Область изобретения
Настоящее изобретение относится к области производства бумаги, в частности, к получению ткани для бумагоделательных, машин для транспортных лент и прессовых тканей.
Уровень техники
В процессе производства бумаги целлюлозное волокнистое полотно получают способом нанесения волокнистой суспензии (она представляет собой водную дисперсию целлюлозных волокон) на движущуюся формовочную сетку. Эту операцию осуществляют в формовочной части бумагоделательной машины. Через формовочную сетку из суспензии отводится большое количество воды, и на поверхности формовочной сетки остается целлюлозное волокнистое полотно.
Сформированное целлюлозное волокнистое полотно из формовочной (сеточной) части поступает в прессовую часть, в которой имеется ряд прессовых валов. Целлюлозное волокнистое полотно, поддерживаемое прессовой тканью (или, как часто бывает, расположенное между двумя прессовыми тканями), проходит через прессовые валы, где оно подвергается воздействию сжимающих сил, которые выжимают из него воду, при этом происходит адгезия целлюлозных волокон друг к другу с формированием из целлюлозного волокнистого полотна листа бумаги. Вода переходит в прессовую ткань и в идеале не возвращается в лист бумаги.
На конечной стадии производства лист бумаги поступает в сушильную часть, которая содержит, по меньшей мере, один ряд вращаемых сушильных барабанов, подогреваемых изнутри паром. Сформированный лист бумаги проходит по волнообразной траектории, последовательно огибая каждый барабан ряда. Лист бумаги направляют с помощью сушильной ткани, которая прижимает его к поверхности барабанов. Использование подогреваемых барабанов позволяет уменьшить содержание воды в листе бумаги до необходимого уровня в результате испарения.
Следует отметить, что формовочная сетка, прессовая и сушильная ткани бумагоделательной машины имеют форму бесконечной петли и выполняют функцию конвейеров. Также следует понимать, что процесс производства бумаги является непрерывным и протекает на значительных скоростях. В формовочной части волокнистую суспензию непрерывно подают на формовочную сетку, а изготовленный лист бумаги после выхода из сушильной части непрерывно сматывают в рулоны.
Прессовые ткани играют важную роль в процессе производства бумаги. В частности, они выполняют функцию подложки и транспортирования производимого бумажного продукта через прессовые валы.
Прессовые ткани также участвуют в конечной обработке листа бумаги: они имеют гладкую поверхность и однородно эластичную структуру так, чтобы при прохождении через прессовые валы поверхность бумаги получалась гладкой и без меток.
Возможно, самой главной функцией является впитывание прессовой тканью большого количества воды, отделяющейся в процессе отжима из мокрой бумаги на прессовых валах. Для того чтобы выполнять эту функцию, в прессовой ткани должно быть пространство (которое обычно называют объемом пустот) для воды, и ткань должна обладать соответствующей проницаемостью для воды в течение всего срока службы. Наконец, ткани не должны допускать возвращения воды в мокрую бумагу и повторного ее смачивания на выходе с прессовых валов.
В настоящее время производят большое разнообразие прессовых тканей в соответствии с требованиями, предъявляемыми бумагоделательными машинами, для установки на которые они предназначены, с тем чтобы обеспечить требуемые качества производимой бумаги. Обычно они состоят из текстильной тканевой основы, на которой методом иглопробивания закреплено тонкое нетканое волокно. Основа может быть соткана из мононити, скрученной мононити, комплексной нити, скрученной комплексной нити; ткань может быть однослойной, многослойной или ламинированной. При этом обычно используют нити, полученные экструзией из любой синтетической смолы, выбранной из множества смол, например, таких как полиамидные и полиэфирные смолы, известных специалистам в области оснащения бумагоделательных машин.
Текстильные основы могут иметь разную форму. Например, они могут быть в форме бесконечной петли или изначально гладкопрядными с последующим сшиванием в бесконечную форму с помощью текстильной нити. В качестве альтернативного варианта они могут быть изготовлены по технологии, которая известна как модифицированное бесконечное тканье, при котором края по ширине основы имеют шовные петли с нитями, ориентированными в машинном направлении (МН). В этом процессе МН-нити ткут непрерывно назад и вперед между краями ткани, поворачивая на каждом конце обратно и формируя шовную петлю. Основе, получаемой таким способом, придают бесконечную форму во время установки на бумагоделательную машину, и по этой причине ее называют тканью, сшиваемой в бумагоделательной машине. Для придания такой ткани бесконечной формы два края сводят вместе, шовные петли соединяют друг с другом гребенчатым способом, и сшивающий штифт или шпильку продевают через полученную структуру, сформированную гребенчатыми сшивающими петлями.
