Изобретение относится к электрометаллургии и может быть использовано для электрошлакового переплава литого расходуемого электрода.
Известно использование горячедеформированных и литых стержней в качестве расходуемых электродов для электрошлакового переплава (см. «Электрошлаковые печи», ред. Б.Е.Патон и Б.И.Медовар, Киев: Наукова Думка, 1976 г., стр.348-349, рис.393, схема «в»), при этом изготовленный расходуемый электрод 1 приваривают к стержню 3 сварным швом 2.
Однако при сварке металлов и сплавов, легированных алюминием и титаном, очень часто наблюдаются несплавления, в некоторых случаях полное несплавление, а так же горячие кристаллизационные трещины, шлаковые включения в шве и поры (см. «Сварка металлов пластинчатыми электродами», А.Н.Сафонников, Киев, 1966 г., стр.117-133).
Ближайшим аналогом, принятым за прототип, является известное техническое решение, в котором производство литого расходуемого электрода осуществляют при заливке жидкого металла в изложницу с предварительно вставленным в нее фасонным хвостовиком, который вмораживают в электрод (см. авт. свид. №324862, МКИ C21C 5/56, 1969 г.).
Однако при производстве литых расходуемых электродов указанным известным способом имеют случаи частичного расплавления хвостовиков с образованием усадочных раковин в теле хвостовика. Расплавление хвостовиков происходит с увеличением объема жидкого металла и деформацией литой еще достаточно пластичной стали вблизи хвостовиков, а затем при затвердевании и уменьшении объема образуются усадочные раковины.
Кроме того, вредное влияние на свариваемость хвостовиков с металлом литого расходуемого электрода оказывают окислы железа - ржавчина и окалина. Даже после полной очистки поверхности хвостовиков происходит вторичное окисление их на воздухе и особенно в полости литейной формы. При этом пленки окислов железа попадают на поверхность хвостовиков и изолируют ее от взаимодействия с металлом отливки.
При производстве литых расходуемых электродов из высоколегированных сталей тугоплавкие пленки окислов легирующих элементов препятствуют процессу свариваемости.
Исходя из того, что хвостовик является составной частью расходуемого электрода и воспринимает все виды нагрузок, что и расходуемый электрод, подобные дефекты недопустимы.
Технический результат предлагаемого технического решения заключается в повышении качества сварного шва между заливаемым в изложницу жидким металлом из высоколегированной стали с металлом вмораживаемого хвостовика.
Технический результат достигается тем, что в известном способе производства литого расходуемого электрода путем заливки жидкого металла в литейную форму с предварительно закрепленным в ней фасонным хвостовиком, вмораживаемым в электрод, согласно предложению в зоне вмораживания хвостовика дополнительно размещают прибыль, в которой на поверхности жидкого металла, поступающего из литейной формы, наводят жидкий шлак и осуществляют через него подпитку жидким металлом, аналогичным металлу хвостовика, при этом подпитываемый жидкий металл предварительно перегревают выше температуры плавления тугоплавких окислов легирующих элементов, а скорость заливки металла через шлак поддерживают в пределах 0,05÷0,15 м/с.
Совокупность предлагаемых признаков обеспечивает достижение технического результата и находится с ним в причинно-следственной связи следующим образом.
Размещение дополнительной прибыли в зоне вмораживания хвостовика позволяет непосредственно воздействовать на сварочный шов между отливаемым расходуемым электродом и хвостовиком. В частности, в случаях частичного расплавления хвостовиков и увеличения объема металла в зоне вмораживания подпитка металлом позволяет уменьшать скорость затвердевания сварного шва и предотвращать образование усадочных раковин.
Наведение жидкого шлака на поверхности жидкого металла, поступившего из литейной формы в дополнительную прибыль, позволяет сохранить тепло в зоне сварного шва, что обеспечивает более объемное и равномерное прогревание металла и исключить несплавления, поры и трещины.
Кроме того, наведенный жидкий шлак полностью изолирует зону сварного шва от атмосферы воздуха, что уменьшает образование окислов железа и пленок окислов легирующих элементов.
Предварительный перегрев подпитываемого металла выше температуры плавления тугоплавких окислов легирующих элементов способствует их растворению и улучшению качества сварного соединения.
Однако во время заливки металла через шлак последний может увлекаться потоком металла в отливаемый слиток, увеличивая его загрязненность. Для устранения этого явления необходимо уменьшать диаметр заливаемой струи металла и ее скорость, исходя из условия устранения всплесков металла.
