Изобретение относится к металлообработке и может быть использовано в металлургии, машиностроении и других отраслях для обработки проволоки, прутков, ленты, труб и других изделий различного сечения, в том числе и не длинномерных, например дисков.
Большое место в промышленности получили изделия с омедненной поверхностью, в том числе омедненная сварочная проволока.
При производстве омедненной сварочной проволоки широко используют контактный способ меднения в медесодержащих растворах (патент №2113539, С23С, 18/54, патент №2057190, C23D 9/52, С23С 10/20).
Перед контактным омеднением производят химическую обработку поверхности изделий, мокрое волочение проволоки и другие операции.
Сухая вакуумно-дуговая очистка изделий позволяет достигать высокого качества обработки поверхности при высокой производительности процесса (В.П.Терехов, М.И.Борзенков Эффективность применения вакуумно-дуговой очистки проволоки. / Технология металлов. 2003 г., №12, с.5-6).
В качестве прототипа взят указанный патент №2057190, кл. C23D.
Недостатком прототипа является применение многооперационных методов химической обработки.
Задачей изобретения является улучшение качества очистки, совершенствования технологии производства омедненного металла, расширение арсенала средств получения омедненных изделий.
Задачей достигается за счет того, что предлагается:
Способ производства омедненных длинномерных металлических изделий различного сечения, включающий процесс обработки изделий перед нанесением меди из медесодержащих растворов, процесс омеднения и процесс обработки изделий после омеднения, в котором, по меньшей мере, часть процесса обработки изделий перед омеднением осуществляют посредством, по меньшей мере, однократной вакуумно-дуговой обработки изделия - катода, и, по меньшей мере, с помощью одного электрода - анода, при этом вакуумно-дуговую обработку осуществляют в режиме очистки изделия без оксидирования его поверхности или в режиме очистки с оксидированием, по меньшей мере, части поверхности изделия, а в качестве медесодержащего раствора используют раствор медного купороса.
Способ, в котором перед вакуумно-дуговой обработкой изделия подвергают обработке в окалиноломателе.
Способ, в котором перед вакуумно-дуговой обработкой изделия подвергают обработке в окалиноломателе и затем с помощью щеток.
Способ, в котором после омеднения изделий проводят их калибровку.
Способ, в котором после омеднения изделий проводят их волочение.
Способ, в котором процесс обработки проводят поэтапно, например, на первом этапе изделия очищают и наматывают на катушки, а затем изделия разматывают с катушек и наносят на них покрытие.
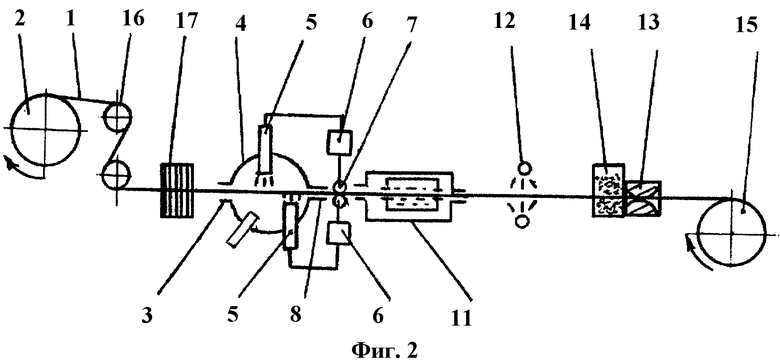
На фиг.1 показана схема технологической линии для вакуумно-дуговой обработки и нанесения покрытия. На фиг.2 показана схема технологической линии для обработки металла, содержащего на своей поверхности окалину.
Изделие 1 (см. фиг.1) разматывается с катушки 2, проходит входное шлюзовое устройство 3 и входит в вакуумную камеру 4. В вакуумной камере 4 может быть расположено два электрода 5, соединенных с положительными полюсами источников питания 6. Отрицательные полюса источников питания 6 соединены с изделием 1 посредством токоподвода 7. Выход изделия 1 из вакуумной камеры 4 осуществляется через выходное шлюзовое устройство 8. В вакуумной камере 4 может быть расположен дополнительный электрод 9 для возбуждения электрических дуг, горящих между изделием 1 и электродами 5. Дополнительный электрод соединен с источником питания 10.
