Изобретение относится к опорной конструкции в вальцетокарной мастерской для приема рабочих валков прокатной клети, к способу манипулирования/транспортировки рабочих валков в вальцетокарной мастерской с опорной конструкцией для приема рабочих валков и к способу манипулирования опорными валками в вальцетокарной мастерской с опорной конструкцией для приема рабочих валков.
В JP 60196211 А раскрыта перевалочная яма для смены валков, которая соединяет прокатный цех с вальцетокарной мастерской. Для перемещения валков используется локомотив, который находится в перевалочной яме.
В JP 05115908 А показана вальцетокарная мастерская, в которой хранится большое количество валков.
Из WO 03/099479 А1 известно устройство для смены валков пар рабочих валков и/или пар опорных валков в прокатных клетях, в котором опорные валки и рабочие валки проводятся в поднимаемых или опускаемых вставках в раме станины, при этом опирающаяся на вставки пара рабочих валков выдвигается с помощью прямолинейного толкающего привода. Пара опорных валков выдвигается и вдвигается с помощью опирающегося на направляющий путь и колеса нижнего валка и опирающейся на него перевалочной подушки с опирающимся на нее верхним опорным валком. При этом пару рабочих валков можно соединять на приводной стороне прокатной клети с имеющим длину хода в соответствии с путем выдвигания или вдвигания гидравлическим цилиндропоршневым приводом и отсоединять от него на расстоянии выдвигания. Кроме того, вдвинутая в положении по высоте между опорными валками перевалочная подушка предназначена для соединения с тем же цилиндропоршневым приводом, и пару опорных валков можно выдвигать или снова вдвигать после опоры верхнего опорного валка и перевалочной подушки на нижний опорный валок. Отсюда же известен также соответствующий способ.
Из WO 2004/039512 А1 известна тяговая машина, с помощью которой комплекты валков тянутся в вальцетокарную мастерскую или, соответственно, перемещаются из нее обратно. Тяговая машина перемещается за счет сцепления зубчатых колес тяговой машины с зубчатыми рейками.
Из DE 4321663 А1 известен прокатный цех с предусмотренными на стороне обслуживания клетей, опирающимися на соответствующие тележки и предназначенными для сдвигания поперек осей валков опорными плитами, которые снабжены по меньшей мере двумя расположенными рядом друг с другом, предусмотренными для приема опирающихся на ролики комплектов валков парами рельс, и с расположенными перед клетями ямами, дно которых снабжено выездными рельсами для комплектов опорных валков. При этом ямы между клетями и опорными плитами перекрываются по длине поворачиваемой из ее исходного положения в положение перевалки опорных валков крышкой, при этом крышки снабжены устройством для выдвигания комплектов рабочих валков и перевода их на одну из пар рельсов соответствующих опорных плит.
Из WO 03/015949 А1 известно устройство для смены рабочих и опорных валков лентопрокатного цеха, при этом с помощью сдвигаемой поперек прокатной клети перевалочной тележки, которая принимает вытягиваемые старые комплекты валков, обеспечивается возможность смены их на новые комплекты валков. Устройство состоит из расположенного неподвижно на высоте пола металлургического цеха перевалочного цилиндра, поршневой шток которого предназначен для вдвигания и выдвигания поперек прокатной клети вытяжной тележки, которая расположена на переднем конце поршневого штока перевалочного цилиндра, на которой можно сдвигать перевалочные тележки и соединять с ними так, что вытяжная тележка вместе с перевалочной тележкой сдвигается с помощью перевалочного цилиндра поперек прокатной клети. Кроме того, предусмотрен расположенный в перевалочной тележке стол для поперечного сдвига, который с помощью независимого от перевалочной тележки сдвигающего цилиндра сдвигается поперек направления движения перевалочной тележки и с помощью которого подлежащие смене комплекты валков можно перемещать в находящееся на одной линии с серединой клети перевалочное положение. Кроме того, приведено описание соответствующего способа.
В WO 2005/089972 A1 приведено описание способа замены комплектов валков в прокатных клетях прокатного цеха с несколькими прокатными клетями, которые имеют соответствующие комплекты опорных и рабочих валков, за счет опоры друг на друга и последующего выдвижения в осевом направлении комплекта рабочих валков или комплекта опорных валков на стороне обслуживания в вальцетокарную мастерскую и последующего перемещения обратно и установки новых комплектов валков. При этом транспортируемые на стороне обслуживания на отдельных поперечно сдвигаемых тележках, число которых соответствует числу прокатных клетей, изношенные комплекты рабочих валков перевозятся с помощью единственного локомотива друг за другом по единственному соединительному рельсовому пути в вальцетокарную мастерскую, а оттуда возвращаются комплекты рабочих валков и с перевалочными расстояниями устанавливаются на соответствующие поперечно сдвигаемые тележки между прокатными клетями, при этом после освобождения стороны обслуживания с помощью поперечно сдвигаемых тележек, после соответствующего снятого изношенного комплекта рабочих валков вывозятся изношенные комплекты опорных валков и переносятся с помощью крана в вальцетокарную мастерскую, обрабатываются, транспортируются обратно и снова устанавливаются в соответствующие прокатные клети. Кроме того, приведено описание соответствующего устройства.
