Перекрестная ссылка на "родственную" заявку
Эта заявка заявляет права предварительной заявки США, Provisional Application № 60757582, зарегистрированной 10 января 2006, которая включена сюда посредством ссылки.
Область техники, к которой относится изобретение
Изобретение относится к полимерным вспененным материалам, поглощающим энергию при столкновении с препятствием транспортных средств, таких как автомобили.
Область применения изобретения
Вспененные полимеры широко используются во множестве амортизирующих устройств. Пены обычно используются в подушках, сидениях, матрацах и аналогичных устройствах, где мягкость и комфорт являются преобладающими факторами. Пены также используются для амортизации содержимого ящика. В упаковках пена обычно только смягчает воздействие вследствие столкновения или падения упаковки и как результат - только эластично деформируется (т.е. пена после деформации возвращается в свою форму, которая обычно примерно на 10% меньше, чем до деформации). Упаковочная пена также имеет мало, если имеет вообще, требований, относящихся к размеру пены, она лишь должна амортизировать содержимое против слабых воздействий. Следовательно, все это достаточно общее для недорогого разрыхленного полистирола и разрыхленной целлюлозы, являющихся основой для упаковочного материала в виде мелких орехов, используемых даже если каждый из них подвержен значительной деформации из-за температуры и влажности соответственно.
В последние годы к автомобилям предъявляются все более жесткие требования для уменьшения телесных повреждений пассажира во время аварии. Чтобы добиться этого, в автомобили поместили воздушные подушки от фронтальных столкновений. Совсем недавно все больше и больше внимания стали уделять боковым столкновениям с препятствием и травмам головы при переворачивании автомобиля. Это потребовало использования боковых воздушных подушек безопасности и положило начало использованию пены, которая поглощает энергию не только при эластичной деформации, но и при неэластичной деформации (т.е. при столкновении).
Громадное большинство вспененных материалов, используемых для смягчения автомобильных столкновений, были вспененными термопластами с закрытыми кристаллическими ячейками, такими как вспененные полипропиленовые шарики и пропиленовая коалесцирующая вспененная лента (например, STRANDFOAM, торговая марка компании The Dow Chemical Company). Каждый из этих поглощающих автомобильную энергию вспененных материалов имеет тенденцию быть дорогими и иметь большой вес для поглощенной сжимающей энергии, чем хотелось бы. Tем не менее, из-за их существования например, в кристаллической или термореактивной форме, они проявляют отличную стабильность по размерам, которая требуется автопроизводителями, чтобы гарантировать соответствующее поглощение энергии при столкновении, так и предупреждение любого скрипа, шума или дребезжания при движении.
Другие полимерные вспененные материалы, такие как полистирольные вспененные материалы, которые являются обычными при упаковке, как было описано ранее, старались, но не добились многого, в коммерческой приемлемости, главным образом из-за их недостаточной стабильности по размерам в жесткой окружающей среде, в которой находится автомобиль. Например, внутренняя часть автомобиля может испытывать влияние температуры от минус 20°C или ниже зимой, например на Аляске, до температур, приближающихся к 100°C из-за солнца в долине смерти (можно легко сварить яйцо на верхней части крыши автомобиля).
Следовательно, было бы желательно предоставить вспененные материалы, поглощающие энергию автотранспортного средства, которые являются недорогими, имеют малый вес, хорошее поглощение энергии и могут выдерживать внутреннюю среду автомобиля.
Сущность изобретения
Первым аспектом изобретения является звено, включающее аморфный термопластичный ячеистый полимер в контакте со структурным элементом, где не менее 50% ячеек аморфного ячеистого полимера являются закрытыми ячейками, и закрытые ячейки имеют давление газа, которое составляет примерно от 0,5 атмосферы до примерно 1,4 атмосферы при окружающей температуре (т.е. примерно 23°C).
Удивительно, но было обнаружено, что аморфный вспененный материал, когда он имеет вышеупомянутое давление в ячейке, даже несмотря на то, что он может иметь низкую температуру перехода из высокоэластичного состояния в стеклообразное состояние (например, полистирол), может быть введен в структурный компонент транспортного средства, такой как дверь, чтобы образовать элемент конструкции поглощающей энергию воздействия без существенной деформации (например, удовлетворяет автомобильным техническим условиям стабильности по размерам).
Второй аспект изобретения - это способ получения звена узла, поглощающего энергию, включающего в себя:
(а) смешивание аморфного термопластичного полимера и вспенивающего агента,
(б) образование сформированного полимерного вспененного материала из смеси полимера и вспенивающего агента, где вспененный материал содержит не менее 50% замкнутых ячеек,
(в) обработку образованного сформированного вспененного материала, такого как замкнутые ячейки, имеющие давление газа от примерно 0,5 до примерно 1,4 атмосферы, чтобы создать обработанный, сформированный, вспененный материал, и
(д) прикрепление обработанного, сформированного вспененного материала к структурному элементу для получения элемента конструкции поглощающего энергию.
Способ может использоваться для создания элемента конструкции поглощающего энергию в транспортных средствах, таких как автомобили, автобусы, грузовики, поезда, самолеты, мотоциклетные шлемы, аварийные заграждения и любые другие средства передвижения, где поглощение энергии от сильного воздействия было бы осуществлено.
Третьим аспектом изобретения является элемент поглощающей энергию конструкции, который включает в себя аморфный термопластичный ячеистый полимер в контакте со структурным элементом, где не менее примерно 50% ячеек аморфного ячеистого полимера являются замкнутыми ячейками и замкнутые ячейки имеют вспенивающий агент, содержащий диоксид углерода. Удивительно, когда CO2 является первичным вспенивающим агентом, было обнаружено, что стабильность по размерам элемента конструкции, поглощающей энергию, существенно улучшается по сравнению с другими вспенивающими агентами.
Четвертый аспект изобретения - элемент поглощающей энергию конструкции, который включает в себя аморфный термопластичный ячеистый полимер в контакте со структурным элементом, где не менее примерно 50% ячеек аморфного ячеистого полимера являются замкнутыми ячейками и термопластичный ячеистый полимер перфорирован так, что максимальное расстояние между отверстиями не больше, чем примерно 60 мм. Неожиданно было также обнаружено, что использование перфорации во вспененном материале элемента конструкции, поглощающей энергию, проявляется в отличной стабильности по размеру.
Краткое описание чертежей
Фиг.1 - фотография блока вспененного материала из полистирола, который был перфорирован (правый блок), в сравнении с блоком, сделанным из того же вспененного полистирола, но без перфорации (левый блок), левый блок, не имеющий внутри ячеечного давления, необходимого для этого элемента конструкции, поглощающей энергию, настоящего изобретения.
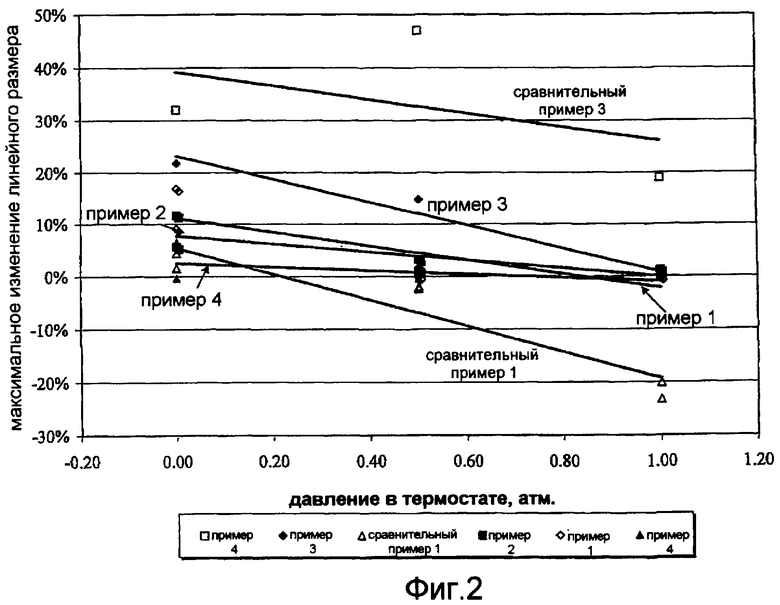
Фиг.2 - график максимального изменения линейного размера в зависимости от воздействий на вспененные материалы, нагретые до 85°C, при различных воздействиях, которые используются для эмпирического определения среднего внутреннего давления внутри ячеек вспененного материала.
