеров стильбена с одной или несколькими присоединенными выбранными группами, всех изомеров флуоренона с одной или несколькими присоединенными выбранными группами, всех изомеров нафталина с одной или несколькими присоединенными выбранными группами, бензила, всех изомеров бензила с одной или несколькими присоединенными выбранными группами, бензофенона, всех изомеров бензофенона с одной или несколькими присоединенными выбранными группами, антрахинона, всех изомеров антрахинона с одной или несколькими присоединенными выбранными группами, всех изомеров дифенилэтана с одной или несколькими присоединенными выбранными группами, бензокумарина, и всех изомеров бензокумарина с одной или несколькими присоединенными выбранными группами).
Если окисляемое соединение, присутствующее в жидкофазном потоке исходных материалов, представляет собой твердое соединение при нормальных условиях (то есть является твердым при стандартной температуре и давлении), является предпочтительным, чтобы окисляемое соединение, по существу, растворялось в растворителе, когда вводится в реакционную зону 28. Является предпочтительным, чтобы температура кипения окисляемого соединения при атмосферном давлении составляла, по меньшей мере, примерно 50°C. Более предпочтительно, температура кипения окисляемого соединения находится в пределах примерно от 80 примерно до 400°C, а наиболее предпочтительно в пределах от 125 до 155°C. Количество окисляемого соединения, присутствующее в жидкофазных исходных материалах, предпочтительно находится в пределах примерно от 2 примерно до 40% мас., более предпочтительно в пределах примерно от 4 примерно до 20% мас., и наиболее предпочтительно в пределах от 6 до 15% мас.
Теперь отметим, что окисляемое соединение, присутствующее в жидкофазных исходных материалах, может содержать сочетание из двух или более различных окисляемых химических сондинений. Эти два или более различных химических материалов могут вводиться смешанные в жидкофазном потоке исходных материалов или могут вводиться по отдельности во множестве потоков исходных материалов. Например, окисляемое соединение, содержащее параксилол, метаксилол, паратолуальдегид, паратолуиловую кислоту и ацетальдегид, может вводиться в реактор через один вход или множество отдельных входов.
Растворитель, присутствующий в жидкофазном потоке исходных материалов, предпочтительно содержит компонент кислоты и компонент воды. Растворитель предпочтительно присутствует в жидкофазном потоке исходных материалов при концентрации в пределах примерно от 60 примерно до 98% мас., более предпочтительно в пределах примерно от 80 примерно до 96% мас., и наиболее предпочтительно в пределах от 85 до 94% мас. Компонент кислоты растворителя предпочтительно представляет собой в основном органическую низкомолекулярную монокарбоновую кислоту, имеющую 1-6 атомов углерода, более предпочтительно 2 атома углерода. Наиболее предпочтительно, компонент кислоты растворителя представляет собой в основном уксусную кислоту. Предпочтительно, компонент кислоты составляет, по меньшей мере, примерно 75% мас. растворителя, более предпочтительно, по меньшей мере, примерно 80% мас. растворителя, и наиболее предпочтительно от 85 до 98% мас. растворителя, остаток представляет собой в основном воду. Растворитель, вводимый в барботажную колонну реакторного типа 20, может содержать малые количества примесей, таких, например, как паратолуальдегид, терефтальдегид, 4-карбоксибензальдегид (4-CBA), бензойную кислоту, паратолуиловую кислоту, паратолуиловый альдегид, альфа-бромпаратолуиловую кислоту, изофталевую кислоту, фталевую кислоту, тримеллитовую кислоту, полиароматические соединения и/или суспендированные частицы. Является предпочтительным, чтобы общее количество примесей в растворителе, вводимом в барботажную колонну реакторного типа 20, было меньше, примерно, чем 3% мас.
Система катализаторов, присутствующая в жидкофазном потоке исходных материалов, предпочтительно представляет собой гомогенную жидкофазную систему катализаторов, которая может облегчать окисление (включая частичное окисление) окисляемого соединения. Более предпочтительно, система катализаторов содержит, по меньшей мере, один переходной металл переменной валентности. Еще более предпочтительно, переходной металл переменной валентности включает в себя кобальт. Еще более предпочтительно, система катализаторов включает в себя кобальт и бром. Наиболее предпочтительно, система катализаторов включает в себя кобальт, бром и марганец.
Когда в системе катализаторов присутствует кобальт, является предпочтительным, чтобы количество кобальта, присутствующего в жидкофазном потоке исходных материалов, было таким, чтобы концентрация кобальта в жидкой фазе реакционной среды 36 поддерживалась в пределах примерно от 300 примерно до 6000 миллионных долей мас. (м.д. мас.), более предпочтительно в пределах примерно от 700 примерно до 4200 м.д. мас., и наиболее предпочтительно в пределах от 1200 до 3000 м.д. мас. Когда бром присутствует в системе катализаторов, является предпочтительным, чтобы количество брома, присутствующего в жидкофазном потоке исходных материалов, было таким, чтобы концентрация брома в жидкой фазе реакционной среды 36 поддерживалась в пределах примерно от 300 примерно до 5000 м.д. мас., более предпочтительно в пределах примерно от 600 примерно до 4000 м.д. мас., и наиболее предпочтительно в пределах от 900 до 3000 м.д. мас. Когда в системе катализаторов присутствует марганец, является предпочтительным, чтобы количество марганца, присутствующего в жидкофазном потоке исходных материалов, было таким, чтобы концентрация марганца в жидкой фазе реакционной среды 36 поддерживалась в пределах примерно от 20 примерно до 1000 м.д. мас., более предпочтительно в пределах примерно от 40 примерно до 500 м.д. мас., наиболее предпочтительно в пределах от 50 до 200 м.д. мас.
Концентрации кобальта, брома и/или марганца в жидкой фазе реакционной среды 36, приведенные выше, выражаются как усредненные по времени и усредненные по объему. Как здесь используется, термин "усредненный по времени" должен обозначать усреднение, по меньшей мере, по 10 измерениям, осуществляемым через равные промежутки времени за непрерывный период работы, по меньшей мере, 100 секунд. Как здесь используется, термин "усредненный по объему" должен обозначать усреднение, по меньшей мере, по 10 измерениям, осуществляемым на однородных 3-мерных промежутках в определенном объеме.
Массовое отношение кобальта к брому (Co:Br) в системе катализаторов, вводимых в реакционную зону 28, предпочтительно находится в пределах примерно от 0,25:1 примерно до 4:1, более предпочтительно в пределах примерно от 0,5:1 примерно до 3:1, и наиболее предпочтительно в пределах от 0,75:1 до 2:1. Массовое отношение кобальта к марганцу (Co:Mn) в системе катализаторов, вводимых в реакционную зону 28, предпочтительно находится в пределах примерно от 0,3:1 примерно до 40:1, более предпочтительно в пределах примерно от 5:1 примерно до 30:1, и наиболее предпочтительно в пределах от 10:1 до 25:1.
Жидкофазный поток исходных материалов, вводимый в барботажную колонну реакторного типа 20, может содержать малые количества примесей, таких, например, как толуол, этилбензол, паратолуальдегид, терефтальдегид, 4-карбоксибензальдегид (4-CBA), бензойная кислота, паратолуиловая кислота, паратолуиловый альдегид, альфа-бромпаратолуиловая кислота, изофталевая кислота, фталевая кислота, тримеллитовая кислота, полиароматические соединения и/или суспендированные частицы. Когда барботажная колонна реакторного типа 20 используется для получения терефталевой кислоты, метаксилол и ортоксилол также рассматриваются как примеси. Является предпочтительным, чтобы общее количество примесей в жидкофазном потоке исходных материалов, вводимом в барботажную колонну реакторного типа 20, было меньше, примерно, чем 3% мас.
Хотя фиг.1 иллюстрирует вариант осуществления, где окисляемое соединение, растворитель и система катализаторов смешиваются вместе и вводятся в барботажную колонну реакторного типа 20 как единый поток исходных материалов, в альтернативном варианте осуществления настоящего изобретения окисляемое соединение, растворитель и катализатор могут в барботажную колонну реакторного типа 20 вводиться раздельно. Например, является возможным введение чистого потока параксилола в барботажную колонну реакторного типа 20 через вход, отдельный от входа (входов) для растворителя и катализаторов.
В основном газофазный поток окислителя, вводимый в барботажную колонну реакторного типа 20 через устройство распределения окислителя 34, содержит молекулярный кислород (O2). Предпочтительно, поток окислителя содержит в пределах примерно от 5 примерно до 40 мол.% молекулярного кислорода, более предпочтительно в пределах примерно от 15 примерно до 30 мол.% молекулярного кислорода, а наиболее предпочтительно в пределах от 18 до 24 мол.% молекулярного кислорода. Является предпочтительным, чтобы оставшаяся часть потока окислителя состояла в основном из газа или газов, таких как азот, которые являются инертными для окисления. Более предпочтительно, поток окислителя состоит, по существу, из молекулярного кислорода и азота. Наиболее предпочтительно, поток окислителя представляет собой сухой воздух, который содержит примерно 21 мол.% молекулярного кислорода и примерно от 78 примерно до 81 мол.% азота. В альтернативном варианте осуществления настоящего изобретения поток окислителя может содержать, по существу, чистый кислород.
Обращаясь опять к фиг.1, барботажная колонна реакторного типа 20 предпочтительно снабжена распределителем флегмы 42, расположенным над верхней поверхностью 44 реакционной среды 36. Распределитель флегмы 42 работает вводя капли в основном жидкофазного потока флегмы в зону отделения 30 с помощью любых средств образования капель, известных в данной области. Более предпочтительно, распределитель флегмы 42 производит спрей из капель, направленный вниз по направлению к верхней поверхности 44 реакционной среды 36. Предпочтительно, это направленный вниз спрей из капель оказывает воздействие (то есть перекрывает и влияет), по меньшей мере, примерно на 50% максимальной площади горизонтального поперечного сечения зоны отделения 30. Более предпочтительно, спрей капель оказывает воздействие, по меньшей мере, примерно на 75% максимальной площади горизонтального поперечного сечения зоны отделения 30. Наиболее предпочтительно, спрей капель оказывает воздействие, по меньшей мере, на 90% максимальной площади горизонтального поперечного сечения зоны отделения 30. Этот направленный вниз спрей жидкой флегмы может помочь в предотвращении пенообразования на верхней поверхности 44 реакционной среды 36 или над ней и может также помочь при отделении любых капель жидкости или суспензии, захваченных в движущемся снизу вверх газе, который протекает по направлению к выходу для газа 40. Кроме того, жидкая флегма может служить для уменьшения количества частиц и потенциально оседающих соединений (например, растворенной бензойной кислоты, паратолуиловой кислоты, 4-CBA, терефталевой кислоты и каталитических солей металлов), выходящих в газовом выходящем потоке, извлекаемом из зоны отделения 30 через выход для газа 40. В дополнение к этому, введение капель флегмы в зону отделения 30 может, посредством дистилляционного воздействия, использоваться для регулировки композиции газового выходящего потока, извлекаемого через выход для газа 40.
Поток жидкой флегмы, вводимый в барботажную колонну реакторного типа 20 через распределитель флегмы 42, предпочтительно имеет примерно такой же состав, как и компонент растворителя жидкофазного потока исходных материалов, вводимого в барботажную колонну реакторного типа 20 через входы для исходных материалов 32a,b,c,d. Таким образом, является предпочтительным, чтобы поток жидкой флегмы содержал компонент кислоты и воду. Компонент кислоты потока флегмы предпочтительно представляет собой низкомолекулярную органическую монокарбоновую кислоту, имеющую 1-6 атомов углерода, более предпочтительно 2 атома углерода. Наиболее предпочтительно, компонент кислоты потока флегмы представляет собой уксусную кислоту. Предпочтительно, компонент кислоты составляет, по меньшей мере, примерно 75% мас. потока флегмы, более предпочтительно, по меньшей мере, примерно 80% мас. потока флегмы, а наиболее предпочтительно от 85 до 98% мас. потока флегмы, при этом остаток представляет собой воду. Поскольку поток флегмы, как правило, имеет, по существу, такой же состав, как и растворитель в жидкофазном потоке исходных материалов, когда это описание относится к "общему количеству растворителя", вводимому в реактор, такое "общее количество растворителя" должно включать в себя как часть потока исходных материалов в потоке флегмы, так и часть их в растворителе.
Во время жидкофазного окисления в барботажной колонне реакторного типа 20 является предпочтительным, чтобы потоки исходных материалов, окислителя и флегмы, по существу, непрерывно вводились в реакционную зону 28, в то время как выходящие потоки газа и суспензии, по существу, непрерывно извлекаются из реакционной зоны 28. Как здесь используется, термин "по существу, непрерывно" должен обозначать в течение периода, по меньшей мере, 10 часов с перерывами, меньшими, чем 10 минут. Во время окисления является предпочтительным, чтобы окисляемое соединение (например, параксилол), по существу, непрерывно вводилось в реакционную зону 28 со скоростью, по меньшей мере, примерно 8000 кг/ч, более предпочтительно со скоростью в пределах примерно от 13000 примерно до 80000 кг/ч, еще более предпочтительно в пределах примерно от 18000 примерно до 50000 кг/ч, и наиболее предпочтительно в пределах от 22000 до 30000 кг/ч. Хотя, как правило, является предпочтительным, чтобы скорости потока для поступающих потоков исходных материалов, окислителя и флегмы были, по существу, стационарными, сейчас отмечено, что один из вариантов осуществления настоящего изобретения предполагает пульсации поступающего потока исходных материалов, окислителя и/или флегмы для улучшения перемешивания и массопереноса. Когда поступающие потоки исходных материалов, окислителя и/или флегмы вводятся в импульсном режиме, является предпочтительным, чтобы их скорости потока изменялись в пределах примерно от 0 примерно до 500% от стационарных скоростей потоков, упоминаемых здесь, более предпочтительно в пределах примерно от 30 примерно до 200% от стационарных скоростей потоков, упоминаемых здесь, и наиболее предпочтительно в пределах от 80 до 120% от стационарных скоростей потоков, упоминаемых здесь.
Усредненная по пространству и времени скорость реакции (STR) в барботажной колонне реакторного типа окисления 20 определяется как масса окисляемого соединения, вводимого на единицу объема реакционной среды 36 на единицу времени (например, килограммы параксилола, вводимого на кубический метр в час). При обычном использовании количество окисляемого соединения, не преобразованного в продукт, должно, как правило, вычитаться из количества окисляемого соединения в потоке исходных материалов перед вычислением STR. Однако степени преобразования и выходы, как правило, для многих окисляемых соединений, предпочтительных здесь (например, параксилола), являются высокими, и здесь является обычным определение термина, как сформулировано выше. По причинам капитальных затрат и стоимости работы, среди прочего, как правило, является предпочтительным, чтобы реакция осуществлялась с высокими STR. Однако осуществление реакции при все более высоких STR может повлиять на качество или выход частичного окисления. Барботажная колонна реакторного типа 20 является особенно пригодной для использования, когда STR окисляемого соединения (например, параксилола) находится в пределах примерно от 25 кг/м3×ч примерно до 400 кг/м3×ч, более предпочтительно в пределах примерно от 30 кг/м3×ч примерно до 250 кг/м3×ч, еще более предпочтительно примерно от 35 кг/м3×ч примерно до 150 кг/м3×ч, а наиболее предпочтительно в пределах от 40 кг/м3×ч до 100 кг/м3×ч.
STR по кислороду в барботажной колонне реакторного типа окисления 20 определяется как масса молекулярного кислорода, потребляемая на единицу объема реакционной среды 36 в единицу времени (например, килограммы молекулярного кислорода, потребляемого на кубический метр в час). По причинам капитальных затрат и расхода растворителя на окисление, среди прочего, является, как правило, предпочтительным, чтобы реакция осуществлялась при больших STR по кислороду. Однако осуществление реакции при все более высоких STR по кислороду может снизить качество или выход продуктов частичного окисления. Не ограничиваясь теорией, видно, что это, возможно, связано со скоростью переноса молекулярного кислорода из газовой фазы в жидкую на площади поверхности границы раздела, и, следовательно, в объем жидкости. Слишком высокая STR по кислороду, возможно, приводит к слишком низкому содержанию растворенного кислорода в объеме жидкой фазы реакционной среды.
Общая усредненная STR по кислороду определяется здесь как масса всего кислорода, потребленного во всем объеме реакционной среды 36 в единицу времени (например, килограммы молекулярного кислорода, потребленные на кубический метр в час). Барботажная колонна реакторного типа 20 является особенно пригодной для использования, когда общая усредненная STR по кислороду находится в пределах примерно от 25 кг/м3×ч примерно до 400 кг/м3×ч, более предпочтительно, в пределах примерно от 30 кг/м3×ч примерно до 250 кг/м3×ч, еще более предпочтительно примерно от 35 кг/м3×ч примерно до 150 кг/м3×ч, и наиболее предпочтительно в пределах от 40 кг/м3×ч до 100 кг/м3×ч.
Во время окисления в барботажной колонне реакторного типа 20 является предпочтительным, чтобы отношение массовой скорости потока общего количества растворителя (как из потока исходных материалов, так и из потока флегмы) к массовой скорости потока окисляемого соединения, поступающего в реакционную зону 28, поддерживалось в пределах примерно от 2:1 примерно до 50:1, более предпочтительно в пределах примерно от 5:1 примерно до 40:1, и наиболее предпочтительно в пределах от 7,5:1 до 25:1. Предпочтительно, отношение массовой скорости потока растворителя, вводимого как часть потока исходных материалов, к массовой скорости потока растворителя, вводимого как часть потока флегмы, поддерживается в пределах примерно от 0,5:1 до полного отсутствия потока флегмы, более предпочтительно в пределах примерно от 0,5:1 примерно до 4:1, еще более предпочтительно в пределах примерно от 1:1 примерно до 2:1, и наиболее предпочтительно в пределах от 1,25:1 до 1,5:1.
Во время жидкофазного окисления в барботажной колонне реакторного типа 20 является предпочтительным, чтобы поток окислителя вводился в барботажную колонну реакторного типа 20 в количестве, которое обеспечивает молекулярный кислород, несколько превосходящий стехиометрическую потребность в кислороде. Величина избытка молекулярного кислорода, необходимого для наилучших результатов с конкретным окисляемым соединением, влияет на общие экономические показатели жидкофазного окисления. Во время жидкофазного окисления в барботажной колонне реакторного типа 20 является предпочтительным, чтобы отношение массовой скорости потока для потока окислителя к массовой скорости потока окисляемого органического соединения (например, параксилола), поступающего в реактор 20, поддерживалось в пределах примерно от 0,5:1 примерно до 20:1, более предпочтительно в пределах примерно от 1:1 примерно до 10:1, и наиболее предпочтительно в пределах от 2:1 до 6:1.
Обращаясь опять к фиг.1, потоки исходных материалов, окислителя и флегмы, вводимые в барботажную колонну реакторного типа 20, совместно образуют, по меньшей мере, часть многофазной реакционной среды 36. Реакционная среда 36 представляет собой предпочтительно трехфазную среду, содержащую твердую фазу, жидкую фазу и газовую фазу. Как рассмотрено выше, окисление окисляемого соединения (например, параксилола) имеет место в основном в жидкой фазе реакционной среды 36. Таким образом, жидкая фаза реакционной среды 36 содержит растворенный кислород и окисляемое соединение. Экзотермическая природа реакции окисления, которая имеет место в барботажной колонне реакторного типа 20, вызывает кипение/испарение части растворителя (например, уксусной кислоты и воды), вводимого через входы для исходных материалов 32a,b,c,d. Таким образом, газовая фаза реакционной среды 36 в реакторе 20 формируется в основном из испаренного растворителя и нерастворенной, непрореагировавшей части потока окислителя. Определенные, известные из литературы реакторы окисления используют теплообменные трубы/ребра для нагрева или охлаждения реакционной среды. Однако такие структуры теплообмена могут быть нежелательными в реакторе по настоящему изобретению и в способе, описываемом здесь. Таким образом, является предпочтительным, чтобы барботажная колонна реакторного типа 20, по существу, не содержала никаких поверхностей, контактирующих с реакционной средой 36, и усредненный по времени тепловой поток, больший, чем 30000 Вт/м2.
Концентрация растворенного кислорода в жидкой фазе реакционной среды 36 представляет собой результат динамического равновесия между скоростью массопереноса из газовой фазы и скоростью реакционного расхода в жидкой фазе (то есть она не регулируется просто парциальным давлением молекулярного кислорода в поступающей газовой фазе, хотя оно и является одним из факторов для скорости подачи растворенного кислорода, и оно не влияет на предельную верхнюю концентрацию растворенного кислорода). Количество растворенного кислорода изменяется локально, будучи более высоким вблизи границы раздела пузырьков. В целом, количество растворенного кислорода зависит от равновесия факторов накопления и расхода в различных областях реакционной среды 36. Моментально, количество растворенного кислорода зависит от однородности смешивания газа и жидкости относительно скоростей химического расхода. При конструировании, для соответствующего согласования подачи и расхода в растворенном кислороде в жидкой фазе реакционной среды 36, является предпочтительным, чтобы усредненная по времени и усредненная по объему концентрация кислорода в жидкой фазе реакционной среды 36 поддерживалась примерно выше 1 м.д. мол., более предпочтительно в пределах примерно от 4 примерно до 1000 м.д. мол., еще более предпочтительно в пределах примерно от 8 примерно до 500 м.д. мол., и наиболее предпочтительно в пределах от 12 до 120 м.д. мол.
Жидкофазная реакция окисления, осуществляемая в барботажной колонне реакторного типа 20, предпочтительно представляет собой реакцию осаждения, которая образует твердые продукты. Более предпочтительно, жидкофазное окисление, осуществляемое в барботажной колонне реакторного типа 20, заставляет, по меньшей мере, примерно 10% мас. окисляемого соединения (например, параксилола), вводимого в реакционную зону 28, образовывать твердое соединение (например, частицы сырой терефталевой кислоты) в реакционной среде 36. Еще более предпочтительно, жидкофазное окисление заставляет, по меньшей мере, примерно 50% мас. окисляемого соединения образовывать твердые соединения в реакционной среде 36. Наиболее предпочтительно, жидкофазное окисление заставляет, по меньшей мере, 90% мас. окисляемого соединения образовывать твердые соединения в реакционной среде 36. Является предпочтительным, чтобы общее количество твердых продуктов в реакционной среде 36 было большим, примерно, чем 3% мас., усредненное по времени и усредненное по объему. Более предпочтительно, общее количество твердых продуктов в реакционной среде 36 поддерживается в пределах примерно от 5 примерно до 40% мас., еще более предпочтительно в пределах примерно от 10 примерно до 35% мас., и наиболее предпочтительно в пределах от 15 до 30% мас. Является предпочтительным, чтобы существенная часть продукта окисления (например, терефталевой кислоты), получаемого в барботажной колонне реакторного типа 20, присутствовала в реакционной среде 36 в виде твердых продуктов, вместо того, чтобы оставаться растворенной в жидкой фазе реакционной среды 36. Количество твердофазного продукта окисления, присутствующего в реакционной среде 36, предпочтительно составляет, по меньшей мере, примерно 25% мас. от общего количества продукта окисления (твердой и жидкой фазы) в реакционной среде 36, более предпочтительно, по меньшей мере, примерно 75% мас. от общего количества продукта окисления в реакционной среде 36, и наиболее предпочтительно, по меньшей мере, 95% мас. от общего количества продукта окисления в реакционной среде 36. Численные диапазоны, приведенные выше для количества твердых продуктов в реакционной среде 36, относятся к стационарной, по существу, работе барботажной колонны 20 в течение, по существу, непрерывного периода времени, но не к пуску, остановке или неоптимальному режиму работы барботажной колонны реакторного типа 20. Количество твердых продуктов в реакционной среде 36 определяется гравиметрическим способом. При этом гравиметрическом способе представительный образец суспензии извлекается из реакционной среды и взвешивается. При условиях, которые эффективно поддерживают общее распределение твердые продукты - жидкость, присутствующее в реакционной среде, свободная жидкость удаляется из части твердых продуктов седиментацией или фильтрацией, эффективно, без потерь осажденных твердых продуктов и с менее, примерно, чем 10% от начальной массы жидкости, остающимися в виде твердых продуктов. Оставшаяся жидкость на твердых продуктах выпаривается досуха, эффективно, без сублимации твердых продуктов. Оставшаяся часть твердых продуктов взвешивается. Отношение массы части твердых продуктов к массе исходной части суспензии представляет собой долю твердых продуктов, как правило, выражаемую в процентах.
Реакция осаждения, осуществляемая в барботажной колонне реакторного типа 20, может вызвать образование осадка (то есть отложение твердых продуктов) на поверхности определенных жестких структур, контактирующих с реакционной средой 36. Таким образом, в одном из вариантов осуществления настоящего изобретения является предпочтительным, чтобы барботажная колонна реакторного типа 20, по существу, не содержала внутренних структур теплообмена, перемешивания или дефлекторов в реакционной зоне 28, поскольку такие структуры склонны к образованию осадка. Если внутренние структуры присутствуют в реакционной зоне 28, является желательным исключение внутренних структур, имеющих наружные поверхности, которые содержат значительную площадь плоской поверхности, обращенной вверх, поскольку такие смотрящие вверх плоские поверхности были бы в высшей степени склонными к образованию осадка. Таким образом, если какие-либо внутренние структуры присутствуют в реакционной зоне 28, является предпочтительным, чтобы меньше, примерно, чем 20% от общей площади открытой наружной поверхности, обращенной вверх, у таких внутренних структур формировалась бы посредством, по существу, плоских поверхностей, наклоненных под углом, меньше, примерно, чем 15° от горизонтали.
Обращаясь опять к фиг.1, физическая конфигурация барботажной колонны реакторного типа 20 помогает обеспечить оптимизированное окисление окисляемого соединения (например, параксилола) при минимальном образовании примесей. Является предпочтительным, чтобы удлиненная реакционная секция 24 корпуса 22 содержала, по существу, цилиндрический главный корпус 46 и низ 48. Верхний уровень поверхности реакционной зоны 28 определяется горизонтальной плоскостью 50, простирающейся по верхней части цилиндрического главного корпуса 46. Нижний уровень поверхности 52 реакционной зоны 28 определяется самой нижней внутренней поверхностью низа 48. Как правило, нижний уровень поверхности 52 реакционной зоны 28 располагается вблизи отверстия 38 для выхода суспензии. Таким образом, удлиненная реакционная зона 28, определенная внутри барботажной колонны реакторного типа 20, имеет максимальную длину "L", измеряемую от верхнего уровня поверхности 50 до нижнего уровня поверхности 52 реакционной зоны 28 вдоль продольной оси цилиндрического главного корпуса 46. Длина "L" реакционной зоны 28 предпочтительно находится в пределах примерно от 10 примерно до 100 м, более предпочтительно в пределах примерно от 20 примерно до 75 м, и наиболее предпочтительно в пределах от 25 до 50 м. Реакционная зона 28 имеет максимальный диаметр (ширину) "D", которая, как правило, равна максимальному внутреннему диаметру цилиндрического главного корпуса 46. Максимальный диаметр "D" реакционной зоны 28 предпочтительно находится в пределах примерно от 1 примерно до 12 м, более предпочтительно в пределах примерно от 2 примерно до 10 м, еще более предпочтительно в пределах примерно от 3,1 примерно до 9 м, и наиболее предпочтительно в пределах от 4 до 8 м. В предпочтительном варианте осуществления настоящего изобретения реакционная зона 28 имеет отношение длины к диаметру "L:D" в пределах примерно от 6:1 примерно до 30:1. Еще более предпочтительно, реакционная зона 28 имеет отношение L:D в пределах примерно от 8:1 примерно до 20:1. Наиболее предпочтительно, реакционная зона 28 имеет отношение L:D в пределах от 9:1 до 15:1.
Как обсуждалось выше, реакционная зона 28 барботажной колонны реакторного типа 20 принимает многофазную реакционную среду 36. Реакционная среда 36 имеет нижний уровень поверхности, совпадающий с нижним краем 52 реакционной зоны 28, и верхний уровень поверхности, расположенный на верхней поверхности 44. Верхняя поверхность 44 реакционной среды 36 определяется вдоль горизонтальной плоскости, которая пересекает реакционную зону 28 в вертикальном положении, где содержимое реакционной зоны 28 переходит из сплошного газообразного состояния в сплошное жидкофазное состояние. Верхняя поверхность 44 предпочтительно располагается в вертикальном положении, где локальное усредненное по времени содержание газа тонкого горизонтального участка содержимого реакционной зоны 28 равно 0,9.
Реакционная среда 36 имеет максимальную высоту "H", измеренную между ее верхним и нижним уровнями поверхности. Максимальная ширина "W" реакционной среды 36, как правило, равна максимальному диаметру "D" цилиндрического главного корпуса 46. Во время жидкофазного окисления в барботажной колонне реакторного типа 20 является предпочтительным, чтобы H поддерживалось как примерно от 60 примерно до 120% от L, более предпочтительно примерно как от 80 примерно до 110% от L, и наиболее предпочтительно как от 85 до 100% от L. В предпочтительном варианте осуществления настоящего изобретения реакционная среда 36 имеет отношение высоты к ширине "H:W", большее, примерно, чем 3:1. Более предпочтительно, реакционная среда 36 имеет отношение H:W в пределах примерно от 7:1 примерно до 25:1. Еще более предпочтительно, реакционная среда 36 имеет отношение H:W в пределах примерно от 8:1 примерно до 20:1. Наиболее предпочтительно, реакционная среда 36 имеет отношение H:W в пределах от 9:1 до 15:1. В одном из вариантов осуществления настоящего изобретения L=H и D=W, так что различные размеры или отношения, приведенные здесь для L и D, применяются также к H и W, и наоборот.
Относительно высокие отношения L:D и H:W, предусмотренные в соответствии с одним из вариантом осуществления настоящего изобретения, могут вносить вклад в несколько важных преимуществ системы по настоящему изобретению. Как обсуждается более подробно ниже, обнаружено, что более высокие отношения L:D и H:W, а также некоторые другие особенности, обсуждаемые ниже, могут способствовать созданию выгодных градиентов по высоте концентраций молекулярного кислорода и/или окисляемого соединения (например, параксилола) в реакционной среде 36. В противоположность общепринятой концепции, которая склоняется к хорошо перемешиваемой реакционной среде с относительно однородными концентрациями в ней, обнаружено, что вертикальное ступенчатое изменение концентрации кислорода и/или окисляемого соединения способствует более эффективной и экономичной реакции окисления. Сведение к минимуму концентраций кислорода и окисляемого соединения вблизи верхней части реакционной среды 36 может помочь предотвратить потери непрореагировавшего кислорода и непрореагировавшего окисляемого соединения через верхний выход для газа 40. Однако если концентрации окисляемого соединения и непрореагировавшего кислорода являются низкими по всей реакционной среде 36, тогда скорость и/или селективность окисления снижаются. Таким образом, является предпочтительным, чтобы концентрации молекулярного кислорода и/или окисляемого соединения были значительно выше вблизи нижней части реакционной среды 36, чем вблизи верхней части реакционной среды 36.
В дополнение к этому, высокие отношения L:D и H:W делают давление в нижней части реакционной среды 36 существенно более высоким, чем давление в верхней части реакционной среды 36. Этот градиент давления по высоте является результатом большой высоты и плотности реакционной среды 36. Одно из преимуществ этого градиента по высоте давления заключается в том, что повышенное давление в нижней части емкости обеспечивает большую растворимость кислорода и больший массоперенос, чем те, которые достигались бы в противном случае при сравнимых температурах и давлениях в верхней части колонны в реакторах меньшего объема. Таким образом, реакция окисления может осуществляться при более низких температурах, чем потребовались бы в реакторах меньшего объема. Когда барботажная колонна реакторного типа 20 используется для частичного окисления параксилола до сырой терефталевой кислоты (CTA), способность в работе при более низких температурах реакции, при тех же или лучших скоростях массопереноса кислорода, имеет ряд преимуществ. Например, низкотемпературное окисление параксилола уменьшает количество растворителя, сжигаемого во время реакции. Как обсуждается более подробно ниже, низкотемпературное окисление также благоприятствует образованию малых, имеющих высокую площадь поверхности, непрочно связанных, легко растворяющихся частиц CTA, которые могут подвергаться воздействию более экономичных технологий очистки, чем большие, имеющие низкую площадь поверхности, плотные частицы CTA, получаемые с помощью обычных высокотемпературных способов окисления.
Во время окисления в реакторе 20 является предпочтительным, чтобы усредненная по времени и усредненная по объему температура реакционной среды 36 поддерживалась в пределах примерно от 125 примерно до 200°C, более предпочтительно в пределах примерно от 140 примерно до 180°C, и наиболее предпочтительно в пределах от 150 до 170°C. Давление в верхней части колонны над реакционной средой 36 предпочтительно поддерживается в пределах примерно от 1 примерно до 20 бар в датчике (бар), более предпочтительно в пределах примерно от 2 примерно до 12 бар, и наиболее предпочтительно в пределах от 4 до 8 бар. Предпочтительно, разность давлений между верхней частью реакционной среды 36 и нижней частью реакционной среды 36 находится в пределах примерно от 0,4 примерно до 5 бар, более предпочтительно разность давлений находится в пределах примерно от 0,7 примерно до 3 бар, и наиболее предпочтительно разность давлений составляет от 1 до 2 бар. Хотя, как правило, является предпочтительным, чтобы давление в верхней части колонны над реакционной средой 36 поддерживалось при относительно постоянном значении, один из вариантов осуществления настоящего изобретения предполагает импульсный режим давления в верхней части колонны для облегчения улучшенного перемешивания и/или массопереноса в реакционной среде 36. Когда давление в верхней части колонны пульсирует, является предпочтительным, чтобы импульсный режим давления находились в пределах между примерно 60 и примерно 140% от стационарного давления в верхней части колонны, упоминаемого здесь, более предпочтительно, в пределах между примерно 85 и примерно 115% от стационарного давления в верхней части колонны, упоминаемого здесь, и наиболее предпочтительно в пределах между 95 и 105% от стационарного давления в верхней части колонны, упоминаемого здесь.
Дополнительное преимущество высокого отношения L:D реакционной зоны 28 заключается в том, что это может вносить вклад в увеличение средней поверхностной скорости реакционной среды 36. Термин "поверхностная скорость" и "поверхностная скорость газа", как здесь используется по отношению к реакционной среде 36, должен обозначать объемную скорость потока газовой фазы реакционной среды 36 на некоторой высоте в реакторе, разделенную на площадь горизонтального поперечного сечения реактора на этой высоте. Увеличенная поверхностная скорость, обеспечиваемая высоким отношением L:D реакционной зоны 28, может ускорять локальное перемешивание и увеличивать содержание газа в реакционной среде 36. Усредненные по времени поверхностные скорости реакционной среды 36 на одной четвертой высоты, на половине высоты и/или на трех четвертях высоты реакционной среды 36 предпочтительно больше, примерно, чем 0,3 м/с, более предпочтительно находятся в пределах примерно от 0,8 примерно до 5 м/с, еще более предпочтительно в пределах примерно от 0,9 примерно до 4 м/с, и наиболее предпочтительно в пределах от 1 до 3 м/с.
Обращаясь опять к фиг.1, секция отделения 26 барботажной колонны реакторного типа 20 представляет собой просто расширенную часть корпуса 22, расположенную непосредственно над реакционной секцией 24. Секция отделения 26 уменьшает скорость текущей снизу вверх газовой фазы в барботажной колонне реакторного типа 20, когда газовая фаза поднимается выше верхнего уровня поверхности 44 реакционной среды 36 и достигает выхода для газа 40. Это уменьшение скорости движения снизу вверх газовой фазы помогает облегчить удаление захваченных жидких и/или твердых продуктов в текущей снизу вверх газовой фазе и тем самым уменьшает нежелательные потери определенных компонентов, присутствующих в жидкой фазе реакционной среды 36.
Секция отделения 26 предпочтительно содержит в целом расходящуюся коническую переходную стенку 54, в целом цилиндрическую широкую боковую стенку 56 и верхнюю головку 58. Узкий нижний уровень поверхности переходной стенки 54 соединен с верхней частью цилиндрического главного корпуса 46 реакционной секции 24. Широкий верхний уровень поверхности переходной стенки 54 соединен с нижней частью широкой боковой стенки 56. Является предпочтительным, чтобы переходная стенка 54 простиралась вверх и наружу от ее узкого нижнего края под углом в пределах примерно от 10 примерно до 70° от вертикали, более предпочтительно в пределах примерно 15 примерно до 50° от вертикали, а наиболее предпочтительно в пределах от 15 до 45° от вертикали. Широкая боковая стенка 56 имеет максимальный диаметр "X", который, как правило, больше, чем максимальный диаметр "D" реакционной секции 24, хотя, когда верхняя часть реакционной секции 24 имеет диаметр, меньший, чем максимальный диаметр реакционной секции 24 в целом, тогда X может реально быть меньшим, чем D. В предпочтительном варианте осуществления настоящего изобретения отношение диаметра широкой боковой стенки 56 к максимальному диаметру реакционной секции 24 "X:D" находится в пределах примерно от 0,8:1 примерно до 4:1, наиболее предпочтительно в пределах от 1,1:1 до 2:1. Верх 58 соединен с верхней частью широкой боковой стенки 56. Верх 58 предпочтительно представляет собой, в целом, эллиптический элемент крышки, определяющий центральное отверстие, которое позволяет газу уходить из зоны отделения 30 через выход для газа 40. Альтернативно, верх 58 может иметь любую форму, включая коническую. Зона отделения 30 имеет максимальную высоту "Y", измеренную от верхней части 50 реакционной зоны 28 до самой верхней части зоны отделения 30. Отношение длины реакционной зоны 28 к высоте зоны отделения 30 "L:Y" предпочтительно находится в пределах примерно от 2:1 примерно до 24:1, более предпочтительно в пределах примерно от 3:1 примерно до 20:1, и наиболее предпочтительно в пределах от 4:1 до 16:1.
Обращаясь к фиг. 1-5, теперь будут обсуждаться более подробно положение и конфигурация устройства распределения окислителя 34. Фиг. 2 и 3 показывают, что устройство распределения окислителя 34 может содержать кольцевой элемент 60, диаметральный элемент 62 и пару проходов 64a,b для накопления окислителя. Удобно, чтобы эти проходы 64a,b для накопления окислителя могли входить в емкость несколько выше кольцевого элемента 60, а потом поворачивать вниз, как показано на фиг. 2 и 3. Альтернативно, проход 64a,b для накопления окислителя может входить в емкость ниже кольцевого элемента 60 или примерно в той же горизонтальной плоскости, что и кольцевой элемент 60. Каждый проход 64a,b для накопления окислителя содержит первый уровень поверхности, соединенный с соответствующим входом для окислителя 66a,b, сформированный в корпусе 22, и второй уровень поверхности, соединенный с сообщением текучих сред с кольцевым элементом 60. Кольцевой элемент 60 предпочтительно формируется из проходов, более предпочтительно из множества прямых секций проходов, и наиболее предпочтительно из множества прямых трубных секций, жестко соединенных друг с другом, с образованием трубчатого многоугольного кольца. Предпочтительно, кольцевой элемент 60 формируется, по меньшей мере, из 3 прямых трубных секций, более предпочтительно из 6-10 трубных секций, а наиболее предпочтительно из 8 трубных секций. Соответственно, когда кольцевой элемент 60 формируется из 8 трубных секций, он имеет, в целом, восьмиугольную конфигурацию. Диаметральный элемент 62 предпочтительно формируется, по существу, из прямой трубной секции, которая соединена с сообщением текучих сред с противоположными трубными секциями кольцевого элемента 60 и простирается по диагонали между ними. Трубная секция, используемая для диаметрального элемента 62, предпочтительно имеет, по существу, такой же диаметр, как и трубные секции, используемые для формирования кольцевого элемента 60. Является предпочтительным, чтобы трубные секции, которые составляют проходы 64a,b, для накопления окислителя, кольцевой элемент 60 и диаметральный элемент 62, имели номинальный диаметр, больший, примерно, чем 0,1 м, более предпочтительно, находящийся в пределах примерно от 0,2 примерно до 2 м, а наиболее предпочтительно в пределах от 0,25 до 1 м. Как лучше всего, вероятно, иллюстрируется на фиг.3, кольцевой элемент 60 и диаметральный элемент 62, каждый, предоставляют множество верхних отверстий 68 для окислителя, для высвобождения потока окислителя снизу вверх в реакционную зону 28. Как лучше всего, вероятно, иллюстрируется на фиг.4, кольцевой элемент 60 и/или диаметральный элемент 62 могут предоставлять одно или несколько нижних отверстий 70 для окислителя для высвобождения потока окислителя вниз, в реакционную зону 28. Нижние отверстия 70 для окислителя могут также использоваться для высвобождения жидкости и/или твердых продуктов, которые могли бы поступать в кольцевой элемент 60 и/или диаметральный элемент 62. Для предотвращения осаждения твердых продуктов внутри устройства распределения окислителя 34 поток жидкости может непрерывно или периодически проходить через устройства для распределения 34, смывая любые аккумулированные твердые продукты.
Обращаясь опять к фиг. 1-4, во время окисления в барботажной колонне реакторного типа 20 потоки окислителя нагнетаются через входы для окислителя 66a,b и в проходы 64a,b для накопления окислителя соответственно. Затем потоки окислителя переносятся через проходы 64a,b для накопления окислителя в кольцевой элемент 60. Когда поток окислителя поступает в кольцевой элемент 60, поток окислителя распределяется по внутренним объемам кольцевого элемента 60 и диаметрального элемента 62. Затем поток окислителя принудительно выводится из устройства распределения окислителя 34 и в реакционную зону 28 через верхние и нижние отверстия 68, 70 для окислителя кольцевого элемента 60 и диаметрального элемента 62.
Выходы верхних отверстий 68 для окислителя отделены друг от друга латерально на некоторое расстояние и располагаются, по существу, на одной и той же высоте в реакционной зоне 28. Таким образом, выходы верхних отверстий 68 для окислителя располагаются в целом вдоль, по существу, горизонтальной плоскости, определенной верхней частью устройства распределения окислителя 34. Выходы нижних отверстий 70 для окислителя отделены друг от друга латерально на некоторое расстояние и располагаются, по существу, на одной и той же высоте в реакционной зоне 28. Таким образом, выходы нижних отверстий 70 для окислителя располагаются в целом вдоль, по существу, горизонтальной плоскости, определенной нижней частью устройства распределения окислителя 34.
В одном из вариантов осуществления настоящего изобретения устройство распределения окислителя 34 имеет, по меньшей мере, примерно 20 верхних отверстий 68 для окислителя, сформированных в нем. Более предпочтительно, устройство распределения окислителя 34 имеет в пределах примерно от 40 примерно до 800 верхних отверстий для окислителя, сформированных в нем. Наиболее предпочтительно, устройство распределения окислителя 34 имеет в пределах от 60 до 400 верхних отверстий 68 для окислителя, сформированных в нем. Устройство распределения окислителя 34 предпочтительно имеет, по меньшей мере, примерно 1 нижнее отверстие 70 для окислителя, сформированное в нем. Более предпочтительно, устройство распределения окислителя 34 имеет в пределах примерно от 2 примерно до 40 нижних отверстий 70 для окислителя, сформированных в нем. Наиболее предпочтительно, устройство распределения окислителя 34 имеет в пределах от 8 до 20 нижних отверстий 70 для окислителя, сформированных в нем. Отношение количества верхних отверстий для окислителя 68 к нижним отверстиям 70 для окислителя в устройстве для распределения окислителя 34 предпочтительно находится в пределах примерно от 2:1 примерно до 100:1, более предпочтительно, в пределах примерно от 5:1 примерно до 25:1, и наиболее предпочтительно, в пределах от 8:1 до 15:1. Диаметры, по существу, всех верхних и нижних отверстий 68, 70 для окислителя предпочтительно являются, по существу, одинаковыми, так что отношение объемной скорости потока окислителя из верхних и нижних отверстий 68, 70 является, по существу, таким же, как и отношения, приведенные выше, для относительного количества верхних и нижних отверстий 68, 70 для окислителя.
Фиг.5 иллюстрирует направление высвобождения окислителя из верхних и нижних отверстий 68, 70 для окислителя. При упоминании верхних отверстий 68 для окислителя является предпочтительным, чтобы, по меньшей мере, часть из них располагалась для высвобождения потока окислителя под углом "A", то есть под углом к вертикали. Является предпочтительным, чтобы процент верхних отверстий 68 для окислителя, которые отклоняются от вертикали на угол "A" находился в пределах примерно от 30 примерно до 90%, более предпочтительно, в пределах примерно от 50 примерно до 80%, еще более предпочтительно, в пределах от 60 до 75%, а наиболее предпочтительно, составлял примерно 67%. Угол "A" предпочтительно находится в пределах примерно от 5 примерно до 60°, более предпочтительно в пределах примерно от 10 примерно до 45°, а наиболее предпочтительно в пределах от 15 до 30°. Относительно нижних отверстий 70 для окислителя является предпочтительным, чтобы, по существу, все нижние отверстия 70 для окислителя располагались вблизи самой нижней части кольцевого элемента 60 и/или диаметрального элемента 62. Таким образом, любые жидкие и/или твердые продукты, которые могут ненамеренно поступать в устройство распределения окислителя 34, могут легко высвобождаться из устройства распределения окислителя 34 через нижние отверстия 70 для окислителя. Предпочтительно, нижние отверстия для окислителя 70 высвобождают поток окислителя вниз, по существу, под вертикальным углом. Для целей настоящего описания верхнее отверстие для окислителя может представлять собой любое отверстие, которое высвобождает поток окислителя в направлении в целом снизу вверх (то есть под углом выше горизонтали), и нижнее отверстие для окислителя может представлять собой любое отверстие, которое высвобождает поток окислителя в направлении в целом сверху вниз (то есть под углом ниже горизонтали).
Во многих обычных барботажных колоннах реакторного типа, содержащих многофазную реакционную среду, по существу, вся реакционная среда, находящаяся ниже устройства распределения окислителя (или другого механизма для введения потока окислителя в реакционную зону), имеет очень низкое значение содержания газа. Как известно в данной области, "содержание газа" представляет собой просто объемную долю многофазной среды, которая находится в газообразном состоянии. Зоны с низким содержанием газа в среде могут также упоминаться как "неаэрированные" зоны. Во многих обычных суспензионных барботажных колоннах реакторного типа значительная часть общего объема реакционной среды располагается ниже устройства распределения окислителя (или другого механизма для введения потока окислителя в реакционную зону). Таким образом, значительная часть реакционной среды, присутствующей в нижней части обычных барботажных колонн реакторного типа, является неаэрированной.
Обнаружено, что сведение к минимуму количества неаэрированных зон в реакционной среде, подвергающейся окислению в барботажной колонне реакторного типа, может свести к минимуму образование определенных типов нежелательных примесей. Неаэрированные зоны реакционной среды содержат относительно мало пузырьков окислителя. Этот малый объем пузырьков окислителя уменьшает количество молекулярного кислорода, доступного для растворения в жидкой фазе реакционной среды. Таким образом, жидкая фаза в неаэрированной зоне реакционной среды имеет относительно низкую концентрацию молекулярного кислорода. Эти обедненные кислородом, неаэрированные зоны реакционной среды имеют тенденцию к ускорению нежелательных побочных реакций, вместо желательной реакции окисления. Например, когда параксилол частично окисляется с образованием терефталевой кислоты, недостаточная доступность кислорода в жидкой фазе реакционной среды может вызывать образование нежелательно высоких количеств бензойной кислоты и связанных ароматических колец, в заметных количествах содержащих в высшей степени нежелательные окрашенные молекулы, известные как флуореноны и антрахиноны.
В соответствии с одним из вариантов осуществления настоящего изобретения жидкофазное окисление осуществляют в барботажной колонне реакторного типа, сконфигурованной и работающей таким способом, что объемная доля реакционной среды с низкими значениями содержания газа сводится к минимуму. Это сведение к минимуму неаэрированных зон может количественно определяться посредством теоретического разделения всего объема реакционной среды на 2000 дискретных горизонтальных участков одного объема. За исключением самого верхнего и самого нижнего горизонтальных участков, каждый горизонтальный участок представляет собой дискретный объем, ограниченный на его сторонах боковой стенкой реактора и ограниченный сверху и снизу воображаемыми горизонтальными плоскостями. Самый высокий горизонтальный участок ограничен снизу воображаемой горизонтальной плоскостью, а сверху верхней поверхностью реакционной среды. Самый нижний горизонтальный участок ограничен сверху воображаемой горизонтальной плоскостью, а снизу нижним краем емкости. Когда реакционная среда теоретически разделяется на 2000 дискретных горизонтальных участков равного объема, могут быть определены усредненное по времени и усредненное по объему содержание газа каждого горизонтального участка. Когда используется этот способ количественного определения количества неаэрированных зон, является предпочтительным, чтобы количество горизонтальных участков, имеющих усредненное по времени и усредненное по объему содержание газа, меньшее, чем 0,1, было меньшим, чем 30, более предпочтительно, меньшим, чем 15, еще более предпочтительно, меньшим, чем 6, еще более предпочтительно, меньшим, чем 4, а наиболее предпочтительно, меньшим, чем 2. Является предпочтительным, чтобы количество горизонтальных участков, имеющих содержание газа, меньшее, чем 0,2, было меньшим, чем 80, более предпочтительно, меньшим, чем 40, еще более предпочтительно, меньшим, чем 20, еще более предпочтительно, меньшим, чем 12, а наиболее предпочтительно, меньшим, чем 5. Является предпочтительным, чтобы количество горизонтальных участков, имеющих содержание газа, меньшее, чем 0,3, было меньшим, чем 120, более предпочтительно, меньшим, чем 80, еще более предпочтительно, меньшим, чем 40, еще более предпочтительно, меньшим, чем 20, а наиболее предпочтительно, меньшим, чем 15.
Обращаясь опять к фиг. 1 и 2, обнаружено, что расположение устройства распределения окислителя 34 ниже в реакционной зоне 28 обеспечивает ряд преимуществ, включая уменьшение количества неаэрированных зон в реакционной среде 36. При данной высоте "H" реакционной среды 36, длине "L" реакционной зоны 28 и максимальном диаметре "D" реакционной зоны 28 является предпочтительным, чтобы большая часть (то есть >50% мас.) потока окислителя вводилась в реакционную зону 28 в пределах примерно 0,025H, 0,022L и/или 0,25D от нижнего уровня поверхности 52 реакционной зоны 28. Более предпочтительно, большая часть потока окислителя вводится в реакционную зону 28 в пределах примерно 0,02H, 0,018L и/или 0,2D от нижнего уровня поверхности 52 реакционной зоны 28. Наиболее предпочтительно, большая часть потока окислителя вводится в реакционную зону 28 в пределах 0,015H, 0,013L и/или 0,15D от нижнего уровня поверхности 52 реакционной зоны 28.
В варианте осуществления, иллюстрируемом на фиг.2, вертикальное расстояние "Y1" между нижним краем 52 реакционной зоны 28 и выходом верхних отверстий 68 для окислителя устройства распределения окислителя 34 является меньшим, примерно, чем 0,25H, 0,022L и/или 0,25D, так что, по существу, весь поток окислителя поступает в реакционную зону 28 в пределах примерно 0,25H, 0,022L и/или 0,25D от нижнего уровня поверхности 52 реакционной зоны 28. Более предпочтительно, Y1 меньше, примерно, чем 0,02H, 0,018L и/или 0,2D. Наиболее предпочтительно, Y1 меньше чем 0,015H, 0,013L и/или 0,15D, но больше чем 0,005H, 0,004L и/или 0,06D. Фиг.2 иллюстрирует линию начала изгиба 72 в положении, где нижний уровень поверхности цилиндрического главного корпуса 46 корпуса 22 соединяется с верхним краем эллиптического низа 48 корпуса 22. Альтернативно, низ 48 может иметь любую форму, включая коническую, и линия начала изгиба по-прежнему определяется как низ цилиндрического главного корпуса 46. Вертикальное расстояние "Y2" между линией начала изгиба 72 и верхней частью устройства распределения окислителя 34 предпочтительно равно, по меньшей мере, примерно 0,0012H, 0,001L и/или 0,01D; более предпочтительно, по меньшей мере, примерно 0,005H, 0,004L и/или 0,05D; а наиболее предпочтительно, по меньшей мере, 0,01H, 0,008L и/или 0,1D. Вертикальное расстояние "Y3" между нижним краем 52 реакционной зоны 28 и выходом нижних отверстий 70 для окислителя устройства распределения окислителя 34 предпочтительно меньше, примерно, чем 0,015H, 0,013L и/или 0,15D; более предпочтительно, меньше, примерно, чем 0,012H, 0,01L и/или 0,1D; а наиболее предпочтительно, меньше, чем 0,01H, 0,008L и/или 0,075D, но больше, чем 0,003H, 0,002L и/или 0,025D.
В предпочтительном варианте осуществления настоящего изобретения отверстия, которые высвобождают поток окислителя и поток исходных материалов в реакционной зоне, конфигурируются таким образом, что количество (по массе) потока окислителя или исходных материалов, высвобождаемого из отверстия, прямо пропорционально открытой площади отверстия. Таким образом, например, если 50% общей открытой площади, определяемой всеми отверстиями для окислителя, располагается в пределах 0,15D от нижней части реакционной зоны, тогда 50% мас. потока окислителя поступает в реакционную зону в пределах 0,15D от нижней части реакционной зоны, и наоборот.
В дополнение к преимуществам, обеспечиваемым посредством сведения к минимуму неаэрированных зон (то есть зон с низким содержанием газа) в реакционной среде 36, обнаружено, что окисление может быть улучшено посредством доведения до максимума содержания газа во всей реакционной среде 36. Реакционная среда 36 предпочтительно имеет усредненное по времени и усредненное по объему содержание газа, по меньшей мере, примерно 0,4, более предпочтительно в пределах примерно от 0,6 примерно до 0,9, а наиболее предпочтительно в пределах от 0,65 до 0,85. Несколько физических и рабочих атрибутов барботажной колонны реакторного типа 20 вносят вклад в высокое содержание газа, обсуждаемое выше. Например, для данного размера реактора и скорости потока для потока окислителя, высокое отношение L:D реакционной зоны 28 дает меньший диаметр, который увеличивает поверхностную скорость в реакционной среде 36, что, в свою очередь, увеличивает содержание газа. В дополнение к этому, реальный диаметр барботажной колонны и отношение L:D, как известно, влияют на среднее содержание газа даже для данной постоянной поверхностной скорости. В дополнение к этому, сведение к минимуму неаэрированных зон, в особенности в нижней части реакционной зоны 28, вносит вклад в увеличение значения содержания газа. Кроме того, давление в верхней части колонны и механическая конфигурация барботажной колонны реакторного типа могут влиять на стабильность работы при высоких поверхностных скоростях и значениях содержания газа, описываемых здесь.
Более того, авторы обнаружили важность работы с оптимизированным давлением в верхней части колонны для получения увеличенного содержания газа и увеличенного массопереноса. Может показаться, что работа при более низком избыточном давлении, которое уменьшает растворимость молекулярного кислорода в соответствии с законом Генри, уменьшала бы скорость массопереноса молекулярного кислорода из газа в жидкость. В механически перемешиваемой емкости так обычно и происходит, поскольку уровни аэрации и скорости массопереноса определяются конструкцией мешалки и давлением в верхней части колонны. Однако в барботажной колонне реакторного типа в соответствии с предпочтительным вариантом осуществления настоящего изобретения обнаружено, как использовать более низкое давление в верхней части колонны для создания данной массы газофазного потока окислителя, занимая больший объем, увеличивая поверхностную скорость в реакционной среде 36 и, в свою очередь, увеличивая содержание газа и скорость переноса молекулярного кислорода.
Равновесие между коалесценцией и разрушением пузырьков представляет собой исключительно сложное явление, приводя, с одной стороны, к тенденции к пенообразованию, которое уменьшает внутренние скорости циркуляции жидкой фазы и которое может потребовать весьма больших зон отделения, а с другой стороны - к тенденции к образованию нескольких очень больших пузырьков, которые дают более низкое содержание газа и более низкую скорость массопереноса из потока окислителя в жидкую фазу. Относительно жидкой фазы, ее состав, плотность, вязкость и поверхностное натяжение, среди других факторов, как известно, взаимодействуют очень сложным способом, с получением очень сложных результатов даже в отсутствие твердой фазы. Например, лабораторные исследователи находят полезным квалифицировать, представляет ли собой "вода" водопроводную воду, дистиллированную воду или деионизованную воду, когда они описывают и оценивают наблюдения даже для простых барботажных колонн в системе вода-воздух. Для сложных смесей в жидкой фазе и при добавлении твердой фазы степень сложности дополнительно возрастает. Неровность поверхности отдельных частиц твердых продуктов, средний размер твердых продуктов, распределение размеров частиц, количество твердых продуктов относительно жидкой фазы и способность жидкости смачивать поверхность твердых продуктов, среди других вещей, все они являются важными при их взаимодействии с жидкой фазой и потоком окислителя при установлении того, какое поведение пузырьков и какие структуры потока естественной конвекции получатся в результате.
Таким образом, способность барботажной колонны реакторного типа эффективно функционировать при высоких поверхностных скоростях и высоких содержаниях газа, описанных здесь, зависит, например, от правильного выбора: (1) состава жидкой фазы реакционной среды; (2) количества и типа осаждаемых твердых продуктов, оба они могут регулироваться условиями реакции; (3) величины потока окислителя, вводимого в реактор; (4) давления в верхней части колонны, которое оказывает воздействие на объемную скорость потока, для потока окислителя, стабильность пузырьков, и, через баланс энергии, на температуру реакции; (5) самой температуры реакции, которая влияет на свойства текучей среды, свойства осаждаемых твердых продуктов и удельный объем потока окислителя; и (6) геометрии и механических деталей реакционной емкости, включая отношение L:D.