Опорная конструкция в вальцетокарной мастерской для приема рабочих валков прокатной клети раскрыта в JP 05123719 А.
В основу изобретения положена задача создания альтернативной опорной конструкции для вальцетокарной мастерской для приема рабочих валков, а также альтернативного способа для манипулирования рабочими валками и опорными валками в вальцетокарной мастерской с такой опорной конструкцией.
Эта задача решается согласно изобретению тем, что опорная конструкция согласно ограничительной части пункта 1 формулы изобретения характеризуется тем, что опорная конструкция имеет перевалочную тележку, причем на верхней стороне опорной конструкции установлены рельсы, на которые опирается перевалочная тележка с возможностью перемещения, при этом перевалочная тележка выполнена с устройствами для приема комплектов рабочих валков.
Другие варианты выполнения устройства следуют из соответствующих зависимых пунктов формулы изобретения.
Кроме того, изобретение относится к способу манипулирования/транспортировки рабочих валков в вальцетокарной мастерской с опорной конструкцией для приема рабочих валков, в котором тянут/перемещают рабочие валки с помощью локомотива из прокатной клети в прокатном цехе в вальцетокарную мастерскую, вдвигают отработавшие рабочие валки в вальцетокарной мастерской по меньшей мере в одно из двух устройств для приема рабочих валков, при этом устройство соединено с перевалочной тележкой, которая перемещается по верхней стороне опорной конструкции.
Дополнительно к этому изобретение относится к способу манипулирования/транспортировки опорных валков в вальцетокарной мастерской с опорной конструкцией для приема рабочих валков, при этом опорная конструкция имеет левую часть на левой стороне перевалочной ямы и правую часть на правой стороне перевалочной ямы, причем зона над перевалочной ямой свободна для перемещения комплекта опорных валков, в котором тянут/перемещают отработавшие опорные валки с помощью локомотива из прокатной клети в промежуток между левой частью и правой частью опорной конструкции.
Оба способа предпочтительно являются очень гибкими.
Другие варианты выполнения способов следуют из соответствующих зависимых пунктов формулы изобретения.
Преимущество этого способа состоит в том, что рабочими валками и, соответственно, комплектами рабочих валков и/или опорными валками и, соответственно, комплектами опорных валков необходимо манипулировать лишь в вальцетокарной мастерской. В прокатном цехе происходит лишь установка или, соответственно, снятие рабочих валков или комплектов рабочих валков и/или опорных валков или комплектов опорных валков. Остальные действия осуществляются полностью в вальцетокарной мастерской. Предусмотренная для этого опорная конструкция с перевалочной тележкой позволяет предусматривать также здесь меньший кран.
Преимущество этого устройства состоит в том, что рабочие валки или, соответственно, комплекты рабочих валков и/или опорные валки или, соответственно, комплекты опорных валков перемещаются/транспортируются непосредственно из прокатного цеха в вальцетокарную мастерскую без поднимания в прокатном цехе с помощью крана и без транспортировки или, соответственно, перемещения с помощью отдельной транспортировочной тележки из прокатного цеха в вальцетокарную мастерскую. В прокатном цехе можно обходиться меньшим краном.
Вся транспортировка комплектов валков осуществляется с помощью лишь одного гидравлического перевалочного локомотива. Все комплекты валков транспортируются из прокатной клети в вальцетокарную мастерскую и, соответственно, в прокатную клеть.
Смена рабочих валков путем поперечного сдвига
Перевалочное устройство для рабочих валков находится на стороне обслуживания прокатной установки.
Задача перевалочного устройства для рабочих валков состоит в вытягивании отработавших комплектов рабочих валков из прокатной клети и, например, последующей транспортировке в вальцетокарную мастерскую, или же новых отшлифованных комплектов рабочих валков из вальцетокарной мастерской в прокатную клеть.
