Изобретение касается поперечно сдвигаемой платформы для замены комплекта рабочих прокатных валков на участке прокатной клети в прокатном цеху, причем упомянутая платформа снабжена несколькими опорными роликами, посредством которых она перемещается по направлению или против направления прокатки с помощью гидравлического цилиндра по направляющим рельсам, расположенным параллельно и по обеим сторонам ямы для замены прокатных валков.
Из WO 03/099479 A1 известно устройство для замены пар рабочих и/или опорных валков в клети прокатного стана, причем опорные валки и рабочие валки установлены, соответственно, в подъемные или опускаемые подушки в раме станины, при этом поддерживаемая на подушках пара рабочих валков извлекается посредством прямоходного привода. Пара опорных валков извлекается из прокатной клети или устанавливается туда посредством опертого на направляющую и колеса нижнего опорного валка и опертого на него валкового сменного станка с опертым верхним опорным валком. При этом пара рабочих валков сцепляется на приводной стороне клети с гидравлическим поршневым приводом с длиной хода, соразмерной пути для снятия-установки, и расцепляется на расстоянии извлечения. Далее, вдвигаемый на уровне между опорными валками валковый сменный станок сцепляется с тем же поршневым приводом, и после опоры верхнего опорного валка и валкового сменного станка на нижний опорный валок пара опорных валков извлекается или снова вдвигается. Отсюда известен также соответствующий способ.
Из WO 2004/039512 A1 известна тянущая машина, с помощью которой комплекты валков вынимаются в ремонтном цеху и, соответственно, возвращаются назад. Тянущая машина передвигается, когда ее зубчатые колеса находятся в зацеплении с зубчатой рейкой.
Из DE 4321663 A1 известен прокатный стан с предусмотренными на стороне обслуживания клети плитами суппорта, опирающимися по мере необходимости на тележки и сдвигаемыми поперек осей валков, эти плиты оборудованы как минимум двумя расположенными друг возле друга парами рельсов для приема нагруженных на ролики комплектов рабочих валков, и с относящимися к клетям ямами, пол которых оснащен рельсами для вывоза комплектов опорных валков. При этом ямы между клетями и плитами суппорта по длине перекрываются откидными крышками, в исходном положении зафиксированными в ямах и поворачиваемыми из них наружу в случае замены прокатных валков; эти крышки оборудованы соответствующими плитами суппорта, предназначенными для извлечения комплектов рабочих валков и их перемещения на одну из двухпутных веток.
Из WO 03/015949 A1 известно устройство для замены рабочих и опорных валков полосового прокатного стана посредством сдвигаемой поперек клети тележки для смены валков, которая захватывает демонтированные старые комплекты валков и делает возможным замену их на новые. Устройство состоит из установленного прочно по месту на уровне пола печи цилиндра для съема валков, поршень которого движется поперек клети; из вытяжной тележки, расположенной на переднем конце поршня цилиндра для смены валков, на которую тележка для смены валков сдвигается и соединяется с ней таким образом, что вытяжная тележка вместе с тележкой для смены валков сдвигается указанным цилиндром поперек от комплекта валков. Далее, на тележке для смены валков установлен поперечно сдвигаемый стол, который сдвигается независимым от тележки для смены валков сдвигающим цилиндром поперек направления движения тележки и посредством которого предназначенные к замене комплекты валков доставляются в сменное положение в одну линию в центре клети. Также приводится описание этого способа.
WO 2005/089972 А1 описывает способ замены комплектов валков в клетях прокатного стана с несколькими клетями, имеющими комплекты опорных и рабочих валков, посредством опоры один на другой и последующим вывозом в направлении оси комплекта рабочих или опорных валков на стороне обслуживания в цех ремонта валков и в заключение возвращение и монтаж новых комплектов валков. При этом только по одному комплекту изношенных рабочих валков из общего количества клетей на обслуживаемой стороне, транспортируемых отдельными поперечно сдвигаемыми тележками, перевозится в цех ремонта валков и оттуда они возвращаются друг за другом одним единственным локомотивом по одной единственной колее и разгружаются на соответствующие поперечно сдвигаемые тележки между клетями и после освобождения стороны обслуживания посредством поперечно сдвигаемых тележек после демонтированных изношенных комплектов рабочих валков вывозятся изношенные опорные валки и с помощью крана переправляются в цех ремонта, возвращаются назад и снова устанавливаются в соответствующие клети. Далее следует описание относящегося к этому способу оборудования.
