Область техники, к которой относится изобретение
Настоящее изобретение относится к способу и установке для изготовления металлического листа с покрытием из органической смолы, с помощью которых можно отрезать и удалять участки в виде «ушей», образующиеся при изготовлении экструзией металлического листа с покрытием из органической смолы и нанесении покрытия в виде органической смолы на поверхность металла Т-образной экструзионной головкой.
Уровень техники
Обычно при изготовлении металлического листа с покрытием из органической смолы, во время которого на металлическом листе образуется пленка из смолы экструзией на поверхность металлического листа органической смолы Т-образной экструзионной головкой, применительно к обработке, применяемой к обоим краевым участкам (участкам в виде «ушей») пленки из смолы, толщины которой увеличиваются из-за эффекта образования шейки после экструзии смолы из Т-образной экструзионной головки, известна технология, в которой пленка из смолы образует участки в виде «ушей» на обеих сторонах металлического листа с покрытием из органической смолы, после чего участки в виде «ушей» обрезают вместе с металлическим листом, имеющим площадь для удаления необходимого минимума металла. В качестве варианта покрытие в виде пленки из смолы наносят на металлический лист, достаточно увеличивая ширину металлического листа, чтобы не допустить образования участков в виде «ушей», после чего пленку из смолы обрезают вместе с обоими краевыми участками металлического листа, имеющего ширину, соответствующую увеличению ширины металлического листа.
При этом недостатком первого способа является то, что участок в виде «уха», прежде чем достичь этапа обрезки, попадает в то место, где движется лента, или запутывается и прилипает к основному материалу, в то время как недостатком второго способа является то, что участки пленки из смолы, имеющие большую толщину, не могут использоваться, и поэтому коэффициент использования металлического листа уменьшается.
Кроме того, недостатком обоих способов является то, что обрезанная пленка из смолы образует с металлическим листом неразъемное соединение, и поэтому обрезанная пленка из смолы не может использоваться для повторной переработки.
В связи с вышеизложенным для устранения указанных выше недостатков предлагается также способ, с помощью которого можно повторно перерабатывать участки в виде «уха» пленки из смолы после обрезки так, как это раскрыто в указанном ниже патентном документе 1.
Согласно этому способу при экструзии расплавленной смолы на металлический лист из Т-образной экструзионной головки и нанесении пленки из смолы на металлический лист за счет образования многослойного материала из расплавленной смолы и обеих поверхностей металлического листа между парой валков для ламинирования участки в виде «ушей», которые выступают за металлический лист в направлении ширины металлического листа, зажимают, отрывают и удаляют захватным устройством, таким как, например, бесконечная направляющая лента, прежде чем смола остынет.
Патентный документ 1
JP-A-2002-127099
Раскрытие изобретения
Проблемы, которые должно решить изобретение
Способ, описанный в патентном документе 1, имеет, однако, недостатки в отношении практического использования, включающие в себя необходимость использования захватного устройства, такого как, например, бесконечные направляющие ремни, легкую адгезию отрезанных «ушей» смолы к ремню и увеличение стоимости изготовления.
В этой связи задача изобретения заключается в обеспечении способа и установки для изготовления металлического листа с покрытием из органической смолы, с помощью которых можно изготавливать металлический лист с покрытием из органической смолы без увеличения стоимости промышленного изготовления за счет отказа от использования специальных устройств для резки и удаления участков в виде «ушей».
В этой связи задача изобретения - обеспечение способа и установки для изготовления металлического листа с покрытием из органической смолы, с помощью которых можно надежно удалять участки в виде «ушей», выступающие за оба края металлического листа.
Кроме того, другая задача настоящего изобретения - обеспечение способа и установки для изготовления металлического листа с покрытием из органической смолы, с помощью которых можно надежно удалять участки в виде «ушей», выступающие за оба края металлического листа без повреждения смолы или металлического листа.