Расположенные на обеих сторонах платформы, на которых транспортируются комплекты рабочих валков, являются сварными стальными конструкциями и служат в качестве основания перемещения при смене валков. На этих платформах комплекты рабочих валков перемещаются для попадания из прокатной клети в вальцетокарную мастерскую или обратно в прокатную клеть. На этих платформах привинчены планки скольжения/рельсы скольжения, которые служат в качестве путей скольжения для тяговой штанги с подвешенным комплектом рабочих валков. Платформы одновременно перекрывают зону перевалочной ямы. Они выполнены откидными и удерживаются в поворотной точке. Для приема груза они опираются по сторонам на фундамент.
Такие платформы обеспечивают возможность смены рабочих валков с помощью гидравлического перевалочного локомотива, который расположен в нижней зоне перевалочной ямы.
Отработавшие комплекты рабочих валков теперь транспортируются с помощью перевалочного локомотива из прокатной клети в вальцетокарную мастерскую или же новые комплекты рабочих валков в прокатную клеть.
Используемый в настоящее время для смены рабочих валков локомотив больше не требуется.
Экономия по сравнению с обычной сменой рабочих валков
Весь локомотив для смены рабочих валков со всеми его устройствами, такими как:
- 4 электродвигателя по 50 кВт,
- 4 зубчатые передачи,
- 4 шестерни,
- 2 кабельных барабана с кабелем,
- вся электроника/электроцилиндр,
- обработка поставщиками электрооборудования,
- монтаж и т.д.
Преимущества для потребителей
- меньше затрат на техническое обслуживание,
- нет необходимости в выполнении крана в прокатном цехе для веса комплектов опорных валков.
Транспортировочная тележка для транспортировки комплектов валков из прокатного цеха в вальцетокарную мастерскую или обратно в прокатный цех больше не требуется.
В платформах обеспечивается уменьшение веса примерно на 50%. Кроме того, больше не требуется 30 т зубчатых реек с крепежным материалом и призматическими шпонками. Отпадает сложная обработка на платформах для крепления зубчатых реек.
При подготовке к смене опорных валков цеховой кран необходим лишь для раскрывания или закрывания платформ. Раскрытые платформы не создают помех работе цехового крана вследствие их небольшой высоты (ширины).
Удаление платформ с помощью цехового крана не требуется. Не требуется также место для хранения платформ в цехах. Отсюда экономия времени.
Смена опорных валков
Перевалочное устройство для смены опорных валков расположено в нижней зоне перевалочной ямы.
Задача перевалочного устройства для рабочих валков состоит в транспортировке отработавших комплектов опорных валков из прокатной клети в вальцетокарную мастерскую или новых комплектов опорных валков из вальцетокарной мастерской в прокатную клеть.
Расположенные на обеих сторонах платформы, на которых транспортируются рабочие валки, служат также в качестве основания перемещения для перевалочной подушки для смены опорных валков. На этих платформах перевалочную подушку для смены опорных валков вдвигают в прокатную клеть с помощью локомотива. Используемый для этого в настоящее время перевалочный локомотив для рабочих валков больше не требуется.
Экономия при смене опорных валков
Больше не требуется весь локомотив для рабочих валков со всеми его устройствами.
Другая экономия
- меньший цеховой кран в прокатном цехе,
- отпадает необходимость подъема и установки комплектов валков на транспортировочную тележку для транспортировки в вальцетокарную мастерскую с помощью крана прокатного цеха,
- больше не требуется транспортировочная тележка с приводом между прокатным цехом и вальцетокарной мастерской.
Перевалочный локомотив для смены рабочих валков и опорных валков
С помощью перевалочного локомотива транспортируются комплекты рабочих валков и опорных валков из прокатной клети в вальцетокарную мастерскую и/или новые комплекты валков в прокатную клеть. Перевалочный локомотив находится в нижней зоне перевалочной ямы и состоит по существу из корпуса (корпуса тележки):
- 4 гидравлических двигателей с зубчатой передачей и валом-шестерней,
- 2 гидравлических цилиндров,
- 1 штыкового затвора для смены рабочих валков,
- 1 штыкового затвора для смены опорных валков.
Гидравлический перевалочный локомотив
Смена опорных валков, смена рабочих валков и введение перевалочной подушки для опорных валков в прокатную клеть осуществляются с помощью гидравлического перевалочного локомотива.
Используемые в настоящее время перевалочные локомотивы для рабочих валков больше не требуются. Даже при использовании поперечного вдвигания в прокатном цехе или вальцетокарной мастерской этот локомотив транспортирует комплекты опорных валков и комплекты рабочих валков в вальцетокарную мастерскую или снова обратно в прокатную клеть.
Экономия:
- меньший цеховой кран,
- отпадает необходимость подъема и установки комплектов валков на транспортировочную тележку для транспортировки в вальцетокарную мастерскую с помощью крана прокатного цеха,
- больше не требуется транспортировочная тележка с приводом между прокатным цехом и вальцетокарной мастерской.