Кроме приведенной конструкции вакуумной камеры могут быть другие конструкции электродов и схем их расположения в вакуумной камере.
Входной и выходной шлюзовые узлы 3 и 8 вакуумной камеры 4 могут быть выполнены, например, в виде фильер (волок), обжимающих изделие 1. При этом фильеры имеют герметичное соединение с вакуумной камерой. Перед фильерой возможно, но не обязательно, наличие смазочного узла.
После вакуумно-дуговой обработки в камере 4 изделие проходит узел 11, например ванну с раствором медного купороса, для нанесения медного покрытия. После узла 11 возможно наличие узла 12 для промывки покрытия. После промывки возможны уплотняющая протяжка, калибровка или волочение изделия с помощью фильер 13, перед которыми возможна установка узлов смазки 14. На фигуре 1 другие фильеры для волочения не показаны. Намотка изделия осуществляется на катушку (барабан) 15.
Изделие 1 (см. фиг.2), например катанка, проходит окалиноломатель 16, в котором происходит грубая очистка от окалины. После окалиноломания возможна установка щеток 17 для дополнительной очистки изделия 1. После щеток расположена электродуговая камера 4 и далее возможно расположение узлов 11, 12, 13, 14 и 15, аналогичных фиг.1
В технологической линии по производству омедненного металла возможна установка не только одной, но и двух и более электродуговых камер 4. Например, после первой камеры изделие 1 подвергается волочению на однократном или многократном волочильных станах, а затем вторично подвергается вакуумно-дуговой обработке: очистке с оксидированием или без оксидирования. После чего на изделие наносится покрытие.
В технологической линии частичное обжатие (пластическую деформацию) обрабатываемое изделие может также проходить в уплотнительных фильерах (волоках) входного и выходного шлюзовых узлов вакуумной камеры. Уплотнительные фильеры при этом герметичны с вакуумной камерой.
Предлагаемый процесс возможно осуществлять не только непрерывно, но и поэтапно, например, на первом этапе можно очищать изделия и наматывать их на катушки (или складировать, например прутки). А затем разматывать изделие с этих катушек и наносить на него покрытия в линии, используя, например, узлы 11, 12, 13, 14, изображенные на фиг.2. При такой схеме изделие легче охладить после дуговой очистки.
Омедненное изделие может быть подвергнуто калибровке на готовый размер или же подвергнуто многократной пластической деформации, например, на многократных волочильных станках.
На практике вакуумно-дуговая обработка может быть как единственным методом обработки поверхности изделия перед нанесением на него медного покрытия, так и совмещаться с известными другими методами, в том числе химическими методами в различной последовательности для конкретных изделий.
Например, возможно производить «тонкую» очистку катанки вакуумно-дуговым методом, затем производить однократное или многократное волочение изделия, затем наносить медное покрытие химическими способами.
Вакуумно-дуговая обработка возможна как без оксидирования очищенной поверхности, так и с оксидированием очищенной поверхности.
Оксидирование может достигаться, например, за счет обработки изделия при мощности дуг, превышающих мощность, требуемую для очистки без оксидирования.
Кроме того, оксидирование возможно за счет изменения рабочего давления в вакуумной камере, колебания дуги, особого расположения электродов, а также различного сочетания упомянутых и иных факторов.
Оксидированная поверхность может иметь цвета: желтого, коричневого, фиолетового, синего и других цветов, их оттенков и комбинаций.
Оксидирована может быть как вся очищаемая поверхность, так и часть ее в виде продольных, поперечных, чередующихся полос и участков иной формы.
Оксидирование может улучшить антикоррозийные свойства проволоки, улучшить сцепление медного покрытия с изделием, улучшить захват смазки при волочении.