Обращаясь опять к фиг.1, обнаружено, что улучшение распределения окисляемого соединения (например, параксилола) в реакционной среде 36 может быть обеспечено посредством введения жидкофазного потока исходных материалов в реакционную зону 28 во множестве положений, отделенных друг от друга некоторым расстоянием по вертикали. Предпочтительно, жидкофазный поток исходных материалов вводится в реакционную зону 28 посредством, по меньшей мере, 3 входных отверстий, более предпочтительно, по меньшей мере, 4 входных отверстий. Как здесь используется, термин "входные отверстия" должен обозначать отверстия, где жидкофазный поток исходных материалов высвобождается в реакционную зону 28 для смешивания с реакционной средой 36. Является предпочтительным, чтобы, по меньшей мере, 2 из входных отверстий были отделены друг от друга некоторым расстоянием по высоте, по меньшей мере, примерно 0,5D, более предпочтительно, по меньшей мере, примерно 1,5D, а наиболее предпочтительно, по меньшей мере, 3D. Однако является предпочтительным, чтобы самое высокое входное отверстие было отделено некоторым расстоянием по высоте от самого нижнего отверстия для окислителя, не большим, примерно, чем 0,75H, 0,65L и/или 8D; более предпочтительно, не большим, примерно, чем 0,5H, 0,4L и/или 5D; и наиболее предпочтительно, не большим, чем 0,4H, 0,35L, и/или 4D.
Хотя является желательным введение жидкофазного потока исходных материалов во множестве положений, расположенных вертикально, также обнаружено, что улучшенное распределение окисляемого соединения в реакционной среде 36 обеспечивается, если большая часть жидкофазного потока исходных материалов вводится в нижней половине реакционной среды 36 и/или реакционной зоны 28. Предпочтительно, по меньшей мере, примерно 75% мас. жидкофазного потока исходных материалов вводится в нижнюю половину реакционной среды 36 и/или реакционной зоны 28. Наиболее предпочтительно, по меньшей мере, 90% мас. жидкофазного потока исходных материалов вводится в нижнюю половину реакционной среды 36 и/или реакционной зоны 28. В дополнение к этому, является предпочтительным, чтобы, по меньшей мере, примерно 30% мас. жидкофазного потока исходных материалов вводилось в реакционную зону 28 в пределах примерно 1,5D от самого нижнего вертикального положения, где поток окислителя вводится в реакционную зону 28. Это самое нижнее вертикальное положение, где поток окислителя вводится в реакционную зону 28, как правило, находится в нижней части устройства распределения окислителя; однако предпочтительным вариантом осуществления настоящего изобретения рассматривается множество альтернативных конфигураций для введения потока окислителя в реакционную зону 28. Предпочтительно, по меньшей мере, примерно 50% мас. жидкофазных исходных материалов вводится в пределах примерно 2,5D от самого нижнего вертикального положения, где поток окислителя вводится в реакционную зону 28. Предпочтительно, по меньшей мере, примерно 75% мас. жидкофазного потока исходных материалов вводится в пределах примерно 5D от самого нижнего вертикального положения, где поток окислителя вводится в реакционную зону 28.
Каждое входное отверстие определяет открытую площадь, через которую высвобождаются исходные материалы. Является предпочтительным, чтобы, по меньшей мере, примерно 30% общей открытой площади всех входов для исходных материалов располагалось в пределах примерно 1,5D от самого нижнего вертикального положения, где поток окислителя вводится в реакционную зону 28. Предпочтительно, по меньшей мере, примерно 50% общей открытой площади всех входов для исходных материалов располагается в пределах примерно 2,5D от самого нижнего вертикального положения, где поток окислителя вводится в реакционную зону 28. Предпочтительно, по меньшей мере, примерно 75% общей открытой площади всех входов для исходных материалов располагается в пределах примерно 5D от самого нижнего вертикального положения, где поток окислителя вводится в реакционную зону 28.
Обращаясь опять к фиг.1, в одном из вариантов осуществления настоящего изобретения, входы для исходных материалов 32a,b,c,d представляют собой просто ряд расположенных по вертикали отверстий вдоль одной стороны корпуса 22. Эти входные отверстия предпочтительно имеют, по существу, сходные диаметры, меньшие, примерно, чем 7 см, более предпочтительно в пределах примерно от 0,25 примерно до 5 см, а наиболее предпочтительно в пределах от 0,4 до 2 см. Барботажная колонна реакторного типа 20 предпочтительно снабжается системой для контроля скорости потока, для жидкофазного потока исходных материалов из каждого входного отверстия. Такая система контроля потока предпочтительно содержит индивидуальный клапан контроля потока 74a,b,c,d для каждого соответствующего входа для исходных материалов 32a,b,c,d. В дополнение к этому, является предпочтительным, чтобы барботажная колонна реакторного типа 20 снабжалась системой контроля потока, которая дает возможность для введения, по меньшей мере, части жидкофазного потока исходных материалов в реакционную зону 28 при повышенной входной поверхностной скорости, по меньшей мере, примерно 2 м/с, более предпочтительно, по меньшей мере, примерно 5 м/с, еще более предпочтительно, по меньшей мере, примерно 6 м/с, а наиболее предпочтительно в пределах от 8 до 20 м/с. Как здесь используется, термин "входная поверхностная скорость" обозначает усредненную по времени объемную скорость потока для потока исходных материалов из входного отверстия, деленную на площадь входного отверстия. Предпочтительно, по меньшей мере, примерно 50% мас. потока исходных материалов вводится в реакционную зону 28 при повышенной входной поверхностной скорости. Наиболее предпочтительно, по существу, почти весь поток исходных материалов вводится в реакционную зону 28 при повышенной входной поверхностной скорости.
Обращаясь теперь к фиг. 6-7, иллюстрируется альтернативная система для введения жидкофазного потока исходных материалов в реакционную зону 28. В этом варианте осуществления поток исходных материалов вводится в реакционную зону 28 на четырех различных уровнях по высоте. Каждый уровень по высоте снабжается соответствующей системой распределения исходных материалов 76a,b,c,d. Каждая система распределения исходных материалов 76 содержит главный проход 78 для исходных материалов и коллектор 80. Каждый коллектор 80 снабжается, по меньшей мере, двумя выходами 82, 84, соединенными с соответствующими вставными проходами 86, 88, которые простираются в реакционную зону 28 корпуса 22. Каждый проход 86, 88 предоставляет соответствующее входное отверстие 87, 89 для высвобождения потока исходных материалов в реакционную зону 28. Входные отверстия 87, 89 предпочтительно имеют, по существу, сходные диаметры, меньшие, примерно, чем 7 см, более предпочтительно, находящиеся в пределах примерно от 0,25 примерно до 5 см, и наиболее предпочтительно в пределах от 0,4 до 2 см. Является предпочтительным, чтобы входные отверстия 87, 89 каждой системы распределения исходных материалов 76a,b,c,d были диаметрально противоположными, с тем, чтобы ввести поток исходных материалов в реакционную зону 28 в противоположных направлениях. Кроме того, является предпочтительным, чтобы диаметрально противоположные входные отверстия 86, 88 соседних систем распределения исходных материалов 76 были ориентированы под углом поворота 90° по отношению друг к другу. При работе жидкофазный поток исходных материалов загружается через проход 78 для исходных материалов и впоследствии поступает в коллектор 80. Коллектор 80 распределяет поток исходных материалов равномерно для одновременного введения на противоположных сторонах реактора 20 через входные отверстия 87, 89.
Фиг.8 иллюстрирует альтернативную конфигурацию, где каждая система распределения исходных материалов 76 снабжена байонетными (быстросъемными) трубами 90, 92 вместо проходов 86, 88 (показанных на фиг.7). Байонетные трубы 90, 92 выступают в реакционную зону 28 и содержат множество малых входных отверстий 94, 96 для высвобождения жидкофазных исходных материалов в реакционную зону 28. Является предпочтительным, чтобы малые входные отверстия 94, 96 байонетных труб 90, 92 имели, по существу, одинаковые диаметры, меньшие, примерно, чем 50 мм, более предпочтительно примерно от 2 примерно до 25 мм, и наиболее предпочтительно от 4 до 15 мм.
Фиг. 9-11 иллюстрируют альтернативную систему распределения исходных материалов 100. Система распределения исходных материалов 100 вводит жидкофазный поток исходных материалов во множестве положений, отделенных друг от друга некоторым расстоянием по вертикали и отделенных друг от друга некоторым латеральным расстоянием, без необходимости во множестве прохождений через боковую стенку барботажной колонны реакторного типа 20. Система введения исходных материалов 100, как правило, содержит один входной проход 102, коллектор 104, множество расположенных вертикально распределительных труб 106, механизм латеральной поддержки 108 и механизм вертикальной поддержки 110. Входной проход 102 проходит через боковую стенку 46 корпуса 22. Входной проход 102 соединяется с сообщением текучих сред с коллектором 104. Коллектор 104 равномерно распределяет поток исходных материалов, принимаемый из входного прохода 102, среди расположенных вертикально распределительных труб 106. Каждая распределительная труба 106 имеет множество отделенных друг от друга некоторым расстоянием по вертикали входных отверстий 112a,b,c,d для высвобождения потока исходных материалов в реакционную зону 28. Механизм латеральной поддержки 108 соединен с каждой распределительной трубой 106 и затрудняет относительное латеральное перемещение распределительных труб 106. Механизм вертикальной поддержки 110 предпочтительно соединяется с механизмом латеральной поддержки 108 и с верхней частью устройства распределения окислителя 34. Механизм вертикальной поддержки 110, по существу, затрудняет вертикальное перемещение распределительных труб 106 в реакционной зоне 28. Является предпочтительным, чтобы входные отверстия 112 имели, по существу, одинаковые диаметры, меньшие, примерно, чем 50 мм, более предпочтительно примерно от 2 примерно до 25 мм, и наиболее предпочтительно от 4 до 15 мм. Вертикальное расстояние между соседними входными отверстиями 112 системы распределения исходных материалов 100, иллюстрируемой на фиг. 9-11, может быть, по существу, таким же, как описано выше, при упоминании системы распределения исходных материалов фиг.1.
Обнаружено, что структуры потока реакционной среды во множестве барботажных колонн реакторного типа могут сделать возможным неравномерное азимутальное распределение окисляемого соединения в реакционной среде, особенно когда окисляемое соединение, в основном, вводится вдоль одной стороны реакционной среды. Как здесь используется, термин "азимутальный" должен обозначать угол или расстояние вокруг расположенной вертикально продольной оси реакционной зоны. Как здесь используется, "расположенный вертикально" должен обозначать: в пределах 45° от вертикали. В одном из вариантов осуществления настоящего изобретения поток исходных материалов, содержащий окисляемое соединение (например, параксилол), вводится в реакционную зону через множество отделенных друг от друга некоторым азимутальным расстоянием входных отверстий. Эти отделенные друг от друга некоторым азимутальным расстоянием входные отверстия могут помочь предотвратить возникновение областей избыточно высоких и избыточно низких концентраций окисляемого соединения в реакционной среде. Различные системы введения исходных материалов, иллюстрируемые на фиг. 6-11, представляют собой примеры систем, которые обеспечивают правильное азимутальное расстояние между входными отверстиями.
Обращаясь опять к фиг.7, для количественного определения азимутально распределенного введения жидкофазного потока исходных материалов в реакционную среду реакционная среда может быть теоретически разделена на четыре расположенных вертикально азимутальных квадранта "Q1,Q2,Q3,Q4" приблизительно равного объема. Эти азимутальные квадранты "Q1,Q2,Q3,Q4" определяются посредством пары воображаемых пересекающихся перпендикулярных вертикальных плоскостей "P1, P2", простирающихся через максимальный вертикальный размер и максимальный радиальный размер реакционной среды. Когда реакционная среда содержится в цилиндрической емкости, линия пересечения воображаемых пересекающихся вертикальных плоскостей P1, P2 будет приблизительно совпадать с вертикальной центральной линией цилиндра, и каждый азимутальный квадрант Q1,Q2,Q3,Q4 будет представлять собой, в целом, клинообразный вертикальный объем, имеющий высоту, равную высоте реакционной среды. Является предпочтительным, чтобы существенная часть окисляемого соединения высвобождалась в реакционную среду через входные отверстия, расположенные, по меньшей мере, в двух различных азимутальных квадрантах.
В предпочтительном варианте осуществления настоящего изобретения, не более, примерно, чем 80% мас. окисляемого соединения высвобождается в реакционную среду через входные отверстия, которые могут располагаться в одном азимутальном квадранте. Более предпочтительно, не более, примерно, чем 60% мас. окисляемого соединения высвобождается в реакционную среду через входные отверстия, которые могут располагаться в одном азимутальном квадранте. Наиболее предпочтительно, не более чем 40% мас. окисляемого соединения высвобождается в реакционную среду через входные отверстия, которые могут располагаться в одном азимутальном квадранте. Эти параметры для азимутального распределения окисляемого соединения измеряются, когда азимутальные квадранты азимутально ориентируются таким образом, что максимально возможное количество окисляемого соединения высвобождается в один из азимутальных квадрантов. Например, если весь поток исходных материалов высвобождается в реакционную среду через два входных отверстия, которые азимутально отделены друг от друга на 89°, для целей определения азимутального распределения в четырех азимутальных квадрантах, 100% мас. потока исходных материалов высвобождается в реакционную среду в одном азимутальном квадранте, поскольку азимутальные квадранты могут азимутально ориентироваться таким образом, что оба входных отверстия располагаются в одном азимутальном квадранте.
В дополнение к преимуществам, связанным с правильным азимутальным расстоянием между входными отверстиями, также обнаружено, что правильное радиальное расстояние между входными отверстиями в барботажной колонне реакторного типа также может быть важным. Является предпочтительным, чтобы существенная часть окисляемого соединения, вводимого в реакционную среду, высвобождалась через входные отверстия, которые радиально распределены внутрь от боковой стенки емкости. Таким образом, в одном из вариантов осуществления настоящего изобретения существенная часть окисляемого соединения поступает в реакционную зону через входные отверстия, расположенные в "предпочтительной радиальной входной зоне", которая распределена внутрь от расположенных вертикально боковых стенок, определяющих реакционную зону.
Обращаясь опять к фиг.7, предпочтительная радиальная входная зона "FZ" может принимать форму теоретического расположенного вертикально цилиндра, с центром в реакционной зоне 28, и имеющего наружный диаметр "D0" в 0,9D, где "D" представляет собой диаметр реакционной зоны 28. Таким образом, определяется наружный кольцевой зазор "OA", имеющий толщину 0,05D между предпочтительной радиальной входной зоной FZ и внутренней стороной боковых стенок, определяющих реакционную зону 28. Является предпочтительным, чтобы или малое количество окисляемого соединения вводилось в реакционную зону 28 через входные отверстия, расположенные в этом наружном кольцевом зазоре OA, или оно вообще не вводилось.
В другом варианте осуществления является предпочтительным, чтобы малое количество окисляемого соединения вводилось в центр реакционной зоны 28 или оно вообще не вводилось. Таким образом, как иллюстрируется на фиг.8, предпочтительная радиальная входная зона FZ может принимать форму теоретического расположенного вертикально кольцевого зазора, с центром в реакционной зоне 28, имеющего наружный диаметр D0 0,9D и имеющего внутренний диаметр Di 0,2D. Таким образом, в настоящем варианте осуществления внутренний цилиндр IC, имеющий диаметр 0,2D, "вырезается" из центра предпочтительной радиальной входной зоны FZ. Является предпочтительным, чтобы малое количество окисляемого соединения вводилось в реакционную зону 28 через входные отверстия, расположенные в этом внутреннем цилиндре IC, или оно вообще не вводилось.
В предпочтительном варианте осуществления настоящего изобретения существенная часть окисляемого соединения вводится в реакционную среду 36 через входные отверстия, расположенные в предпочтительной радиальной входной зоне, независимо от того, имеет ли предпочтительная радиальная входная зона цилиндрическую или кольцевую форму, описанную выше. Более предпочтительно, по меньшей мере, примерно 25% мас. окисляемого соединения высвобождается в реакционную среду 36 через входные отверстия, расположенные в предпочтительной радиальной входной зоне. Еще более предпочтительно, по меньшей мере, примерно 50% мас. окисляемого соединения высвобождается в реакционную среду 36 через входные отверстия, расположенные в предпочтительной радиальной входной зоне. Наиболее предпочтительно, по меньшей мере, 75% мас. окисляемого соединения высвобождается в реакционную среду 36 через входные отверстия, расположенные в предпочтительной радиальной входной зоне.
Хотя теоретические азимутальные квадранты и теоретическая предпочтительная радиальная входная зона, иллюстрируемые на фиг. 7 и 8, описываются со ссылками на распределение жидкофазного потока исходных материалов, обнаружено, что правильное азимутальное и радиальное распределение газофазного потока окислителя может также обеспечить определенные преимущества. Таким образом, в одном из вариантов осуществления настоящего изобретения описание азимутального и радиального распределения жидкофазного потока исходных материалов, приведенное выше, также применимо к способу, которым газофазный поток окислителя вводится в реакционную среду 36.
Обращаясь теперь к фиг. 12-15, иллюстрируется альтернативное устройство распределения окислителя 200, как содержащее в целом кольцевой элемент 202 и пару проходов 204, 206 для накопления окислителя. Устройство распределения окислителя 200 на фиг. 12-15 является сходным с устройством для распределения окислителя 34 на фиг. 1-11, при следующих трех основных отличиях: (1) устройство распределения окислителя 200 не содержит диагонального диаметрального элемента; (2) верхняя часть кольцевого элемента 202 не имеет отверстий для высвобождения окислителя в направлении снизу вверх и (3) устройство распределения окислителя 200 имеет гораздо больше отверстий в нижней части кольцевого элемента 202.
Как, вероятно, лучше всего иллюстрируется на фиг. 14 и 15, нижняя часть кольца 202 устройства распределения окислителя предоставляет множество отверстий 208 для окислителя. Отверстия для окислителя 208 предпочтительно конфигурируются таким образом, что, по меньшей мере, примерно 1% общей открытой площади, определяемой отверстиями 208 для окислителя, располагается ниже центральной линии 210 (фиг.15) кольцевого элемента 202, где центральная линия 210 располагается на высоте объемного центроида кольцевого элемента 202. Более предпочтительно, по меньшей мере, примерно 5% общей открытой площади, определяемой всеми отверстиями 208 для окислителя, располагается ниже центральной линии 210, при этом, по меньшей мере, примерно 2% общей открытой площади определяются отверстиями 208, которые высвобождают поток окислителя в направлении, в целом, вниз, в пределах примерно 30° от вертикали. Еще более предпочтительно, по меньшей мере, примерно 20% общей открытой площади, определяемой всеми отверстиями для окислителя 208, располагается ниже центральной линии 210, при этом, по меньшей мере, примерно 10% общей открытой площади, определяется отверстиями 208, которые высвобождают поток окислителя в направлении, в целом, вниз, в пределах 30° от вертикали. Наиболее предпочтительно, по меньшей мере, примерно 75% общей открытой площади, определяемой всеми отверстиями 208 для окислителя, располагается ниже центральной линии 210, при этом, по меньшей мере, примерно 40% общей открытой площади определяется отверстиями 208, которые высвобождают поток окислителя в направлении, в целом, вниз, в пределах 30° от вертикали. Доля общей открытой площади, определяемой всеми отверстиями 208 для окислителя, которые располагаются выше центральной линии 210, предпочтительно является меньшей, примерно, чем 75%, более предпочтительно, меньшей, примерно, чем 50%, еще более предпочтительно, меньшей, примерно, чем 25%, и наиболее предпочтительно, меньшей, чем 5%.
Как иллюстрируется на фиг. 14 и 15, отверстия 208 для окислителя содержат направленные вниз отверстия 208a и наклонные отверстия 208b. Направленные вниз отверстия 208a конфигурируются для высвобождения потока окислителя, в целом, вниз, под углом в пределах примерно 30° от вертикали, более предпочтительно в пределах примерно 15° от вертикали, и наиболее предпочтительно в пределах 5° от вертикали. Наклонные отверстия 208b конфигурируются для высвобождения потока окислителя, в целом, наружу и вниз, под углом "A", который находится в пределах примерно от 15 примерно до 75° от вертикали, более предпочтительно угол A находится в пределах примерно от 30 примерно до 60° от вертикали, и наиболее предпочтительно угол A находится в пределах от 40 до 50° от вертикали.
Является предпочтительным, чтобы, по существу, все отверстия 208 для окислителя имели приблизительно одинаковый диаметр. Диаметр отверстий 208 для окислителя предпочтительно находится в пределах примерно от 2 примерно до 300 мм, более предпочтительно в пределах примерно от 4 примерно до 120 мм, а наиболее предпочтительно в пределах от 8 до 60 мм. Общее количество отверстий 208 для окислителя в кольцевом элементе 202 выбирается, чтобы удовлетворить критериям малого перепада давления, подробно описанным ниже. Предпочтительно, общее количество отверстий 208 для окислителя, сформированных в кольцевом элементе 202, равно, по меньшей мере, примерно 10, более предпочтительно общее количество отверстий 208 для окислителя находится в пределах примерно от 20 примерно до 200, а наиболее предпочтительно общее количество отверстий 208 для окислителя находится в пределах от 40 до 100.
Хотя фиг.12-15 иллюстрируют очень специфичную конфигурацию устройства распределения окислителя 200, заметим теперь, что для достижения преимуществ, описанных здесь, могут использоваться разнообразные конфигурации устройства распределения окислителя. Например, устройство распределения окислителя необязательно должно иметь конфигурацию восьмиугольного кольцевого элемента, иллюстрируемую на фиг.12-13. Скорее является возможным, чтобы устройство распределения окислителя был сформировано из любой конфигурации прохода (проходов) для потока, которые используют множество отделенных друг от друга некоторым расстоянием отверстий для высвобождения потока окислителя. Размер, количество и направление высвобождения отверстий для окислителя в проходе потока предпочтительно находятся в пределах, сформулированных выше. Кроме того, устройство распределения окислителя предпочтительно конфигурируется для обеспечения азимутального и радиального распределения молекулярного кислорода, описанного выше.
Независимо от конкретной конфигурации устройства распределения окислителя, является предпочтительным, чтобы устройство распределения окислителя было физически конфигурировано и работало способом, который сводит к минимуму перепад давления, связанный с высвобождением потока окислителя из прохода (проходов) для потока, через отверстия для окислителя, и в реакционную зону. Такой перепад давления вычисляется как усредненное по времени статическое давление потока окислителя внутри прохода для потока на входах для окислителя 66a,b устройства распределения окислителя минус усредненное по времени статическое давление в реакционной зоне на высоте, где половина потока окислителя вводится выше этого вертикального положения, и половина потока окислителя вводится ниже этого вертикального положения. В предпочтительном варианте осуществления настоящего изобретения усредненный по времени перепад давления, связанный с высвобождением потока окислителя из устройства распределения окислителя, является меньшим, примерно, чем 0,3 МПа, более предпочтительно, меньшим, примерно, чем 0,2 МПа, еще более предпочтительно, меньшим, примерно, чем 0,1 МПа, а наиболее предпочтительно, меньшим, чем 0,05 МПа. При предпочтительных рабочих условиях барботажной колонны реакторного типа, описанных здесь, давление потока окислителя внутри прохода (проходов) для потока в устройстве распределения окислителя предпочтительно находится в пределах примерно от 0,35 примерно до 1 МПа, более предпочтительно в пределах примерно от 0,45 примерно до 0,85 МПа, а наиболее предпочтительно в пределах от 0,5 до 0,7 МПа.
Как указывалось ранее со ссылками на конфигурацию устройства распределения окислителя, иллюстрируемую на фиг. 2-5, может быть желательным непрерывно или периодически прочищать устройство распределения окислителя с помощью жидкости (например, уксусной кислоты, воды и/или параксилола), чтобы предотвратить образование осадка в устройстве для распределения окислителя из твердых продуктов. Когда используется такая прочистка жидкостью, является предпочтительным, чтобы эффективное количество жидкости (то есть не только малое количество жидких капель, которые могли бы естественным образом присутствовать в потоке окислителя) проходило через устройство распределения окислителя и из отверстий для окислителя, по меньшей мере, в течение одного периода, большего, чем одна минута, ежедневно. Когда жидкость непрерывно или периодически высвобождается из устройства распределения окислителя, является предпочтительным, чтобы усредненное по времени отношение массовой скорости потока жидкости через устройство распределения окислителя к массовой скорости потока молекулярного кислорода через устройство распределения окислителя находилось в пределах примерно от 0,05:1 примерно до 30:1, или в пределах примерно от 0,1:1 примерно до 2:1, или даже в пределах от 0,2:1 до 1:1.
В одном из вариантов осуществления настоящего изобретения значительная часть окисляемого соединения (например, параксилола) может вводиться в реакционную зону через устройство распределения окислителя. В такой конфигурации является предпочтительным, чтобы окисляемое соединение и молекулярный кислород высвобождались из устройства распределения окислителя через одни и те же отверстия в устройстве для распределения окислителя. Как отмечено выше, окисляемое соединение, как правило, представляет собой жидкость при STP (при стандартных температуре и давлении). Следовательно, в настоящем варианте осуществления двухфазный поток может высвобождаться из устройства распределения окислителя, при этом жидкая фаза содержит окисляемое соединение и газовая фаза содержит молекулярный кислород. Необходимо заметить, однако, что, по меньшей мере, часть окисляемого соединения может находиться в газообразном состоянии, когда высвобождается из устройства распределения окислителя. В одном из вариантов осуществления жидкая фаза, высвобождающаяся из устройства распределения окислителя, формируется в основном из окисляемого соединения. В другом варианте осуществления жидкая фаза, высвобождающаяся из устройства распределения окислителя, имеет, по существу, такой же состав, как поток исходных материалов, описанный выше. Когда жидкая фаза, высвобождающаяся из устройства распределения окислителя, имеет, по существу, такой же состав, как поток исходных материалов, такая жидкая фаза может содержать растворитель и/или систему катализаторов в количествах и при отношениях, описанных выше при упоминании состава потока исходных материалов.
В одном из вариантов осуществления настоящего изобретения является предпочтительным, чтобы, по меньшей мере, примерно 10% мас. всего окисляемого соединения, вводимого в реакционную зону, вводилось через устройство распределения окислителя, более предпочтительно, по меньшей мере, примерно 40% мас. окисляемого соединения вводилось в реакционную зону через устройство распределения окислителя, и наиболее предпочтительно, по меньшей мере, 80% мас. окисляемого соединения вводилось в реакционную зону через устройство распределения окислителя. Когда все окисляемое соединение или его часть вводится в реакционную зону через устройство распределения окислителя, является предпочтительным, чтобы, по меньшей мере, примерно 10% мас. всего молекулярного кислорода, вводимого в реакционную зону, вводилось через то же устройство распределения окислителя, более предпочтительно, по меньшей мере, примерно 40% мас. окисляемого соединения вводилось в реакционную зону через то же устройство распределения окислителя, и наиболее предпочтительно, по меньшей мере, 80% мас. окисляемого соединения вводилось в реакционную зону через то же устройство распределения окислителя. Когда значительная часть окисляемого соединения вводится в реакционную зону через устройство распределения окислителя, является предпочтительным, чтобы одно или несколько устройств, отслеживающих температуру (например, термопар), располагалось в устройстве для распределения окислителя. Эти температурные сенсоры могут использоваться, чтобы помочь удостовериться в том, что температура в устройстве для распределения окислителя не становится опасно высокой.
Обращаясь теперь к фиг. 16-18, барботажная колонна реакторного типа 20 иллюстрируется как содержащая внутреннюю деаэрационную емкость 300, расположенную в нижней части реакционной зоны 28 вблизи выхода для суспензии 38. Обнаружено, что побочные реакции, формирующие примеси, осуществляются при относительно высокой скорости во время деаэрации реакционной среды 36. Как здесь используется, "деаэрация" должна означать отделение газовой фазы из многофазной реакционной среды. Когда реакционная среда 36 является сильно аэрированной (содержание газа >0,3), образование примесей является минимальным. Когда реакционная среда 36 является сильно неаэрированной (содержание газа <0,01), образование примесей также является минимальным. Однако когда реакционная среда является частично аэрированной (содержание газа 0,01-0,3), нежелательные побочные реакции облегчаются и образуется больше примесей. Деаэрационная емкость 300 решает эту и другие проблемы посредством сведения к минимуму объема реакционной среды 36 в частично аэрированном состоянии и посредством сведения к минимуму времени, которое отнимает деаэрация реакционной среды 36. По существу, деаэрированная суспензия получается из нижней части деаэрационной емкости 300 и покидает реактор 20 через выход 38 для суспензии. По существу, деаэрированная суспензия предпочтительно содержит меньше, примерно, чем 5% объемных газовой фазы, более предпочтительно меньше, примерно, чем 2% объемных газовой фазы, и наиболее предпочтительно меньше чем 1% объемный газовой фазы.
На фиг.16 барботажная колонна реакторного типа 20 иллюстрируется как содержащая контроллер уровня 302 и клапан контроля потока 304. Контроллер уровня 302 и клапан контроля потока 304 совместно поддерживают реакционную среду 36, по существу, при постоянной высоте в реакционной зоне 28. Контроллер уровня 302 работает, отслеживая (например, посредством отслеживания уровня по разнице давлений или посредством внутреннего отслеживания уровня) высоту верхнего уровня поверхности 44 реакционной среды 36 и генерируя контрольный сигнал 306, чувствительный к высоте реакционной среды 36. Клапан контроля потока 304 принимает контрольный сигнал 306 и регулирует скорость потока суспензии через проход для выхода суспензии 308. Таким образом, скорость потока суспензии из выхода 38 для суспензии может изменяться в пределах между максимальной объемной скоростью потока суспензии (Fmax), когда высота реакционной среды 36 является слишком большой, и минимальной объемной скоростью потока суспензии (Fmin), когда высота реакционной среды 36 является слишком низкой.
Для удаления твердофазного продукта окисления из реакционной зоны 28 порция должна сначала пройти через деаэрационную емкость 300. Деаэрационная емкость 300 обеспечивает внутренний объем с низкой турбулентностью, который дает возможность газовой фазе реакционной среды 36 естественным образом подняться из жидкой и твердых фаз реакционной среды 36, когда жидкость и твердые продукты протекают вниз по направлению к выходу для суспензии 38. Подъем газовой фазы из жидкой и твердой фаз вызывается естественным положительным всплыванием газовой фазы в жидкой и твердой фазах. Когда используется деаэрационная емкость 300, переход реакционной среды 36 от полностью аэрированной трехфазной среды к полностью деаэрированной двухфазной суспензии является быстрым и эффективным.
Обращаясь теперь к фиг. 17 и 18, деаэрационная емкость 300 содержит, в целом, расположенную вертикально боковую стенку 308, определяющую внутри себя деаэрационную зону 312. Предпочтительно, боковая стенка 308 простирается снизу вверх в пределах примерно 30° от вертикали, более предпочтительно в пределах примерно 10° от вертикали. Наиболее предпочтительно, боковая стенка 308 является, по существу, вертикальной. Деаэрационная зона 312 является отдельной от реакционной зоны 28 и имеет высоту "h" и диаметр "d." Верхний уровень поверхности 310 боковой стенки 308 является открытым, таким образом, чтобы принимать реакционную среду из реакционной зоны 28 во внутренний объем 312. Нижний уровень поверхности боковой стенки 308 является соединенным с сообщением текучих сред с выходом для суспензии 38 через переходную секцию 314. В определенных случаях, например, когда отверстие выхода 38 для суспензии больше или когда диаметр "d" боковой стенки 308 маленький, переходная секция 314 может быть устранена. Как, вероятно, лучше всего иллюстрируется на фиг.18, деаэрационная емкость 300 может также содержать гаситель вихрей 316, расположенный в деаэрационной зоне 312. Гаситель вихрей 316 может иметь любую структуру, работающую для замедления образования вихрей, когда твердая и жидкая фазы протекают вниз по направлению к выходу 38 для суспензии.
Чтобы сделать возможным соответствующее отделение газовой фазы от твердой и жидкой фазы в деаэрационной емкости 300, высота "h" и горизонтальная площадь поперечного сечения внутренней деаэрационной зоны 312 тщательно подбираются. Высота "h" и горизонтальная площадь поперечного сечения внутренней деаэрационной зоны 312 должны обеспечивать достаточное расстояние и время, так что, даже когда извлекается максимальное количество суспензии (то есть когда суспензия извлекается при Fmax), по существу, весь объем газовых пузырьков может подняться из твердой и жидкой фаз до того, как газовые пузырьки достигнут нижнего выхода деаэрационной емкости 300. Таким образом, является предпочтительным, чтобы площадь поперечного сечения деаэрационной зоны 312 была такой, чтобы максимальная скорость движения вниз (Vdmax) жидкой и твердых фаз через деаэрационную зону 312 была существенно меньшей, чем скорость естественного подъема (Vu) пузырьков газовой фазы через жидкую и твердую фазы. Максимальная скорость движения вниз (Vdmax) жидкой и твердой фаз через деаэрационную зону 312 осуществляется при максимальной объемной скорости потока суспензии (Fmax), обсуждаемой выше. Естественная скорость подъема (Vu) пузырьков газа через жидкую и твердую фазу изменяется в зависимости от размера пузырьков; однако естественная скорость подъема (Vu0,5) газовых пузырьков диаметром 0,5 см через жидкую и твердую фазы может использоваться в качестве порогового значения, поскольку, по существу, весь объем пузырьков, изначально, в реакционной среде 36 будет большим, чем 0,5 см. Предпочтительно, площадь поперечного сечения деаэрационной зоны 312 является такой, что Vdmax является меньшей, примерно, чем 75% от Vu0,5, более предпочтительно Vdmax является меньшей, примерно, чем 40% от Vu0,5, наиболее предпочтительно Vdmax является меньшей, чем 20% от Vu0,5.
Скорость движения вниз жидкой и твердой фаз в деаэрационной зоне 312 деаэрационной емкости 300 вычисляется как объемная скорость потока деаэрированной суспензии через выход для суспензии 38, деленная на минимальную площадь поперечного сечения деаэрационной зоны 312. Скорость движения вниз жидкой и твердой фаз в деаэрационной зоне 312 деаэрационной емкости 300 предпочтительно меньше, примерно, чем 50 см/с, более предпочтительно меньше, примерно, чем 30 см/с, а наиболее предпочтительно меньше чем 10 см/с.
Отметим сейчас, что, хотя расположенная вертикально боковая стенка 308 деаэрационной емкости 300 иллюстрируется как имеющая цилиндрическую конфигурацию, боковая стенка 308 может включать в себя множество боковых стенок, которые образуют множество конфигураций (например, треугольную, квадратную или овальную), постольку, поскольку стенки определяют внутренний объем, имеющий соответствующий объем, площадь поперечного сечения, ширину "d" и высоту "h". В предпочтительном варианте осуществления настоящего изобретения "d" находится в пределах примерно от 0,2 примерно до 2 м, более предпочтительно в пределах примерно от 0,3 примерно до 1,5 м, а наиболее предпочтительно в пределах от 0,4 до 1,2 м. В предпочтительном варианте осуществления настоящего изобретения "h" находится в пределах примерно от 0,3 м примерно до 5 м, более предпочтительно в пределах примерно от 0,5 примерно до 3 м, а наиболее предпочтительно в пределах от 0,75 до 2 м.
В предпочтительном варианте осуществления настоящего изобретения боковая стенка 308 является, по существу, вертикальной, так что горизонтальная площадь поперечного сечения деаэрационной зоны 312 является, по существу, постоянной по всей высоте "h" деаэрационной зоны 312. Предпочтительно, максимальная горизонтальная площадь поперечного сечения деаэрационной зоны 312 меньше, примерно, чем 25% от максимальной горизонтальной площади поперечного сечения реакционной зоны 28. Более предпочтительно, максимальная горизонтальная площадь поперечного сечения деаэрационной зоны 312 находится в пределах примерно от 0,1 примерно до 10% от максимальной горизонтальной площади поперечного сечения реакционной зоны 28. Наиболее предпочтительно, максимальная горизонтальная площадь поперечного сечения деаэрационной зоны 312 находится в пределах от 0,25 до 4% от максимальной горизонтальной площади поперечного сечения реакционной зоны 28. Предпочтительно, максимальная горизонтальная площадь поперечного сечения деаэрационной зоны 312 находится в пределах от примерно 0,02 примерно до 3 м2, более предпочтительно в пределах примерно от 0,05 примерно до 2 м2, и наиболее предпочтительно в пределах от 0,1 до 1,2 м2. Объем деаэрационной зоны 312 предпочтительно меньше, примерно, чем 5% от общего объема реакционной среды 36 или реакционной зоны 28. Более предпочтительно, объем деаэрационной зоны 312 находится в пределах от примерно 0,01 примерно до 2% от общего объема реакционной среды 36 или реакционной зоны 28. Наиболее предпочтительно, объем деаэрационной зоны 312 находится в пределах от 0,05 примерно до 1% от общего объема реакционной среды 36 или реакционной зоны 28. Объем деаэрационной зоны 312 предпочтительно меньше, примерно, чем 2 м3, более предпочтительно находится в пределах примерно от 0,01 примерно до 1 м3, и наиболее предпочтительно находится в пределах от 0,05 до 0,5 м3.
Обращаясь теперь к фиг.19, барботажная колонна реакторного типа 20 иллюстрируется как содержащая наружную деаэрационную емкость 400. В этой конфигурации аэрированная реакционная среда 36 извлекается из реакционной зоны 28 через приподнятое по высоте отверстие на боку корпуса 22. Извлеченная аэрированная среда переносится в наружную деаэрационную емкость 400 через выходной проход 402 для отделения газовой фазы от твердой и жидких фаз. Отделенная газовая фаза покидает деаэрационную емкость 400 через проход 404, в то время как, по существу, деаэрированная суспензия покидает деаэрационную емкость 400 через проход 406.
На фиг.19 выходной проход 402 показан как являющийся приблизительно прямым, горизонтальным и ортогональным корпусу 22. Это просто одна из удобных конфигураций; и выходной проход 402 может быть отличным в любом отношении, при условии, что он пригодным для использования образом соединяет барботажную колонну реакторного типа 20 с наружной деаэрационной емкостью 400. Обращаясь к проходу 404, является полезным, чтобы этот проход присоединялся сверху деаэрационной емкости 400 или вблизи ее верхней части для надежного контроля проблем, связанных с застойным газовым карманом, содержащим окисляемое соединение и окислитель. Более того, проходы 402 и 404 могут быть пригодными для содержания средств изоляции потоков, таких как клапаны.
Когда реакционная среда 36 извлекается из реактора 20 через приподнятый по высоте выход, как показано на фиг.19, является предпочтительным, чтобы барботажная колонна реакторного типа 20 была снабжена нижним выходом 408 вблизи нижней части 52 реакционной зоны 28. Нижний выход 408 и нижний проход 410, соединенный с ним, может использоваться для запасного (то есть пустого) реактора 20 во время выключений. Предпочтительно, один или несколько нижних выходов 408 предусматриваются в нижней трети высоты реакционной среды 36, более предпочтительно в нижней четверти реакционной среды 36, а наиболее предпочтительно в самой нижней точке реакционной зоны 28.
Для приподнятой системы извлечения суспензии и деаэрации, показанной на фиг.19, нижний проход 410 и выход 408 не используются для извлечения суспензии из реакционной зоны 28 во время окисления. В данной области известно, что твердые продукты имеют тенденцию к оседанию под действием силы тяжести в неаэрированных и не перемешиваемых другим образом частях суспензии, включая застойные зоны для потока. Кроме того, осажденные твердые продукты (например, терефталевая кислота) могут иметь тенденцию к отверждению в виде больших агломератов посредством продолжения осаждения и/или кристаллической реорганизации. Таким образом, для предотвращения забивания нижнего прохода для потока 410, часть деаэрированной суспензии из нижней части деаэрационной емкости 400 может использоваться для непрерывной или периодической прочистки нижнего прохода 410 во время нормальной работы реактора 20. Предпочтительные средства осуществления такой прочистки суспензией прохода 410 представляют собой периодическое открывание клапана 412 в проходе 410 и предоставление возможности части деаэрированной суспензии для протекания через проход 410 и в реакционную зону 28 через нижнее отверстие 408. Даже когда клапан 412 является полностью или частично открытым, только часть деаэрированной суспензии протекает через нижний проход 410 и назад в реакционную зону 28. Оставшаяся часть деаэрированной суспензии, не используемая для прочистки нижнего прохода 410, переносится через проход 414 из реактора 20 для дополнительной последующей переработки (например, очистки).
Во время нормальной работы барботажной колонны реакторного типа 20 в течение достаточного отрезка времени (например, >100 часов), является предпочтительным, чтобы количество деаэрированной суспензии, используемой для прочистки нижнего прохода 410, было меньшим, чем 50% мас., от общего количества деаэрированной суспензии, получаемой из нижней части деаэрационной емкости 400, более предпочтительно, меньшим, примерно, чем 20% мас., а наиболее предпочтительно, меньшим, чем 5% мас. Кроме того, является предпочтительным, чтобы в течение достаточного отрезка времени средняя массовая скорость потока деаэрированной суспензии, используемой для прочистки нижнего прохода 410, была меньше, примерно, чем умноженная на 4 средняя массовая скорость потока окисляемого соединения в реакционной зоне 28, более предпочтительно, меньше, примерно, чем умноженная на 2 средняя массовая скорость потока окисляемого соединения в реакционной зоне 28, еще более предпочтительно, меньше, чем средняя массовая скорость потока окисляемого соединения в реакционной зоне 28, а наиболее предпочтительно, меньше, чем 0,5 от средней массовой скорости потока окисляемого соединения в реакционной зоне 28.
Обращаясь опять к фиг.19, деаэрационная емкость 400 содержит расположенную, по существу, вертикально предпочтительно цилиндрическую боковую стенку 416, определяющую деаэрационную зону 418. Деаэрационная зона 418 имеет диаметр "d" и высоту "h." Высота "h" измеряется как вертикальное расстояние между положением, где аэрированная реакционная среда поступает в деаэрационную емкость 400, и нижней частью боковой стенки 416. Высота "h", диаметр "d", площадь и объем деаэрационной зоны 418 предпочтительно являются, по существу, такими же, как описано выше, при упоминании деаэрационной зоны 312 деаэрационной емкости 300, иллюстрируемой на фиг. 16-18. В дополнение к этому деаэрационная емкость 400 содержит верхнюю секцию 420, сформированную посредством выступающей боковой стенки 416 выше деаэрационной зоны 418. Верхняя секция 420 деаэрационной емкости 400 может иметь любую высоту, хотя предпочтительно она простирается вверх до уровня реакционной среды 36 в реакционной зоне 28 или выше. Верхняя секция 420 обеспечивает то, что газовая фаза имеет пространство для соответствующего отделения от жидкой и твердой фаз до выхода из деаэрационной емкости 400 через проход 404. Теперь отметим, что хотя проход 404 иллюстрируется как возвращающий отделенную газовую фазу в зону отделения реактора 20, проход 404 альтернативно может соединяться с корпусом 22 на любой высоте, выше выходного прохода 402. Необязательно, проход 404 может соединяться с проходом для выхода газа 40, так что отделенная газовая фаза из деаэрационной емкости 400 объединяется с удаленным из верхней части колонны потоком пара в проходе 40 и направляется далее для дополнительной переработки.
Обращаясь теперь к фиг.20, барботажная колонна реакторного типа 20 иллюстрируется как содержащая гибридную внутреннюю-наружную деаэрационную емкость 500. В этой конфигурации часть реакционной среды 36 извлекается из реакционной зоны 28 через относительно приподнятое отверстие 502 в боковой стенке корпуса 22. Затем извлеченная реакционная среда 36 переносится через коленчатый проход 504 относительно большого диаметра и поступает в верхнюю часть деаэрационной емкости 500. На фиг.20 коленчатый проход 504 показан как присоединяющийся ортогонально к боковой стенке корпуса 22 и содержащий плавный поворот под углом примерно 90°. Это всего лишь одна из удобных конфигураций; и коленчатый проход 504 может быть отличным в любом отношении, при условии, что он соединяет пригодным для использования способом барботажную колонну реакторного типа 20 с наружной деаэрационной емкостью 500, как описано. Кроме того, коленчатый проход 504 может содержать пригодные средства для изоляции потока, такие как клапаны.
В деаэрационной емкости 500 газовая фаза движется снизу вверх, в то время как твердая и жидкая фазы двигаются сверху вниз. Движущаяся снизу вверх газовая фаза может повторно поступать в коленчатый проход 504, а затем уходить через отверстие 502 назад в реакционную зону 28. Таким образом, в отверстии 502 может осуществляться противоток поступающей реакционной среды 36 и выходящего отделенного газа. Деаэрированная суспензия покидает деаэрационную емкость 500 через проход 506. Деаэрационная емкость 500 содержит расположенную, по существу, вертикально предпочтительно цилиндрическую боковую стенку 508, определяющую деаэрационную зону 510. Деаэрационная зона 510 имеет высоту "h" и диаметр "d". Является предпочтительным, чтобы приподнятое отверстие 502 и коленчатый проход 504 имели диаметр, такой же или больший, чем диаметр "d" деаэрационной зоны 510. Высота "h", диаметр "d", площадь и объем деаэрационной зоны 510 предпочтительно являются, по существу, таким же, как описано выше при упоминании деаэрационной зоны 312 деаэрационной емкости 300, иллюстрируемой на фиг. 16-18.
Фиг. 19 и 20 иллюстрируют вариант осуществления барботажной колонны реакторного типа 20, где твердый продукт (например, сырая терефталевая кислота), получаемый в реакционной зоне 28, извлекается из реакционной зоны 28 через приподнятый по высоте выход. Извлечение аэрированной реакционной среды 36 из приподнятого положения над нижней частью барботажной колонны реакторного типа 20 может помочь предотвратить аккумуляцию и застой плохо аэрированной реакционной среды 36 в нижней части 52 реакционной зоны 28. В соответствии с другими аспектами настоящего изобретения концентрации кислорода и окисляемого соединения (например, параксилола) в реакционной среде 36 вблизи верхней части реакционной среды 36 предпочтительно являются более низкими, чем вблизи нижней части. Таким образом, извлечение реакционной среды 36 в приподнятом по высоте положении может увеличить выход посредством понижения количества непрореагировавших реагентов, извлекаемых из реактора 20. Также температура реакционной среды 36 значительно изменяется в вертикальном направлении, когда барботажная колонна реакторного типа 20 работает при высоких STR и градиентах химического состава, как описано здесь. При таких условиях температура реакционной среды 36, как правило, будет иметь локальные минимумы вблизи нижнего уровня поверхности и верхнего уровня поверхности реакционной зоны 28. Вблизи нижнего уровня поверхности минимум связан с испарением растворителя вблизи области, где принимается окислитель или его часть. Вблизи верхнего уровня поверхности минимум опять же вызывается испарением растворителя, хотя и вызванным здесь уменьшением давления в реакционной среде. В дополнение к этому другие локальные минимумы могут возникать между верхним и нижним уровнями поверхности, когда в реакционную среду принимаются дополнительные исходные материалы или окислитель. Таким образом, имеется один или несколько максимумов температуры, возникающих под действием экзотермического тепла реакций окисления, между нижним краем и верхним краем реакционной зоны 28. Извлечение реакционной среды 36 в приподнятом по высоте положении с повышенной температурой может быть особенно преимущественным, когда последующая переработка осуществляется при более высоких температурах, поскольку стоимость энергии, связанной с нагревом извлеченной среды для последующей переработки, уменьшается.
Таким образом, в предпочтительном варианте осуществления настоящего изобретения, и особенно когда последующая переработка осуществляется при более высоких температурах, реакционная среда 36 извлекается из барботажной колонны реакторного типа 20 через приподнятый по высоте выход (выходы), расположенный выше положения (положений), где поступают в реакционную зону 28, по меньшей мере, 50% мас. жидкофазного потока исходных материалов и/или газофазного потока окислителя. Более предпочтительно, реакционная среда 36 извлекается из барботажной колонны реакторного типа 20 через приподнятый по высоте выход (выходы), расположенный выше положения (положений), где поступают в реакционную зону 28, по существу, весь жидкофазный поток исходных материалов и/или газофазный поток окислителя. Предпочтительно, по меньшей мере, 50% мас. твердофазных и жидкофазных компонентов, извлекаемых из барботажной колонны реакторного типа 20, извлекаются через приподнятый по высоте выход (выходы). Более предпочтительно, по существу, все твердофазные и жидкофазные компоненты, извлекаемые из барботажной колонны реакторного типа 20, извлекаются через приподнятый по высоте выход (выходы). Предпочтительно, приподнятый по высоте выход (выходы) располагается, по меньшей мере, примерно на 1D выше нижнего уровня поверхности 52 реакционной зоны 28. Более предпочтительно, приподнятый по высоте выход (выходы) располагается, по меньшей мере, примерно на 2D выше нижнего уровня поверхности 52 реакционной зоны 28. Наиболее предпочтительно, приподнятый по высоте выход (выходы) располагается, по меньшей мере, на 3D выше нижнего уровня поверхности 52 реакционной зоны 28. При данной высоте "H" реакционной среды 36 является предпочтительным, чтобы приподнятый по высоте выход (выходы) располагался вертикально в пределах между примерно 0,2H и примерно 0,8H, более предпочтительно между примерно 0,3H и примерно 0,7H, и наиболее предпочтительно между 0,4H и 0,6H. Кроме того, является предпочтительным, чтобы температура реакционной среды 36 на приподнятом по высоте выходе из реакционной зоны 28 была, по меньшей мере, на 1°C больше, чем температура реакционной среды 36 на нижнем уровне поверхности 52 реакционной зоны 28. Более предпочтительно, температура реакционной среды 36 на приподнятом по высоте выходе из реакционной зоны 28 выше, в пределах примерно от 1,5 примерно до 16°C, чем температура реакционной среды 36 на нижнем уровне поверхности 52 реакционной зоны 28. Наиболее предпочтительно, температура реакционной среды 36 на приподнятом по высоте выходе из реакционной зоны 28 выше, в пределах от 2 до 12°C, чем температура реакционной среды 36 на нижнем уровне поверхности 52 реакционной зоны 28.
Обращаясь теперь к фиг.21, барботажная колонна реакторного типа 20 иллюстрируется как содержащая альтернативную гибридную деаэрационную емкость 600, расположенную в нижней части реактора 20. При этой конфигурации аэрированная реакционная среда 36 извлекается из реакционной зоны 28 через относительно большое отверстие 602 на нижнем уровне поверхности 52 корпуса 22. Отверстие 602 определяет открытый верхний уровень поверхности деаэрационной емкости 600. В деаэрационной емкости 600 газовая фаза движется снизу вверх, в то время как твердая и жидкая фазы движутся сверху вниз. Движущаяся снизу вверх газовая фаза может повторно поступать в реакционную зону 28 через отверстие 602. Таким образом, на отверстии 602 может осуществляться противоток поступающей реакционной среды 36 и уходящего отделенного газа. Деаэрированная суспензия покидает деаэрационную емкость 600 через проход 604. Деаэрационная емкость 600 содержит расположенную, по существу, вертикально предпочтительно цилиндрическую боковую стенку 606, определяющую деаэрационную зону 608. Деаэрационная зона 608 имеет высоту "h" и диаметр "d". Является предпочтительным, чтобы отверстие 602 имело диаметр такой же, как диаметр "d" деаэрационной зоны 608, или больший. Высота "h", диаметр "d", площадь и объем деаэрационной зоны 608 предпочтительно являются, по существу, такими же, как описано выше при упоминании деаэрационной зоны 312 деаэрационной емкости 300, иллюстрируемой на фиг. 16-18.
Обращаясь теперь к фиг.22, барботажная колонна реакторного типа 20 фиг.21 иллюстрируется как содержащая альтернативное устройство распределения окислителя 620. Устройство распределения окислителя 620 содержит кольцевой элемент 622 и пару входных проходов 624, 626. Кольцевой элемент 622 предпочтительно имеет, по существу, такую же конфигурацию, как кольцевой элемент 202, описанный выше при упоминании фиг. 12-15. Входные проходы 624, 626 простираются снизу вверх через отверстия в низу 48 корпуса 22 и обеспечивают поток окислителя к кольцевому элементу 622.
Обращаясь теперь к фиг.23, барботажная колонна реакторного типа 20 фиг.21 иллюстрируется как содержащая средства для введения потока окислителя в реакционную зону 28, не содержащие устройств для распределения. В конфигурации фиг.23 поток окислителя доставляется в реактор 20 через проходы для окислителя 630, 632. Проходы для окислителя 630, 632 соединяются с соответствующими отверстиями для окислителя 634, 636 в низу 48 корпуса 22. Поток окислителя вводится непосредственно в реакционную зону 28 через отверстия для окислителя 634, 636. Необязательные пластины дефлекторов 638, 640 могут предусматриваться для отклонения направления потока, для потока окислителя, после того как он изначально поступает в реакционную зону 28.
Как рассмотрено выше, является предпочтительным, чтобы реактор окисления конфигурировался и работал способом, который устраняет зоны с высокой концентрацией окисляемого соединения в реакционной среде, поскольку такие зоны могут приводить к образованию примесей. Один из путей улучшения начального диспергирования окисляемого соединения (например, параксилола) в реакционной среде заключается в разбавлении окисляемого соединения жидкостью. Жидкость, используемая для разбавления окисляемого соединения, может происходить от части реакционной среды, расположенной на значительном расстоянии от положения (положений), где окисляемое соединение вводится в реакционную зону. Эта жидкость из удаленной части реакционной среды может циркулировать в положение вблизи от положения накопления окисляемого соединения через проход, который располагается внутри и/или снаружи главной реакционной емкости.
Фиг.24 и 25 иллюстрируют два предпочтительных способа циркуляции жидкости от удаленной части реакционной среды к положению вблизи входа окисляемого соединения, использующие внутренний (фиг.24) или наружный (фиг.25) проход. Предпочтительно, длина прохода для потока от его входа (то есть отверстия (отверстий), где жидкость поступает в проход) до его выхода (то есть отверстия (отверстий), где жидкость высвобождается из прохода) больше, примерно, чем 1 м, более предпочтительно, больше, примерно, чем 3 м, еще более предпочтительно, больше, примерно, чем 6 м, а наиболее предпочтительно, больше, чем 9 м. Однако реальная длина прохода становится менее важной, если жидкость получают из отдельной емкости, вероятно, расположенной непосредственно над емкостью, в которую изначально высвобождаются исходные материалы окисляемого соединения, или рядом с ней. Жидкость из любой отдельной емкости, содержащая, по меньшей мере, часть реакционной среды, представляет собой предпочтительный источник для начального разбавления окисляемого соединения.
Является предпочтительным, чтобы жидкость, протекающая через проход, каким бы не был ее источник, имела более низкую постоянную концентрацию окисляемого соединения, чем реакционная среда в непосредственной близости, по меньшей мере, с одним выходом из прохода. Кроме того, является предпочтительным, чтобы жидкость, протекающая через проход, имела концентрацию окисляемого соединения в жидкой фазе примерно ниже 100000 м.д. мас., более предпочтительно примерно ниже 10000 м.д. мас., еще более предпочтительно примерно ниже 1000 м.д. мас., а наиболее предпочтительно ниже 100 м.д. мас., где концентрации измеряются до добавления в проход малой добавки исходных материалов окисляемого соединения и любых необязательных, отдельных исходных материалов растворителя. Когда измерения осуществляют после добавления малой добавки исходных материалов окисляемого соединения и необязательных исходных материалов растворителя, является предпочтительным, чтобы объединенный жидкий поток, поступающий в реакционную среду, имел концентрацию окисляемого соединения в жидкой фазе примерно ниже 300000 м.д. мас., более предпочтительно примерно ниже 50000 м.д. мас., а наиболее предпочтительно ниже 10000 м.д. мас.
Является желательным поддерживать поток через проход при достаточно низкой скорости, так чтобы циркулирующая жидкость не подавляла желательный общий градиент окисляемого соединения в реакционной среде. В этом отношении является предпочтительным, чтобы отношение массы жидкой фазы в реакционной зоне, в которую сначала высвобождается малая добавка окисляемого соединения, к массовой скорости потока жидкости, протекающей через проход, было большим, примерно, чем 0,3 мин, более предпочтительно большим, примерно, чем 1 мин, еще более предпочтительно, находилось в пределах примерно между 2 мин и примерно 120 мин, а наиболее предпочтительно в пределах между 3 мин и 60 мин.
Существует множество средств, для того чтобы заставить жидкость протекать через проход. Предпочтительные средства включают в себя силу тяжести, эжекторы всех типов, использующие либо газ, либо жидкость, либо как то, так и другое, в качестве движущей текучей среды, и механические насосы всех типов. Когда используется эжектор, один из вариантов осуществления настоящего изобретения использует в качестве движущей текучей среды, по меньшей мере, одну текучую среду, выбранную из группы, состоящей из исходных материалов окисляемого соединения (жидкости или газа), исходных материалов окислителя (газа), исходных материалов растворителя (жидкости) и прокачиваемого источника реакционной среды (суспензии). Другой вариант осуществления использует в качестве движущей текучей среды, по меньшей мере, две текучие среды, выбранные из группы, состоящей из исходных материалов окисляемого соединения, исходных материалов окислителя и исходных материалов растворителя. Еще один вариант осуществления использует в качестве движущей текучей среды сочетание исходных материалов окисляемого соединения, исходных материалов окислителя и исходных материалов растворителя.
Соответствующий диаметр или диаметры циркуляционного прохода могут изменяться в соответствии с количеством и свойствами материала, который переносится, энергии, доступной для принудительного движения потока, и соображениями капитальных затрат. Является предпочтительным, чтобы минимальный диаметр для такого прохода был большим, примерно, чем 0,02 м, более предпочтительно, находился в пределах примерно между 0,06 м и примерно 2 м, и наиболее предпочтительно между 0,12 и 0,8 м.
Как отмечалось выше, является желательным контролировать поток через проход в определенных предпочтительных пределах. Имеется множество средств, известных в данной области, для осуществления этого контроля посредством подбора соответствующей фиксированной геометрии во время конструирования прохода для потока. Другой предпочтительный вариант осуществления представляет собой использование геометрии, которая изменяется во время работы, явным образом включающей в себя клапаны всех сортов и описаний, включая как приводимые в действие вручную, так и приводимые в действие приводом, с помощью любых средств, включая контроль с помощью контура обратной связи от измерительного элемента или без них. Другие предпочтительные средства контроля потока жидкости разбавления заключаются в изменении накопления энергии между входом и выходом из прохода. Предпочтительные средства включают в себя изменения скорости потока одной или нескольких движущих текучих сред для эжектора, изменение накопления энергии для привода насоса, и разности плотностей или разности высот, когда используется сила гравитации. Эти предпочтительные средства могут использоваться также в любых сочетаниях.