Подробное описание изобретения
Элемент поглощающей энергию конструкции
Изобретение является элементом поглощающей энергию конструкции, включающим в себя аморфный термопластичный ячеистый полимер в контакте со структурным элементом. Структурный элемент элемента поглощающей энергию конструкции - это любая система, которая поддерживает или действует совместно с ячеистым полимером (именуемым здесь как «вспененный материал»), чтобы распределить энергию воздействия, такого как авария автотранспортного средства. Примерами структурных элементов являются панели двери автотранспортного средства, балки, панели приборов и крыши; оболочки шлемов; дорожные ограждения. Предпочтительно структурным элементом является панель двери, дверная стойка, панель приборов или крыша автомобиля или грузовика. Понятно, что структурный элемент конструкции необходим для удержания или действия в качестве поддержки ячеистого полимера и не предполагается, что структурный элемент конструкции является компонентом, который необходим для более крупного устройства (например, автомобиля), даже несмотря на то, что это может быть.
Элемент поглощающей энергию конструкции также включает в себя аморфный термопластичный ячеистый полимер. «Аморфный» означает, как общее понятие в технике, отсутствие определенной кристаллической структуры, а также и определенной точки плавления. Тем не менее, могут быть некоторые очень мало упорядоченные структуры, но из-за величины такой упорядоченности техника измерения упорядоченности, например, не может отличить или не существенно отличает их от аморфного материала. Например, упорядоченный интервал может быть такого малого размера, что дифракция рентгеновских лучей даст, как результат, такой сильный разброс, что если бы такой интервал был представлен, то он был бы размером не более чем примерно от 50 до 100 нанометров. Даже несмотря на то, что полимер аморфный, маленькая порция может показать некоторые локализованные по размеру структуры, например ячейку, определяющую точку плавления, но не присутствующую. Наглядно, дифракционная решетка рентгеновских лучей может показать маленькие пики, которые можно распознать в шуме рентгеновской техники.
Под полимером подразумевается синтетический органический полимер или возможно любой другой подходящий термопластичный аморфный полимер. Типичные, подходящие полимеры включают полистирол и полистирольные сополимеры. Полистирол означает полимер мономера стирола, производных от мономера стирола (например, замещенный стирол) или их комбинации. Примерами замещенных стиролов являются о-метилстирол, м-метилстирол, п-метилстирол, 2,4-диметилстирол, 2,5-диметилстирол, п-третбутилстирол, п-хлорстирол. Предпочтительно, чтобы полистирольным полимером был полистирол.
Полистирольный сополимер означает сополимер мономера стирола (стирол и производные от мономера стирола), описанный ранее и сополимер, который не является мономером стирола. Типичные мономеры, вводимые для синтеза сополимера, включают акрилонитрил, поли(2,6-диметил-1,4- дифенил эфир), метилакрилат, метакрилонитрил, малеинимид, акриловую кислоту, метакриловую кислоту, малеиновый ангидрид, итаконовый ангидрид или их комбинации. Предпочтительно, мономерами, вводимыми для синтеза сополимера, являются акрилонитрил, малеиновый ангидрид или их комбинации. Более предпочтительным мономером, вводимым для синтеза сополимера, является акрилонитрил.
В основном, количество полистирольного мономера в полистирольном сополимере не менее примерно 50% на моль сополимера. Обычно количество мономера, вводимого для синтеза сополимера примерно от 1% до 50% на моль полистирольного сополимера. Предпочтительно, чтобы количество мономера, вводимого для синтеза сополимера, было не менее 5%, более предпочтительно не менее примерно 10%, даже более предпочтительно не менее примерно 20% и более всего предпочтительно не менее примерно 25% на моль полистирольного сополимера.
Предпочтительный полистирольный сополимер - сополимер стиролакрилонитрила (САН). САН сополимер может иметь от 1% до 50% по весу акрилонитрила. Предпочтительно, чтобы акрилонитрил присутствовал в количестве от не менее примерно 5%, более предпочтительно от не менее 10%, и более предпочтительно от не менее примерно 15%, до предпочтительно не более чем 40%, более предпочтительно не более чем примерно 35%, и наиболее предпочтительно не более чем примерно 30% по весу САН сополимера.
Полимер может быть любого полезного веса, обычного молекулярного веса (Mw). Наглядно, Mw полистирола или полистирольного сополимера может быть от 10000 до 1000000. Предпочтительно, чтобы Mw полистирола или полистирольного сополимера была не менее 80000, более предпочтительно не менее примерно 100000 и наиболее предпочтительно не менее примерно 150000, до предпочтительно не более примерно 400000, более предпочтительно до не более примерно 350000 и наиболее предпочтительно до не более примерно 300000.
Распределением молекулярного веса Mw/Mn может быть любое подходящее распределение, которое будет, по крайней мере, отчасти зависеть от использования индивидуального полимера и быть легко исправлено опытом в технологии. Наглядно, распределение молекулярного веса Mw/Mn полистирола или полистирольного сополимера предпочтительно от не менее примерно 1,0, более предпочтительно от не менее примерно 1,5 и наиболее предпочтительно от не менее примерно 2,0, до предпочтительно не более примерно 10,0, более предпочтительно до не более примерно 7,0 и наиболее предпочтительно до не более примерно 4,0.
В дополнение, полимер может так же содержать и другие добавки, пока он остается аморфным термопластичным полимером. Примеры других добавок включают малые количества сшивающих агентов (например, дивинилбензол), красители, защитные средства от ультрафиолетового излучения, антиоксиданты, наполнители, огнезащитные средства, антистатические вещества, агенты по контролю за зародышеобразованием и тому подобное.
Полимер в элементе поглощающей энергию конструкции - ячеистый. Ячеистый (пеноматериал) вообще имеет понятное значение в области, в которой полимер имеет очевидную, существенно пониженную, плотность, включая в себя ячейки, которые являются либо открытыми, либо закрытыми. Закрытая ячейка означает, что газ внутри этой ячейки изолирован от газа другой ячейки полимерными стенками, образующими ячейку. Открытая ячейка означает, что газ в этой ячейке не является ограниченным в пространстве и может перетекать в атмосферу без прохождения через другие ячейки полимера.
Не менее примерно 50% ячеек пеноматериала являются закрытыми. Важно иметь это количество закрытых ячеек, потому что в процессе раздавливания эти ячейки могут внести свой вклад в поглощение энергии, когда элемент конструкции поглощающей энергию станет сдавленным. Так же, закрытые ячейки в большей степени могут участвовать в рассеивании энергии воздействия, было открыто, что малое количество открытых ячеек желательно при достижении соответствующего среднего давления газа, необходимого для достижения приемлемой размерной стабильности, которая требуется при используемом пеноматериале, например в верхних накладках транспортных средств. Показательным стандартом для этого является стандарт GMN8351 компании “General Motors”. Этот стандарт требует, чтобы пеноматериал в форме куба со стороной в 50 мм был три раза подвержен воздействиям, представленным в таблице 1, и, несмотря на это, не изменился в любом измерении более чем на 3% после этих воздействий.
