Изобретение относится к области сборки, сварки и предназначено для центрирования и закрепления изделий типа оболочек, может найти использование в ма- шиностроительной и прочих отраслях про- мышленности.
Известно устройство для сборки кольцевых стыков, содержащее компенсирующий механизм, расположенный между штангой подачи центратора внутрь оболоч- ки и , включающим диск с ра- диально расположенными плунжерами, контактирующими с внутренней поверхностью штанги, постель с опорами, имеющими сферическую поверхность, шайбу со сфери- ческой поверхностью, сферический элемент м пружины, расположенные на корпусе центратора.
Известно устройство для формировании кольцевых сварных швов, содержащее корпус и смонтированный на корпусе формирующий механизм, включающий в себя чередующиеся через один передний и задний сегменты, установленные на штанге и привод сегментов, шарнирно соединенный со штоками посредством звеньев, штоки передних сегментов выполнены по отношению к штокам задних сегментов укороченными на постоянную величину, соединенные с ними звенья - соответственно удлиненными.
Наиболее близким к предлагаемому является внутренний центратор для сборки стыков изделий, содержащий корпус, направляющих которого установлены с возможностью радиального перемещения центрирующие сегменты, взаимодействующие через штоки с подвижной конусной втулкой.
Однако известный центратор не обеспечивает раздвиженме центрирующих сег- ментов на значительную величину, необходимую для центрирования изделий изнутри при диаметрах по стыку значительно больше диаметров отдельных составляющих, через которые технологическая оснастка вводится внутрь изделия.
Применение известных разжимных центрирующих устройств для сборки стыков оболочек по диаметрам значительно больше, чем диаметры отверстий, через которые центратор вводится внутрь свариваемых изделий невозможно.
Цель изобретения - расширение технологических возможностей путем обеспечения сборки стыков по диаметрам, превышающим диаметры отверстий, через которые вводится центратор.
Внутренний центратор, содержащий основание, жестко закрепленный на нем корпус с конической базой, центрирующие
сегменты, закрепленные на штоках, выполненные в виде двух шарнирно связанных друг с другом тяг, кинематически связанных с силовым приводом и установленных в направляющих с возможностью радиального перемещения, снабжен кронштейнами, жестко закрепленными на основании и дугообразными рычагами, шарнирно закрепленными на кронштейнах, при этом одни дугообразные плечи рычагов жестко связаны с направляющими штоков, а другие плечи шарнирно связаны со штоками пневмоци- линдров.
На фиг.1 показан центратор в исходном положении, общий вид; на фиг.2 - то же, в промежуточном положении; на фиг.З - то же, в рабочем положении.
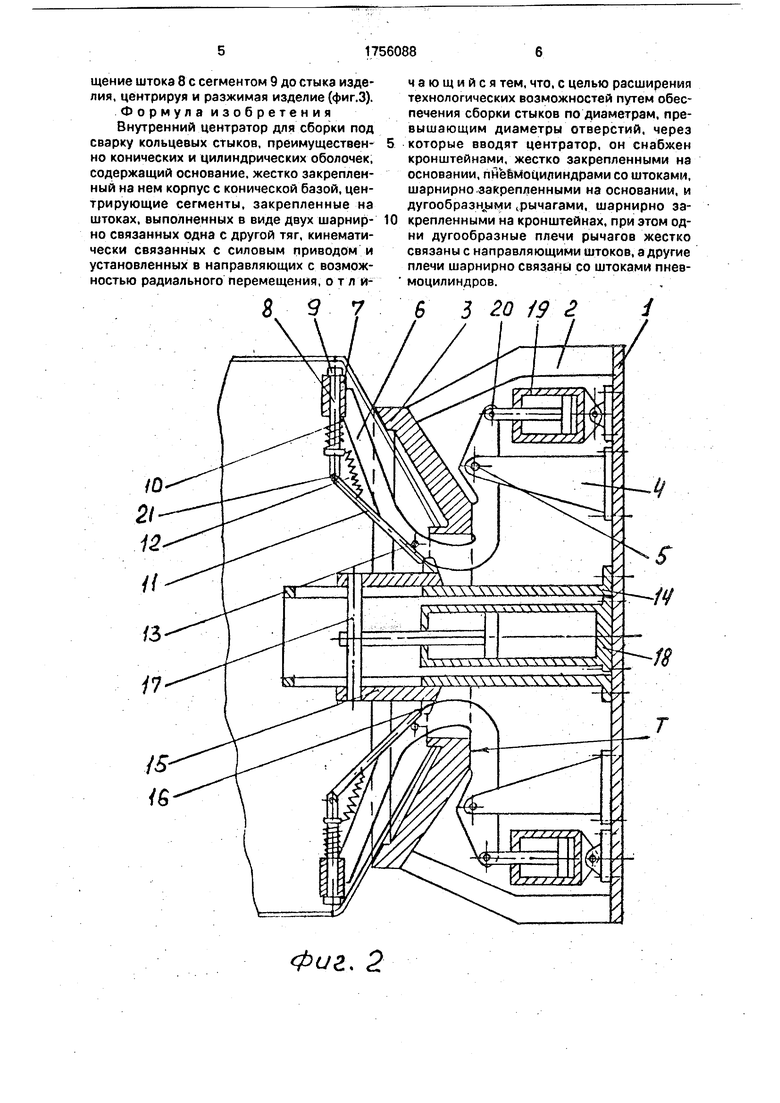
Центратор содержит основание 1, корпус, выполненный в виде стоек 2 с конической базой 3, кронштейны 4. в которых на осях 5 установлены восемь дугообразных рычагов 6. На длинных плечах дугообразных рычагов б в направляющих 7 установлены штоки 8 с центрирующими сегментами 9. Пружины 10 в исходном положении поджимают сегменты 9 к торцу направляющих 7, а тяги 11 пружинами 12 доводятся до ограничителя 13. На колонне 14 установлена втулка 15 с сухарями 16, связанная пальцем 17 с штоком пневмоцилиндра 18. Качающийся пневмоцилиндр 19, установленный шарнирно на основании 1, связан штоком через ось 20с коротким плечом дугообразного рычага 6. Шток 8 соединен с тягой 11 шарниром 21. Внутренний центратор для сборки кольцевых швов работает следующим образом.