Средство решения задачи
(1) Согласно первому объекту настоящего изобретения обеспечивается способ изготовления металлического листа с покрытием из органической смолы прямой экструзией на металлический лист органической смолы, расплавленной нагревом, в виде пленки из выходной щели Т-образной экструзионной головки, тем самым обеспечивающий нанесение покрытия в виде пленки из органической смолы на металлический лист, причем способ изготовления включает следующие стадии: непрерывная подача металлического листа в виде длинной узкой полосы с использованием средства подачи металлического листа; измерение температур краевых участков металлического листа и температуры участка приблизительно в центре металлического листа средством измерения температуры металлического листа, установленным непосредственно перед валками для ламинирования; ввод значений температур, измеренных соответственно средством измерения температуры металлического листа, в средство регулирования температуры нагрева; подача выходной величины, рассчитанной средством регулирования температуры нагрева, в средство нагрева центрального участка металлического листа, установленное непосредственно перед Т-образной экструзионной головкой; нагрев участка приблизительно в центре металлического листа относительно его ширины до первой температуры средством нагрева центрального участка металлического листа на основании указанной выходной величины; подача выходной величины, рассчитанной средством регулирования температуры нагрева, в средство нагрева краевого участка металлического листа, установленное непосредственно перед Т-образной экструзионной головкой; нагрев краевых участков металлического листа по его ширине до второй температуры, превышающей первую температуру, средством нагрева краевого участка на основании выходного значения; нанесение пленки из смолы, полученной экструзией из Т-образной экструзионной головки, так что пленка из смолы выступает за оба краевых участка металлического листа по его ширине, с образованием многослойного материала и соединением посредством сжатия металлического листа и пленки из смолы между парой валков для ламинирования; и удаление участков смолы, находящихся в полурасплавленном состоянии и выступающих за оба краевых участка металлического листа, резкой надавливанием.
(2) В указанном выше способе изготовления металлического листа (1) с покрытием из органической смолы вторая температура нагрева обоих краевых участков металлического листа по его ширине может находиться в температурном интервале наибольшей температуры плавления органической смолы, которая должна быть нанесена, а именно в интервале от 10 до 50°C.
(3) В указанном выше способе изготовления металлического листа (1) или (2) с покрытием из органической смолы средство регулирования температуры нагрева сравнивает первую температуру и вторую температуру, введенные в средство регулирования температуры нагрева, определяет, равна ли вторая температура первой температуре или превышает ее, и определяет, находится ли вторая введенная температура в температурном интервале температуры плавления смолы, введенной в средство регулирования температуры нагрева, от 10 до 50°C.
(4) В любом одном из вышеуказанных способов изготовления металлического листа с (1) по (3) с покрытием из органической смолы контрольный датчик установлен непосредственно после валков для ламинирования с целью наблюдения за тем, удаляются ли резкой надавливанием участки смолы, которые должны быть удалены, контрольный датчик посылает сигнал на устройство регулирования усилия надавливания валка для ламинирования в тех случаях, когда контрольный датчик не может обнаружить удаленный участок смолы, и позволяет устройству регулирования усилия надавливания валка для ламинирования установить, что участок смолы не отрезан надавливанием, устройство регулирования усилия надавливания валка для ламинирования посылает сигнал на устройство надавливания валка для ламинирования с целью увеличения усилия надавливания валка для ламинирования, и устройство надавливания валка для ламинирования прижимает один или оба концевых участка, правый и левый, одного из валков для ламинирования в направлении ламинирования.
(5) Согласно второму объекту настоящего изобретения обеспечивается установка для изготовления металлического листа с покрытием из органической смолы, осуществляемым прямой экструзией на металлический лист органической смолы, расплавленной нагревом, в виде пленки из выходной щели Т-образной экструзионной головки, и тем самым обеспечивается нанесение покрытия в виде пленки из органической смолы на металлический лист, причем указанная установка для изготовления содержит: средство подачи металлического листа, которое непрерывно подает металлический лист в виде длинной узкой полосы; средство измерения температуры металлического листа, которое установлено непосредственно перед валками для ламинирования и измеряет температуры краевых участков металлического лица и температуру участка приблизительно в центре металлического листа; средство регулирования температуры нагрева, которое получает вводимые значения температур, измеренные средством измерения температуры металлического листа, рассчитывает температуры нагрева для нагрева концевых участков металлического листа и участка приблизительно в центре металлического листа и выдает результирующее значение температур нагрева; средство нагрева центральной части металлического листа, которое установлено непосредственно перед Т-образной экструзионной головкой и нагревает участок приблизительно в центре металлического листа относительно его ширины до первой температуры на основании выходной величины сигнала, полученного от средства регулирования температуры нагрева; средство нагрева краевого участка металлического листа, которое установлено непосредственно перед Т-образной экструзионной головкой и нагревает оба краевых участка металлического листа по его ширине до второй температуры, превышающей первую температуру, на основании выходной величины, полученной от средства регулирования температуры нагрева; пару валков для ламинирования, которая наносит пленку из смолы, полученную экструзией из Т-образной экструзионной головки, с образованием многослойного материала и соединения между собой металлического листа и пленки из смолы за счет сжатия, и отрезает надавливанием участки смолы, находящиеся в полурасплавленном состоянии и выступающие за оба краевых участка металлического листа; и средство удаления, которое удаляет отрезанные надавливанием участки смолы.