Предпочтительно, по вышеназванным причинам, чтобы не менее примерно 55%, более предпочтительно не менее примерно 60% и более предпочтительно не менее примерно 75% и наиболее предпочтительно не менее примерно 90% ячеек пеноматериала были закрытыми ячейками.
В предпочтительном варианте осуществления все открытые ячейки пеноматериала располагаются на поверхности пеноматериала в одной или более оболочках, определяющих полость внутри пеноматериала или их комбинации. Такие открытые ячейки могут быть получены, например, при планировании поверхности пеноматериала или перфорировании пеноматериала пробойником, который более детально описан ниже. Для пеноматериала особенно желательно иметь максимальную от закрытой ячейки дистанцию рассеивания газа в атмосферу, но не более примерно 60 мм. Максимальная дистанция рассеивания газа является прямолинейный дистанцией, которую молекула или атом газа должны пройти, чтобы достичь окружающую пеноматериал атмосферу, и включает возможность достижения открытой ячейки, такой как открытая ячейка внутри пространства перфорации пеноматериала. Предпочтительно, чтобы максимальная дистанция рассеивания газа была не более примерно 50 мм, более предпочтительно не более примерно 30 мм, еще более предпочтительно не более примерно 20 мм, и наиболее предпочтительно не более примерно 15 мм.
Также желательно, чтобы пеноматериал в элементе конструкции поглощающей энергию имел самую по возможности низкую плотность, обеспечивающую достаточное поглощение энергии, которая обычно является функцией ожидаемого конкретного воздействия. В элементах конструкций, поглощающих воздействия, которые предназначены для ослабления повреждения головы, таких как противодействующие верхние накладки, шлемы и нечто подобное, ячеистый полимер также благоприятно проявляет прочность на сжатие, в направлении ожидаемого воздействия, от не менее 250 кПa, предпочтительно от не менее 290 кПa, при напряжении 25% - до примерно 700 кПa, особенно до примерно 600 кПa, как измерено на 25-50 мм по толщине образца, при интенсивности деформации 0,08с-1.
Для этих устройств ячеистый полимер преимущественно имеет плотность не более чем примерно 3,5 фунта/фут3 (56 кг/м3), предпочтительно не более чем примерно 2,5 фунта/фут3 (40 кг/м3), более предпочтительно - не более чем примерно 2,35 фунта/фут3 (37,6 кг/м3). Предпочтительна плотность не менее примерно 1,5 фунта/фут3 (24 кг/м3). Особенно предпочтительная плотность от примерно 1,75 до примерно 2,2 фунта/фут3 (28-35,2 кг/м3). Было найдено, что ячеистый полимер, имеющий такие значения прочности на сжатие и плотности, имеет тенденцию иметь особенно низкие HIC (d) значения, измеренные в соответствии с FMVSS 201 (U). Особенно предпочтителен ячеистый полимер для использования в случаях повреждения головы, когда проверенная, как было определено ранее, прочность на сжатие при напряжении 25% составляет 290-600 кПa, плотность - от 1,5 до 2,2 фунта/фут3 (24-35,2 кг/м3) и гибкий предел напряжений - от 3-10%.
Для приспособлений, уменьшающих воздействие и защищающих таз от повреждений, таких как амортизирующая накладка для таза и нечто подобное, ячеистый полимер также проявляет прочность на сжатие, в направлении ожидаемого воздействия, силой не менее чем 250 кПa, преимущественно от не менее 350 кПa при 25% напряжении до примерно 1000 кПa, особенно до примерно 900 кПa, измеренного на 25-50 мм по толщине образце, при уровне напряжения 0,08с-1. Для этих воздействий ячеистый полимер преимущественно имеет плотность не более чем 5 фунтов/фут3 (80 кг/м3) и предпочтительно не более чем 4,5 фунта/фут3 (72 кг/м3). Предпочтительна плотность не менее 2,0 фунтов/фут3 (32 кг/м3). Особенно предпочтительная плотность от примерно 2,1, до примерно 4,0 фунтов/фут3 (34-64 кг/м3). Эти более плотные ячеистые полимеры все еще имеют тенденцию проявлять желанное, почти постоянное, напряжение при сжатии, выше широкой области пластических деформаций. Особенно предпочтительный ячеистый полимер для использования в устройствах для защиты таза от повреждений будет иметь, как отмечалось при испытаниях ранее, прочность на сжатие при 25% остаточной деформации и усилии в 300-900 кПa, плотность от 2,1 до 4,0 фунтов/фут3 (34-64 кг/м3) и предел упругости от 3-10% остаточной деформации. В приспособлениях для ослабления воздействий на грудь, таких как буфер для грудной клетки и нечто подобное, ячеистый полимер также преимущественно демонстрирует прочность на сжатие в направлении ожидаемого воздействия от не менее 150 кПa, предпочтительно от не менее 200 кПa, при 25% остаточной деформации - до примерно 700 кПa, особенно до примерно 500 кПa, измеренных на 25-50 мм по толщине образца при интенсивности деформации 0,08 с-1. Для этих приспособлений ячеистый полимер преимущественно имеет плотность не более чем 3,0 фунта/фут3 (48 кг/м3), предпочтительно не более чем 2,0 фунта/фут3 (32 кг/м3). Предпочтительная плотность составляет не менее 1,25 фунта/фут3 (20 кг/м3). Особенно предпочтительна плотность от примерно 1,5 до примерно 2,0 фунта/фут3 (24-32 кг/м3). Эти более гибкие ячеистые полимеры все еще имеют тенденцию проявлять желанное, почти постоянное, напряжение при сжатии, выше широкой области пластических деформаций. Особенно предпочтительный ячеистый полимер для использования в устройствах для защиты таза от повреждений будет иметь, как отмечалось при испытаниях ранее, прочность на сжатие при 25% остаточной деформации в 200-500 кПa, плотность от 1,5 до 2,0 фунтов/фут3 (34-64 кг/м3) и предел упругости от 3-10% остаточной деформации.
Далее ячеистый полимер преимущественно демонстрирует сжимающую эффективность не менее 70% и предпочтительно не менее 80% при 60% остаточной деформации, не менее 60% и предпочтительно не менее 75% при 65% остаточной деформации, не менее 55% и предпочтительно не менее 70% при 70% остаточной деформации и/или не менее 50% и предпочтительно не менее 65% при 75% остаточной деформации. Сжимающие эффективности в 85% или более могут быть получены в соответствии с изобретением при 60-65% остаточной деформации. Сжимающая эффективность рассчитывается при сжимании пеноматериала при интенсивности деформации 0,08 с-1 по способу, описанному ранее, и записывая одновременно нагрузку и возникающую деформацию. Возникшее напряжение рассчитывается при распределении одновременной нагрузки по первоначальной области поперечного сечения образца пеноматериала в направлении сжатия. Временно возникающая деформация рассчитывается делением изменения толщины на первоначальную толщину. Сжимающая эффективность затем вычисляется с использованием соотношения
Где σ представляет мгновенное напряжение, обычно в MPa, ε представляет возникающую деформацию и σ max представляет максимальное напряжение, достигнутое в том же узле, как и мгновенное напряжение.
Ячейки ячеистого полимера могут иметь средний размер (наибольший размер) от примерно 0,05 до примерно 5,0 мм, особенно от примерно 0,1 до примерно 3,0 мм, что было измерено ASTM D-3576-98. Ячеистые полимеры, имеющие большие средние размеры ячеек, в особенности примерно от 1,0 до примерно 3,0 мм или от примерно 1,0 до примерно 2,0 мм, в наибольшем измерении представляют особый интерес. Было найдено, что ячеистые полимеры, часто имея повышенный размер ячеек, имеют лучшую сжимающую эффективность при высоких уровнях остаточной деформации. Размеры наименьших ячеек находятся, предпочтительно, в диапазоне от примерно 0,03 до примерно 0,75 мм.
