Изобретение относится к устройству и способу автоматической перевалки комплектов рабочих, опорных и промежуточных валков в одно- или многоклетьевом лентопрокатном стане с применением по меньшей мере одной перевалочной тележки, перемещающейся поперечно прокатной клети и занимающей соосное середине прокатной клети положение перевалки, принимающей на себя извлекаемые по расположенным параллельно валкам направляющим рельсам комплекты валков и перемещающейся поперечно для занятия монтажного положения, в котором происходит замена на новый комплект валков, причем для демонтажа комплекта опорных валков предусмотрена монтажная траверса, несущая на себе верхний опорный валок, опирающаяся после демонтажа рабочих и промежуточных валков на нижний опорный валок и извлекаемая из прокатной клети вместе с комплектом опорных валков.
Остановка прокатной клети, а вместе с ней и всего прокатного стана, неизбежно приводит к прекращению выпуска продукции. Это особенно неблагоприятно в том случае, когда перед или после прокатного стана установлено другое оборудование, например, травильная установка, способная работать самостоятельно. Поэтому целью любого способа перевалки валков является поддержание по возможности на низком уровне времени простоя.
В выкладном описании изобретения DE 19815029 Германии раскрыт способ перевалки валков в прокатной клети многовалкового лентопрокатного стана, прокатные клети которого содержат рабочие и опорные валки. По окончании прокатки первой металлической ленты прокатную клеть останавливают и демонтируют рабочие валки. Если прокатная клеть содержит промежуточные валки, то эти валки демонтируются и монтируются преимущественно вместе с рабочими валками.
Опорные валки в этом известном лентопрокатном стане заменяются с помощью монтажной траверсы в виде разрезной конструкции, которая после демонтажа комплекта рабочих валков заводится в клеть. Работы выполняются большей частью вручную.
Другие способ и устройство для перевалки рабочих и опорных валков в лентопрокатной клети описаны в DE 3930125 С2. Здесь перевалка валков производится с целью переналадки клети, например, с шестивалковой системы, т.е. с прокатной клети с рабочими, опорными и промежуточными валками, на четырехвалковую систему с рабочими и опорными валками. Для демонтажа комплектов валков используются перевалочные тележки, которые способны перемещаться поперечно прокатной клети и снабжены направляющими и ходовыми рельсами для выдвижных комплектов валков. По меньшей мере, на фиг.4 этой публикации показан демонтаж опорных валков с применением монтажной траверсы, расположенной на нижнем опорном валке и несущей верхний опорный валок.
Если перевалка рабочих и промежуточных валков происходит в значительной степени автоматически, при этом с помощью перевалочной тележки и соответствующего вытяжного приспособления комплекты валков извлекаются из прокатной клети на перевалочную тележку, с которой они приводятся в положение перевалки после поперечного перемещения, то перевалка опорных валков проводится преимущественно вручную. С помощью крана монтажную траверсу заводят между опорными валками, верхний опорный валок располагают на монтажной траверсе, опирающейся на нижний опорный валок, а комплект опорных валков выкатывают по направляющим рельсам из-под подушек нижнего опорного валка. Большой объем ручного труда при перевалке опорных валков и использование крана приводят к длительному простою прокатного стана. Кроме того, применение крана является менее безопасным, чем автоматическая перевалка рабочих и/или промежуточных валков.
Задача настоящего изобретения состоит в создании такого устройства, с помощью которого возможна, по меньшей мере, частичная автоматизация перевалки опорных валков, выполняемой до настоящего времени вручную, а также создание реализуемого с помощью соответствующего устройства способа автоматической перевалки комплектов рабочих, опорных и промежуточных валков в одно- или многоклетьевом лентопрокатном стане, при этом способ позволяет сократить длительность перевалки и повысить ее безопасность.