Из публикации US 2002/078728 А1 известна поперечно сдвигаемая платформа для замены комплекта рабочих валков на участке клети прокатного стана в прокатном цеху. Поперечно сдвигаемая платформа состоит из множества отдельных сдвигаемых платформ, связанных между собой, например, осью (штырем). Эти отдельные платформы передвигаются по отдельности или как единое целое поперек направления ямы для замены прокатных валков, то есть в направлении или против направления прокатки по расположенным с обеих сторон ямы рельсам. Каждая отдельная сдвигаемая платформа имеет такую ширину, чтобы могла принять только один рабочий комплект, состоящий из нижнего и верхнего рабочих валков. При пересечении ямы отдельные сдвигаемые платформы поддерживаются с одного конца своим опертым в яму плунжером, в то время как другим концом они лежат на рельсах на одной стороне ямы. Плунжер в данном случае перемещается вместе с опертой на него платформой внутри ямы, то есть поперек ямы.
Документ WO 2004/050 271 А1 предусматривает суппортную плиту, состоящую из множества узких отдельных суппортных плит. Для принятия комплектов рабочих валков отдельные плиты соединяются и образуют покрывающую всю яму суппортную плиту. Для замены комплектов опорных валков на суппортных плитах отсутствуют комплекты рабочих валков. В области ямы две соседние отдельные суппортные плиты расцепляются и смещаются в сторону до освобождения ямы.
В основу изобретения положена задача предложить гибкий способ замены и транспортировки комплектов валков в прокатном цехе при незначительных подготовительно-технических затратах, а также устройство для осуществления предлагаемого в изобретении способа.
В соответствии с изобретением задача решается благодаря тому, что поперечно сдвигаемая платформа сконструирована согласно ограничительной части пункта 1 формулы изобретения и способна принимать как демонтированные, так и новые комплекты рабочих валков, располагаемых параллельно возле друг друга, и что поперечно сдвигаемая платформа так выполнена по длине и оснащению опорными роликами, что она, с одной стороны, перекрывает яму для замены валков во время выемки отработавшего комплекта валков из клети и опирается на рельсы по обеим сторонам ямы, а с другой стороны, при боковом действии через яму для ее освобождения может опираться на рельсы только с одной стороны ямы.
Дальнейшие усовершенствования устройства вытекают из приложенных зависимых пунктов.
Устройство для замены рабочих валков находится на стороне обслуживания прокатного стана. Задача устройства для замены рабочих валков состоит в том, чтобы извлечь из прокатной клети использованный комплект рабочих валков и, например, транспортировать их в ремонтный цех или новый отшлифованный комплект валков доставить из ремонтного цеха к клети прокатного стана.
Поперечный сдвиг комплекта валков, называемый также боковым скольжением, осуществляется в прокатном цеху в области ямы для смены валков. Задача сдвига состоит в том, чтобы демонтированный из прокатной клети комплект рабочих валков отодвинуть как можно дальше от середины прокатного стана/середины ямы, чтобы новый комплект рабочих валков мог расположиться в центре прокатного стана.
Сдвигаемая платформа состоит из стальной конструкции с такими же гладкими краями, как у платформ. Она сконструирована таким образом, чтобы два комплекта рабочих валков - отработанный и новый - могли бы располагаться на ней одновременно. Гидравлический цилиндр передвигает сдвигаемую платформу в желаемое положение. Сама сдвигаемая платформа опирается на рельсы и передвигается в предпочтительном выполнении на двенадцати опорных роликах, установленных на двухрядных упорных подшипниках.