Проход, используемый для циркуляции жидкости из реакционной среды, может быть любого типа, известного в данной области. Один из вариантов осуществления использует проход, сконструированный полностью или частично с использованием обычных трубных материалов. Другой вариант осуществления использует проход, сконструированный полностью или частично с использованием стенки реакционной емкости в качестве одной из деталей прохода. Проход может конструироваться как полностью заключенный внутри границ реакционной емкости (фиг.24), или же он может конструироваться полностью снаружи реакционной емкости (фиг.25), или он может содержать секции как внутри, так и снаружи реакционной емкости.
Авторы полагают, что, в особенности, в реакторах больших размеров может быть желательным иметь множество проходов и различные их конструкции для перемещения жидкости через проход. Кроме того, может быть желательным создание множества выходов во множестве положений на одном или на всех проходах. Особенности конструкции будут обеспечивать желательный общий градиент постоянных концентраций окисляемого соединения с желаемым начальным разбавлением исходных материалов окисляемого соединения в соответствии с другими аспектами настоящего изобретения.
Как фиг.24, так и фиг.25 иллюстрируют конструкции, которые используют деаэрационную емкость, соединенную с проходом. Эта деаэрационная емкость обеспечивает то, что часть реакционной среды, используемая для разбавления поступающего окисляемого соединения, представляет собой, по существу, деаэрированную суспензию. Теперь отметим, однако, что жидкость или суспензия, используемая для разбавления поступающего окисляемого соединения, может находиться в аэрированной форме, а также в деаэрированной форме.
Использование жидкости, протекающей через проход для обеспечения разбавления исходных материалов окисляемого соединения, является особенно полезным в барботажных колоннах реакторного типа. Кроме того, в барботажных колоннах реакторного типа может быть достигнут хороший выигрыш для начального разбавления исходных материалов окисляемого соединения, даже без добавления исходных материалов окисляемого соединения непосредственно в проход, при условии, что выход из прохода лежит достаточно близко к положению добавления окисляемого соединения, в таком варианте осуществления, является предпочтительным, чтобы выход из прохода находился в пределах примерно 27 диаметров выхода из прохода от ближайшего положения добавления для окисляемого соединения, более предпочтительно в пределах примерно 9 диаметров выхода из прохода, еще более предпочтительно в пределах примерно 3 диаметров выхода из прохода, а наиболее предпочтительно в пределах 1 диаметра выхода из прохода.
Обнаружено также, что эжекторы потока могут быть пригодными для начального разбавления окисляемого соединения в барботажных колоннах окисления в соответствии с одним из вариантов осуществления настоящего изобретения, даже без использования проходов для получения жидкости разбавления из удаленной части реакционной среды. В таких случаях эжектор располагается в реакционной среде и имеет открытый путь из реакционной среды в горловину, где низкое давление вовлекает в расположенную рядом реакционную среду. Примеры двух возможных конфигураций эжектора иллюстрируются на фиг. 26 и 27. В предпочтительном варианте осуществления этих эжекторов ближайшее положение поступающего окисляемого соединения находится в пределах примерно 4 м, более предпочтительно в пределах примерно 1 м, а наиболее предпочтительно 0,3 м от горловины эжектора. В другом варианте осуществления окисляемое соединение вводится под давлением в качестве движущей текучей среды. Еще в одном варианте осуществления, либо растворитель, либо окислитель вводится под давлением в качестве дополнительной движущей текучей среды вместе с окисляемым соединением. Еще в одном варианте осуществления, как растворитель, так и окислитель вводятся под давлением в качестве дополнительной движущей текучей среды вместе с окисляемым соединением.
Авторы предполагают, что, в особенности в реакторах больших размеров, может быть желательным иметь множество эжекторов и различные их конструкции, расположенные в различных положениях в реакционной среде. Особенности конструкций будут обеспечивать баланс желаемого общего градиента постоянных концентраций окисляемого соединения с желаемым начальным разбавлением исходных материалов окисляемого соединения, в соответствии с другими аспектами настоящего изобретения. В дополнение к этому, авторы предполагают, что струи выходного потока из эжектора могут ориентироваться в любом направлении. Когда используется множество эжекторов, каждый эжектор может ориентироваться по отдельности, опять же, в любом направлении.
Как рассмотрено выше, определенные физические и рабочие особенности барботажной колонны реакторного типа 20, описанные выше, при упоминании фиг. 1-27, обеспечивают градиенты по высоте давления, температуры и концентраций реагентов (то есть кислорода и окисляемого соединения) в реакционной среде 36. Как описывается выше, эти градиенты по высоте могут обеспечить более эффективный и экономичный способ окисления, по сравнению с обычными способами окисления, которые хорошо воспринимают хорошо перемешанную реакционную среду с относительно однородными давлением, температурой и концентрациями реагента в ней. Градиенты по высоте для кислорода, окисляемого соединения (например, параксилола) и температуры, которые становятся возможными посредством использования системы окисления в соответствии с вариантом осуществления настоящего изобретения, теперь будут обсуждаться более подробно.
Обращаясь теперь к фиг.28, для количественного определения градиентов концентраций реагентов, существующих в реакционной среде 36 во время окисления в барботажной колонне реакторного типа 20, весь объем реакционной среды 36 может теоретически быть разделен на 30 дискретных горизонтальных участков равного объема. Фиг.28 иллюстрирует концепцию деления реакционной среды 36 на 30 дискретных горизонтальных участков равного объема. За исключением самого высокого и самого нижнего горизонтальных участков, каждый горизонтальный участок представляет собой дискретный объем, ограниченный сверху и снизу воображаемыми горизонтальными плоскостями и ограниченный на своих сторонах стенкой реактора 20. Самый высокий горизонтальный участок ограничен на своей нижней части воображаемой горизонтальной плоскостью, а на своей верхней части верхней поверхностью реакционной среды 36. Самый нижний горизонтальный участок ограничен на своей верхней части воображаемой горизонтальной плоскостью, а на своей нижней части нижней частью корпуса. После того как реакционная среда 36 теоретически разделяется на 30 дискретных горизонтальных участков равного объема, затем может быть определена усредненная по времени и усредненная по объему концентрация каждого горизонтального участка. Отдельный горизонтальный участок, имеющий максимальную концентрацию из всех 30 горизонтальных участков, может идентифицироваться как "горизонтальный участок C-max". Отдельный горизонтальный участок, расположенный выше горизонтального участка C-max и имеющий минимальную концентрацию из всех горизонтальных участков, расположенных выше горизонтального участка C-max, может идентифицироваться как "горизонтальный участок C-min". Градиент концентраций по высоте затем может быть вычислен как отношение концентрации в горизонтальном участке C-max к концентрации в горизонтальном участке C-min.
Относительно количественного определения градиента концентрации кислорода, когда реакционная среда 36 теоретически разделяется на 30 дискретных горизонтальных участков равного объема, горизонтальный участок O2-max идентифицируется как имеющий максимальную концентрацию кислорода из всех 30 горизонтальных участков, а горизонтальный участок O2-min идентифицируется как имеющий минимальную концентрацию кислорода из горизонтальных участков, расположенных выше горизонтальных участков O2-max. Концентрации кислорода горизонтальных участков измеряются в газовой фазе реакционной среды 36 как усредненная по времени и усредненная по объему мольная концентрация во влажном состоянии. Является предпочтительным, чтобы отношение концентраций кислорода горизонтального участка O2-max к концентрации кислорода в горизонтальном участке O2-min находилась в пределах примерно от 2:1 примерно до 25:1, более предпочтительно в пределах примерно от 3:1 примерно до 15:1, а наиболее предпочтительно в пределах от 4:1 до 10:1.
Как правило, горизонтальный участок O2-max будет располагаться вблизи нижней части реакционной среды 36, в то время как горизонтальный участок O2-min будет располагаться вблизи верхней части реакционной среды 36. Предпочтительно, горизонтальный участок O2-min представляет собой один из 5 самых верхних горизонтальных участков, из 30 дискретных горизонтальных участков. Наиболее предпочтительно, горизонтальный участок O2-min представляет собой самый верхний участок из 30 дискретных горизонтальных участков, как иллюстрируется на фиг.28. Предпочтительно, горизонтальный участок O2-max представляет собой один из 10 самых нижних горизонтальных участков, из 30 дискретных горизонтальных участков. Наиболее предпочтительно, горизонтальный участок O2-max представляет собой один из 5 самых нижних горизонтальных участков, из 30 дискретных горизонтальных участков. Например, фиг.28 иллюстрирует горизонтальный участок O2-max как третий горизонтальный участок от нижней части реактора 20. Является предпочтительным, чтобы вертикальное расстояние между горизонтальными участками O2-min и O2-max составляло, по меньшей мере, примерно 2W, более предпочтительно, по меньшей мере, примерно 4W, а наиболее предпочтительно, по меньшей мере, 6W. Является предпочтительным, чтобы вертикальное расстояние между горизонтальными участками O2-min и O2-max составляло, по меньшей мере, примерно 0,2H, более предпочтительно, по меньшей мере, примерно 0,4H, а наиболее предпочтительно, по меньшей мере, 0,6H.
Усредненная по времени и усредненная по объему концентрация кислорода во влажном состоянии для горизонтального участка O2-min предпочтительно находится в пределах примерно от 0,1 примерно до 3% мол., более предпочтительно в пределах примерно от 0,3 примерно до 2% мол., а наиболее предпочтительно в пределах от 0,5 до 1,5% мол. Усредненная по времени и усредненная по объему концентрация кислорода горизонтального участка O2-max предпочтительно находится в пределах примерно от 4 примерно до 20% мол., более предпочтительно в пределах примерно от 5 примерно до 15% мол., а наиболее предпочтительно в пределах от 6 до 12% мол. Усредненная по времени концентрация кислорода, в сухом состоянии, в газообразном выходящем потоке, высвобождаемом из реактора 20 через выход для газа 40, предпочтительно находится в пределах примерно от 0,5 примерно до 9% мол., более предпочтительно в пределах примерно от 1 примерно до 7% мол., а наиболее предпочтительно в пределах от 1,5 до 5% мол.
Поскольку концентрация кислорода сильно затухает по направлению к верхней части реакционной среды 36, является желательным, чтобы потребность в кислороде в верхней части реакционной среды 36 уменьшалась. Это пониженная потребность в кислороде вблизи верхней части реакционной среды 36 может достигаться посредством создания градиента концентрации окисляемого соединения по высоте (например, параксилола), где минимальная концентрация окисляемого соединения находится вблизи верхней части реакционной среды 36.
Относительно количественного определения градиента концентрации окисляемого соединения (например, параксилола), когда реакционная среда 36 теоретически разделяется на 30 дискретных горизонтальных участков равного объема, горизонтальный участок OC-max идентифицируется как имеющий максимальную концентрацию окисляемого соединения из всех 30 горизонтальных участков и горизонтальный участок OC-min идентифицируется как имеющий минимальную концентрацию окисляемого соединения, из горизонтальных участков, расположенных выше горизонтального участка OC-max. Концентрации окисляемого соединения горизонтальных участков измеряются в жидкой фазе по отношению к усредненной по времени и усредненной по объему массовой доле. Является предпочтительным, чтобы отношение концентрации окисляемого соединения горизонтального участка OC-max к концентрации окисляемого соединения горизонтального участка OC-min было большим, примерно, чем 5:1, более предпочтительно, большим, примерно, чем 10:1, еще более предпочтительно, большим, примерно, чем 20:1, и наиболее предпочтительно, находилось в пределах от 40:1 до 1000:1.
Как правило, горизонтальный участок OC-max будет располагаться вблизи нижней части реакционной среды 36, в то время как горизонтальный участок OC-min будет располагаться вблизи верхней части реакционной среды 36. Предпочтительно, горизонтальный участок OC-min представляет собой один из 5 самых верхних горизонтальных участков, из 30 дискретных горизонтальных участков. Наиболее предпочтительно, горизонтальный участок OC-min представляет собой самый верхний из 30 дискретных горизонтальных участков, как иллюстрируется на фиг.28. Предпочтительно, горизонтальный участок OC-max представляет собой один из 10 самых нижних горизонтальных участков, из 30 дискретных горизонтальных участков. Наиболее предпочтительно, горизонтальный участок OC-max представляет собой один из 5 самых нижних горизонтальных участков, из 30 дискретных горизонтальных участков. Например, фиг.28 иллюстрирует горизонтальный участок OC-max как пятый горизонтальный участок от нижней части реактора 20. Является предпочтительным, чтобы вертикальное расстояние между горизонтальными участками OC-min и OC-max составляло, по меньшей мере, примерно 2W, где "W" представляет собой максимальную ширину реакционной среды 36. Более предпочтительно, вертикальное расстояние между горизонтальными участками OC-min и OC-max составляет, по меньшей мере, примерно 4W, а наиболее предпочтительно, по меньшей мере, 6W. Для данной высоты "H" реакционной среды 36, является предпочтительным, чтобы вертикальное расстояние между горизонтальными участками OC-min и OC-max составляло, по меньшей мере, примерно 0,2H, более предпочтительно, по меньшей мере, примерно 0,4H, а наиболее предпочтительно, по меньшей мере, 0,6H.
Усредненная по времени и усредненная по объему концентрация окисляемого соединения (например, параксилола) в жидкой фазе горизонтального участка OC-min предпочтительно является меньшей, примерно, чем 5000 м.д. мас., более предпочтительно, меньшей, примерно, чем 2000 м.д. мас., еще более предпочтительно, меньшей, примерно, чем 400 м.д. мас., и наиболее предпочтительно находится в пределах от 1 м.д. мас. до 100 м.д. мас. Усредненная по времени и усредненная по объему концентрация окисляемого соединения в жидкой фазе горизонтального участка OC-max предпочтительно находится в пределах примерно от 100 м.д. мас. примерно до 10000 м.д. мас., более предпочтительно, в пределах примерно от 200 м.д. мас. примерно до 5000 м.д. мас., и наиболее предпочтительно в пределах от 500 м.д. мас. до 3000 м.д. мас.
Хотя является предпочтительным, чтобы барботажная колонна реакторного типа 20 обеспечивала градиенты по высоте концентрации окисляемого соединения, является также предпочтительным, чтобы объемный процент реакционной среды 36, имеющий концентрацию окисляемого соединения в жидкой фазе выше 1000 м.д. мас., сводился к минимуму. Предпочтительно, усредненный по времени объемный процент реакционной среды 36, имеющий концентрацию окисляемого соединения в жидкой фазе выше 1000 м.д. мас., меньше, примерно, чем 9%, более предпочтительно, меньше, примерно, чем 6%, и наиболее предпочтительно, меньше, чем 3%. Предпочтительно, усредненный по времени объемный процент реакционной среды 36, имеющий концентрацию окисляемого соединения в жидкой фазе выше 2,500 м.д. мас., меньше, примерно, чем 1,5%, более предпочтительно, меньше, примерно, чем 1%, и наиболее предпочтительно, меньше, чем 0,5%. Предпочтительно, усредненный по времени объемный процент реакционной среды 36, имеющий концентрацию окисляемого соединения в жидкой фазе выше 10000 м.д. мас., меньше, примерно, чем 0,3%, более предпочтительно, меньше, примерно, чем 0,1%, и наиболее предпочтительно, меньше, чем 0,03%. Предпочтительно, усредненный по времени объемный процент реакционной среды 36, имеющий концентрацию окисляемого соединения в жидкой фазе выше 25000 м.д. мас., меньше, примерно, чем 0,03%, более предпочтительно меньше, примерно, чем 0,015%, и наиболее предпочтительно, меньше, чем 0,007%. Авторы отмечают, что объем реакционной среды 36, имеющий повышенные уровни окисляемого соединения, не должен обязательно лежать в едином сплошном объеме. Во многих случаях хаотические структуры потока в емкости барботажной колонны реакторного типа образуют одновременно две или несколько сплошных, но отделенных друг от друга частей реакционной среды 36, имеющих повышенные уровни содержания окисляемого соединения. В каждом случае использования усреднения по времени, все такие сплошные, но отделенные друг от друга объемы, большие, чем 0,0001% об. от реакционной среды в целом, складываются вместе для определения общего объема, имеющего повышенные уровни концентрации окисляемого соединения в жидкой фазе.
В дополнение к градиентам концентрации кислорода и окисляемого соединения, обсуждаемым выше, является предпочтительным, чтобы в реакционной среде 36 существовал градиент температуры. Обращаясь опять к фиг.28, этот градиент температуры может быть количественно определен способом, подобным градиентам концентрации, посредством теоретического разделения реакционной среды 36 на 30 дискретных горизонтальных участков равного объема и измерения усредненной по времени и усредненной по объему температуры каждого участка. Горизонтальный участок с самой низкой температурой из самых нижних 15 горизонтальных участков затем может быть идентифицирован как горизонтальный участок T-мин, и горизонтальный участок, расположенный выше горизонтального участка T-мин, и имеющий температуру, максимальную среди всех участков выше горизонтального участка T-мин, может затем быть идентифицирован как "горизонтальный участок T-макс". Является предпочтительным, чтобы температура горизонтального участка T-макс была, по меньшей мере, примерно на 1°C выше, чем температура горизонтального участка T-мин. Более предпочтительно, температура горизонтального участка T-макс выше, в пределах примерно от 1,25 примерно до 12°C, чем температура горизонтального участка T-мин. Наиболее предпочтительно, температура горизонтального участка T-макс выше, в пределах от 2 до 8°C, чем температура горизонтального участка T-мин. Температура горизонтального участка T-макс предпочтительно находится в пределах примерно от 125 примерно до 200°C, более предпочтительно, в пределах примерно от 140 примерно до 180°C, и наиболее предпочтительно, в пределах от 150 до 170°C.
Как правило, горизонтальный участок T-макс будет располагаться вблизи центра реакционной среды 36, в то время как горизонтальный участок T-мин будет располагаться вблизи нижней части реакционной среды 36. Предпочтительно, горизонтальный участок T-мин представляет собой один из 10 самых нижних горизонтальных участков, из 15 самых нижних горизонтальных участков. Наиболее предпочтительно, горизонтальный участок T-мин представляет собой один из 5 самых нижних горизонтальных участков, из 15 самых нижних горизонтальных участков. Например, фиг.28 иллюстрирует горизонтальный участок T-мин как второй горизонтальный участок снизу в реакторе 20. Предпочтительно, горизонтальный участок T-макс представляет собой один из 20 средних горизонтальных участков, из 30 дискретных горизонтальных участков. Наиболее предпочтительно, горизонтальный участок T-мин представляет собой один из 14 средних горизонтальных участков, из 30 дискретных горизонтальных участков. Например, фиг.28 иллюстрирует горизонтальный участок T-макс как двадцатый горизонтальный участок снизу реактора 20 (то есть один из средних 10 горизонтальных участков). Является предпочтительным, чтобы вертикальное расстояние между горизонтальными участками T-мин и T-макс составляло, по меньшей мере, примерно 2W, более предпочтительно, по меньшей мере, примерно 4W, и наиболее предпочтительно, по меньшей мере, 6W. Является предпочтительным, чтобы вертикальное расстояние между горизонтальными участками T-мин и T-макс составляло, по меньшей мере, примерно 0,2H, более предпочтительно, по меньшей мере, примерно 0,4H, и наиболее предпочтительно, по меньшей мере, 0,6H.
Как обсуждалось выше, когда имеется градиент по высоте температуры в реакционной среде 36, может быть преимущественным извлечение реакционной среды 36 в приподнятом положении, где температура реакционной среды является самой высокой, в особенности когда извлеченный продукт подвергается последующей дополнительной переработке при более высокой температуре. Таким образом, когда реакционная среда 36 извлекается из реакционной зоны 28 через один или несколько приподнятых выходов, как иллюстрируется на фиг. 19 и 20, является предпочтительным, чтобы приподнятый по высоте выход (выходы) располагался вблизи горизонтального участка T-макс. Предпочтительно, приподнятый по высоте выход располагается в пределах 10 горизонтальных участков от горизонтального участка T-макс, более предпочтительно в пределах 5 горизонтальных участков от горизонтального участка T-макс, и наиболее предпочтительно в пределах 2 горизонтальных участков от горизонтального участка T-макс.
Теперь отметим, что многие особенности настоящего изобретения, описываемые здесь, могут использоваться в системах с множеством реакторов окисления, а не только в системах, использующих один реактор окисления. В дополнение к этому определенные особенности настоящего изобретения, описываемые здесь, могут использоваться в реакторах с мешалкой и/или реакторах окисления с перемешиванием потоком, а не только в барботажных реакторах смешения (то есть барботажных колоннах реакторного типа). Например, авторы обнаружили определенные преимущества, связанные со ступенчатым изменением/плавным изменением концентрации кислорода и/или скорости расходования кислорода в реакционной среде. Преимущества, реализуемые посредством ступенчатого изменения концентрации/расхода кислорода в реакционной среде, могут быть реализованы независимо от того, содержится ли весь объем реакционной среды в одной емкости или во множестве емкостей. Кроме того, преимущества, реализуемые посредством ступенчатого изменения концентрации/расхода кислорода в реакционной среде, могут быть реализованы независимо от того, является ли реактор (емкостным) с механическим перемешиванием, с перемешиванием потоком и/или барботажно перемешиваемым.
Один из способов количественного определения уровня ступенчатого изменения концентрации и/или скорости расходования кислорода в реакционной среде заключается в сравнении двух или нескольких отдельных 20% сплошных объемов реакционной среды. Эти 20% сплошные объемы не должны обязательно быть определены посредством любой конкретной формы.
Однако каждый 20% сплошной объем должен быть сформирован из сплошного отдельного объема реакционной среды (то есть каждый объем является "сплошным"), и 20% сплошные объемы не должны перекрываться друг с другом (то есть объемы являются "отдельными"). Фиг. 29-31 иллюстрируют, что эти отдельные 20% сплошные объемы могут располагаться в одном и том же реакторе (фиг.29) или во множестве реакторов (фиг. 30 и 31). Отметим, что реакторы, иллюстрируемые на фиг. 29-31, могут представлять собой механически перемешиваемые, перемешиваемые потоком и/или барботажно перемешиваемые реакторы. В одном из вариантов осуществления является предпочтительным, чтобы реакторы, иллюстрируемые на фиг. 29-31, представляли собой барботажно перемешиваемые реакторы (то есть барботажные колонны реакторного типа).
Обращаясь теперь к фиг.29, реактор 20 иллюстрируется как содержащий реакционную среду 36. Реакционная среда 36 включает в себя первый отдельный 20% сплошной объем 37 и второй отдельный 20% сплошной объем 39.
Обращаясь теперь к фиг.30, система из множества реакторов иллюстрируется как содержащая первый реактор 720a и второй реактор 720b. Реакторы 720a,b вместе содержат общий объем реакционной среды 736. Первый реактор 720a содержит первую часть реакционной среды 736a, в то время как второй реактор 720b содержит вторую часть реакционной среды 736b. Первый отдельный 20% сплошной объем 737 реакционной среды 736 показан как являющийся определенным внутри первого реактора 720a, в то время как второй отдельный 20% сплошной объем 739 реакционной среды 736 показан как являющийся определенным внутри второго реактора 720b.
Обращаясь теперь к фиг.31, система из множества реакторов иллюстрируется как содержащая первый реактор 820a, второй реактор 820b и третий реактор 820c. Реакторы 820a,b,c вместе содержат общий объем реакционной среды 836. Первый реактор 820a содержит первую часть реакционной среды 836a; второй реактор 820b содержит вторую часть реакционной среды 836b; и третий реактор 820c содержит третью часть реакционной среды 836c. Первый отдельный 20% сплошной объем 837 реакционной среды 836 показан как являющийся определенным внутри первого реактора 820a; второй отдельный 20% сплошной объем 839 реакционной среды 836 показан как являющийся определенным внутри второго реактора 820b; и третий отдельный 20% сплошной объем 841 реакционной среды 836 показан как являющийся определенным внутри третьего реактора 820c.
Ступенчатое изменение доступности кислорода в реакционной среде может быть количественно определено посредством упоминания 20% сплошного объема реакционной среды, имеющей наиболее избыточную молярную фракцию кислорода в газовой фазе, и посредством упоминания 20% сплошного объема реакционной среды, имеющего наиболее истощенную мольную фракцию кислорода в газовой фазе. В газовой фазе отдельного 20% сплошного объема реакционной среды, содержащего самую высокую концентрацию кислорода в газовой фазе, усредненная по времени и по объему концентрация кислорода, во влажном состоянии, предпочтительно находится в пределах примерно от 3 примерно до 18% мол., более предпочтительно в пределах примерно от 3,5 примерно до 14% мол., и наиболее предпочтительно в пределах от 4 до 10% мол. В газовой фазе отдельного 20% сплошного объема реакционной среды, содержащего самую низкую концентрацию кислорода в газовой фазе, усредненная по времени и усредненная по объему концентрация кислорода, во влажном состоянии, предпочтительно находится в пределах примерно от 0,3 примерно до 5% мол., более предпочтительно, в пределах примерно от 0,6 примерно до 4% мол., и наиболее предпочтительно, в пределах от 0,9 до 3% мол. Более того, отношение усредненной по времени и усредненной по объему концентрации кислорода, во влажном состоянии, в наиболее избыточном 20% сплошном объеме реакционной среды, по сравнению с наиболее истощенным 20% сплошным объемом реакционной среды, предпочтительно находится в пределах примерно от 1,5:1 примерно до 20:1, более предпочтительно в пределах примерно от 2:1 примерно до 12:1, и наиболее предпочтительно в пределах от 3:1 до 9:1.
Ступенчатое изменение скорости расходования кислорода в реакционной среде может быть количественно определено в терминах STR по кислороду, изначально описанной выше. STR по кислороду описана ранее в общем смысле (то есть с точки зрения средней STR по кислороду реакционной среды в целом); однако STR по кислороду может также быть рассмотрена в локальном смысле (то есть для части реакционной среды), для количественного определения ступенчатого изменения скорости расходования кислорода в реакционной среде.
Авторы обнаружили, что является наиболее предпочтительным для использования вызывать изменение STR по кислороду в реакционной среде в сочетании с желательными градиентами, описываемыми здесь по отношению к давлению в реакционной среде и к мольной доле молекулярного кислорода в газовой фазе реакционной среды. Таким образом, является предпочтительным, чтобы отношение STR по кислороду первого отдельного 20% сплошного объема реакционной среды по сравнению с STR по кислороду второго отдельного 20% сплошного объема реакционной среды находилось в пределах примерно от 1,5:1 примерно до 20:1, более предпочтительно в пределах примерно от 2:1 примерно до 12:1, и наиболее предпочтительно в пределах от 3:1 до 9:1. В одном из вариантов осуществления "первый отдельный 20% сплошной объем" располагается ближе, чем "второй отдельный 20% сплошной объем", к положению, где молекулярный кислород изначально вводится в реакционную среду. Эти большие градиенты STR по кислороду являются желательными, независимо от того, содержится ли реакционная среда частичного окисления в барботажной колонне реакторного типа окисления или в любом другом типе реакционной емкости, в которой создаются градиенты давления и/или мольной доли молекулярного кислорода в газовой фазе реакционной среды (например, в механически перемешиваемой емкости, имеющей множество вертикально расположенных перемешиваемых зон, получаемых посредством использования множества импеллеров, имеющих сильный радиальный поток, возможно расширяемый посредством, в целом, горизонтальных узлов дефлекторов, с восходящим потоком окислителя, как правило, снизу вверх от входа вблизи нижней части реакционной емкости, несмотря на то, что значительное обратное перемешивание потока окислителя может происходить в пределах каждой вертикально расположенной зоны перемешивания и что некоторое обратное перемешивание потока окислителя может происходить между соседними расположенными вертикально зонами перемешивания). То есть, когда имеется градиент давления и/или мольной доли молекулярного кислорода в газовой фазе реакционной среды, как обнаружили авторы, является желательным создание подобного градиента химического расходования растворенного кислорода с помощью средств, описываемых здесь.
Предпочтительные средства для принудительного изменения локальной STR по кислороду представляют собой осуществление контроля положений введения окисляемого соединения и контроль перемешивания жидкофазной реакционной среды для контроля градиентов концентрации окисляемого соединения в соответствии с другими описаниями настоящего изобретения. Другие пригодные для использования средства принудительного изменения локальной STR по кислороду включают в себя принудительное изменение реакционной активности посредством принудительного локального изменения температуры и посредством локального изменения смеси катализатора и компонентов растворителя (например, посредством введения дополнительного газа, чтобы вызвать испарительное охлаждение в конкретной части реакционной среды, и посредством добавления потока растворителя, содержащего более высокое количество воды, для уменьшения активности в конкретной части реакционной среды).
Как обсуждается выше при упоминании фиг. 30 и 31, реакция частичного окисления может быть осуществлена пригодным для использования образом во множестве реакционных емкостей, где, по меньшей мере, часть, предпочтительно, по меньшей мере, 25%, более предпочтительно, по меньшей мере, 50%, и наиболее предпочтительно, по меньшей мере, 75% молекулярного кислорода, покидающего первую реакционную емкость, переносится в одну или несколько последующих реакционных емкостей для расхода дополнительной малой добавки, предпочтительно более чем 10%, более предпочтительно более чем 20%, и наиболее предпочтительно более чем 40% молекулярного кислорода покидающего первую/первую по ходу процесса реакционную емкость. Когда используется такой последовательный поток молекулярного кислорода из одного реактора в другие, является желательным, чтобы первая реакционная емкость работала при более высокой интенсивности реакции, чем, по меньшей мере, одна из последующих реакционных емкостей, предпочтительно, при отношении усредненной по емкости STR по кислороду внутри первой реакционной емкости к усредненной по емкости STR по кислороду в последующей реакционной емкости в пределах примерно от 1,5:1 примерно до 20:1, более предпочтительно в пределах примерно от 2:1 примерно до 12:1, и наиболее предпочтительно в пределах от 3:1 до 9:1.
Как обсуждалось выше, все типы первой реакционной емкости (например, барботажная колонна, механически перемешиваемая, с обратным перемешиванием, с внутренним ступенчатым изменением, с поршневым потоком и так далее) и все типы последовательных реакционных емкостей, которые могут или не могут быть типов, иных, чем первая реакционная емкость, являются пригодными для использования, для последовательного протекания молекулярного кислорода в последующие реакционные емкости в соответствии с настоящим изобретением. Средства принудительного уменьшения усредненной по емкости STR по кислороду, для уменьшения в пределах последующих реакционных емкостей, пригодным для использования образом включают в себя уменьшение температуры, уменьшение концентрации окисляемого соединения и уменьшение реакционной активности конкретной смеси каталитических компонентов и растворителя (например, уменьшение концентрации кобальта, увеличение концентрации воды и добавление каталитического ингибитора, такого как малые количества ионной меди).
При протекании из первой реакционной емкости в последующую реакционную емкость поток окислителя может обрабатываться с помощью любых средств, известных в данной области, таких как сжатие или понижение давления, охлаждение или нагрев и удаление массы или добавление массы любого количества или любого типа. Однако использование уменьшения усредненной по емкости STR по кислороду в последующей реакционной емкости является конкретно пригодным для использования, когда абсолютное давление в верхней части первой реакционной емкости меньше, примерно, чем 2,0 МПа, более предпочтительно, меньше, примерно, чем 1,6 МПа, и наиболее предпочтительно, меньше, чем 1,2 МПа. Более того, использование уменьшения усредненной по емкости STR по кислороду в последующей реакционной емкости является конкретно пригодным для использования, когда отношение абсолютного давления в верхней части первой реакционной емкости, по сравнению с абсолютным давлением в верхней части, по меньшей мере, одной последующей реакционной емкости находится в пределах примерно от 0,5:1 до 6:1, более предпочтительно в пределах примерно от 0,6:1 примерно до 4:1, и наиболее предпочтительно в пределах от 0,7:1 до 2:1. Снижение давления в последующей емкости ниже этих нижних пределов излишне снижает доступность молекулярного кислорода, а увеличение давления выше этих верхних пределов является все более дорогостоящим, по сравнению с использованием подачи свежего окислителя.
Когда используется последовательный поток молекулярного кислорода в последующую реакционную емкость, имеющую пониженную усредненную по емкости STR по кислороду, потоки свежих исходных материалов и окисляемого соединения, растворителя и окислителя могут протекать в последующую реакционную емкость и/или в первую реакционную емкость. Потоки жидкой фазы и твердой фазы, если они присутствуют, реакционной среды могут протекать в любом направлении между реакционными емкостями. Вся газовая фаза или ее часть, покидающая первую реакционную емкость и поступающая в последующую реакционную емкость, может протекать отдельно или перемешиваться с частью жидкой или твердой фаз, если они присутствуют, реакционной среды из первой реакционной емкости. Протекающий поток продукта, содержащего жидкую фазу и твердую фазу, если они присутствуют, может извлекаться из реакционной среды в любой реакционной емкости в системе.
Обращаясь опять к фиг. 1-29, в одном из вариантов осуществления настоящего изобретения барботажная колонна реакторного типа окисления 20 имеет значительно более высокую скорость получения, чем обычные барботажные колонны реакторного типа окисления, конкретно обычные барботажные колонны реакторного типа, используемые для получения терефталевой кислоты. Для обеспечения увеличения скорости получения размер барботажной колонны реакторного типа 20 должен быть увеличен. Однако динамика многофазного потока текучей среды с естественной конвекцией для реакционной среды в такой масштабированной барботажной колонне реакторного типа значительно отличается в худшую сторону от динамики потока в обычных реакторах меньшего размера. Обнаружено, что определенные конструкция и рабочие параметры являются важными для правильного функционирования масштабированной барботажной колонны реакторного типа окисления с высокой скоростью получения.
Когда барботажная колонна 20 представляет собой масштабируемую барботажную колонну реакторного типа окисления с высокой скоростью получения в соответствии с одним из вариантов осуществления настоящего изобретения, высота "H" реакционной среды 36 предпочтительно равна, по меньшей мере, примерно 30 м, более предпочтительно в пределах примерно от 35 примерно до 70 м, и наиболее предпочтительно в пределах от 40 до 60 м. Плотность и высота реакционной среды 36 в масштабированной барботажной колонне реакторного типа 20 вызывает значительный перепад давления между верхней частью реакционной среды 36 и нижней частью реакционной среды 36. Предпочтительно, перепад давления между верхней и нижней частями реакционной среды 36 составляет, по меньшей мере, примерно 1 бар, более предпочтительно, по меньшей мере, примерно 1,4 бар, и наиболее предпочтительно в пределах от 1,6 до 3 бар. Максимальная ширина "W" реакционной среды 36 предпочтительно составляет, по меньшей мере, примерно 2,5 м, более предпочтительно находится в пределах примерно от 3 примерно до 20 м, еще более предпочтительно в пределах примерно от 3,25 примерно до 12 м, и наиболее предпочтительно в пределах от 4 до 10 м. Отношение H:W реакционной среды 36 предпочтительно составляет, по меньшей мере, примерно 6:1, более предпочтительно находится в пределах примерно от 8:1 примерно до 20:1, и наиболее предпочтительно в пределах от 9:1 до 15:1. Общий объем реакционной среды 36 и/или реакционной зоны 28 предпочтительно составляет, по меньшей мере, примерно 250 м3, более предпочтительно, по меньшей мере, примерно 500 м3, и наиболее предпочтительно, по меньшей мере, 1000 м3.
Во время работы масштабированной барботажной колонны реакторного типа 20 окисления является предпочтительным, чтобы усредненная по времени поверхностная скорость газовой фазы реакционной среды 36 на одной четвертой высоты, половине высоты и/или на трех четвертых высоты была в пределах примерно от 0,8 примерно до 5 м/с, более предпочтительно в пределах примерно от 0,9 примерно до 3 м/с, и наиболее предпочтительно в пределах от 1 до 2 м/с. Когда масштабированная барботажная колонна реакторного типа окисления 20 используется для получения терефталевой кислоты посредством частичного окисления параксилола, является предпочтительным, чтобы параксилол вводился в реакционную зону 28 со скоростью, по меньшей мере, примерно 11000 кг/ч, более предпочтительно со скоростью в пределах примерно от 20000 примерно до 100000 кг/ч, и наиболее предпочтительно в пределах от 30000 до 80000 кг/ч. Скорость получения терефталевой кислоты для масштабированной барботажной колоны 20 предпочтительно составляет, по меньшей мере, примерно 400 тонн в день, более предпочтительно, по меньшей мере, примерно 700 тонн в день, и наиболее предпочтительно в пределах от 750 до 3000 тонн в день. Другие конструкционные и рабочие параметры масштабированной барботажной колонны реакторного типа окисления 20 могут быть, по существу, такими же, как изначально описывалось выше при упоминании фиг. 1-29.
Обнаружено, что изменение площади горизонтального поперечного сечения реакционной зоны барботажной колонны реакторного типа вдоль высоты реактора может помочь улучшить динамику потока текучей среды для реакционной среды, в особенности в масштабированной конструкции барботажной колонны реакторного типа окисления, обсуждаемой выше. Обращаясь теперь к фиг.32, в одном из вариантов осуществления настоящего изобретения, корпус 22 барботажной колонны реакторного типа окисления 20 включает в себя широкую нижнюю секцию 23, узкую верхнюю секцию 25 и переходную секцию 27. Предпочтительно, нижняя и верхняя секции 23, 25 являются, по существу, цилиндрическими по форме и являются расположенными вдоль общей центральной расположенной вертикально оси. Переходная секция 27 может иметь множество пригодных для использования форм (например, горизонтальную плоскую форму, эллиптическую форму 2:1, полусферическую форму и так далее). Предпочтительно, переходная секция 27 представляет собой, как правило, расходящийся конический элемент, который переходит в корпус 22 от широкой нижней секции 23 к узкой верхней секции 25. Нижняя секция 23 корпуса 22 определяет широкую нижнюю реакционную зону 29. Верхняя секция 25 корпуса 22 определяет узкую верхнюю реакционную зону 31. Переходная секция 27 определяет переходную зону, расположенную между нижней и верхней реакционными зонами 29, 31. Нижняя реакционная зона 29, верхняя реакционная зона 31 и переходная зона совместно образуют общую реакционную зону барботажной колонны реакторного типа окисления 20, которая принимает многофазную реакционную среду 36.
В предпочтительном варианте осуществления настоящего изобретения максимальная площадь горизонтального поперечного сечения реакционной среды 36 в нижней реакционной зоне 29, по меньшей мере, примерно на 10% больше, чем минимальная площадь поперечного сечения реакционной среды 36 в верхней реакционной зоне 31. Более предпочтительно, максимальная площадь горизонтального поперечного сечения реакционной среды 36 в нижней реакционной зоне 29 выше, в пределах примерно от 25 примерно до 210%, чем минимальная площадь горизонтального поперечного сечения реакционной среды 36 в верхней реакционной зоне 31. Наиболее предпочтительно, максимальная площадь горизонтального поперечного сечения реакционной среды 36 в нижней реакционной зоне 29 выше, в пределах от 35 до 160%, чем минимальная площадь горизонтального поперечного сечения реакционной среды 36 в верхней реакционной зоне 31.
Как иллюстрируется на фиг.32, нижняя реакционная зона 29 имеет максимальный диаметр "D1", который больше, чем минимальный диаметр "Du" верхней реакционной зоны 31. Предпочтительно, D1, по меньшей мере, примерно на 5% больше, чем Du. Более предпочтительно, D1 больше, в пределах примерно от 10 примерно до 100%, чем Du. Наиболее предпочтительно, D1 больше, в пределах от 15 до 50%, чем Du. Фиг.32 также иллюстрирует, что нижняя реакционная зона 29 имеет максимальную высоту "L1", верхняя реакционная зона 31 имеет максимальную высоту "Lu" и переходная зона имеет максимальную высоту "Lt". Необходимо отметить, что высота части реакционной среды 36, содержащейся в нижней реакционной зоне 29, составляет L1, и высота части реакционной среды 36, содержащейся в переходной зоне, составляет Lt. В одном из вариантов осуществления высота части реакционной среды 36, расположенной в верхней реакционной зоне 31, составляет Lu. Однако в определенных случаях высота реакционной среды 36 в верхней реакционной зоне 31 может быть меньшей, чем Lu. В других случаях общая высота реакционной среды 36 может простираться над верхним краем 50 верхней реакционной зоны 31 (то есть общая высота реакционной среды 36 больше, чем сумма Ll плюс Lt плюс Lu). Предпочтительно, общая высота реакционной среды 36 находится в пределах 50, 25 или 10% от Lu, если измерять вверх или вниз от верхнего уровня поверхности 50 верхней реакционной зоны 31. Предпочтительно, барботажная колонна реакторного типа окисления 20 имеет отношение Ll:Lu в пределах примерно от 0,05:1 примерно до 5:1, более предпочтительно в пределах примерно от 0,1:1 примерно до 2,5:1, а наиболее предпочтительно в пределах от 0,15:1 до 1,5:1. Предпочтительно, барботажная колонна реакторного типа окисления 20 имеет отношение L1:D1, большее, примерно, чем 0,5:1, более предпочтительно в пределах примерно от 1:1 примерно до 10:1, а наиболее предпочтительно в пределах от 1,5 до 8:1. Барботажная колонна реакторного типа окисления 20 предпочтительно имеет отношение Lu:Du, большее, примерно, чем 2:1, более предпочтительно в пределах примерно от 2,5:1 примерно до 20:1, а наиболее предпочтительно в пределах от 3:1 до 15:1. В предпочтительном варианте осуществления настоящего изобретения L1 составляет, по меньшей мере, примерно 2 м, более предпочтительно L1 находится в пределах примерно от 4 примерно до 50 м, а наиболее предпочтительно в пределах от 6 до 40 м. Предпочтительно, Lu составляет, по меньшей мере, примерно 4 м, более предпочтительно находится в пределах примерно от 5 примерно до 80 м, а наиболее предпочтительно находится в пределах от 10 до 60 м. Предпочтительно, D1 находится в пределах примерно от 2 примерно до 12 м, более предпочтительно находится в пределах примерно от 3,1 примерно до 10 м, а наиболее предпочтительно находится в пределах от 4 до 9 м.
Фиг.32 также иллюстрирует, что барботажная колонна реакторного типа окисления 20 имеет секцию отделения 26, расположенную выше верхней реакционной секции 31. Секция отделения 26 определяет зону отделения 30. Как показано на фиг.32, зона отделения 30 имеет максимальную высоту "Y" и максимальную ширину "X". Является предпочтительным, чтобы барботажная колонна реакторного типа окисления 20 имела отношение X:D1 в пределах примерно от 0,8:1 примерно до 4:1, наиболее предпочтительно в пределах от 1,1:1 до 2:1. Барботажная колонна реакторного типа окисления 20 предпочтительно имеет отношение Lu:Y в пределах примерно от 1:1 примерно до 10:1, наиболее предпочтительно в пределах от 2:1 до 5:1. Барботажная колонна реакторного типа окисления 20 предпочтительно имеет отношение Lu:Y в пределах примерно от 0,4:1 примерно до 8:1, наиболее предпочтительно в пределах от 0,6:1 до 4:1. Переходная секция 27 корпуса 22 имеет максимальный диаметр "D1" рядом с нижней секцией 23 и минимальный диаметр "Du" рядом с верхней секцией 25. Барботажная колонна реакторного типа окисления 20 предпочтительно имеет отношение Lt:D1 в пределах примерно от 0,05:1 примерно до 5:1, наиболее предпочтительно в пределах от 0,1:1 до 2:1.
Изменяющаяся в вертикальном направлении площадь горизонтального поперечного сечения барботажной колонны реакторного типа окисления 20, иллюстрируемой на фиг.32, обеспечивает часть реакционной среды 36, содержащейся в верхней реакционной зоне 31, более высокой поверхностной скоростью газа и более высоким содержанием газа, чем часть реакционной среды 36, содержащейся в нижней реакционной зоне 29. Предпочтительно, усредненная по времени поверхностная скорость газа для части реакционной среды 36, содержащейся в верхней реакционной зоне 31 на половинной высоте реакционной среды в верхней реакционной зоне 31, по меньшей мере, примерно на 15% больше, чем усредненная по времени поверхностная скорость газа части реакционной среды 36, содержащейся в нижней реакционной зоне 29 на половинной высоте реакционной среды в нижней реакционной зоне 29. Более предпочтительно, часть реакционной среды 36, содержащейся в верхней реакционной зоне 31, имеет усредненную по времени поверхностную скорость газа на половинной высоте реакционной среды в верхней реакционной зоне 31, которая больше, в пределах примерно от 25 примерно до 210%, чем усредненная по времени поверхностная скорость газа части реакционной среды 36, содержащейся в нижней реакционной зоне 29 на половинной высоте реакционной среды в нижней реакционной зоне 29. Наиболее предпочтительно, усредненная по времени поверхностная скорость газа части реакционной среды 36, содержащейся в верхней реакционной зоне 31 на половинной высоте реакционной среды в верхней реакционной зоне 31, больше, в пределах от 35 до 160%, чем усредненная по времени поверхностная скорость газа части реакционной среды 36, содержащейся в нижней реакционной зоне 29 на половинной высоте реакционной среды в нижней реакционной зоне 29. Предпочтительно, усредненное по времени и усредненное по объему содержание газа части реакционной среды 36, содержащейся в верхней реакционной зоне 31, по меньшей мере, примерно на 4% больше, чем усредненное по времени и усредненное по объему содержание газа части реакционной среды 36, содержащейся в нижней реакционной зоне 29. Более предпочтительно, усредненное по времени и усредненное по объему содержание газа части реакционной среды 36, содержащейся в верхней реакционной зоне 31, больше, в пределах примерно от 6 примерно до 80%, чем усредненное по времени и усредненное по объему содержание газа части реакционной среды 36, содержащейся в нижней реакционной зоне 29. Наиболее предпочтительно, усредненное по времени и усредненное по объему содержание газа части реакционной среды 36, содержащейся в верхней реакционной зоне 31, больше, в пределах от 8 до 70%, чем усредненное по времени и усредненное по объему содержание газа части реакционной среды 36, содержащейся в нижней реакционной зоне 29.
Хотя фиг.32 иллюстрирует очень специфическую двухступенчатую конструкцию барботажной колонны с цилиндрическими боковыми стенками, необходимо понять, что множество других конструкций может попадать в рамки этого варианта осуществления настоящего изобретения. Например, узкая верхняя и широкая нижняя секции реактора могут формироваться из одной или нескольких наклонных боковых стенок и/или из множества сегментов боковых стенок со ступенчатым изменением диаметра. В любом случае, сущность настоящего варианта осуществления содержит в себе формула изобретения, а не чертеж.
Как рассмотрено выше, в определенных случаях, может быть желательным использовать барботажные колонны реакторного типа большего размера, чтобы сделать возможными более высокие скорости получения для отдельного реактора. Однако когда размер барботажных колонн реакторного типа увеличивается, поведение потока текучей среды, многофазной реакционной среды, содержащейся в нем, значительно отличается от поведения потока в реакторах меньшего размера. Обнаружено, что изменение поведения потока текучей среды в барботажных колоннах реакторного типа больших размеров может компенсироваться посредством приведения в контакт многофазной реакционной среды, содержащейся в барботажной колонне реакторного типа, с дополнительными расположенными вертикально поверхностями. Соответственно, фиг. 33-44 иллюстрируют различные способы создания дополнительной расположенной вертикально площади поверхности в реакционной зоне масштабированной барботажной колонны реакторного типа. Каждая из барботажных колонн реакторного типа, иллюстрируемых на фиг. 33-44, содержит один или несколько расположенных вертикально внутренних элементов, содержащихся в реакционной зоне барботажной колонны реакторного типа. Эти расположенные вертикально внутренние элементы создаются в дополнение к расположенным вертикально удерживающим давление боковым стенкам реактора. Как обсуждалось ранее, реакционная среда, содержащаяся в барботажной колонне реакторного типа, имеет максимальную высоту "H" и максимальную ширину "W". Минимальная ширина реакционной среды, создаваемая выше высоты H/5, упоминается здесь как "Wmin". В предпочтительном варианте осуществления настоящего изобретения общая расположенная вертикально площадь поверхности барботажной колонны реакторного типа, которая вступает в контакт с реакционной средой, предпочтительно больше, примерно, чем 3,25WminH, более предпочтительно находится в пределах примерно от 3,5WminH примерно до 20WminH, еще более предпочтительно в пределах примерно от 4WminH примерно до 15WminH, а наиболее предпочтительно в пределах от 5WminH до 10WminH. Эта общая расположенная вертикально площадь поверхности, которая вступает в контакт с реакционной средой, включает в себя всю площадь расположенных вертикально поверхностей, включая расположенные вертикально поверхности удерживающих давление боковых стенок реактора и расположенных вертикально поверхностей любых внутренних элементов, присутствующих в пределах реакционной зоны. Как здесь используется, термин "расположенный вертикально" означает менее чем 45° от вертикали. Предпочтительно, расположенные вертикально поверхности, вступающие в контакт с реакционной средой в барботажной колонне реакторного типа, простираются под углом в пределах 30° от вертикали, более предпочтительно в пределах 15° от вертикали, еще более предпочтительно в пределах 5° от вертикали, а наиболее предпочтительно являются, по существу, вертикальными.
Кроме того, является предпочтительным, чтобы общая величина расположенной вертикально площади поверхности, вступающей в контакт с реакционной средой, которая приписывается к внутренним элементам, не удерживающим давление, составляла, по меньшей мере, примерно 10% от общей величины расположенной вертикально площади поверхности, вступающей в контакт с реакционной средой, которая приписывается удерживающим давление боковым стенкам емкости. Более предпочтительно, общая экспонируемая расположенная вертикально площадь поверхности, представленная внутренними элементами и вступающая в контакт с реакционной средой, находится в пределах примерно от 15 примерно до 600% от общей экспонируемой расположенной вертикально площади поверхности, представленной удерживающими давление боковыми стенками и вступающей в контакт с реакционной средой, еще более предпочтительно в пределах примерно от 25 примерно до 400%, а наиболее предпочтительно в пределах от 35 до 200%. Присутствие дополнительной расположенной вертикально площади поверхности при окислении в барботажной колонне могут сделать возможными более низкие отношения H:W, чем были бы возможны в обычных барботажных колоннах реакторного типа, имеющих небольшую дополнительную расположенную вертикально площадь поверхности или не имеющих ее. Таким образом, является предпочтительным, чтобы отношение H:W барботажной колонны реакторного типа, использующей дополнительную расположенную вертикально площадь поверхности, находилось в пределах примерно от 3:1 примерно до 20:1, более предпочтительно в пределах примерно от 3,5:1 примерно до 15:1, а наиболее предпочтительно в пределах от 4:1 до 12:1.
Обращаясь теперь к варианту осуществления, иллюстрируемому на фиг. 33 и 34, барботажная колонна реакторного типа окисления 20 может содержать одну разделительную стенку 33, простирающуюся диаметрально от одной стороны боковой стенки 46 до противоположной стороны боковой стенки 46. Разделительная стенка 33 располагается над устройством для распределения 34, так что, по существу, весь поток окислителя вводится ниже нижней части разделительной стенки 33. Таким образом, приблизительно половина газовой фазы реакционной среды 36, которая содержит нерастворенную часть потока окислителя, протекает снизу вверх на каждой стороне разделительной стенки 33. Предпочтительно, приблизительно половина потока исходных материалов вводится через вход для исходных материалов 32a на одной стороне разделительной стенки 33, а другая половина потока исходных материалов вводится через вход для исходных материалов 32b на другой стороне разделительной стенки 33. Высота разделительной стенки 33, по существу, равна высоте цилиндрической боковой стенки 46.
Разделительная стенка 33 разделяет реакционную зону 28 приблизительно на две половины, при этом реакционная среда 36 располагается на каждой стороне разделительной стенки 33. По существу, вся расположенная вертикально площадь поверхности реактора 20, которая вступает в контакт с реакционной средой 36, приписывается внутренним экспонируемым поверхностям боковой стенки 46 и наружным экспонируемым поверхностям разделительной стенки 33. Если разделительная стенка 33 не присутствует в реакционной зоне 28, тогда, по существу, вся расположенная вертикально площадь поверхности в контакте с реакционной средой 36 приписывалась бы боковым стенкам 46 удерживающего давление корпуса 22. Разделительная стенка 33 обеспечивает дополнительную площадь поверхности, которая влияет на динамику потока текучей среды, реакционной среды 36, и делает возможным масштабирование барботажной колонны реакторного типа окисления 20 без значительного отрицательного воздействия на производительность реактора.
Обращаясь теперь к варианту осуществления, иллюстрируемому на фиг.35, барботажная колонна реакторного типа окисления 20 иллюстрируется как содержащая укороченную разделительную стенку 35. Разделительная стенка 35 на фиг.35 является сходной с разделительной стенкой 33 фиг. 33 и 34; однако разделительная стенка 35 на фиг.35 имеет высоту, которая значительно меньше, чем общая высота реакционной среды 36. В конфигурации, иллюстрируемой на фиг.35, является предпочтительным, чтобы, по существу, весь поток исходных материалов и поток окислителя вводился в реакционную зону 28 ниже нижней части разделительной стенки 35. Верхняя часть разделительной стенки 35 предпочтительно находится на достаточном расстоянии от верхней поверхности 44 реакционной среды 36. В этой конфигурации обе половины реакционной среды 36, расположенной по любую сторону от разделительной стенки 35, могут смешиваться друг с другом выше и ниже разделительной стенки 35.
Обращаясь теперь к варианту осуществления, иллюстрируемому на фиг. 36 и 37, барботажная колонна реакторного типа окисления 20 может содержать неплоскую разделительную стенку 37, которая дает возможность для того, чтобы значительная величина расположенной вертикально площади поверхности добавлялась к реактору 20, без необходимости во множестве дополнительных внутренних элементов в реакционной зоне 28. Подобно разделительным стенкам 33, 35 на фиг. 33-35, разделительная стенка 37 на фиг. 36 и 37 соединяется с диаметрально противоположными внутренними поверхностями боковой стенки, боковой стенки 46, и простирается между ними.
В варианте осуществления, иллюстрируемом на фиг. 38 и 39, барботажная колонна реакторного типа окисления 20 содержит расположенный вертикально внутренний элемент 41, имеющий, в целом, X-образную конфигурацию. Наружные вертикальные края внутреннего элемента 41 находятся на некотором расстоянии внутрь от внутренних поверхностей боковой стенки 46, так что реакционная среда 36 может протекать между отдельными квадрантами, определяемыми X-образным внутренним элементом 41. Различные экспонируемые наружные расположенные вертикально поверхности внутреннего элемента 71 добавляют значительную величину площади поверхности, которая вступает в контакт с реакционной средой 36.
Фиг. 40-42 иллюстрируют вариант осуществления, где часть реакционной зоны 28 разделяется на 4 вертикальных квадранта посредством внутреннего элемента 53, в то время как другая часть реакционной зоны 28 разделяется на 8 вертикальных клинообразных секций посредством внутреннего элемента 55. Как иллюстрируется на фиг.40, реакционная зона 28 изменяется по вертикали от разделения на 4 вертикальных квадранта с помощью внутреннего элемента 53 и до 8 вертикальных клинообразных секций посредством внутреннего элемента 55.
Обращаясь теперь к фиг. 43 и 44, барботажная колонна реакторного типа окисления 20 иллюстрируется как содержащая множество внутренних элементов, в целом винтообразной формы, 61a,b,c,d и вертикальный X-образный разделительный элемент 63, расположенный над винтообразными элементами 61. Винтообразные элементы 61 предоставляют наклонные наружные поверхности, которые создают вихревую структуру потока в протекающей снизу вверх части реакционной среды 36. Является предпочтительным, чтобы направление наклона винтообразных элементов 61 было таким, чтобы соседние винтообразные элементы 61 вызывали завихрение реакционной среды 36, в целом, в противоположных направлениях. Таким образом, если винтообразный элемент 61a заставляет реакционную среду вращаться по часовой стрелке, когда реакционная среда 36 поднимается в реакционной зоне 28, винтообразный элемент 61b (расположенный непосредственно над винтообразным элементом 61a) заставляет движущуюся снизу вверх реакционную среду 36 закручиваться в направлении против часовой стрелки. Вертикальный внутренний разделительный элемент 93 добавляет дополнительную расположенную вертикально площадь поверхности в барботажную колонну реакторного типа окисления 20, и может также функционировать, сводя к минимуму завихрение/турбулентность реакционной среды 36, когда газовая фаза поднимается по направлению к верхней поверхности 44 реакционной среды 36.
Независимо от того, какая конфигурация, иллюстрируемая на фиг. 33-44, используется в барботажной колонне 20 реакторного типа окисления, является предпочтительным, чтобы поток окислителя и поток исходных материалов вводились в реакционную зону 28 таким способом, что существенная часть молекулярного кислорода и окисляемого соединения вводятся в реакционную зону 28 ниже значительной части расположенного вертикально внутреннего элемента или элементов. Предпочтительно, по меньшей мере, примерно 50% мас. всего молекулярного кислорода и окисляемого соединения, вводимых в реакционную зону 28, поступают в реакционную зону 28 ниже, по меньшей мере, 50% расположенной вертикально экспонируемой наружной площади поверхности внутреннего элемента или элементов, более предпочтительно, по меньшей мере, примерно 75% мас. молекулярного кислорода и окисляемого соединения поступают в реакционную зону ниже, по меньшей мере, 50% расположенной вертикально экспонируемой наружной площади поверхности внутреннего элемента (элементов), еще более предпочтительно, по меньшей мере, примерно 90% мас. молекулярного кислорода и окисляемого соединения поступают в реакционную зону ниже, по меньшей мере, 50% расположенной вертикально экспонируемой наружной площади поверхности внутреннего элемента (элементов), а наиболее предпочтительно, по существу, весь молекулярный кислород и окисляемое соединение поступают в реакционную зону ниже, по меньшей мере, 50% расположенной вертикально экспонируемой наружной площади поверхности внутреннего элемента (элементов). В дополнение к этому является предпочтительным, чтобы поток окислителя и поток исходных материалов вводились таким образом, что существенная часть газовой фазы реакционной среды 36 протекала снизу вверх по всем сторонам дополнительной экспонируемой наружной площади поверхности, создаваемой внутренним элементом или элементами. Кроме того, является предпочтительным, чтобы потоки окислителя и исходных материалов вводились в реакционную зону 28 в соответствии со схемами радиального и азимутального распределения, описанными выше.
Хотя некоторые известные из литературы реакторы окисления могут использовать теплообменные поверхности, которые вступают в контакт с реакционной средой способом, подобным внутреннему элементу (элементам), описанному здесь, необходимо отметить, что является нежелательным, чтобы внутренний элемент (элементы) по настоящему изобретению создавали какой-либо значительный уровень нагрева или охлаждения реакционной среды. Таким образом, является предпочтительным, чтобы тепловой поток экспонируемых (то есть вступающих в контакт с реакционной средой) расположенных вертикально поверхностей внутреннего элемента (элементов), описанных здесь, был меньшим, примерно, чем 30000 Вт/м2.
