Изобретение относится к электроду говой обработке поверхности изделий. Оно может быть использовано для обра ботки поверхности перед нанесением на нее покрытия из металлов, полимеров и др. материалов, при использовании изделия в качестве арматуры, а также с целью декоративной обработки. Известен способ дуговой обработки .поверхности изделия (очистки), заключающийся в том, что между изделием-катодом и вторым электродом возбуждают дугу, на которую для получения равномерной обработки воздействуют управляющим магнитным полем. Недостатком этого способа является невозможность получения поверхнос ти с требуемой, заранее заданной гео метрией, невозможность получения на обработанной дугой поверхности релье фа требуемой формы с шероховатостью, большей шероховатости остальной части обработанной поверхности. Кроме того, использование дугового разряда при атмосферном давлении дли поверхностной обработки неэффективно из-за высокой плотности энергии в электрод ных пятнах дуги, шума, сопровождающего дуговой разряд. Целью изобретения является получе ние на обрабатываемой поверхности рельефа требуемой формы с шероховатостью, большей шероховатости осталь ной части обработанной поверхности. Эта цель достигается тем, что перед обработкой дугой на обрабатываемой поверхности выполняют углубления по форме требуемого рельефа, заполняют их веществом с более высокими эмиссионными свойствами, чем обрабатываемый материал, а затем углубления закрывают, пластически деформиру края. Кроме того, для повышения эффективности процесса обработку ведут в вакууме. Вакуум может быть любой величины, однако оптимальный диапазон - 15-10-Z мм рт.ст. На фиг. 1 схематически показано устройство, с помощью которого можно обработать изделие предлагаемым методом; на фиг. 2 - примерная схема формоизменения обрабатываемого участка. Изделие (проволока) 1 после прохождения направляющей волоки 2 подвергается воздействию инструмента, например роликов 3 и 4, для создания углублений. Затем проволока обжимается в волоке 5, которая может одновременно служить входным динамическим уплоткзнием электродуговой вакуумной 6. При обжатии происходит заполнение углублений смазкой. Дуга, горящая между проволокой-катодом и кольцевым электродом 7 вращается под действием магнитного поля катушки 8. Далее проволока проходит подпружиненное уплотнение 9. 10 - источник питания. I . На фиг. 2а показана исходная поверхность изделияi на 2б - после нанесения углублений; на фиг. 2в - после обжатия} на 2г - после дуговой обработки. При воздействии дугой на поверхность, 2в .одновременно с ее очисткой происходит взрьшообразное раскрытие закрытых углублений. Углубления можно наносить не только механическими способами, но и любыми другими, например концентрированными пучками энергии (луч лазера, электронный луч и т.п.). В качестве веществ для заполнения углублений могут быть использованы окислы, технологическая смазка и др . Стальную проволоку диаметром 4 мм обрабатывали в вакууме 5-10 мм рт.ст.на токе дуги 200-220 А,скорость движения проволоки составляла 1бм/мин в качестве активного вещества использовали технологическую смазку. В результате такой обработки шероховатость поверхности увеличивалась с 0,2 мкм до 0,6-1 мкм в местах, не покрытых смазкой; в местах, покрытых смазкой, шероховатость составила 20-50 мкм. Предлагаемый способ позволяет получать на обрабатываемой поверхности любой профиль: в виде сетки, спирали, точек и т.д.