Сдвигаемая платформа состоит согласно изобретению из простого моста и позволяет благодаря роликам передвигаться с помощью гидравлического цилиндра при каждой замене опорных валков в сторону от ямы для замены валков, чтобы освободить всю ширину ямы. Комплект опорных валков и, соответственно, опорные валки вместе с подушкой могут без помех транспортироваться из прокатной клети посредством платформы локомотивом по яме для смены валков из прокатного цеха в ремонтный цех. Загрузка и разгрузка сдвигаемой платформы осуществляется цеховым краном. Далее, для складирования сдвигаемой платформы в прокатном цехе не требуется места. Это ведет к экономии времени.
Для используемых при замене тележек больше не требуются зубчатые рейки из прочного материала и призматические шпонки. Отпадает необходимость в дорогостоящей обработке для упрочнения зубчатых реек, а также в центрировании комплектных тележек для смены валков.
Пример выполнения изобретения, представленный с помощью очень схематичных рисунков, описывается более подробно.
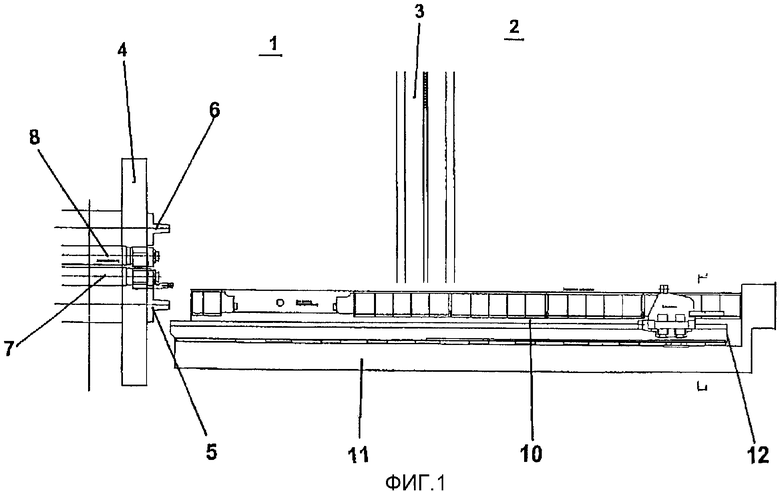
На фиг.1 представлен поперечный разрез прокатного цеха с одной прокатной клетью и отделенной стеной ремонтного цеха.
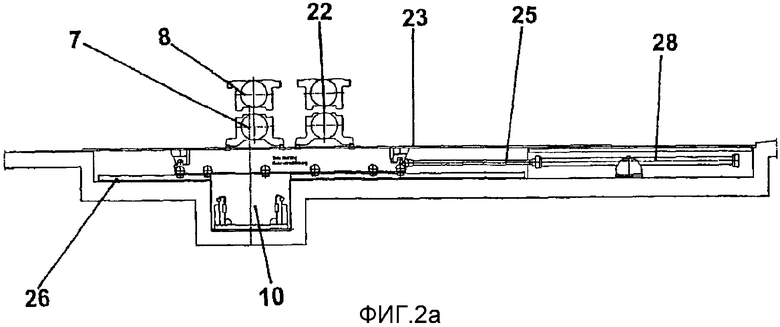
На фиг.2 представлена подробно сдвигаемая платформа в прокатном цеху.
На фиг.3 представлена сдвигаемая платформа в открытой яме.
На фиг.4 представлен вид сверху на сдвигаемую платформу при демонтаже рабочих валков.
На фиг.5 представлен вид сверху на сдвигаемую платформу в правом положении, (готовой) к вытягиванию комплекта опорных валков.