Кроме того, текстильные основы могут быть заламинированы путем размещения одной основы внутри бесконечной петли, сформированной из другой основы, с прошиванием обеих основ штапельным волокном для их соединения. Одна или обе текстильные основы могут представлять собой ткани, сшиваемые в бумагоделательной машине.
Таким образом, текстильные основы либо представляют собой бесконечную петлю, либо имеют такую форму, которая позволяет сшить их в виде бесконечной петли; далее, они характеризуются заданной длиной, которая измеряется в долевом направлении ткани по длине окружности, и заданной шириной, которая измеряется в поперечном направлении ткани. В связи с тем что конфигурации бумагоделательных машин отличаются огромным разнообразием, производители тканей для бумагоделательных машин должно соответственно обеспечивать выпуск прессовой и других тканей, размеры которых соответствуют размерам конкретных деталей бумагоделательных машин потребителей. Нет необходимости говорить о том, что такие требования делают очень трудным организацию массового производства, так как каждая конкретная прессовая ткань должна быть произведена на заказ.
В соответствии с вышеописанной потребностью в прессовых тканях разной длины и ширины в последние годы производство осуществляли по спиральной технологии, которая описана в патенте США № 5,360,656 (Rexfelt et al.), содержание которого включено в данное описание в качестве ссылки.
В патенте США № 5,360,656 описана прессовая ткань, содержащая основу, имеющую один и более слоев вшитого штапельного волокнистого материала. Основа включает, по меньшей мере, один слой, состоящий из навивной полосы тканого материала, имеющего ширину, меньшую, чем ширина основы. Основа является бесконечной в продольном направлении (или машинном направлении). Витки, направленные по длине навивной полосы, находятся под углом к машинному направлению прессового сукна. Полоса тканого материала может быть гладкопрядной (произведенной на ткацком станке). Указанный станок является более узким, чем те, которые обычно применяют в производстве оснащения для бумагоделательных машин.
Основа содержит намотанные и соединенные витки спирали из относительно узких полос тканевого материала. Тканевую полосу ткут из продольных (основных) и поперечных (наполнительных) нитей. Соседние витки навивной тканевой полосы могут примыкать друг к другу, а спиралевидный непрерывный шов может быть выполнен посредством сшивания, сплавления (например, ультразвукового) или склеивания. В качестве альтернативного варианта соседние продольные части краев, соединяющие витки спирали, могут быть наложены друг на друга при условии, что края имеют меньшую толщину, чтобы не допустить увеличения толщины в области наложения. Более того, расстояние между продольными нитями может быть увеличено по краям полосы, так чтобы в случае, когда соседние витки спирали перекрываются, расстояние между продольными витками в области наложения оставалось неизменным.
В дополнение можно отметить, что транспортные ленты используют для переноса листа бумаги между отдельными частями или между элементами частей (такими, как отдельные прессы в прессовой части) бумагоделательной машины. Транспортные ленты могут быть предназначены как для выполнения функции переноса листа бумаги на отдельном участке бумагоделательной машины, так и для обезвоживания бумаги.
Как было указано выше, основной функцией всех тканей бумагоделательной машины является обезвоживание листа бумаги. Кроме того, такие критерии, как гладкость поверхностей и однородность являются важными факторами, которые необходимо учитывать при производстве тканей для бумагоделательных машин. Топография поверхности тканей определяет качество бумажной продукции. Были приложены усилия для создания более гладкой поверхности, контактирующей с листом бумаги. Однако гладкость поверхности или прессовая однородность ткани для бумагоделательной машины ограничена топографией, которая обусловлена рисунком переплетения нитей ткани и физическими свойствами нити под вшитым волокнистым слоем. В тканевом (или вязаном) материале гладкость изначально ограничена перегибом нитей, формируемым в точке пересечения. Следовательно, существует необходимость в тканях с повышенной гладкостью и однородностью.
Из уровня техники известно получение тканей для бумагоделательных машин путем сплавления нетканых материалов, таких как штапельное волокно или пряденное волокно. Расположение и ориентация волокон штапельного материала хаотично и не может быть задано или воспроизведено в разных тканях. Это относится и к случаю, когда для получения гладкой поверхности применяют пленочное покрытие из пленки сплавляемого материала; происходит отекание пленки (обычно в направлении источника теплоты). Процесс отекания неоднороден; указанные пленки или «покрытия», применяемые в предшествующих технологиях, лишь незначительно сокращают неоднородность распределения давления, прикладываемого к базовым тканям, которые служат опорной структурой прессовых тканей.