2 J 5
ли
в 3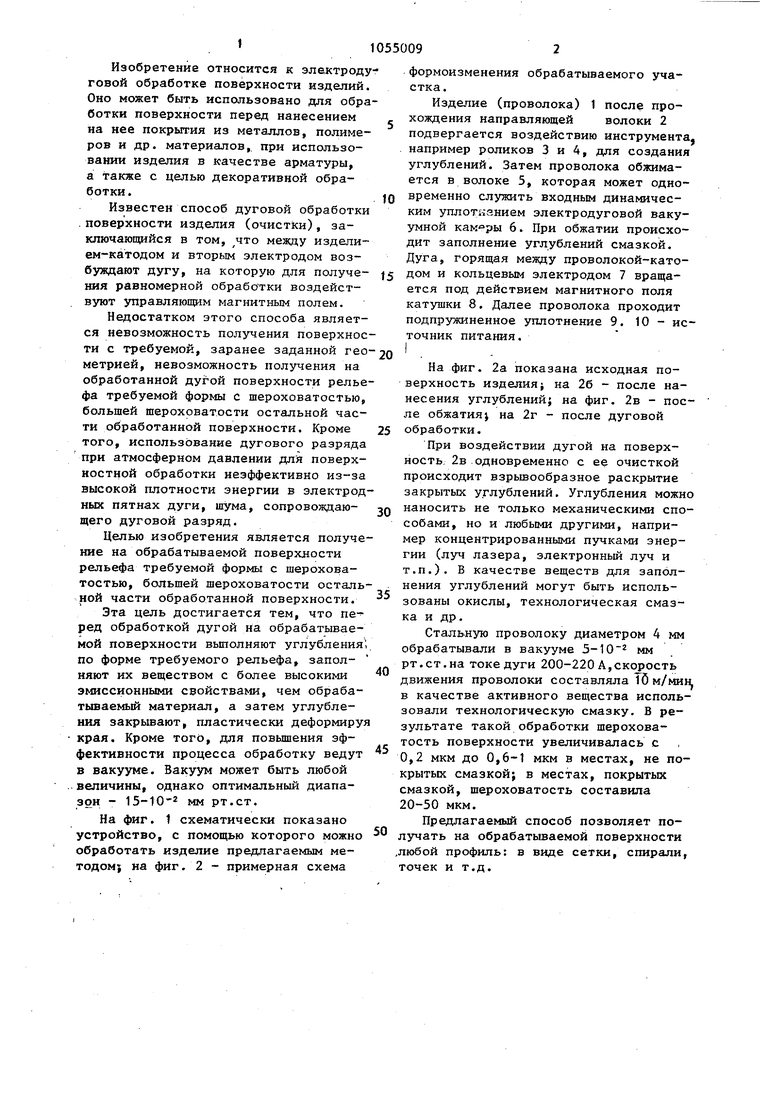
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2028841C1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ ПЕРЕД НАНЕСЕНИЕМ ПОКРЫТИЙ | 2022 |
|
RU2814588C1 |
| СПОСОБ ВАКУУМНО-ДУГОВОЙ ОБРАБОТКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2005 |
|
RU2305716C2 |
| СПОСОБ ИМПУЛЬСНОГО ЭЛЕКТРОННО-ПУЧКОВОГО ПОЛИРОВАНИЯ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2016 |
|
RU2619543C1 |
| СПОСОБ ВАКУУМНО-ДУГОВОЙ ОЧИСТКИ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2181636C2 |
| СПОСОБ ПРОИЗВОДСТВА ОМЕДНЕННОЙ ПРОВОЛОКИ И ДРУГИХ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2004 |
|
RU2395621C2 |
| СПОСОБ ФОРМИРОВАНИЯ МИКРОРЕЛЬЕФА НА ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2015 |
|
RU2642243C2 |
| СПОСОБ ЗАКАЛКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 2009 |
|
RU2386705C1 |
| Способ микротекстурирования поверхностного слоя керамических пластин электроэрозионной обработкой | 2020 |
|
RU2751606C1 |
| СПОСОБ ДЕФЕКТОСКОПИИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ ПРИ ИХ ПОВЕРХНОСТНОЙ ОБРАБОТКЕ | 2014 |
|
RU2560112C1 |
1. СПОСОБ ДУГОВОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ, при котором на дугу воздействуют управляющим магнитным полем, отличающийся тем, что, с целью получения на обрабатываемой поверхности рельефа требуемой формы с шероховатостью, большей шероховатости остальной части обработанной поверхности на обрабатываемой поверхности перед дуговой обработкой вьшолняют углубления по форме требуемого рельефа, заполняют их веществом с более высокими эмиссионными свойствами, чем обрабатываемый материал, а затем углубления закрывают, пластически деформируя их края. 2. Способ по п. 1, отличающийся тем, что с целью повышения эффективности процесса, обработку ведут в вакууме при давлении 15-10 2 мм рт.ст. (Л
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