(6) В указанной выше установке для изготовления металлического листа (5) с покрытием из органической смолы непосредственно после валков для ламинирования установлен контрольный датчик с целью наблюдения за тем, удаляются ли резкой надавливанием участки смолы, которые должны быть удалены, при этом контрольный датчик посылает сигнал на устройство регулирования усилия надавливания валка для ламинирования в тех случаях, когда контрольный датчик не может обнаружить удаленный участок смолы, устройство регулирования усилия надавливания валка для ламинирования посылает сигнал на устройство надавливания валка для ламинирования с целью увеличения усилия надавливания валка для ламинирования, причем указанное устройство надавливания валка для ламинирования прижимает один или оба концевых участка, правый и левый, одного из валков для ламинирования в направлении ламинирования.
Согласно настоящему изобретению только оба краевых участка металлического листа нагреваются при наивысшей температуре плавления смолы, которая должна быть нанесена, в интервале от 10 до 50°C, и за счет этого имеется возможность легко и надежным способом обрезать участки смолы, выступающие за оба краевых участка металлического листа, не допуская разрушения смолы, которая не нанесена на оба краевых участка металлического листа.
Кроме того, краевые участки металлического листа, которые нагревают при высокой температуре, нагреваются локально, и тем самым только такие нагретые участки затем можно удалить обрезкой, в результате чего можно получить металлический лист с покрытием из органической смолы, имеющий стабильные характеристики в направлении ширины.
Осуществление изобретения
Согласно настоящему изобретению в установке для изготовления металлического листа с покрытием из органической смолы пара валков для ламинирования установлена с обеих сторон поверхности металлического листа, который движется в вертикальном направлении таким образом, что валки для ламинирования формируют на металлическом листе многослойное покрытие. Конструкцию валка для ламинирования образует цилиндрический эластичный бандаж, изготовленный из силиконового каучука или подобного материала и установленный на поверхность удлиненного корпуса валка, и на металлический лист наносят многослойное покрытие в упругосжатом состоянии эластичным бандажом между парой валков для ламинирования.
В то же время над (или перед) парой валков для ламинирования установлена пара Т-образных экструзионных головок, которые соответственно экструдируют расплавленную смолу. Расплавленную смолу экструдируют из Т-образных экструзионных головок на участки контакта, находящиеся между противоположными поверхностями валков для ламинирования и металлического листа, и затем расплавленную смолу за счет сжатия соединяют с металлическим листом парой валков для ламинирования, в результате изготавливая металлический лист с покрытием из органической смолы, обе поверхности которого имеют покрытие из смолы.
В результате регулировки ширины выходной щели Т-образных экструзионных головок, выполненной таким образом, что ширина пленки расплавленной смолы, экструдируемой из Т-образных экструзионных головок, становится больше ширины металлического листа, обе пленки из смолы перекрывают металлический лист так, что оба краевых участка расплавленной смолы, левый и правый, выступают за оба краевых участка металлического листа.
Далее подробно объясняется один из вариантов выполнения установки для изготовления металлического листа с покрытием из органической смолы, соответствующей настоящему изобретению, со ссылкой на приложенные чертежи.