Изобретение особенно полезно для термопластичных полимеров, где эффективная температура перехода пеноматериала из высоко эластичного состояния в стеклообразное составляет от примерно 75°C до примерно 140°C. Действительная температура стеклообразного состояния пеноматериала, по сравнению с температурой перехода из высоко эластичного состояния в стеклообразное, натурального термопластичного полимера, является температурой перехода из высоко эластичного состояния в стеклообразное состояние пеноматериала в элементе конструкции поглощающей энергию, которая когда-то принималось во внимание, например, пластифицирующий эффект, который может иметь вспенивающий агент при температуре перехода полимера пеноматериала в стеклообразное состояние. Изобретение особенно полезно, потому что оно позволяет пеноматериалам с низкой температурой перехода в стеклообразное состояние, сила которых, в противном случае, может привести к разбуханию или взрыву при нагревании, быть стабильными по размерам при высоких температурах. Предпочтительно, чтобы эффективная температура перехода в стеклообразное состояние была от не менее примерно 80°C, более предпочтительно - от не менее примерно 85°C, даже более предпочтительно - от не менее примерно 90°C и, наиболее предпочтительно - от не менее примерно 95°C до, предпочтительно, не более примерно 135°C, более предпочтительно - до не более примерно 130°C, даже более предпочтительно - до не более примерно 125°C и наиболее предпочтительно - до не более примерно 120°C.
Действительная температура стеклообразного состояния пеноматериала может быть определена методом ASTM D4065-01 - метод определения динамических, механических свойств. Модули эластичности и податливости пеноматериала измерены динамическими, термомеханическими анализаторами, такими как:
Rheometric Scientific RDA III Dynamic Mechanical Analyzer или Rheometrix Dynamic Mechanical Thermal Analyzer RSA II, сделанными Rheometric Scientific Inc., TA Instruments Group, New Castle, DE. Эти модули являются функцией температуры и быстро изменяются в определенном температурном диапазоне. Области быстрого изменения модулей обычно относят к переходным областям, и температура остекления определяется в соответствии со стандартом.
Чтобы быстро достичь размерной стабильности, необходимо, чтобы среднее давление газа в закрытых ячейках было от примерно 0,5 до примерно 1,4 атмосферы. Когда такое давление газа имелось в пеноматериале элемента конструкции, поглощающей энергию, было найдено, что самое большое линейное размерное изменение в целом составляет меньше чем примерно 5%, делая его полезным для элементов конструкции поглощающей энергию. Понятно, что вышеупомянутое давление газа является давлением газа, которое измерено ранее описанным способом, и дано, чтобы представить среднее давление в закрытых ячейках при окружающих условиях. Наиболее желательное среднее давление газа в ячейках зависит от многих факторов, таких как: особенности полимера, структуры пеноматериала, вспенивающего агента, эффективной температуры перехода в стеклообразное состояние, и может быть легко определено одним из простых способов, известных в настоящее время, без неподходящих экспериментов с данным пеноматериалом. Тем не менее, желательно, чтобы давление газа в ячейках было меньше, чем атмосферное давление, чтобы минимизировать возможность разбухания пеноматериала, которое приведет к перемещению других элементов конструкции автомобиля, например появится скрип или смещение пеноматериала в элементе конструкции. Предпочтительно, чтобы среднее давление газа в ячейках было меньше чем 1,2, более предпочтительно меньше чем примерно 1,1 атмосферы, даже более предпочтительно, чтобы давление было не более примерно 1,0 атмосферы, даже более предпочтительно - не более примерно 0,99, и более всего предпочтительно - не более примерно 0,95 атмосферы.
Аналогично, среднее давление газа предпочтительно не менее примерно 0,55 атмосферы, более предпочтительно - не менее 0,6 атмосферы и более всего предпочтительно - не менее примерно 0,7 атмосферы, чтобы защитить от, например, слишком больших ограничений в солнечный день в автомобиле. Среднее давление газа в закрытых ячейках может быть, используя скорость диффузии газа, вычислено путем оценки содержания газа в ячеистом материале в разное время, если первоначальное время, когда пеноматериал был изготовлен, известно (например, ASTM D7132-05). Тем не менее, так как первоначальное время изготовления пеноматериала не всегда известно, здесь используются следующие эмпирические методы. Чтобы определить среднее внутреннее давление газа в закрытых ячейках пеноматериала элемента конструкции, поглощающей энергию, не менее 3 кусочков пеноматериала в форме куба со сторонами примерно 50 мм в длину, индивидуально помещены в термостат при 85°C в вакууме (1 тор или менее), при 0,5 атмосферы и при окружающем давлении (1 атмосфера) на 12 часов. Давление было установлено, как можно быстро, после того как кубы были размещены в термостате. После 12 часов термостат был охлажден до комнатной температуры без изменения давления в термостате. После того как куб остыл, его извлекли и определили максимальное изменение размера в каждом взаимно перпендикулярном направлении куба. Затем было определено максимальное линейное изменение размеров с использованием первоначальных размеров, изображена зависимость от давления и построена зависимость в виде прямой линии, используя линейный регрессионный анализ среднего внутреннего давления в ячейке, являющегося давлением, где полученная линия имеет ноль размерных изменений (смотри Фиг. 2).
Пеноматериал элемента конструкции, поглощающей энергию, неизменно получают при использовании физического или химического вспенивающего агента и, как обычно, имеют некоторый остаток вспенивающего агента в ячейках или он растворяется в самом полимере. Пеноматериал может иметь любой подходящий вспенивающий агент, такой как легкоиспаряющийся алифатический или циклический углеводород, хлорсодержащий углеводород, фторсодержащий углеводород, хлор-фторсодержащий углеводород, спирт, кетон, эфир, газ имеющийся в атмосфере (кислород, азот, диоксид углерода, водород, гелий и нечто подобное) или комбинации из этого.
Примеры легкоиспаряющихся углеводородов включают: этан, этилен, пропан, пропилен, бутан, бутилен, изобутан, пентан, циклопентан, изопентан, гексан, гептан или смеси из этого. Примеры хлорсодержащих углеводородов, фторсодержащих углеводородов, хлор-фторсодержащих углеводородов включают: хлористый метил, дихлордифторметан, октафтороциклобутан, хлородифторометан, 1,2,-дихлоротетрафтороэтан, 1,1,-дихлоротетрафтороэтан, пентафтороэтан, 2-хлоро-1,1-дифтороэтан, 2-хлоро-1,1,1-трифтороэтан, 1,1,1,2-тетрафтороэтан, 1,1,1-трифтороэтан, 1,1,1-трифторопропан, трихлоротрифтороэтан, дифторометан, 2-хлоро-1,1,1,2-тетрафтороэтан, 2,2-дифторопропан, фтористый этил, 1,1-дифторэтан, 1,1,2,2-тетрафторэтан, пентафторэтан, перфторэтан, 2,2-дифторпропан, 1,1,1-трифторпропан и 1,1,1,2,3,3,3-гептафторпропан, 1,1,1,3,3-пентафторпропан, и 1,1,1,3,3-пентафторбутан, хлористый этил или смесь этих веществ.
Примеры алифатических спиртов, имеющих от одного до пяти углеродов (С1-С5), включают метанол, этанол, n-пропанол, изопропанол, или смесь этих веществ; примеры карбонилсодержащих соединений включают: ацетон, 2-бутанон, уксусный альдегид или их смеси, примеры эфирсодержащих соединений включают диметиловый эфир, диэтиловый эфир, метилэтиловый эфир или их смеси. Примеры других подходящих химических вспенивающих агентов включают азодикарбонамид, азодиизобутиронитрил, бензолсульфогидразин, 4,4-оксибензол сульфонил полукарбазид,п-толуол сульфонил полукарбазид, азодикарбоксилат бария, N,N'-диметил-N,N'-динитрозотерефталамид, тригидразино - триазин и бикарбонат натрия.