Фиг. 45-53 иллюстрируют варианты осуществления настоящего изобретения, где барботажная колонна реакторного типа окисления 20 снабжена одним или несколькими дефлекторами, которые вступают в контакт с многофазной реакционной средой 36 для облегчения усовершенствованного окисления с минимальным образованием примесей. Дефлекторы являются особенно пригодными для использования в масштабированных конструкциях барботажных колонн реакторного типа, описанных выше. В каждой из снабженных дефлекторами барботажных колонн реакторного типа 20, иллюстрируемых на фиг. 45-53, является предпочтительным, чтобы дефлектор или дефлекторы имели открытую площадь в пределах примерно от 10 примерно до 90%. Как здесь используется, процент открытой площади дефлектора означает минимальный процент горизонтальной площади поперечного сечения реакционной зоны, которая является открытой (то есть не заполняется структурой дефлектора), в вертикальном положении дефлектора. Более предпочтительно, открытая площадь дефлектора или дефлекторов, иллюстрируемых на фиг. 45-53, находится в пределах примерно от 25 примерно до 75%, наиболее предпочтительно в пределах от 35 до 65%.
Важной особенностью дефлекторов, иллюстрируемых на фиг.45-53, является способность дефлекторов противостоять образованию осадка. Как рассмотрено ранее, барботажная колонна реакторного типа окисления 20 предпочтительно используется при осуществлении осадительного окисления, когда во время окисления в реакционной среде 36 образуются твердые продукты. Дефлекторы, имеющие значительную величину приблизительно горизонтальной, смотрящей вверх площади плоской поверхности, склонны к образованию осадка в реакторе, работающем при условиях осаждения. Когда дефлекторы покрываются осадком, твердые продукты откладываются на смотрящих вверх поверхностях дефлекторов, и когда количество твердых продукты, осажденных на дефлекторах, увеличивается, куски осадившихся твердых продуктов могут покидать дефлекторы и падать по направлению к нижней части реактора. Эти куски свалившихся твердых продуктов могут откладываться в нижней части реактора и вызывать ряд проблем, включая, например, замедление высвобождения суспензии из нижней части реактора.
Принимая во внимание указанное выше, является предпочтительным, в одном из вариантов осуществления, чтобы дефлектор или дефлекторы, используемые в барботажной колонне реакторного типа окисления 20, не предоставляли смотрящих вверх плоских наружных поверхностей (например, дефлектор может конструироваться из трубчатых материалов, имеющих круговое поперечное сечение). Если здесь не определено иного, обращенная вверх поверхность представляет собой поверхность, имеющую нормальный вектор, проецирующийся выше горизонтали. В другом варианте осуществления малое количество, по существу, плоских поверхностей может использоваться постольку, поскольку менее, примерно, чем 50% общей обращенной вверх экспонируемой (то есть вступающей в контакт с реакционной средой 36) наружной площади поверхности дефлектора или дефлекторов приписывается, по существу, плоским поверхностям, отклоненным менее чем на 30° или 20°, или даже 10° от горизонтали. Более предпочтительно, менее, примерно, чем 35% от общей обращенной вверх экспонируемой наружной площади поверхности дефлектора или дефлекторов приписывается плоским поверхностям, отклоненным менее чем на 30°, или 20°, или даже 10° от горизонтали. Наиболее предпочтительно, менее чем 25% от общей обращенной вверх экспонируемой наружной площади поверхности дефлектора или дефлекторов приписывается, по существу, плоским поверхностям, отклоненным менее чем на 30°, или 20°, или даже 10° от горизонтали. Кроме того, является предпочтительным, чтобы смотрящие вверх экспонируемые наружные поверхности дефлектора или дефлекторов имели, по существу, гладкую отделку с тем, чтобы дополнительно противостоять образованию осадка. Предпочтительно, по меньшей мере, существенная часть обращенных вверх экспонируемых наружных поверхностей дефлектора или дефлекторов имеет шероховатость поверхности, меньшую, примерно, чем 125 мкм RMS (среднеквадратичное значение), более предпочтительно меньшую, примерно, чем 64 мкм RMS, а наиболее предпочтительно меньшую, чем 32 мкм RMS. Отделка электрополированием и гладкая отделка "2B" в валковой мельнице являются особенно пригодными для использования.
В дополнение к конструкции дефлектора или дефлекторов, где не образуется осадок, иллюстрируемых на фиг. 45-53, является предпочтительным, чтобы дефлектор (дефлекторы) находились на соответствующем расстоянии от верхнего и нижнего уровней поверхности реакционной среды 36, для того, чтобы обеспечивалась оптимизированная эффективность. В предпочтительном варианте осуществления настоящего изобретения дефлектор или дефлекторы располагаются на расстоянии, по меньшей мере, 0,5W и/или 0,05H как от верхнего, так и от нижнего уровня поверхности реакционной среды 36, где "W" представляет собой максимальную ширину реакционной среды 36 и "H" представляет собой максимальную высоту реакционной среды 36. Более предпочтительно, дефлектор или дефлекторы располагаются на расстоянии, по меньшей мере, 1W и/или 0,1H как от верхнего, так и от нижнего уровня поверхности реакционной среды 36. Наиболее предпочтительно, дефлектор или дефлекторы располагаются на расстоянии, по меньшей мере, 1,5W и/или 0,15H как от верхнего, так и от нижнего уровня поверхности реакционной среды 36. Присутствие дефлектора или дефлекторов в барботажной колонне реакторного типа окисления 20 может сделать возможными более низкие отношения H:W, чем было бы возможным в сходных реакторах, не снабженных дефлекторами. Таким образом, является предпочтительным, чтобы отношение H:W снабженных дефлекторами барботажных колонн реакторного типа находилось в пределах примерно от 3:1 примерно до 20:1, более предпочтительно в пределах примерно от 3,5:1 примерно до 15:1, а наиболее предпочтительно в пределах от 4:1 до 12:1.
Обращаясь теперь к фиг. 45-47 более подробно, барботажная колонна реакторного типа окисления 20 иллюстрируется как содержащая множество отделенных друг от друга некоторым расстоянием по вертикали дефлекторов 71a,b,c,d. Предпочтительно, барботажная колонна реакторного типа окисления 20 содержит в пределах от 2 до 20 отделенных друг от друга некоторым расстоянием по вертикали дефлекторов, наиболее предпочтительно от 3 до 8 отделенных друг от друга некоторым расстоянием по вертикали дефлекторов. Предпочтительно, каждый дефлектор 71 содержит множество удлиненных индивидуальных элементов дефлектора 73. В этом варианте осуществления каждый индивидуальный элемент дефлектора 73 предоставляет, по существу, цилиндрическую экспонируемую наружную поверхность, которая вступает в контакт с реакционной средой 36. В варианте осуществления, иллюстрируемом на фиг. 45-47, дефлекторы 71a,b,c,d поворачиваются по отношению друг к другу, так что индивидуальные элементы дефлекторов 73 для соседних дефлекторов 71 простираются, по существу, перпендикулярно друг к другу.
Обращаясь теперь к фиг. 48-50 более подробно, альтернативные дефлекторы 81a,b,c,d иллюстрируются как содержащие множество удлиненных индивидуальных элементов дефлекторов 83. В этом варианте осуществления каждый элемент дефлектора 83 формируется из элемента с L-образным сечением и представляет в целом перевернутую V-образную обращенную вверх экспонируемую наружную поверхность. Конфигурация экспонируемых наружных поверхностей индивидуальных элементов дефлекторов 83 помогает предотвратить образование осадка при оседании твердых продуктов в реакционной среде 36. Количество железных элементов дефлектора 83, расстояние между ними и угол ориентации могут быть, по существу, такими же, как описано выше для цилиндрических элементов дефлекторов 73 на фиг. 45-47.
Обращаясь теперь к фиг. 51-53 более подробно, барботажная колонна реакторного типа окисления 20 иллюстрируется как содержащая отдельный монолитный дефлектор 91, имеющий в целом форму двух простирающихся в противоположных направлениях вертикальных конусов 93a,b, соединенных в их основании. Наклон экспонируемой смотрящей вверх наружной поверхности монолитного дефлектора 91 помогает предотвратить образование осадка на дефлекторе 91 из-за твердых продуктов, оседающих в реакционной среде 36.
Различные конфигурации дефлекторов, иллюстрируемые на фиг. 45-53, являются только примерами, и множество других конфигураций дефлекторов могут попасть в рамки настоящего изобретения. Необходимо также отметить, что конфигурации дефлекторов, иллюстрируемые на фиг. 45-53, могут использоваться в сочетании.
Хотя некоторые известные из литературы реакторы окисления могут использовать теплообменные трубы, которые вступают в контакт с реакционной средой способом, подобным дефлектору (дефлекторам), описанному здесь, необходимо отметить, что является нежелательным, чтобы дефлекторы по настоящему изобретению создавали какой-либо значительный уровень нагрева или охлаждения реакционной среды. Таким образом, является предпочтительным, чтобы тепловой поток экспонируемых (то есть вступающих в контакт с реакционной средой) наружных поверхностей дефлекторов, описанных здесь, был меньшим, примерно, чем 30000 Вт/м2.
Обращаясь опять к фиг. 1-53, окисление предпочтительно осуществляют в барботажной колонне реакторного типа 20 при условиях, которые являются заметно иными, чем для обычных реакторов окисления, в соответствии с предпочтительными вариантами осуществления, описанными здесь. Когда барботажная колонна реакторного типа 20 используется для осуществления жидкофазного частичного окисления параксилола до сырой терефталевой кислоты (CTA) в соответствии с предпочтительными вариантами осуществления, описанными здесь, пространственные профили локальной интенсивности реакции, локальной интенсивности испарения и локальной температуры, в сочетании со структурами потока жидкости в реакционной среде и предпочтительными относительно низкими температурами окисления, вносят вклад в образование частиц CTA, имеющих уникальные и преимущественные свойства.
Фиг. 54A и 54B иллюстрируют основные частицы CTA, полученные в соответствии с одним из вариантов осуществления настоящего изобретения. Фиг.54A показывает основные частицы CTA при 500-кратном увеличении, в то время как фиг.54B увеличивает одну из основных частиц CTA и показывает эту частицу при 2000-кратном увеличении. Как, вероятно, лучше всего иллюстрируется на фиг.54B, каждая основная частица CTA, как правило, формируется из большого количества малых агломерированных субчастиц CTA, при этом получается основная частица CTA с относительно большой площадью поверхности, высокой пористостью, низкой плотностью и хорошей растворимостью. Основные частицы CTA, как правило, имеют средний размер частиц, находящийся в пределах примерно от 20 примерно до 150 мкм, более предпочтительно в пределах примерно от 30 примерно до 120 мкм, а наиболее предпочтительно в пределах от 40 до 90 мкм. Субчастицы CTA, как правило, имеют средний размер частиц в пределах примерно от 0,5 примерно до 30 мкм, более предпочтительно примерно от 1 примерно до 15 мкм, а наиболее предпочтительно в пределах от 2 до 5 мкм. Относительно высокая площадь поверхности основных частиц CTA, иллюстрируемых на фиг. 54A и 54B, может количественно определяться с использованием способа измерения площади поверхности Браунауэра-Эммета-Теллера (БЭТ). Предпочтительно, основные частицы CTA имеют среднюю поверхность БЭТ, по меньшей мере, примерно 0,6 м2/г. Более предпочтительно, основные частицы CTA имеют среднюю площадь поверхности по БЭТ в пределах примерно от 0,8 примерно до 4 м2/г. Наиболее предпочтительно, основные частицы CTA имеют среднюю площадь поверхности по БЭТ в пределах от 0,9 до 2 м2/г. Физические свойства (например, размер частиц, площадь поверхности по БЭТ, пористость и растворимость) основных частиц CTA, сформированных посредством оптимизированного способа окисления предпочтительного варианта осуществления настоящего изобретения, делают возможной очистку частиц CTA посредством более эффективных и/или экономичных способов, как описано более подробно ниже, в связи с фиг.57.
Значения среднего размера частиц, приведенные выше, определяют с использованием микроскопии поляризованного света и анализа изображения. Оборудование, используемое при анализе размеров частиц, включает в себя оптический микроскоп Nikon E800 с объективом 4× Plan Flour N.A. 0,13, цифровую камеру Spot RT™ и персональный компьютер, использующий программное обеспечение для анализа изображений Image Pro Plus™ V4.5.0.19. Способ анализа размеров частиц включает в себя следующие главные стадии: (1) диспергирования порошков CTA в минеральном масле; (2) приготовления препарата дисперсии между предметным и покровным стеклом микроскопа; (3) исследование объекта с использованием микроскопии поляризованного света (условия скрещенных поляризаторов - частицы появляются как яркие объекты на черном фоне); (4) регистрации различных изображений для препарата каждого образца (размер поля = 3 × 2,25 мм; размер пикселя = 1,84 мкм/пиксель); (5) осуществления анализа изображений с помощью программного обеспечения Image Pro Plus™; (6) переноса измерений частиц в таблицу и (7) осуществления статистической обработки таблицы. Стадия (5) "осуществления анализа изображений с помощью программного обеспечения Image Pro Plus™" включает в себя подстадии: (a) установки порога изображения для детектирования белых частиц на темном фоне; (b) создания двоичного изображения; (c) запуска однопроходного открытого фильтра для отфильтровывания пиксельного шума; (d) измерения всех частиц в изображении и (e) регистрации среднего диаметра, измеренного для каждой частицы. Программное обеспечение Image Pro Plus™ определяет средний диаметр отдельных частиц как среднечисленную длину диаметров частицы, измеренную на интервалах 2° и при прохождении через центроид частицы. Стадия 7 "осуществления статистической характеризации в таблице" включает в себя вычисление взвешенного по объему среднего размера частиц следующим образом. Объем каждой из n частиц в образце вычисляется, как если бы они были сферическими, используя выражение pi/6 · di^3; умножая объем каждой частицы на ее диаметр, с получением выражения pi/6 · di^4; суммируя для всех частиц в образце значения pi/6 · di^4; суммируя объемы всех частиц в образце и вычисляя взвешенный по объему диаметр частиц как сумму выражений (pi/6 ·di^4) для всех n частиц в образце, деленную на сумму выражений (pi/6 · di^3) для всех n частиц в образце. Как здесь используется, "средний размер частицы" относится к взвешенному по объему среднему размеру частицы, определенному в соответствии с описанным выше способом исследований; и он также упоминается как D(4,3).

В дополнение к этому стадия 7 включает в себя нахождение размеров частиц, для которых различные доли общего объема образца являются меньшими. Например, D(v,0,1) представляет собой размер частиц, для которого 10% от общего объема образца являются меньшими, а 90% являются большими; D(v,0,5) представляет собой размер частиц, для которого половина объема образца являются большими, а половина меньшими; D(v,0,9) представляет собой размер частиц, для которого 90% от общего объема образца являются меньшими; и так далее. В дополнение к этому стадия 7 включает в себя вычисление значения D(v,0,9) минус D(v,0,1), которое определяется здесь как "разброс размеров частиц"; и стадия 7 включает в себя вычисление значения разброса размеров частиц, деленного на D(4,3), которое определяется здесь как "относительный разброс размеров частиц".
Кроме того, является предпочтительным, чтобы D(v,0,1) частиц CTA, как измерено выше, находился в пределах примерно от 5 примерно до 65 мкм, более предпочтительно в пределах примерно от 15 примерно до 55 мкм, а наиболее предпочтительно в пределах от 25 до 45 мкм. Является предпочтительным, чтобы D(v,0,5) частиц CTA, как измерено выше, находился в пределах примерно от 10 примерно до 90 мкм, более предпочтительно в пределах примерно от 20 примерно до 80 мкм, а наиболее предпочтительно в пределах от 30 до 70 мкм. Является предпочтительным, чтобы D(v,0,9) частиц CTA, как измерено выше, находился в пределах примерно от 30 примерно до 150 мкм, более предпочтительно в пределах примерно от 40 примерно до 130 мкм, а наиболее предпочтительно в пределах от 50 до 110 мкм. Является предпочтительным, чтобы относительный разброс размеров частиц находился в пределах примерно от 0,5 примерно до 2,0, более предпочтительно в пределах примерно от 0,6 примерно до 1,5, а наиболее предпочтительно в пределах от 0,7 до 1,3.
Значения площади поверхности по БЭТ, приведенные выше, измеряются на Micromeritics ASAP2000 (доступном от Micromeritics Instrument Corporation of Norcross, GA). На первой стадии процесса измерения от 2 до 4 граммов образца частиц взвешивают и сушат в вакууме при 50°C. Затем образец помещают в газовый коллектор для анализа и охлаждают до 77 K. Изотерму адсорбции азота измеряют минимум при пяти равновесных давлениях посредством экспонирования образца для известных объемов газообразного азота и измерения уменьшения давления. Равновесные давления находятся примерно в пределах P/P0 = 0,01-0,20, где P представляет собой равновесное давление, и P0 представляет собой давление паров жидкого азота при 77 K. Полученная изотерма затем может быть представлена в виде графика в соответствии со следующим уравнением БЭТ:
где Va представляет собой объем газа, адсорбированного образцом при P, Vm представляет собой объем газа, необходимый для покрытия всей поверхности образца монослоем газа, и C - это константа. Из этого графика определяют V m и C. Затем Vm преобразуется в площадь поверхности с использованием площади поперечного сечения азота при 77 K, посредством:
где σ представляет собой площадь поперечного сечения азота при 77 K, T равно 77 K и R представляет собой газовую константу.
Как ясно из указанного выше, CTA, полученная в соответствии с одним из вариантов осуществления настоящего изобретения, демонстрирует превосходные свойства растворения по сравнению с обычной CTA, полученной посредством других способов. Эта повышенная скорость растворения делает возможной очистку CTA по настоящему изобретению посредством более эффективных и/или более продуктивных способов очистки. Следующее далее описание описывает способ, с помощью которого может количественно определяться скорость растворения CTA.
Скорость растворения известного количества твердых продуктов в известном количестве растворителя в перемешиваемой смеси может измеряться посредством различных протоколов. Как здесь используется, способ измерения, называемый "исследование временной зависимости растворения", определяется следующим образом. В течение исследования временной зависимости растворения используют давление окружающей среды примерно 0,1 мПа. Температура окружающей среды, используемая в течение исследования временной зависимости растворения, составляет примерно 22°C. Кроме того, твердые продукты, растворитель и все устройство для растворения являются полностью уравновешенными термически при этой температуре до начала исследований, и нет заметного нагрева или охлаждения стакана или его содержимого в период времени растворения. Порция растворителя из свежего тетрагидрофурана, аналитического качества для ВЭЖХ (чистота >99,9%), далее THF, насчитывающая 250 грамм, помещается в чистый высокий 400-миллилитровый стеклянный стакан KIMAX (Kimble® part number 14020, Kimble/Kontes, Vineland, NJ), который является неизолированным, имеет гладкие стенки и, в целом, цилиндрическую форму. Покрытый тефлоном брусок магнитной мешалки (VWR part number 58948-230, длиной примерно 1 дюйм, диаметром 3/8-дюйма, восьмиугольного поперечного сечения, VWR International, West Chester, PA 19380) помещают в стакан, где он естественным образом оседает на дно. Образец перемешивают с использованием магнитного перемешивающего устройства Variomag® multipoint 15 (H&P Labortechnik AG, Oberschleissheim, Germany), при настройке магнитного перемешивающего устройства 800 оборотов в минуту. Это перемешивание начинается не более чем за 5 минут до добавления твердых продуктов и продолжается непрерывно в течение, по меньшей мере, 30 минут после добавления твердых продуктов. Твердый образец из частиц сырой или очищенной TPA в количестве 250 миллиграммов взвешивают на не прилипающем к образцу поддоне для взвешивания. В начальный момент времени, обозначаемый как t=0, взвешенные твердые продукты высыпают, все вместе, в перемешиваемый THF, и одновременно с этим запускают таймер. Приготовленный соответствующим образом THF очень быстро смачивает твердые продукты и в пределах 5 секунд образует разбавленную, хорошо перемешанную суспензию. Впоследствии образцы этой смеси получают в следующие моменты времени, измеренные в минутах от t=0: 0,08, 0,25, 0,50, 0,75, 1,00, 1,50, 2,00, 2,50, 3,00, 4,00, 5,00, 6,00, 8,00, 10,00, 15,00 и 30,00. Каждый малый образец извлекают из разбавленной, хорошо перемешанной смеси с использованием нового одноразового шприца (Becton, Dickinson and Co, 5 milliliter, REF 30163, Franklin Lakes, NJ 07417). Непосредственно при извлечении из стакана приблизительно 2 мл прозрачного образца жидкости быстро высвобождают через новый неиспользованный шприцевой фильтр (диаметр 25 мм, 0,45 мкм, Gelnan GHP Acrodisc GF®, Pall Corporation, East Hills, NY 11548) в новый меченный стеклянный флакон для образца. Продолжительность каждого заполнения шприца, замены фильтра и высвобождения во флакон для образца является заметно меньшим, примерно, чем 5 секунд, и этот интервал, соответственно, начинается и заканчивается в пределах примерно 3 секунд в любую сторону от каждого целевого времени отбора образца. В пределах примерно пяти минут каждого заполнения флаконы для образцов закрываются и поддерживаются приблизительно при постоянной температуре до осуществления следующего химического анализа. После того как конечный образец отбирается в момент времени 30 минут после времени t=0, все шестнадцать образцов анализируются на количество растворенной TPA с использованием способа ВЭЖХ-DAD (матричный диодный детектор), в целом, как описывается в другом месте в настоящем описании. Однако при настоящем исследовании, как калибровочные стандарты, так и регистрируемые результаты приводятся как миллиграммы растворенной TPA на грамм растворителя THF (далее "м.д. в THF"). Например, если все 250 миллиграмм твердых продуктов представляют собой очень чистую TPA и если все это количество полностью растворяется в 250 граммах растворителя THF до отбора конкретного образца, правильно измеренная концентрация составляла бы примерно 1000 м.д. в THF.
Когда CTA в соответствии с настоящим изобретением подвергается исследованию временной зависимости растворения, описанному выше, является предпочтительным, чтобы образец, отобранный через одну минуту после t=0, растворялся до концентрации, по меньшей мере, примерно 500 м.д. в THF, более предпочтительно, по меньшей мере, 600 м.д. в THF. Для образца, отобранного через две минуты после t=0, является предпочтительным, чтобы CTA в соответствии с настоящим изобретением растворялась до концентрации, по меньшей мере, примерно 700 м.д. в THF, более предпочтительно, по меньшей мере, 750 м.д. в THF. Для образца, отобранного через четыре минуты после t=0, является предпочтительным, чтобы CTA в соответствии с настоящим изобретением растворялась до концентрации, по меньшей мере, примерно 840 м.д. в THF, более предпочтительно, по меньшей мере, 880 м.д. в THF.
Авторы обнаружили, что относительно простая модель отрицательного экспоненциального роста является пригодной для описания временной зависимости полного набора данных от полного исследования временной зависимости растворения, несмотря на сложность образцов частиц и процесса растворения. Форма уравнения, далее "модели временной зависимости растворения", является следующей:
S=A + B·(1- exp(-C · t)), где
t = время в единицах минут;
S = растворимость, в единицах м.д. в THF, в момент времени t;
exp = экспоненциальная функция на основе натурального логарифма 2;
A, B = константы регрессии в единицах м.д. в ТГФ, где A относится по большей части к быстрому растворению частиц меньших размеров при очень коротких временах, и где сумма A + B относится по большей части к общему количеству растворения вблизи конца указанного периода исследования; и
C = временная постоянная регрессии в единицах обратных минут.
Константы регрессии подбирают сводя к минимуму сумму среднеквадратичной ошибки между точками реальных данных и соответствующими значениями модели, этот способ обычно называется подгонка "наименьших квадратов". Предпочтительный пакет программного обеспечения для осуществления этой регрессии данных представляет собой JMP Release 5.1.2 (SAS Institute Inc., JMP Software, SAS Campus Drive, Cary, NC 27513).
Когда CTA в соответствии с настоящим изобретением исследуют с помощью исследования временной зависимости растворения и подгоняют к модели временной зависимости растворения, описанной выше, является предпочтительным, чтобы CTA имела временную константу "C", большую, примерно, чем 0,5 мин-1, более предпочтительно, большую, примерно, чем 0,6 мин-1, а наиболее предпочтительно, большую, чем 0,7 мин-1.
Фиг. 55A и 55B иллюстрируют обычную частицу CTA, полученную с помощью обычного высокотемпературного способа окисления в проточном реакторе смешения (CSTR). Фиг.55A показывает обычную частицу CTA при 500-кратном увеличении, в то время как фиг.55B увеличивает и показывает частицу CTA при 2000-кратном увеличении. Визуальное сравнение частиц CTA по настоящему изобретению, иллюстрируемых на фиг. 54A и 54B, и обычной частицы CTA, иллюстрируемой на фиг. 55A и 55B, показывает, что обычная частица CTA имеет более высокую плотность, более низкую площадь поверхности, более низкую пористость и больший размер частиц, чем частица CTA по настоящему изобретению. Фактически обычная CTA, представленная на фиг. 55A и 55B, имеет средний размер частиц примерно 205 мкм и площадь поверхности по БЭТ примерно 0,57 м2/г.
Фиг.56 иллюстрирует обычный способ получения очищенной терефталевой кислоты (PTA). В обычном способе получения PTA параксилол частично окисляется в механически перемешиваемом высокотемпературном реакторе окисления 700. Суспензия, содержащая CTA, извлекается из реактора 700, а затем очищается в системе очистки 702. Продукт PTA из системы очистки 702 вводится в систему разделения 706 для выделения и сушки частиц PTA. Система очистки 702 соответствует большей части затрат, связанных с получением частиц PTA посредством обычных способов. Система очистки 702, как правило, содержит систему добавления/замены воды 708, систему растворения 710, систему гидрирования 712, и три отдельные емкости кристаллизации 704a,b,c. В системе добавления/замены воды 708 существенная часть маточной жидкости заменяется водой. После добавления воды суспензия вода/CTA вводится в систему растворения 710, где смесь вода/CTA нагревается до тех пор, пока частицы CTA не растворятся полностью в воде. После растворения CTA раствор CTA в воде подвергается гидрированию в системе гидрирования 712. Гидрированный выходящий поток из системы гидрирования 712 затем подвергают воздействию трех ступеней кристаллизации в емкостях кристаллизации 704a,b,c, с последующим выделением PTA в системе разделения 706.
Фиг.57 иллюстрирует улучшенный способ получения PTA с использованием барботажной колонны реакторного типа окисления 800, конфигурованной в соответствии с вариантом осуществления настоящего изобретения. Исходная суспензия, содержащая твердые частицы CTA и жидкую маточную жидкость, извлекается из реактора 800. Как правило, исходная суспензия может содержать в пределах примерно от 10 примерно до 50% мас. твердых частиц CTA, при этом жидкий остаток представляет собой маточную жидкость. Твердые частицы CTA, присутствующие в исходной суспензии, как правило, содержат, по меньшей мере, примерно 400 м.д. мас. 4-карбоксибензальдегида (4-CBA), чаще, по меньшей мере, примерно 800 м.д. мас. 4-CBA, и чаще всего в пределах от 1000 до 15000 м.д. мас. 4-CBA. Исходная суспензия, извлеченная из реактора 800, вводится в систему очистки 802 для уменьшения концентрации 4-CBA и других примесей, присутствующих в CTA. Более чистая/очищенная суспензия получается из системы очистки 802 и подвергается разделению и сушке в системе разделения 804, для получения при этом твердых частиц более чистой терефталевой кислоты, содержащих менее, примерно, чем 400 м.д. мас. 4-CBA, более предпочтительно менее, примерно, чем 250 м.д. мас. 4-CBA, а наиболее предпочтительно в пределах от 10 до 200 м.д. мас. 4-CBA.
Система очистки 802 системы получения PTA, иллюстрируемой на фиг.57, обеспечивает ряд преимуществ по сравнению с системой очистки 802 известной из литературы системы, иллюстрируемой на фиг.56. Предпочтительно, система очистки 802, в целом, содержит систему замены маточной жидкости 806, дигестер 808 и отдельный кристаллизатор 810. В системе замены маточной жидкости 806, по меньшей мере, примерно 50% мас. маточной жидкости, присутствующей в исходной суспензии, заменяется свежим замещающим растворителем, с получением при этом суспензии с замененным растворителем, содержащим частицы CTA и замещающий растворитель. Суспензия с замененным растворителем, покидающая систему замены маточной жидкости 806, вводится в дигестер (или реактор вторичного окисления) 808. В дигестере 808 реакция вторичного окисления осуществляется при несколько более высоких температурах, чем используется в начальной/первичной реакции окисления, осуществляемой в барботажной колонне реакторного типа 800. Как обсуждалось выше, высокая площадь поверхности, малый размер частиц и низкая плотность частиц CTA, получаемых в реакторе 800, делает определенные примеси, захваченные в частицах CTA, доступными для окисления в дигестере 808 без необходимости в полном растворении частиц CTA в дигестере 808. Таким образом, температура в дигестере 808 может быть ниже, чем во многих сходных способах, известных из литературы. Вторичное окисление, осуществляемое в дигестере 808, предпочтительно уменьшает концентрацию 4-CBA в CTA, по меньшей мере, на 200 м.д. мас., более предпочтительно, по меньшей мере, примерно на 400 м.д. мас., и наиболее предпочтительно в пределах от 600 до 6000 м.д. мас. Предпочтительно, температура вторичного окисления в дигестере 808, по меньшей мере, примерно на 10°C выше, чем температура первичного окисления в барботажной колонне реакторного типа 800, более предпочтительно выше, в переделах примерно от 20 примерно до 80°C, чем температура первичного окисления в реакторе 800, а наиболее предпочтительно выше, в пределах от 30 до 50°C, чем температура первичного окисления в реакторе 800. Температура вторичного окисления предпочтительно находится в пределах примерно от 160 примерно до 240°C, более предпочтительно в пределах примерно от 180 примерно до 220°C, а наиболее предпочтительно в пределах от 190 до 210°C. Очищенный продукт из дигестера 808 требует только одной стадии кристаллизации в кристаллизаторе 810 перед разделением в системе разделения 804. Пригодные для использования технологии вторичного окисления/дигерирования обсуждаются более подробно в публикации заявки на патент США № 2005/0065373, полное описание которой явным образом включается сюда в качестве ссылки.
Терефталевая кислота (например, PTA), полученная посредством системы, иллюстрируемой на фиг.57, предпочтительно состоит из частиц PTA, имеющих средний размер частиц, по меньшей мере, примерно 40 мкм, более предпочтительно в пределах примерно от 50 примерно до 2000 мкм, а наиболее предпочтительно в пределах от 60 до 200 мкм. Частицы PTA предпочтительно имеют среднюю площадь поверхности по БЭТ, меньшую, примерно, чем 0,25 м2/г, более предпочтительно, находящуюся в пределах примерно от 0,005 примерно до 0,2 м2/г, а наиболее предпочтительно в пределах от 0,01 до 0,18 м2/г. PTA, полученная посредством системы, иллюстрируемой на фиг.57, является пригодной для использования в качестве исходных материалов при получении PET. Как правило, PET получают посредством этерификации терефталевой кислоты с этиленгликолем, с последующей поликонденсацией. Предпочтительно, терефталевая кислота, полученная посредством одного из вариантов осуществления настоящего изобретения, используется в качестве исходных материалов для получения PET в трубчатом реакторе, описанном в заявке на патент США, серийный № 10/013318, зарегистрированной 7 декабря 2001 года, полное описание которой включается сюда в качестве ссылки.
Частицы CTA с предпочтительной морфологией, описанной здесь, являются особенно пригодными для использования в описанном выше способе окислительного дигерирования для понижения содержания 4-CBA. В дополнение к этому эти предпочтительные частицы CTA обеспечивают преимущества в широком диапазоне других, следующих далее процессов, включающих в себя растворение и/или химическую реакцию частиц. Эти дополнительные следующие далее процессы включают в себя, но не ограничиваясь этим, реакцию, по меньшей мере, с одним гидроксилсодержащим соединением, с образованием сложноэфирных соединений, в частности реакцию CTA с метанолом, с образованием диметилтерефталата и сложных эфиров примесей; реакцию, по меньшей мере, с одним диолом, с образованием сложноэфирных мономерных и/или полимерных соединений, в частности реакцию CTA с этиленгликолем, с образованием полиэтилентерефталата (PET); и полное или частичное растворение в растворителях, включая, но не ограничиваясь этим, воду, уксусную кислоту и N-метил-2-пирролидон, которые могут включать в себя дополнительную переработку, включая, но не ограничиваясь этим, повторное осаждение более чистой терефталевой кислоты и/или селективное химическое восстановление карбонильных групп, иных, чем группы карбоновых кислот. В явном виде является включенным, по существу, растворение CTA в растворителе, содержащем воду, объединенное с частичным гидрированием, которое уменьшает количество альдегидов, в частности, 4-CBA, флуоренонов, фенонов и/или антрахинонов.
Авторы также предполагают, что частицы CTA, имеющие предпочтительные свойства, описанные здесь, могут быть получены из частиц CTA, не совпадающих по предпочтительным свойствам с теми, которые описаны здесь (несовпадающих частиц CTA), с помощью средств, включающих в себя, но не ограничиваясь этим, механическое перемешивание несовпадающих частиц CTA и полное или частичное растворение несовпадающих частиц CTA, с последующим полным или частичным повторным осаждением.
В соответствии с одним из вариантов осуществления настоящего изобретения, предусматривается способ частичного окисления окисляемого ароматического соединения до одного или нескольких типов ароматической карбоновой кислоты, где чистота части растворителя исходных материалов (то есть "исходных материалов растворителя") и чистота части окисляемого соединения исходных материалов (то есть "исходных материалов окисляемого соединения") контролируются в определенных пределах, описанных ниже. Вместе с другими вариантами осуществления настоящего изобретения, это делает возможным контроль чистоты жидкой фазы и твердой фазы, если она присутствует, и объединенной фазы суспензии (то есть твердые продукты плюс жидкость) реакционной среды в определенных предпочтительных пределах, указанных ниже.
Относительно исходных материалов растворителя, является известным окисление окисляемого ароматического соединения (соединений), с получением ароматической карбоновой кислоты, где исходные материалы растворителя, вводимые в реакционную среду, представляют собой смесь уксусной кислоты аналитической чистоты и воды, как часто используется при работе в лабораторном масштабе и пилотном масштабе. Подобным же образом, является известным осуществление окисления окисляемого ароматического соединения до ароматической карбоновой кислоты, где растворитель, покидающий реакционную среду, отделяется от полученной ароматической карбоновой кислоты, а затем рециклируется назад в реакционную среду как исходные материалы растворителя, прежде всего, по причинам затрат на производство. Это рециклирование растворителя вызывает накопление со временем определенных примесей исходных материалов и побочных продуктов способа в рециклируемом растворителе. В данной области известны различные средства, чтобы помочь в очистке рециклированного растворителя перед повторным введением в реакционную среду. Как правило, более высокий уровень очистки рециклированного растворителя приводит к значительно более высоким затратам на производство, чем более низкий уровень очистки с помощью подобных средств. Один из вариантов осуществления настоящего изобретения относится к пониманию и определению предпочтительных пределов большого количества примесей в исходных материалах растворителя, многие из которых до сих пор рассматриваются по большей части как вредные, для нахождения оптимального баланса между общими затратами на производство и общей чистотой продукта.
"Рециклируемые исходные материалы растворителя" определяются здесь как исходные материалы растворителя, содержащие, по меньшей мере, примерно 5% мас. от массы, которая ранее прошла через реакционную среду, содержащую одно или несколько окисляемых ароматических соединений, подвергающихся частичному окислению. По причинам запасов растворителя и времени протекания в производственной установке является предпочтительным, чтобы порции рециклированного растворителя проходили через реакционную среду, по меньшей мере, раз в рабочий день, более предпочтительно, по меньшей мере, раз в день, в течение, по меньшей мере, семи последовательных рабочих дней, а наиболее предпочтительно, по меньшей мере, раз в день, в течение, по меньшей мере, 30 последовательных рабочих дней. По экономическим причинам является предпочтительным, чтобы, по меньшей мере, примерно 20% мас. исходных материалов растворителя в реакционной среде по настоящему изобретению представляли собой рециклированный растворитель, более предпочтительно, по меньшей мере, примерно 40% мас., еще более предпочтительно, по меньшей мере, примерно 80% мас., а наиболее предпочтительно, по меньшей мере, 90% мас.
Авторы обнаружили, что по причинам реакционной активности металлических примесей, остающихся в продукте окисления, концентрации выбранных металлов переменной валентности в рециклированных исходных материалах растворителя предпочтительно находятся в пределах, указанных непосредственно ниже. Концентрация железа в рециклированном растворителе предпочтительно примерно ниже 150 м.д. мас., более предпочтительно примерно ниже 40 м.д. мас., а наиболее предпочтительно находится в пределах между 0 и 8 м.д. мас. Концентрация никеля в рециклированном растворителе предпочтительно примерно ниже 150 м.д. мас., более предпочтительно, примерно ниже 40 м.д. мас., а наиболее предпочтительно находится в пределах между 0 и 8 м.д. мас. Концентрация хрома в рециклированном растворителе предпочтительно примерно ниже 150 м.д. мас., более предпочтительно, примерно ниже 40 м.д. мас., а наиболее предпочтительно, находится в пределах между 0 и 8 м.д. мас. Концентрация молибдена в рециклированном растворителе предпочтительно примерно ниже 75 м.д. мас., более предпочтительно примерно ниже 20 м.д. мас., а наиболее предпочтительно находится в пределах между 0 и 4 м.д. мас. Концентрация титана в рециклированном растворителе предпочтительно примерно ниже 75 м.д. мас., более предпочтительно примерно ниже 20 м.д. мас., а наиболее предпочтительно находится в пределах между 0 и 4 м.д. мас. Концентрация меди в рециклированном растворителе предпочтительно примерно ниже 20 м.д. мас., более предпочтительно примерно ниже 4 м.д. мас., а наиболее предпочтительно находится в пределах между 0 и 1 м.д. мас. Другие металлические примеси, как правило, также присутствуют в рециклированном растворителе, как правило, изменяясь на более низких уровнях по отношению к одному или нескольким из перечисленных выше металлов. Контроль перечисленных выше металлов в предпочтительных пределах будет поддерживать другие металлические примеси на соответствующих уровнях.
Эти металлы могут возникать как примеси в любом из поступающих в способ исходных материалов (например, в поступающем окисляемом соединении, растворителе, окислителе и соединениях катализаторов). Альтернативно, металлы могут возникать как продукты коррозии из любой из установок способа, вступающей в контакт с реакционной средой и/или вступающей в контакт с рециклированным растворителем. Средства для контроля металлов в описанных пределах концентраций включают в себя соответствующее качество и мониторинг чистоты различных исходных материалов, и правильное использование материалов конструкции, включая, но не ограничиваясь этим, множество коммерческих видов титана и нержавеющих сталей, включая виды, известные как дуплексные нержавеющие стали и высокомолибденовые нержавеющие стали.
Авторы также обнаружили предпочтительные пределы для выбранных ароматических соединений в рециклируемом растворителе. Они включают в себя как осажденные, так и растворенные ароматические соединения в рециклированном растворителе.
Неожиданно, даже осажденный продукт (например, TPA) от частичного окисления параксилола, представляет собой примесь, которой нужно управлять в рециклируемом растворителе. Поскольку неожиданно возникают предпочтительные пределы для уровней твердых продуктов в реакционной среде, любой осажденный продукт в исходных материалах растворителя непосредственно вычитается из количества окисляемого соединения, которое может вводиться вместе с ним. Кроме того, введение осаждающих твердых продуктов TPA в рециклируемом растворителе при повышенных уровнях, как обнаружено, отрицательно влияет на характер частиц, образующихся в осадительной среде окисления, приводя к нежелательному характеру следующих далее операций (например, фильтрования продукта, промывки растворителем, окислительного дигерирования сырого продукта, растворения сырого продукта для дополнительной переработки и так далее). Другая нежелательная характеристика осажденных твердых продуктов в исходных материалах рециклируемого растворителя заключается в том, что они часто содержат очень высокие уровни осаждающих примесей, по сравнению с концентрациями примесей в объеме твердых продуктов в суспензиях TPA, из которых получают большую часть рециклированного растворителя. Возможно, повышенные уровни примесей, наблюдаемые в твердых продуктах, суспендированных в рециклированном фильтрате, могут быть связаны со временами зародышеобразования для осаждения определенных примесей из рециклируемого растворителя и/или с охлаждением рециклируемого растворителя, либо намеренным, либо вызванным потерями в окружающей среде. Например, концентрации сильно окрашенного и нежелательного 2,6-дикарбоксифлуоренона наблюдаются при гораздо более высоких уровнях в твердых продуктах, присутствующих в рециклированном растворителе, при 80°C, чем наблюдается в твердых продуктах TPA, выделенных из рециклируемого растворителя при 160°C. Подобным же образом, концентрации изофталевой кислоты наблюдаются при гораздо более высоких уровнях в твердых продуктах, присутствующих в рециклируемом растворителе, по сравнению с уровнями, наблюдаемыми в твердых продуктах TPA из реакционной среды. Как именно конкретные осажденные примеси, захваченные в рециклируемом растворителе, ведут себя, когда повторно вводятся в реакционную среду, видимо, варьируется. Это зависит, вероятно, от относительной растворимости примеси в жидкой фазе реакционной среды, вероятно, от того, как осажденная примесь распределяется по слоям внутри осажденных твердых продуктов, и, вероятно, от локальной скорости осаждения TPA, когда твердый продукт сначала повторно вводится в реакционную среду. Таким образом, авторы обнаружили, что полезно контролировать уровень определенных примесей в рециклируемом растворителе, как описано ниже, вне зависимости от того, присутствуют ли эти примеси в рециклируемом растворителе в растворенной форме или представляют собой захваченные в нем частицы.
Количество осажденных твердых продуктов, присутствующих в рециклированном фильтрате, определяется с помощью гравиметрического способа следующим образом. Представительный образец извлекается из растворителя, подаваемого в реакционную среду, в то время как растворитель протекает в проходе по направлению к реакционной среде. Пригодный для использования размер образца составляет примерно 100 г, заключенные в стеклянный контейнер, имеющий примерно 250 мл внутреннего объема. Перед высвобождением до атмосферного давления, но при этом, непрерывно протекая по направлению к контейнеру с образцом, рециклируемый фильтрат охлаждается до менее чем 100°C; это охлаждение осуществляется для ограничения испарения растворителя в течение короткого интервала до герметизации в замкнутом стеклянном контейнере. После захвата образца при атмосферном давлении стеклянный контейнер немедленно герметизируется. Затем образцу дают возможность для охлаждения примерно до 20°C, в то время как он окружен воздухом примерно при 20°C и без принудительной конвекции. После достижения примерно 20°C образец выдерживается в этом состоянии в течение, по меньшей мере, примерно 2 часов. Затем герметизированный контейнер энергично встряхивают до тех пор, пока не будет получено визуально однородное распределение твердых продуктов. Непосредственно после этого в контейнер для образца добавляют магнитный размешиватель и вращают при достаточной скорости для поддержания эффективно однородного распределения твердых продуктов. 10-миллилитровую аликвоту перемешанной жидкости с суспендированными твердыми продуктами извлекают посредством пипетки и взвешивают. Затем объем жидкой фазы из этой аликвоты отделяют посредством вакуумного фильтрования, по-прежнему примерно при 20°C, и эффективно, без потерь твердых продуктов. Влажные твердые продукты, отфильтрованные из этой аликвоты, затем сушат, эффективно, без сублимации твердых продуктов, и эти высушенные твердые продукты взвешивают. Отношение массы высушенных твердых продуктов к массе исходной аликвоты суспензии представляет собой долю твердых продуктов, как правило, выражаемую как процент и упоминаемую здесь как содержание осажденных твердых продуктов в рециклированном фильтрате при 20°C.
Авторы обнаружили, что ароматические соединения, растворенные в жидкой фазе реакционной среды и содержащие ароматические карбоновые кислоты, в которых нет неароматических углеводородных групп (например, изофталевая кислота, бензойная кислота, фталевая кислота, 2,5,4'-трикарбоксибифенил) являются неожиданно вредными компонентами. Хотя эти соединения имеют гораздо более низкую химическую активность в рассматриваемой реакционной среде, по сравнению с окисляемыми соединениями, имеющими неароматические углеводородные группы, авторы обнаружили, что эти соединения, тем не менее, подвергаются многочисленным вредным взаимодействиям. Таким образом, является преимущественным контроль содержания этих соединений в предпочтительных пределах, в жидкой фазе реакционной среды. Это приводит к появлению предпочтительных пределов выбранных соединений в исходных материалах рециклируемого растворителя, а также предпочтительных пределов выбранных предшественников в исходных материалах окисляемого ароматического соединения.
Например, при жидкофазном частичном окислении параксилола до терефталевой кислоты (TPA) авторы обнаружили, что сильноокрашенная и нежелательная примесь 2,7-дикарбоксифлуоренон (2,7-DCF), по существу, не детектируется в реакционной среде и в пробе продукта, когда метазамещенные ароматические соединения находятся в реакционной среде на очень низких уровнях. Авторы обнаружили, что когда примесь изофталевой кислоты присутствует в исходных материалах растворителя при увеличивающихся уровнях, образование 2,7-DCF возрастает почти прямопропорционально. Авторы также обнаружили, что когда примесь метаксилола присутствует в исходных материалах параксилола, образование 2,7-DCF опять возрастает почти в прямой пропорции. Кроме того, даже если исходные материалы растворителя и исходные материалы окисляемого соединения свободны от метазамещенных ароматических соединений, авторы обнаружили, что некоторое количество изофталевой кислоты образуется во время типичного частичного окисления очень чистого параксилола, в частности, когда бензойная кислота присутствует в жидкой фазе реакционной среды. Это самопроизвольно образуемая изофталевая кислота может, благодаря ее более высокой растворимости, чем у TPA, в растворителе, содержащем уксусную кислоту и воду, накапливаться со временем в промышленных установках, использующих рециклируемый растворитель. Таким образом, количество изофталевой кислоты в исходных материалах растворителя, количество метаксилола в исходных материалах окисляемого ароматического соединения и скорость самопроизвольного образования изофталевой кислоты в реакционной среде, все они соответствующим образом рассматриваются в балансе друг с другом и в балансе с любыми реакциями, по которым расходуется изофталевая кислота. Изофталевая кислота, как обнаружено, подвергается дополнительным реакциям с ее потреблением, помимо образования 2,7-DCF, как описано ниже. В дополнение к этому, авторы обнаружили, что имеются другие предметы для рассмотрения, когда устанавливаются соответствующие пределы для метазамещенных ароматических частиц при частичном окислении параксилола до TPA. Другие сильно окрашенные и нежелательные примеси, такие как 2,6-дикарбоксифлуоренон (2,6-DCF), видимо, сильно связаны с растворенными паразамещенными ароматическими частицами, которые всегда присутствуют вместе с исходными материалами параксилола для жидкофазного окисления. Таким образом, подавление 2,7-DCF лучше всего рассматривать в перспективе с уровнем других окрашенных примесей, которые производятся.
Например, при жидкофазном частичном окислении параксилола до TPA, авторы обнаружили, что образование тримеллитовой кислоты увеличивается, когда в реакционной среде увеличиваются уровни изофталевой кислоты и фталевой кислоты. Тримеллитовая кислота представляет собой трехфункциональную карбоновую кислоту, приводящую к разветвлению полимерных цепей во время получения PET из TPA. Во многих применениях PET уровни ветвления должны контролироваться при низких уровнях, и, следовательно, тримеллитовая кислота должна контролироваться при низких уровнях в очищенной TPA. Кроме того, что они приводят к получению тримеллитовой кислоты, присутствие метазамещенных и ортозамещенных частиц в реакционной среде также приводит к появлению других трикарбоновых кислот (например, 1,3,5-трикарбоксибензола). Кроме того, повышенное присутствие трикарбоновых кислот в реакционной среде увеличивает величину образования тетракарбоновой кислоты (например, 1,2,4,5-тетракарбоксибензола). Контроль суммарного получения всех ароматических карбоновых кислот, имеющих более двух групп карбоновых кислот, является одним из факторов при установлении предпочтительных уровней метазамещенных и ортозамещенных частиц в исходных материалах рециклируемого растворителя, в исходных материалах окисляемого соединения и в реакционной среде в соответствии с настоящим изобретением.
Например, при жидкофазном частичном окислении параксилола до TPA, авторы обнаружили, что повышенные уровни в жидкой фазе реакционной среды нескольких растворенных ароматических карбоновых кислот, у которых нет неароматических углеводородных групп, непосредственно приводит к увеличению образования моноокиси углерода и двуокиси углерода. Это увеличенное образование окислов углерода приводит к потере выхода, как по окислителю, так и по окисляемому соединению, последнее связано с тем, что многие получаемые совместно ароматические карбоновые кислоты, которые, с одной стороны, могут рассматриваться как примеси, с другой стороны, также имеют промышленную ценность. Таким образом, соответствующее удаление относительно растворимых карбоновых кислот, у которых нет неароматических углеводородных групп, из рециклируемого растворителя имеет экономическую ценность при предотвращении потерь выхода окисляемого ароматического соединения и окислителя, в дополнение к подавлению образования очень нежелательных примесей, таких как различные флуореноны и тримеллитовая кислота.
Например, при жидкофазном частичном окислении параксилола до TPA, авторы обнаружили, что образование 2,5,4'-трикарбоксибифенила, видимо, является неизбежным. 2,5,4'-Трикарбоксибифенил представляет собой ароматическую трикарбоновую кислоту, сформированную посредством соединения двух ароматических колец, вероятно, посредством связывания растворенных паразамещенных ароматических частиц с арильным радикалом, вероятно, с арильным радикалом, сформированным посредством декарбоксилирования или декарбонилирования паразамещенных ароматических частиц. К счастью, 2,5,4'-трикарбоксибифенил обычно образуется при более низких уровнях, чем тримеллитовая кислота, и не приводит обычно к значительному увеличению проблем с разветвлением полимерных молекул во время получения PET. Однако авторы обнаружили, что повышенные уровни 2,5,4'-трикарбоксибифенила в реакционной среде, содержащей окисление алкилароматических соединений в соответствии с предпочтительными вариантами осуществления настоящего изобретения, приводит к повышению уровней сильно окрашенного и нежелательного 2,6-DCF. Повышенный уровень 2,6-DCF возможно возникает из 2,5,4'-трикарбоксибифенила посредством замыкания кольца с потерей молекулы воды, хотя точный механизм реакции не известен с определенностью. Если 2,5,4'-трикарбоксибифенил, который является более растворимым в растворителе, содержащем уксусную кислоту и воду, чем TPA, получает возможность для накопления до слишком высокого уровня в рециклируемом растворителе, скорости преобразования в 2,6-DCF могут стать неприемлемо высокими.
Например, при жидкофазном частичном окислении параксилола до TPA, авторы обнаружили, что ароматические карбоновые кислоты, у которых нет неароматических углеводородных групп (например, изофталевая кислота), как правило, приводят к мягкому подавлению химической активности реакционной среды, когда они присутствуют в жидкой фазе при достаточной концентрации.
Например, при жидкофазном частичном окислении параксилола до TPA, авторы обнаружили, что осаждение очень часто является неидеальным (то есть неравновесным) по отношению к относительным концентрациям различных химических частиц в твердой фазе и в жидкой фазе. Вероятно, это связано с тем, что скорость осаждения является очень быстрой при пространственно-временных скоростях реакций, предпочтительных здесь, приводя к неидеальному совместному осаждению примесей или даже окклюзии. Таким образом, если желательным является ограничение концентрации определенных примесей (например, тримеллитовой кислоты и 2,6-DCF) в сырой TPA, из-за конфигурации работы следующих далее установок, является предпочтительным контроль их концентрации в исходных материалах растворителя, а также скорости их образования в реакционной среде.
Например, авторы обнаружили, что бензофеноновые соединения (например, 4,4'-дикарбоксибензофенон и 2,5,4'-трикарбоксибензофенон), полученные во время частичного окисления параксилола, имеют нежелательные воздействия в реакционной среде для получения PET, даже несмотря на то, что бензофеноновые соединения не являются сильно окрашенными в TPA сами по себе, как флуореноны и антрахиноны. Соответственно, является желательным ограничение присутствия бензофенонов и выбор предшественников в рециклируемом растворителе и в исходных материалах окисляемого соединения. Кроме того, авторы обнаружили, что присутствие повышенных уровней бензойной кислоты, либо поступившей в рециклированном растворителе, либо образовавшейся в реакционной среде, приводит к повышению скоростей образования 4,4'-дикарбоксибензофенона.
В качестве обзора, авторы обнаружили и достаточно определили количественно неожиданный ряд реакций для ароматических соединений, у которых нет неароматических углеводородных групп, которые присутствуют при жидкофазном частичном окислении параксилола до TPA. Рассматривая как раз отдельный случай бензойной кислоты, авторы обнаружили, что повышенные уровни бензойной кислоты в реакционной среде в некоторых вариантах осуществления настоящего изобретения приводят к сильному увеличению образования сильно окрашенной и нежелательной 9-флуоренон-2-карбоновой кислоты, к сильному повышению уровней 4,4'-дикарбоксибифенила, к повышению уровней 4,4'-дикарбоксибензoфенона, к мягкому подавлению химической активности предполагаемого окисления параксилола и к повышению уровней окислов углерода, и к соответствующим потерям выхода. Авторы обнаружили, что повышение уровней бензойной кислоты в реакционной среде также приводит к увеличению образования изофталевой кислоты и фталевой кислоты, уровни которых желательно контролировать в низких пределах, в соответствии со сходными аспектами настоящего изобретения. Количество и важность реакций, включающих в себя бензойную кислоту, являются, вероятно, еще более неожиданными, поскольку некоторые авторы недавних изобретений предполагают использование бензойной кислоты вместо уксусной кислоты в качестве первичного компонента растворителя (см., например, патент США № 6562997). В дополнение к этому, авторы настоящего изобретения наблюдают, что бензойная кислота самопроизвольно образуется во время окисления параксилола при скоростях, которые являются заведомо важными по отношению к ее образованию из примесей, таких как толуол и этилбензол, обычно находящихся в исходных материалах окисляемого соединения, содержащих параксилол промышленной чистоты.
С другой стороны, авторы обнаружили небольшую пользу от дополнительного регулирования композиции рециклируемого растворителя относительно присутствия окисляемого ароматического соединения и относительно присутствия ароматических промежуточных продуктов реакции, которые как содержат неароматические углеводородные группы, так и являются также относительно растворимыми в рециклируемом растворителе. Как правило, эти соединения либо вводятся, либо образуются в реакционной среде с долями, существенно большими, чем их присутствие в рециклируемом растворителе; и скорость расходования этих соединений в реакционной среде является достаточно большой, при сохранении одной или нескольких неароматических углеводородных групп, для ограничения соответствующим образом их накопления в рециклируемом растворителе. Например, во время частичного окисления параксилола в многофазной реакционной среде параксилол испаряется до ограниченной степени вместе с большими количествами растворителя. Когда этот испаренный растворитель покидает реактор как часть уходящего газа и конденсируется для извлечения в качестве рециклируемого растворителя, существенная часть испаренного параксилола также конденсируется в нем. Не является необходимым ограничение концентрации этого параксилола в рециклируемом растворителе. Например, если растворитель отделяется от твердых продуктов при выходе суспензии из реакционной среды окисления параксилола, этот извлеченный растворитель будет содержать концентрацию растворенной паратолуиловой кислоты, сходную с той, которая присутствует в точке удаления из реакционной среды. Хотя может быть важным ограничение постоянной концентрации паратолуиловой кислоты в жидкой фазе реакционной среды, смотри ниже, не является необходимым отдельное регулирование паратолуиловой кислоты в этой части рециклируемого растворителя, из-за ее относительно хорошей растворимости и ее низкой массовой скорости потока, по отношению к образованию паратолуиловой кислоты в реакционной среде. Подобным же образом, авторы обнаружили мало причин для ограничения в рециклируемом растворителе концентраций ароматических соединений с метильными заместителями (например, толуиловых кислот), ароматических альдегидов (например, терефтальдегида), ароматических соединений с гидроксиметильными заместителями (например, 4-гидроксиметилбензойной кислоты) и бромированных ароматических соединений, сохраняющих, по меньшей мере, одну неароматическую углеводородную группу (например, альфа-бромпаратолуиловой кислоты) ниже тех, которые изначально находятся в жидкой фазе, уходящей из реакционной среды, возникающей при частичном окислении ксилола в соответствии с предпочтительными вариантами осуществления настоящего изобретения. Неожиданно авторы также обнаружили, что также нет необходимости в регулировании в рециклируемом растворителе концентрации выбранных фенолов, образующихся собственно во время частичного окисления ксилола, поскольку эти соединения образуются и разрушаются в реакционной среде при гораздо больших долях, чем их присутствие в рециклируемом растворителе. Например, авторы обнаружили, что 4-гидроксибензойная кислота имеет относительно малое воздействие на химическую активность в предпочтительных вариантах осуществления настоящего изобретения, когда совместно вводится при долях более 2 г 4-гидроксибензойной кислоты на 1 кг параксилола, гораздо больших, чем естественное присутствие в рециклируемом растворителе, несмотря на это, другие сообщают о ней как о важном яде в подобной реакционной среде (см., например, W. Partenheimer, Catalysis Today 23 (1995) p. 81).
Таким образом, имеются многочисленные реакции и многочисленные соображения при установлении предпочтительных пределов различных ароматических примесей в исходных материалах растворителя, как теперь описывается. Эти данные формулируются с точки зрения общего средневзвешенного состава всех потоков растворителей, которые вводятся в реакционную среду в течение заданного периода времени, предпочтительно одного дня, более предпочтительно одного часа, а наиболее предпочтительно одной минуты. Например, если исходные материалы одного растворителя протекают, по существу, непрерывно с композицией 40 м.д. мас. изофталевой кислоты при скорости потока 7 килограммов в минуту, исходные материалы второго растворителя протекают, по существу, непрерывно с композицией 2000 м.д. мас. изофталевой кислоты при скорости потока 10 килограммов в минуту, и нет других потоков исходных материалов растворителей, поступающих в реакционную среду, тогда общий средневзвешенный состав исходных материалов растворителя вычисляется как (40 × 7 + 2000 × 10)/(7 + 10) = 1,193 м.д. мас. изофталевой кислоты. Заметим, что масса любых исходных материалов окисляемого соединения или любых исходных материалов окислителя, которые, вероятно, смешиваются с исходными материалами растворителя до накопления в реакционную среду, не рассматривается при вычислении общего средневзвешенного состава исходных материалов растворителя.