Кроме того, важное значение имеет толщина шлакового слоя и, в случае его достаточной величины, шлак не увлекается глубоко в слиток и успевает всплыть. Условию отсутствия загрязнения зоны вмораживания при подпитке через слой шлака соответствует скорость заливки металла через шлак в пределах 0,05÷0,15 м/с.
При скорости меньше 0,05 м/с струя металла в результате избыточного взаимодействия с атмосферой окисляется компонентами воздуха, при этом образуются мельчайшие включения из глинозема, кремнезема, окислов железа и марганца. Такие включения плохо всплывают из жидкого металла до его кристаллизации и могут попасть в сварочный шов, значительно уменьшив качество соединения.
При скорости больше 0,15 м/с шлак увлекается потоком металла, который может проникнуть до стенок литейной формы, где достаточно велика скорость кристаллизации и частицы шлака могут оказаться в теле отливаемого электрода и в периферийной зоне сварочного шва, ухудшая качество отливаемого электрода.
Подпитку зоны вмораживания осуществляют жидким металлом, аналогичным металлу хвостовика, при этом его перегревают выше температуры плавления тугоплавких окислов легирующих элементов, содержащихся в металле отливаемого расходуемого электрода, что позволяет расплавить тугоплавкие пленки окислов с поверхности хвостовика и обеспечить качественное соединение свариваемых поверхностей.
Т.к. хвостовик не входит в расплавляемую часть расходуемого электрода, то его выполняют из углеродистой стали для уменьшения тугоплавких пленок окислов легирующих элементов, что также способствует обеспечению качества сварного шва между расходуемым электродом и хвостовиком.
На фиг.1 и 2 представлены принципиальные схемы реализации предложенного способа производства расходуемого электрода:
Фиг.1 - принципиальная схема производства расходуемого электрода.
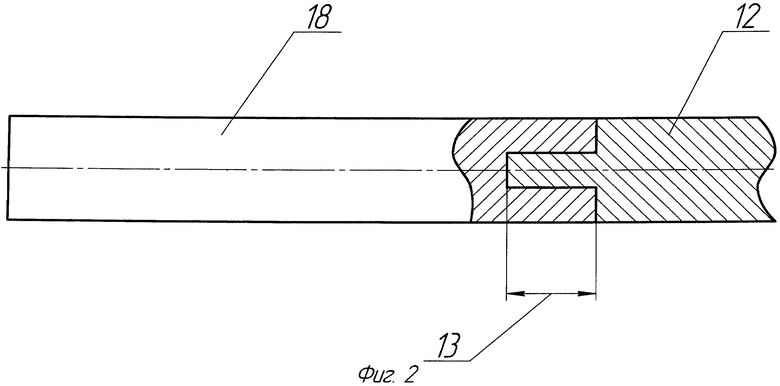
Фиг.2 - принципиальная схема литого расходуемого электрода.
Фиг.1 включает литейную форму 1, прибыли 2, 3, 4, литниковую систему 5, включающую воронки 6 и 7, стояки 8 и 9, литниковый ход 10, а также наружный холодильник 11, фасонный хвостовик 12, зону вмораживания 13, дополнительную прибыль 14, подпитываемый металл 15, жидкий шлак 16, жидкий металл 17, поступающий из литейной формы 1.
Фиг.2 включает литой расходуемый электрод 18, фасонный хвостовик 12 и зону вмораживания 13.
Способ осуществляют путем заливки жидкого металла 17 через литниковые воронки 6 и 7, при этом металл через стояки 8 и 9 литниковой системы 5 попадает в прибыли 2, 3, 4, а так же в дополнительную прибыль 14, установленную в зоне вмораживания 13, где размещен фасонный хвостовик 12, который сваривают с кристаллизующимся в литейной форме 1 металлом 17.
Для обеспечения качества сварки хвостовика 12 с расходуемым электродом 18 зону вмораживания 13 дополнительно подпитывают из дополнительной прибыли 14, в которой, для случаев производства литого расходуемого электрода 18 из высоколегированных сталей, на поверхность жидкого металла 17 заливают жидкий шлак 16 и через него пропускают подпитываемый жидкий металл 15.