Например, в Патенте США 4,565,735 описано сукно для бумагоделательной машины с противоусадочным прокладочным слоем, пришитым к одной или обеим сторонам тканой основы. Прокладочный слой (слои) получают из смеси, по меньшей мере, двух типов волокон. Первый тип присутствует только в небольших количествах и имеет температуру плавления, меньшую, чем температура плавления остального прокладочного слоя (слоев) и основы. Сукно нагревают до температуры, более высокой, чем указанная меньшая температура плавления, и первые волокна плавятся, связывая остальные волокна друг с другом и с основой. Несмотря на то, что это позволяет достичь некоторых улучшений в области локального связывания волокон, однако почти никаких улучшений не отмечено в отношении улучшения гладкости поверхности или маскирования структуры основы.
В Патенте США 4,380,915 описано сукно для обезвоживающего пресса бумагоделательной машины. Сукно имеет несколько слоев нетканого волокна, чередующихся со слоями полимерной сетки. Сетчатые слои имеют более низкую температуру плавления, чем слои волокна. Слои волокна могут быть закреплены иглопробиванием, сшиванием, нагреванием или некоторыми сочетаниями этих способов. Каждый сетчатый слой предпочтительно выполнен в виде нетканого сетчатого материала. Во время изготовления сукно может быть подвергнуто нагреванию до температуры, более высокой, чем температура размягчения полимерной сетки. Однако сукно не нагревают до температуры плавления полимерной сетки. В результате невозможно получить гладкость и/или однородность давления.
DE 29706427 U1 описывает гибкие ленты, применяемые в бумагоделательных машинах. Лента имеет, по меньшей мере, одну сторону, которая содержит непроницаемый слой и проявляет упругоэластичные свойства при сжатии. Характерной особенностью является то, что непроницаемый слой получают способом плавления волокон волокнистой структуры на одной стороне ленты. Волокнистый слой или нетканый слой содержат заранее установленное количество термопластически деформируемых нитей или нить из термоплавкого клея. Как упоминалось выше, расположение волокон в нетканом слое неоднородно и не может быть воспроизведено от сукна к сукну. Также описываемое изобретение представляет собой тканые покрытия, получаемые из так называемых двухкомпонентных нитей. Эти нити имеют покрытие из термоплавких полимеров. Под воздействием теплоты указанное выше покрытие плавится, а нить остается в прежнем состоянии. Образующийся при этом расплавляемый материал обеспечивает адгезивное соединение. Термопластически деформируемые нити не позволяют получить более высокие характеристики гладкости, потому что плавится только покрытие, а сердцевина остается нетронутой.
В Патенте США № 5,298,124 (правообладателем которого является Albany International Corporation) описана транспортная лента, содержание патента включено в настоящее описание посредством ссылки. Указанная транспортная лента характеризуется зависимой от давления топографией поверхности и восстанавливающимся уровнем шероховатости. Таким образом, под воздействием давления на прессовом валу уровень шероховатости сокращается, что дает возможность образования между транспортной лентой и листом бумаги тонкой водяной пленки, которая связывает лист бумаги с транспортной лентой на выходе с прессового вала. Когда через некоторое время после выхода с прессового вала восстанавливается начальный уровень шероховатости, лист бумаги может быть удален с ленточного конвейера, возможно, с применением минимального вакуума или откачивания воздуха от проницаемой ткани (такой, как сушильная ткань).
В Патенте США № 5,298,124 описана транспортная лента для переноса листов, которая может включать армирующую основу, которая имеет сторону, контактирующую с бумагой, и обратную сторону. Указанная лента со стороны бумаги может иметь полимерное покрытие, которое содержит сбалансированное распределение, имеющее сегменты, по меньшей мере, одного полимера. Сбалансированное распределение имеет форму полимерной матрицы, которая может содержать как гидрофобные, так и гидрофильные полимерные сегменты. Полимерное покрытие может также содержать наполнитель из частиц. Армирующая основа служит для уменьшения продольных и поперечных деформаций транспортной ленты; она может быть выполнена из тканевого материала и, кроме того, может быть бесконечной или сшиваемой в бесконечную форму во время установки в бумагоделательную машину. Армирующая основа может иметь один или более слоев штапельного волокна, закрепленных иглопробиванием к обратной стороне. Слой или слои штапельного волокна, которые также называют иглопробивным полотном, прикрепляют к обратной стороне армирующей основы с тем, чтобы контролировать степень импрегнирования полимерным покрытием армирующей основы со стороны бумаги. Во время эксплуатации транспортной ленты в бумагоделательной машине иглопробивное полотно защищает несущие нити армирующей основы от истирания.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение направлено на создание транспортной ленты или прессовой ткани, которые имеют, по меньшей мере, один тканый, вязаный или плетеный слой с температурой плавления ниже температуры плавления остальных слоев. Ткань подвергают воздействию температуры, в результате чего расплавляемый слой плавится, а остальная структура остается без технических изменений. Преимущество такого слоя заключается в том, что заранее известно местонахождение и расположение расплавляемого материала.