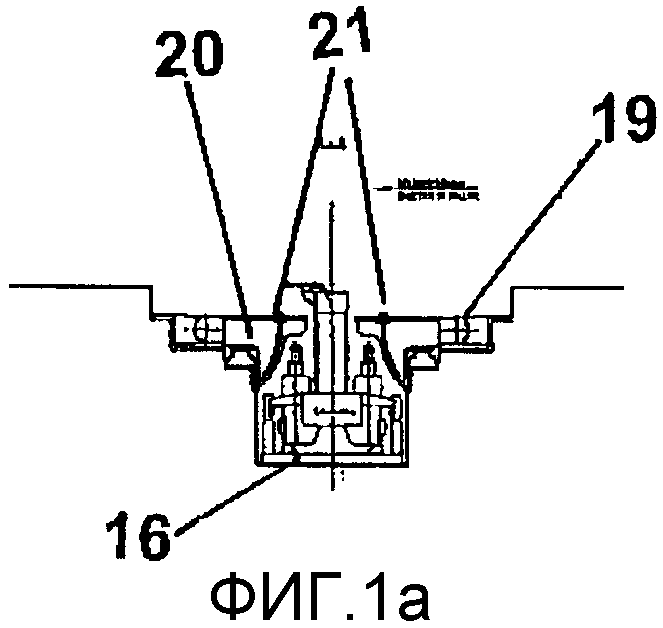
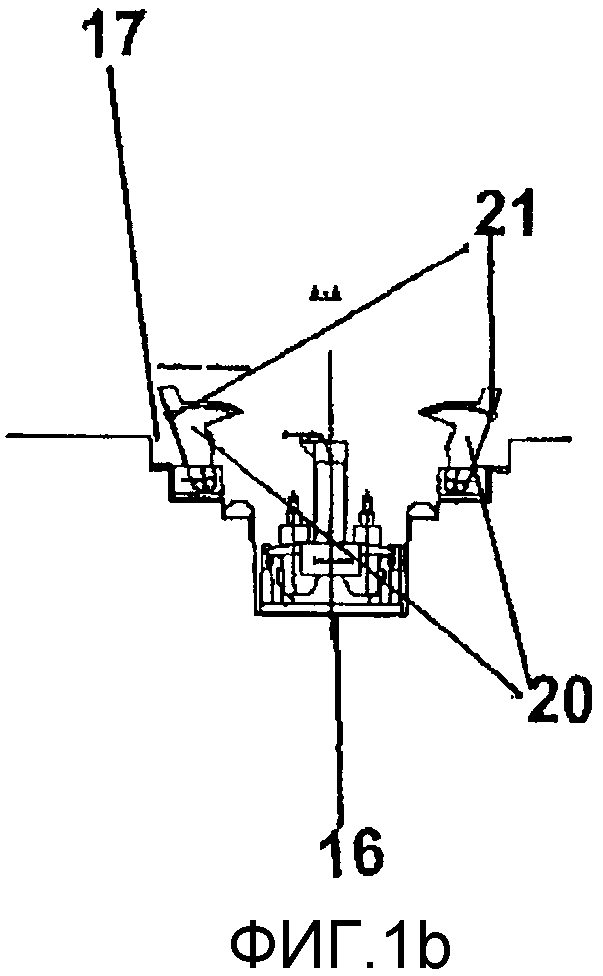
На фиг.1 представлен слева прокатный цех 1 в направлении прокатки и справа - ремонтный цех 2. Оба участка разделены стеной 3. В прокатной клети 4 установлены верхний 6 и нижний 5 опорные валки, а также верхний 8 и нижний 7 рабочие валки. Для транспортировки валков из прокатной клети 4 в прокатном цеху в ремонтный цех 2 для шлифования используется локомотив 9. Он находится в яме 10 для смены валков, которая связывает прокатный цех 1 с ремонтным цехом 2. Все оборудование, как то: рельсы и прочее, установлено на одном или, соответственно, нескольких фундаментах 11. Локомотив может таким образом из позиции ожидания 12 в правом конце ямы двигаться к прокатной клети 4. На фиг.1А и 1В представлено в поперечном разрезе, как локомотив 9 располагается в яме 10. Как видно, яма 10 разделена на нижний узкий участок 16 и на верхний широкий участок 17. Нижний узкий участок 16 лишь немного шире локомотива 9. В верхнем широком участке 17 по обоим краям 18, 19 имеются платформы 20. Они опускаются при выемке, соответственно, транспортировке комплекта рабочих валков 7, 8 и имеют на верхней стороне направляющие рельсы 21, по которым может перемещаться комплект рабочих валков 7, 8. Между платформами 20 имеется промежуток, позволяющий проезжать локомотиву 9 с установленным наверху 13 сцепным устройством 14. Для транспортировки крупных в диаметре опорных валков 5, 6 платформы 20 поднимаются вверх и таким образом расширяют проезд.