Ниже приводится подробное описание примера выполнения изобретения со ссылками на прилагаемые чертежи, на которых очень схематично изображено:
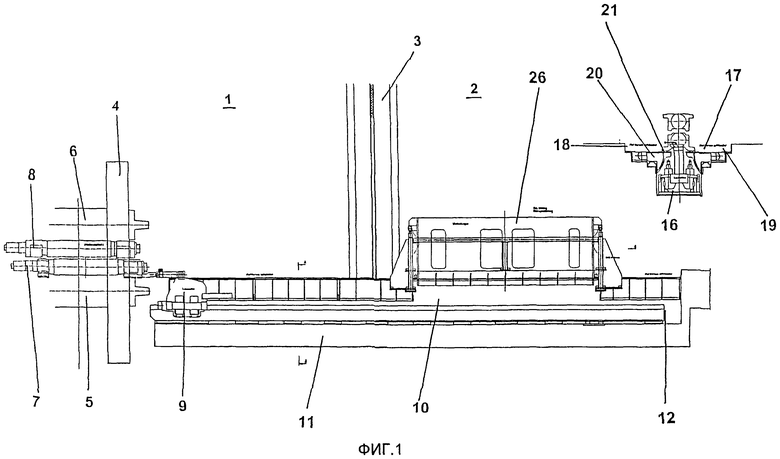
фиг.1 - прокатный цех и вальцетокарная мастерская с опорной конструкцией для приема рабочих валков;
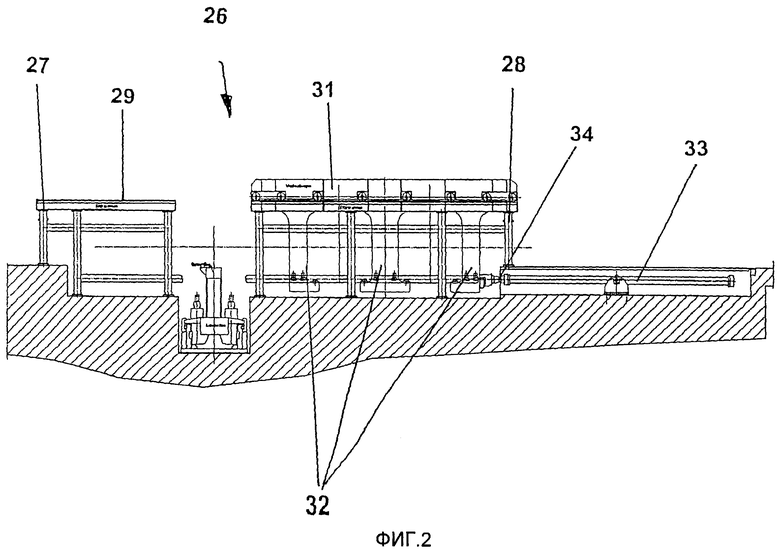
фиг.2 - опорная конструкция с расположенной на ней перевалочной тележкой, которая имеет направленные вниз устройства для приема рабочих валков, на виде сбоку в направлении стены;
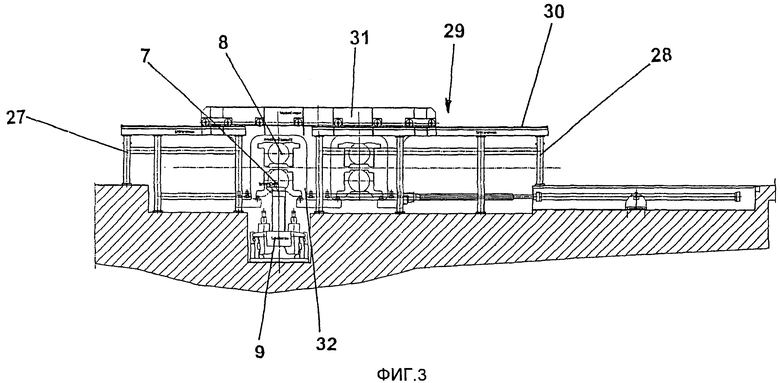
фиг.3 - опорная конструкция в положении для приема снятого комплекта рабочих валков;
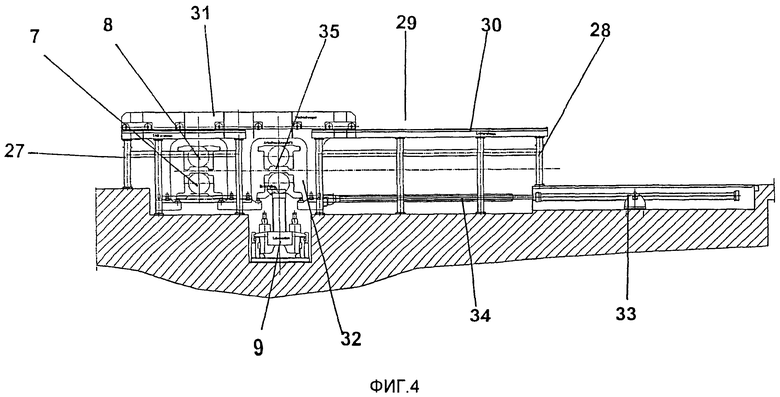
фиг.4 - опорная конструкция в положении для выдачи комплекта рабочих валков; и
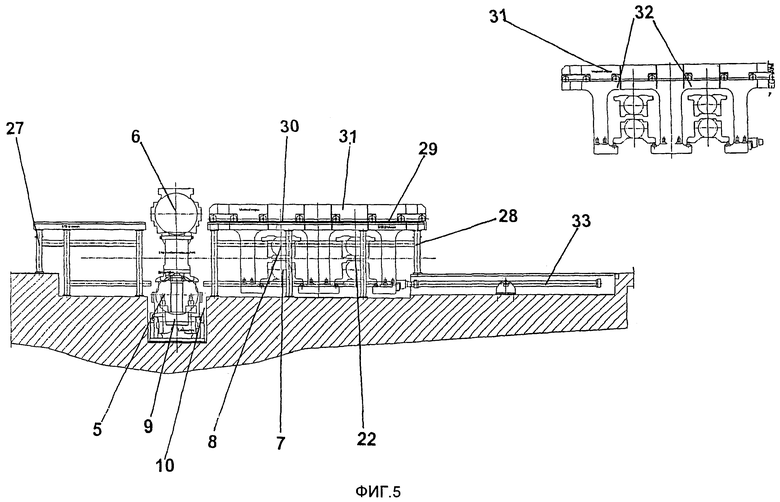
фиг.5 - опорная конструкция с перевалочной тележкой в вальцетокарной мастерской при введении комплекта опорных валков; и
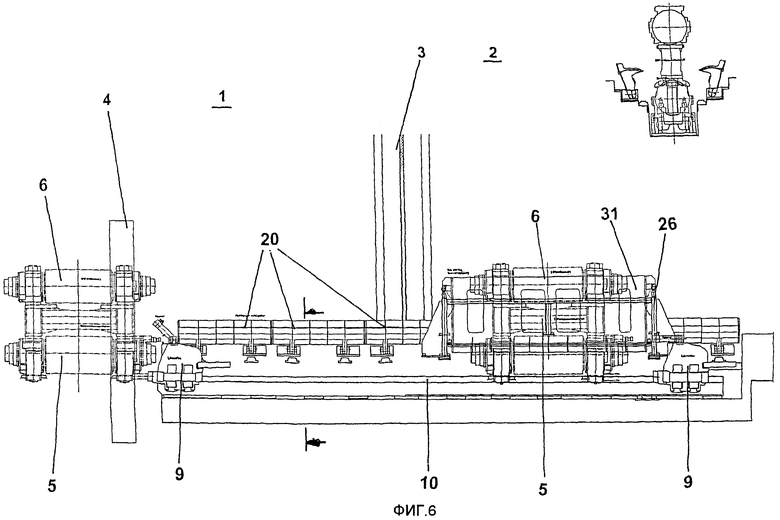
фиг.6 - прокатный цех и вальцетокарная мастерская с опорной конструкцией для приема рабочих валков и с введенными в опорную конструкцию опорными валками.
На фиг.1 показаны с левой стороны прокатный цех 1 в направлении проката и с правой стороны вальцетокарная мастерская 2. Обе зоны разделены стеной 3. В прокатной клети 4 расположены один верхний и один нижний опорный валок 5, 6, а также один верхний и один нижний рабочий валок 7, 8. Для транспортировки из прокатной клети 4 в прокатном цехе 1 в вальцетокарную мастерскую 2, например, для шлифовки валков, применяется локомотив 9. Он находится в яме 10, которая соединяет прокатный цех 1 и вальцетокарную мастерскую 2. Все устройства, такие как рельсы и т.