Соответственно, настоящее изобретение представляет собой ткань для бумагоделательных машин и способ формирования ткани бумагоделательных машин, включающий стадии:
размещения нескольких слоев в заданном порядке, причем, по меньшей, мере один слой содержит материал, который является тканым, вязаным или плетеным и имеет первую температуру плавления, а все остальные слои имеют более высокую температуру плавления, чем указанная первая температура плавления;
нагревания слоев до температуры, по меньшей мере, равной первой температуре плавления, но меньшей, чем температура плавления остальных слоев; таким образом при этом указанный, по меньшей мере, один слой плавится без расплавления остальных слоев.
КРАТКОЕ ОПИСАНИЕ ФИГУР
В приведенном далее подробном описании представлены примеры реализации, не ограничивающие область настоящего изобретения и сопровождающиеся для лучшего понимания прилагаемыми фигурами, на которых одинаковыми номерами позиций обозначены одинаковые части.
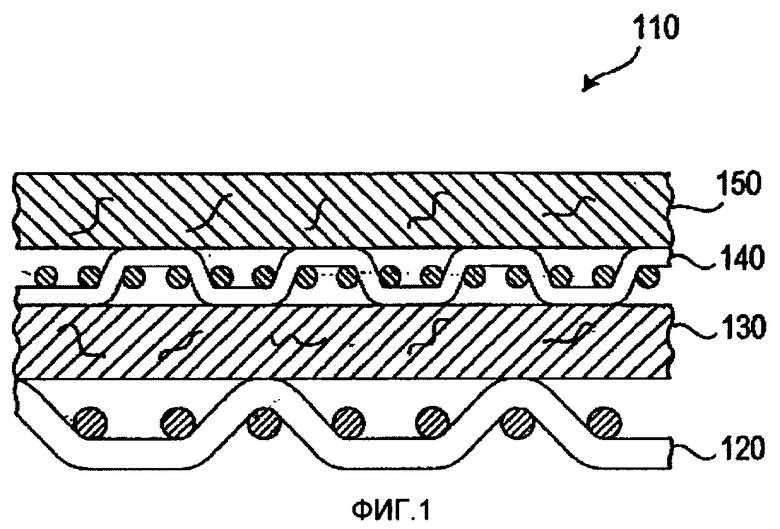
На Фиг.1 представлен поперечный разрез ткани для бумагоделательной машины, состоящей из нескольких слоев, включающих в соответствии с настоящим изобретением один расплавляемый тканый, вязаный или плетеный слой;
На Фиг.2 представлен поперечный разрез первого альтернативного варианта реализации ткани для бумагоделательной машины, состоящей из нескольких слоев, включающих в соответствии с настоящим изобретением два расплавляемых тканых, вязаных или плетеных слоя;
На Фиг.3 представлен поперечный разрез второго альтернативного варианта реализации ткани для бумагоделательной машины, состоящей из нескольких слоев, включающих в соответствии с настоящим изобретением два расплавляемых тканых, вязаных или плетеных слоя;
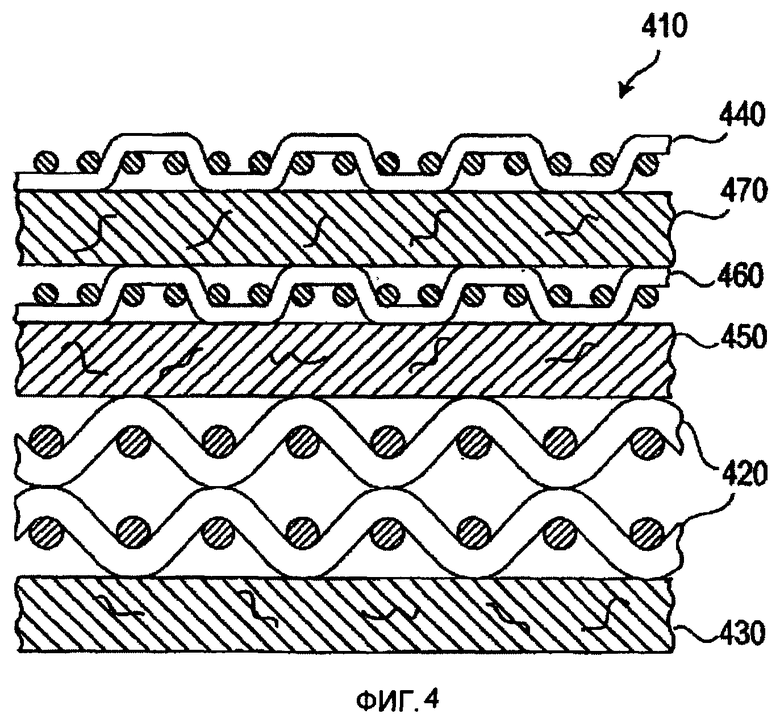
На Фиг.4 представлен поперечный разрез третьего альтернативного варианта реализации ткани для бумагоделательной машины, состоящей из нескольких слоев, включающих в соответствии с настоящим изобретением два расплавляемых тканых, вязаных или плетеных слоя;
На Фиг.5 представлен поперечный разрез четвертого альтернативного варианта реализации ткани для бумагоделательной машины, состоящей из нескольких слоев, включающих в соответствии с настоящим изобретением два расплавляемых тканых, вязаных или плетеных слоя;
На Фиг.6 представлен поперечный разрез пятого альтернативного варианта реализации ткани для бумагоделательной машины, состоящей из нескольких слоев, включающих в соответствии с настоящим изобретением расплавляемый тканый, вязаный или плетеный слой.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ РЕАЛИЗАЦИИ ИЗОБРЕТЕНИЯ