Табл.1, ниже, перечисляет предпочтительные значения для определенных компонентов в исходных материалах растворителя, вводимых в реакционную среду. Компоненты исходных материалов растворителей, перечисленные в табл.1, представляют собой следующие соединения: 4-карбоксибензальдегид (4-CBA), 4,4'-дикарбоксистильбен (4,4'-DCS), 2,6-дикарбоксиантрахинон (2,6-DCA), 2,6-дикарбоксифлуоренон (2,6-DCF), 2,7-дикарбоксифлуоренон (2,7-DCF), 3,5-дикарбоксифлуоренон (3,5-DCF), 9-флуоренон-2-карбоновую кислоту (9F-2CA), 9-флуоренон-4-карбоновую кислоту (9F-4CA), флуореноны в целом, включая другие флуореноны, не перечисленные индивидуально (флуореноны в целом), 4,4'-дикарбоксибифенил (4,4'-DCB), 2,5,4'-трикарбоксибифенил (2,5,4'-TCB), фталевую кислоту (PA), изофталевую кислоту (IPA), бензойную кислоту (BA), тримеллитовую кислоту (TMA), 2,6-дикарбоксибензокумарин (2,6-DCBC), 4,4'-дикарбоксибензил (4,4'-DCBZ), 4,4'-дикарбоксибензофенон (4,4'-DCBP), 2,5,4'-трикарбоксибензофенон (2,5,4'-TCBP), терефталевую кислоту (TPA), осажденные твердые продукты при 20°C и ароматические карбоновые кислоты в целом, у которых нет неароматических углеводородных групп. Табл.1, ниже, приводит предпочтительные количества этих примесей в CTA, полученной в соответствии с вариантом осуществления настоящего изобретения.
Компоненты исходных материалов растворителя, вводимых в реакционную среду
(м.д. мас.)
тельное количество
(м.д. мас.)
Множество других ароматических примесей, как правило, также присутствуют в рециклируемом растворителе, как правило, изменяясь при еще более низких уровнях и/или в пропорции к одному или нескольким описанным ароматическим соединениям. Способы контроля описанных ароматических соединений в предпочтительных пределах будут, как правило, поддерживать другие ароматические примеси при соответствующих уровнях.
Когда в реакционной среде используется бром, большое количество ионных и органических форм брома, как известно, существуют в динамическом равновесии. Эти различные формы брома имеют различные характеристики стабильности, когда они покидают реакционную среду и проходят через различные операции установки, относящиеся к рециклируемому растворителю. Например, альфа-бромпаратолуиловая кислота может существовать как таковая при некоторых условиях или может быстро гидролизоваться при других условиях с образованием 4-гидроксиметилбензойной кислоты и бромистого водорода. В настоящем изобретении является предпочтительным, чтобы, по меньшей мере, примерно 40% мас., более предпочтительным, чтобы, по меньшей мере, примерно 60% мас., а наиболее предпочтительным, чтобы, по меньшей мере, примерно 80% мас. от общей массы брома, присутствующего в агрегированных исходных материалах растворителя, поступающих в реакционную среду, находились в одной или нескольких из следующих химических форм: ионный бром, альфа-бромпаратолуиловая кислота и бромуксусная кислота.
Хотя важность и ценность контроля общей средневзвешенной чистоты исходных материалов растворителя в описанных желательных пределах по настоящему изобретению не были до этого обнаружены и/или описаны, соответствующие средства для контроля чистоты исходных материалов растворителя могут быть собраны из различных способов, уже известных в данной области. Во-первых, любой растворитель, испаряемый из реакционной среды, как правило, имеет соответствующую чистоту, при условии, что жидкость или твердые продукты из реакционной среды не захватываются вместе с испаряемым растворителем. Введение капель флегмы растворителя в пространстве для отделения уходящего газа над реакционной средой, как описано здесь, соответствующим образом ограничивает такой захват; и рециклируемый растворитель соответствующей чистоты по отношению к ароматическому соединению может конденсироваться из такого уходящего газа. Во-вторых, более сложная и дорогостоящая очистка исходных материалов рециклируемого растворителя, как правило, относится к растворителю, отобранному из реакционной среды в жидкой форме, и к растворителю, который впоследствии вступает в контакт с жидкой и/или твердой фазами реакционной среды, извлекаемой из реакционной емкости (например, к рециклируемому растворителю, полученному из фильтра, в котором твердые продукты концентрируются и/или промываются, к рециклируемому растворителю, получаемому из центрифуги, в которой твердые продукты концентрируются и/или промываются, к рециклируемому растворителю, отбираемому из операции кристаллизации, и так далее). Однако в данной области также известны средства для осуществления необходимой очистки этих потоков рециклируемого растворителя с использованием одного или нескольких из предыдущих описаний. Относительно контроля осажденных твердых продуктов в рециклируемом растворителе, чтобы они находились в указанных пределах, соответствующие средства контроля включают в себя, но не ограничиваясь этим, гравиметрическую седиментацию, механическое фильтрование с использованием фильтровальной ткани на роторных ленточных фильтрах и роторных барабанных фильтрах, механическое фильтрование с использованием стационарной среды фильтра в емкостях высокого давления, гидроциклонах и центрифугах. Относительно контроля растворенных ароматических частиц в рециклируемом растворителе, чтобы они находились в указанных пределах, средства контроля включают в себя, но не ограничиваясь этим, те, которые описаны в патенте США № 4939297 и в публикации заявки на патент США № 2005-0038288, включенных сюда в качестве ссылок. Однако ни одно из этих предыдущих изобретений не обнаруживает и не описывает предпочтительных уровней чистоты в общих исходных материалах растворителя, как описывается здесь. Вместо этого эти предыдущие изобретения всего лишь предусматривают средства для очистки выбранных и частичных потоков рециклируемого растворителя, без рассмотрения оптимальных значений композиции агрегированных средневзвешенных исходных материалов растворителя, вводимых в реакционную среду по настоящему изобретению.
Обращаясь теперь к чистоте исходных материалов окисляемого соединения, известно, что определенные уровни изофталевой кислоты, фталевой кислоты и бензойной кислоты присутствуют и являются допустимыми при низких уровнях в очищенной TPA, используемой для получения полимера. Кроме того, известно, что эти частицы являются относительно более растворимыми во многих растворителях и могут преимущественно удаляться из очищенной TPA посредством способов кристаллизации. Однако из одного из вариантов осуществления настоящего изобретения, описанных здесь, теперь известно, что контроль уровня нескольких относительно растворимых ароматических частиц, включая явным образом изофталевую кислоту, фталевую кислоту и бензойную кислоту, в жидкой фазе реакционной среды является неожиданно важным для контроля уровня полициклических и окрашенных ароматических соединений, образующихся в реакционной среде, для контроля соединений с более чем 2 функциональными группами карбоновых кислот на молекулу, для контроля реакционной активности в реакционной среде частичного окисления и для контроля потерь выхода окислителя и ароматического соединения.
В данной области известно, что изофталевая кислота, фталевая кислота и бензойная кислота образуются в реакционной среде следующим образом. Примесь исходных материалов метаксилола окисляется с хорошей конверсией и выходом до IPA. Примесь исходных материалов ортоксилола окисляется с хорошей конверсией и выходом до фталевой кислоты. Примеси исходных материалов этилбензола и толуола окисляются с хорошей конверсией и выходом до бензойной кислоты. Однако авторы наблюдают, что значительные количества изофталевой кислоты, фталевой кислоты и бензойной кислоты также образуются в реакционной среде, содержащей параксилол, с помощью средств, иных, чем окисление метаксилола, ортоксилола, этилбензола и толуола. Эти другие действительные химические маршруты, возможно, включают в себя декарбонилирование, декарбоксилирование, перегруппировку переходных состояний и дополнение метильных и карбонильных радикалов до ароматических колец.
При определении предпочтительных пределов примесей в исходных материалах окисляемого соединения, важными являются многие факторы. Любая примесь в исходных материалах, вероятно, будет вызывать непосредственные потери выхода и затраты на очистку продукта, если требования к чистоте окисленного продукта являются достаточно высокими (например, в реакционной среде для частичного окисления параксилола толуол и этилбензол, как правило, находящиеся в параксилоле промышленной чистоты, приводят к образованию бензойной кислоты, и эта бензойная кислота по большей части удаляется из большинства промышленных сортов TPA). Когда продукт частичного окисления примеси исходных материалов участвует в дополнительных реакциях, факторы, иные, чем просто потери выхода и удаление, становятся важными, когда рассматривают, какими должны быть затраты на очистку исходных материалов (например, в реакционной среде для частичного окисления параксилола этилбензол приводит к образованию бензойной кислоты, а бензойная кислота впоследствии приводит к образованию сильно окрашенной 9-флуоренон-2-карбоновой кислоты, изофталевой кислоты, фталевой кислоты и к увеличению количества окислов углерода, среди прочего). Когда реакционная среда самопроизвольно образует дополнительные количества примеси по химическим механизмам, не связанные непосредственно с примесями исходных материалов, анализ становится еще более сложным (например, в реакционной среде для частичного окисления параксилола бензойная кислота также самопроизвольно образуется из самого параксилола). В дополнение к этому последующая переработка сырого продукта окисления может повлиять на соображения относительно предпочтительной чистоты исходных материалов. Например, стоимость удаления до соответствующих уровней непосредственной примеси (бензойной кислоты) и последующих примесей (изофталевой кислоты, фталевой кислоты, 9-флуоренон-2-карбоновой кислоты и тому подобное) может быть одной и той же, может отличаться от остальных и может отличаться от требований удаления по большей части не связанной с ней примеси (например, продукта неполного окисления 4-CBA при окислении параксилола до TPA).
Описанные далее пределы чистоты исходных материалов для параксилола являются предпочтительными, когда параксилол вводится вместе с растворителем и окислителем в реакционную среду для частичного окисления с получением TPA. Эти пределы являются более предпочтительными в способе получения TPA, имеющем стадии последующего окисления для удаления из реакционной среды примесей, иных, чем окислитель и растворитель (например, металлических катализаторов). Эти пределы являются еще более предпочтительными в способах получения TPA, которые удаляют дополнительную 4-CBA из CTA (например, посредством преобразования CTA до диметилтерефталата, плюс сложные эфиры примесей, и последующего отделения сложного метилового эфира 4-CBA посредством дистилляции, посредством способов окислительного дигерирования, для преобразования 4-CBA до TPA, посредством способов гидрирования для преобразования 4-CBA в паратолуиловую кислоту, которая затем отделяется посредством способов фракционной кристаллизации). Эти пределы являются наиболее предпочтительными в способах получения TPA, которые удаляют дополнительную 4-CBA из CTA посредством способов окислительного дигерирования для преобразования 4-CBA в TPA.
Используя новое знание предпочтительных пределов рециклирования ароматических соединений и относительных количеств ароматических соединений, образующихся непосредственно от окисления примесей исходных материалов, по сравнению с другими действительными химическими маршрутами, обнаружены улучшенные пределы для примесей, для загрязнения параксилола, представляющего собой исходные материалы, вводимые в способы частичного окисления для получения TPA. Табл.2, ниже, приводит предпочтительные значения для количества метаксилола, ортоксилола и этилбензола + толуола в исходных материалах параксилола.
Компоненты загрязнения исходных материалов параксилола
(м.д. мас.)
Специалисты в данной области заметят теперь, что указанные выше примеси в загрязненном параксилоле могут оказывать свое наибольшее воздействие на реакционную среду после того, как продукты их частичного окисления аккумулируются в рециклируемом растворителе. Например, введение верхнего количества из наиболее предпочтительного диапазона метаксилола, 400 м.д. мас., непосредственно приведет к получению примерно 200 м.д. мас. изофталевой кислоты в жидкой фазе реакционной среды, если работать примерно с 33% мас. твердых продуктов в реакционной среде. Это сравнимо с поступлением от верхнего количества из наиболее предпочтительного диапазона для изофталевой кислоты в рециклируемом растворителе 400 м.д. мас., что, после того как дается возможность для охлаждения реакционной среды испарением типичного растворителя, приводит к получению примерно 1200 м.д. мас. изофталевой кислоты в жидкой фазе реакционной среды. Таким образом, со временем происходит накопление продуктов частичного окисления в рециклируемом растворителе, которое представляет собой наибольшее вероятное воздействие примесей метаксилола, ортоксилола, этилбензола и толуола в исходных материалах загрязненного параксилола. Соответственно, является предпочтительным, чтобы указанные выше диапазоны примесей в исходных материалах загрязненного параксилола поддерживались в течение, по меньшей мере, половины дня, в каждый день работы любой реакционный среды частичного окисления в конкретной промышленной установке, более предпочтительно в течение, по меньшей мере, трех четвертей каждого дня в течение, по меньшей мере, семи последовательных дней работы, а наиболее предпочтительно, когда средневзвешенные параметры состава исходных материалов загрязненного параксилола находятся в предпочтительных пределах в течение, по меньшей мере, 30 последовательных дней работы.
Средства для получения загрязненного параксилола предпочтительной чистоты уже известны в данной области и включают в себя, но не ограничиваясь этим, дистилляцию, способы фракционной кристаллизации при температурах ниже температуры окружающей среды, и способы с молекулярными ситами, с использованием адсорбции, селективной по размеру пор. Однако предпочтительные пределы чистоты, указанные здесь, являются, в их самой высшей степени, более требовательными и дорогостоящими, чем то, что характерно для промышленных поставок параксилола; и в низшей степени, предпочтительные пределы чистоты исключают излишне дорогостоящую очистку параксилола, предназначенного для введения в реакционную среду частичного окисления, посредством обнаружения и описания того, где объединенные воздействия самопроизвольного образования примесей из самого параксилола и реакций с расходованием примесей в реакционной среде становятся более важными, чем скорости введения примесей в загрязненном параксилоле.
Когда поток исходных материалов, содержащий ксилол, включает выбранные примеси, такие как этилбензол и/или толуол, окисление этих примесей может образовывать бензойную кислоту. Как здесь используется, термин "образуемая примесями бензойная кислота" должен обозначать бензойную кислоту, полученную из любого источника, иного, чем ксилол, во время окисления ксилола.
Как описывается здесь, часть бензойной кислоты, образующейся во время окисления ксилола, получается из самого ксилола. Это получение бензойной кислоты из ксилола является явным образом дополнительным по отношению к любой части получения бензойной кислоты, которая может представлять собой бензойную кислоту, образуемую примесями. Не желая ограничиваться теорией, предполагается, что бензойная кислота получается из ксилола в реакционной среде, когда различные промежуточные продукты окисления ксилола спонтанно декарбонилируются (теряют моноокись углерода) или декарбоксилируются (теряют двуокись углерода), производя при этом арильные радикалы. Эти арильные радикалы могут затем извлекать атом водорода из любого из множества доступных источников в реакционной среде и образовывать самопроизвольно образуемую бензойную кислоту. В качестве химического механизма, термин "самопроизвольно образуемая бензойная кислота", как здесь используется, должен обозначать бензойную кислоту, полученную из ксилола во время окисления ксилола.
Как также описывается здесь, когда параксилол окисляется с получением терефталевой кислоты (TPA), получение самопроизвольно образуемой бензойной кислоты вызывает потери выхода по параксилолу и потери выхода по окислителю. В дополнение к этому присутствие самопроизвольно образуемой бензойной кислоты в жидкой фазе реакционной среды коррелирует с усилением множества нежелательных побочных реакций, в явном виде включающим в себя образование сильно окрашенных соединений, называемых монокарбоксифлуоренонами. Самопроизвольно образуемая бензойная кислота также вносит вклад в нежелательное накопление бензойной кислоты в рециклированном фильтрате, который дополнительно повышает концентрацию бензойной кислоты в жидкой фазе реакционной среды. Таким образом, образование самопроизвольно образуемой бензойной кислоты желательно свести к минимуму, но это также рассматривается соответствующим образом одновременно с образуемой примесями бензойной кислотой, с факторами, влияющими на расходование бензойной кислоты, с факторами, относящимися к другим вопросам селективности реакции, и с общей экономикой.
Авторы обнаружили, что самопроизвольное образование бензойной кислоты может контролироваться на низких уровнях посредством соответствующего выбора, например, температуры, распределения ксилола и доступности кислорода в реакционной среде во время окисления. Не желая ограничиваться теорией, более низкие температуры и улучшение доступности кислорода, видимо, подавляют скорости декарбонилирования и/или декарбоксилирования, таким образом, устраняя аспект потери выхода самопроизвольно образуемой бензойной кислоты. Достаточная доступность кислорода, видимо, направляет арильные радикалы по направлению к другим более вредным продуктам, в частности гидроксибензойным кислотам. Распределение ксилола в реакционной среде может также влиять на баланс между преобразованием арильного радикала в бензойную кислоту или в гидроксибензойные кислоты. Какими бы ни были химические механизмы, авторы обнаружили условия реакции, которые, хотя и достаточно мягкие для уменьшения получения бензойной кислоты, являются достаточно жесткими для окисления высокой доли получаемой гидроксибензойной кислоты до моноокиси углерода и/или двуокиси углерода, которые легко удаляются из продукта окисления.
В предпочтительном варианте осуществления настоящего изобретения реактор окисления конфигурируется и работает таким образом, что образование самопроизвольно образуемой бензойной кислоты сводится к минимуму, и окисление гидроксибензойных кислот до моноокиси углерода и/или двуокиси углерода доводится до максимума. Когда реактор окисления используется для окисления параксилола до терефталевой кислоты, является предпочтительным, чтобы параксилол восполнялся, по меньшей мере, примерно на 50% мас. от общего ксилола в потоке исходных материалов, вводимом в реактор. Более предпочтительно, параксилол восполняется, по меньшей мере, примерно на 75% мас. от общего ксилола в потоке исходных материалов. Еще более предпочтительно, параксилол восполняется, по меньшей мере, на 95% мас. от общего ксилола в потоке исходных материалов. Наиболее предпочтительно, параксилол восполняется, по существу, на все количество ксилола в потоке исходных материалов.
Когда реактор используется для окисления параксилола до терефталевой кислоты, является предпочтительным, чтобы скорость образования терефталевой кислоты доводилась до максимума, в то время как скорость образования самопроизвольно образуемой бензойной кислоты доводится до минимума. Предпочтительно, отношение скорости образования (по массе) терефталевой кислоты к скорости образования (по массе) самопроизвольно образуемой бензойной кислоты составляет, по меньшей мере, примерно 500:1, более предпочтительно, по меньшей мере, примерно 1000:1, а наиболее предпочтительно, по меньшей мере, 1500:1. Как будет видно ниже, скорость образования самопроизвольно образуемой бензойной кислоты предпочтительно измеряется, когда концентрация бензойной кислоты в жидкой фазе реакционной среды ниже 2000 м.д. мас., более предпочтительно ниже 1000 м.д. мас., а наиболее предпочтительно ниже 500 м.д. мас., поскольку эти низкие концентрации подавляют до соответствующих низких скоростей реакции, которые преобразуют бензойную кислоту в другие соединения.
При объединении самопроизвольно образуемой бензойной кислоты и образуемой примесями бензойной кислоты, отношение скорости образования (по массе) терефталевой кислоты к скорости образования (по массе) бензойной кислоты в целом предпочтительно составляет, по меньшей мере, примерно 400:1, более предпочтительно, по меньшей мере, примерно 700:1, а наиболее предпочтительно, по меньшей мере, 1100:1. Как будет видно ниже, общая скорость образования самопроизвольно образуемой бензойной кислоты, плюс бензойной кислоты, образуемой примесями, предпочтительно измеряется, когда концентрация бензойной кислоты в жидкой фазе реакционной среды ниже 2000 м.д. мас., более предпочтительно ниже 1000 м.д. мас., а наиболее предпочтительно ниже 500 м.д. мас., поскольку эти низкие концентрации подавляют до соответствующих низких скоростей реакции, которые превращают бензойную кислоту в другие соединения.
Как здесь описывается, повышенная концентрация бензойной кислоты в жидкой фазе реакционной среды приводит к увеличению образования множества других ароматических соединений, несколько из которых являются вредными примесями в TPA; и, как описано здесь, повышенные концентрации бензойной кислоты в жидкой фазе реакционной среды приводят к увеличению образования газообразных окислов углерода, образование которых представляет собой потери выхода по окислителю и по ароматическим соединениям, и/или растворителю. Кроме того, теперь описывается, что авторы обнаружили, что значительная часть этого увеличения образования других ароматических соединений и окислов углерода происходит из-за реакций, которые преобразуют некоторые из молекул бензойной кислоты сами по себе, в противоположность бензойной кислоте, катализирующей другие реакции, без расходования ее самой. Соответственно, "образование бензойной кислоты в целом" определяется здесь как усредненная по времени масса всей бензойной кислоты, покидающей реакционную среду, минус усредненная по времени масса всей бензойной кислоты, поступающей в реакционную среду за тот же период времени. Это образование бензойной кислоты в целом часто является положительным, благодаря скоростям образования бензойной кислоты, образуемой примесями, и самопроизвольно образуемой бензойной кислоты. Однако авторы обнаружили, что скорость превращения бензойной кислоты в окислы углерода и в несколько других соединений, видимо, увеличивается приблизительно линейно, когда концентрация бензойной кислоты увеличивается в жидкой фазе реакционной среды, при измерении, когда другие условия реакции, включая температуру, доступность кислорода, STR и реакционную активность, поддерживаются, соответственно, постоянными. Таким образом, когда концентрация бензойной кислоты в жидкой фазе реакционной среды является достаточно большой, вероятно, из-за повышенной концентрации бензойной кислоты в рециклируемом растворителе, тогда превращение молекул бензойной кислоты в другие соединения, включая окислы углерода, может стать равным или большим, чем химическое образование новых молекул бензойной кислоты. В этом случае образование бензойной кислоты в целом может балансировать вблизи нуля или даже быть отрицательным. Авторы обнаружили, что когда образование бензойной кислоты в целом является положительным, тогда отношение скорости образования (по массе) терефталевой кислоты в реакционной среде по сравнению со скоростью образования бензойной кислоты в целом в реакционной среде предпочтительно примерно выше 700:1, более предпочтительно примерно выше 1100:1, а наиболее предпочтительно выше 4000:1. Авторы обнаружили, что когда образование бензойной кислоты в целом является отрицательным, отношение скорости образования (по массе) терефталевой кислоты в реакционной среде, по сравнению со скоростью образования бензойной кислоты в целом в реакционной среде, предпочтительно примерно выше 200:(-1), более предпочтительно примерно выше 1000:(-1), а наиболее предпочтительно выше 5000:(-1).
Авторы также обнаружили предпочтительные пределы для состава суспензии (жидкость + твердые продукты), извлекаемой из реакционной среды, и для твердой части суспензии CTA. Композиции предпочтительной суспензии и предпочтительной CTA являются неожиданно превосходными и пригодными для использования. Например, очищенная TPA, полученная из этой предпочтительной CTA посредством окислительного дигерирования, имеет достаточно низкий уровень общих примесей и окрашенных примесей, так что очищенная TPA является пригодной, без гидрирования дополнительной 4-CBA и/или окрашенных примесей, для широкого диапазона применений в волокнах из PET и в применениях для упаковки из PET. Например, предпочтительный состав суспензии обеспечивает жидкую фазу реакционной среды, в которой концентрация важных примесей является относительно низкой, и это значительно уменьшает образование других, еще более нежелательных примесей, как здесь описывается. В дополнение к этому предпочтительный состав суспензии значительно помогает дальнейшей переработке жидкости из суспензии, для получения соответствующего чистого рециклированного растворителя, в соответствии с другими вариантами осуществления настоящего изобретения.
CTA, полученная в соответствии с одним из вариантов осуществления настоящего изобретения, содержит меньше примесей выбранных типов, чем CTA, полученная с помощью обычных способов и устройств, в частности тех, которые используют рециклируемый растворитель. Примеси, которые могут присутствовать в CTA, включают в себя следующие: 4-карбоксибензальдегид (4-CBA), 4,4'-дикарбоксистильбен (4,4'-DCS), 2,6-дикарбоксиантрахинон (2,6-DCA), 2,6-дикарбоксифлуоренон (2,6-DCF), 2,7-дикарбоксифлуоренон (2,7-DCF), 3,5-дикарбоксифлуоренон (3,5-DCF), 9-флуоренон-2-карбоновую кислоту (9F-2CA), 9-флуоренон-4-карбоновую кислоту (9F-4CA), 4,4'-дикарбоксибифенил (4,4'-DCB), 2,5,4'-трикарбоксибифенил (2,5,4'-TCB), фталевую кислоту (PA), изофталевую кислоту (IPA), бензойную кислоту (BA), тримеллитовую кислоту (TMA), паратолуиловую кислоту (PTAC), 2,6-дикарбоксибензoкумарин (2,6-DCBC), 4,4'-дикарбоксибензил (4,4'-DCBZ), 4,4'-дикарбоксибензoфенон (4,4'-DCBP), 2,5,4'-трикарбоксибензoфенон (2,5,4'-TCBP). Табл.3, ниже, приводит предпочтительные количества этих примесей в CTA, полученной в соответствии с одним из вариантов осуществления настоящего изобретения.
Примеси CTA
(м.д. мас.)
В дополнение к этому является предпочтительным, чтобы CTA, полученная в соответствии с одним из вариантов осуществления настоящего изобретения, имела пониженное содержание цвета по отношению к CTA, полученной посредством обычных способов и устройств, а именно тех, которые используют рециклируемый растворитель. Таким образом, является предпочтительным, чтобы CTA, полученная в соответствии с одним из вариантов осуществления настоящего изобретения, имела процент пропускания на 340 нм, по меньшей мере, примерно 25%, более предпочтительно, по меньшей мере, примерно 50%, а наиболее предпочтительно, по меньшей мере, 60%. Кроме того, является предпочтительным, чтобы CTA, полученная в соответствии с одним из вариантов осуществления настоящего изобретения, имела процент пропускания на 400 нм, по меньшей мере, примерно 88%, более предпочтительно, по меньшей мере, примерно 90%, а наиболее предпочтительно, по меньшей мере, 92%.
Исследование для процента пропускания предусматривает измерение концентрации окрашенных, поглощающих свет примесей, присутствующих в TPA или CTA. Как здесь используется, исследование относится к измерениям, осуществляемым на порции раствора, полученного посредством растворения 2,00 г сухой твердой TPA или CTA в 20,0 мл диметилсульфоксида (DMSO), аналитического или еще лучшего качества. Часть этого раствора затем помещают в проточную полумикроскопическую ячейку Hellma, PN 176.700, которая изготовлена из кварца и имеет толщину поглощения света 1,0 см и объем 0,39 мл (Hellma USA, 80 Skyline Drive, Plainview, NY 11803). Спектрофотометр с диодной матрицей Agilent 8453 используют для измерения пропускания различных длин волн света через эту заполненную проточную ячейку. (Agilent Technologies, 395 Page Mill Road, Palo Alto, CA 94303). После соответствующей корректировки на поглощение от фона, включая, но не ограничиваясь этим, используемую ячейку и растворитель, результаты по проценту пропускания, характеризующие долю падающего света, которая проходит через раствор, регистрируются непосредственно машиной. Значения процента пропускания на длинах волн света 340 нанометров и 400 нанометров являются особенно пригодными для использования с целью выявления отличия чистой TPA от многих примесей, как правило, находящихся в ней.
Предпочтительные пределы различных ароматических примесей в фазе суспензии (твердые продукты + жидкость) реакционной среды приводятся ниже в табл.4.
Примеси в суспензии
(м.д. мас.)
Эти предпочтительные составы для суспензии воплощают предпочтительный состав жидкой фазы реакционной среды, в то же время полезным образом устраняя экспериментальные трудности, относящиеся к осаждению дополнительных компонентов жидкой фазы из реакционной среды в компоненты твердой фазы во время отбора образца из реакционной среды, разделения жидкости и твердых продуктов и к изменению аналитических условий.
Множество других ароматических примесей, как правило, также присутствуют в фазе суспензии реакционной среды и в CTA из реакционной среды, как правило, изменяясь на более низких уровнях и/или в пропорции к одному или нескольким описанных ароматических соединений. Контроль описанных ароматических соединений в предпочтительных пределах будет поддерживать другие ароматические примеси на соответствующих уровнях. Эти преимущественные составы для фазы суспензии в реакционной среде и для твердой CTA, отобранной непосредственно из суспензии, делают возможной работу с вариантами осуществления настоящего изобретения, описанными здесь, для частичного окисления параксилола до TPA.
Измерение концентрации компонентов с низкими уровнями в растворителе, рециклируемом растворителе, CTA, суспензии из реакционной среды и PTA осуществляются с использованием способов жидкостной хроматографии. Теперь описываются два взаимозаменяемых варианта осуществления.
Способ, упоминаемый здесь как ВЭЖХ-DAD, включает в себя жидкостную хроматографию высокого давления (ВЭЖХ), объединенную с матричным диодным детектором (DAD), для обеспечения разделения и количественного определения различных молекулярных частиц внутри данного образца. Инструмент, используемый при этом измерении, представляет собой модель 1100 HPLC, снабженную DAD, поставляемую Agilent Technologies (Palo Alto, CA), хотя и другие пригодные для использования инструменты являются коммерчески доступными также и от других поставщиков. Как известно в данной области, как время элюирования, так и отклик детектора калибруются с использованием известных соединений, присутствующих в известных количествах, эти соединения и их количества находятся в соответствии с теми, которые встречаются в реальных неизвестных образцах.
Способ, упоминаемый здесь как ВЭЖХ-МС, включает в себя жидкостную хроматографию высокого давления (ВЭЖХ), соединенную с масс-спектрометрией (МС), для обеспечения разделения, идентификации и количественного определения различных молекулярных частиц внутри данного образца. Инструмент, используемый при этом измерении, представляет собой Alliance HPLC и ZQ MS, поставляемые Waters Corp. (Milford, MA), хотя и другие пригодные для использования инструменты являются коммерчески доступными также и от других поставщиков. Как известно в данной области, как время элюирования, так и отклик детектора калибруются с использованием известных соединений, присутствующих в известных количествах, эти соединения и их количества находятся в соответствии с теми, которые встречаются в реальных неизвестных образцах.
Другой вариант осуществления настоящего изобретения относится к частичному окислению ароматического окисляемого соединения при соответствующем балансе подавления вредных ароматических примесей, с одной стороны, по сравнению с образованием двуокиси углерода и моноокиси углерода, коллективно, окислов углерода (COx), с другой. Эти окислы углерода, как правило, покидают реакционную емкость в уходящем газе, и они соответствуют деструктивным потерям растворителя и окисляемого соединения, включая, в конечном счете, предпочтительные окисленные производные (например, уксусную кислоту, параксилол и TPA). Авторы обнаружили нижние границы для образования окислов углерода, ниже которых, видимо, высокое образование вредных ароматических примесей, как описано ниже, и низкий общий уровень преобразования неизбежно являются слишком плохими, чтобы иметь экономическое применение. Авторы также обнаружили верхние границы окислов углерода, выше которых образование окислов углерода продолжает увеличиваться при малой дополнительной ценности, обеспечиваемой уменьшением образования вредных ароматических примесей.
Авторы обнаружили, что понижение жидкофазных концентраций исходных материалов ароматического окисляемого соединения и ароматических промежуточных частиц в реакционной среде приводит к более низким скоростям образования для вредных примесей во время частичного окисления ароматического окисляемого соединения. Эти вредные примеси включают в себя связанные ароматические кольца и/или ароматические молекулы, содержащие большее, чем желательное, количество групп карбоновых кислот (например, при окислении параксилола вредные примеси включают в себя 2,6-дикарбоксиантрахинон, 2,6-дикарбоксифлуоренон, тримеллитовую кислоту, 2,5,4'-трикарбоксибифенил и 2,5,4'-бензофенон). Ароматические промежуточные частицы включают в себя ароматические соединения, выпадающие из исходных материалов окисляемого ароматического соединения и все еще удерживающие неароматические углеводородные группы (например, при окислении параксилола ароматические промежуточные частицы включают в себя паратолуальдегид, терефтальдегид, паратолуиловую кислоту, 4-CBA, 4-гидроксиметилбензойную кислоту и альфа-бромпаратолуиловую кислоту). Исходные материалы окисляемого ароматического соединения и ароматические промежуточные частицы, удерживающие неароматические углеводородные группы, когда они присутствуют в жидкой фазе реакционной среды, видимо, приводят к появлению вредных примесей способом, подобным тому, который уже описывался здесь, для растворенных ароматических частиц, у которых нет неароматических углеводородных групп (например, изофталевой кислоты).
Настраиваясь против этой необходимости в более высокой реакционной активности для подавления образования вредных ароматических примесей во время частичного окисления окисляемого ароматического соединения, авторы обнаружили, что нежелательный сопутствующий результат представляет собой увеличение образования окислов углерода. Важно заметить, что эти окислы углерода представляют собой потери выхода окисляемого соединения и окислителя, а не только растворителя. На самом деле, значительная, а иногда главная доля окислов углерода происходит от окисляемого соединения и его производных, а не из растворителя; и часто окисляемое соединение стоит больше на единицу углерода, чем растворитель. Кроме того, важно заметить, что желаемый продукт карбоновой кислоты (например, TPA) также подвергается сверхокислению до окислов углерода, когда присутствует в жидкой фазе реакционной среды.
Важно также заметить, что настоящее изобретение относится к реакциям в жидкой фазе реакционной среды и к концентрациям реагентам в ней. Это контрастирует с некоторыми предыдущими изобретениями, которые относятся непосредственно к образованию ароматического соединения в осажденной твердой форме, удерживающего неароматические углеводородные группы. Конкретно, для частичного окисления параксилола до TPA, определенные предыдущие изобретения относятся к количеству 4-CBA, осаждающемуся в твердой фазе CTA. Однако авторы настоящего изобретения обнаружили разброс, больший, чем два к одному, для отношения 4-CBA в твердой фазе к 4-CBA в жидкой фазе, используя такие же условия температуры, давления, катализа, состава растворителя и пространственно-временной скорости реакции параксилола, в зависимости от того, осуществляется ли частичное окисление в хорошо перемешиваемом автоклаве или в реакционной среде со ступенчатым изменением концентрации кислорода и параксилола в соответствии с настоящим изобретением. Кроме того, авторы настоящего изобретения обнаружили, что отношение 4-CBA в твердой фазе к 4-CBA в жидкой фазе может также изменяться более чем на два к одному либо в хорошо перемешиваемой реакционной среде, либо в реакционной среде со ступенчатым изменением концентрации, в зависимости от пространственно-временной скорости реакции параксилола, при сходных в остальном условиях температуры, давления, катализа и состава растворителя. В дополнение к этому, 4-CBA в твердой фазе CTA, видимо, не вносит вклад в образование вредных примесей, а 4-CBA в твердой фазе может извлекаться и окисляться до TPA просто и с высоким выходом (например, посредством окислительного дигерирования суспензии CTA, как здесь описывается); в то время как удаление вредных примесей является гораздо более сложным и дорогостоящим, чем удаление твердой фазы 4-CBA, и образование окислов углерода представляет собой постоянную потерю выхода. Таким образом, важно отличать, что данный аспект настоящего изобретения относится к жидкофазным составам в реакционной среде.
Происходят ли они из растворителя или окисляемого соединения, но авторы обнаружили, что при преобразованиях промышленного значения образование окислов углерода сильно связано с уровнем общей реакционной активности, несмотря на широкий разброс для каждого конкретного сочетания температуры, металлов, галогенов, температуры, кислотности реакционной среды, как измеряется посредством pH, концентрации воды, используемых для получения уровня общей реакционной активности. Авторы находят полезным для частичного окисления ксилола оценивать уровень общей реакционной активности с использованием жидкофазной концентрации толуиловых кислот на серединной высоте реакционной среды, в нижней части реакционной среды и в верхней части реакционной среды.
Таким образом, возникает важное одновременное уравновешивание для сведения к минимуму образования вредных примесей посредством увеличения реакционной активности, и еще для сведения к минимуму образования окислов углерода посредством понижения реакционной активности. То есть, если общее образование окислов углерода подавляется до слишком низкого значения, тогда образуются избыточные уровни вредных примесей, и наоборот.
Кроме того, авторы настоящего изобретения обнаружили, что растворимость и относительная реакционная способность желаемой карбоновой кислоты (например, TPA), и присутствие других растворенных ароматических частиц, у которых нет неароматических углеводородных групп, вносит очень важный фактор в это уравновешивание окислов углерода по сравнению с вредными примесями. Желаемый продукт карбоновой кислоты обычно растворяют в жидкой фазе реакционной среды, даже если он присутствует также и в твердой форме. Например, при температурах в предпочтительных пределах TPA является растворимой в реакционной среде, содержащей уксусную кислоту и воду, при уровнях, находящихся в пределах примерно от одной тысячи м.д. мас. до более чем 1% мас., при настоящем растворимость увеличивается, когда увеличивается температура. Несмотря на то что имеются различия в скоростях реакции по отношению к образованию различных вредных примесей из исходных материалов окисляемого ароматического соединения (например, параксилола), из ароматических промежуточных продуктов реакции (например, паратолуиловой кислоты), из желаемого продукта ароматической карбоновой кислоты (например, TPA) и из ароматических частиц, у которых нет неароматических углеводородных групп (например, изофталевой кислоты), присутствие и реакционная способность последних двух групп устанавливает область оправданности уменьшения, по отношению к дальнейшему подавлению первых двух групп исходных материалов окисляемого ароматического соединения и ароматических промежуточных продуктов реакции. Например, при частичном окислении параксилола до TPA, если в жидкой фазе реакционной среды при данных условиях растворенная TPA доходит до 7000 м.д. мас., растворенная бензойная кислота доходит до 8000 м.д. мас., растворенная изофталевая кислота доходит до 6000 м.д. мас. и растворенная фталевая кислота доходит до 2000 м.д. мас., тогда значение для дальнейшего понижения концентрации вредных соединений в целом начинает понижаться, когда реакционная активность увеличивается, с подавлением жидкофазной концентрации паратолуиловой кислоты и 4-CBA ниже подобных уровней. То есть присутствие и концентрация в жидкой фазе реакционной среды ароматических частиц, у которых нет неароматических углеводородных групп, очень мало изменяется посредством увеличения реакционной активности, и их присутствие служит для расширения вверх области выгодности уменьшения, для понижения концентрации промежуточных продуктов реакции с целью подавления образования вредных примесей.
Таким образом, один из вариантов осуществления настоящего изобретения предусматривает предпочтительные диапазоны окислов углерода, ограниченные снизу низкой реакционной активностью и избыточным образованием вредных примесей, а сверху избыточными потерями углерода, но при уровнях, более низких, чем те, которые ранее обнаруживались и описывались как промышленно пригодные. Соответственно, образование окислов углерода предпочтительно контролируется следующим образом. Отношение образующихся молей окислов углерода в целом, по отношению к молям вводимого окисляемого ароматического соединения, предпочтительно больше, примерно, чем 0,02:1, более предпочтительно больше, примерно, чем 0,04:1, еще более предпочтительно больше, примерно, чем 0,05:1, а наиболее предпочтительно больше, чем 0,06:1. В то же самое время, отношение образующихся молей окислов углерода в целом к молям вводимого окисляемого ароматического соединения предпочтительно меньше, примерно, чем 0,24:1, более предпочтительно меньше, примерно, чем 0,22:1, еще более предпочтительно меньше, примерно, чем 0,19:1, а наиболее предпочтительно меньше, чем 0,15:1. Отношение молей образующейся двуокиси углерода к молям вводимого окисляемого ароматического соединения предпочтительно больше, примерно, чем 0,01:1, более предпочтительно больше, примерно, чем 0,03:1, еще более предпочтительно больше, примерно, чем 0,04:1, а наиболее предпочтительно больше, чем 0,05:1. В то же самое время, отношение молей образующейся двуокиси углерода к молям вводимого окисляемого ароматического соединения предпочтительно меньше, примерно, чем 0,21:1, более предпочтительно меньше, примерно, чем 0,19:1, еще более предпочтительно меньше, примерно, чем 0,16:1, а наиболее предпочтительно меньше, чем 0,11. Отношение молей образующейся моноокиси углерода к молям вводимого окисляемого ароматического соединения предпочтительно больше, примерно, чем 0,005:1, более предпочтительно больше, примерно, чем 0,010:1, еще более предпочтительно больше, примерно, чем 0,015:1, а наиболее предпочтительно больше, чем 0,020:1. В то же самое время, отношение молей образующейся моноокиси углерода к молям вводимого окисляемого ароматического соединения предпочтительно составляет меньше, примерно, чем 0,09:1, более предпочтительно меньше, примерно, чем 0,07:1, еще более предпочтительно меньше, примерно, чем 0,05:1, а наиболее предпочтительно меньше, чем 0,04:1.
Содержание двуокиси углерода в сухом уходящем газе из реактора окисления предпочтительно больше, примерно, чем 0,10% мол., более предпочтительно больше, примерно, чем 0,20% мол., еще более предпочтительно больше, примерно, чем 0,25% мол., а наиболее предпочтительно больше, чем 0,30% мол. В то же самое время, содержание двуокиси углерода в сухом уходящем газе из реактора окисления предпочтительно меньше, примерно, чем 1,5% мол., более предпочтительно меньше, примерно, чем 1,2% мол., еще более предпочтительно меньше, примерно, чем 0,9% мол., а наиболее предпочтительно меньше, чем 0,8% мол. Содержание моноокиси углерода в сухом уходящем газе из реактора окисления предпочтительно больше, примерно, чем 0,05% мол., более предпочтительно, больше, примерно, чем 0,10% мол., еще более предпочтительно больше, чем 0,15, а наиболее предпочтительно больше, чем 0,18% мол. В то же самое время, содержание моноокиси углерода в сухом уходящем газе из реактора окисления предпочтительно меньше, примерно, чем 0,60% мол., более предпочтительно меньше, примерно, чем 0,50% мол., еще более предпочтительно меньше, примерно, чем 0,35% мол., а наиболее предпочтительно меньше, чем 0,28% мол.
Авторы настоящего изобретения обнаружили, что важный фактор для уменьшения образования окислов углерода до этих предпочтительных пределов представляет собой улучшение чистоты рециклируемого фильтрата и исходных материалов окисляемого соединения для понижения концентрации ароматических соединений, у которых нет неароматических углеводородных групп, в соответствии с описаниями настоящего изобретения - это одновременно уменьшает образование окислов углерода и вредных примесей. Другой фактор представляет собой улучшение распределения параксилола и окислителя в реакционной емкости в соответствии с описаниями настоящего изобретения. Другие факторы, делающие возможными указанные выше предпочтительные уровни окислов углерода, представляют собой работу с градиентами в реакционной среде, как здесь описано, давления, температуры, концентрации окисляемого соединения в жидкой фазе и окислителя в газовой фазе. Другие факторы, делающие возможным указанные выше предпочтительные уровни окислов углерода, представляют собой работу в пределах описаний, приведенных здесь, предпочтительных для пространственно-временной скорости реакции, давления, температуры, композиции растворителя, композиции катализатора и механической геометрии реакционной емкости.
Важное преимущество от работы в предпочтительных пределах образования окислов углерода заключается в том, что использование молекулярного кислорода может быть уменьшено, хотя и не до стехиометрических значений. Несмотря на хорошее ступенчатое изменение концентрации окислителя и окисляемого соединения в соответствии с настоящим изобретением, избыток кислорода должен поддерживаться выше стехиометрического значения, как вычисляется только лишь для исходных материалов окисляемого соединения, чтобы сделать возможными некоторые потери на окислы углерода и обеспечить избыток молекулярного кислорода для контроля образования вредных примесей. Конкретно для случая, где ксилол представляет собой исходные материалы окисляемого соединения, отношение в исходных материалах массы молекулярного кислорода к массе ксилола предпочтительно больше, примерно, чем 0,91:1,00, более предпочтительно больше, примерно, чем 0,95:1,00, а наиболее предпочтительно больше, чем 0,99:1,00. В то же самое время отношение в исходных материалах массы молекулярного кислорода к массе ксилола предпочтительно меньше, примерно, чем 1,20:1,00, более предпочтительно меньше, примерно, чем 1,12:1,00, а наиболее предпочтительно меньше, чем 1,06:1,00. Конкретно для исходных материалов ксилола, усредненное по времени содержание молекулярного кислорода в сухом уходящем газе из реактора окисления предпочтительно больше, примерно, чем 0,1% мол., более предпочтительно больше, примерно, чем 1% мол., а наиболее предпочтительно больше, чем 1,5% мол. В то же самое время, усредненное по времени содержание молекулярного кислорода в сухом уходящем газе из реактора окисления предпочтительно меньше, примерно, чем 6% мол., более предпочтительно меньше, примерно, чем 4% мол., а наиболее предпочтительно меньше, чем 3% мол.
Другое важное преимущество от работы в предпочтительных пределах образования окиси углерода заключается в том, что меньше ароматического соединения преобразуется в окислы углерода и другие, менее ценные формы. Это преимущество оценивается с использованием суммы молей всех ароматических соединений, покидающих реакционную среду, деленной на сумму молей всех ароматических соединений, поступающих в реакционную среду за непрерывный период времени, предпочтительно за один час, более предпочтительно один день, а наиболее предпочтительно 30 последовательных дней. Это отношение далее упоминается как "мольное отношение выживания" для ароматических соединений при прохождении через реакционную среду и выражается как численный процент. Если все поступающие ароматические соединения покидают реакционную среду как ароматические соединения, хотя по большей части в окисленных формах поступающих ароматических соединений, тогда мольное отношение выживания имеет свое максимальное значение 100%. Если точно, 1 из каждых 100 поступающих ароматических молекул преобразуется в окислы углерода и/или другие неароматические молекулы (например, уксусную кислоту) в то время, когда она проходит через реакционную среду, тогда молярное отношение выживания равно 99%. Конкретно для случая, когда ксилол представляет собой главный исходный материал окисляемого ароматического соединения, молярное отношение выживания для ароматических соединений через реакционную среду предпочтительно больше, примерно, чем 98%, более предпочтительно больше, примерно, чем 98,5%, а наиболее предпочтительно меньше, чем 99,0%. В то же самое время, и для того, чтобы присутствовала достаточная общая реакционная активность, молярное отношение выживания для ароматических соединений при прохождении через реакционную среду предпочтительно является меньшим, примерно, чем 99,9%, более предпочтительно, меньшим, примерно, чем 99,8%, а наиболее предпочтительно, меньшим, чем 99,7%, когда ксилол представляет собой главный исходный материал окисляемого ароматического соединения.
Другой аспект настоящего изобретения включает в себя получение метилацетата в реакционной среде, содержащей уксусную кислоту и одно или несколько окисляемых ароматических соединений. Этот метилацетат является относительно летучим, по сравнению с водой и уксусной кислотой, и, таким образом, стремится следовать за уходящим газом, если только не используется дополнительное охлаждение или другая работа установки для его извлечения и/или его разрушения перед высвобождением уходящего газа назад в окружающую среду. Таким образом, образование метилацетата представляет собой затраты на работу, а также капитальные затраты. Вероятно, метилацетат образуется посредством, сначала, объединения метильного радикала, вероятно, от разложения уксусной кислоты с кислородом, с получением метилгидропероксида, посредством последующего разложения с образованием метанола и посредством конечного взаимодействия полученного метанола с оставшейся уксусной кислотой с образованием метилацетата. Каким бы ни был химический путь, авторы обнаружили, что когда скорость образования метилацетата является слишком низкой, тогда и образование окислов углерода также является слишком низким, а образование вредных ароматических примесей является слишком высоким. Если скорость образования метилацетата является слишком высокой, тогда образование окислов углерода также является излишне высоким, приводя к потерям выхода растворителя, окисляемого соединения и окислителя. Когда используются предпочтительные варианты осуществления, описываемые здесь, отношение образования молей образующегося метилацетата к молям вводимого окисляемого ароматического соединения предпочтительно больше, примерно, чем 0,005:1, более предпочтительно больше, чем примерно 0,010:1, а наиболее предпочтительно больше, чем 0,020:1. В то же самое время, отношение образования молей образующегося метилацетата к молям вводимого окисляемого ароматического соединения предпочтительно меньше, примерно, чем 0,09:1, более предпочтительно меньше, примерно, чем 0,07:1, еще более предпочтительно меньше, примерно, чем 0,05:1, а наиболее предпочтительно меньше, чем 0,04:1.
Определенные варианты осуществления настоящего изобретения могут дополнительно иллюстрироваться с помощью следующих далее примеров, хотя необходимо понять, что эти примеры включаются только для целей иллюстрации и не предназначаются для ограничения объема притязаний настоящего изобретения, если только конкретно не указано иного.
Примеры 1-10
Пример 1 представляет собой численный пример барботажной колонны реакторного типа окисления для окисления параксилола в жидкой фазе трехфазной реакционной среды. Барботажная колонна реакторного типа примера 1 представляет собой испытанную промышленную конструкцию со скоростью накопления исходных материалов параксилола 7000 кг/ч. Примеры 2-10 представляют собой численные примеры для барботажных колонн реакторного типа окисления, имеющих рабочие емкости, в 7 раз большие, чем реактор примера 1. Фиг.58 приводит таблицу, показывающую различные параметры барботажных колонн реакторного типа окисления, которые изменяются в примерах 1-10.
Пример 1
Этот пример использует реакционную емкость барботажной колонны, имеющую вертикальную цилиндрическую секцию с внутренним диаметром, равным 2,44 м. Высота цилиндрической секции равна 32 м от нижней линии начала изгиба (TL) до верхней TL цилиндрической секции. Емкость соединяется с эллиптическими крышкой и днищем 2:1 в верхней и нижней части цилиндрической секции соответственно. Высота от нижней части реакционной среды до верхней части цилиндрической секции равна примерно 32,6 м, и общая высота реакционной емкости равна примерно 33,2 м. Рабочий уровень составляет примерно 25,6 м над нижней частью реакционной среды.
Параксилол вводится в реактор с постоянной скоростью 7000 кг/ч. Отфильтрованный растворитель, содержащий в основном уксусную кислоту, вводится, тщательно перемешанный с параксилолом, при постоянной скорости 70000 кг/ч. Исходные материалы распределяются в реакционной емкости примерно на высоте 2 м над нижней частью реакционной среды, с использованием горизонтального распределительного узла, сконструированного для обеспечения, по существу, однородного высвобождения исходных материалов над площадью поперечного сечения, лежащей внутри радиуса 0,45·(внутреннего диаметра). Концентрация компонентов катализатора в отфильтрованном растворителе является такой, что композиция в жидкой фазе реакционной среды представляет собой 1800 м.д. мас. кобальта, 1800 м.д. мас. брома и 100 м.д. мас. марганца. Отдельный поток флегмы растворителя вводится в виде капель в зону отделения газа выше рабочего уровня реакционной среды при постоянной скорости 49000 кг/ч, и он распределяется, по существу, по всей площади поперечного сечения зоны отделения. Эта флегма растворителя не содержит значительных уровней компонентов катализатора. Объединенное содержание воды исходных материалов отфильтрованного растворителя и исходных материалов флегмы растворителя является таким, что концентрация воды в жидкой фазе реакционной среды равна 6% мас. Скорость исходных материалов воздуха является постоянной при скорости 35000 кг/ч, через входной распределитель для окислителя, подобный тому, который показан на фиг. 12-15, и все отверстия для накопления окислителя находятся ниже нижней TL цилиндрической секции. Рабочее давление газа в верхней части реакционной емкости постоянно равно 0,52 МПа в датчике. Реакционная емкость работает, по существу, адиабатически, так что теплота реакции повышает температуру поступающих исходных материалов и испаряет большую часть поступающего растворителя. Измеренная вблизи срединной высоты реакционной среды рабочая температура равна примерно 160°C. Реакционная среда, содержащая сырую терефталевую кислоту (CTA), удаляется сбоку реакционной емкости на высоте 15 м при постоянной скорости, с использованием наружной деаэрационной емкости.
Отношение L:D равно 13,4, и отношение H:W равно 10,5. Объем, занятый реакционной средой, равен примерно 118 м3, и реакционная емкость содержит примерно 58000 кг суспензии. Отношение массы суспензии к скорости исходных материалов параксилола равно примерно 8,3 часа. Пространственно-временная интенсивность реакции равна примерно 59 кг вводимого параксилола на кубический метр реакционной среды в час.
Разность давлений от нижней части реакционной среды до уходящего газа в верхней части колонны, покидающего реакционную емкость, равна примерно 0,12 МПа. Поверхностная скорость газовой фазы на срединной высоте реакционной среды равна примерно 0,8 м/с. Расположенная вертикально площадь поверхности в контакте с реакционной средой равна примерно 197 м2, что равно примерно 3,16·Wmin·H. Отношение объема реакционной среды к расположенной вертикально площади поверхности в контакте с реакционной средой равно примерно 0,60 м. При условиях примера 1, установлено, что разложение уксусной кислоты в реакционной среде составляет примерно 0,03 кг на килограмм полученной CTA. Это составляет значительные затраты в общей экономике производства.
Полезные индикаторы скоростей потока от одного уровня до другого внутри реакционной емкости барботажной колонны представляют собой максимальные усредненные по времени скорости движения вверх суспензии и фазы окислителя. В цилиндрической реакционной емкости барботажной колонны эти максимальные скорости движения вверх возникают вблизи вертикальной оси симметрии цилиндрической секции. Вычисленная посредством способа, взятого из Gas-Liquid Recirculation Model of Gupta (ссылка Churn-turbulent bubble columns: experiments and modeling; Gupta, Puneet; Washington Univ., St. Louis, MO, USA. Avail. UMI Order No. DA3065044; (2002), 357 pp. From: Diss. Abstr. Int., in 2003, 63(9), 4269. Dissertation written B English. CAN 140:130325 AN 2003:424187 CAPLUS), и, с использованием соответствующей базы данных максимальная усредненная по времени скорость движения вверх газовой фазы вблизи срединной высоты реакционной среды равна примерно 3,1 м/с. Вычисленная сходным образом максимальная скорость движения вверх, усредненная по времени, для суспензии вблизи срединной высоты реакционной среды равна примерно 1,4 м/с.
Другой полезный индикатор скоростей потока от одного края до другого внутри реакционной емкости барботажной колонны представляет собой максимальную усредненную по времени скорость движения вниз суспензии в частях реакционной емкости, расположенных вдали от центральной сердцевины. В цилиндрической реакционной емкости эта максимальная скорость движения вниз, как правило, возникает в области, лежащей вне радиуса 0,35·(внутреннего диаметра) от вертикальной оси симметрии цилиндрической секции. Вычисленная посредством способа, взятого из Gas-Liquid Recirculation Model of Gupta, и с использованием соответствующей базы данных максимальная усредненная по времени скорость движения вниз суспензии в наружном кольцевом зазоре вблизи срединной высоты реакционной среды равна примерно 1,4 м/с.
Пример 2
В настоящем примере в барботажную колонну реакторного типа вводят параксилол при повышенной скорости 49000 кг/ч - в 7 раз больше, чем в примере 1. Поверхностная скорость газа, часто рассматриваемая в качестве важной переменной масштабирования для барботажных колонн, поддерживается приблизительно равной примеру 1 посредством увеличения площади поперечного сечения реакционной емкости примерно в 7 раз, по сравнению с примером 1. Отношения H:W и L:D, часто рассматриваемые в качестве важных переменных масштабирования для барботажных колонн, также поддерживаются приблизительно равными примеру 1.
Другие потоки исходных материалов увеличиваются при том же отношении 7:1, по сравнению с примером 1. Составы исходных материалов являются такими же, как в примере 1, обеспечивая такие же концентрации воды, кобальта, брома и марганца в жидкой фазе реакционной среды, как в примере 1. Рабочее давление газа в верхней части реакционной емкости опять равно 0,52 МПа в датчике, и рабочая температура опять равна примерно 160°C, измеренная вблизи срединной высоты реакционной среды. Реакционная среда, содержащая CTA, удаляется сбоку реакционной емкости на высоте 40 м при постоянной скорости, с использованием наружной деаэрационной емкости.
Реакционная емкость барботажной колонны содержит вертикальную цилиндрическую секцию с внутренним диаметром, равным 6,46 м. Отношение L:D поддерживается таким же, как в примере 1, и высота от нижней части реакционной среды до верхней части цилиндрической секции равна, таким образом, 86,3 м. Верхняя и нижняя части цилиндрической секции соединены с эллиптическими днищем и крышкой 2:1, и общая высота реакционной емкости является очень большой, примерно 88,0 м. Исходные материалы опять распределяются в реакционной емкости примерно на высоте 2 м над нижней частью реакционной среды с использованием горизонтального распределительного узла, сконструированного для однородного, по существу, высвобождения исходных материалов по площади поперечного сечения, лежащей внутри радиуса 0,45·(внутреннего диаметра). Исходные материалы воздуха опять вводятся через входной распределитель для окислителя, подобный тому, который показан на фиг. 12-15, и все отверстия для накопления окислителя находятся ниже нижней TL цилиндрической секции. Флегма растворителя распределяется в виде капель, по существу, по всей площади поперечного сечения зоны отделения.
Отношение H:W реакционной среды поддерживается приблизительно равным примеру 1, и, таким образом, рабочий уровень равен примерно 67,8 м реакционной среды. Это оставляет высоту отделения примерно 18,5 м в цилиндрической секции плюс примерно 1,6 м в верхней эллиптической крышке. Эта высота отделения является избыточной примерно на 10 м. Таким образом, масштабирование емкости с постоянным L:D дает механическую конструкцию, которая является излишне дорогостоящей по капитальным затратам (например, по избыточным затратам на емкость высокого давления, на фундаменты из-за массовой и ветровой нагрузки, на конструкционную сталь, на технологические и обслуживающие трубопроводы и/или на инструмент и электрические кабели).