Наглядно для полистирола и полистирольных сополимеров обычно используют хлор фторпроизводные углеводородов в качестве вспенивающего агента. Это ведет к пластификации полимера и приводит к более низкой эффективной температуре перехода в стеклообразное состояние, которая может вызвать неспособность пеноматериала быть стабильным по размерам. Это также привело, из-за их медленной скорости диффузии, к образованию пеноматериала, где среднее давление газа больше чем 1 атмосфера даже после того как пеноматериал был выдержан в течение большого периода времени. Следовательно, предпочтительно, что не менее одного вспенивающего агента или одного компонента смеси вспенивающих агентов имеет существенно большую скорость диффузии через пеноматериал, чем воздух, чтобы содействовать получению пеноматериала, имеющего вышеупомянутое среднее давление газа. Существенно быстрее в этом контексте означает, что скорость диффузии вспенивающего агента не менее чем примерно в 2 раза больше, чем скорость диффузии воздуха. Диффузия воздуха взята как средняя скорость диффузии кислорода и азота, взвешенных в присутствии каждого из них в воздухе. Предпочтительно, чтобы скорость диффузии вспенивающего агента была быстрее не менее чем примерно в 3 раза, более предпочтительно не менее чем в 4 раза, даже более предпочтительно не менее чем в 5 раз и наиболее предпочтительно не менее чем в 10 раз, чем скорость диффузии воздуха.
Так как, например, в связи с беспокойством об окружающей среде, особенно желательно осуществление изобретения, когда аморфный термопластичный полимер является полистиролом или полистирольным сополимером и вспенивающий агент включает в себя диоксид углерода, воду или их комбинацию. Предпочтительно для этого варианта осуществления, чтобы вспенивающим агентом был диоксид углерода.
Формирование элемента конструкции поглощающей энергию
Элемент конструкции, поглощающей энергию, может быть сделан следующим образом. Аморфный термопластичный полимер и вспенивающий агент смешиваются вместе. Любой удобный способ смешивания полимера и вспенивающего агента может быть использован как, например, те, которые известны в технике. Например, вспенивающий агент может быть впрыснут в полимер, который был нагрет в экструдере так, как описано в патентами US №3231524; 3482006; 4420448 и 5340844 или вспенивающий агент может быть добавлен к гранулам полимера, обычно под давлением, как описано патентом US №4485193 и каждым из патентов США. Этот патент ссылается на col.3, lines 6-13.
После того как полимер и вспенивающий агент смешаны, полимер и вспенивающий агент помещают в шаблон, который может иметь окончательную или промежуточную форму и может быть сделан любым подходящим способом, таким, какие известны в технике (например, отштампует вспененные бруски и вспененные гранулы пеноматериала). Например, когда используется выдавливание, брусок пеноматериала может иметь любую форму, и это брусок позднее может быть разрезан на более сложные заключительные формы или плита пеноматериала может быть разрезана на куски другой полезной формы, которые далее после горячего формования приобретают желаемую заключительную форму. Использование горячего формования тоже может быть благоприятным в этом процессе, оно может создать более непроницаемое покрытие, позволяющее поддерживать желаемые давления газа в этом элементе конструкции, поглощающей энергию.
Такое горячее формование, которое хорошо известно в технике и описано, например, патентами США №2899708; 3334169; 3484510; 3923948 и 4359160, может быть сделано в любое время после получения формованного пеноматериала, но предпочтительно это делать после того, как формованный пеноматериал будет иметь индивидуальное давление газа (например, после обработки). Среднее давление газа в закрытых ячейках во время горячего формования может быть любым, как описано ранее, но предпочтительно более низкое давление, потому что уплотнение пеноматериала во время горячего формования может поднять давление. Наглядно, давление газа пеноматериала от не более примерно 1 атмосферы, предпочтительно от не более примерно 0,95 атмосферы 0,9, более предпочтительно от не более примерно 0,85 и наиболее предпочтительно от не более примерно 0,8 до не менее примерно 0,5.
Чтобы повторить, формованный пеноматериал обрабатывается, чтобы получить вышеупомянутое среднее давление газа в закрытых ячейках пеноматериала элемента конструкции поглощающей энергию. Обработка может быть любой продолжительности во время старения, достаточной для того, чтобы приготовить пеноматериал с надлежащим средним давлением газа. Количество времени, которое является достаточным, зависит от многих факторов, таких как от полимера пеноматериала, размера детали, использованного вспенивающего агента и атмосферы старения. Простое умение в данной области техники может определить адекватное время без лишнего экспериментирования. Обычно время может колебаться в пределах от 1 дня до 1 года или более.
В предпочитаемом способе сформирован выдавленный брус пеноматериала, который затем был выровнен, для создания на поверхности выдавленного бруса пеноматериала открытых ячеек и/или был перфорирован, чтобы создать пеноматериал, имеющий расстояние для газовой диффузии, как это было описано ранее. Предпочтительно, чтобы, по крайней мере, и верх и низ бруса пеноматериала были выровнены (т.е. значительные поверхности бруска, или например, 4'×8'поверхности, бруса с размерами 4'×8'×1'). Это было к удивлению найдено, чтобы сделать возможным уменьшение времени обработки при окружающих условиях, особенно когда вспенивающий агент включал в себя диоксид углерода или диоксид углерода и воду. При перфорировании бруска пеноматериала отверстия могут простираться через толщу бруска или образовывать глухие полости. Отверстия могут быть сделаны аналогично, как описано патентом US №5424016, чтобы освободить захваченные, горючие углеводородные газы (например, изобутан и пентан) из бруска пеноматериала.
В дополнение, если необходимо, обработка может включать температуру выше обычной, но ниже температуры, при которой пеноматериал может коробиться, что легко определяется в зависимости от использования определенного полимера. Обработка может также включать использование различных атмосфер, например атмосферой может быть сухой воздух, если вода используется в качестве вспенивающего агента. Давление атмосферы, окружающей формованный пеноматериал, также может быть ниже (вакуум) или выше атмосферного давления, так долго, как вакуум или повышенное давление будут не столь велики, что пеноматериал покоробится. Предпочтительно, ради удобства, чтобы давление было окружающим давлением, а атмосферой являлся воздух.
Обработанный формованный пеноматериал может также иметь декоративное покрытие или непроницаемую мембрану, приложенную к части поверхности или ко всей поверхности пеноматериала. Непроницаемая мембрана может быть из любого материала, который ограничивает или прекращает миграцию газов в или из пеноматериала. Такие пленки могут быть нанесены любым подходящим способом, таким как те, известные в технике (например, напыление, химическое вакуумное осаждение, прилипающие пленки, пленки или листы, использующие прилипающее или термическое закрепление). Примеры непроницаемых мембран включают металлические пленки (например, серебро, алюминий, пленки на основе железа, такие как стальные пленки) и пленки из пластмасс, такие как полиэтиленовая (PET) пленка, полиамидные пленки или их комбинации.
В заключение, чтобы сделать элемент конструкции, поглощающей энергию, обработанный, формованный пеноматериал присоединяется к конструктивной детали. Обработанный формованный пеноматериал может быть непосредственно вспенен, например, в полости конструктивной детали, когда она используется, например расширяющиеся гранулы пеноматериала в оболочке шлема или в панели двери. Полость может быть встроена в конструктивный элемент, чтобы способствовать креплению пеноматериала. Пеноматериал может быть также прикреплен к конструктивному элементу любым подходящим для этого способом, таким как те, которые известны в технике, включая, например, механический (например, крепежные детали) или химический (например, приклеивание и нагревание конструктивной детали до достаточной температуры, при которой пеноматериал присоединяется к конструктивной детали, когда пеноматериал приведен в контакт с конструктивным элементом и прикрепляется, путем применения растворителя, к поверхности пеноматериала, приводя его в контакт с конструктивной деталью).