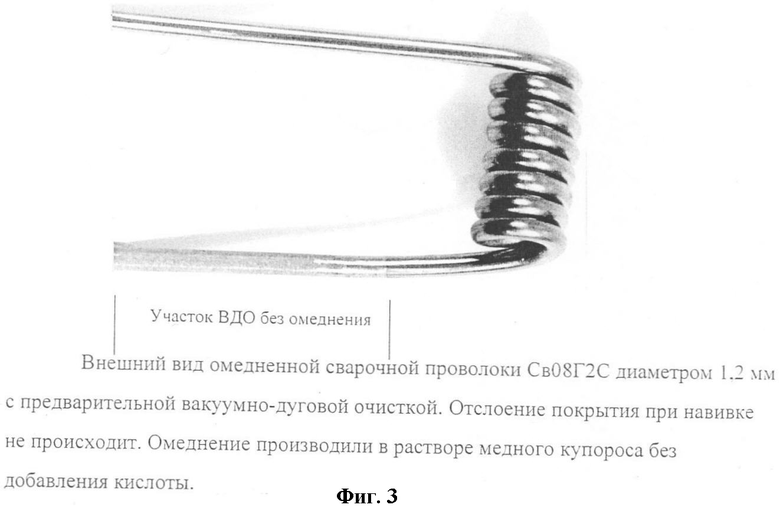
На фигуре 3 показана фотография образца сварочной пролоки Св08Г2С диаметром 1,2 мм после вакуумно-дуговой очистки и омеднения в водном растворе медного купороса, сушки, уплотнения омедненного слоя и навивки. При этом частично выглажена и неомедненная часть проволоки, примыкающая к медному покрытию. При навивке отслаивания медного покрытия не происходит, что свидетельствует о прочности сцепления меди с проволокой.
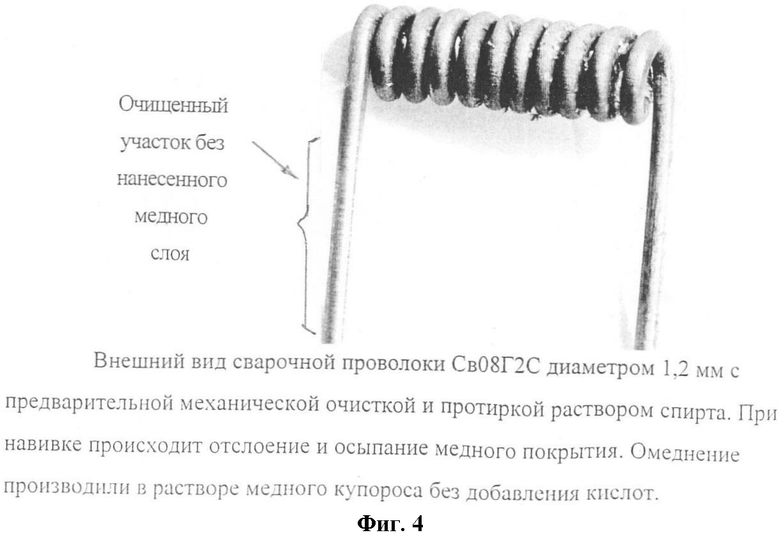
Для сравнения на фигуре 4 показана фотография такой же проволоки, но после механической очистки и последующей протирки раствором спирта (40°) и омеднения в водном растворе медного купороса. Медное покрытие было непрочным и при навивке осыпалось.
Данные эксперименты делались на неподвижных образцах.
Аккумулированное изделием тепло при дуговой очистке может быть использовано для сушки наносимых покрытий.