Для решения указанной задачи предлагается устройство для автоматической перевалки комплектов рабочих, опорных и промежуточных валков в одно- или многоклетьевом лентопрокатном стане, содержащее по меньшей мере одну перевалочную тележку, перемещаемую поперечно прокатной клети в соосное с серединой клети положение перевалки, принимающую на себя комплекты валков, извлекаемых по расположенным параллельно валкам направляющим рельсам, и устанавливающую их посредством поперечного смещения в монтажное положение, в котором происходит замена на новый комплект валков, и монтажную траверсу для демонтажа комплекта опорных валков, несущую на себе верхний опорный валок, опирающуюся после демонтажа рабочих и промежуточных валков на нижний опорный валок и извлекаемую из прокатной клети вместе с комплектом опорных валков, при этом монтажная траверса выполнена с возможностью установки на перевалочной тележке для перевалки рабочих и опорных валков и оборудована колесами для передвижения по расположенным параллельно валкам направляющим рельсам из перевалочной тележки в лентопрокатную клеть и извлечения из нее вместе с комплектом опорных валков, при этом колеса расположены на монтажной траверсе в ее верхней части с обеих сторон с возможностью перемещения по поднимаемым и опускаемым рельсам верхних промежуточных валков внутри лентопрокатной клети.
Благодаря взаимодействию перевалочной тележки с монтажной траверсой для комплекта опорных валков и особому выполнению этой траверсы с наличием на ней отдельных колес становится возможной перевалка опорных валков в автоматическом режиме. С одной стороны, присутствие монтажной траверсы в состоянии готовности на перевалочной тележке сокращает время перевалки валков и делает излишним применение крана, с другой стороны, колеса на монтажной траверсе позволяют поледней въезжать и выезжать из перевалочной тележки или лентопрокатной клети.
Монтажная траверса может перемещаться с перевалочной тележки по расположенным на одинаковом уровне направляющим рельсам непосредственно на расположенные в верхнем положении поднимающиеся и опускающиеся рельсы промежуточных валков, и после опускания рельсов промежуточных валков она располагается на нижнем опорном валке или его подушке. Затем вместе с установленным верхним опорным валком комплект опорных валков может выкатываться из лентопрокатной клети вручную или автоматически, при этом колеса монтажной траверсы остаются свободными, а выкатывание происходит по направляющим рельсам под подушками нижнего опорного валка.
Целесообразно оборудовать монтажную траверсу цилиндрическим выступом, входящим в зацепление с вытяжным приспособлением перевалочной тележки.
Если согласно другому признаку изобретения предусмотреть возможность расположения монтажной траверсы сбоку возле комплекта рабочих и промежуточных валков на перевалочной тележке и приведения ее в результате поперечного смещения перевалочной тележки в положение по отношению к лентопрокатной клети, при котором направляющие рельсы перевалочной тележки станут соосными приподнятым рельсами промежуточным валкам в лентопрокатной клети, то такая мера будет дополнительно способствовать сокращению времени перевалки валков. Более не потребуется заводить монтажную траверсу в лентопрокатную клеть с трудоемким применением крана, так как она уже подвешена в перевалочной тележке, и лишь поперечным перемещением перевалочной тележки требуется установить ее в положение, при котором направляющие рельсы, по которым перекатываются колеса монтажной траверсы, установятся соосно рельсам промежуточных валков.
Благодаря устройству согласно изобретению становится возможным осуществление способа автоматической перевалки комплектов рабочих, опорных и промежуточных валков, установленных в прокатной или прокатных клетях одно- или многоклетьевого прокатного стана, состоящего из последовательности следующих рабочих операций:
При раскрытии межвалковой щели прокатная клеть гидравлически подается вверх. По рельсам, расположенным сбоку возле лентопрокатной клети и параллельно направлению прокатки, перевалочная тележка перемещается к середине клети и сцепляется с рабочими и промежуточными валками, затем рабочие и промежуточные валки извлекают перевалочной тележкой из лентопрокатной клети. Затем перевалочная тележка вместе с рабочими и промежуточными валками перемещается поперек, при этом одновременно монтажная траверса, имеющая колеса в своей верхней части с обеих сторон на четырех верхних угловых участках и подвешенная колесами на направляющих рельсах перевалочной тележки, находящаяся в состоянии готовности сбоку от рабочих и промежуточных валков на перевалочной тележке, перемещают к середине клети поперечным движением перевалочной тележки, в результате чего направляющие рельсы становятся соосными рельсам промежуточных валков.