Настоящее изобретение может быть применено для тканей, используемых в прессовых и других частях бумагоделательной машины, а также для тканей, применяемых в других областях промышленности, включая (но не ограничиваясь ими) ткани для транспортных лент, ткани для окончательного прессования, ткани для съема полотна, тканей для каландрования.
Предлагаемый способ получения ткани для бумагоделательной машины включает получение бесконечной непрерывной ткани, которая изначально является бесконечной или содержит шов, позволяющий устанавливать ткань в таком же виде, что и традиционная сшиваемая прессовая ткань, известная в промышленности. Указанная ткань может содержать несущий слой, то есть основу. Несущий слой может быть выполнен из любой структуры, применяемой в качестве основы для оснащения бумагоделательной машины: тканым или нетканым, плетеным или вязаным материалом, экструдированным листом материала из полимерной смолы, экструдированным сетчатым материалом или тканью со спиральными витками. Несущий слой также может быть собран из полосы одного из указанных материалов, спирально намотанной в витки, причем каждый виток соединяется с соседним посредством непрерывного шва.
Несущий слой также может представлять собой ламинированную структуру, включающую две и более ткани, каждая из которых может быть выполнена из одной из структур, указанных выше. В случае, если несущий слой ламинируют, одна из составляющих основы может сшиваться при установке в машину, и таким образом, лента может быть сшита в бесконечную форму при установке в бумагоделательную машину.
В несущий слой может быть вшит штапельный волокнистый материал. Один или более слоев из штапельного волокнистого полотна может быть закреплен иглопробиванием на несущем слое, при этом полотно может полностью или частично выступать за него. Полотно штапельного волокнистого материала может также формировать слой, покрывающий поверхность несущего слоя.
Штапельный волокнистый материал, вшиваемый иглопробиванием в несущий слой, может быть выполнен из любой синтетической полимерной смолы (например, из полиамида), применяемой специалистами в этой области.
Несущий слой может быть тканым или собранным из нитей, включающих любые нити, которые применяют в производстве оснащения для бумагоделательных машин и в тканях для промышленных процессов. А именно, несущий слой может содержать мононить, скрученную мононить, комплексную нить, скрученную комплексную нить или нити, сформованные из штапельного волокна, полученного из любой синтетической полимерной смолы, применяемой специалистами в данной области.