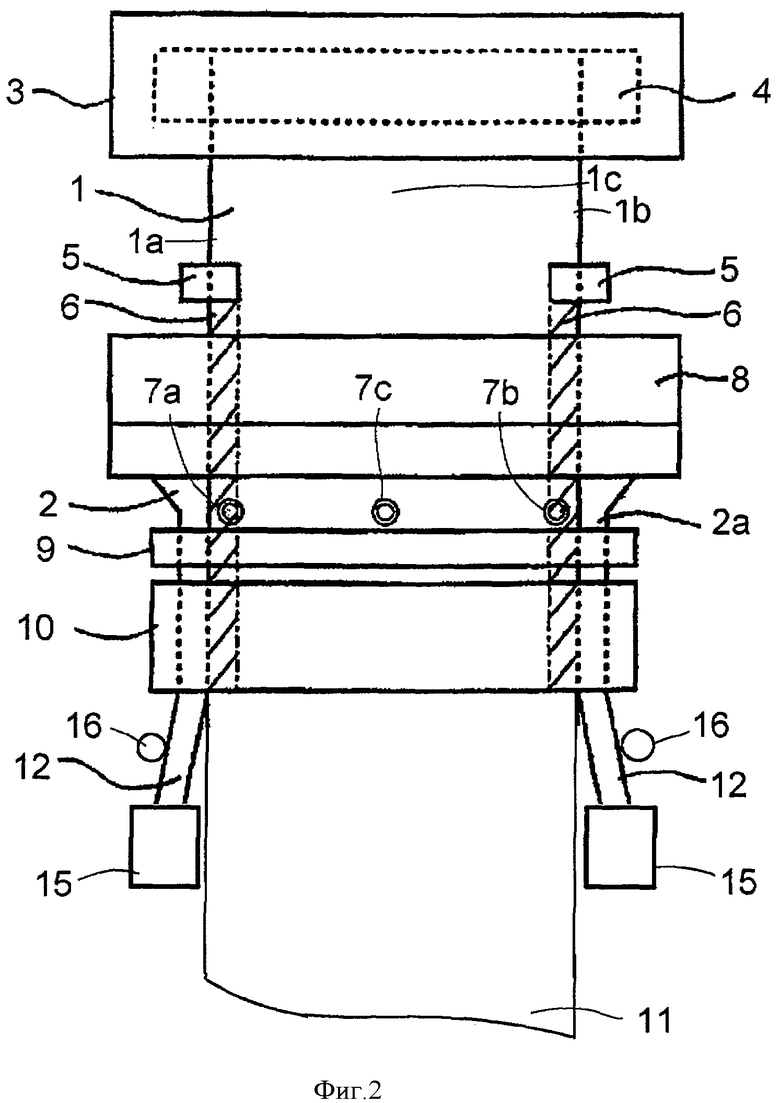
На Фиг.1 показан схематичный вид сбоку для пояснения способа изготовления металлического листа с покрытием из органической смолы согласно варианту выполнения настоящего изобретения. На Фиг.2 показан схематичный вид спереди для пояснения способа изготовления металлического листа с покрытием из органической смолы согласно варианту выполнения настоящего изобретения.
Как показано на Фиг.1 и Фиг.2, установка для изготовления металлического листа с покрытием из органической смолы согласно варианту выполнения настоящего изобретения представляет собой установку, в которой осуществляют непосредственное нанесение нагретой расплавленной органической смолы в форме пленки, экструдируемой из выходной щели Т-образной экструзионной головки, на металлический лист 1.
Установка для изготовления включает в себя средство 13 подачи металлического листа, которое непрерывно подает металлический лист 1 в виде длинной узкой полосы; средство 7 (7а, 7b, 7с) измерения температуры металлического листа, которое установлено непосредственно перед валками 10 ламинирования и измеряет температуры обоих краевых участков la, lb металлического листа 1 и температуру участка 1с приблизительно в центре металлического листа; средство 14 регулирования температуры нагрева, которое получает вводимые значения температур, измеренные средством 7 измерения температуры металлического листа, рассчитывает температуры нагрева для нагрева концевых участков 1a, 1b металлического листа 1 и участка 1c приблизительно в центре металлического листа 1 и выдает результирующее значение температур нагрева; средство 3 нагрева центральной части металлического листа, которое установлено непосредственно перед Т-образной экструзионной головкой 8 и нагревает участок 1c приблизительно в центре металлического листа относительно его ширины до первой температуры на основании выходной величины, полученной от средства 14 регулирования температуры нагрева; средство 5 нагрева краевого участка металлического листа, которое установлено непосредственно перед Т-образной экструзионной головкой 8 и нагревает оба краевых участка 1a, 1b металлического листа по его ширине до второй температуры, превышающей первую температуру, на основании выходной величины, полученной от средства 14 регулирования температуры нагрева; и пару валков 10 для ламинирования, которая наносит пленку 2 из смолы, полученную экструзией из Т-образной экструзионной головки 8, на металлический лист 1 с образованием многослойного материала и соединения между собой металлического листа 1 и пленки 2 из смолы за счет сжатия и отрезает надавливанием участки 2а смолы, находящиеся в полурасплавленном состоянии и выступающие за оба краевых участка по ширине металлического листа 1.