д., выполнены на фундаменте или нескольких фундаментах 11. Таким образом, локомотив может перемещаться из положения 12 ожидания на правом конце ямы 10 к прокатной клети 4. На фиг.1а показано в разрезе, как расположен локомотив 9 в яме 10. Можно видеть, что яма 10 разделена на нижнюю узкую зону 16 и верхнюю широкую зону 17. Нижняя узкая зона 16 лишь незначительно шире локомотива 9. Верхняя широкая зона 17 имеет на своих обоих краях 18, 19 платформы 20. Они откидываются вниз при вытягивании и, соответственно, транспортировке комплекта 7, 8 рабочих валков и имеют на своей верхней поверхности направляющие рельсы 21, на которых можно перемещать комплект 7, 8 рабочих валков. Платформы 20 имеют расстояние друг от друга, которое обеспечивает возможность прохождения расположенного на верхней стороне 13 локомотива 9 сцепного устройства 14. Для транспортировки имеющего больший диаметр комплекта 5, 6 опорных валков платформы 20 откидываются вверх, тем самым расширяется проход. На фиг.1 показан вариант выполнения, в котором рабочие валки 7, 8 тянут непосредственно в вальцетокарную мастерскую 2. Платформы 20 откинуты внутрь для обеспечения возможности переезда. В вальцетокарной мастерской 2 находится опорная конструкция 26, которая упрощает манипулирование/транспортировку при обработке отдельных рабочих валков. Можно видеть, что для этого рабочие валки 7, 8 перевозятся в опорную конструкцию 26.