Монтажную траверсу выкатывают на ее колесах из перевалочной тележки и заводят по поднимаемым и опускаемым рельсам промежуточных валков внутри лентопрокатной клети. Как только монтажная траверса займет положение в клети, рельсы промежуточных валков опустятся, и монтажная траверса расположится на нижнем опорном валке или его подушке. Теперь опусканием рельсов промежуточных валков верхний опорный валок можно расположить на монтажной траверсе. Во время этих операций перевалочная тележка с рабочими и промежуточными валками поперечно смещается, в результате чего рабочие и промежуточные валки приводятся в положение перевалки, в котором с помощью крана их можно заменить на новые комплекты валков. Располагающийся в это время на монтажной траверсе комплект опорных валков выкатывают по направляющим рельсам из лентопрокатной клети и с помощью крана заменяют на новый комплект опорных валков, который затем закатывают в клеть.
Одновременно с перевалкой опорных валков на перевалочную тележку укладываются новые рабочие и промежуточные валки.
Верхний опорный валок комплекта и рельсы промежуточных валков снова поднимают, при этом рельсы подходят под колеса монтажной траверсы и приподнимают ее с нижнего опорного валка. Перевалочная тележка занимает соответствующее положение и отводит монтажную траверсу с рельсов промежуточных валков на направляющие рельсы перевалочной тележки. При последующем поперечном смещении перевалочной тележки новый комплект рабочих и промежуточных валков подается к середине клети и заталкивается в нее. После смыкания межвалковой щели перевалка рабочих и промежуточных валков считается завершенной.
Благодаря изобретению достигается существенное сокращение времени простоя прокатного стана. В результате повышения коэффициента его использования возрастает производительность, а следовательно и рентабельность. Кроме того, автоматическая подача монтажной траверсы обеспечивает существенно большую безопасность обслуживающему персоналу по сравнению с традиционным способом.
Ниже изобретение описывается с помощью примера его осуществления со ссылкой на чертежи.
При этом изображено на:
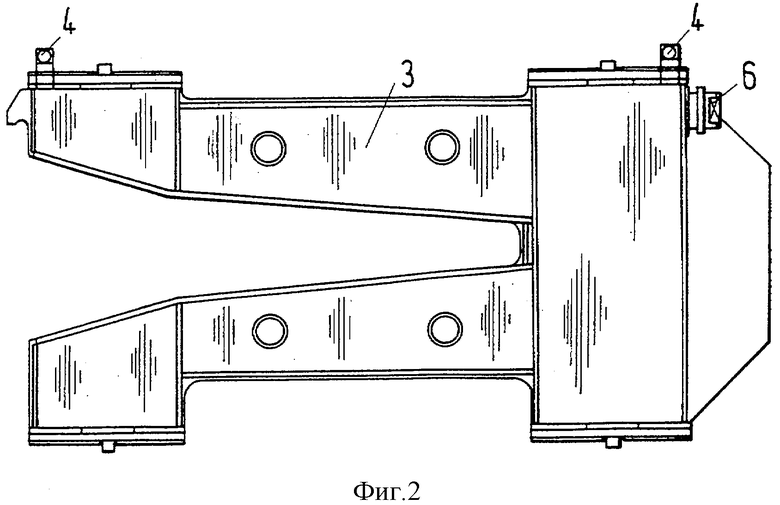
фиг.1 - вид сбоку на шестивалковую лентопрокатную клеть во время перевалки опорных валков с применением перевалочной тележки и монтажной траверсы,
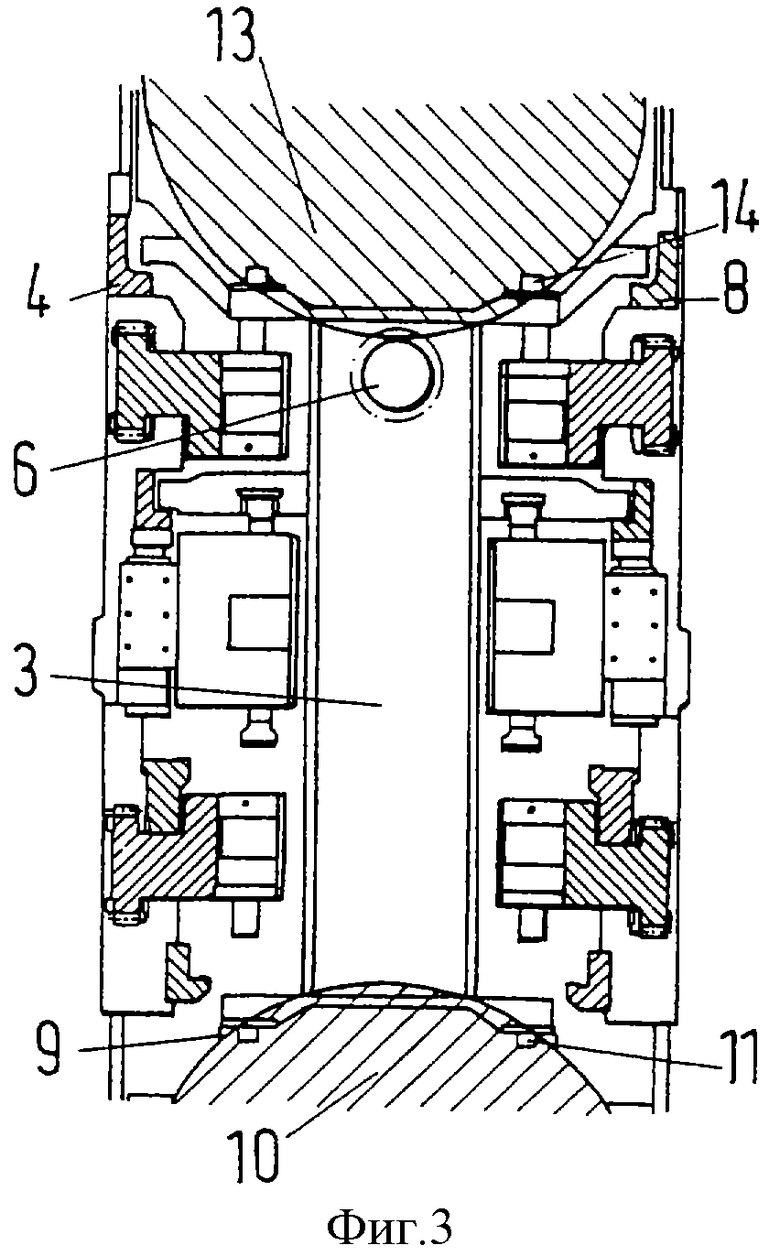
фиг.2 - монтажная траверса,
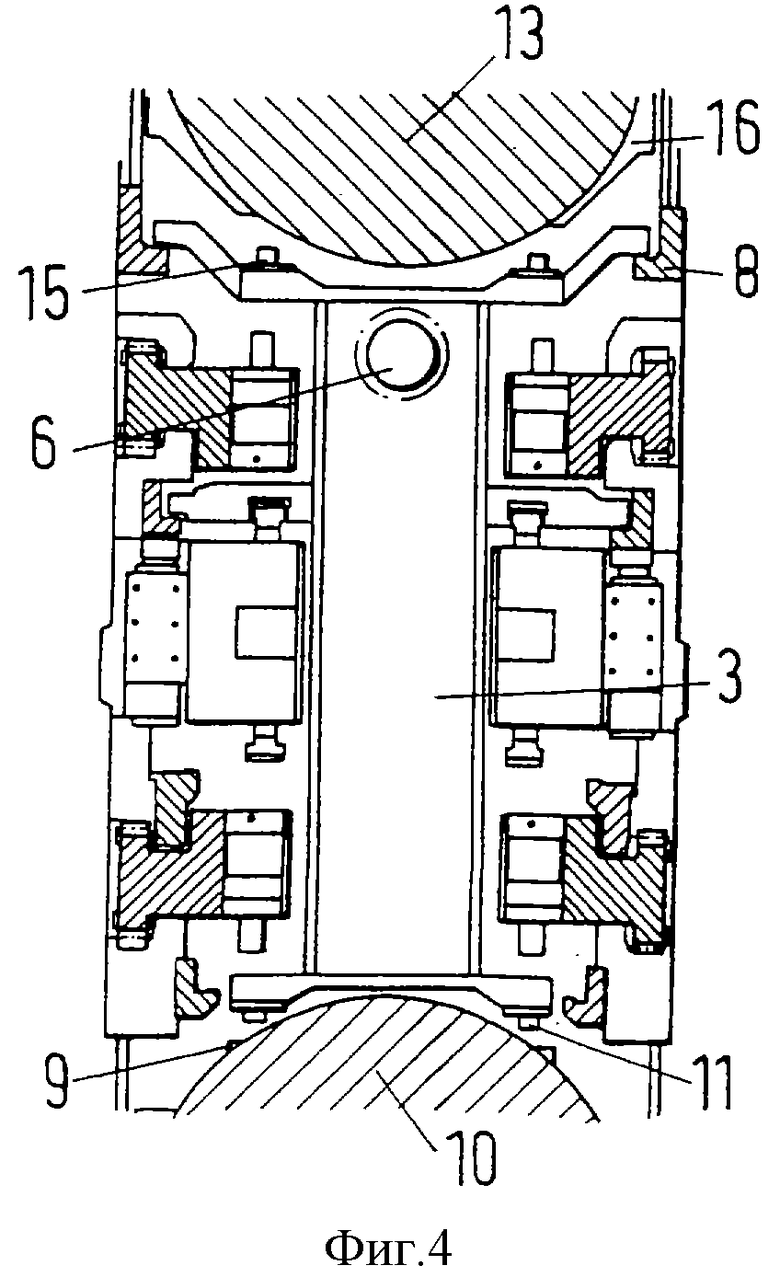
фиг.3 - лентопрокатная клеть во время перевалки опорных валков в разрезе, при этом на монтажной траверсе расположен верхний опорный валок,
фиг.4 - лентопрокатная клеть во время перевалки опорных валков в разрезе, при этом монтажная траверса приподнята.