В начальный момент втулка 15 отведена вправо через палец 17 пневмоцилиндром 18. Дугообразные рычаги 6 пневмоцилинд- рами 19 повернуты на осях 5 таким образом, что направляющие 8 сведены к оси устройства. Пружина 10 через шток 8 поджимает сегменты 9 к торцу направляющих 7, а тяга 11 пружиной 12 доведена до ограничителя 13 (фиг.1). В таком положении (D2 - диаметр сложенных сегментов - меньше DI - диаметра отверстия оболочки, через которое вводится центратор) производится установка свариваемых частей изделия в устройство.
Дугообразные рычаги 6 с направляющими 7, пневмоцилиндром 19 через ось 20 поворачиваются на осях 5 в положение до упора в торец Т базы 3 (фиг.2), Пневмоцилиндром 18 через палец 17 перемещают втулку t5 с сухарями 16 по колонне 14 влево. При этом сухари 1 б своим торцом поворачивают тягу 11 до ее упора в образующую втулки 15 и происходит радиальное перемещение штока 8 с сегментом 9 до стыка изделия, центрируя и разжимая изделие (фиг.З). Формула изобретения Внутренний центратор для сборки под сварку кольцевых стыков, преимущественно конических и цилиндрических оболочек, содержащий основание, жестко закрепленный на нем корпус с конической базой, центрирующие сегменты, закрепленные на штоках, выполненных в виде двух шарнир- но связанных одна с другой тяг, кинематически связанных с силовым приводом и установленных в направляющих с возможностью радиального перемещения, о т л и
чающийся тем, что, с целью расширения технологических возможностей путем обеспечения сборки стыков по диаметрам, превышающим диаметры отверстий, через которые вводят центратор, он снабжен кронштейнами, жестко закрепленными на основании, пйевмоцилиндрами со штоками, шарнирно.закрепленными на основании, и дугообразными .рычагами, шарнирно закрепленными на кронштейнах, при этом одни дугообразные плечи рычагов жестко связаны с направляющими штоков, а другие плечи шарнирно связаны со штоками пнев- моцилиндров.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки цилиндрических конструкций | 1981 |
|
SU965686A1 |
| Внутренний центратор для сборки стыков цилиндрических изделий | 1974 |
|
SU500959A1 |
| Внутренний центратор | 1978 |
|
SU697288A1 |
| Внутренний центратор | 1982 |
|
SU1076243A1 |
| Центратор для сборки под сварку цилиндрических изделий | 1979 |
|
SU897448A1 |
| Внутренний центратор | 1982 |
|
SU1073057A1 |
| Устройство для сборки и сварки продольных стыков конических обечаек | 1990 |
|
SU1747247A1 |
| Полуавтоматическая установка для сборки и сварки кольцевых швов | 1982 |
|
SU1192935A1 |
| УСТРОЙСТВО ДЛЯ БЕЗОТХОДНОЙ ТЕРМИЧЕСКОЙ РЕЗКИ ЗАГОТОВОК ИЗ ТРУБ | 1991 |
|
RU2071399C1 |
| Полуавтоматическая установка для сборки и сварки кольцевых швов | 1985 |
|
SU1323314A2 |

Использование: в машиностроении, в частности для сварки и изготовления тоуб и трубопроводов. Сущность изобретения: центратор содержит основание 1, на стойках 2 которого закреплена конусная база 3 и кронштейны 4 с рычагами. Рычаги 6 снабжены индивидуальными приводами. Центратор включает штоки 8 с центрирующими сегментами 9, снабженные силовым приводом, выполненным в виде центральной втулки 15 и тяг 11. На длинных концах поворотных изогнутых рычагов 6 расположены направляющие 7, в которых с возможностью радиального перемещения установлены штоки 8с центрирующими сегментами 9. Центратор обеспечивает сборку, сварку кольцевых стыков оболочек по диаметрам, которые значительно больше чем диаметры отверстий, через которые центратор вводится внутрь свариваемых изделий. 3 ил. J 20 6 19 2 LJL 1 О 00 Фие.1
897 6 3 20 19 2
Фиг. 2
фиг. 3
| Стенд для сборки кольцевых стыков обечаек | 1985 |
|
SU1296346A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для формирования кольцевых сварных швов | 1981 |
|
SU1073060A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Внутренний центратор для сборки стыков цилиндрических изделий | 1974 |
|
SU500959A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
