Предлагаемое изобретение относится к сварочному производству, а в частности к области технологии стыковой сварки оплавлением в среде защитных газов с подачей реагентов галогенов в зону сварки, и может быть применено при сварке особо тонкостенных оболочек, трубных заготовок и т.п. из нержавеющих сталей.
Для выполнения сварки особо тонкостенных изделий с большими поперечными сечениями необходимо обеспечить полное совпадение стыкуемых кромок изделий, как по толщине, так и по периметру с соблюдением соосности и точности центрирования свариваемых деталей.
Общеизвестно также и то, что при сварке оболочек или пластин встык возникает двухосное напряженное состояние металла в зоне сварки, возникающее в результате перемещения свариваемых краев при нагреве движущимся источником тепла. В пластинах, свариваемых встык без зазора, кромки впереди источника тепла не могут перемещаться беспрепятственно, а в них происходит упругое вдавливание металла и происходит пластическая деформация осаживания металла. Во время прохода источника нагрева в перемещениях участвует сравнительно узкая зона металла, а именно нагретая до высокой температуры. Поэтому закрепление пластин не оказывает практически никакого влияния на поперечное перемещение кромок во время сваривания. При сваривании цилиндрических оболочек, кроме пластических деформаций осевого осаживания металла, происходит также изменение их диаметра, что приводит к неосесимметричным деформациям свариваемых сечений.
Деформации от неравномерного нагрева по ширине и длине по существу являются деформациями изгиба. Изгиб происходит вследствие того, что нагретая сторона расширяется, в то время как холодная сопротивляется этому расширению. По мере уменьшения ширины прогретой зоны при постоянной мощности источника нагрева деформации, вызванные поворотом сечений, уменьшаются. При очень узких зонах прогрева свариваемые оболочки могут не иметь значительных угловых деформаций.
Приведенные выше соображения позволяют ставить задачу о выборе оптимальные размеров зон, с которых необходимо осуществлять отвод тепла, а также создавать конструкции устройств для осуществления данной задачи, с целью исключения коробления при сварке и уменьшения остаточных напряжений в свариваемых конструкциях
Известны способы сварки труб и емкостей с использованием центрирующих по внешнему диаметру устройств (Патон Б.Е. Технология электрической сварки металлов и сплавов плавлением. - М.: Машиностроение, 1974).
Решения по данным способам с использованием известных устройств практически не применимы для случая сварки тонкостенных конструкций.
Наиболее близкого по постановке задачи изобретения и пути ее решения, в качестве прототипа выбрано устройство, содержащее направляющие цилиндрические втулки с узлом крепления, обеспечивающие центрирование труб при сварке (RU 2303739 С1, 27.07.2007).
Недостатком данного решения является невозможность его применения в случае сварки тонкостенных оболочечных конструкций.
Задачей настоящего изобретения является создание простого по конструкции устройства для реализации способа сварки плавлением кольцевых стыков тонкостенных оболочек для получения различных замкнутых емкостей.
Техническим результатом при реализации предложенного устройства является повышение качества сварного шва за счет создания плотной, мелкозернистой его структуры и отсутствия микродефектов, а также упрощении технологии сборки, а также возможность сварки кольцевых стыков тонкостенных оболочных конструкций.
Технический результат достигается тем, что устройство для сварки торцов нежестких тонкостенных цилиндрических оболочек содержит две оправки позиционирования с профилированными направляющими втулками центрирующими свариваемые оболочки по внешнему диаметру, установленных на одной направляющей базе с совмещением по диаметру и оси, и с возможностью осевого перемещения, при этом со стороны внешней поверхности каждой центрирующей направляющей втулки с зазором от нее установлен посредством узла крепления деформируемый цанго-образный кольцевой пластинчатый теплообменник, выполненный из набора разделенных между собой лепестков - ламелей из материала высокой теплопроводности.
Узел крепления может быть выполнен в виде колец-пружин и подвижной упорной обоймы.
Лепестки - ламели пластинчатого теплообменника профилированы вдоль оси центрирующей направляющей втулки в форме коромыслообразного рычага и зафиксированы в кольцевой канавке направляющей втулки посредством упругого кольца-пружины с возможностью поворота относительно ее внешней поверхности.
Концы лепестков - ламелей пластинчатого теплообменника со стороны плоскости сварки содержат губки, прижатые друг к другу и стянутые посредством упругого кольца-пружины образуя вместе с упорной втулкой оправки позиционирования конструкцию в виде цанги.
Со стороны плоскости сварки диаметр внутренней поверхности кольцевого пластинчатого теплообменника, образуемый губками лепестков-ламелей, равен внешнему диаметру свариваемых тонкостенных цилиндрических оболочек.