Опорная конструкция 26 показана более точно на фиг.2. Опорная конструкция 26 состоит из левой части 27 и правой части 28, которые установлены, соответственно, справа и слева от перевалочной ямы 10. Зона над перевалочной ямой 10 свободна. Это обеспечивает возможность проезда комплекта опорных валков. На верхней стороне 29 расположены рельсы 30, на которые опирается перевалочная тележка 31. Перевалочная тележка 31 имеет на своей нижней стороне устройства 32 для приема рабочих валков 7, 8. Поскольку в опорной конструкции 26 одновременно находится как отработавший, так и новый комплект рабочих валков, то предусмотрены по меньшей мере два устройства 32 для приема валков. Перевалочная тележка 31 с устройствами 32 перемещается в боковом направлении с помощью гидравлического цилиндра 33 и толкающей штанги 34. При этом толкающая штанга 34 в первом варианте выполнения соединена с правой стороной устройства 32 для приема рабочих валков 7, 8.
В первом положении, как показано на фиг.3, принимается и приподнимается отработавший комплект 7, 8 рабочих валков в левом устройстве 32, т.е. соединяется с локомотивом 9. При этом перевалочная тележка 31 опирается на левую часть 27 и правую часть 28 опорной конструкции 26.
Затем обработанный/новый комплект 35 рабочих валков, как показано на фиг.4, который уже находится в правом устройстве 32, сдвигается влево и попадает тем самым на линию с локомотивом 9, опускается на платформы 20 с рельсами и вдвигается в прокатную клеть 4 (не изображена). Опорная конструкция 26 с перевалочной тележкой 31 и находящимися на нем устройствами 32 для приема рабочих валков позволяет отказаться от цехового крана.
Цеховой кран необходим для манипулирования опорными валками, как показано на фиг.5. Для перемещения опорных валков в вальцетокарную мастерскую 2 перевалочную тележку 31 с устройствами 32 перемещают вправо так, что возникает промежуток между левой частью 27 и правой частью 28 опорной конструкции 26. В этот промежуток можно втягивать с помощью локомотива 9 комплект рабочих валков. За счет специального выполнения перевалочной тележки с несколькими роликами 36 и соответствующей длиной можно освободить промежуток между левой частью 27 и правой частью 28 опорной конструкции 26. Перевалочная тележка 31 перемещается на верхней стороне 29 опорной конструкции 26 по рельсам 30. На перевалочной тележке 31 на нижней стороне расположены устройства 32, выполнение которых обеспечивает введение и опору рабочих валков 7, 8, 22. Устройства 32 выполнены, например, в виде стальных конструкций.
На фиг.6 показан вариант выполнения, в котором опорные валки 5, 6 втягиваются непосредственно в вальцетокарную мастерскую 2. Платформы 20 в прокатном цехе 1 и в вальцетокарной мастерской 2 откидываются вверх для обеспечения возможности проезда. В вальцетокарной мастерской 2 находится опорная конструкция 26, которая упрощает манипулирование при обработке отдельных рабочих валков. Опорная конструкция 26 служит исключительно для манипулирования рабочими валками. Опорные валки 5, 6 выступают за верхнюю кромку перевалочной тележки 31. На фиг.6 показано, как локомотив 9 сцепляется в вальцетокарной мастерской 1 с нижним опорным валком 5. Другое положение показано на правой части, в вальцетокарной мастерской 2. Здесь находится тот же локомотив 9, поскольку в перевалочной яме 10 предусмотрен лишь единственный локомотив, в своем парковочном положении или в положении ожидания и как раз отцеплен от опорных валков 5, 6. Показанный в прокатном цехе 1 разрез изображен справа вверху, при этом платформы 20 повернуты вверх, для обеспечения возможности проезда опорных валков 5, 6 через перевалочную яму 10 в вальцетокарную мастерскую.