Сушка изделий возможна до или после протяжки, уплотняющей медное покрытие, или отсутствовать совсем.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВАКУУМНО-ДУГОВОЙ ОБРАБОТКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2005 |
|
RU2305716C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОМЕДНЕННОЙ ПРОВОЛОКИ | 2009 |
|
RU2380183C1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2005 |
|
RU2301283C2 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2028841C1 |
| СМАЗКА ДЛЯ СУХОГО ВОЛОЧЕНИЯ СВАРОЧНОЙ ПРОВОЛОКИ | 2008 |
|
RU2379333C1 |
| Способ изготовления длинномерных изделий | 1978 |
|
SU896074A1 |
| СПОСОБ КОМБИНИРОВАННОЙ ЭЛЕКТРОДУГОВОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ ИЛИ ЛЕНТЫ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2010 |
|
RU2456376C2 |
| СПОСОБ ОЧИСТКИ ПОВЕРХНОСТИ ЖЕЛЕЗНОГО ЭЛЕКТРОДА ОТ ОКИСЛОВ | 2022 |
|
RU2784636C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА ПРОВОЛОКУ ЭЛЕКТРОЛИЗОМ | 2000 |
|
RU2185464C2 |
| СПОСОБ ВАКУУМНО-ДУГОВОЙ ОЧИСТКИ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2135315C1 |
Изобретение относится к металлообработке и может быть использовано в металлургии, машиностроении и других отраслях для обработки проволоки, ленты, труб и других изделий различного сечения. Способ включает процесс обработки металлических изделий перед нанесением меди из медесодержащих растворов, процесс омеднения и процесс обработки изделий после омеднения, при этом, по меньшей мере, часть процесса обработки изделий перед омеднением осуществляют посредством, по меньшей мере, однократной вакуумно-дуговой обработки изделия - катода, и, по меньшей мере, с помощью одного электрода - анода, при этом вакуумно-дуговую обработку осуществляют в режиме очистки изделия без оксидирования его поверхности или в режиме очистки с оксидированием, по меньшей мере, части поверхности изделия, а в качестве медесодержащего раствора используют раствор медного купороса. Способ позволяет совершенствовать технологию производства омедненного металла, повысить производительность и скорость движения обрабатываемых изделий, повысить качество очистки, экологичность и условия труда. 4 з.п. ф-лы, 4 ил.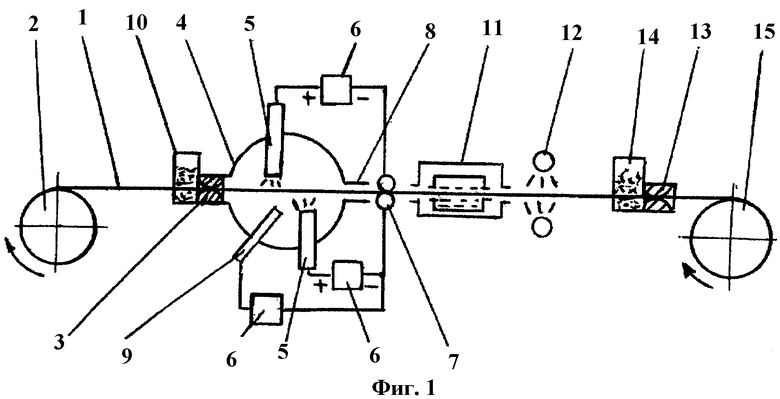
1. Способ производства омедненных длинномерных металлических изделий различного сечения, включающий процесс обработки металлических изделий перед нанесением меди из медесодержащих растворов, процесс омеднения и процесс обработки изделий после омеднения, отличающийся тем, что, по меньшей мере, часть процесса обработки изделий перед омеднением осуществляют посредством, по меньшей мере, однократной вакуумно-дуговой обработки изделия - катода, и, по меньшей мере, с помощью одного электрода - анода, при этом вакуумно-дуговую обработку осуществляют в режиме очистки изделия без оксидирования его поверхности или в режиме очистки с оксидированием, по меньшей мере, части поверхности изделия, а в качестве медесодержащего раствора используют раствор медного купороса.
2. Способ по п.1, отличающийся тем, что перед вакуумно-дуговой обработкой изделия подвергают обработке в окалиноломателе.
3. Способ по п.1, отличающийся тем, что перед вакуумно-дуговой обработкой изделия подвергают обработке в окалиноломателе и затем с помощью щеток.
4. Способ по п.1, отличающийся тем, что после омеднения изделий проводят их волочение.
5. Способ по п.1, отличающийся тем, что процесс обработки проводят поэтапно, например на первом этапе изделия очищают и наматывают на катушки, а затем изделия разматывают с катушек и наносят на них покрытие.
| СПОСОБ МЕДНЕНИЯ ПРОВОЛОКИ | 1997 |
|
RU2113539C1 |
| Способ дуговой обработки поверхности изделий | 1985 |
|
SU1055009A1 |
| СПОСОБ КОНТАКТНОГО МЕДНЕНИЯ ПРОВОЛОКИ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2057190C1 |
| СПОСОБ ВАКУУМНО-ДУГОВОЙ ОЧИСТКИ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2135315C1 |
| JP 63100188 A, 02.05.1988. | |||