В установке этого варианта выполнения рулон, намотанный в форме цилиндра, разматывается средством 13 подачи металлического листа, таким как, например, барабан для размотки рулона, металлический лист 1 непрерывно подают в виде длинной узкой полосы, и металлический лист 1 направляют для прохождения между парой валков 10 для ламинирования, экструдируя из Т-образной экструзионной головки пленку 2 из смолы в расплавленном состоянии на обе поверхности движущегося металлического листа 1, нанося таким образом пленку 2 из смолы на обе поверхности металлического листа 1.
Далее при нанесении пленки 2 из смолы на поверхность металлического листа 1 металлический лист 1 в виде длинной узкой полосы непрерывно разматывают со средства 13 подачи металлического листа и перемещают. Затем металлический лист 1 приводят в контакт с валком 4 «jacket roll», который установлен внутри средства 3 нагрева центральной части металлического листа, таким образом предварительно нагревая центральный участок металлического листа по его ширине до первой температуры.
Затем оба краевых участка металлического листа по его ширине нагревают до второй температуры, превышающей первую температуру, средствами 5а, 5b нагрева краевого участка металлического листа соответственно, которые установлены у левого и правого краев движущегося металлического листа.
Таким образом, регулирование температуры металлического листа для того, чтобы участки металлического листа в направлении ширины имели разную температуру, выполняют, как указано ниже.
Соответствующие температуры обоих, правого и левого, краевых участков 1a, 1b металлического листа и температура участка 1c приблизительно в центре металлического листа измеряются средством 7 измерения температуры металлического листа, установленным непосредственно перед валками ламинирования, таким как, например, контактная термопара или бесконтактный радиационный термометр (соответствующие участки металлического листа соответственно измеряют средствами 7а, 7b, 7с измерения температуры металлического листа).
Соответствующие значения температуры, измеренные средством 7а, 7b, 7с измерения температуры металлического листа, вводят в средство 14 регулирования температуры нагрева.
Средство 14 регулирования температуры нагрева вычисляет разность температур между измеренными значениями температуры и заданными исходными значениями и выдает значения дефицита в качестве выходных величин.
Выходную величину передают в средство 3 нагрева центрального участка металлического листа с тем, чтобы нагреть участок 1c приблизительно в центре металлического листа до первой температуры.
Выходные величины передают в средство 5a, 5b нагрева краевого участка металлического листа, чтобы нагреть оба краевых участка la, lb металлического листа по его ширине до второй температуры, превышающей первую температуру.
Вторая температура находится в температурном интервале наибольшей температуры плавления органической смолы, которая должна быть нанесена на металлический лист в виде покрытия, от 10 до 50°C.
Более предпочтительно задать вторую температуру так, чтобы вторая температура находилась в температурном интервале наибольшей температуры плавления от 30 до 50°C.
При нанесении на металлический лист многослойного покрытия из органической смолы, имеющего два слоя или более, предпочтительно установить температуру нагрева металлического листа по температуре плавления органической смолы, имеющей наивысшую температуру плавления среди органических смол многослойного покрытия, в интервале от 10 до 50°C.
Более предпочтительно установить такое значение температуры нагрева металлического листа, которое находится в температурном интервале температуры плавления органической смолы, имеющей наивысшую температуру плавления, от 30 до 50°C.
Такие температурные интервалы устанавливают по следующим причинам.
Если температура металлического листа ниже наивысшей температуры плавления органической смолы, которая должна быть нанесена на металлический лист в виде покрытия, равной 10°C, пленки из смолы, которые наносят на оба края, левый и правый, металлического листа, частично отвердевают. Соответственно при удалении пленок из смолы резкой надавливанием с использованием валков для ламинирования существует вероятность, что пленки из смолы будут отрываться кусками, образуя, таким образом, трещины, и эти трещины будут распространяться по пленке из смолы, образуя участок изделия, способствующий изготовлению некачественного изделия.
В то же время, если температура металлического листа превышает наивысшую температуру плавления органической смолы, которая должна быть нанесена на металлический лист, составляющую 50°C, пленка из смолы не может быть полностью отрезана резкой надавливанием, используя валки для ламинирования, и, следовательно, краевые участки пленки из смолы остаются в виде волокон.
Эти волокна снова прилипают к краевым участкам металлического листа и тем самым приводят к возникновению вероятности, что краевой участок металлического листа не может быть отрезан надавливанием валков для ламинирования.
Предпочтительно, чтобы ширина областей 6 нагрева, нагреваемых средством 5а, 5b нагрева краевого участка металлического листа, была как можно более малой. Это связано с тем, что характеристика металлического листа изменяется из-за нагрева и необходимо удалить такие участки обрезкой металлического листа после нанесения покрытия в виде органической смолы на металлический лист. Предпочтительно установить такое значение ширины областей, которое находится в пределах 10 мм от обоих краевых участков металлического листа в направлении ширины.