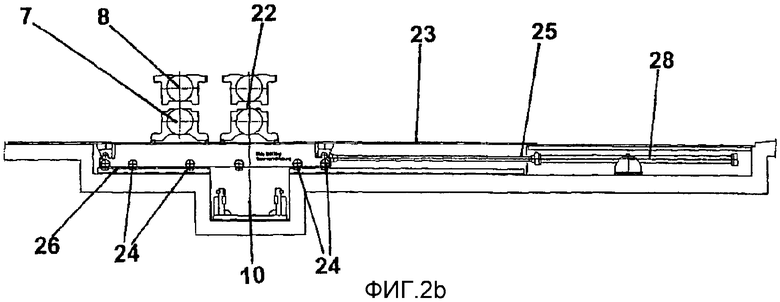
Демонтированные комплекты рабочих валков 7, 8 заменяются новыми. Это происходит возможно быстро, чтобы минимизировать время простоя прокатной клети. Поэтому предусмотрено, чтобы новые комплекты рабочих валков подготавливались уже в прокатном цеху 1. На фиг.2 представлено подобное устройство. Устройство, называемое также боковым скольжением, предусматривает, чтобы демонтированный комплект рабочих валков, состоящий из рабочих валков 7, 8, и новый комплект рабочих валков 22 могли бы расположиться параллельно возле друг друга на поперечно сдвигаемой платформе 23. На фиг.2А демонтированный комплект рабочих валков находится слева. Сдвигаемая платформа 23 опирается при этом на правый и левый края ямы для смены валков 10. Для сдвига используется гидравлический цилиндр 28 со штангой 25. Сдвигаемая платформа 23 перемещается посредством нескольких роликов 24 по рельсам 26. На фиг.2В представлено положение сдвигаемой платформы 23, в которой возможно сдвинуть новый комплект рабочих валков 22 в прокатную клеть 4.
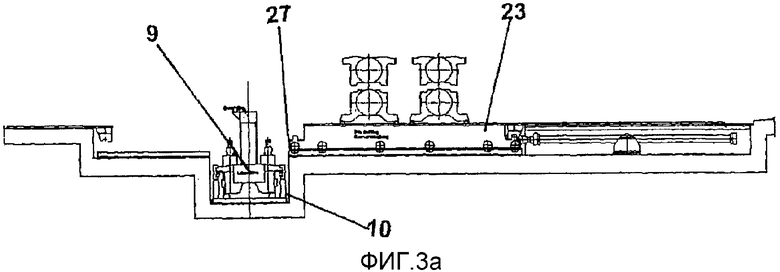
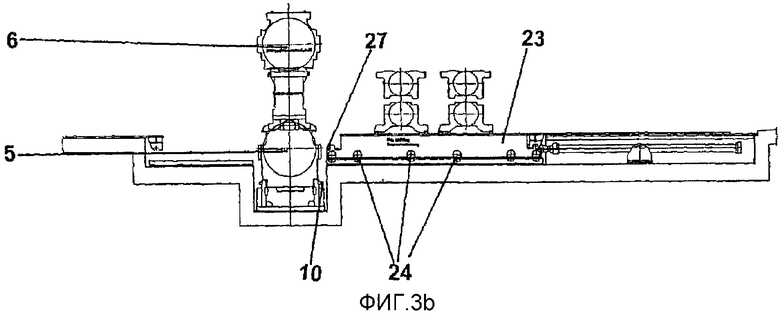
Чтобы вытянуть локомотивом 9 из клети 4 комплект опорных валков, состоящий из опорных валков 5, 6, нужно освободить яму 10 для замены валков. Для этого платформы 20 поднимаются. В дальнейшем сдвигаемая платформа 23 отводится вправо на такое расстояние (см. фиг.3А, 3В), чтобы левый край 27 поперечно сдвигаемой платформы 23 полностью освободил яму 10 для замены валков. Благодаря наличию у платформы 23 большого числа роликов 24 и известной длине она может в переходной зоне опираться только на одну сторону ямы.