По меньшей мере, один слой ткани для бумагоделательной машины содержит плавящийся слой. Указанный слой может быть тканым, вязаным или плетеным и иметь температуру плавления ниже, чем температура плавления каждого из остальных слоев ткани бумагоделательной машины. Плавящийся слой может быть тканым, плетеным или собранным каким-либо другим способом из нитей, включающих любые нити, которые применяют в производстве ткани для бумагоделательной машины. Другими словами, плавящийся слой содержит материал, который имеет более низкую температуру плавления, чем любой из остальных слоев структуры (плавящийся слой называют «материалом с низкой температурой плавления»). Например, плавящийся слой может быть выполнен из нитей, полученных из следующих материалов: полиэтилены, полипропилены, полиамиды с низкой температурой плавления, полиуретаны, полиолефины или другие материалы, применяемые специалистами в данной области. Плавящееся покрытие может на 100% состоять из материала с низкой температурой плавления или из сочетания материала с низкой температурой плавления и других материалов, имеющих более высокую температуру плавления. Например, плавящийся материал, на 100% состоящий из материала с низкой температурой плавления, может быть применен в транспортной ленте для транспортировки листов. Однако существуют области применения, в которых не требуется полное расплавление, например, если необходимо получить заданную пористость (проницаемость). Соответственно, в этом случае содержание материала с низкой температурой плавления может быть меньше 100%. Другими словами, расплавляемый слой может содержать неплавящиеся материалы. Более того, тканый, вязаный или плетеный материал может быть в виде одиночного слоя тканого материала или структуры из нескольких слоев, подходящих для этой цели.
Слои могут быть расположены в заранее установленном порядке с условием, что, по меньшей мере, один слой содержит материал, имеющий температуру плавления, значительно меньшую, чем у остальных слоев. Указанный расплавляемый волокнистый слой (слои) может быть любым слоем структуры, например, верхним или нижним по отношению к несущему слою, или может занимать любое положение в структуре иглопробивного слоя (включая положение непосредственно под верхним слоем волокон подкладки или между любыми слоями). Кроме того, расплавляемый слой (слои) может также располагаться непосредственно на любой поверхности сукна.
Слои могут быть соединены посредством сшивания, ламинирования или других способов, применяемых для этой цели специалистами в данной области.
Полученную структуру затем подвергают воздействию температуры, что позволяет расплавляемому слою расплавиться, при этом остальные слои в результате процесса остаются в неизменном состоянии, то есть неповрежденными и нерасплавленными. Другими словами, слои подвергают нагреву до температуры, по меньшей мере, равной первой температуре плавления, но меньшей, чем температура плавления любого из остальных слоев. Таким образом, по меньшей мере, один расплавляемый слой расплавляется без расплавления остальных слоев структуры, и в результате получается проницаемая ткань с более высокими характеристиками гладкости и/или равномерности давления. Так как расплавляемый слой является тканым, вязаным или плетеным, расплавляемый материал более равномерно и предсказуемо распределяется в полученной структуре по сравнению с неткаными волокнистыми материалами. Кроме того, в отличие от нетканых волокнистых расплавляемых материалов, тканый, вязаный или плетеный волокнистый слой позволяет добиться точно известного расположения расплавляемого материала (материалов). Также в случае необходимости есть возможность получить непроницаемую структуру. Кроме того, в отличие от тканей, известных из уровня техники, расплавляемый материал в некоторой степени сохраняет целостность даже после расплавления.
Соответственно, ткань, предлагаемая в настоящем изобретении, может быть проницаемой или непроницаемой. Кроме того, ткань, предлагаемая в настоящем изобретении, может иметь улучшенную равномерность давления благодаря наличию тканого, вязаного или плетеного расплавляемого слоя, «маскирующего» неравномерности, присущие несущему слою.
Перейдем к более подробному рассмотрению чертежей. На Фиг.1 представлен вид сбоку поперечного разреза ткани (110) для бумагоделательной машины. Преимущество настоящего изобретения заключается в том, что оно может быть применено для большого разнообразия тканей для бумагоделательных машин (включая (но не ограничиваясь ими) транспортные ленты, прессовые ткани для окончательной обработки, ткани для съема полотна, ткани для каландрования) и обладает гибким диапазоном свойств для множества различных применений в бумагоделательной промышленности.
В примере, представленном на Фиг.1, ткань (110) для бумагоделательной машины состоит из несущего слоя (120), пришитого волокнистого прокладочного слоя (130) и (150) и расплавляемого тканого, плетеного или вязаного слоя (140). В данном примере расплавляемый слой (140) включает материал, который является тканым, вязаным или плетеным и имеет первую температуру плавления. Кроме того, несущий слой (120), пришитые волокнистые прокладочные слои (130) и (150) состоят из материалов, имеющих температуру плавления, более высокую, чем температура плавления расплавляемого слоя (140). После того как слои расположены в определенном порядке, может быть осуществлено их соединение любым из способов (например, сшивание или ламинирование), применяемым специалистами в данной области. После того как слои соединены, структуру нагревают до первой температуры плавления.