Заявляемое техническое решение разработано для использования на Орском заводе ОАО «МК ОТМЕТО-ЮУМЗ для строящейся электрошлаковой печи с массой выплавляемого слитка до 120 т в связи с развитием энергетики и требованиями повышения единичной мощности энергоагрегатов за счет применения новых материалов с повышенными эксплуатационными характеристиками за счет усложнения состава и степени легирования сплавов.
Для заливки жидкого металла в условиях завода предусматривается использование 25-тонного двухстороннего ковша и расширяющейся двухканальной литниковой системы через два стояка.
В торце литейной формы противоположно фасонному хвостовику размещен наружный холодильник диаметром 500 мм и толщиной 120 мм, а сверху литейной формы предусмотрен грязесборник шириной 120 мм и высотой 70 мм для сбора всплывающих засоров при заполнении литейной формы (на чертежах условно не показано).
Технология предусматривает выплавку, в том числе литого расходуемого электрода диаметром 460 мм и длиной 6000 мм из высоколегированной стали типа 2Х11МФБН, содержащей в том числе (%): 0,15÷0,21 C; 10,0÷11,5 Cr; 0,80÷1,10 Mo; 0,5÷1,0 Ni; 0,2÷0,45 Nb; 0,2÷0,4 V.
Данная сталь является трудносвариваемой и при использовании электрошлаковой сварки не гарантируется качественное выполнение сварного соединения с хвостовиком, вследствие чего была выбрана более дешевая и качественная технология заливки стали в литейную форму с вмораживанием хвостовика для получения расходуемого электрода, впоследствии переплавляемого путем электрошлакового переплава для получения, например, заготовки ротора, работающего при температуре до 580°С.
Для изготовления хвостовика была использована углеродистая качественная сталь марки 25, у которой содержание углерода 0,22-0,30 С (%) при отсутствии ограничений свариваемости.
Условия свариваемости заливаемого жидкого металла в литейную форму с предварительно установленным в ней хвостовиком были смоделированы в отделе металлургии стали ОАО «НПО ЦНИИТМАШ».
Температура заливаемого металла в литейную форму составляла 1550°С, а температура плавления хвостовика 1500°С. Расплавление хвостовика происходило с увеличением объема жидкого металла, а при затвердевании с уменьшением объема образовывалась усадочная раковина.
Свариваемость хвостовика с отливкой была достаточно хорошей, однако, в контактной зоне были выявлены локальные прослойки окалины, что уменьшало прочность соединения. В зоне вмораживания хвостовика изменяется химический состав стали и уровень механических свойств, что практически не отражается на качестве работы расходуемого электрода.
Окислы железа, образующиеся на поверхности хвостовика и имеющие температуру плавления около 1450°С, растворились в более нагретом заливаемом металле - 1550°С. Однако тугоплавкие пленки окислов легирующих элементов, таких как хром, молибден, никель, ванадий, выявлены в виде местных прослоек, уменьшающих прочность соединения.
Для улучшения свариваемости поверхности хвостовика и защиты его от пленок окислов был установлен дополнительный питатель, в котором на поверхность металла заливали жидкий шлак, при выборе которого руководствовались необходимостью уменьшения окисления расплавленным флюсом упомянутых легирующих элементов, содержащихся в заливаемом металле, т.е. шлак должен иметь низкую окислительную способность.
Упомянутым требованием соответствует серийно выпускаемый флюс АН-295, который является практически нейтральным и не увеличивает окисления легирующих компонентов металла.
Заливали шлак при его температуре 1600°С, тем самым перегревали зону вмораживания и растворяли окисные пленки легирующих элементов. В зоне сварного соединения отсутствовали окисные пленки и качество сварного соединения соответствовало требованиям работоспособности расходуемого электрода.
Кроме того, благодаря дополнительному теплу, поступающему от шлака, появляется возможность контролировать кристаллизацию в зоне вмораживания и выводить усадочную раковину.
Поддержание упомянутых пределов скоростей заливаемого металла через шлак исключало неметаллические включения из зоны сварного соединения.