Примеры
Пример 1
Брусок размером 100 мм × 600 мм × 1200 мм (толщина × ширина × длина) FLOORMATETM 200-A (выдавленный газонаполненный полистирол, имеющийся в наличии от компании The Dow Chemical Company, Midland, MI) хранился примерно год при окружающих условиях, после того как был произведен. Пеноматериал имел плотность примерно 35 кг/м3 и пеноматериал был пеноматериалом с закрытыми ячейками, что практически вообще означает, что не менее 90% ячеек являются закрытыми. Вспенивающим агентом был диоксид углерода, н-пентан и изопентан. Затем ленточной пилой был вырезан 50 мм куб в области поперечного сечения бруска. После того как размеры куба были измерены штангенциркулем, образец был помещен в конвекционную печь на двадцать четыре часа при 85°C. Куб после охлаждения был измерен и процент изменения в каждом направлении был установлен, как показано в Таблице 1. Давление газа в закрытых ячейках было измерено, как здесь описано, и представлено в Таблице 2.
Пример 2
Брусок размером 100 мм ×600 мм × 2200 мм (толщина × ширина × длина) выдавленного газонаполненного полистирола был произведен на оборудовании крупносерийного производства с использованием CO2 в качестве вспенивающего агента аналогично, как описано в сравнительном примере 1 патента US №5340844. Пеноматериал имел плотность примерно 35 кг/м3, и не менее 90%ячеек были закрытыми ячейками. После того как брусок был выдавлен, он был перфорирован с использованием 2 мм спицы через всю толщу бруска. Промежутки перфорации были порядка 10 мм в ширину 20 мм в длину. Брусок хранился примерно 19 дней до перфорирования и 13 дней при окружающих условиях после перфорирования. Затем был вырезан 50 мм куб в области поперечного сечения бруска, измерен и проверен так же, как и в примере 1, с результатами, представленными в Таблице 2. Куб, после нагрева до 85°C в течение 24 часов, показан на Фиг. 1 на правой фотографии в сравнении с кубом сравнительного примера 1, который представлен на левой фотографии.
Пример 3
Брусок размером 200 мм × 600 мм × 2500 мм (толщина × ширина × длина) STYROFOAMTM FB-X (выдавленный газонаполненный полистирол, имеющийся в наличии от компании The Dow Chemical Company, Midland, MI) хранился примерно 8 месяцев при окружающих условиях после того как был произведен. Пеноматериал был произведен с использованием HFC-134а вспенивающего агента. Пеноматериал имел плотность примерно 36,5 кг/м3 и являлся пеноматериалом с закрытыми ячейками. Затем 50мм брусок был вырезан в области поперечного сечения бруска, измерен и проверен также как и в примере 1, с результатами, представленными в Таблице 2.
Пример 4
Брусок размером 50 мм × 600 мм × 2200 мм (толщина × ширина × длина) выдавленного газонаполненного полистирола был произведен на оборудовании крупносерийного производства с использованием CO2 в качестве вспенивающего агента аналогично, как описано в сравнительном примере 1 патента US №5340844, но при слегка приподнятой температуре пресс-формы, чтобы получить увеличенные открытые ячейки этого пеноматериала. Пеноматериал имел плотность примерно 35,5 кг/м3 и примерно 50% открытых ячеек. Брусок хранился в течение 40 дней при окружающих условиях. Затем 50 мм брусок был вырезан в области поперечного сечения бруска, измерен и проверен также как и в примере 1, за исключением того, что время при температуре было равно 13 дням, с результатами, представленными в Таблице 2.
Пример 5
Секция размером 89 мм × 356 мм × 610 мм (толщина × ширина × длина) бруска STYROFOAM* art board plank (выдавленный газонаполненный полистирол, имеющийся в наличии от компании The Dow Chemical Company, Midland, MI, *Trademark of the Dow Chemical Company) была перфорирована, как описано в примере 2, за исключением того, что промежутки перфорации были примерно 15 мм в ширину. Этот пеноматериал был изготовлен с использованием HCFC-142b вспенивающего агента. Пеноматериал имел плотность примерно 31,2 кг/м3 и был пеноматериалом с закрытыми ячейками. После перфорирования брусок хранился при окружающих условиях примерно 138 дней. Затем 50 мм брусок был вырезан в области поперечного сечения бруска, измерен и проверен, так же как и в примере 1, с результатами, представленными в Таблице 2. Даже, несмотря на то, что этот пеноматериал не имел особенно низкого давления в ячейке, он имел приемлемую размерную стабильность, которая относилась, по крайней мере, к части перфорации пеноматериала, и время старения после перфорирования пеноматериала дало гладкую линию аналогично, как показано в примере 2 на Фиг. 2.
Сравнительный пример 1
Брусок размером 100 мм × 600 мм × 2200 мм (толщина × ширина × длина) выдавленного газонаполненного полистирола был произведен тем же способом, как в примере 2, за исключением того, что брусок не был перфорирован и хранился при окружающих условиях примерно 31 день. Затем 50 мм брусок был вырезан в области поперечного сечения бруска, измерен и проверен, так же как и в примере 1, с результатами, представленными в Таблице 2. Куб, после нагревания до 85°C в течение 24 часов, показан на Фиг. 1, на левой фотографии, в сравнении с кубом примера 2, который представлен на правой фотографии.
Из этого сравнения ясно, что использование перфорирования благоприятно влияет на получение необходимого внутреннего давления в ячейке в этом изобретении.
Сравнительный пример 2
Образец FOAMULARTM 600, имеющий размеры 38 мм × 38 мм × 37 мм (выдавленный газонаполненный полистирол, имеющийся в наличии от компании Owens Corning, Toledo, Ohio) был приобретен и хранился примерно 441 день при окружающих условиях. Вспенивающим агентом был HCFC-142b. Пеноматериал имел плотность примерно 37 кг/м3 и был пеноматериалом с закрытыми ячейками. Затем этот куб был измерен и проверен, так же как в примере 1, с результатами, представленными в Таблице 2.
Сравнительный пример 3
Брусок размером 75 мм × 1219 мм × 2438 мм (толщина × ширина × длина) STYROFOAM FREEZERMATETM (выдавленный газонаполненный полистирол, имеющийся в наличии от компании The Dow Chemical Company) был произведен и хранился примерно 398 дней при окружающих условиях, после того как был произведен. Вспенивающим агентом был HCFC-142b. Пеноматериал имел плотность примерно 30,2 кг/м3 и был пеноматериалом с закрытыми ячейками. Затем 50 мм брусок был вырезан в области поперечного сечения бруска, измерен и проверен также как и в примере 1, с результатами, представленными в Таблице 2.
Сравнительный пример 4
Брусок размером 89 мм × 1219 мм × 2438 мм (толщина × ширина × длина) STYROFOAM* art board plank (выдавленный газонаполненный полистирол, имеющийся в наличии от компании The Dow Chemical Company, Midland, MI, *Trademark of the Dow Chemical Company) был произведен и хранился не менее примерно 138 дней, при окружающих условиях, после того как был произведен, время хранения было тем же, как общее время хранения в примере 5. Вспенивающим агентом был HCFC-142b. Пеноматериал имел плотность примерно 32,2 кг/м3 и примерно 90% ячеек были закрытыми ячейками. Затем 50 мм брусок был вырезан в области поперечного сечения бруска, измерен и проверен, так же как и в примере 1, с результатами, представленными в Таблице 2.