Лепестки-ламели пластинчатого теплообменника по всей длине имеют одинаковую ширину.
Торец цанги, образуемый концами ламелей пластинчатого теплообменника со стороны плоскости сварки, смещен относительно торца центрирующей направляющей втулки на расстояние, равное 5-10 толщин свариваемых деталей в сторону плоскости сварки.
Каждая оправка позиционирования с центрирующими направляющими втулками снабжена подвижной упорной обоймой с внутренней конической поверхностью, вершина конуса которой направлена в сторону, противоположную плоскости сварки, охватывающей концы лепестков-ламелей пластинчатого теплообменника с возможностью относительного осевого перемещения.
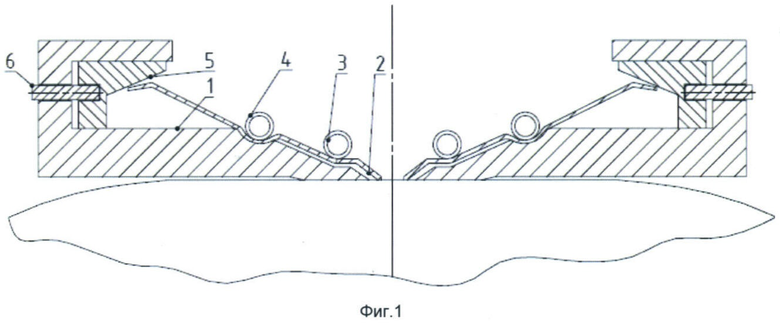
- На фиг.1 показано предложенное устройство.
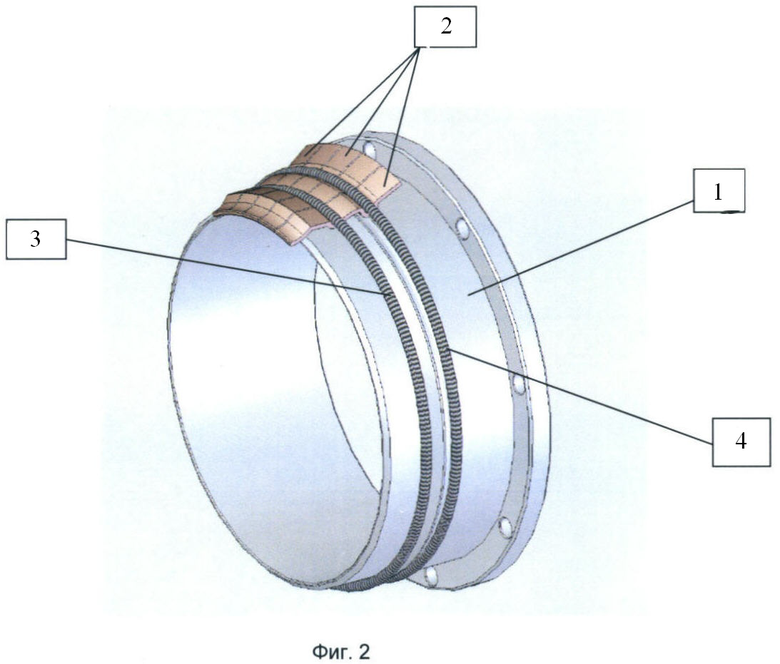
- На фиг.2 показана схема расположения ламелей пластинчатого теплообменника на направляющей втулке оправки.
Конструкция устройства содержит две оправки 1 (фиг.1) с профилированными цилиндрическими направляющими втулками, центрирующими свариваемые оболочки по внешнему диаметру, установленные на одной направляющей базе. На внешней стороне направляющих втулок с зазором установлены профильные лепестки-ламели 2, которые стянуты между собой и зафиксированы на поверхности направляющих втулок посредством кольца-пружины 4. Для плотного прижима концов ламелей со стороны плоскости сварки ламели также сжаты посредством кольца-пружины 3. Совместно ламели в собранном состоянии образуют кольцевой легкодеформируемый пластинчатый теплообменник. Со стороны свободных концов ламелей 2 в оправке 1 установлена подвижная упорная обойма 5 с внутренней конической поверхностью, вершина конуса которой направлена в сторону, противоположную плоскости сварки. Обойма 5 и собранный из ламелей 2 пластинчатый теплообменник образуют конструкцию цанги, в которой со стороны плоскости сварки диаметр внутренней поверхности, образуемый губками лепестков-ламелей, равен внешнему диаметру свариваемых тонкостенных цилиндрических оболочек. Для перемещения подвижной упорной обоймы 5 в оправке предусмотрены направляющие 6.