Перечень позиций
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕРЕВАЛОЧНАЯ ЯМА И СПОСОБ СМЕНЫ ВАЛКОВ | 2007 |
|
RU2378064C1 |
| УСТРОЙСТВО ДЛЯ МАНИПУЛИРОВАНИЯ И/ИЛИ ТРАНСПОРТИРОВКИ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ | 2010 |
|
RU2500492C2 |
| УСТРОЙСТВО ДЛЯ ЗАМЕНЫ И ТРАНСПОРТИРОВКИ ПРОКАТНЫХ ВАЛКОВ | 2007 |
|
RU2379143C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЗАМЕНЫ КОМПЛЕКТОВ ВАЛКОВ В РАБОЧИХ КЛЕТЯХ ПРОКАТНОГО СТАНА | 2005 |
|
RU2363555C2 |
| ПРОКАТНЫЙ СТАН СО СРЕДСТВАМИ ДЛЯ ПЕРЕВАЛКИ ВАЛКОВ | 2003 |
|
RU2323053C2 |
| Устройство для смены рабочих валков прокатной клети | 1980 |
|
SU984523A1 |
| Устройство для смены рабочих и опорных валков универсальной прокатной клети кварто | 1981 |
|
SU971542A1 |
| МЕХАНИЗМ СМЕНЫ ВАЛКОВ КЛЕТИ КВАРТО | 1992 |
|
RU2013148C1 |
| УСТРОЙСТВО И СПОСОБ АВТОМАТИЧЕСКОЙ ПЕРЕВАЛКИ РАБОЧИХ, ОПОРНЫХ И ПРОМЕЖУТОЧНЫХ ВАЛКОВ В ОДНО- ИЛИ МНОГОКЛЕТЬЕВОМ ЛЕНТОПРОКАТНОМ СТАНЕ | 2002 |
|
RU2297291C2 |
| Устройство для смены валков прокатной клети кварто | 1987 |
|
SU1424891A1 |
Изобретение относится к способу и устройству манипулирования/транспортировки рабочих валков и/или опорных валков в вальцетокарной мастерской. В способе рабочие валки с помощью локомотива перемещают из прокатной клети в прокатном цехе посредством платформ в вальцетокарную мастерскую, локомотив перемещается в перевалочной яме в вальцетокарной мастерской, справа и слева рядом с перевалочной ямой выполнена опорная конструкция с левой частью и правой частью, на верхней стороне опорной конструкции установлены рельсы, на которые опирается перевалочная тележка с возможностью перемещения в боковом направлении для смены комплектов рабочих валков, на перевалочной тележке имеются устройства для приема рабочих валков/комплектов рабочих валков; и/или опорные валки перемещают с помощью локомотива из прокатной клети в вальцетокарную мастерскую, опорные валки извлекают из перевалочной ямы, новый комплект опорных валков опускают в перевалочную яму и перемещают его с помощью локомотива в прокатную клеть. Раскрыто также устройство для выполнения изобретения. Обеспечивается возможность перемещения комплекта валков непосредственно из прокатного цеха в вальцетокарную мастерскую, исключается необходимость в транспортной тележке для транспортировки комплекта валков из прокатного цеха в вальцетокарную мастерскую или обратно в прокатный цех. 3 н. и 12 з.п. ф-лы, 6 ил.
1. Опорная конструкция в вальцетокарной мастерской для приема рабочих валков прокатной клети, отличающаяся тем, что опорная конструкция (26) имеет перевалочную тележку (31), причем на верхней стороне (29) опорной конструкции (26) установлены рельсы (30), на которые опирается перевалочная тележка (31) с возможностью перемещения в боковом направлении для смены комплектов рабочих валков, при этом перевалочная тележка (31) выполнена с устройствами (32) для приема комплектов (7, 8, 22) рабочих валков.
2. Опорная конструкция по п.1, отличающаяся тем, что устройства (32) для приема комплектов (7, 8, 22) рабочих валков расположены на нижней стороне перевалочной тележки (31) и выполнены с обеспечением возможности введения рабочих валков (7, 8) в устройство (32) и опоры рабочих валков (7, 8) в устройстве (32).
3. Опорная конструкция по любому из пп.1 или 2, отличающаяся тем, что опорная конструкция (26) имеет левую часть (27) на левой стороне перевалочной ямы (10) и правую часть (28) на правой стороне перевалочной ямы (10), причем зона над перевалочной ямой (10) свободна для проезда комплекта опорных валков.