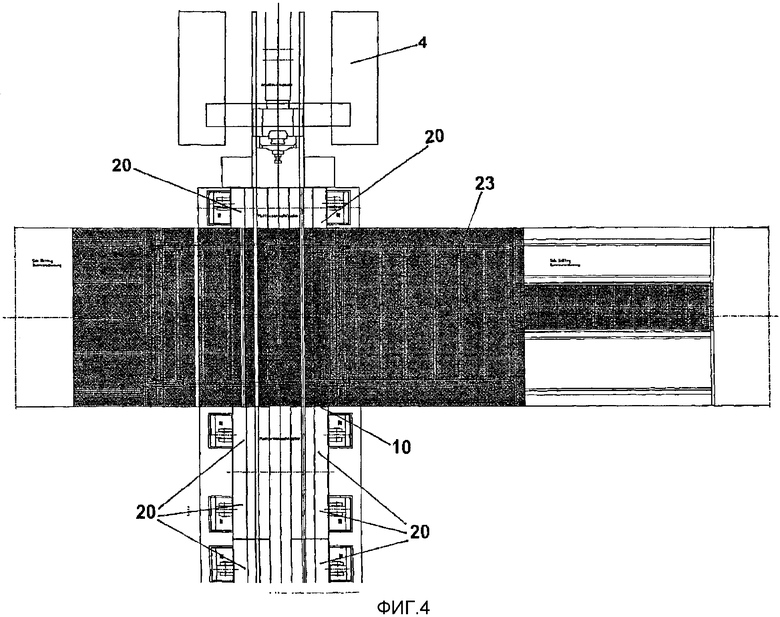
На фиг.4 представлена в виде сверху конфигурация, когда сдвигаемая платформа 23 перекрывает яму 10. На фиг.5 сдвигаемая платформа 23 находится в положении, когда яма 10 для замены валков освобождена для вытягивания комплекта опорных валков 5, 6. Для этого платформы 20 с рельсами должны быть подняты, соответственно, откинуты кверху.
Список обозначений на чертежах
1 - прокатный цех;
2 -ремонтный цех;
3 - стена;
4 - клеть;
5 - нижний опорный валок;
6 - верхний опорный валок;
7 - нижний рабочий валок;
8 - верхний рабочий валок;
9 - локомотив;
10 - яма для замены прокатных валков;
11 - фундамент;
12 - положение ожидания;
13 - верхняя сторона;
14 - сцепное устройство;
15 - толкающая штанга;
16 - узкий участок;
17 - широкий участок;
18 - край;
19 - край;
20 - платформа;
21 - направляющий рельс;
22 - комплект рабочих валков;
23 - сдвигаемая платформа;
24 - направляющие ролики;
25 - толкающая штанга;
26 - рельсы;
27 - левый край;
28 - гидравлический цилиндр.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕРЕВАЛОЧНАЯ ЯМА И СПОСОБ СМЕНЫ ВАЛКОВ | 2007 |
|
RU2378064C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ МАНИПУЛИРОВАНИЯ/ТРАНСПОРТИРОВКИ РАБОЧИХ ВАЛКОВ И/ИЛИ ОПОРНЫХ ВАЛКОВ | 2007 |
|
RU2394661C2 |
| ПРОКАТНЫЙ СТАН СО СРЕДСТВАМИ ДЛЯ ПЕРЕВАЛКИ ВАЛКОВ | 2003 |
|
RU2323053C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЗАМЕНЫ КОМПЛЕКТОВ ВАЛКОВ В РАБОЧИХ КЛЕТЯХ ПРОКАТНОГО СТАНА | 2005 |
|
RU2363555C2 |
| ПРОКАТНЫЙ СТАН С СУППОРТНЫМИ ПЛИТАМИ | 2003 |
|
RU2319563C2 |
| Устройство для смены валков прокатной клети кварто | 1987 |
|
SU1424891A1 |
| УСТРОЙСТВО ДЛЯ МАНИПУЛИРОВАНИЯ И/ИЛИ ТРАНСПОРТИРОВКИ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ | 2010 |
|
RU2500492C2 |
| УСТРОЙСТВО И СПОСОБ АВТОМАТИЧЕСКОЙ ПЕРЕВАЛКИ РАБОЧИХ, ОПОРНЫХ И ПРОМЕЖУТОЧНЫХ ВАЛКОВ В ОДНО- ИЛИ МНОГОКЛЕТЬЕВОМ ЛЕНТОПРОКАТНОМ СТАНЕ | 2002 |
|
RU2297291C2 |
| Устройство для смены рабочих валков прокатной клети | 1980 |
|
SU984523A1 |
| Устройство для смены рабочих и опорных валков универсальной прокатной клети кварто | 1983 |
|
SU1080893A1 |
Изобретение касается устройства для замены и транспортировки первого и второго комплекта прокатных валков на поперечно сдвигаемой платформе на участке прокатной клети в прокатном цеху в направлении против направления прокатки посредством поперечно сдвигаемой платформы. Поперечно сдвигаемая платформа имеет несколько опорных роликов, посредством которых она перемещается по параллельным рельсам, расположенным по обеим сторонам ямы для замены валков, с помощью гидравлического