Функционирование устройства осуществляется следующим образом. Устройство устанавливается в станок, обеспечивающий его вращательное движение. При этом предварительно обе позицирующие оправки выставляются и центрируются как по совпадению осей, так и по совпадению центрирующих поверхностей направляющих втулок. В каждую оправку устанавливается свариваемая оболочка. При этом посредством перемещения обоймы 5 в оправке 1 ламели 2 пластинчатого теплообменника раскрываются и не препятствуют установке свариваемых оболочек. После установки свариваемых заготовок они предварительно стыкуется по плоскости сварки до полного совпадения свариваемых торцов. В таком положении оправки 1 фиксируются и посредством перемещения обоймы 5 и кольца-пружины 3 пластинчатый теплообменник приводится к контакту в заданных сечениях со свариваемыми заготовками. При этом площадь контакта (зоны отбора тепла) обеспечивается шириной подвижной ламели.
При включении подвижного теплового источника в свариваемых оболочках неосимметрично прогревается некоторая зона металла и сами оболочки начинают неосимметрично деформироваться. Форма деформируемой при нагревании оболочки некруговая, то есть в зоне локального нагрева кривизна оболочки меньше, чем в невозмущенной зоне. В силу того, что на некотором расстоянии от плоскости сварки установлен пластинчатый теплообменник, он отбирает тепло в свариваемом материале и не позволяет ему распространяться на большие зоны. При этом в силу подвижности каждой ламели в зоне контакта теплообменник отслеживает возникающие не осимметричные деформации свариваемых оболочек и не вносит никаких дополнительных возмущений, а обеспечивает только теплоотбор из свариваемой зоны материала.
Функциональное назначение теплообменника заключается в ограничении зон распространения тепла по длине образующих свариваемых оболочек от места их стыка (плоскости сварки). В процессе сварки торцы свариваемых оболочек нагреваются до температуры плавления металла (до 1000 и более градусов Цельсия), в силу теплопроводности материалов свариваемых оболочек тепло распространяется по длине образующей и вызывает температурную деформацию данных оболочек. В силу того, что тепло подводится от локального источника, форма температурной деформации - локальное вспучивание (коробление) торца оболочки. Для уменьшения данного эффекта необходимо ограничить зону нагрева по длине образующих свариваемых оболочек. Эту функцию и выполняет теплообменник из материала высокой теплоемкости, например меди. В зоне контакта теплообменника с свариваемой оболочкой тепло распространяется как в материал теплообменника, так и по длине оболочки. В силу разности теплоемкостей материалов теплообменника и свариваемой оболочки, а также в силу большой разности их толщин (масс в зоне контакта) наибольшее количество тепла поглощается теплообменником и некоторая часть распространяется по материалу свариваемой оболочки. Тем самим и ограничивается локальная зона прогрева оболочки и зона локального температурного ее коробления. Отбор тепла в зоне контакта ламелей 2 пластинчатого теплообменника и свариваемых оболочек происходит за счет, как уже было сказано, высокой теплоемкости материала ламелей и естественного конвективного охлаждения обтеканием воздухом подвижных ламелей теплообменника, установленных с зазором от направляющих втулок. Для дополнительного охлаждения ламелей 2 теплообменника возможно использовать решение, когда не контактирующие со свариваемыми оболочками концы ламелей соприкасаются на определенной длине с подвижной упорной обоймой 5, в которой помещаются в специально охлаждаемое ее устройство, например через нее пропускается холодная вода.
Использование данного решения позволяет достаточно качественно реализовать метод сварки оплавлением для соединения тонкостенных оболочек.
С использованием предложенного устройства появилась реальная возможность получать сварные конструкции типа замкнутых сосудов в виде тонкостенных замкнутых оболочек - лейнеров. Использование предлагаемого решения проверено на примерах сварки оболочек с толщиной стенки 0.5 мм и с диаметрами 213 и 322 мм. Изготовление и испытание этих тонкостенных оболочек изготовленных с использованием предлагаемого способа подтвердили их высокую надежность и эффективность.