На Фиг.2 представлен вид сбоку поперечного разреза ткани (210) для бумагоделательной машины. Ткань (210) состоит из несущего слоя (220), пришитых волокнистых прокладочных слоев (230) и (250) и расплавляемых тканых, плетеных или вязаных слоев (240) и (260). Расплавляемые слои (240) и (260) включают материалы, которые являются ткаными, вязаными или плетеными и имеют температуру плавления, более низкую, чем каждый из несущих слоев (220) и пришитых волокнистых прокладочных слоев (230) и (250). Как было указано выше, покрытия располагают в определенном порядке, соединяют их и после этого нагревают.
На Фиг.3 представлен вид сбоку поперечного разреза ткани (310) для бумагоделательной машины. Ткань (310) состоит из несущего слоя (320), пришитого волокнистого прокладочного слоя (330), нитчатого слоя (370) (которое может быть тканым, нетканым или навивным), нетканого слоя (350) и расплавляемых тканых, плетеных или вязаных слоев (340) и (360). В настоящем примере нитчатый слой (370) может также быть навивным и может содержать или не содержать нетканые материалы. Расплавляемые слои (340) и (360) включают материал, который является тканым, вязаным или плетеным и имеет температуру плавления, более низкую, чем температура плавления каждого несущего слоя (320), пришитого волокнистого прокладочного слоя (330), нитчатого слоя (370) и нетканого слоя (350). Как было указано выше, слои располагают в определенном порядке, ламинируют и после этого нагревают.
На Фиг.4 представлен вид сбоку поперечного разреза ткани (410) для бумагоделательной машины. Ткань (410) состоит из несущего слоя (420), слоев (430), (450) и (470) (которые могут быть неткаными или в виде волокнистого прокладочного слоя) и расплавляемых слоев (440) и (460). В настоящем примере несущий слой (420) представляет собой основовязаную ткань. Расплавляемые слои (440) и (460) включают материал, который является тканым, вязаным или плетеным и имеет температуру плавления, более низкую, чем температура плавления каждого несущего слоя (420) и слоев (430), (450), (470). Как было указано выше, слои располагают в определенном порядке, соединяют их и после этого нагревают.
На Фиг.5 представлен вид сбоку поперечного разреза ткани (510) для бумагоделательной машины. Ткань (510) состоит из несущего слоя (520), слоев (530) и (550) (которые могут быть неткаными или в виде волокнистого прокладочного слоя) и расплавляемых слоев (540) и (560). В настоящем примере несущий слой (520) может быть выполнен в виде навивной полосы материала. Расплавляемые слои (540) и (560) включают материал, который является тканым или плетеным и имеет температуру плавления, более низкую, чем несущий слой (520) и слои (530) и (550). Как было указано выше, слои располагают в определенном порядке, соединяют их и после этого нагревают.
На Фиг.6 представлен вид сбоку поперечного разреза ткани (610) для бумагоделательной машины. Ткань (610) состоит из несущего слоя (620), слоя (630) (который может быть нетканым или в виде волокнистого прокладочного слоя) и расплавляемого слоя (640). Расплавляемый слой (640) включает материал, который является тканым, вязаным или плетеным и имеет температуру плавления, более низкую, чем температура плавления несущего слоя (620) и слоя (630). Как было указано выше, слои располагают в определенном порядке, соединяют и после этого нагревают.
Для специалистов в данной области очевидны модификации настоящего изобретения (с учетом настоящего описания), но выходящие за рамки прилагаемой формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОСЛОЙНАЯ ПРЕССОВАЯ ТКАНЬ | 2003 |
|
RU2323289C2 |
| СОЕДИНЯЕМАЯ ШВОМ ТЕХНИЧЕСКАЯ ТКАНЬ | 2001 |
|
RU2265095C2 |
| СИСТЕМА ПАССИВНОГО ОБНАРУЖЕНИЯ ИЗНОСА ОДЕЖДЫ БУМАГОДЕЛАТЕЛЬНОЙ МАШИНЫ | 2003 |
|
RU2343242C2 |
| СТРУКТУРА-ОСНОВА ДЛЯ СШИВАЕМЫХ ТКАНЕЙ ДЛЯ БУМАГОДЕЛАТЕЛЬНЫХ МАШИН | 2002 |
|
RU2217540C1 |
| МНОГОСЛОЙНАЯ ТКАНЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2507332C2 |
| СТОЙКАЯ К ЗАГРЯЗНЕНИЮ СТРУКТУРА ПРЕССОВОЙ ТКАНИ И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2004 |
|
RU2355838C2 |
| ЛАМИНИРОВАННАЯ СТРУКТУРА ДЛЯ ТКАНИ ДЛЯ БУМАГОДЕЛАТЕЛЬНОЙ МАШИНЫ | 2002 |