Таким образом, предлагаемый способ производства литого расходуемого электрода из высоколегированных сталей обеспечивает достаточно надежное качество сварного шва, что соответствует решаемой технической задаче.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ РАСХОДУЕМЫХ ЭЛЕКТРОДОВ | 2009 |
|
RU2410194C2 |
| Устройство для отливки зубных протезов под давлением | 1989 |
|
SU1662545A1 |
| СПОСОБ ПОЛУЧЕНИЯ РАСХОДУЕМЫХ ЭЛЕКТРОДОВ ИЗ ТИТАНА И ЕГО СПЛАВОВ | 1994 |
|
RU2081727C1 |
| ЛИТЕЙНАЯ ФОРМА И СПОСОБ ЛИТЬЯ | 2008 |
|
RU2395363C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОГО ИНСТРУМЕНТА И ФОРМ ЛИТЬЯ ПОД ДАВЛЕНИЕМ ИЗ ЛИТЫХ ЗАГОТОВОК МАРТЕНСИТНОСТАРЕЮЩИХ СТАЛЕЙ | 2011 |
|
RU2448806C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ, ПРЕИМУЩЕСТВЕННО ТРОЙНИКОВ | 2007 |
|
RU2378086C2 |
| Способ производства литой многослойной заготовки | 2019 |
|
RU2722844C1 |
| РАСХОДУЕМЫЙ ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА | 1995 |
|
RU2086688C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК ИЗНОСОСТОЙКИХ БИМЕТАЛЛИЧЕСКИХ БИЛ | 2016 |
|
RU2635496C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК | 1991 |
|
RU2026146C1 |
Способ осуществляют путем заливки жидкого металла (17) через литниковые воронки (6, 7) в литейную форму (1) с предварительно закрепленным в ней фасонным хвостовиком (12), вмораживаемым в электрод. По стоякам (8, 9) литниковой системы (5) металл попадает в прибыли (2, 3, 4) и в дополнительную прибыль (14), установленную в зоне вмораживания (13) и дополнительно подпитывающую ее. На поверхности жидкого металла (17) наводят жидкий шлак (16) и осуществляют через него подпитку жидким металлом (15), аналогичным металлу хвостовика. Подпитываемый жидкий металл (15) предварительно перегревают выше температуры плавления тугоплавких окислов легирующих элементов, а скорость заливки металла через шлак поддерживают в пределах 0,05-0,15 м/с. Обеспечивается повышение качества сварного шва между заливаемым в изложницу жидким металлом из высоколегированной стали с металлом вмораживаемого хвостовика. 2 ил.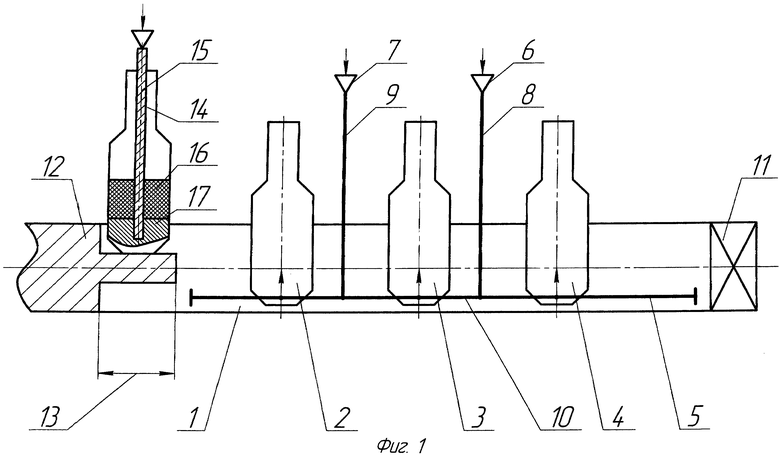
Способ производства литого расходуемого электрода путем заливки жидкого металла в литейную форму с предварительно закрепленным в ней фасонным хвостовиком, вмораживаемым в электрод, отличающийся тем, что в зоне вмораживания хвостовика дополнительно размещают прибыль, в которой на поверхности жидкого металла, поступающего из литейной формы, наводят жидкий шлак и осуществляют через него подпитку жидким металлом, аналогичным металлу хвостовика, при этом подпитываемый жидкий металл предварительно перегревают выше температуры плавления тугоплавких окислов легирующих элементов, а скорость заливки металла через шлак поддерживают в пределах 0,05-0,15 м/с.
| Способ получения расходуемого электрода | 1976 |
|
SU616047A1 |
| СПОСОБ ГАРНИСАЖНОЙ ПЛАВКИ МЕТАЛЛОВ И ГАРНИСАЖНАЯ ПЕЧЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2246547C1 |
| СПОСОБ ПОЛУЧЕНИЯ РАСХОДУЕМЫХ ЭЛЕКТРОДОВ | 2004 |
|
RU2260065C1 |
| JP 7331348 А, 19.12.1995. | |||