На фиг.1 показан вид сбоку на известную шестивалковую лентопрокатную клеть 1 с разрезом по центру, в которой комплект рабочих и опорных валков уже демонтирован. Комплект валков был извлечен известным способом из лентопрокатной клети 1 с помощью перевалочной тележки 2 и затем поперечно, т.е. перепендикулярно плоскости чертежа, перемещен на эту тележку.
Для перевалки опорных валков применяется согласно изобретению монтажная траверса, обозначенная позицией 3. Как изображено на фиг.1, монтажная траверса 3 располагается сбоку около комплекта рабочих и промежуточных валков на перевалочной тележке 2 и приводится в положение напротив центра лентопрокатной клети 1 поперечным смещением перевалочной тележки 2. Комплект рабочих и промежуточных валков на фиг.1 не показан, его скрывает монтажная траверса 3 на переднем плане.
Перевалочная тележка 2 и монтажная траверса 3 находятся в состоянии готовности перед лентопрокатной клетью 1, подготовленная монтажная траверса 3 подвешена колесами 4 на направляющих рельсах 5 перевалочной тележки 2. Как детально показано на фиг.2, монтажная траверса 3 выполнена С-образной формы, в результате чего она способна беспрепятственно входить и выходиить из клети 1 с находящейся в ней лентой. На четырех верхних угловых участках монтажной траверсы установлены колеса 4, на которых она висит в направляющих рельсах 5 (фиг.1) перевалочной тележки 2. На правой стороне монтажной траверсы 3 - на плоскости чертежа - находится цилиндрический выступ 6, который, будучи выполненным ответным по отношению к захватному устройству 7 перевалочной тележки 2, обеспечивает автоматическое подключение монтажной траверсы 3 к процессу перевалки опорных валков.
На фиг.1, в ее левой половине, изображена монтажная траверса 3 внутри лентопрокатной клети 1, занимающая пространство, образовавшееся после демонтажа комплекта опорных и рабочих валков. Для того, чтобы монтажную траверсу 3 переместить с перевалочной тележки 2 из положения готовности, изображенного на правой половине фигуры, в положение внутри лентопрокатной клети 1, изображенное в левой половине фигуры, расположенные на одинаковом уровне рельсы 8 промежуточных валков внутри лентопрокатной клети 1 и направляющие рельсы 5 на перевалочной тележке 2 приводят между собой в соосное положение. В таком положении монтажная траверса 3 может автоматически вводиться с перевалочной тележки 2 по направляющим рельсам 5 и рельсам 8 промежуточных валков внутрь лентопрокатной клети 1. При последующем опускании рельсов 8 промежуточных валков монтажная траверса 3 опустится на подушки 9 нижнего опорного валка 10 и установится на них. Этот процесс представлен на фиг.3. Расположенные на нижней стороне монтажной траверсы 3 выступы заходят в отверстия 12 подушки 9 и фиксируют положение этой траверсы. Ненужная более перевалочная тележка 2 поперечным смещением отводится в сторону настолько, чтобы проем лентопрокатной клети 1 сохранялся свободным для перевалки опорных валков.