Исходя из представленных данных предпочтительно использовать диоксид углерода в качестве вспенивающего агента с или без другого вещества в изготовлении пеноматериала по этому изобретению, так как для этого изобретения необходимо очень сокращенное время старения, чтобы получить необходимое давление в ячейке по этому изобретению. Удивительно, использование СО2 в качестве вспенивающего агента, как видно из графика, представленного на Фиг. 2 (примеры 1 и 2), также демонстрирует уменьшенный угол наклона размерного изменения с изменением давления, таким образом делая его менее способным к чрезмерному деформированию при давлениях, которые возможно могут быть получены при эксплуатации. Аналогично, данные показывают, что использование перфорирования также оказывает содействие в достижении необходимого давления в ячейке (смотри пример 2 и сравнительный пример 1) и уменьшение наклона размерного изменения с изменением давления (смотри Фиг. 2). В заключение, пеноматериал с существенно открытыми ячейками демонстрирует самый малый угол наклона (Фиг. 2, пример 4).
| название | год | авторы | номер документа |
|---|---|---|---|
| ВСПЕНЕННЫЙ ЛИСТ ПОЛИСТИРОЛА, СПОСОБ ТЕРМОФОРМОВАНИЯ ГЛУБОКО ВЫТЯНУТЫХ ИЗДЕЛИЙ ИЗ ВСПЕНЕННОГО ТЕРМОПЛАСТА И ГЛУБОКО ВЫТЯНУТОЕ ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ ВСПЕНЕННОГО ЛИСТА ТЕРМОПЛАСТА | 1994 |
|
RU2133671C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЕНОПЛАСТА И ПЕНОПЛАСТ, ПОЛУЧЕННЫЙ ЭТИМ СПОСОБОМ | 1995 |
|
RU2160749C2 |
| ЭЛАСТИЧНЫЙ ПЕНОМАТЕРИАЛ ИЗ ЧАСТИЦ НА ОСНОВЕ СМЕСЕЙ ПОЛИОЛЕФИНА/ПОЛИМЕРА СТИРОЛА | 2008 |
|
RU2478112C2 |
| СПОСОБ ВСПЕНИВАНИЯ В ФОРМЕ С ИСПОЛЬЗОВАНИЕМ ВСПЕНИВАЕМОЙ СРЕДЫ И ПОКРЫВАЮЩИХ СЛОЕВ И ПОЛУЧАЕМОЕ В РЕЗУЛЬТАТЕ ЭТОГО ФОРМОВАННОЕ ИЗДЕЛИЕ ИЗ ПЛАСТИКА | 2011 |
|
RU2575032C2 |
| НАНОПОРИСТАЯ ПОЛИМЕРНАЯ ПЕНА, ИМЕЮЩАЯ ВЫСОКУЮ ПОРИСТОСТЬ | 2010 |
|
RU2561267C2 |
| АРМИРОВАНИЕ ВОЛОКНАМИ АНИЗОТРОПНЫХ ПЕНОМАТЕРИАЛОВ | 2015 |
|
RU2705952C2 |
| ПЕНОПОЛИСТИРОЛ, СОДЕРЖАЩИЙ УГЛЕРОДНУЮ САЖУ | 1989 |
|
RU2096427C1 |
| АРМИРОВАНИЕ ПЕНОПЛАСТОВ ИЗ СОЕДИНЕННЫХ ДРУГ С ДРУГОМ СЕГМЕНТОВ ВОЛОКНАМИ | 2015 |
|
RU2705089C2 |
| ПЕНОПЛАСТЫ, ПОЛУЧЕННЫЕ ИЗ СМЕСИ СИНДИОТАКТИЧНЫХ ПОЛИПРОПИЛЕНОВ И ТЕРМОПЛАСТИЧНЫХ ПОЛИМЕРОВ | 1999 |
|
RU2232781C2 |
| ПЕНОПЛАСТ ИЗ СОПОЛИМЕРА СТИРОЛА И АКРИЛОНИТРИЛА С АГЕНТОМ, ОСЛАБЛЯЮЩИМ ИНФРАКРАСНОЕ ИЗЛУЧЕНИЕ | 2007 |
|
RU2459842C2 |
Изобретение относится к полимерным вспененным материалам, поглощающим энергию при столкновении с препятствием транспортных средств, таких как автомобилей. В частности изобретение относится к элементу поглощающей энергию конструкции, включающему аморфный термопластичный ячеистый полимер, который является полистирольным полимером или полистирольным сополимером, в контакте с конструктивным элементом, в котором не менее примерно 50% ячеек аморфного ячеистого полимера являются закрытыми ячейками и имеют среднее давление газа, которое составляет от примерно 0,5 атмосферы до примерно 1,4 атмосферы при окружающей температуре. Кроме того изобретение относится к способу производства элемента поглощающей энергию конструкции включающему в себя: (а) смешивание аморфного термопластичного полимера, который является полистирольным полимером или полистирольным сополимером, и вспенивающего агента, (б) приготовление формованного полимерного пеноматериала из смеси полимера, который является полистирольным полимером или полистирольным сополимером, и вспенивающего агента, в котором пеноматериал имеет не менее примерно 50% закрытых ячеек, (в) обработка приготовленного формованного пеноматериала так, чтобы закрытые ячейки имели давление газа от примерно 0,5 до примерно 1,4 атмосферы для получения приготовленного обработанного формованного пеноматериала, (г) прикрепление приготовленного обработанного формованного пеноматериала к конструктивному элементу для получения элемента поглощающей энергию конструкции. Техническим результатом изобретения является получение вспененных материалов, поглощающих энергию автотранспортного средства, которые являются недорогими, имеют малый вес, хорошее поглощение энергии и могут выдерживать внутреннюю среду автомобиля. 2 н. и 41 з.п. ф-лы, 2 ил., 2 табл.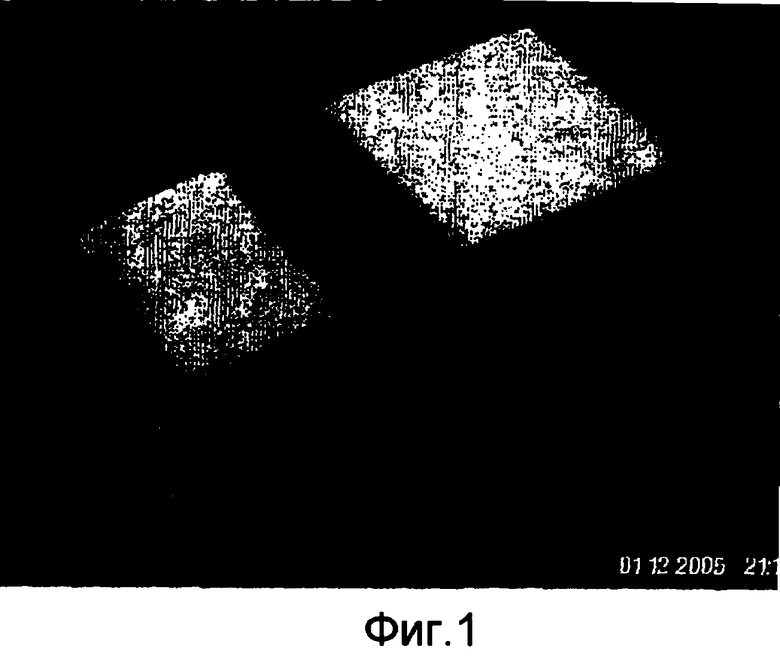
1. Элемент поглощающей энергию конструкции, включающий аморфный термопластичный ячеистый полимер, который является полистирольным полимером или полистирольным сополимером, в контакте с конструктивным элементом, в котором не менее примерно 50% ячеек аморфного ячеистого полимера являются закрытыми ячейками и имеют среднее давление газа, которое составляет от примерно 0,5 атм до примерно 1,4 атм при окружающей температуре.
2. Элемент поглощающей энергию конструкции по п.1, в котором конструктивным элементом является оболочка шлема, панель двери автомобиля, дверная стойка автомобиля, крыша автомобиля или панель приборов автомобиля.