4. Опорная конструкция по п.3, отличающаяся тем, что перевалочная тележка (31) выполнена с несколькими роликами (36) и такой длины, что возможно освобождение промежутка между левой частью (27) и правой частью (28) опорной конструкции (26) для комплекта (5, 6) опорных валков.
5. Опорная конструкция по п.1, отличающаяся тем, что в ней предусмотрены по меньшей мере два устройства (32) для одновременного приема как отработавшего, так и нового комплекта (7, 8, 22) рабочих валков.
6. Опорная конструкция по п.1, отличающаяся тем, что в ней предусмотрен гидравлический цилиндр (33) с поршневым штоком (34) для бокового перемещения перевалочной тележки (31) с устройствами (32).
7. Опорная конструкция по п.3, отличающаяся тем, что перевалочная яма (10) соединяет вальцетокарную мастерскую (2) с прокатным цехом (1), в котором стоит прокатная клеть (4), причем в перевалочной яме (10) расположен с возможностью перемещения локомотив (9) для транспортировки комплекта (7, 8, 22) рабочих валков или комплекта (5, 6) опорных валков из прокатной клети в вальцетокарную мастерскую (2) или соответственно в прокатную клеть (4).
8. Опорная конструкция по п.1, отличающаяся тем, что перевалочная яма (10) разделена на нижнюю узкую зону (16) и верхнюю широкую зону (17), причем нижняя узкая зона (16) выполнена лишь незначительно шире локомотива (9).
9. Опорная конструкция по п.7 или 8, отличающаяся тем, что перевалочная яма (10) на своих обоих краях (18, 19) в верхней широкой зоне (17) имеет платформы (20), выполненные с возможностью при транспортировке рабочих валков (7, 8) откидывания вниз, а при транспортировке опорных валков (5, 6) откидывания вверх, причем платформы (20) имеют на своей верхней стороне направляющие рельсы (21) и расположены на расстоянии друг от друга.
10. Опорная конструкция по п.9, отличающаяся тем, что платформы (20) выполнены в виде стальных конструкций и для восприятия нагрузки опираются по сторонам на фундамент (11).
11. Способ манипулирования/транспортировки рабочих валков в вальцетокарной мастерской с опорной конструкцией для приема рабочих валков прокатной клети по любому из пп.1-10, при этом рабочие валки (7, 8) перемещают посредством локомотива (9) из прокатной клети (4) в прокатном цехе (1) в вальцетокарную мастерскую (2), и вводят отработавшие рабочие валки (7, 8) в вальцетокарной мастерской (2) в одно из по меньшей мере двух устройств (32) для приема упомянутых рабочих валков (7, 8), причем упомянутое устройство (32) соединено с перевалочной тележкой (31), которую перемещают по верхней стороне (29) опорной конструкции (26).
12. Способ по п.11, отличающийся тем, что используют два устройства (32) для одновременного приема как отработавшего, так и нового комплекта (7, 8, 22) рабочих валков прокатной клети, причем обработанный/новый комплект (22) рабочих валков, который уже находится в правом из обоих устройств (32), сдвигают влево на одну линию с локомотивом (9), при этом новый комплект (22) рабочих валков затем опускают на платформы (20) с рельсами (21) над перевалочной ямой (10) и вдвигают в прокатную клеть (4).
13. Способ манипулирования/транспортировки опорных валков (5, 6) в вальцетокарной мастерской с опорной конструкцией (26) для приема рабочих валков (7, 8, 22) прокатной клети по любому из пп.1-10, при этом опорная конструкция (26) имеет левую часть (27) на левой стороне перевалочной ямы (10) и правую часть (28) на правой стороне перевалочной ямы (10), и зона над перевалочной ямой (10) свободна для проезда комплекта (5, 6) опорных валков, при осуществлении которого:
отработавшие опорные валки (5, 6) перемещают посредством локомотива (9) из прокатной клети в промежуток между левой частью (27) и правой частью (28) опорной конструкции (26).
14. Способ по п.13, отличающийся тем, что отработавшие опорные валки (5, 6) поднимают посредством крана из перевалочной ямы (10) в вальцетокарной мастерской (2).
15. Способ по п.14, отличающийся тем, что новый комплект опорных валков устанавливают в перевалочную яму (10) и перемещают его посредством локомотива (9) в прокатную клеть (4).
| JP 60196211 A, 04.10.1985 | |||
| JP 5123719 A, 21.05.1993 | |||
| US 6408667 B1, 25.06.2002 | |||
| WO 2005089972 A1, 29.09.2005 | |||
| US 20050000263 A1, 06.01.2005 | |||
| RU 2004137814 A, 10.06.2005 | |||
| Устройство для смены валков прокатной клети | 1984 |
|
SU1232308A1 |