цилиндра, при этом поперечно сдвигаемая платформа предназначена для приема как демонтированного, так и нового комплекта рабочих валков с размещением их параллельно друг другу, поперечно сдвигаемая платформа оборудована опорными роликами по своей длине таким образом, что во время извлечения использованных рабочих валков из клети с одной стороны она перекрывает яму для замены валков и по обеим сторонам ямы опирается на рельсы, а с другой при боковом перемещении через яму для ее освобождения опирается на рельсы только с одной стороны ямы. Обеспечивается возможность полного перекрывания и накрывания ямы для замены валков. 4 з.п. ф-лы, 4 ил.
1. Поперечно сдвигаемая платформа (23) для замены комплекта рабочих валков (7, 8, 22) на участке клети (4) прокатного стана в прокатном цеху (1), причем поперечно сдвигаемая платформа (23) имеет несколько опорных роликов (24), посредством которых она перемещается по параллельным рельсам (26), расположенным по обеим сторонам ямы (10) для замены валков, с помощью гидравлического цилиндра (28), отличающаяся тем, что поперечно сдвигаемая платформа (23) предназначена для приема как демонтированного, так и нового комплекта (22) рабочих валков с размещением их параллельно друг другу, при этом поперечно сдвигаемая платформа (23) оборудована опорными роликами (24) по своей длине таким образом, что во время извлечения демонтируемого комплекта рабочих валков из клети (4) с одной стороны она перекрывает яму для замены валков и по обеим сторонам ямы (10) опирается на рельсы (26), а с другой при боковом перемещении через яму (10) для ее освобождения опирается на рельсы (26) только с одной стороны ямы (10).
2. Поперечно сдвигаемая платформа по п.1, отличающаяся тем, что поперечно сдвигаемая платформа (23) выполнена для передвижения по двум параллельным рельсам (26).
3. Поперечно сдвигаемая платформа (23) по п.2, отличающаяся тем, что на платформе (23) установлено по шесть опорных роликов (24) в два ряда.
4. Поперечно сдвигаемая платформа по п.3, отличающаяся тем, что опорные ролики (24) установлены на двухрядные упорные подшипники.
5. Поперечно сдвигаемая платформа по любому из пп.1-4, отличающаяся тем, что поперечно сдвигаемая платформа (23) выполнена в виде стальной конструкции.
| US 6763565 B2, 20.07.2004 | |||
| WO 2004050271 A, 17.06.2004 | |||
| RU 2004106602 A 10.06.2005 | |||
| СПОСОБ ПЕРЕВАЛКИ РАБОЧИХ ВАЛКОВ КЛЕТЕЙ ЛИНЕЙНОГО ПРОКАТНОГО СТАНА И РАБОЧАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2006304C1 |
| Передвижная прокатная клеть с устройством для смены валков | 1991 |
|
SU1784003A3 |