После размещения монтажной траверсы 3 сверху на нее гидравлически устанавливается верхний опорный валок 13 и фиксируется также посредством выступов 15, вводимых в отверстия 14 подушек 16. Теперь весь комплект опорных валков может быть извлечен известным образом из лентопрокатной клети 1 по нижним откаточным рельсам 17 (фиг.1) и заменен вручную с использованием крана (не показан).
Одновременно с описанной выше операцией проводится замена демонтированных промежуточных и рабочих валков; на перевалочной тележке 2 был приготовлен новый комплект промежуточных и рабочих валков. Новый комплект опорных валков 10/13 заводится в лентопрокатную клеть 1 в последовательности, обратной описанной последовательности демонтажа старого комплекта опорных валков. Опорные валки 10/13 приводятся в соответствующее положение; верхний опорный валок 13 гидравлически приподнимают, в результате чего подушки 16 снимаются с монтажной траверсы 3. В результате подъема рельсов 8 промежуточных валков монтажная траверса 3 снимается с нижних подушек 9 и свободно висит на рельсах 8 промежуточных рельсов внутри лентопрокатной клети 1, как это показано на фиг.4.
Перевалочная тележка 2, приведенная в свое положение поперечным перемещением, захватывает своим захватным устройством 7 цилиндрический выступ 6 монтажной траверсы 3 и затягивает последнюю по рельсам 8 промежуточных валков и соосным им направляющим рельсам 5 из лентопрокатной клети 1 в себя.
После повторного поперечного смещения перевалочной тележки 2 новый комплект промежуточных и рабочих валков, находящийся в положении готовности сбоку около монтажной траверсы 3, приводится в положение посередине лентопрокатной клети 1, из которого комплект валков может заводиться в эту клеть. Этот процесс является обычным и поэтому не требует подробного описания. После смыкания межвалковой щели лентопрокатная клеть 1 готова к применению.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЗАМЕНЫ КОМПЛЕКТОВ ВАЛКОВ В РАБОЧИХ КЛЕТЯХ ПРОКАТНОГО СТАНА | 2005 |
|
RU2363555C2 |
| ПЕРЕВАЛОЧНАЯ ЯМА И СПОСОБ СМЕНЫ ВАЛКОВ | 2007 |
|
RU2378064C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ МАНИПУЛИРОВАНИЯ/ТРАНСПОРТИРОВКИ РАБОЧИХ ВАЛКОВ И/ИЛИ ОПОРНЫХ ВАЛКОВ | 2007 |
|
RU2394661C2 |
| УСТРОЙСТВО ДЛЯ УРАВНОВЕШИВАНИЯ ШПИНДЕЛЕЙ ПРОКАТНЫХ СТАНОВ | 1998 |
|
RU2154540C2 |
| МЕХАНИЗМ СМЕНЫ ВАЛКОВ КЛЕТИ КВАРТО | 1992 |
|
RU2013148C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПЕРЕВАЛКИ ПАР РАБОЧИХ ВАЛКОВ И/ИЛИ ПАР ОПОРНЫХ ВАЛКОВ В ПРОКАТНЫХ КЛЕТЯХ | 2003 |
|
RU2311242C2 |
| Устройство для смены рабочих и опорных валков универсальной прокатной клети кварто | 1981 |
|
SU971542A1 |
| ПРОКАТНЫЙ СТАН СО СРЕДСТВАМИ ДЛЯ ПЕРЕВАЛКИ ВАЛКОВ | 2003 |
|
RU2323053C2 |
| Устройство для перевалки рабочих валков прокатной клети кварто стана бесконечной прокатки полосы | 1982 |
|
SU1061866A1 |
| Прокатная клеть | 1984 |
|
SU1273201A1 |