Предлагаемое решение находит широкое применение при сварке тонкостенных труб, ресиверов, расширительных емкостей, баллонов и других изделий в различных областях техники.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2008 |
|
RU2393946C2 |
| УСТРОЙСТВО ДЛЯ ПОДГОТОВКИ ТОРЦОВ ТОНКОСТЕННЫХ ОБОЛОЧЕК К СВАРКЕ | 2008 |
|
RU2393949C2 |
| МЕТАЛЛОКОМПОЗИТНЫЙ БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ | 2009 |
|
RU2432521C2 |
| МЕТАЛЛОКОМПОЗИТНЫЙ БАЛЛОН ДАВЛЕНИЯ | 2009 |
|
RU2432520C2 |
| БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2011 |
|
RU2482380C2 |
| БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ | 2008 |
|
RU2393375C2 |
| БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ | 2008 |
|
RU2393376C2 |
| МЕТАЛЛО-КОМПОЗИТНЫЙ БАЛЛОН ДАВЛЕНИЯ | 2010 |
|
RU2439425C2 |
| ЛЕЙНЕР БАЛЛОНА ВЫСОКОГО ДАВЛЕНИЯ | 2007 |
|
RU2353851C1 |
| УСТРОЙСТВО ДЛЯ ГЕРМЕТИЗАЦИИ ПАТРУБКА ВНУТРЕННЕЙ ОБОЛОЧКИ В ГОРЛОВИНЕ СОСУДА ВЫСОКОГО ДАВЛЕНИЯ | 1999 |
|
RU2150634C1 |
Изобретение относится к устройству для установки и центрирования свариваемых торцов тонкостенных оболочек. Технический результат состоит в повышении качества сварного шва и упрощении технологии сборки. Устройство содержит две оправки позиционирования с профилированными направляющими втулками, центрирующими свариваемые оболочки по внешнему диаметру, установленные на одной направляющей базе с совмещением по диаметру и оси, и с возможностью осевого перемещения. Со стороны внешней поверхности каждой центрирующей направляющей втулки с зазором от нее установлен посредством узла крепления деформируемый цанго-образный кольцевой пластинчатый теплообменник, выполненный из набора разделенных между собой лепестков - ламелей из материала высокой теплопроводности. 7 з.п. ф-лы, 2 ил.
1. Устройство для установки и центрирования свариваемых торцов тонкостенных оболочек, характеризующееся тем, что содержит две оправки позиционирования с профилированными направляющими втулками, центрирующими свариваемые оболочки по внешнему диаметру, установленные на одной направляющей базе с совмещением по диаметру и оси и с возможностью осевого перемещения, при этом со стороны внешней поверхности каждой центрирующей направляющей втулки с зазором от нее установлен посредством узла крепления деформируемый цанго-образный кольцевой пластинчатый теплообменник, выполненный из набора разделенных между собой лепестков-ламелей из материала высокой теплопроводности.
2. Устройство по п.1, в котором узел крепления выполнен в виде колец-пружин и подвижной упорной обоймы.
3. Устройство по п.2, в котором лепестки-ламели пластинчатого теплообменника профилированы вдоль оси центрирующей направляющей втулки в форме коромысло-образного рычага и зафиксированы в кольцевой канавке направляющей втулки посредством упругого кольца-пружины с возможностью поворота относительно ее внешней поверхности.
4. Устройство по п.2, в котором концы лепестков-ламелей пластинчатого теплообменника со стороны плоскости сварки содержат губки, прижатые друг к другу и стянутые посредством упругого кольца-пружины с образованием вместе с упорной втулкой оправки позиционирования конструкции в виде цанги.
5. Устройство по п.1, в котором со стороны плоскости сварки диаметр внутренней поверхности кольцевого пластинчатого теплообменника, образуемый губками лепестков-ламелей, равен внешнему диаметру свариваемых тонкостенных цилиндрических оболочек.
6. Устройство по п.1, в котором лепестки-ламели пластинчатого теплообменника по всей длине имеют одинаковую ширину.
7. Устройство по п.1, в котором торец цанги, образуемый концами ламелей пластинчатого теплообменника, со стороны плоскости сварки смещен относительно торца центрирующей направляющей втулки на расстояние, равное 5-10 толщин свариваемых деталей, в сторону плоскости сварки.
8. Устройство по п.1, в котором каждая оправка позиционирования с центрирующими направляющими втулками снабжена подвижной упорной обоймой с внутренней конической поверхностью, вершина конуса которой направлена в сторону, противоположную плоскости сварки, охватывающей концы лепестков-ламелей пластинчатого теплообменника с возможностью относительного осевого перемещения.
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ ТРУБ | 2006 |
|
RU2303739C1 |
| Внутренний центратор для сборки под сварку кольцевых стыков | 1990 |
|
SU1756088A1 |
| Переносное устройство для электродуговой обварки трубок | 1961 |
|
SU140513A1 |
| ЕР 1207003 А, 22.05.2002 | |||
| JP 7314187 A, 05.12.1995 | |||
| Способ определения площади поверхностности детали | 1979 |
|
SU929997A1 |