Объем, занимаемый реакционной средой, равен примерно 2200 м3, и реакционная емкость содержит примерно 1100000 кг суспензии. Отношение массы суспензии к скорости исходных материалов параксилола равно примерно 22 часа, что гораздо больше по сравнению с примером 1. Пространственно-временная интенсивность реакции составляет только примерно 22 кг вводимого параксилола на кубический метр реакционной среды в час, что гораздо меньше по сравнению с примером 1. Разность давлений от нижней части реакционной среды до уходящего газа из верхней части колонны, покидающего реакционную емкость, возрастает примерно до 0,33 МПа, что гораздо больше по сравнению с примером 1. Расположенная вертикально площадь поверхности в контакте с реакционной средой равна примерно 1,393 м2, что равно примерно 3,18·Wmin·H. Отношение объема реакционной среды к расположенной вертикально площади поверхности в контакте с реакционной средой равно примерно 1,58 м, что гораздо больше по сравнению с примером 1.
Таким образом, масштабирование размеров реакционной среды для сохранения как поверхностной скорости, так и отношения H:W, как примерно постоянных, между этим примером и примером 1, производит очень большие изменения в условиях реакции. В целом эти изменения являются очень неблагоприятными. В настоящем примере имеются положительные эффекты (например, более разбавленные концентрации окисляемого соединения, более низкие требования к скорости массопереноса на единицу объема для молекулярного кислорода из газовой фазы в жидкую фазу и так далее), приводящие к получению меньшего количества нежелательных окрашенных побочных продуктов на единицу CTA. Однако имеются тяжелые экономические обременения, относящиеся к разложению уксусной кислоты и к давлению и энергии, необходимым для подачи воздуха в нижнюю часть реакционной емкости барботажной колонны. Разложение уксусной кислоты является приблизительно пропорциональным массе уксусной кислоты в реакционной среде, когда рабочая температура и композиция жидкой фазы поддерживаются приблизительно постоянными и когда параксилол вводится с избытком молекулярного кислорода. Из-за гораздо большей массы уксусной кислоты в реакционной емкости, по сравнению с количеством CTA, полученной в настоящем примере, установлено, что разложение уксусной кислоты возрастает примерно до 0,09 кг на кг полученной CTA. В дополнение к этому, в настоящем примере воздушный компрессор должен доставлять воздух в реакционную среду при давлении, которое равно 0,85 МПа в датчике, в то время как в примере 1 давление доставки равно 0,64 МПа в датчике. Для скорости доставки воздуха 245000 кг/ч и при типичном допуске на различные эффективности сжатия и доставки, дополнительная потребность в энергии для более высокого давления доставки в настоящем примере равна примерно 3000 кВт, непрерывно. Таким образом, масштабирование реакционной среды в настоящем примере при приблизительно постоянных поверхностной скорости газа и отношении H:W обеспечивает неприемлемую экономику, несмотря на хорошее ожидаемое качество CTA.
Пример 3
Этот пример масштабирует способ примера 1 с использованием поверхностной скорости и пространственно-временной интенсивности реакции. Это приводит к плохому качеству продукта, поскольку, простыми словами, структуры потока естественной конвекции изначально дают плохой профиль реакции по вертикали.
В настоящем примере скорость исходных материалов параксилола опять равно 49000 кг/ч - в 7 раз больше, чем в примере 1. Поверхностная скорость газа опять поддерживается приблизительно равной примеру 1, но отношения L:D и H:W не поддерживаются равными. Вместо этого, STR поддерживается приблизительно равной примеру 1. Это обеспечивает базовое давление в колонне и отношение разложения уксусной кислоты, которые приблизительно равны примеру 1. Другие потоки исходных материалов увеличиваются при том же отношении 7:1, к примеру 1. Составы исходных материалов являются такими же, как в примере 1, обеспечивая такие же концентрации воды, кобальта, брома и марганца в жидкой фазе реакционной среды, как в примере 1. Рабочее давление газа в верхней части реакционной емкости опять равно 0,52 МПа в датчике, и рабочая температура опять равна примерно 160°C, измеренные вблизи срединной высоты реакционной среды. Реакционная среда, содержащая CTA, удаляется сбоку реакционной емкости на высоте 15 м при постоянной скорости, с использованием наружной деаэрационной емкости.
Реакционная емкость барботажной колонны содержит вертикальную цилиндрическую секцию с внутренним диаметром, равным 6,46 м, поддерживая поверхностную скорость газовой фазы приблизительно постоянной, по сравнению с примерами 1 и 2. Для поддержания такой же STR, как в примере 1, рабочий уровень слегка изменяется, примерно до 26,1 м реакционной среды. Высота от нижней части TL до верхней части TL цилиндрической секции составляет 32 м, как в примере 1, обеспечивая примерно такую же высоту отделения со свободными стенками между верхней частью реакционной среды и выходом для газа из верхней части колонны. Верхняя и нижняя части цилиндрической секции соединяются с эллиптическими днищем и крышкой, 2:1. Высота от нижней части реакционной среды до верхней части цилиндрической секции равна примерно 33,6 м, и общая высота реакционной емкости равна примерно 35,2 м. Исходные материалы опять распределяются в реакционной емкости примерно на высоте 2 м над нижней частью реакционной среды с использованием горизонтального распределительного узла, сконструированного для однородного, по существу, высвобождения исходных материалов по площади поперечного сечения, лежащей внутри радиуса 0,45·(внутреннего диаметра). Исходные материалы воздуха опять проходят через входной распределитель для окислителя, подобный тому, который показан на фиг. 12-15, и все отверстия для накопления окислителя находятся ниже нижней TL цилиндрической секции. Флегма растворителя распределяется в виде капель, по существу, по всей площади поперечного сечения зоны отделения.
Отношение H:W реакционной среды заметно уменьшается до 4,0. Отношение L:D реакционной емкости заметно уменьшается до 5,2. Объем, занятый реакционной средой, равен примерно 828 м3, и реакционная емкость содержит примерно 410000 кг суспензии. Отношение массы суспензии к скорости исходных материалов параксилола равно примерно 8,3 часов. STR равна примерно 59 кг параксилола, вводимого на кубический метр реакционной среды в час. Разность давлений от нижней части реакционной среды до уходящего газа из верхней части колонны, покидающего реакционную емкость, равна примерно 0,13 МПа. Расположенная вертикально площадь поверхности в контакте с реакционной средой равна примерно 546 м2, что равно примерно 3,24·Wmin·H. Отношение объема реакционной среды к расположенной вертикально площади поверхности в контакте с реакционной средой равно примерно 1,52 м. При условиях этого примера, установлено, что разложение уксусной кислоты в реакционной среде желательным образом возвращается к более низкому уровню примера 1, приблизительно 0,03 кг/кг полученной CTA.
Однако больший диаметр реакционной емкости, используемый в настоящем примере, в сочетании с ее меньшим отношением H:W, приводит к очень нежелательным изменениям скоростей потоков, перемешивания и ступенчатого изменения концентрации в реакционной среде. Это приводит к значительному увеличению потерь параксилола в уходящем газе из верхней части колонны и к образованию нежелательных окрашенных побочных продуктов. Проще говоря, аксиальные скорости потока, вызываемые силами естественной конвекции, возрастают сильнее в барботажных колоннах большего диаметра, даже если поверхностная скорость поддерживается постоянной. Вычисленная посредством способа, взятого из Gas-Liquid Recirculation Model of Gupta, и с использованием соответствующей базы данных максимальная скорость движения вверх, усредненная по времени, газовой фазы вблизи срединной высоты реакционной среды равна примерно 3,9 м/с. Вычисленная подобным же образом максимальная усредненная по времени скорость движения вверх суспензии вблизи срединной высоты реакционной среды равна примерно 2,2 м/с. Вычисленная подобным же образом максимальная усредненная по времени скорость движения вниз суспензии в наружном кольцевом зазоре вблизи срединной высоты реакционной среды равна примерно 2,3 м/с.
Поскольку высота реакционной среды немного изменяется между этим примером и примером 1, это увеличение усредненных по времени вертикальных скоростей вызывает значительное уменьшение времен перемешивания от одного края до другого в настоящем примере, по сравнению с примером 1. Это вызывает нежелательные увеличения количества параксилола, мигрирующего в направлении верхней части емкости до окисления. Это приводит к нежелательным потерям выхода параксилола, покидающего верхнюю часть реакционной емкости вместе с уходящим газом, и сильнее изменяет потребность в растворенном молекулярном кислороде вблизи верхней части реактора, где мольная доля молекулярного кислорода в газовой фазе является относительно истощенной. Кроме того, увеличение усредненной по времени скорости движения вниз суспензии в областях ближе к стенкам емкости в настоящем примере заставляет большее количество пузырьков газовой фазы и большего размера, двигаться вниз, против их естественного всплывания в поле силы тяжести. Это приводит к нежелательному увеличению рециркуляции газовой фазы, частично истощенной молекулярным кислородом, что, в свою очередь, приводит к уменьшению доступности растворенного кислорода в этих областях. Среди других эффектов, это пониженная доступность растворенного кислорода в различных частях реакционной среды приводит к значительному увеличению отношения образования нежелательных окрашенных побочных продуктов в настоящем примере, по сравнению с примером 1, и этот повышенный уровень нежелательных, окрашенных побочных продуктов делает продукт непригодным для многих применений для PET.
Таким образом, примеры 2 и 3 демонстрируют неадекватность современного уровня техники при конструировании барботажных колонн окисления большого масштаба с использованием в основном поверхностной скорости газа (Ug), отношения L:D и средней пространственно-временной скорости реакции (STR).
Пример 4
В настоящем примере элементы, удерживающие давление, реакционной емкости барботажной колонны являются такими же, как в примере 3, но добавляются расположенные вертикально в реакционной среде поверхности для придания вертикальной тяги, с целью установления ступенчатых профилей реакции, более сходных с примером 1, тем самым восстанавливая качество продуктов и выход параксилола, но без увеличения степени разложения уксусной кислоты, как в примере 2.
Скорость исходных материалов параксилола опять равна 49000 кг/ч - в 7 раз больше, чем в примере 1. Другие потоки исходных материалов увеличиваются при том же отношении 7:1, к примеру 1. Композиции исходных материалов являются такими же, как в примере 1, обеспечивая такие же концентрации воды, кобальта, брома и марганца в жидкой фазе реакционной среды, как в примере 1. Рабочее давление реакционной емкости газа в верхней части опять равно 0,52 МПа в датчике, и рабочая температура опять равна примерно 160°C, измеренные вблизи срединной высоты реакционной среды. Реакционная среда, содержащая CTA, удаляется сбоку реакционной емкости на высоте 15 м при постоянной скорости, с использованием наружной деаэрационной емкости.
Реакционная емкость барботажной колонны содержит вертикальную цилиндрическую секцию с внутренним диаметром, равным 6,46 м. Высота от нижней части TL до верхней части TL цилиндрической секции составляет 32 м, и рабочий уровень равен примерно 26,3 м реакционной среды. Верхняя и нижняя части цилиндрической секции соединяются с эллиптическими днищем и крышкой, 2:1. Высота от нижней части реакционной среды до верхней части цилиндрической секции равна примерно 33,6 м, и общая высота реакционной емкости равна примерно 35,2 м. Исходные материалы опять распределяются в реакционной емкости примерно на высоте 2 м над нижней частью реакционной среды с использованием горизонтального распределительного узла, сконструированного для однородного, по существу, высвобождения исходных материалов по площади поперечного сечения, лежащей внутри радиуса 0,45·(внутреннего диаметра). Исходные материалы воздуха опять проходят через входной распределитель для окислителя, подобный тому, который показан на фиг. 12-15, и все отверстия для накопления окислителя находятся ниже нижней TL цилиндрической секции. Флегма растворителя распределяется в виде капель, по существу, по всей площади поперечного сечения зоны отделения.
Реакционная емкость барботажной колонны дополнительно содержит две ортогональные плоские поверхности, расположенные так, что их линия пересечения совпадает с вертикальной осью симметрии цилиндрической секции. Удобно, чтобы эти плоские поверхности содержали металл пластин и отделку поверхности того же типа, какой используется в цилиндрической секции реакционной емкости. Каждая плоская поверхность начинается на нижней высоте 3 м над нижней TL и простирается вверх на 20 м. Две плоские поверхности, каждая, простираются горизонтально, по существу, по всей длине стенки цилиндрической секции (то есть ширина каждой равна внутреннему диаметру) и поддерживаются со стороны цилиндрической секции. Толщина и опора плоских поверхностей конструируются для противостояния различным силам, которые могут встретиться в нормальных и чрезвычайных рабочих условиях. Благодаря объему, занятому металлом пластин, рабочий уровень устанавливается чуть выше, чем 26,3 м, над нижней частью реакционной среды для поддержания такой же STR, как в примере 1.
Таким образом, в настоящем примере реакционная среда разделяется на 4 субобъема одинаковой формы и размера, по 20 м, из общей высоты реакционной среды. Эти 4 субобъема сообщаются друг с другом как ниже, так и выше плоских поверхностей. Благодаря относительно однородному распределению исходных материалов окислителя и параксилола ниже нижней точки плоских поверхностей, каждый из 4 субобъемов имеет сходную поверхностную скорость газовой фазы и сходный профиль интенсивности реакции. 4 субобъема могут рассматриваться как приближение 4 реакционных емкостей барботажных колонн меньших размеров в оболочке одной емкости, удерживающей давление.
Отношение H:W реакционной среды составляет 4,1. Отношение L:D реакционной емкости составляет 5,2. Объем, занятый реакционной средой, равен примерно 828 м3, и реакционная емкость содержит примерно 410000 кг суспензии. Отношение массы суспензии к скорости исходных материалов параксилола равно примерно 8,3 часа. STR равна примерно 59 кг исходных материалов параксилола, вводимых на кубический метр реакционной среды в час. Разность давлений от нижней части реакционной среды до уходящего газа из верхней части колонны, покидающего реакционную емкость, равна примерно 0,13 МПа. Расположенная вертикально площадь поверхности в контакте с реакционной средой составляет примерно 1066 м2, что составляет примерно 6,29·Wmin·H. Отношение объема реакционной среды к расположенной вертикально площади поверхности в контакте с реакционной средой равно 0,78 м. Это значение является промежуточным между примерами 1 и 3, и предпочтительно приближено к значению примера 1. При условиях настоящего примера, установлено, что разложение уксусной кислоты в реакционной среде желательным образом возвращается к более низкому уровню примера 1, приблизительно 0,03 кг/кг полученной CTA.
Максимальные усредненные по времени скорости движения вверх и вниз газовой фазы и суспензии уменьшаются в настоящем примере, по сравнению с примером 3. Это обеспечивает полезные улучшения вертикального профиля параксилола, и это приводит к улучшению доступности растворенного кислорода в жидкой фазе вблизи поверхностей расположенных вертикально стенок. Вместе эти изменения улучшают выход параксилола и уменьшают образование нежелательных окрашенных побочных продуктов в настоящем примере, по сравнению с примером 3.
Пример 5
В настоящем примере элементы реакционной емкости, удерживающие давление, являются такими же, как в примере 3, но не образующие осадка элементы дефлекторов добавляются в реакционную среду для восстановления ступенчатых профилей реакции, более сходных с примером 1, тем самым восстанавливая качество продукта и выход параксилола, но без увеличения отношения разложения уксусной кислоты, как в примере 2.
Скорость исходных материалов параксилола опять равна 49000 кг/ч - в 7 раз больше, чем в примере 1. Другие потоки исходных материалов увеличиваются при том же отношении 7:1, к примеру 1. Композиции исходных материалов являются такими же, как в примере 1, обеспечивая такие же концентрации воды, кобальта, брома и марганца в жидкой фазе реакционной среды, как в примере 1. Рабочее давление реакционной емкости газа в верхней части опять равно 0,52 МПа в датчике, а рабочая температура опять равна примерно 160°C, измеренные вблизи серединной высоты реакционной среды. Реакционная среда, содержащая CTA, удаляется сбоку реакционной емкости на высоте 15 м при постоянной скорости, с использованием наружной деаэрационной емкости.
Реакционная емкость барботажной колоны содержит вертикальную цилиндрическую секцию с внутренним диаметром, равным 6,46 м. Высота от нижней части TL до верхней части TL цилиндрической секции равна 32 м, и рабочий уровень составляет примерно 26,1 м реакционной среды. Верхняя и нижняя части цилиндрической секции соединяются с эллиптическими днищем и крышкой, 2:1. Высота от нижней части реакционной среды до верхней части цилиндрической секции равна примерно 33,6 м, и общая высота реакционной емкости равна примерно 35,2 м. Исходные материалы опять распределяются в реакционной емкости примерно на высоте 2 м над нижней частью реакционной среды, с использованием горизонтального распределительного узла, сконструированного для однородного, по существу, высвобождения исходных материалов на площади поперечного сечения, лежащей внутри радиуса 0,45·(внутреннего диаметра). Исходные материалы воздуха опять проходят через входной распределитель для окислителя, подобный тому, который показан на фиг. 12-15, и все отверстия для накопления окислителя находятся ниже нижней TL цилиндрической секции. Флегма растворителя распределяется в виде капель, по существу, по всей площади поперечного сечения зоны отделения.
Реакционная емкость барботажной колоны дополнительно содержит горизонтальный узел дефлектора, расположенный в барботажной колоне на высоте 12 м над нижней TL реакционной емкости. Это помещает узел дефлектора примерно на высоте 13,6 м, или 2,1·D, над нижней частью реакционной среды. Этот узел дефлектора состоит из 15 отдельных элементов дефлектора. Каждый элемент дефлектора состоит из экструдированного или сборного уголка L-образной формы, где обе стороны L-образной формы имеют ширину 0,15 м, и внутренний угол между двумя сторонами равен 90°. Все L-образные уголки располагаются горизонтально, параллельно друг другу, с углами, смотрящими вверх, и располагаются на одинаковой высоте. Два конечных ребра каждого L-образного уголка находятся на одной и той же высоте, ниже смотрящих вверх углов. Если смотреть с торца, каждый элемент выглядит как перевернутая буква V. Таким образом, процент узла дефлектора, содержащий смотрящие вверх плоские поверхности, наклоненные менее чем на 5° от горизонтали, эффективно является нулевым. Зазор между нижними уровнями поверхности каждого элемента и его ближайшего соседа всегда равен 0,21 м. Самый длинный из элементов имеет длину, эффективно равную внутреннему диаметру цилиндрической емкости, простираясь диаметрально через емкость от стенки до стенки. Остальные 14 отдельных элементов дефлекторов, все, являются с необходимостью более короткими по длине. Все элементы дефлекторов поддерживаются на каждом краю, простираясь, все время, до цилиндрической стенки и прикрепляясь к ней. Таким образом, открытая площадь на высоте узла дефлекторов равна примерно 16 м2, что составляет примерно 50% от площади поперечного сечения реакционной емкости на этой высоте. Элементы дефлекторов конструируются, чтобы они противостояли различным силам, которые могут возникать при нормальных и чрезвычайных рабочих условиях. Элементы конструируются из такого же металла, как и компоненты трубопроводов, используемых в устройстве для распределения воздуха, у которых металл выбирается соответствующим образом, чтобы он противостоял коррозии и эрозии. Однако поверхности элементов дефлекторов полируются до отделки поверхностей 125 RMS или тоньше. Несмотря на осаждение примерно 76000 кг/ч CTA в реакционной емкости, узел дефлекторов не принимает избыточного осадка или куски твердых продуктов сползают с него.
Отношение H:W реакционной среды равно 4,0. Отношение L:D реакционной емкости равно 5,2. Объем, занятый реакционной средой, составляет примерно 828 м3, и реакционная емкость содержит примерно 410000 кг суспензии. Отношение массы суспензии к скорости исходных материалов параксилола равно примерно 8,3 часа. STR равна примерно 59 кг исходных материалов параксилола, вводимых на кубический метр реакционной среды в час. Разность давлений от нижней части реакционной среды до уходящего газа из верхней части колонны, покидающего реакционную емкость, равна примерно 0,13 МПа. Расположенная вертикально площадь поверхности в контакте с реакционной средой составляет примерно 546 м2, что составляет примерно 3,24·Wmin·H. Отношение объема реакционной среды к расположенной вертикально площади поверхности в контакте с реакционной средой составляет примерно 1,52 м. При условиях этого примера, установлено, что разложение уксусной кислоты в реакционной среде желательным образом возвращается к более низкому уровню примера 1, приблизительно 0,03 кг/кг полученной CTA.
Эффект горизонтального узла дефлекторов заключается в возмущении вертикальной скорости газовой фазы и суспензии в реакционной емкости. Это замедляет продвижение параксилола по направлению к верхней поверхности реакционной среды, приводя к полезному уменьшению потерь выхода параксилола в уходящем газе из верхней части колонны. В дополнение к этому ступенчатое изменение концентрации молекулярного кислорода и окисляемого соединения улучшается, обеспечивая уменьшение образования нежелательных окрашенных побочных продуктов в настоящем примере, по сравнению с примером 3.
Пример 6
В настоящем примере реакционная емкость конструируется для очень высоких значений поверхностных скоростей газа и содержания газа в соответствии с настоящим изобретением. Использование меньших значений D делает возможным более высокое отношение L:D без обращения к избыточно высокой реакционной емкости и без осуществления избыточного разложения растворителя, уксусной кислоты.
Скорость исходных материалов параксилола опять равна 49000 кг/ч - в 7 раз больше, чем в примере 1. Другие потоки исходных материалов увеличиваются при том же отношении 7:1, к примеру 1. Композиции исходных материалов являются такими же, как в примере 1, обеспечивая такие же концентрации воды, кобальта, брома и марганца в жидкой фазе реакционной среды, как в примере 1. Рабочее давление реакционной емкости газа в верхней части опять равно 0,52 МПа в датчике, и рабочая температура опять равна примерно 160°C, измеренная вблизи срединной высоты реакционной среды. Реакционная среда, содержащая CTA, удаляется сбоку реакционной емкости на высоте 28 м с постоянной скоростью, с использованием наружной деаэрационной емкости.
Реакционная емкость барботажной колонны содержит вертикальную цилиндрическую секцию с внутренним диаметром, равным 5,00 м. Высота от нижней части TL до верхней части TL цилиндрической секции составляет 70 м. Верхняя и нижняя части цилиндрической секции соединяются с эллиптическими днищем и крышкой, 2:1. Высота от нижней части реакционной среды до верхней части цилиндрической секции составляет примерно 71,3 м, и общая высота реакционной емкости составляет примерно 72,5 м. Рабочий уровень составляет примерно 61,3 м над нижней частью реакционной среды. Исходные материалы опять распределяются в реакционной емкости примерно на высоте 2 м над нижней частью реакционной среды с использованием горизонтального распределительного узла, сконструированного для однородного, по существу, высвобождения исходных материалов на площади поперечного сечения, лежащей внутри радиуса 0,45·(внутреннего диаметра). Исходные материалы воздуха опять проходят через входной распределитель для окислителя, подобный тому, который показан на фиг. 12-15, и все отверстия для накопления окислителя находятся ниже нижней TL цилиндрической секции. Флегма растворителя распределяется в виде капель над всей, по существу, площадью поперечного сечения зоны отделения.
Отношение H:W реакционной среды составляет 12,3. Отношение L:D реакционной емкости составляет 14,3. Объем, занятый реакционной средой, составляет примерно 1,190 м3, и реакционная емкость содержит примерно 420000 кг суспензии. Отношение массы суспензии к скорости исходных материалов параксилола составляет примерно 8,7 часов. STR составляет примерно 41 кг параксилола, вводимого на кубический метр реакционной среды в час. Разность давлений от нижней части реакционной среды до уходящего газа из верхней части колонны, покидающего реакционную емкость, составляет примерно 0,21 мПа. Расположенная вертикально площадь поверхности в контакте с реакционной средой составляет примерно 975 м2, что составляет примерно 3,18·Wmin·H. Отношение объема реакционной среды к расположенной вертикально площади поверхности в контакте с реакционной средой составляет примерно 1,22 м. Относительно малое значение D создает поверхностную скорость газовой фазы на срединной высоте реакционной среды, которая превышает примерно в 1,7 раза поверхностную скорость, используемую в примерах 1-5. Содержание газа на срединной высоте реакционной среды составляет более 0,6. При условиях примера 6 установлено, что разложение уксусной кислоты в реакционной среде желательным образом уменьшается ниже 0,03 кг/кг получаемой CTA. Это происходит благодаря уменьшению количества суспензии, более конкретно уксусной кислоты, в реакционной емкости, по сравнению с примером 3.
В этом примере отношение H:W является благоприятным для уменьшения перемешивания от одного края до другого и для выгодного ступенчатого изменения концентраций молекулярного кислорода и окисляемого соединения. Однако аксиальные скорости выше, чем в примере 1, что ускоряет перемешивание от одного края до другого, для данного H:W. К счастью, более низкая STR уменьшает объемную потребность в переносе молекулярного кислорода из газа в жидкость; и увеличение содержания газа служит для увеличения способности к переносу молекулярного кислорода из газа в жидкость. В результате уровень получения нежелательных окрашенных побочных продуктов, как установлено, является сравнимым с примером 1.
Пример 7
В этом примере реакционная емкость конструируется для еще более высоких значений поверхностной скорости газа и содержания газа в соответствии с настоящим изобретением. Увеличенная, расположенная сверху зона отделения используется для ограничения захвата суспензии в уходящем газе из верхней части колонны.
Скорость исходных материалов параксилола опять равна 49000 кг/ч - в 7 раз больше, чем в примере 1. Другие потоки исходных материалов увеличиваются при том же отношении 7:1, к примеру 1. Композиции исходных материалов являются такими же, как в примере 1, обеспечивая такие же концентрации воды, кобальта, брома и марганца в жидкой фазе реакционной среды, как в примере 1. Рабочее давление реакционной емкости газа в верхней части опять равно 0,52 МПа в датчике, и рабочая температура опять равна примерно 160°C, измеренная вблизи срединной высоты реакционной среды. Реакционная среда, содержащая CTA, удаляется сбоку реакционной емкости на высоте 28 м с постоянной скоростью, с использованием наружной деаэрационной емкости.
Реакционная емкость барботажной колонны содержит вертикальную цилиндрическую секцию с внутренним диаметром, равным 4,60 м. Высота от нижней части TL до верхнего края цилиндрической секции составляет 60 м. На верхнем краю этой цилиндрической секции коническая секция расходится до внутреннего диаметра 7 м, в то же время, поднимаясь в высоту на 2 м. Наклон конической стенки равен, таким образом, примерно 31° от вертикали. Выше конической секции находится цилиндрическая секция для отделения газа с внутренним диаметром 7 м. Высота верхней цилиндрической секции равна 7 м. Емкость соединяется с эллиптическими днищем и крышкой, 2:1, в верхней и нижней части. Таким образом, объединенная высота реакционной емкости равна примерно 71,9 м. Рабочий уровень равен примерно 61,2 м над нижней частью реакционной среды, располагаясь вблизи сопряжения главного цилиндрического корпуса и расходящейся конической секции. Исходные материалы опять распределяются в реакционной емкости примерно на высоте 2 м над нижней частью реакционной среды с использованием горизонтального распределительного узла, сконструированного для однородного, по существу, высвобождения исходных материалов на площади поперечного сечения, лежащей внутри радиуса 0,45·(внутреннего диаметра). Исходные материалы воздуха опять проходят через входной распределитель для окислителя, подобный тому, который показан на фиг. 12-15, и все отверстия для накопления окислителя находятся ниже нижней TL нижней цилиндрической секции. Флегма растворителя распределяется в виде капель, по существу, по всей площади поперечного сечения расширенной секции отделения.
Отношение H:W реакционной среды и отношение L:D реакционной емкости равны 13,3. Отношение X:D реакционной емкости равно 1,5. Отношение L:Y реакционной емкости равно 5,7. Объем, занятый реакционной средой, составляет примерно 1000 м3, и реакционная емкость содержит примерно 320000 кг суспензии. Отношение массы суспензии к скорости исходных материалов параксилола равно примерно 6,5 часа. STR равна примерно 49 кг исходных материалов параксилола, вводимых на кубический метр реакционной среды в час. Разность давлений от нижней части реакционной среды до уходящего газа из верхней части колонны, покидающего реакционную емкость, равна примерно 0,19 МПа. Расположенная вертикально площадь поверхности в контакте с реакционной средой составляет примерно 896 м2, что составляет примерно 3,19·Wmin·H. Отношение объема реакционной среды к расположенной вертикально площади поверхности в контакте с реакционной средой составляет примерно 1,12 м. Относительно малое значение D создает поверхностную скорость газовой фазы на срединной высоте реакционной среды, которая примерно в 2 раза превышает поверхностную скорость, используемую в примерах 1-5. Однако поверхностная скорость газовой фазы в расширенной секции отделения уменьшается примерно до 0,85 от поверхностной скорости, используемой в примерах 1-5. Содержание газа на срединной высоте реакционной среды составляет примерно 0,7. При условиях этого примера установлено, что разложение уксусной кислоты в реакционной среде желательным образом уменьшается ниже 0,03 кг/кг полученной CTA. Это происходит благодаря уменьшению количества суспензии, более конкретно уксусной кислоты, в реакционной емкости, по сравнению с примером 3. Установлено, что уровень нежелательных окрашенных побочных продуктов ниже, чем в примере 6, благодаря улучшению ступенчатого изменения концентрации и более высокому содержанию газа.
Пример 8
В этом примере реакционная емкость является такой же, как в примере 7, но рабочий уровень поднимается примерно до 63,2 м над нижней частью реакционной среды, располагаясь вблизи сопряжения расходящейся конической секции и расширенной цилиндрической секции для отделения газа. Это обеспечивает различные преимущества по сравнению с контролем уровня в главной цилиндрической секции корпуса, включая уменьшение тенденции, для верхней части реакционной среды, как к пенообразованию, так и к слишком плохому циркулированию.
Скорость исходных материалов параксилола опять равна 49000 кг/ч - в 7 раз больше, чем в примере 1. Другие потоки исходных материалов увеличиваются при том же отношении 7:1, к примеру 1. Композиции исходных материалов являются такими же, как в примере 1, обеспечивая такие же концентрации воды, кобальта, брома и марганца в жидкой фазе реакционной среды, как в примере 1. Рабочее давление реакционной емкости газа в верхней части опять равно 0,52 МПа в датчике, и рабочая температура опять равна примерно 160°C, измеренная вблизи срединной высоты реакционной среды. Реакционная среда, содержащая CTA, удаляется сбоку реакционной емкости на высоте 28 м с постоянной скоростью, с использованием наружной деаэрационной емкости.
Отношение H:W реакционной среды равно примерно 13,7, и отношение L:D реакционной емкости равно 13,3. Объем, занятый реакционной средой, составляет примерно 1060 м3, и реакционная емкость содержит примерно 330000 кг суспензии. Отношение массы суспензии к скорости исходных материалов параксилола равно примерно 6,8 часа. STR равна примерно 46 кг исходных материалов параксилола, вводимых на кубический метр реакционной среды в час. Разность давлений от нижней части реакционной среды до уходящего газа из верхней части колонны, покидающего реакционную емкость, составляет примерно 0,20 МПа. Расположенная вертикально площадь поверхности в контакте с реакционной средой составляет примерно 953 м2, что составляет примерно 3,39·Wmin·H. Отношение объема реакционной среды к расположенной вертикально площади поверхности в контакте с реакционной средой составляет примерно 1,11 м. Поверхностная скорость газовой фазы на срединной высоте реакционной среды примерно в 2 раза превышает поверхностную скорость, используемую в примерах 1-5. Содержание газа на срединной высоте реакционной среды равно примерно 0,7. При условиях этого примера установлено, что разложение уксусной кислоты в реакционной среде желательным образом уменьшается ниже 0,03 кг/кг полученной CTA. Это происходит благодаря уменьшению количества суспензии, более конкретно уксусной кислоты, в реакционной емкости, по сравнению с примером 3. Установлено, что уровень нежелательных окрашенных побочных продуктов ниже, чем в примере 6, благодаря улучшению ступенчатого изменения концентрации и содержания газа.
Пример 9
В этом примере элементы, удерживающие давление, реакционной емкости являются такими же, как в примере 7, но внутренние элементы, используемые для введения окислителя и параксилола, значительно модифицируются, с обеспечением множества разделенных некоторым расстоянием по вертикали входов для каждого из них.
Скорость исходных материалов параксилола опять равна 49000 кг/ч - в 7 раз больше, чем в примере 1. Другие потоки исходных материалов увеличиваются при том же отношении 7:1, к примеру 1. Составы исходных материалов являются такими же, как в примере 1, обеспечивая такие же концентрации воды, кобальта, брома и марганца в жидкой фазе реакционной среды, как в примере 1. Рабочее давление реакционной емкости газа в верхней части опять равно 0,52 МПа в датчике, и рабочая температура опять равна примерно 160°C, измеренная вблизи срединной высоты реакционной среды. Реакционная среда, содержащая CTA, удаляется сбоку реакционной емкости на высоте 28 м с постоянной скоростью, с использованием наружной деаэрационной емкости.
Реакционная емкость барботажной колоны содержит такой же распределитель окислителя внизу реакционной емкости, как в примере 8. Однако только 70% от всего газофазного потока окислителя вводится через этот нижний распределитель. Другие 30% газофазного окислителя вводятся через приподнятый входной распределитель для окислителя. Это отношение потоков накладывается петлями контроля потока, с использованием контрольных клапанов и датчиков потока, удобно расположенных на подающих проходах для сжатого воздуха снаружи реакционной емкости. Приподнятый распределитель окислителя содержит горизонтальный, скошенный, квадратной формы проход для потока, вместо восьмиугольного прохода, как используется в днище. Удобно, чтобы проход квадратной формы содержал номинально 14-дюймовые трубные материалы Schedule 10S. Расстояние от центроида на одной стороне до центроида на противоположной стороне равно 1 м. Приподнятый распределитель окислителя содержит примерно шестьдесят выходных отверстий для газофазного окислителя, все, по 0,03 м в диаметре, и вблизи нижней части прохода, примерно на высоте 14 м над нижней частью реакционной среды. Этот приподнятый распределитель окислителя служит, по меньшей мере, для двух полезных функций. Во-первых, поток окислителя, инжектируемый вниз в реакционную среду, разрушает профиль аксиальной скорости, поднимаясь вдоль вертикальной оси симметрии цилиндрической секции. Он исполняет полезную функцию гидравлического дефлектора для замедления распределения параксилола в верхних областях реакционной среды, связанного с потерями выхода в верхней части колонны, и для уменьшения расхода в растворенном кислороде в верхних областях. Несколькими метрами выше приподнятого входа для окислителя, структура потока естественной конвекции реорганизуется самопроизвольно, поднимаясь вверх вдоль центральной оси симметрии, но, тем не менее, функция гидравлического дефлектора осуществляется эффективно. Во-вторых, большая часть тепла реакции удаляется из реакционной среды посредством испарения растворителя, и большая часть этого испарения осуществляется в положениях вблизи ввода исходных материалов окислителя. Разделяя по вертикали положения введения частей газофазного потока окислителя, регулируют вертикальный профиль температуры в реакционной среде.
Реакционная емкость барботажной колонны содержит два входных распределителя для параксилола, подобных тому, что в примере 8. Нижний входной распределитель для параксилола располагается для обеспечения, по существу, однородного высвобождения 50% жидкофазных исходных материалов на площади поперечного сечения, лежащего внутри радиуса 0,45·(внутреннего диаметра) на более низкой высоте 2 м над нижней частью реакционной среды. Верхний входной распределитель для параксилола располагается для обеспечения, по существу, однородного высвобождения 50% жидкофазных исходных материалов на площади поперечного сечения, лежащей внутри радиуса 0,45·(внутреннего диаметра) на более высокой высоте 10 м над нижней частью реакционной среды. Это отношение потоков накладывается петлями контроля потоков с использованием контрольных клапанов и датчиков потока, удобно расположенных на подающих проходах для жидкофазных исходных материалов вне реакционной емкости.
В этом примере рабочий уровень поднят примерно до 63,7 м над нижней частью реакционной среды, располагаясь как раз над расходящейся конической секцией и в расширенной цилиндрической секции для отделения газа. Отношение H:W реакционной среды равно примерно 13,8, и отношение L:D реакционной емкости равно 13,3. Объем, занятый реакционной средой, составляет примерно 1070 м3, и реакционная емкость содержит примерно 340000 кг суспензии. Отношение массы суспензии к скорости исходных материалов параксилола равно примерно 6,9 часа. STR равна примерно 46 кг исходных материалов параксилола, вводимых на кубический метр реакционной среды в час. Разность давлений от нижней части реакционной среды до уходящего газа из верхней части колонны, покидающего реакционную емкость, равна примерно 0,20 МПа. Расположенная вертикально площадь поверхности в контакте с реакционной средой составляет примерно 975 м2, что составляет примерно 3,47·Wmin·H. Отношение объема реакционной среды к расположенной вертикально площади поверхности в контакте с реакционной средой составляет примерно 1,10 м. Поверхностная скорость газовой фазы на срединной высоте реакционной среды превышает примерно в 2 раза поверхностную скорость, используемую в примерах 1-5.
Пример 10
В этом примере реакционная емкость конструируется с тремя различными цилиндрическими диаметрами на различных высотах, при этом диаметр на средней высоте является наименьшим. Эта конфигурация выигрывает благодаря нижней цилиндрической секции, куда сначала попадают жидкий поток исходных материалов и газофазный окислитель, с относительно большей массой жидкой фазы для начального разбавления и взаимодействия параксилола, где кислород все еще является более избыточным; благодаря средней цилиндрической секции, где молекулярный кислород все больше истощается, с относительно более высоким содержанием газа и скоростью массопереноса из газа в жидкость; и благодаря верхней цилиндрической секции, которая представляет собой зону отделения газа, с относительно пониженной скоростью газовой фазы, для ограничения захвата суспензии в уходящем газе из верхней части колонны.
Скорость исходных материалов параксилола опять равна 49000 кг/ч - в 7 раз больше, чем в примере 1. Другие потоки исходных материалов увеличиваются при том же отношении 7:1, к примеру 1. Составы исходных материалов являются такими же, как в примере 1, обеспечивая такие же концентрации воды, кобальта, брома и марганца в жидкой фазе реакционной среды, как в примере 1. Рабочее давление реакционной емкости газа в верхней части опять равно 0,52 МПа в датчике, и рабочая температура опять равно примерно 160°C, измеренная вблизи срединной высоты реакционной среды. Реакционная среда, содержащая CTA, удаляется сбоку реакционной емкости на высоте 28 м с постоянной скоростью, с использованием наружной деаэрационной емкости.
Барботажная колонна содержит три вертикальные цилиндрические секции с различными диаметрами. Самая нижняя цилиндрическая секция имеет внутренний диаметр 6,46 м, дающий поверхностную скорость газовой фазы в этой секции, приблизительно равную поверхностной скорости примера 1. Высота этой нижней цилиндрической секции от нижней TL до верхнего края составляет 8 м. На верхнем краю этой нижней цилиндрической секции коническая секция расходится до внутреннего диаметра 4,5 м, при этом поднимаясь на высоту 1 м. Наклон этой конической стенки, таким образом, составляет примерно 44° от вертикали. Расположенная над нижней конической секцией средняя цилиндрическая секция имеет внутренний диаметр 4,5 м, давая поверхностную скорость газовой фазы в этой секции, примерно в два раза превышающую поверхностную скорость в самой нижней цилиндрической секции. Высота средней цилиндрической секции равна 45 м. На верхнем краю средней цилиндрической секции коническая секция расходится до внутреннего диаметра 7 м, в то же время поднимаясь в высоту на 2 м. Наклон конической стенки, таким образом, составляет примерно 32° от вертикали. Над верхней конической расходящейся секцией находится цилиндрическая секция для отделения газа с внутренним диаметром 7 м. Высота верхней цилиндрической секции равна 7 м. Емкость соединяется с эллиптическими днищем и крышкой, 2:1, верхней и нижней части. Таким образом, объединенная высота реакционной емкости равна примерно 66,4 м. Рабочий уровень находится на высоте примерно 57,6 м над нижней частью реакционной среды, располагаясь вблизи сопряжения расходящейся конической секции и верхней цилиндрической секции. Исходные материалы опять распределяются в реакционной емкости примерно на высоте 2 м над нижней частью реакционной среды с использованием горизонтального распределительного узла, сконструированного для однородного, по существу, высвобождения исходных материалов на площади поперечного сечения, лежащей внутри радиуса 0,45·(внутреннего диаметра). Исходные материалы воздуха опять проходят через входной распределитель для окислителя, подобный тому, который показан на фиг. 12-15, и все отверстия для накопления окислителя находятся ниже нижней TL самой нижней цилиндрической секции. Флегма растворителя распределяется в виде капель, по существу, по всей площади поперечного сечения верхней цилиндрической секции.
Объем, занятый реакционной средой, равен примерно 1080 м3, и реакционная емкость содержит примерно 400000 кг суспензии. Отношение массы суспензии к скорости исходных материалов параксилола равно примерно 8,1 часа. STR равна примерно 45 кг исходных материалов параксилола, вводимых на кубический метр реакционной среды в час. Разность давлений от нижней части реакционной среды до уходящего газа из верхней части колонны, покидающего реакционную емкость, равна примерно 0,20 МПа. Расположенная вертикально площадь поверхности в контакте с реакционной средой составляет примерно 944 м2, что составляет примерно 3,64·Wmin·H и примерно 2,34·Wmax·H. Отношение объема реакционной среды к расположенной вертикально площади поверхности в контакте с реакционной средой равно примерно 1,14 м. Отношение Ll:D1 равно примерно 1,5:1. Отношение Lu:Du равно примерно 10:1. Отношение Ll:Lu равно примерно 0,21:1. Отношение X:D1 равно примерно 1,1:1. Отношение Lu:Y равно примерно 4,2:1. Отношение Lt:D1 равно примерно 0,15:1.