3. Элемент поглощающей энергию конструкции по п.2, в котором конструктивным элементом является панель двери автомобиля, дверная стойка автомобиля или крыша автомобиля.
4. Элемент поглощающей энергию конструкции по п.1, в котором аморфный термопластичный ячеистый полимер является полистирольным полимером.
5. Элемент поглощающей энергию конструкции по п.4, в котором полистирольный полимер является полистиролом.
6. Элемент поглощающей энергию конструкции по п.1, в котором аморфный термопластичный ячеистый полимер является полистирольным сополимером.
7. Элемент поглощающей энергию конструкции по п.6, в котором полистирольный сополимер является сополимером стирольного мономера и сомономера, выбранного из группы, состоящей из акрилонитрила, поли-2,6-диметил-1,4-фениленового эфира, метилакрилата, метакрилонитрила, малеинимида, акриловой кислоты, метакриловой кислоты, малеинового ангидрида, итаконового ангидрида и их комбинации.
8. Элемент поглощающей энергию конструкции по п.7, в котором сомономером является акрилонитрил.
9. Элемент поглощающей энергию конструкции по п.8, в котором акрилонитрил присутствует в количестве от примерно 1% до примерно 35% по весу аморфного термопластичного ячеистого полимера.
10. Элемент поглощающей энергию конструкции по п.9, в котором акрилонитрил присутствует в количестве не более примерно 15%.
11. Элемент поглощающей энергию конструкции по п.10, в котором акрилонитрил присутствует в количестве не более примерно 20%.
12. Элемент поглощающей энергию конструкции по п.1, в котором аморфный термопластичный ячеистый полимер содержит остаток вспенивающего агента.
13. Элемент поглощающей энергию конструкции по п.12, в котором вспенивающий агент включает в себя летучий алифатический или циклический углеводород, спирт, кетон, эфир, диоксид углерода, воду или комбинацию этих веществ.
14. Элемент поглощающей энергию конструкции по п.13, в котором вспенивающий агент включает в себя этан, этилен, пропан, пропилен, бутан, изобутан, бутилены, изобутен, пентан, изопентан, циклопентан, гексан, гептан, этанол, пропанол, изопропанол, бутанол, ацетон, диметиловый эфир, диоксид углерода, воду или их сочетание.
15. Элемент поглощающей энергию конструкции по п.12, в котором вспенивающий агент состоит из диоксида углерода, воды или их комбинации.
16. Элемент поглощающей энергию конструкции по п.13, в котором не менее чем один вспенивающий агент имеет скорость диффузии через ячеистый аморфный термопластичный полимер, которая больше, чем скорость диффузии воздуха через упомянутый полимер.
17. Элемент поглощающей энергию конструкции по п.16, в котором все вспенивающие агенты имеют скорость диффузии через ячеистый аморфный термопластичный полимер, которая больше, чем скорость диффузии воздуха через упомянутый полимер.
18. Элемент поглощающей энергию конструкции по п.12, в котором вспенивающим агентом является диоксид углерода, вода или их сочетание.
19. Элемент поглощающей энергию конструкции по п.1, в котором аморфный термопластичный ячеистый полимер имеет эффективную температуру перехода в стеклообразное состояние от примерно 85°С до примерно 135°С.
20. Элемент поглощающей энергию конструкции по п.19, в котором аморфный термопластичный ячеистый полимер имеет эффективную температуру перехода в стеклообразное состояние от примерно 90°С до примерно 125°С.
21. Элемент поглощающей энергию конструкции по п.20, в котором аморфный термопластичный ячеистый полимер имеет эффективную температуру перехода в стеклообразное состояние не более примерно 120°С.
22. Элемент поглощающей энергию конструкции по п.1, в котором не менее примерно 70% ячеек аморфного ячеистого полимера являются закрытыми ячейками.
23. Элемент поглощающей энергию конструкции по п.22, в котором не менее примерно 90% ячеек аморфного ячеистого полимера являются закрытыми ячейками.
24. Элемент поглощающей энергию конструкции по п.1, в котором максимальная длина диффузии закрытых ячеек в атмосферу окружающую аморфный термопластичный ячеистый полимер не более примерно 20 мм.
25. Элемент поглощающей энергию конструкции по п.24, в котором максимальная длина диффузии не более примерно 10 мм.
26. Элемент поглощающей энергию конструкции по п.1, в котором среднее давление газа в закрытых ячейках меньше чем 1,2 атм.
27. Элемент поглощающей энергию конструкции по п.26, в котором среднее давление газа в закрытых ячейках не менее примерно 0,6 атм.
28. Элемент поглощающей энергию конструкции по п.27, в котором среднее давление газа в закрытых ячейках не менее примерно 0,7 атм.
29. Элемент поглощающей энергию конструкции по п.28, в котором среднее давление газа в закрытых ячейках не менее примерно 0,75 атм.
30. Элемент поглощающей энергию конструкции по любому из пп.26-29, в которых среднее давление газа в закрытых ячейках не более 0,99 атм.
31. Элемент поглощающей энергию конструкции по п.30, в котором среднее давление газа в закрытых ячейках не более 0,95 атм.
32. Способ производства элемента поглощающей энергию конструкции включающий в себя:
(а) смешивание аморфного термопластичного полимера, который является полистирольным полимером или полистирольным сополимером, и вспенивающего агента,
(б) приготовление формованного полимерного пеноматериала из смеси полимера, который является полистирольным полимером или полистирольным сополимером, и вспенивающего агента, в котором пеноматериал имеет не менее примерно 50% закрытых ячеек,
(в) обработка приготовленного формованного пеноматериала так чтобы закрытые ячейки имели давление газа от примерно 0,5 до примерно 1,4 атм для получения приготовленного обработанного формованного пеноматериала, и
(г) прикрепление приготовленного обработанного формованного пеноматериала к конструктивному элементу для получения элемента поглощающей энергию конструкции.
33. Способ по п.32, в котором вспенивающим агентом является диоксид углерода, вода или их сочетание.
34. Способ по п.33, в котором вспенивающим агентом является диоксид углерода.
35. Способ по п.32, в котором формирование - это выдавливание смеси, приготовленной в операции (а), обработка путем выравнивания не менее одной поверхности формованного полимерного пеноматериала и выдерживание выровненного формованного полимерного пеноматериала в течение достаточного времени для получения обработанного формованного полимерного пеноматериала.
36. Способ по п.35, в котором формованный полимерный пеноматериал далее изменяет форму путем термического формования.
37. Способ по любому из пп.32-36, в котором обработка включает в себя перфорирование формованного полимерного пеноматериала.
38. Способ по п.36, в котором формованный полимерный пеноматериал перфорируется перед термическим формованием.
39. Способ по п.38, в котором формованный полимерный пеноматериал перфорируется после термического формования.
40. Способ по п.32, в котором формованный полимерный пеноматериал формуется разрезанием проволокой.
41. Способ по п.40, в котором обработка включает в себя перфорирование формованного полимерного пеноматериала.
42. Способ по п.41, в котором перфорирование формованного полимерного пеноматериала происходит перед разрезанием проволокой.
43. Способ по п.40, в котором перфорирование формованного полимерного пеноматериала происходит после разрезания проволокой.
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| Комбинированный клапан | 1987 |
|
SU1441357A1 |
| US 5340844 A, 23.08.1994 | |||
| ИЗОЛИРУЮЩИЙ ЭКСТРУДИРОВАННЫЙ ПЕНОПЛАСТ, СОДЕРЖАЩИЙ МОНОВИНИЛОВЫЙ АРОМАТИЧЕСКИЙ ПОЛИМЕР С ШИРОКИМ МОЛЕКУЛЯРНО-МАССОВЫМ РАСПРЕДЕЛЕНИЕМ | 2000 |
|
RU2247756C2 |