|
RU2286413C2 |
| ПРЕССОВАЛЬНАЯ ТКАНЬ | 2001 |
|
RU2276213C2 |
| СВЕРХУПРУГАЯ ТКАНЬ | 2008 |
|
RU2505630C2 |
| СПОСОБ СОЕДИНЕНИЯ ВСТЫК МНОГООСНОЙ СЕТКИ БУМАГОДЕЛАТЕЛЬНОЙ МАШИНЫ ДЛЯ ПРЕДОТВРАЩЕНИЯ ПЕРЕМЕЩЕНИЯ ПУЧКОВ ВОЛОКОН | 2005 |
|
RU2370584C2 |




Изобретение относится к получению тканей для бумагоделательных машин, используемых для транспортных лент и прессовых тканей. Ткань формируется путем расположения слоев в заданном порядке. По меньшей мере, один слой содержит тканый, вязаный или плетеный материал, который имеет первую температуру плавления, более низкую, чем температура плавления любого из остальных слоев. При нагревании слоев до температуры, по меньшей мере, равной первой температуре плавления, но меньшей, чем температура плавления остальных слоев, по меньшей мере, один слой плавится без расплавления остальных слоев. Обеспечивается однородность ткани и повышенная гладкость ее поверхности, что определяет качество бумажной продукции, получаемой с использованием данной ткани. 2 н. и 11 з.п. ф-лы, 6 ил.
1. Способ получения ткани для бумагоделательной машины, включающий стадии:
размещения нескольких слоев в заданном порядке, причем, по меньшей мере, один слой включает материал, который является тканым, вязаным или плетеным и имеет первую температуру плавления, а остальные слои имеют температуры плавления более высокие, чем указанная первая температура плавления;
нагревания указанного количества слоев до температуры, по меньшей мере, равной указанной первой температуре плавления, но меньшей, чем температура плавления каждого из остальных слоев; при этом, по меньшей мере, один из слоев расплавляется без расплавления остальных слоев.
2. Способ по п.1, отличающийся тем, что первый слой включает несущий слой, при этом указанный несущий слой является тканой, нетканой, вязаной, плетеной, спирально связанной или навивной полосой материала.
3. Способ по п.2, отличающийся тем, что второй слой включает слой волокна, при этом указанный слой волокна пришивают к указанному несущему слою и он выступает за него, по меньшей мере, частично.
4. Способ по п.1, отличающийся тем, что, по меньшей мере, один слой представляет собой бесконечную тканую, гладкопрядную или навивную полосу материала.
5. Ткань для бумагоделательной машины, включающая несколько слоев, расположенных в заданном порядке, при этом, по меньшей мере, один слой содержит материал, который является тканым, вязаным или плетеным и имеет первую температуру плавления, причем каждый из остальных слоев имеет температуру плавления более высокую, чем первая температура плавления; и при этом, по меньшей мере, один из указанных слоев плавится при нагревании до температуры, по меньшей мере, равной первой температуре плавления, но меньшей, чем температура плавления каждого из остальных слоев, таким образом, по меньшей мере, один из указанных слоев расплавляется без расплавления остальных слоев.
6. Ткань по п.5, отличающаяся тем, что первый слой является несущим слоем.
7. Ткань по п.6, отличающаяся тем, что второй слой является слоем волокна.
8. Ткань по п.7, отличающаяся тем, что указанный слой волокна пришит к несущему слою и выступает за него, по меньшей мере, частично.
9. Ткань по п.7, отличающаяся тем, что несущий слой является тканой, нетканой, вязаной, плетеной, спирально связанной или навивной полосой материала.
10. Ткань по любому из пп.5-9, отличающаяся тем, что указанный материал выбирают из группы, включающей полиэтилены, полипропилены, полиамиды, полиуретаны и полиолефины.
11. Ткань по любому из пп.5-9, отличающаяся тем, что представляет собой прессовую ткань.
12. Ткань по любому из пп.5-9, отличающаяся тем, что представляет собой транспортную ленту.
13. Ткань по любому из пп.5-9, отличающаяся тем, что, по меньшей мере, один слой является бесконечной тканой, гладкопрядной или навивной полосой материала.
| WO 00/51801 A1, 08.09.2000 | |||
| Подушка валка прокатной клети | 1980 |
|
SU889166A2 |
| Устройство для добычи кускового торфа | 1982 |
|
SU1127976A1 |
| Способ изготовления многослойной транспортерной ленты | 1984 |
|
SU1368195A1 |
| Техническая ткань | 1982 |
|
SU1070230A1 |