Больший диаметр в основании реактора обеспечивает большую массу суспензии вблизи зоны введения для исходных материалов параксилола, где протекает жидкость и перемешивание является абсолютно важным для обеспечения разбавления исходных материалов, чтобы устранить связанные окрашенные ароматические примеси. Также этот больший диаметр помещает большую долю реакционной среды под большее напорное давление от суспензии сверху, увеличивая парциальное давление кислорода и массоперенос молекулярного кислорода из газа в жидкость. Имеющая меньший диаметр удлиненная средняя цилиндрическая секция обеспечивает ступенчатое изменение концентрации реагентов и высокое содержание газа; это улучшает согласование расхода реакции в растворенном кислороде с подачей посредством массопереноса из поднимающейся газовой фазы, где кислород потребляется все больше и его парциальное давление уменьшается. Настоящее изобретение описывается подробно с конкретными ссылками на его предпочтительные варианты осуществления, но будет понятно, что вариации и модификации могут осуществляться в пределах сущности и рамок настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОПТИМИЗИРОВАННОЕ ЖИДКОФАЗНОЕ ОКИСЛЕНИЕ В БАРБОТАЖНОЙ КОЛОННЕ РЕАКТОРНОГО ТИПА | 2005 |
|
RU2381211C2 |
| ОПТИМИЗИРОВАННОЕ ЖИДКОФАЗНОЕ ОКИСЛЕНИЕ | 2005 |
|
RU2363535C2 |
| ОПТИМИЗИРОВАННОЕ ЖИДКОФАЗНОЕ ОКИСЛЕНИЕ | 2005 |
|
RU2388738C2 |
| ОПТИМИЗИРОВАННОЕ ЖИДКОФАЗНОЕ ОКИСЛЕНИЕ | 2006 |
|
RU2435753C2 |
| ОПТИМИЗИРОВАННОЕ ЖИДКОФАЗНОЕ ОКИСЛЕНИЕ | 2005 |
|
RU2388745C2 |
| ОПТИМИЗИРОВАННОЕ ЖИДКОФАЗНОЕ ОКИСЛЕНИЕ В БАРБОТАЖНОЙ КОЛОННЕ РЕАКТОРНОГО ТИПА | 2005 |
|
RU2363534C2 |
| ОПТИМИЗИРОВАННОЕ ЖИДКОФАЗНОЕ ОКИСЛЕНИЕ | 2005 |
|
RU2382758C2 |
| ОПТИМИЗИРОВАННОЕ ЖИДКОФАЗНОЕ ОКИСЛЕНИЕ | 2005 |
|
RU2382759C2 |
| ОПТИМИЗИРОВАННОЕ ЖИДКОФАЗНОЕ ОКИСЛЕНИЕ | 2005 |
|
RU2388743C2 |
| ОПТИМИЗИРОВАННОЕ ЖИДКОФАЗНОЕ ОКИСЛЕНИЕ | 2005 |
|
RU2381212C2 |
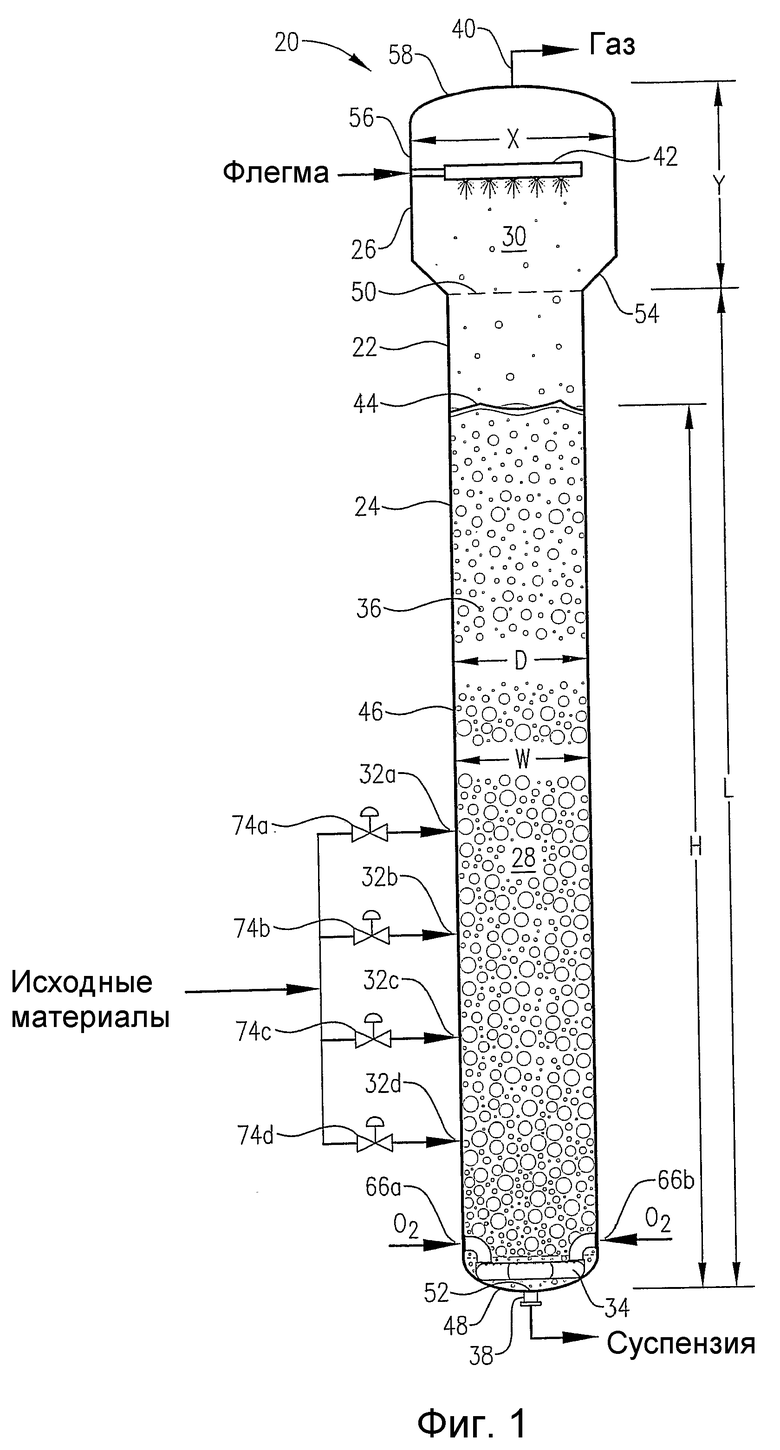
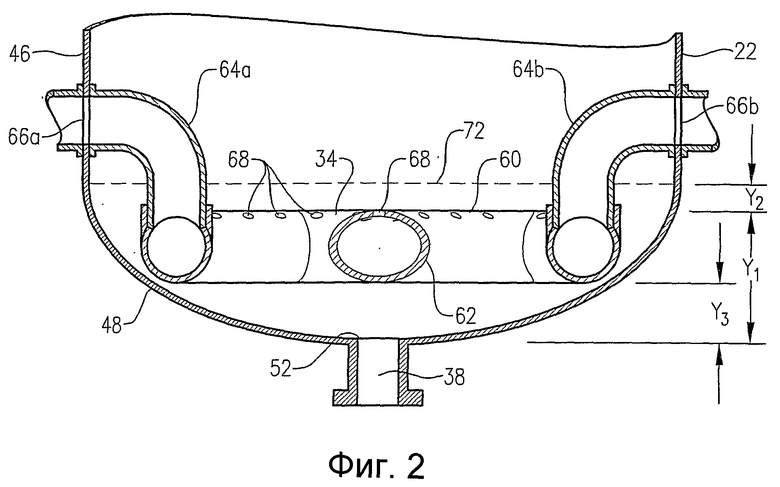
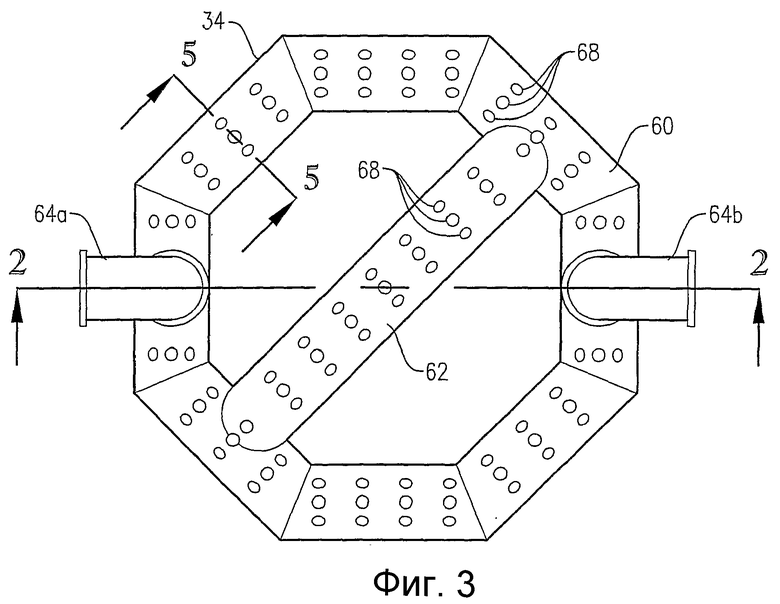
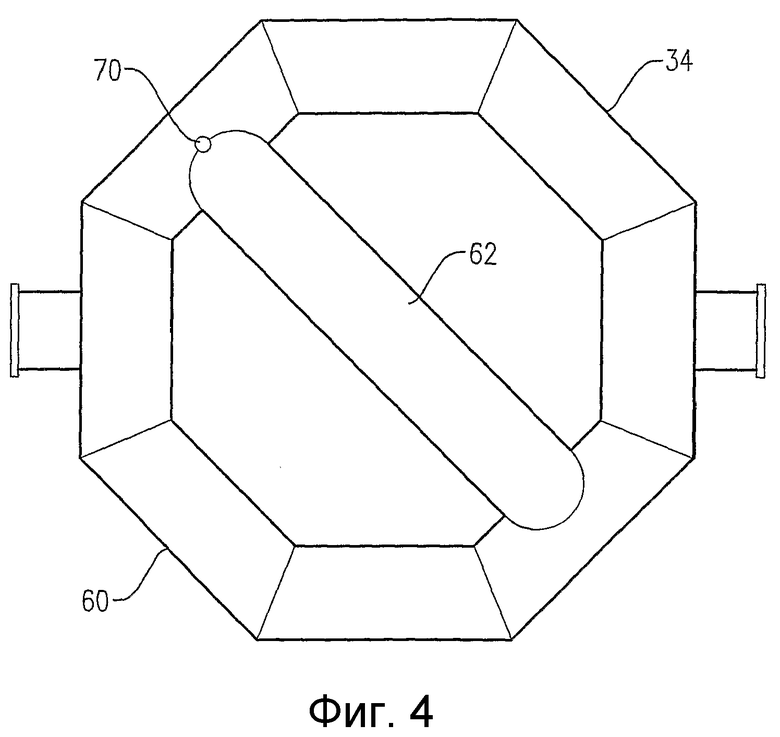
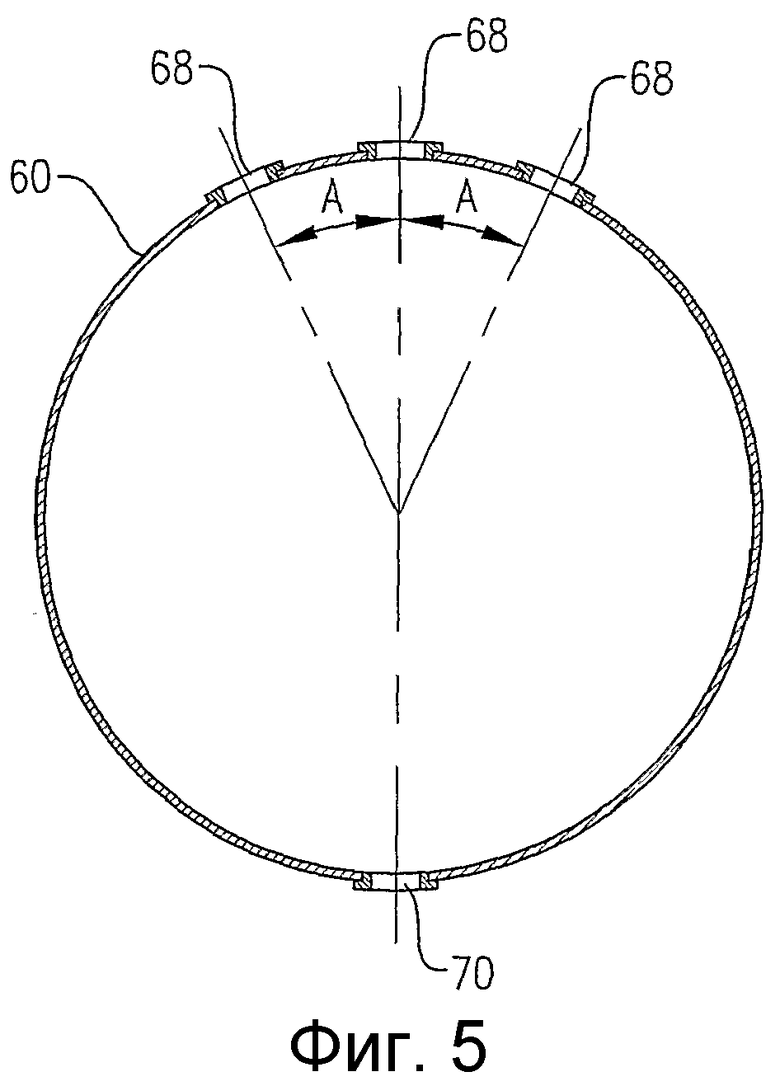
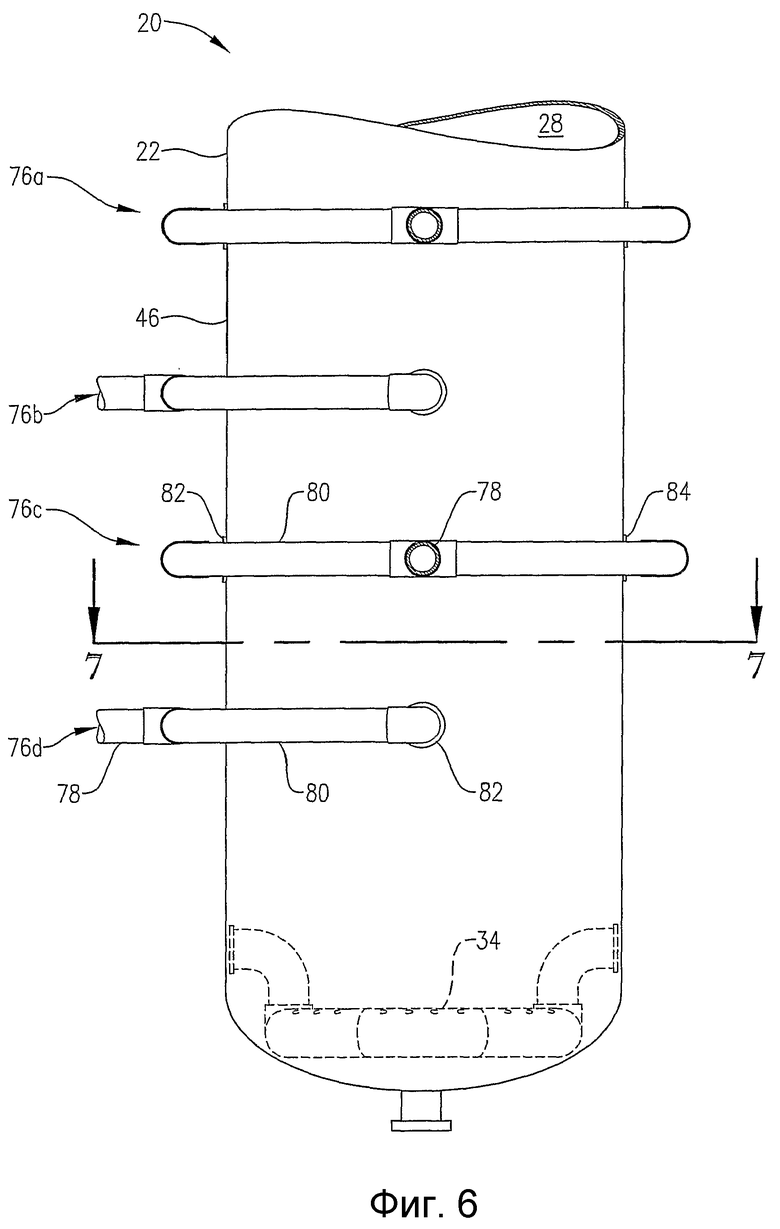
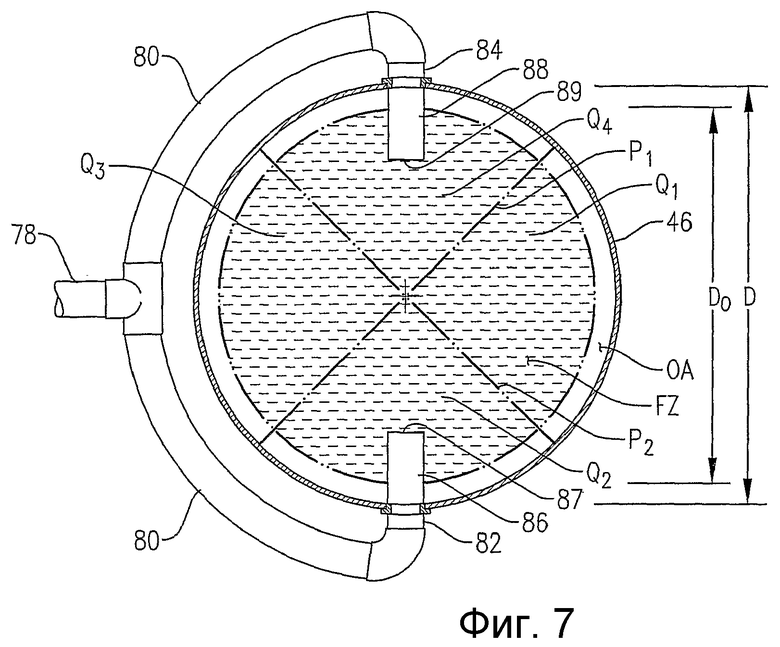
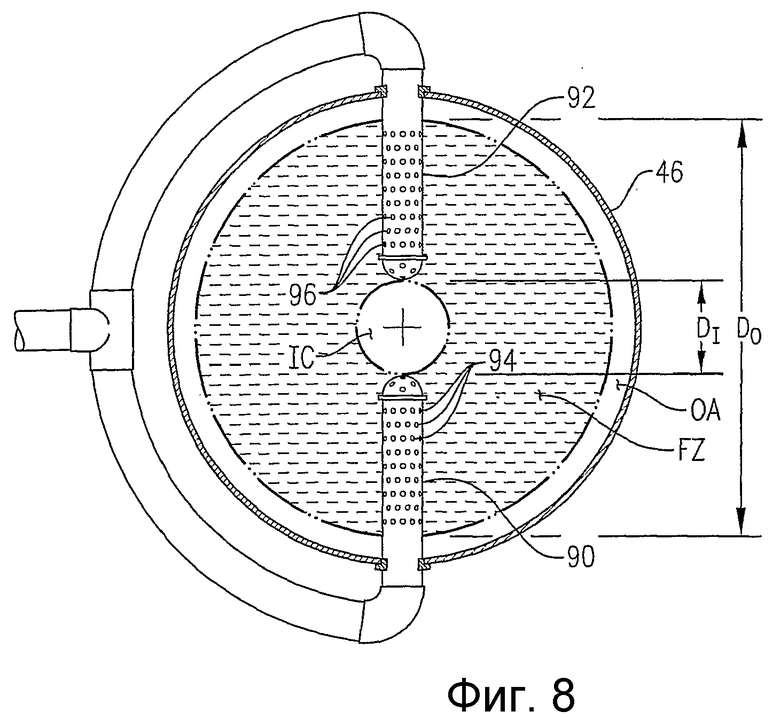
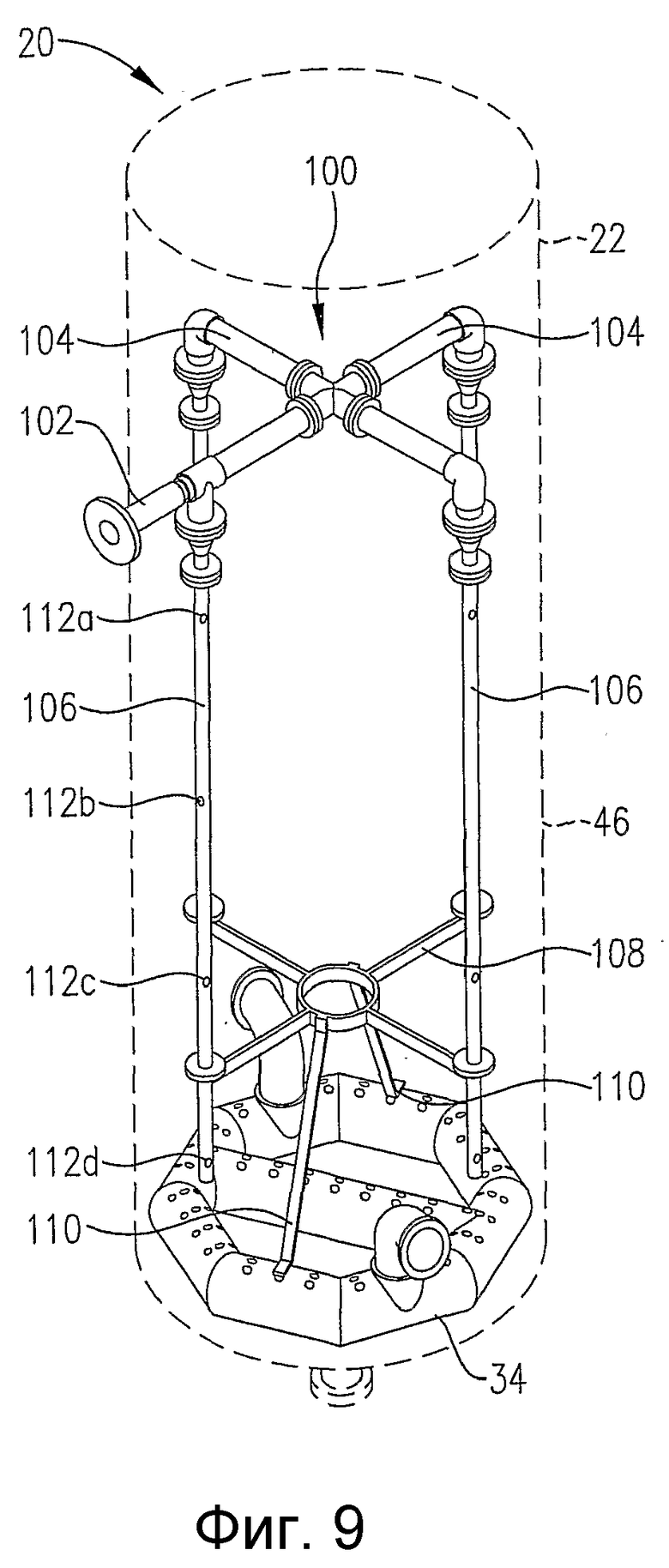
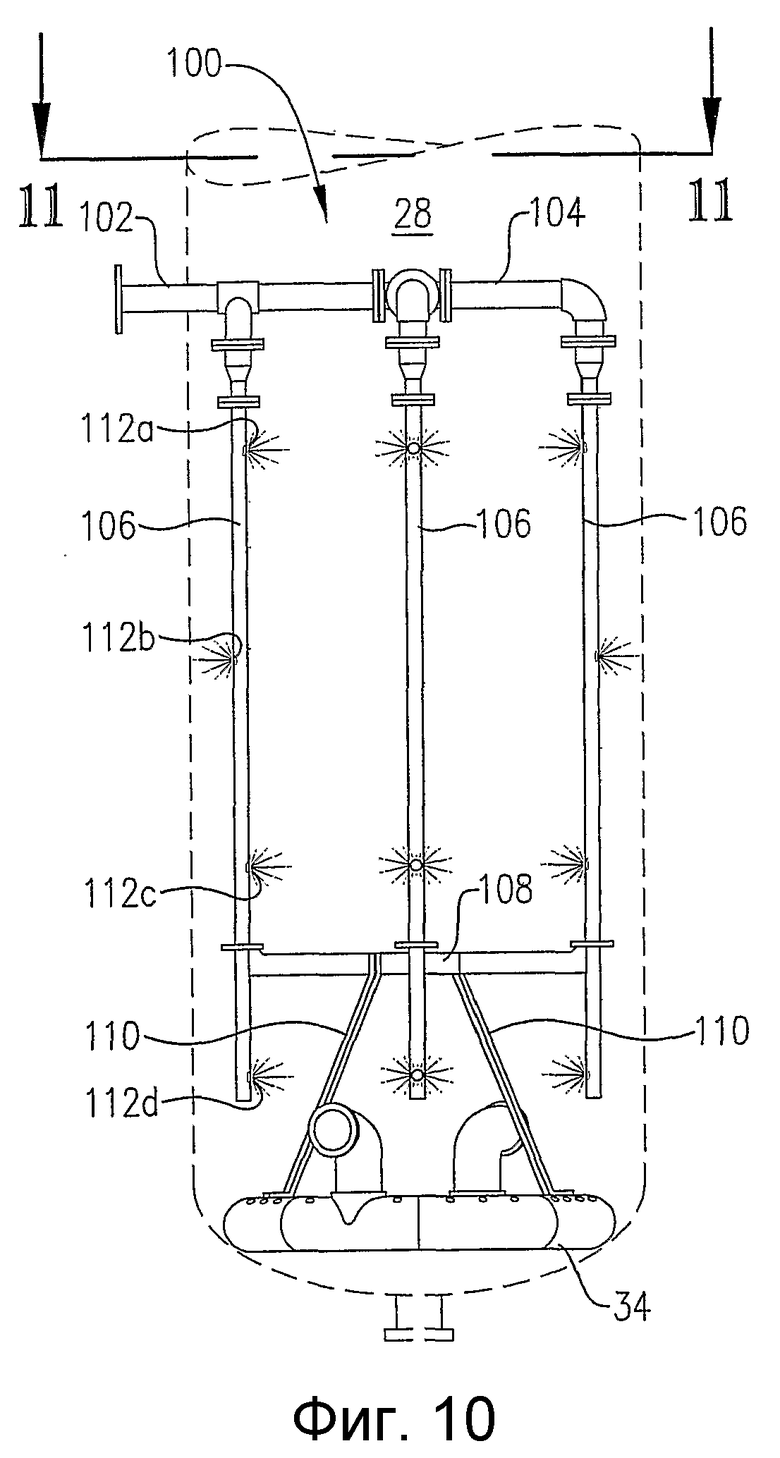
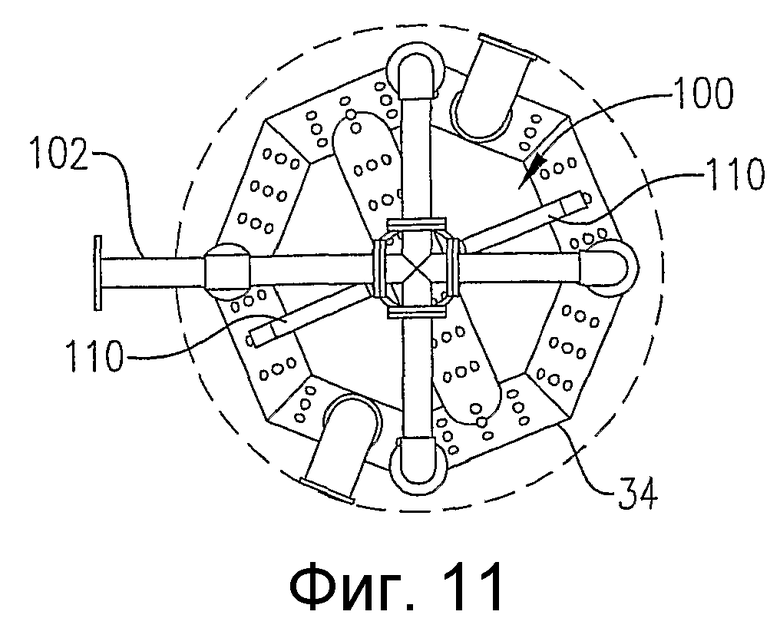
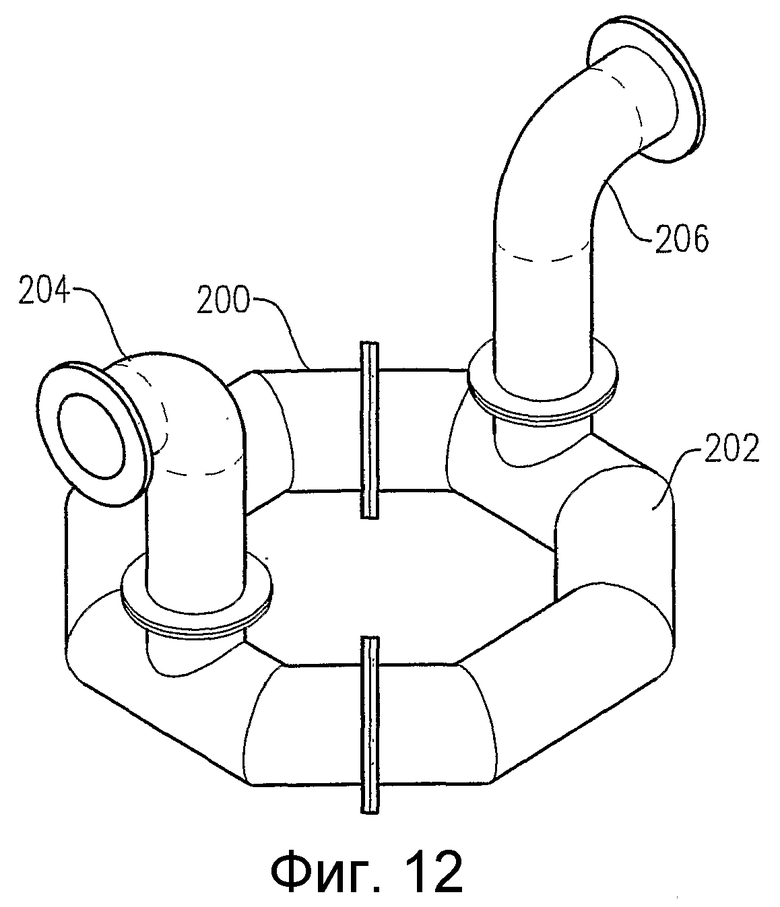
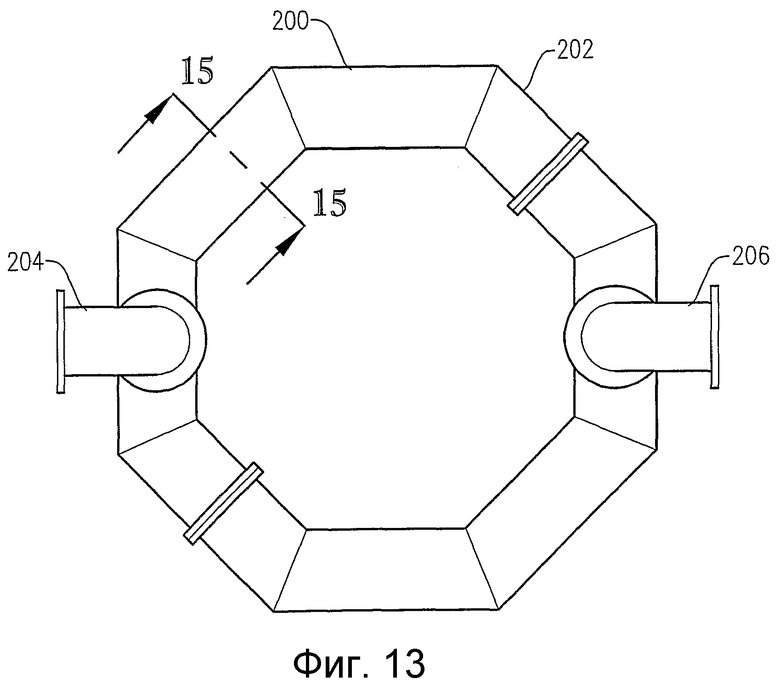
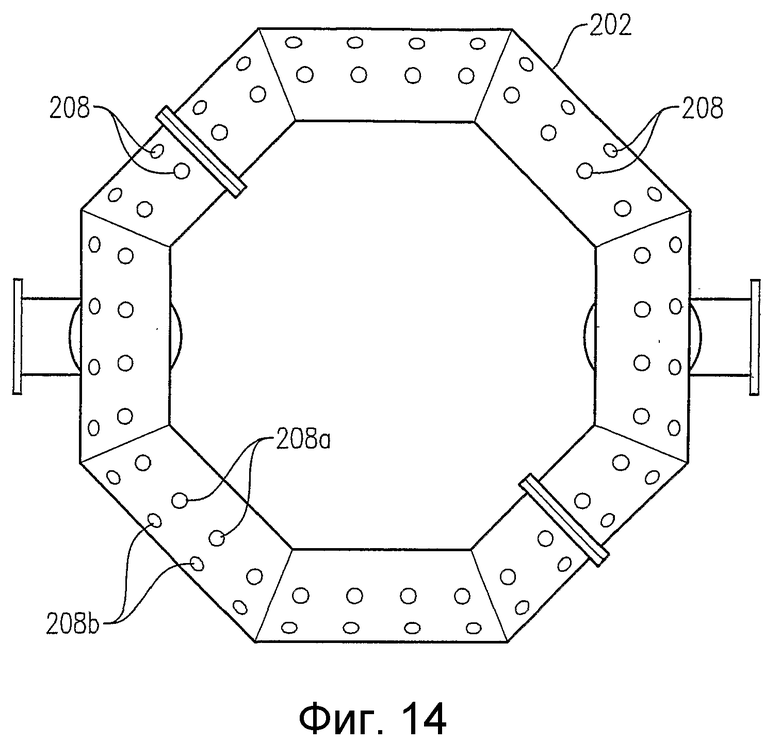
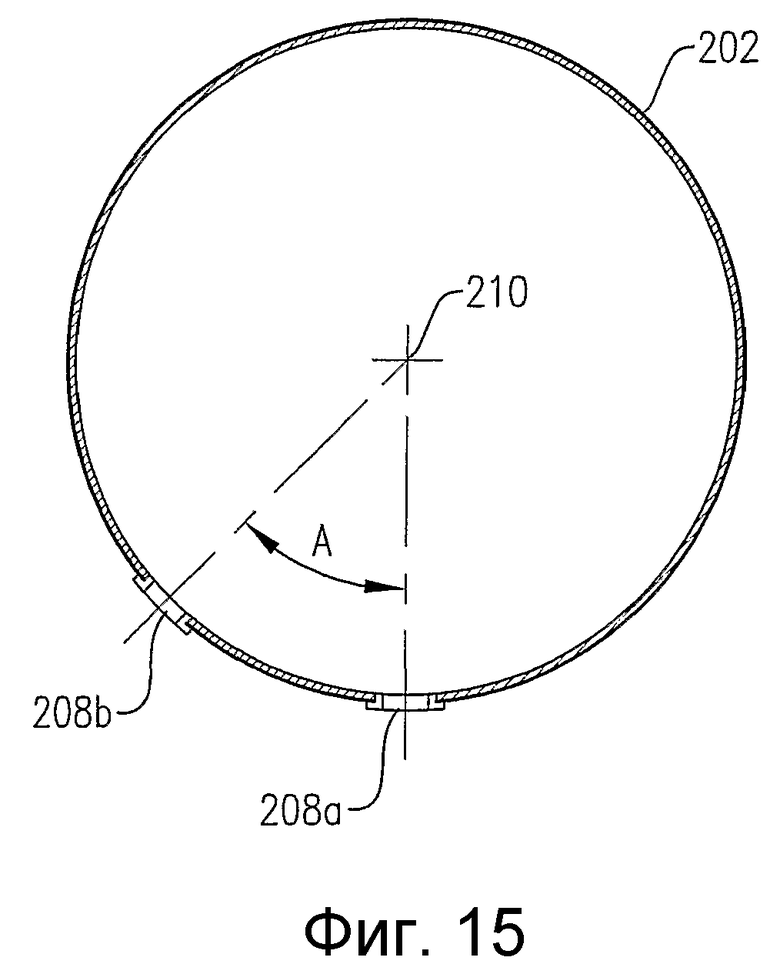
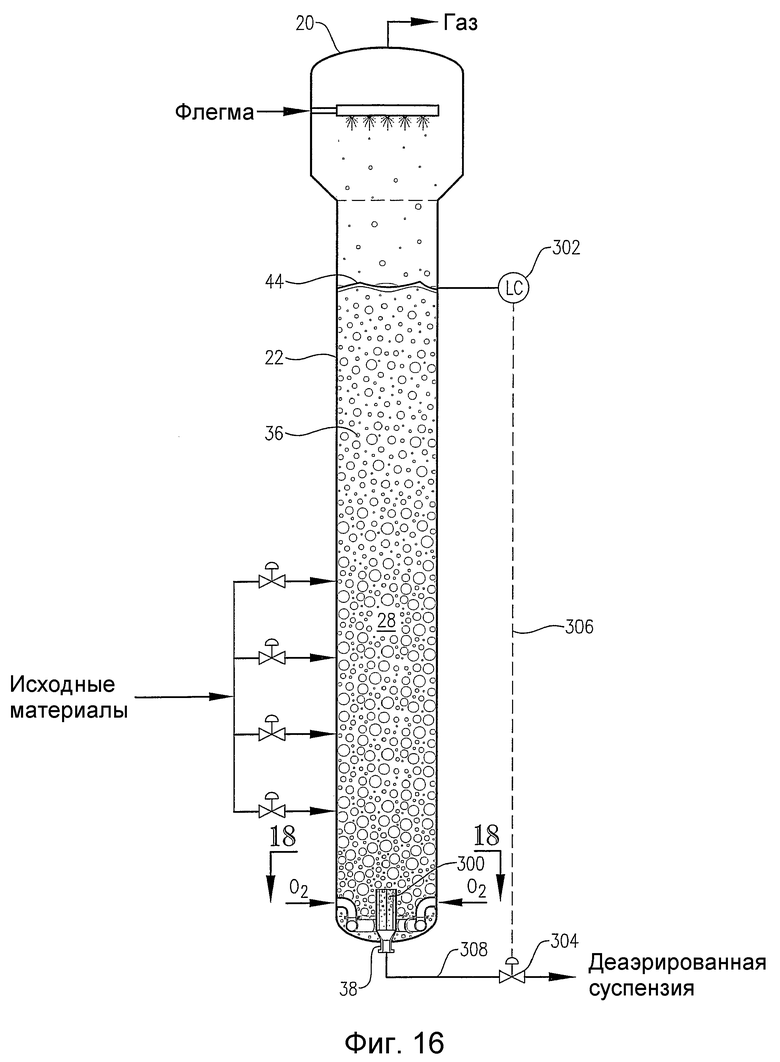
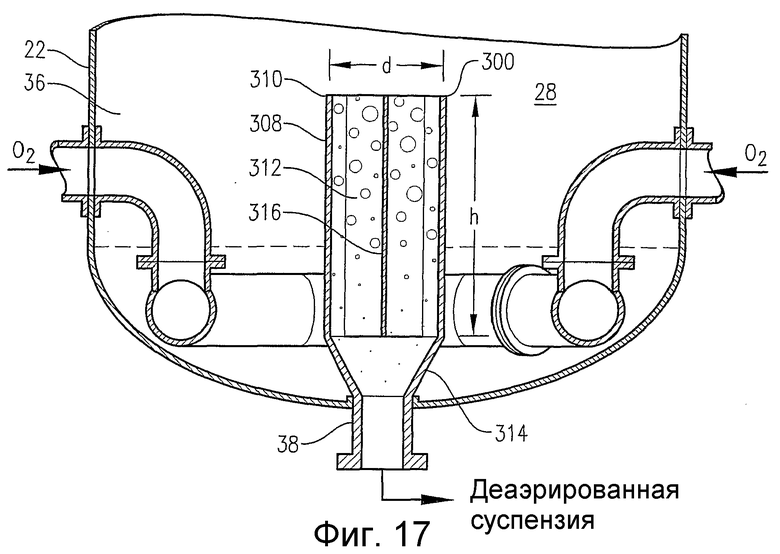
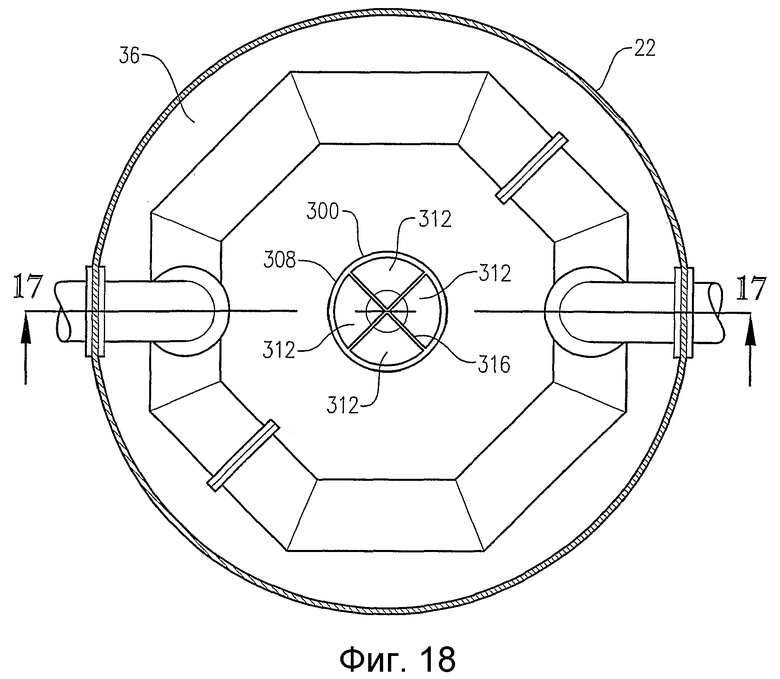
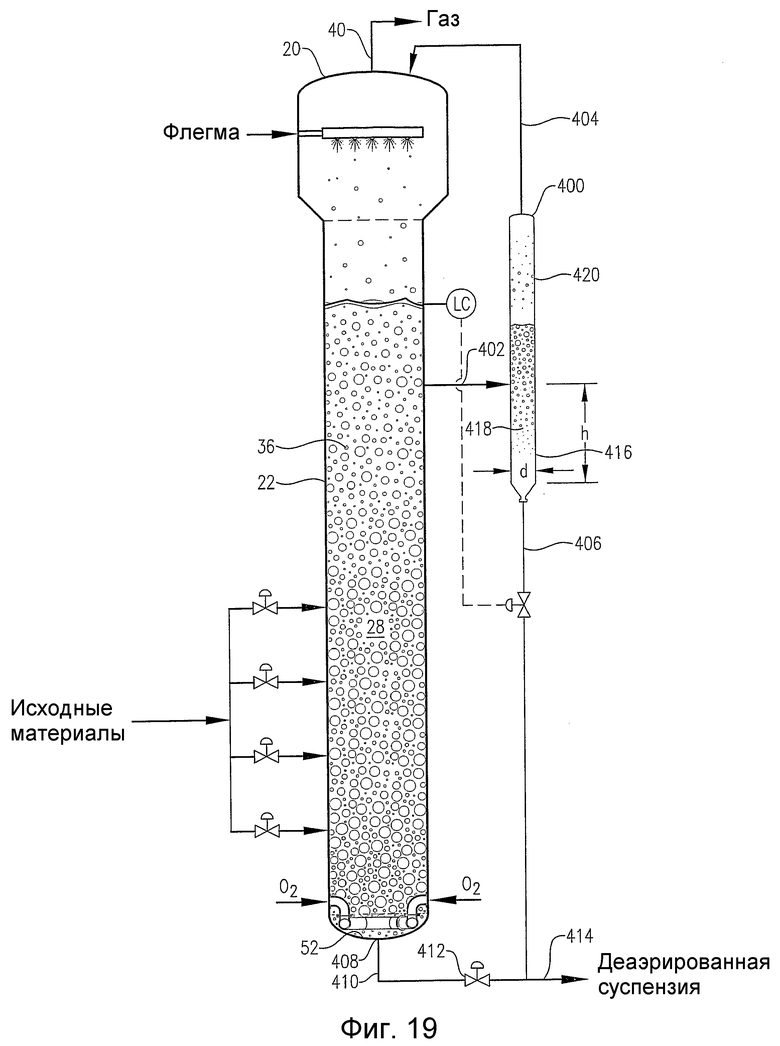
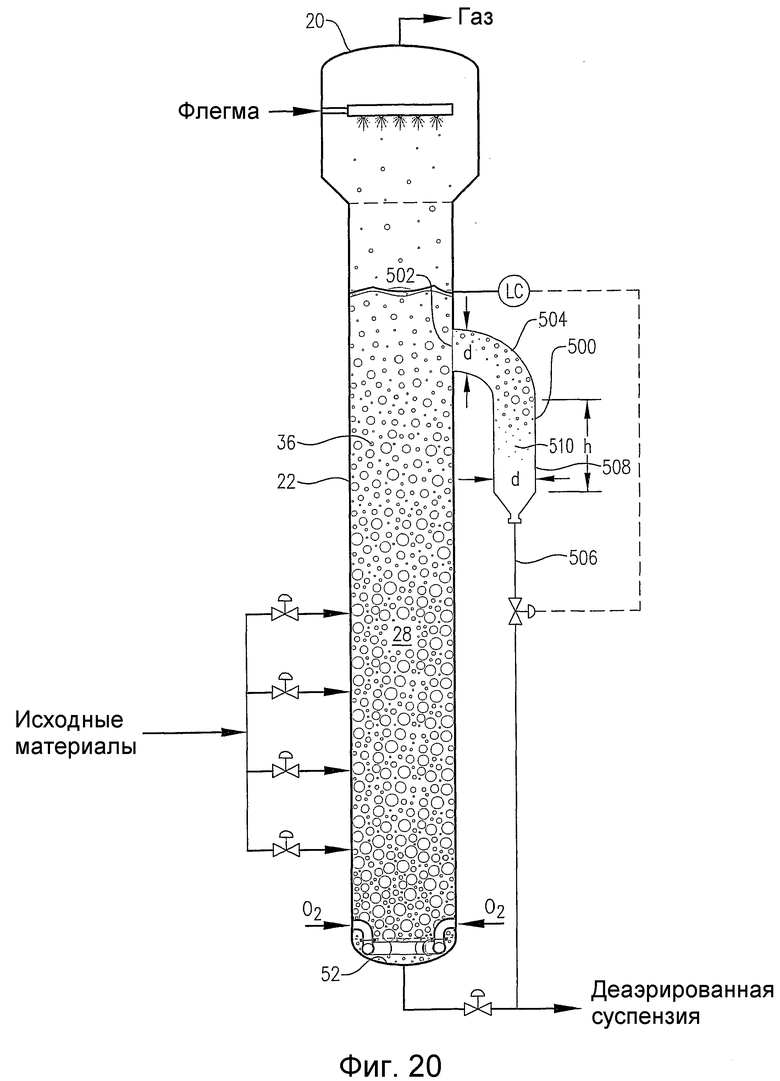
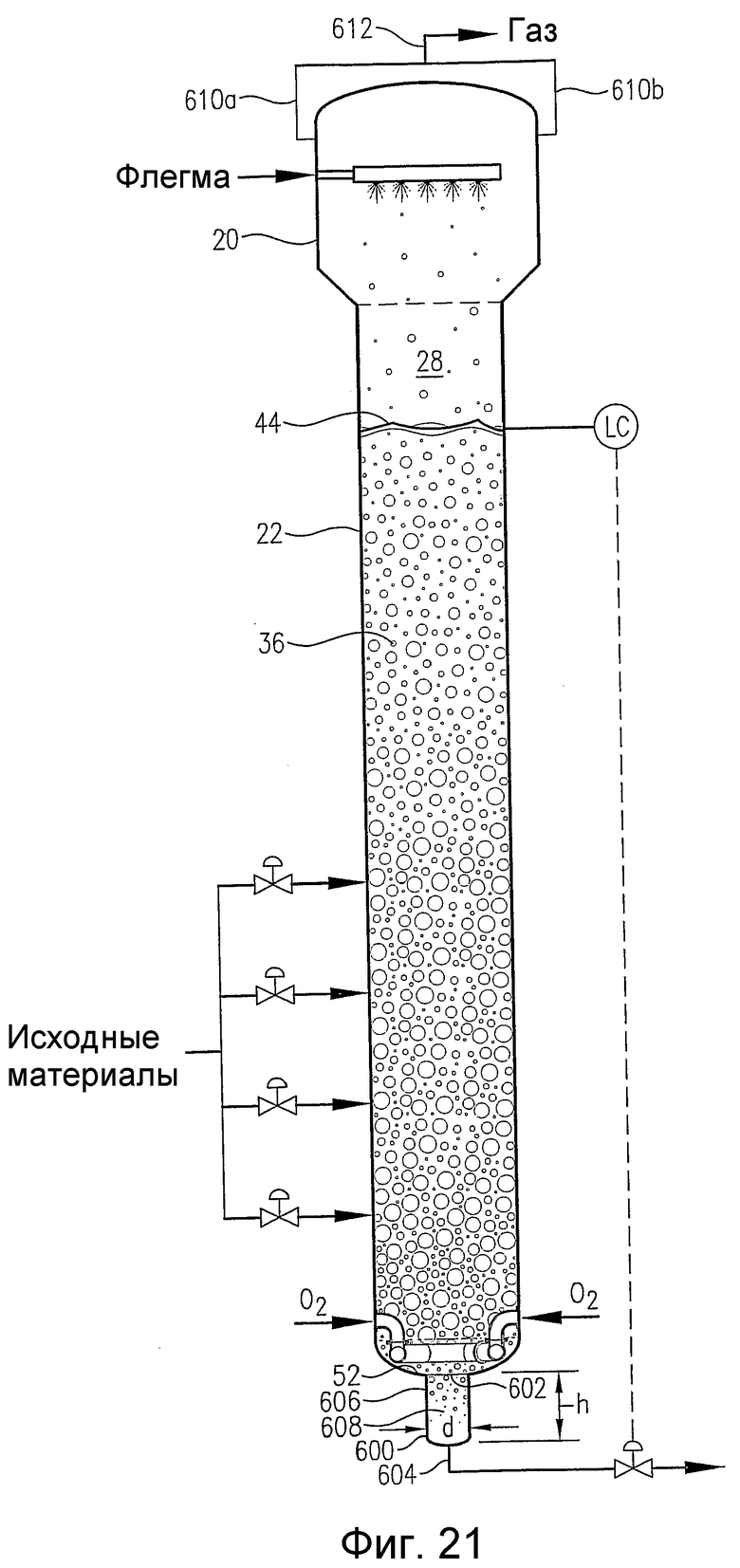
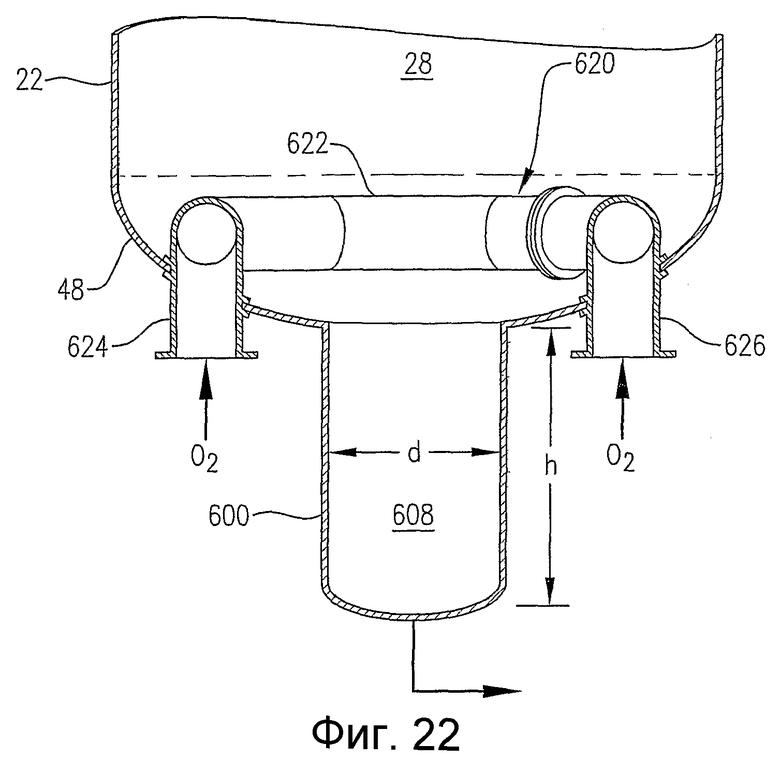
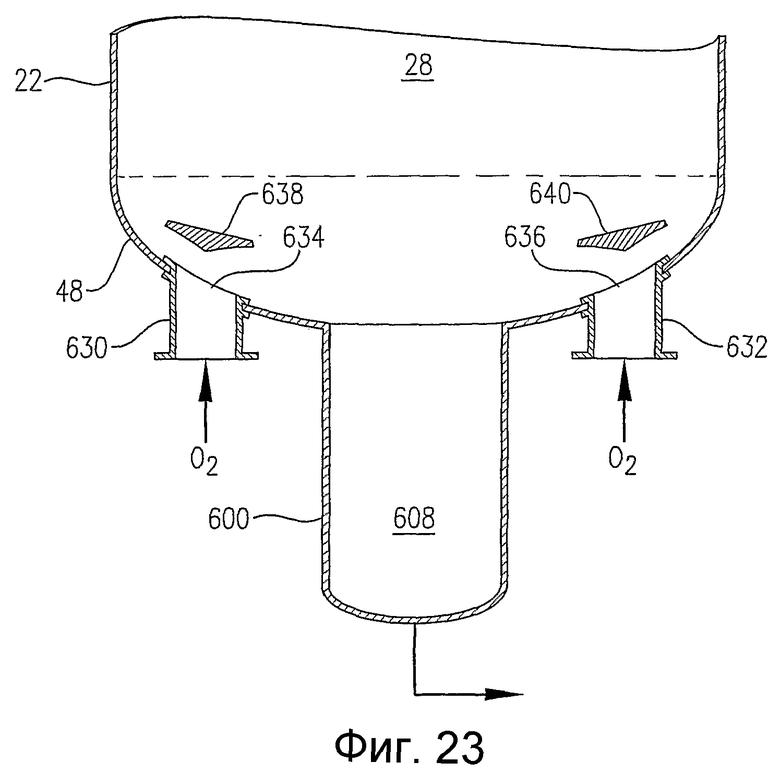


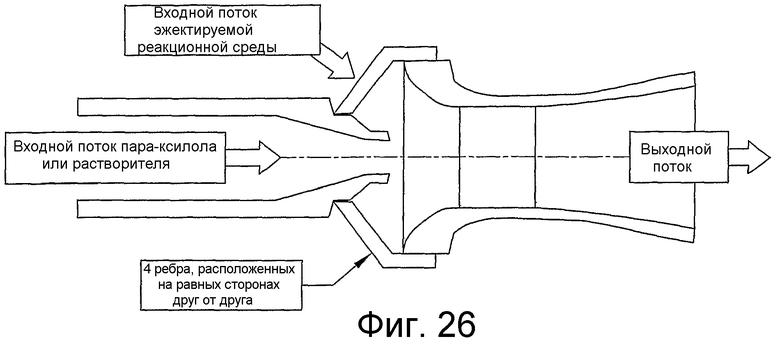
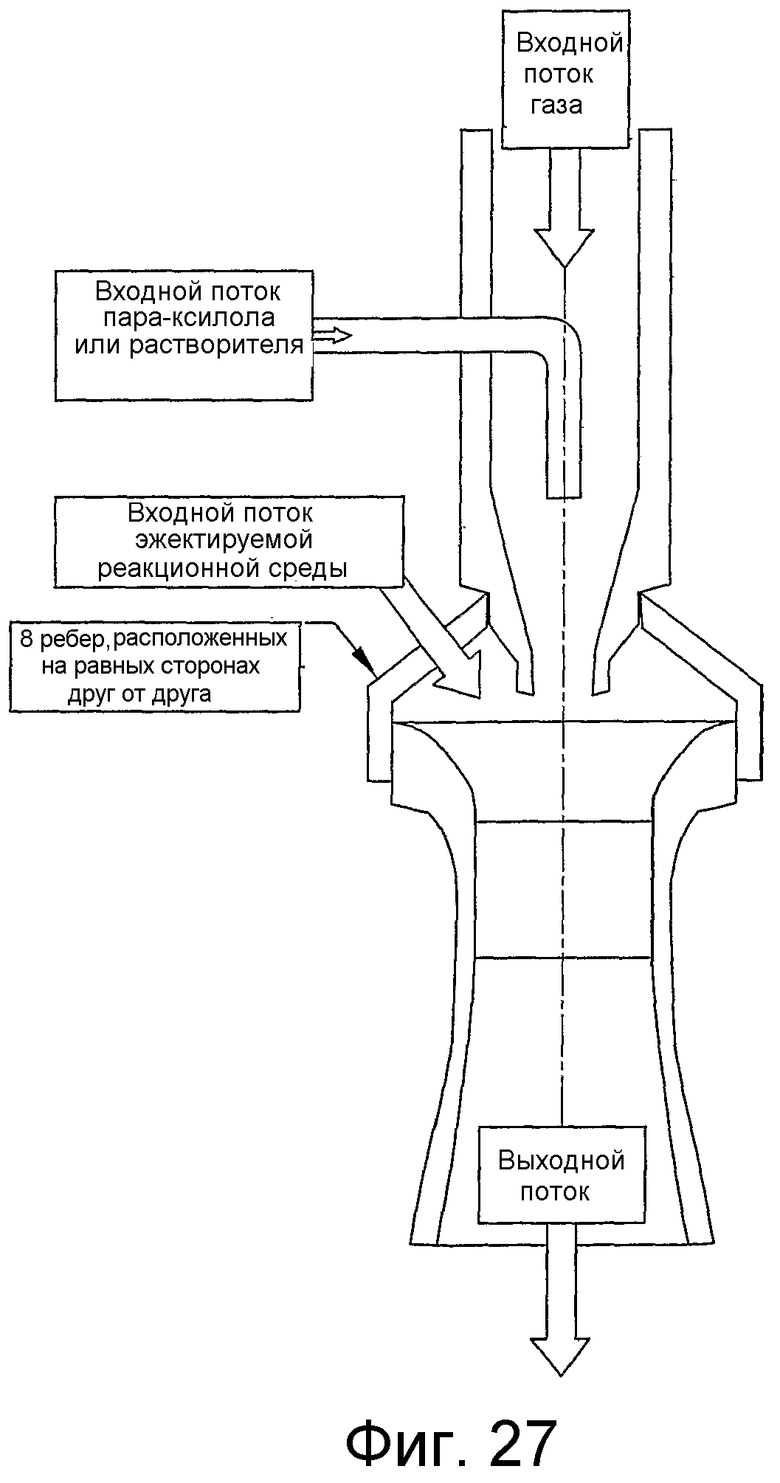
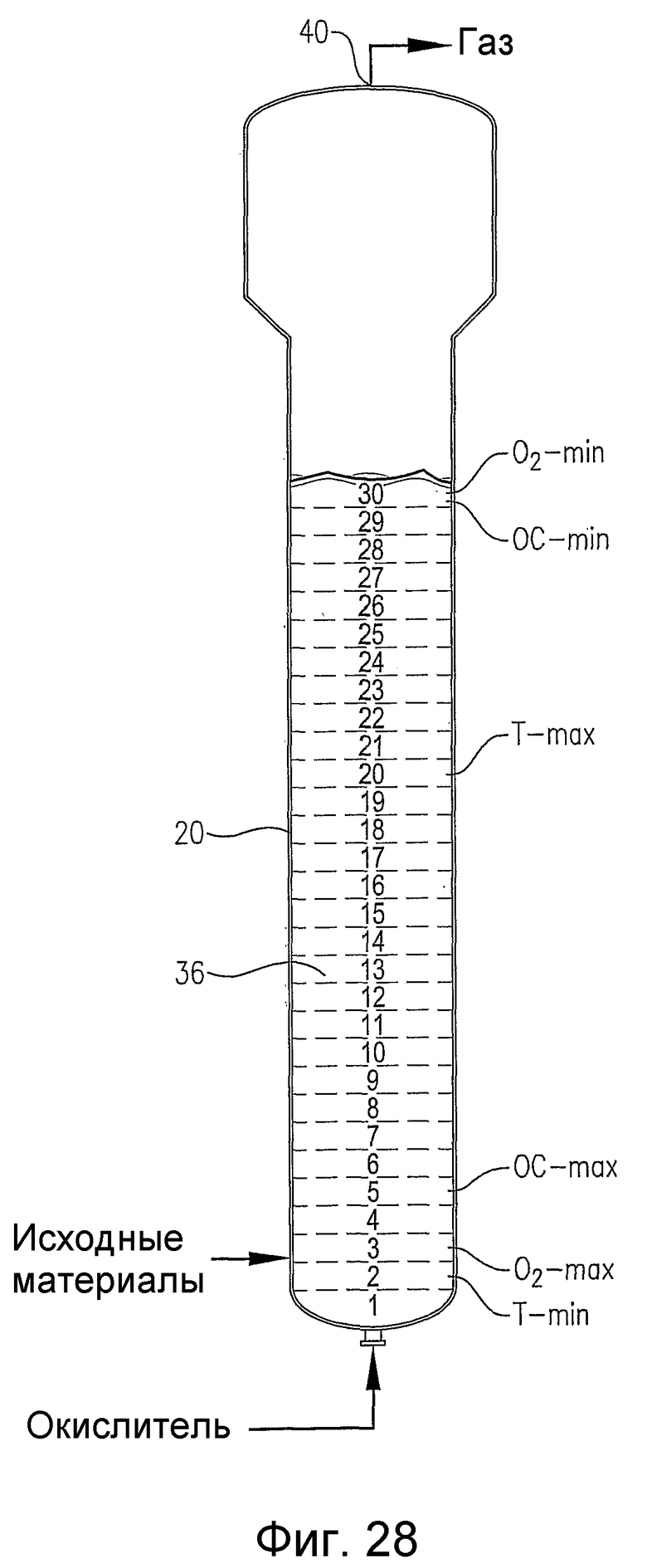
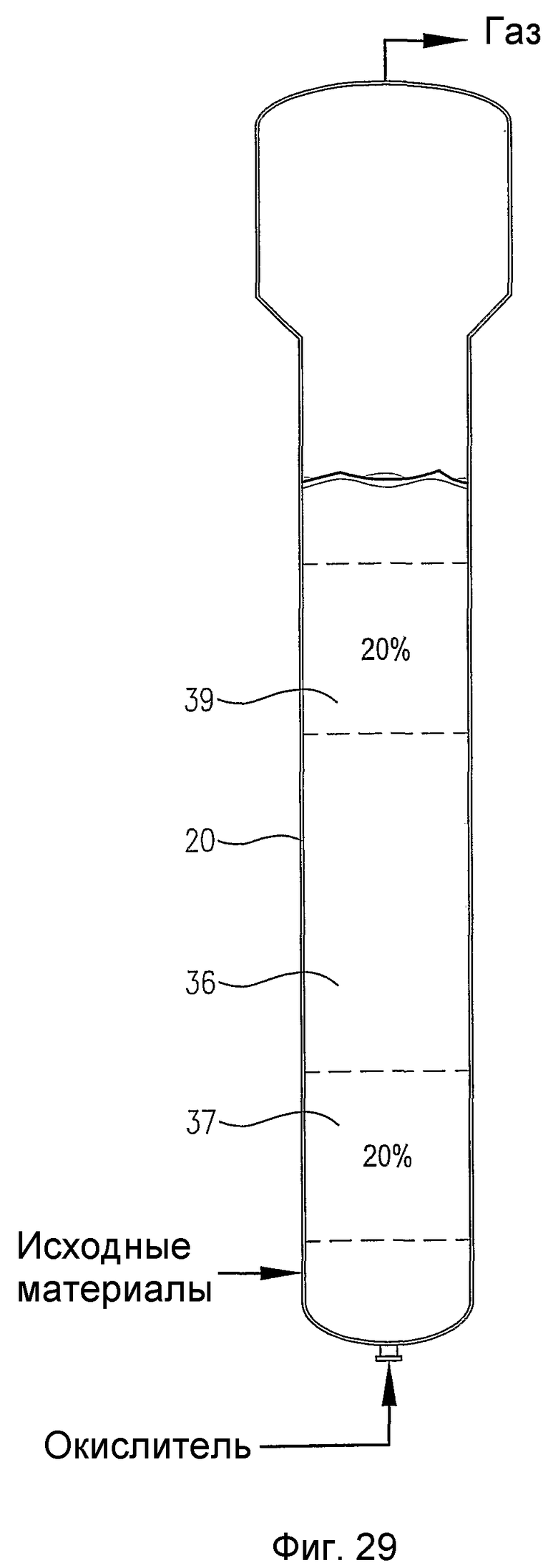
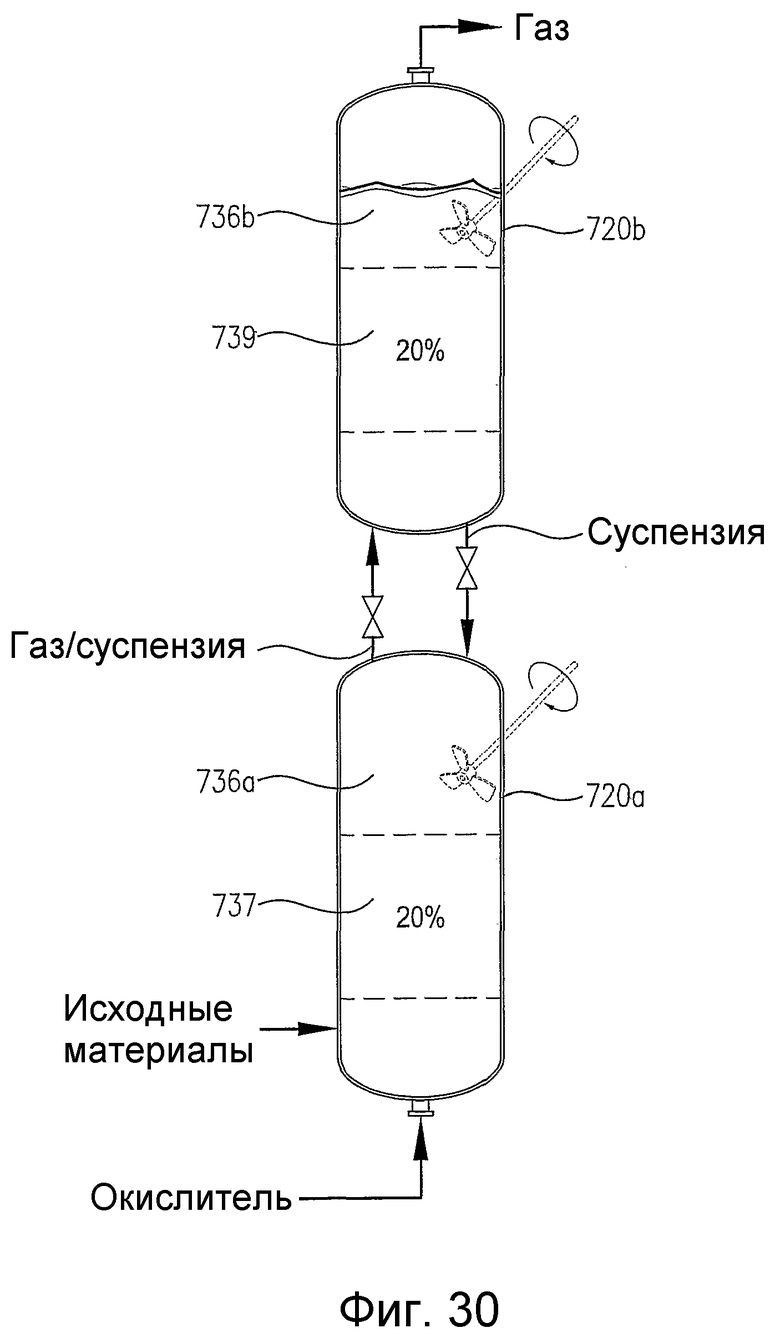

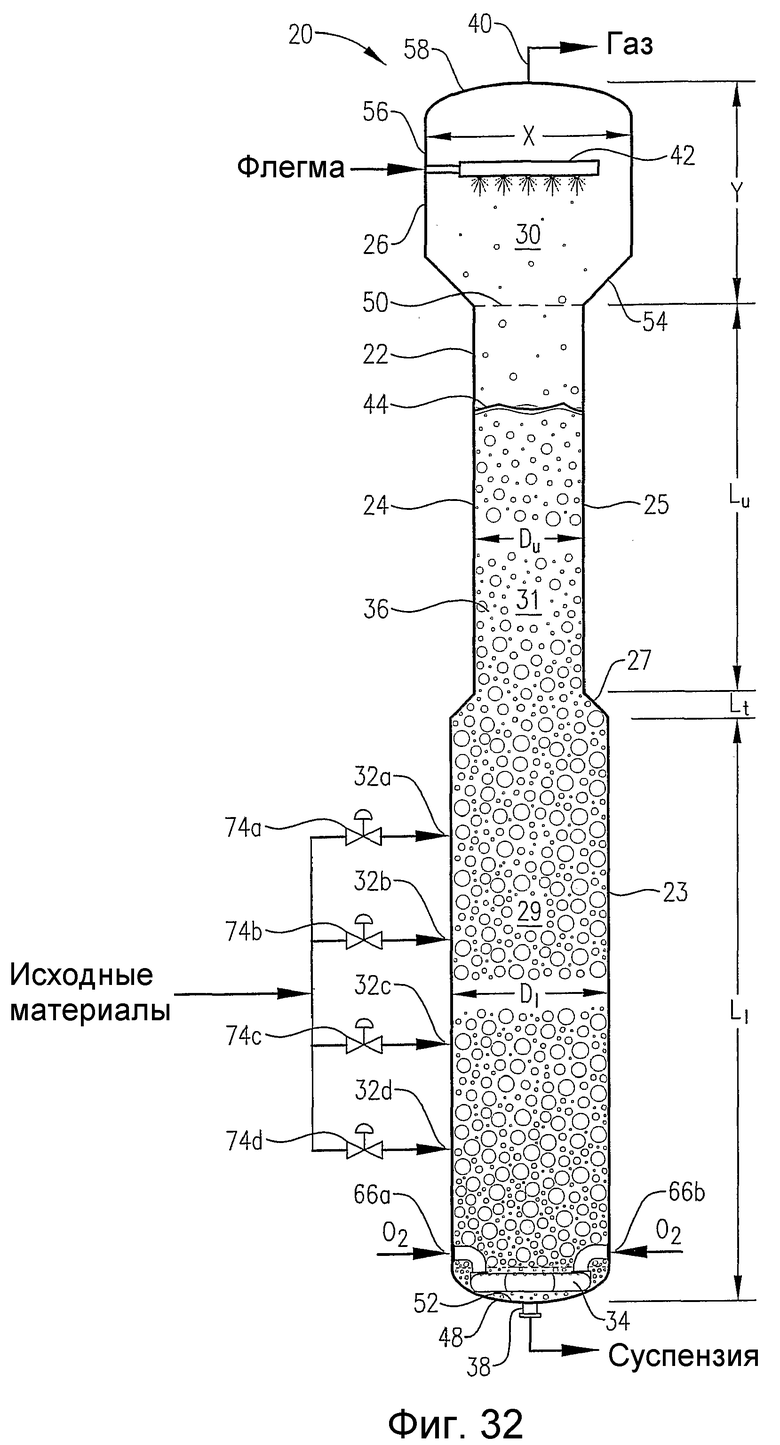
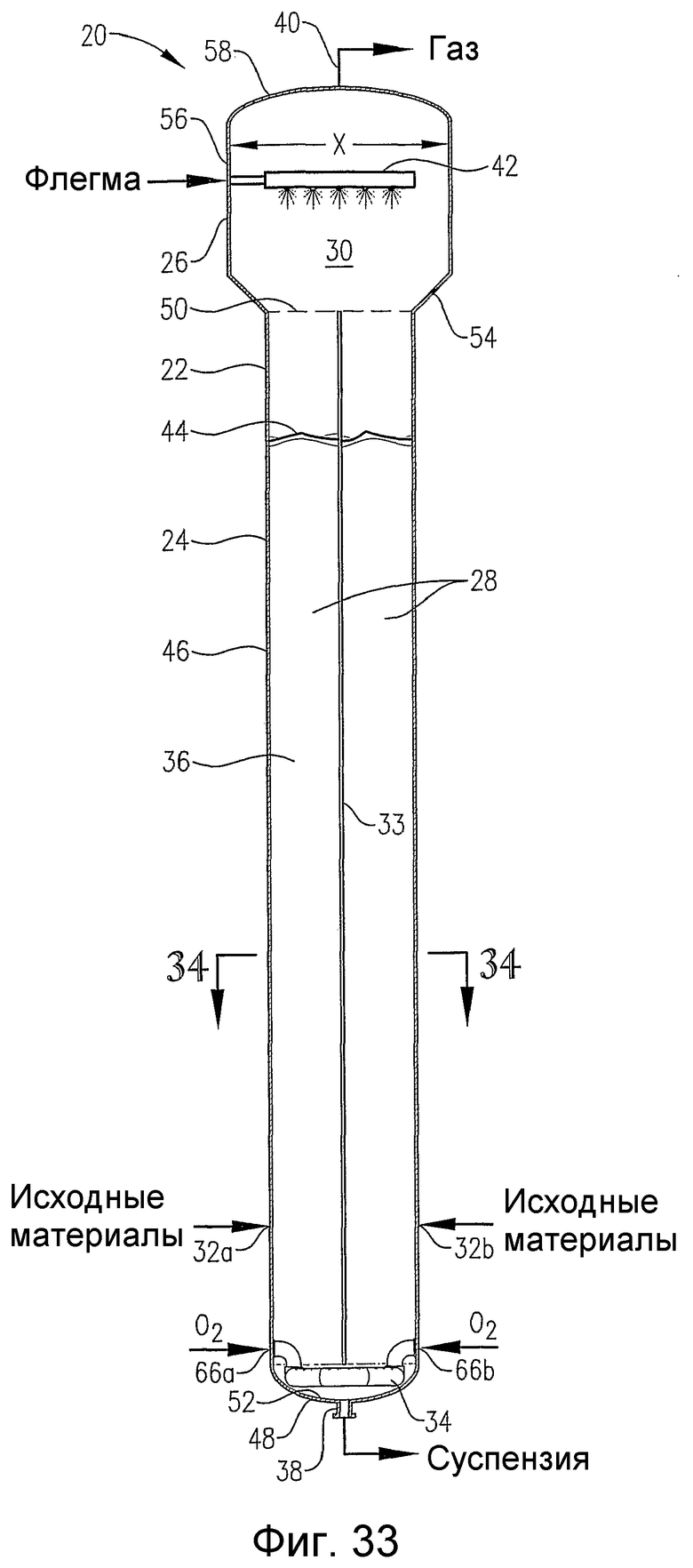

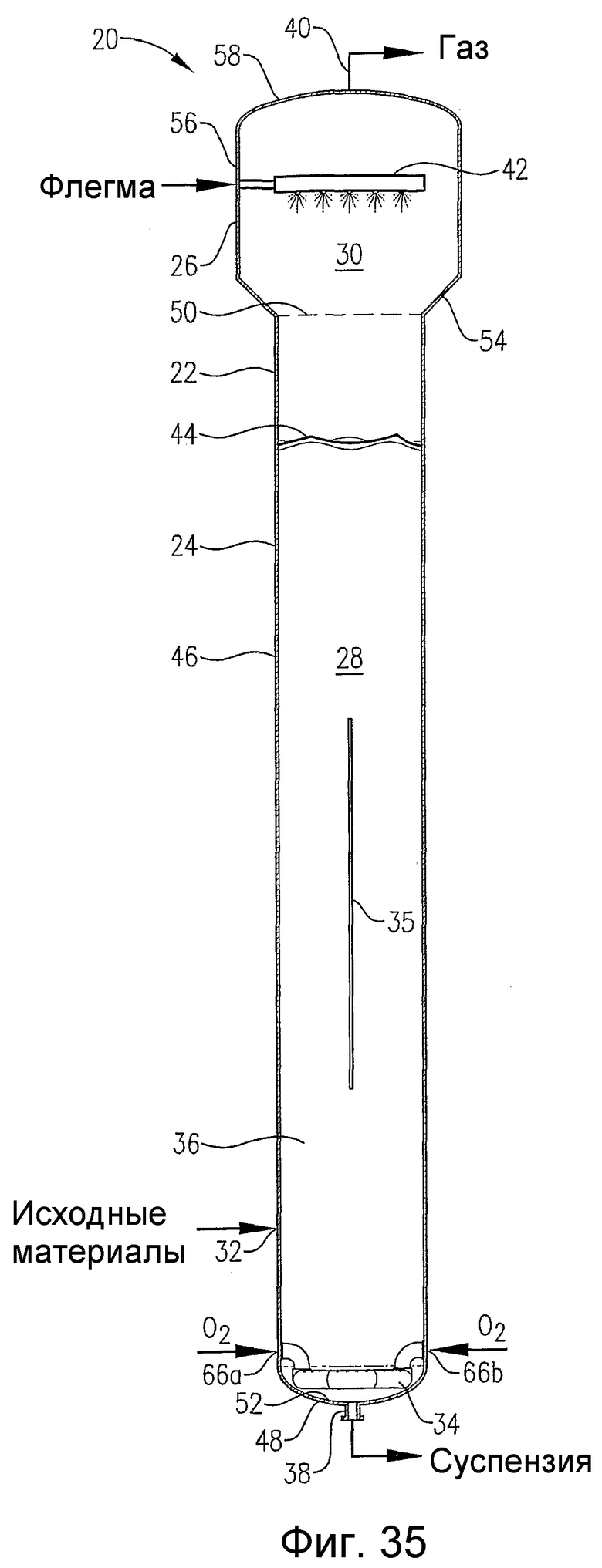
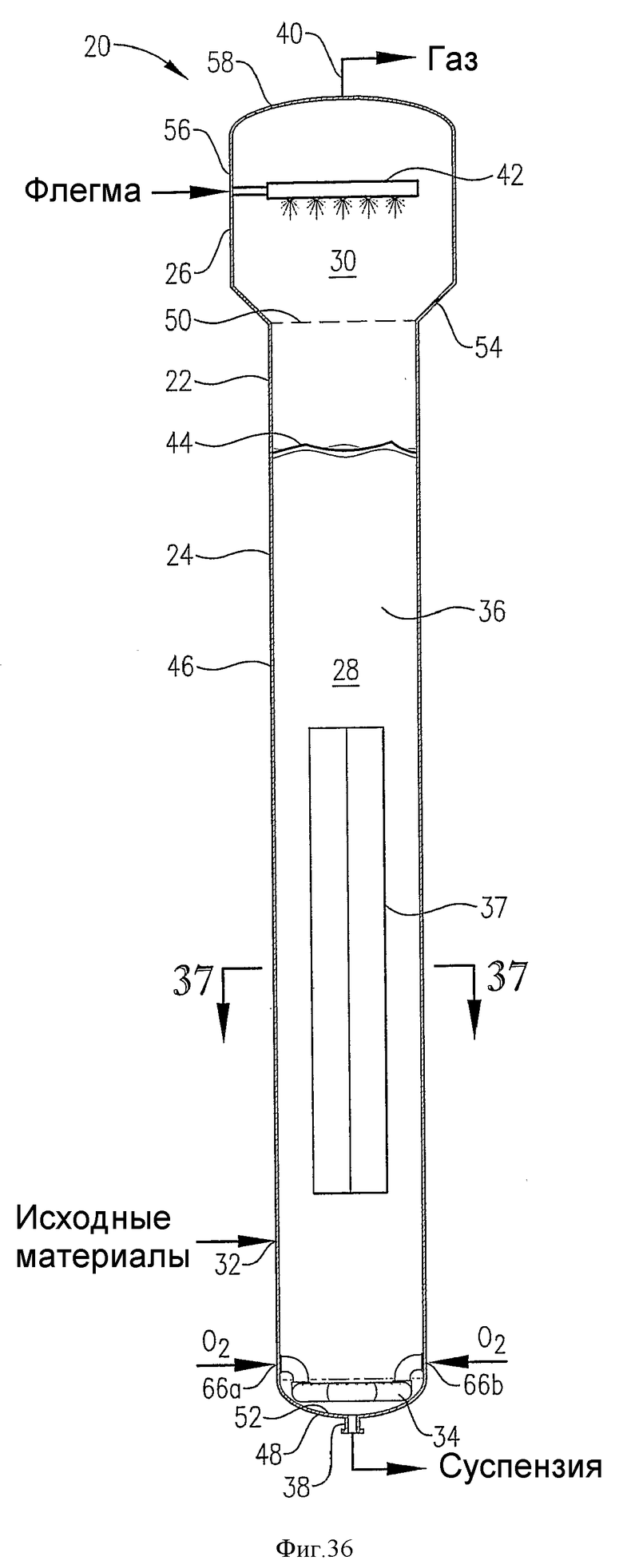

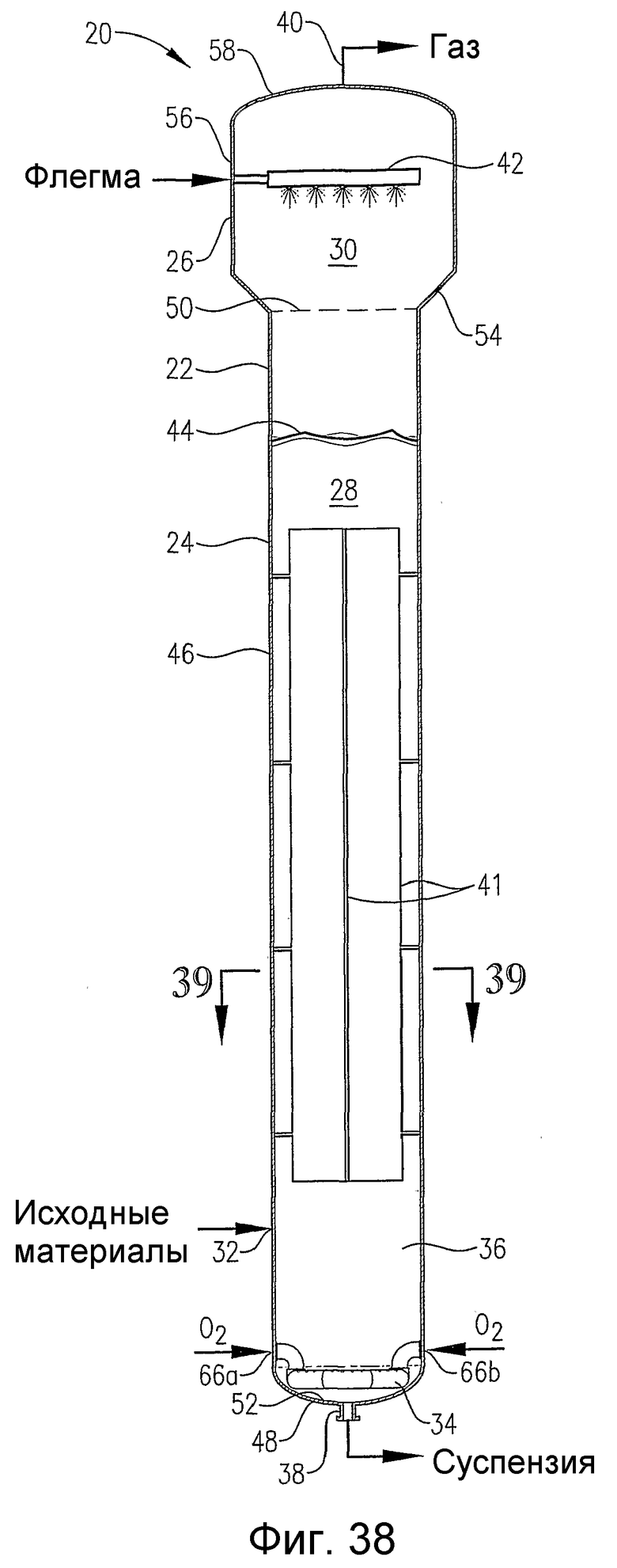
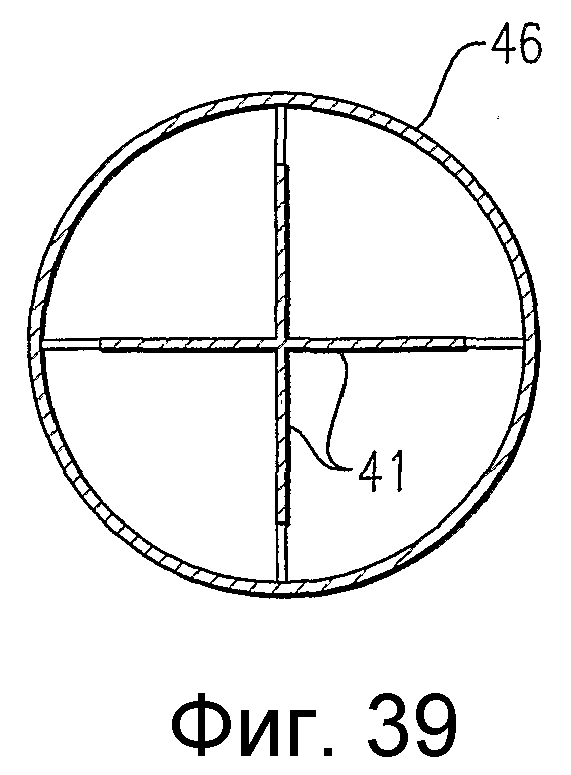

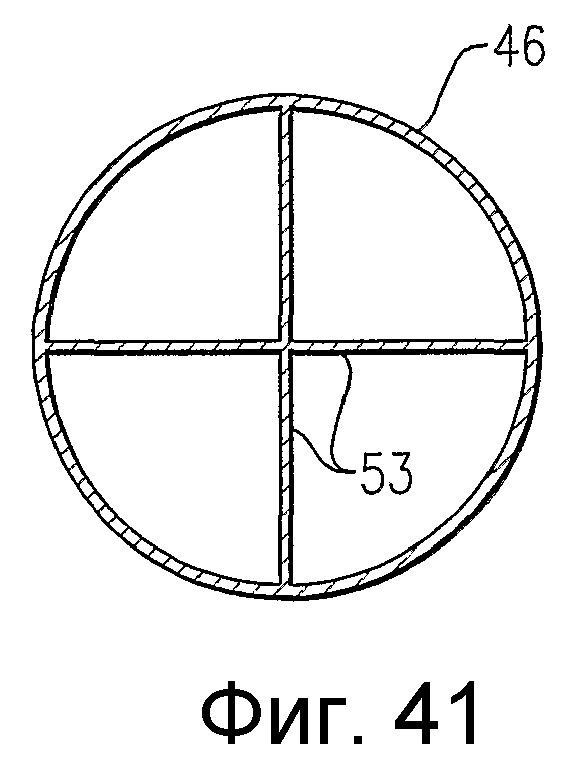
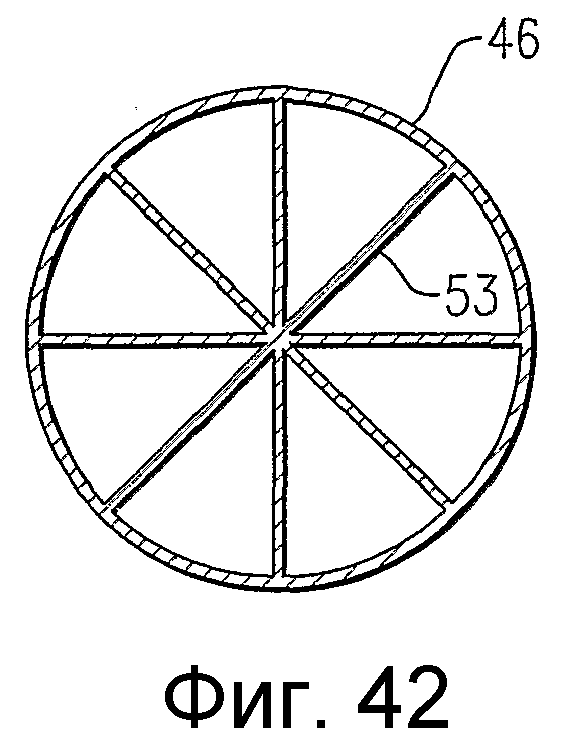
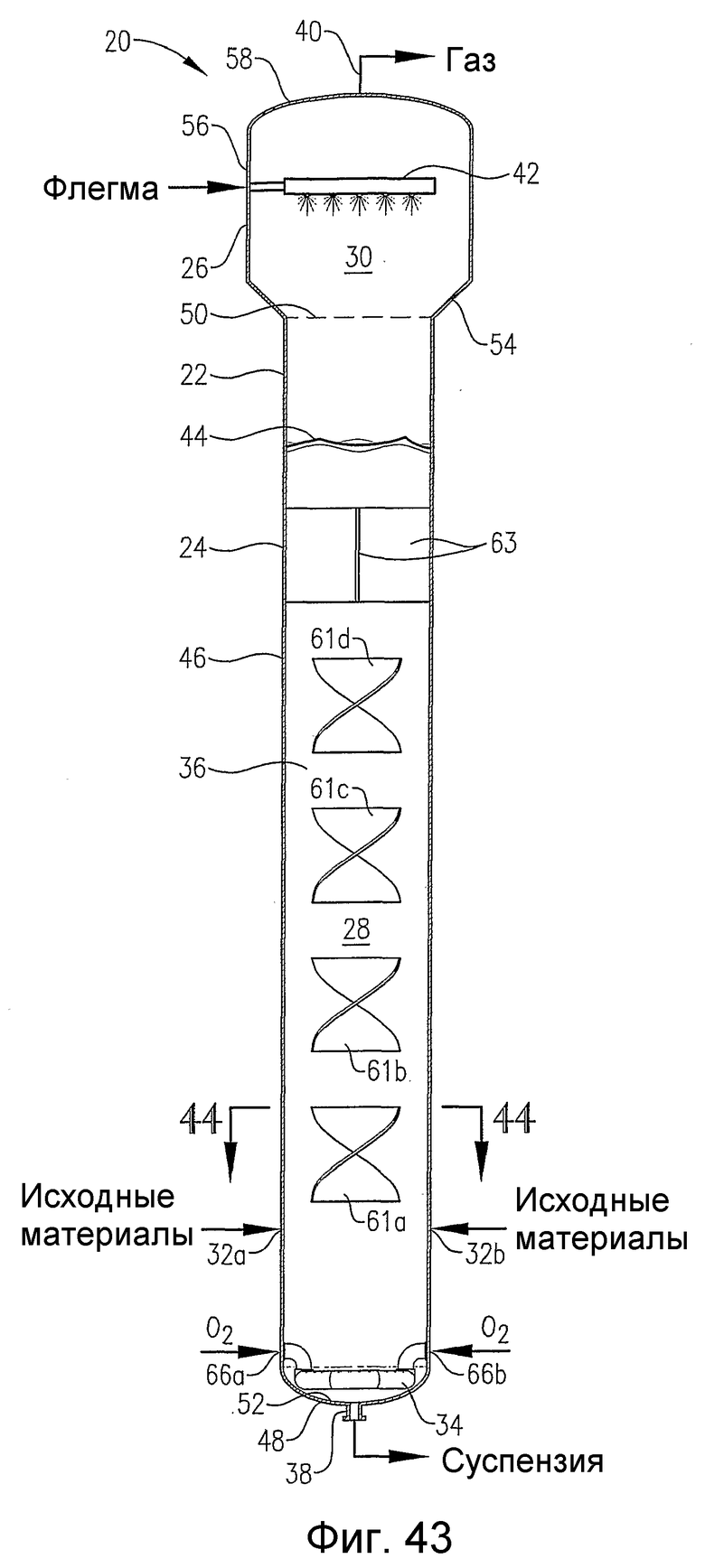
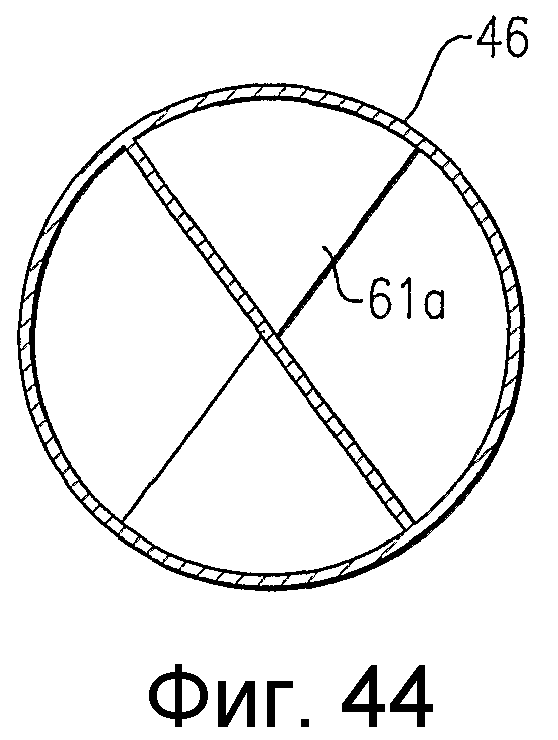
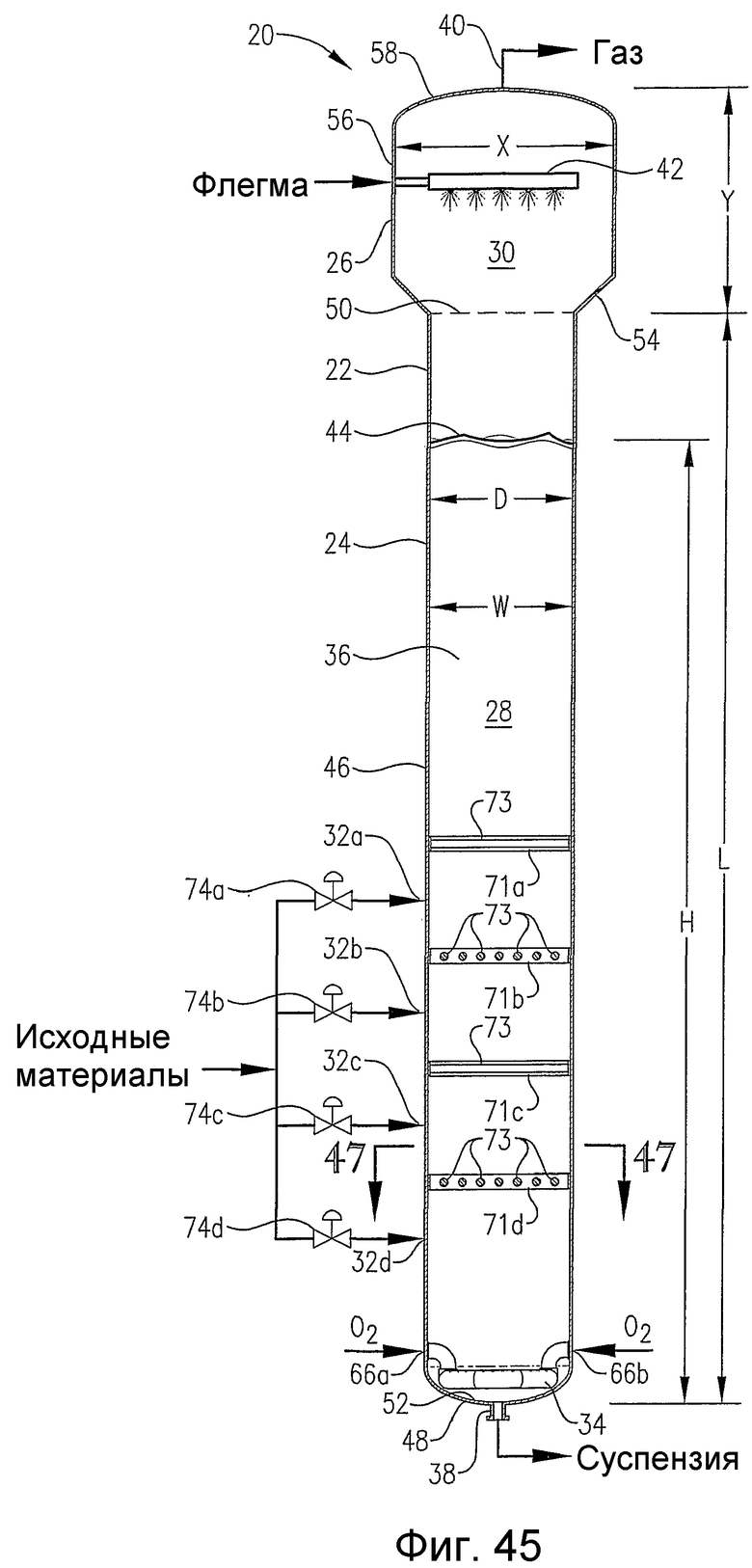
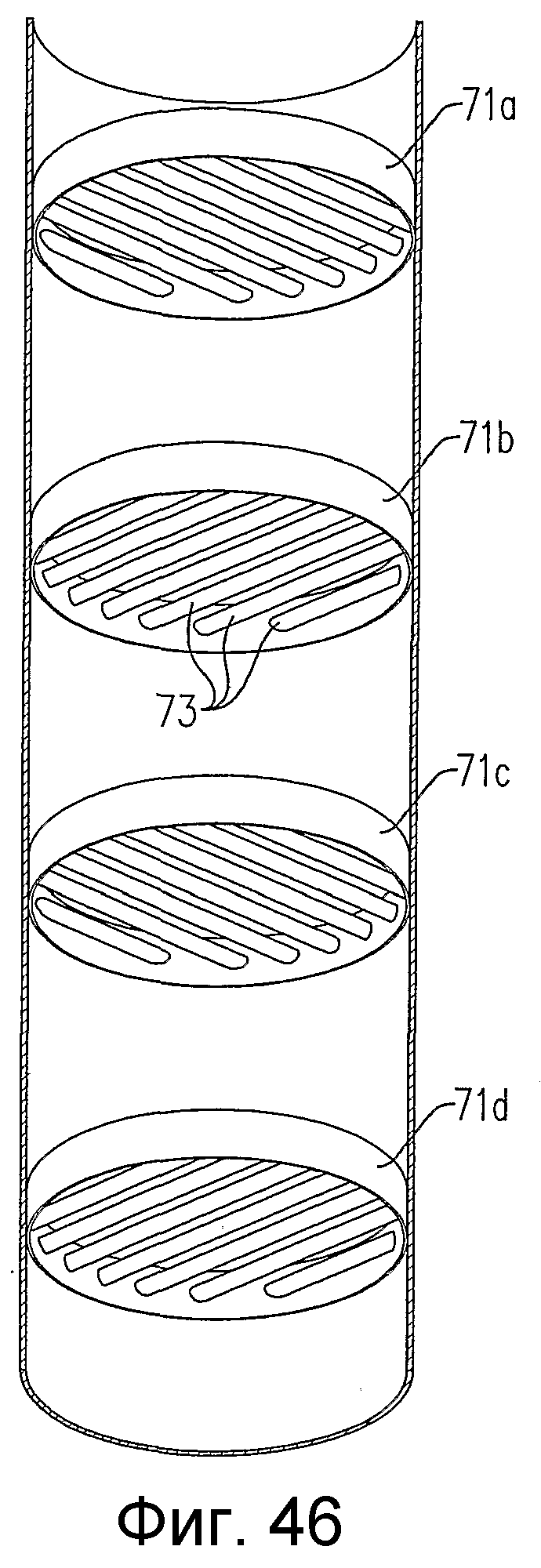
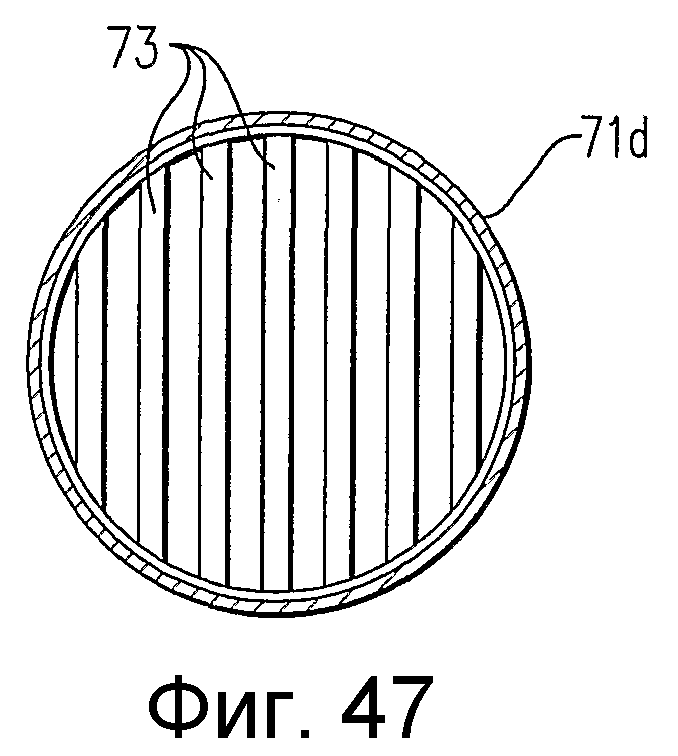
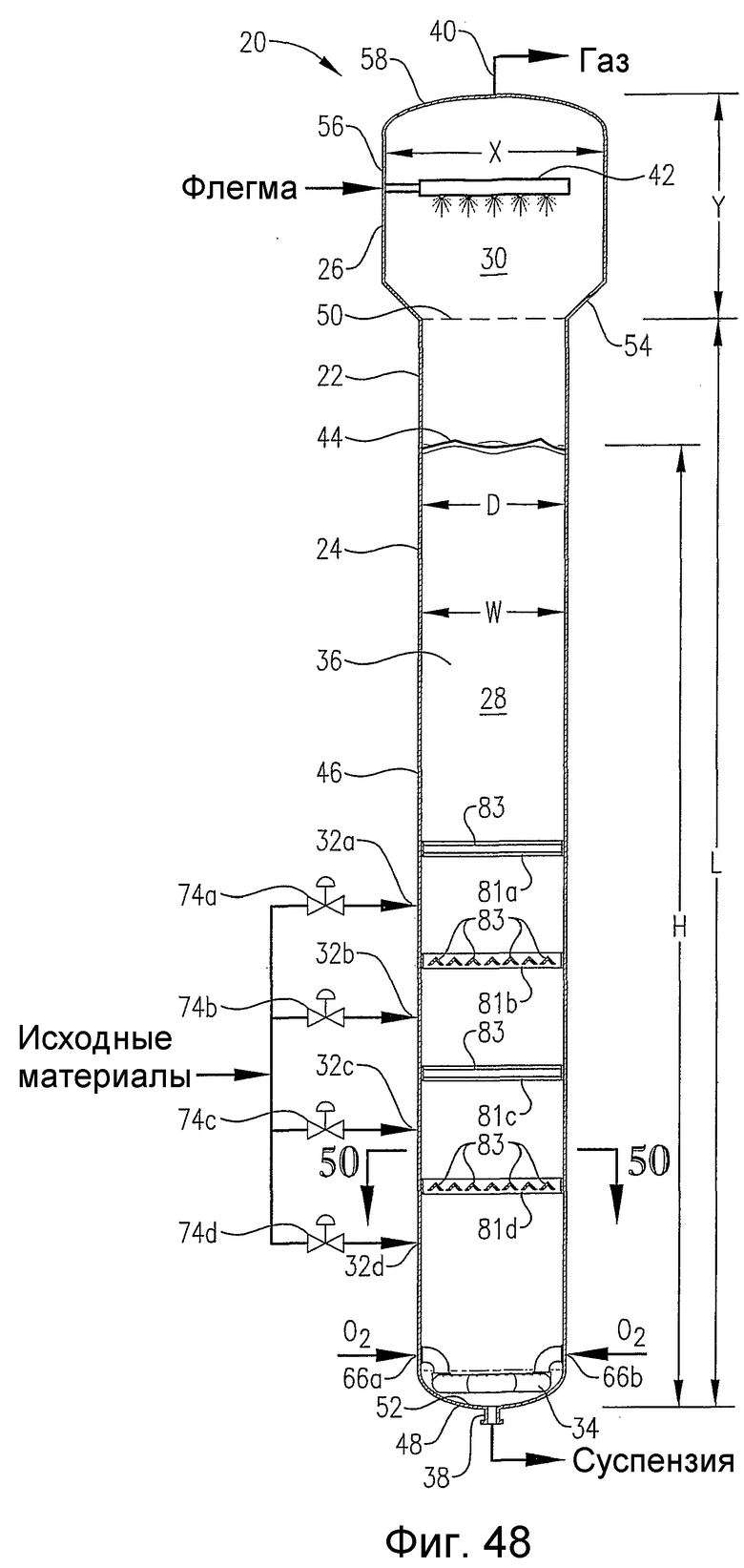
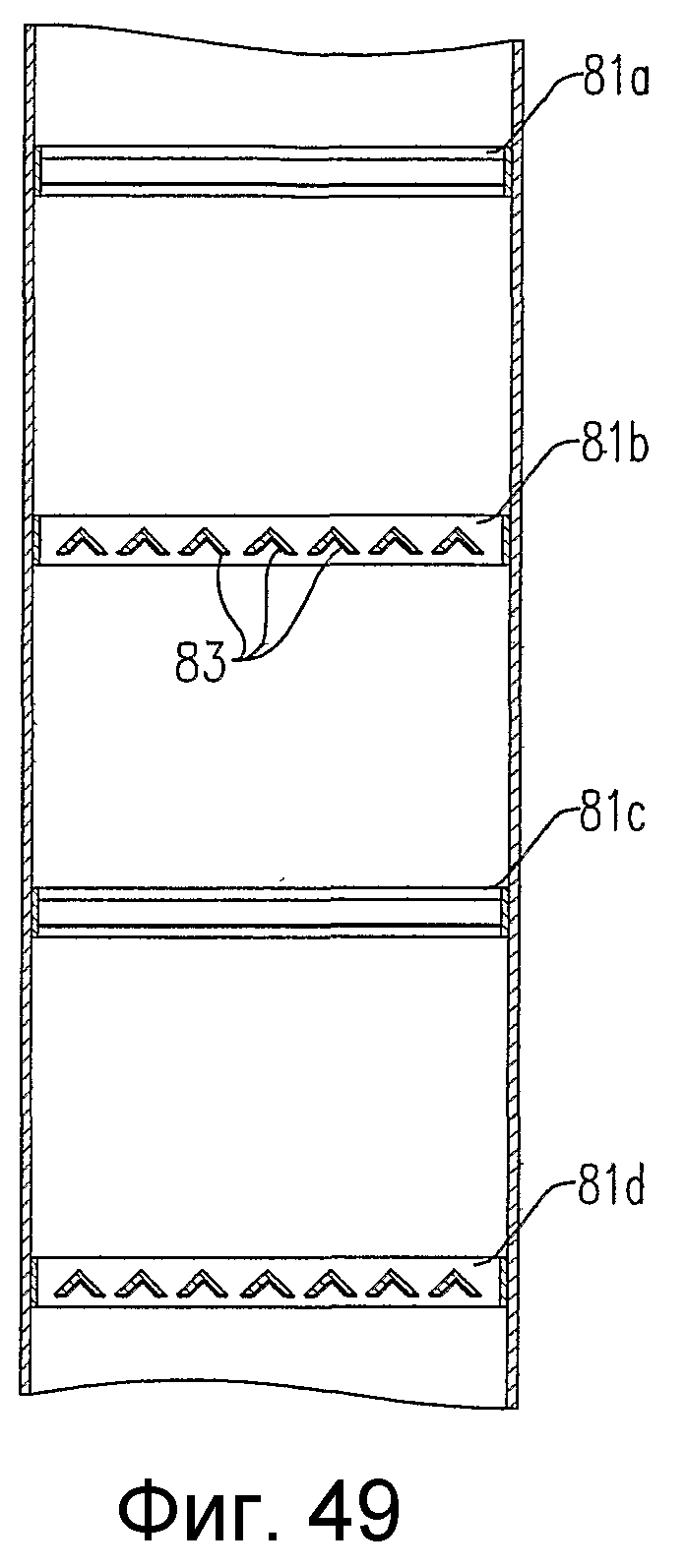
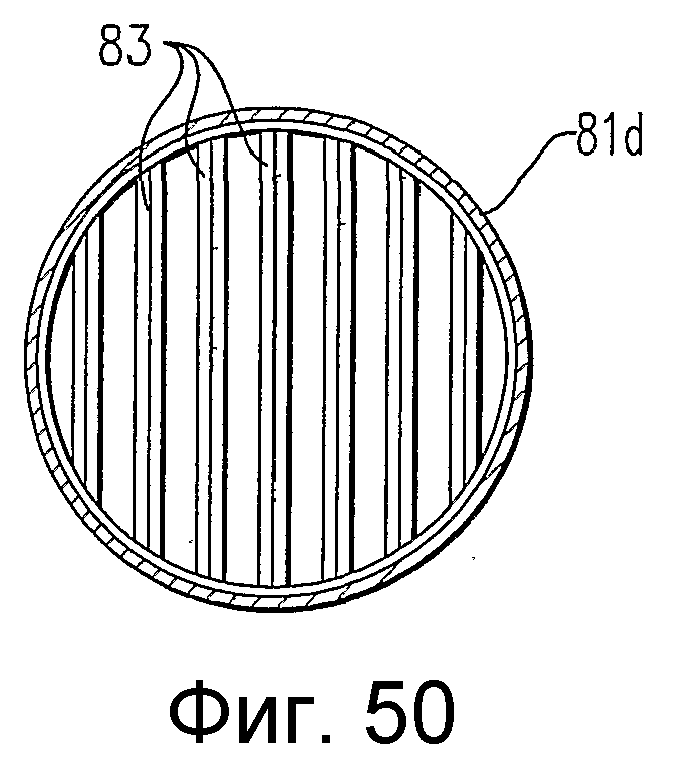
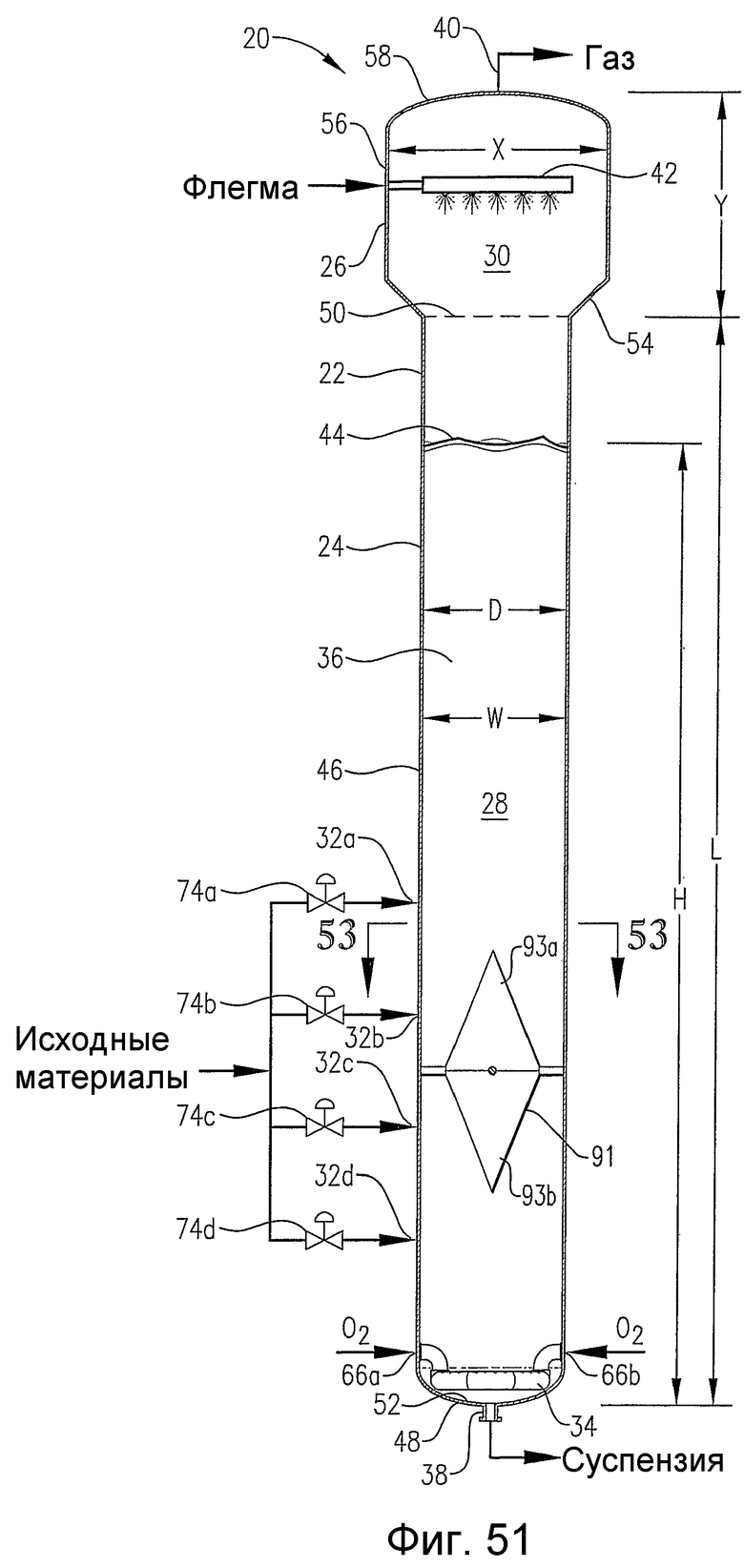

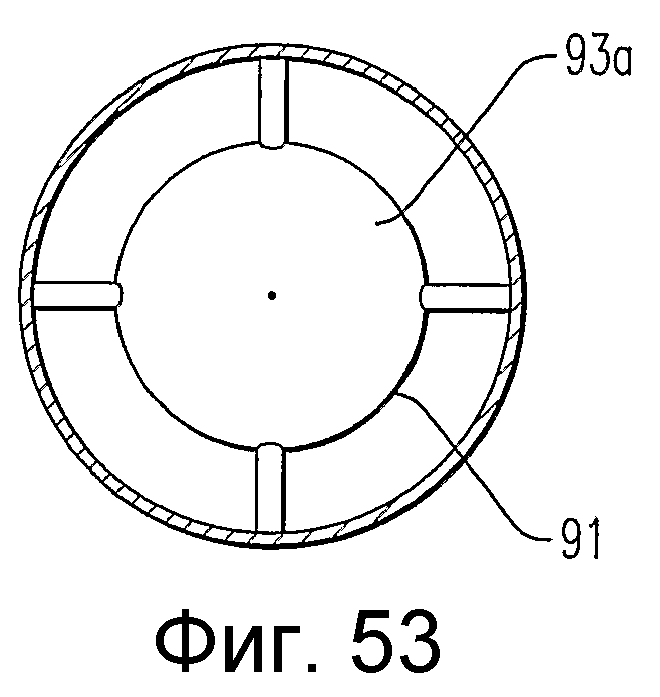
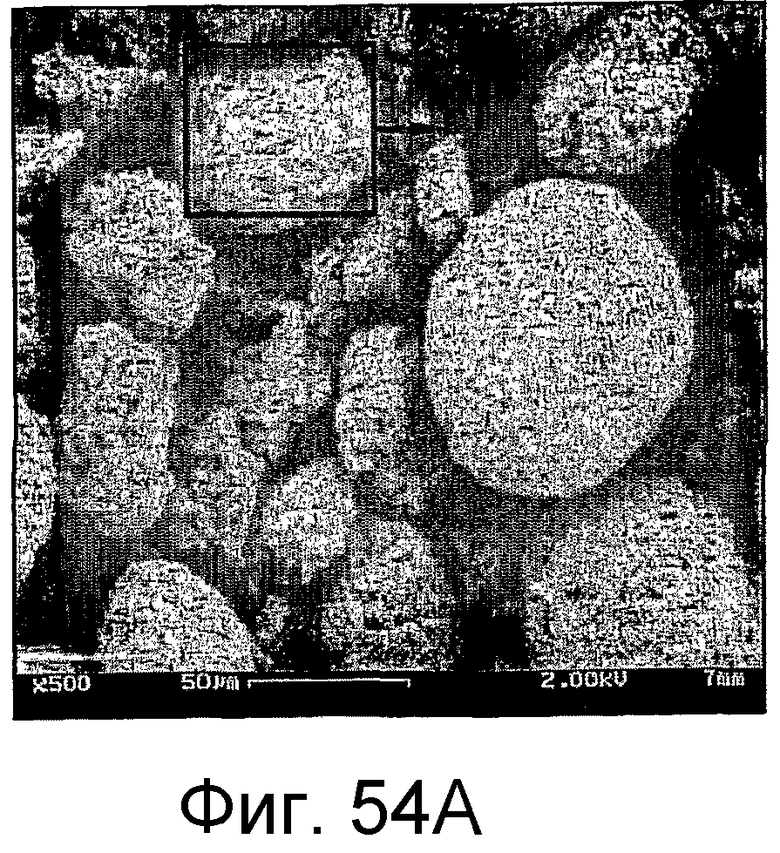
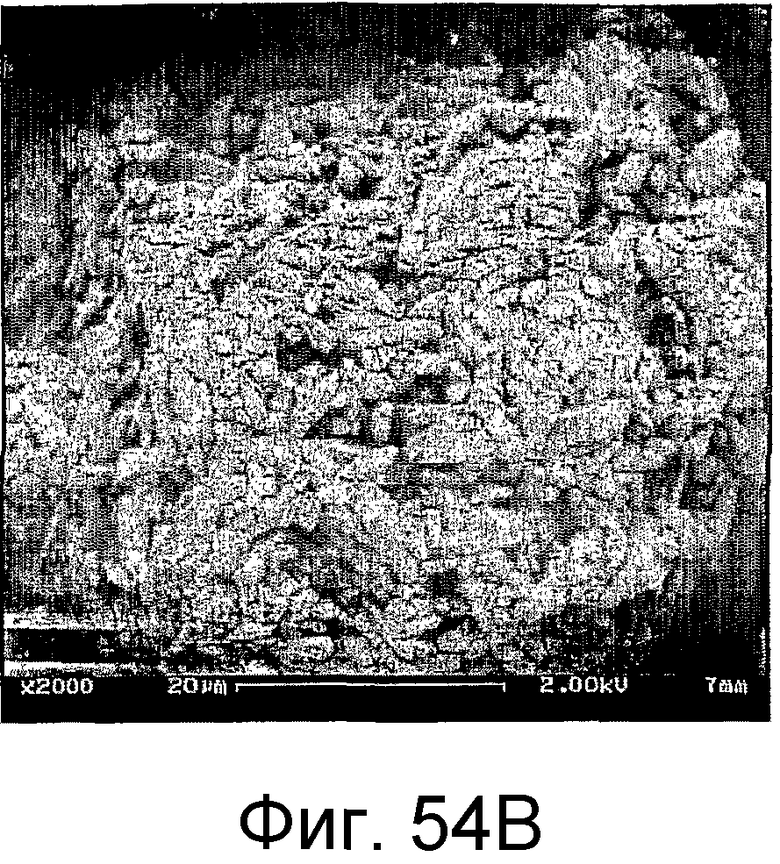

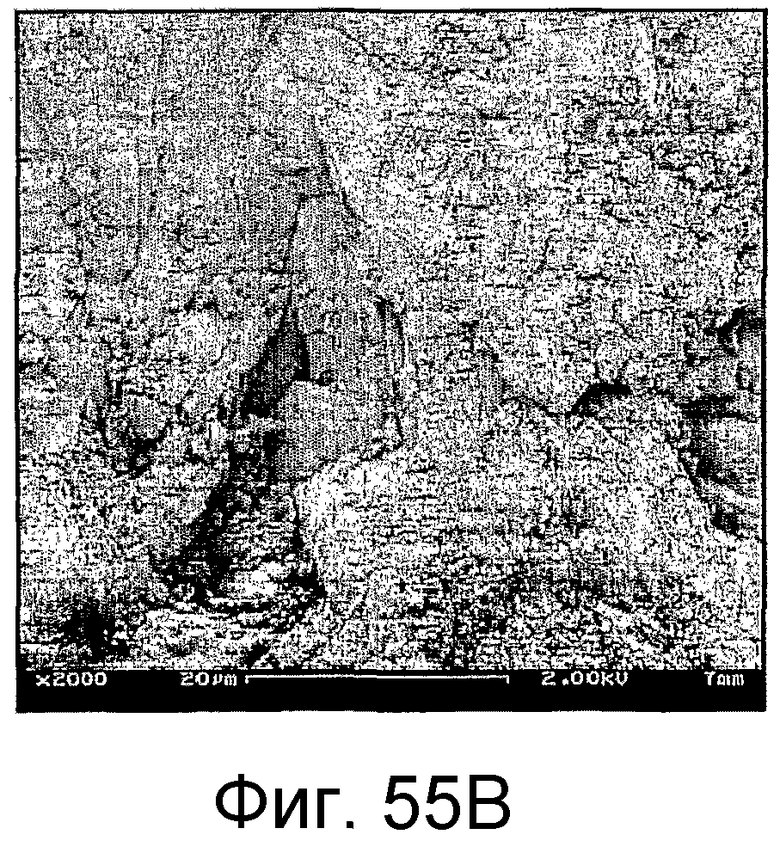
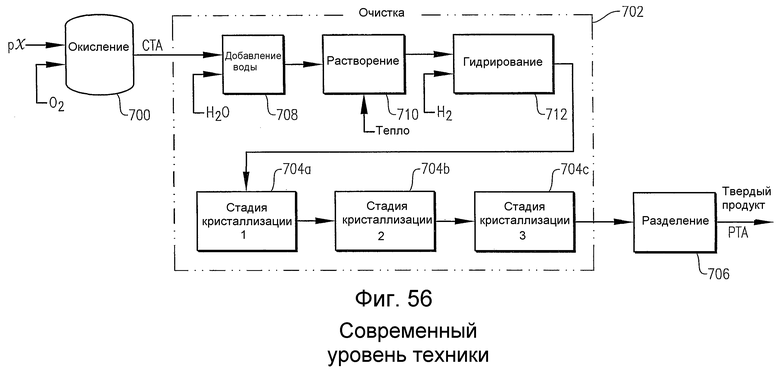
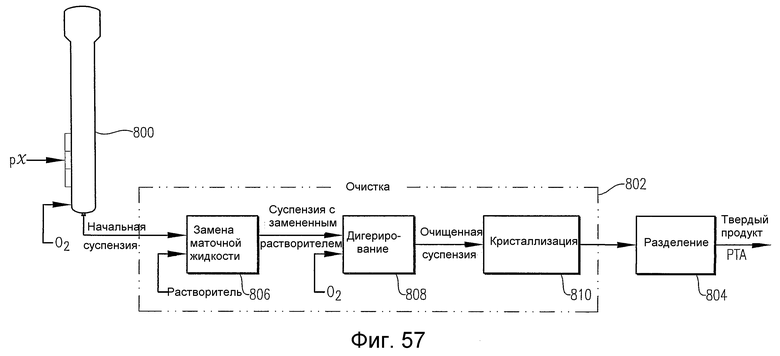
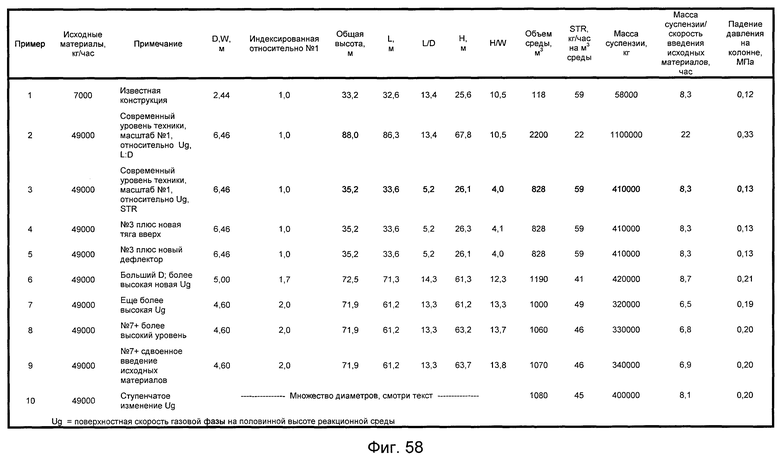
Изобретение относится к способу жидкофазного каталитического окисления ароматического соединения и может использоваться для окисления альдегидов до кислот, алкилароматических соединений до спиртов, кислот или дикислот. Способ включает введение исходного окисляемого материала в зону реакции начального реактора, введение газофазного потока окислителя, содержащего молекулярный кислород, окисление окисляемого соединения в жидкой фазе реакционной среды, содержащейся в перемешиваемом реакторе, который представляет собой барботажную колонну реакторного типа, где указанная реакционная среда имеет содержание газа, по меньшей мере, примерно 0,6, усредненное по времени и усредненное по объему. Такая технология обеспечивает высокоэффективную реакцию при относительно низких температурах, причем в случае, когда окисляемое соединение представляет собой параксилол и продукт реакции окисления представляет собой сырую терефталевую кислоту (СТА), такой продукт СТА может очищаться и выделяться посредством технологий, более экономичных, чем те, которые могли бы использоваться, если бы СТА получалась посредством обычного высокотемпературного способа окисления. 29 з.п. ф-лы, 4 табл., 58 ил.
1. Способ жидкофазного каталитического окисления ароматического соединения, включающий введение исходного окисляемого материала в зону реакции начального реактора, введение газофазного потока окислителя, содержащего молекулярный кислород, окисление окисляемого соединения в жидкой фазе реакционной среды, содержащейся в перемешиваемом реакторе, который представляет собой барботажную колонну реакторного типа, где указанная реакционная среда имеет содержание газа, по меньшей мере, примерно 0,6, усредненное по времени и усредненное по объему.
2. Способ по п.1, в котором указанная реакционная среда содержит, по меньшей мере, примерно 3 мас.% твердых продуктов, при усреднении по времени и усреднении по объему.
3. Способ по п.1, в котором указанный начальный реактор представляет собой барботажную колонну реакторного типа, где указанная реакционная среда имеет содержание газа в пределах от 0,65 до 0,85, усредненное по времени и усредненное по объему, где указанная реакционная среда содержит в пределах примерно от 5 примерно до 40 мас.% твердых продуктов, при усреднении по времени и усреднении по объему.