Изобретение относится к устройству и способу автоматической перевалки комплектов рабочих, опорных и промежуточных валков в одно- или многоклетьевом лентопрокатном стане с применением перевалочной тележки, перемещаемой поперечно лентопрокатной клети, и монтажной траверсы, служащей для демонтажа комплекта опорных валков. На перевалочной тележке расположена монтажная траверса, снабженная колесами, на которых она может перемещаться по расположенным параллельно валкам направляющим рельсам с перевалочной тележки по рельсам промежуточных валков в лентопрокатную клеть, а также вместе с комплектом опорных валков извлекаться из лентопрокатной клети. Изобретение обеспечивает сокращение времени простоя при перевалке и автоматизации лентопрокатной клети. 2 н. и 2 з.п. ф-лы, 4 ил.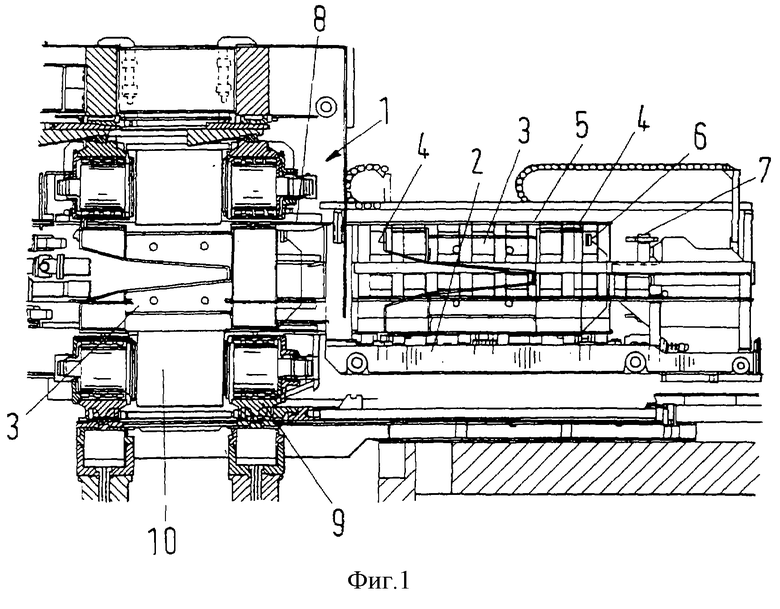
валки прокатной клети перемещают вверх,
перевалочную тележку смещают к середине клети и сцепляют с рабочими и промежуточными валками,
рабочие и промежуточные валки извлекают перевалочной тележкой из лентопрокатной клети,
перевалочную тележку с рабочими и промежуточными валками поперечно смещают,
монтажную траверсу, имеющую колеса в ее верхней части с обеих сторон на четырех верхних угловых участках и подвешенную колесами на направляющих рельсах перевалочной тележки, находящуюся в состоянии готовности сбоку от рабочих и промежуточных валков на перевалочной тележке, перемещают к середине клети поперечным движением перевалочной тележки,
монтажную траверсу заводят в клеть по поднимаемым и опускаемым рельсам верхних промежуточных валков внутри лентопрокатной клети,
рельсы промежуточных валков опускают и в результате монтажную траверсу располагают на нижнем опорном валке,
верхний опорный валок опускают и располагают на монтажной траверсе,
перевалочную тележку с рабочими и промежуточными валками поперечно перемещают и в результате рабочие и промежуточные валки занимают положение перевалки,
по направляющим рельсам выкатывают комплект опорных валков и заменяют его с помощью крана,
заводят новый комплект опорных валков,
одновременно с перевалкой опорных валков на перевалочную тележку укладывают новые рабочие и промежуточные валки,
снова приподнимают рельсы промежуточных валков вместе с монтажной траверсой,
перевалочная тележка занимает соответствующее положение и отводит монтажную траверсу с рельсов промежуточных валков на направляющие рельсы перевалочной тележки,
в результате поперечного движения перевалочной тележки новый комплект рабочих и промежуточных валков подают к середине клети,
новый комплект рабочих и промежуточных валков заталкивают в клеть,
межвалковая щель смыкается.
| US 4435970 A, 13.03.1984 | |||
| US 3638468 A, 01.02.1971 | |||
| DE 3930125 A, 21.03.1991 | |||
| МЕХАНИЗМ СМЕНЫ ВАЛКОВ КЛЕТИ КВАРТО | 1992 |
|
RU2013148C1 |
| УСТРОЙСТВО ДЛЯ СМЕНЫ РАБОЧИХ ВАЛКОВ | 1992 |
|
RU2013147C1 |
| СТЕНД ДЛЯ СБОРКИ УЗЛОВ ИЗ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1995 |
|
RU2099168C1 |
| Устройство для смены валков прокатной клети кварто | 1987 |
|
SU1424891A1 |
| Устройство для смены рабочих и опорных валков универсальной прокатной клети кварто | 1983 |
|
SU1080893A1 |