4. Способ по п.1, в котором усредненная по времени скорость потока газовой фазы реакционной среды на половинной высоте указанной реакционной среды находится в пределах примерно от 0,8 примерно до 5 м/с.
5. Способ по п.1, в котором указанное окисляемое соединение представляет собой ароматическое соединение.
6. Способ по п.1, в котором указанное окисляемое соединение выбирают из группы, состоящей из пара-ксилола, мета-ксилола, пара-толуальдегида, мета-толуальдегида, пара-толуиловой кислоты, мета-толуиловой кислоты, ацетальдегида и сочетаний двух или более из них.
7. Способ по п.1, в котором указанное окисляемое соединение представляет собой пара-ксилол.
8. Способ по п.1, в котором указанная реакционная среда представляет собой трехфазную реакционную среду.
9. Способ по п.1, в котором указанное окисление вызывает образование твердых продуктов в указанной реакционной среде.
10. Способ по п.1, в котором указанное окисление заставляет, по меньшей мере, примерно 10 мас.% указанного окисляемого соединения образовывать твердые продукты в указанной реакционной среде.
11. Способ по п.1, в котором указанный начальный реактор представляет собой барботажную колонну реакторного типа.
12. Способ по п.11, в котором указанное окисляемое соединение содержит пара-ксилол.
13. Способ по п.1, в котором указанное окисление осуществляют в присутствии системы катализаторов, содержащей кобальт.
14. Способ по п.13, в котором указанная система катализаторов дополнительно содержит бром и марганец.
15. Способ по п.1, в котором указанная реакционная среда имеет максимальную высоту (Н), максимальную ширину (W) и отношение H:W, равное, по меньшей мере, примерно 3:1.
16. Способ по п.15, в котором указанное отношение H:W находится в пределах примерно от 8:1 примерно до 20:1.
17. Способ по п.15, в котором указанный способ дополнительно включает в себя введение в основном газофазного потока окислителя, содержащего молекулярный кислород, в указанную реакционную зону.
18. Способ по п.17, в котором большая часть указанного молекулярного кислорода поступает в указанную реакционную зону в пределах примерно 0,25W от нижней части указанной реакционной зоны.
19. Способ по п.17, в котором большая часть указанного молекулярного кислорода поступает в указанную реакционную зону в пределах примерно 0,025Н от нижней части указанной реакционной зоны.
20. Способ по п.17, в котором указанный способ дополнительно включает в себя введение в основном жидкофазного потока исходных материалов, содержащего указанное окисляемое соединение, в указанную реакционную зону.
21. Способ по п.20, в котором указанный начальный реактор представляет собой барботажную колонну реакторного типа.
22. Способ по п.20, в котором, по меньшей мере, примерно 50 мас.% указанного окисляемого соединения поступает в указанную реакционную зону в пределах примерно 2,5W от самого нижнего положения, где указанный молекулярный кислород поступает в указанную реакционную зону.
23. Способ по п.20, в котором указанный поток исходных материалов вводится в указанную реакционную зону через множество входных отверстий, где, по меньшей мере, два из указанных входных отверстий отделены друг от друга по вертикали расстоянием, по меньшей мере, примерно 0,5W.
24. Способ по п.34, в котором, по меньшей мере, два из указанных входных отверстий отделены друг от друга по вертикали расстоянием, по меньшей мере, примерно 1,5W.
25. Способ по п.20, в котором 80 мас.% окисляемого соединения потока исходных материалов вводят в один вертикальный квадрант зоны реакции, определяемый теоретически при помощи пары пересекающихся вертикальных плоскостей, разделяющих упомянутую зону реакции на 4 вертикальных квадранта с равным объемом.
26. Способ по п.20, в котором, по меньшей мере, часть указанной реакционной зоны определяется одной или несколькими расположенными вертикально боковыми стенками указанного реактора, где, по меньшей мере, примерно 25 мас.% указанного окисляемого соединения поступает в указанную реакционную зону в одном или нескольких положениях, отдаленных внутрь, по меньшей мере, на 0,05D от указанных расположенных вертикально боковых стенок, где указанная реакционная зона имеет максимальный диаметр (D).
27. Способ по п.1, в котором указанное окисление в указанном начальном реакторе вызывает образование терефталевой кислоты в указанной реакционной среде, где указанный способ дополнительно включает в себя воздействие, по меньшей мере, на часть указанной терефталевой кислоты окисления в реакторе вторичного окисления.
28. Способ по п.27, в котором указанное окисление в указанном реакторе вторичного окисления осуществляют при средней температуре, по меньшей мере, примерно на 10°С большей, чем указанное окисление в указанном начальном реакторе.
29. Способ по п.27, в котором указанное окисление в указанном реакторе вторичного окисления осуществляют при средней температуре, превышающей, в пределах примерно от 20 примерно до 80°С, среднюю температуру указанного начального реактора, где указанное окисление в указанном начальном реакторе осуществляют при средней температуре в пределах примерно от 140 примерно до 180°С, где указанное окисление в указанном реакторе вторичного окисления осуществляют при средней температуре в пределах примерно от 180 примерно до 220°С.
30. Способ по п.1, в котором указанное окисление вызывает образование частиц сырой терефталевой кислоты в указанной реакционной среде, где представительный образец указанных частиц сырой терефталевой кислоты имеет одну или несколько из следующих характеристик: (i) содержит меньше, примерно, чем 12 м.д. мас. 4,4-дикарбоксистильбена (4,4-DCS), (ii) содержит меньше, примерно, чем 800 м.д. мас. изофталевой кислоты (IPA), (iii) содержит меньше, примерно, чем 100 м.д. мас. 2,6-дикарбоксифлуоренона (2,6-DCF), (iv) имеет процент пропускания на 340 нм на примерно 25% больше.
| US 6375921 A, 23.04.2002 | |||
| ЕР 0847800 А2, 17.06.1998 | |||
| АВТОКЛАВ НЕПРЕРЫВНОГО ДЕЙСТВИЯ ДЛЯ ПРОВЕДЕНИЯ ВЫСОКОТЕМПЕРАТУРНОГО ВСКРЫТИЯ ПИРРОТИНОВЫХ МАТЕРИАЛОВ | 1997 |
|
RU2120332C1 |
| АППАРАТ ДЛЯ ПРОВЕДЕНИЯ ХИМИЧЕСКИХ ПРОЦЕССОВ | 1985 |
|
SU1429395A1 |
| РЕАКТОР ДЛЯ ЖИДКОФАЗНЫХ ПРОЦЕССОВ ОКИСЛЕНИЯ УГЛЕВОДОРОДОВ | 1999 |
|
RU2147922C1 |
| РЕАКТОР ДЛЯ ЖИДКОФАЗНОГО ОКИСЛЕНИЯ УГЛЕВОДОРОДОВ | 1996 |
|
RU2108856C1 |
| US 4233269 A, 11.11.1980 | |||
| WO 2004052820 A, 24.06.2004 | |||
| US 3785779 A, 15.01.1974. | |||