В качестве средства 5а, 5b нагрева краевого участка металлического листа, которое может выполнять местный нагрев, предпочтительно использовать устройство высокочастотного индуктивного нагрева, которое может нагревать металлический лист бесконтактным способом.
В этом варианте выполнения температуру участка 1c приблизительно в центре металлического листа относительно его ширины и температуры обоих краевых участков 1a, 1b металлического листа по его ширине предварительно регулируют средством 14 регулирования температуры нагрева так, как указано ниже.
Прежде всего в средство 14 регулирования температуры нагрева вводят вид движущегося металлического листа (например, луженая жесть или лист из алюминиевого сплава).
Температуры нагрева, соответствующие видам листов, хранятся в базе данных в средстве 14 регулирования температуры нагрева, и сигнал, соответствующий вводимому виду металлического листа, направляют в средство 3 нагрева центрального участка металлического листа для регулирования нагрева участка 1c приблизительно в центре металлического листа относительно его ширины таким образом, чтобы участок 1c приблизительно в центре металлического листа относительно его ширины можно было нагреть до первой температуры.
Далее, в соответствии с видом перемещающегося металлического листа температуры (вторая температура) обоих краевых участков 1a, 1b по ширине вводят в средство 14 регулирования температуры нагрева. Средство 14 регулирования температуры нагрева сравнивает температуры обоих краевых участков 1a, 1b по ширине с ранее введенной первой температурой и определяет, равна ли вторая введенная температура ранее введенной первой температуре или превышает ее.
Затем, на следующем этапе, определяют, находится ли вторая введенная температура, которую предварительно вводят в средство 14 регулирования температуры нагрева, в интервале температуры плавления смолы, составляющем от 10 до 50°C.
Таким образом, температуру участка 1c приблизительно в центре металлического листа относительно его ширины и температуры обоих краевых участков 1a, 1b по ширине металлического листа регулируют автоматически.
Металлический лист, нагреваемый средством 3 нагрева центральной части металлического листа и средством 5а, 5b нагрева краевого участка металлического листа, подают сверху вниз к Т-образным экструзионным головкам 8, 8, расплавляющим нагревом органическую смолу, которая должна быть нанесена на металлический лист 1, и выталкивают расплавленную органическую смолу. Пленки 2 из смолы, которые находятся в расплавленном состоянии за счет нагрева с использованием средства для нагрева и расплавления смолы, такого как, например, экструдер, не показанный на чертеже, непрерывно экструдируют на металлический лист 1 из выходных щелей 8а, 8а Т-образных экструзионных головок 8, 8, образуя шейку в пленках 2 из смолы, так что пленки 2 из смолы выступают за ширину металлического листа 1, т.е. за оба края, правый и левый, металлического листа 1. Затем пара валков 10 для ламинирования образует из металлического листа 1 и пленки 2 из смолы многослойную конструкции, нанося, таким образом, пленки 2 из смолы на металлический лист 1, и соединяя их сжатием.
Как показано на Фиг.1 и Фиг.2, пленки 2 из смолы, экструдируемые в расплавленном состоянии из выходных щелей 8а Т-образных экструзионных головок 8, могут сразу опускаться на переходные валки 9, 9, которые установлены непосредственно перед валками 10 для ламинирования, и затем могут соединяться давлением с металлическим листом 1 валками 10 для ламинирования. Таким образом, за счет опускания пленок 2 из смолы на переходные валки 9, 9 можно предотвратить образование избыточной шейки пленок 2 из смолы, тем самым предварительно обеспечивая равномерную плоскостность и толщину пленок 2 смолы.
Участки 2а смолы пленок 2 из смолы, которые находятся в полурасплавленном состоянии и выступают за металлический лист 1, образуют многослойную конструкцию между валками 10 для ламинирования вместе с металлическим листом 1, краевые участки металлического листа отрезают надавливанием валками 10 для ламинирования, которые составляют пару режущих лезвий, и краевые участки удаляют как удаляемые участки смолы («уши») 12, используя средство 15 удаления, такое как, например, устройство вакуумного отсоса или устройство для намотки.
Предусмотрев использование контрольного датчика 16, который контролирует, удаляются ли удаляемые участки 12 смолы резкой надавливанием непосредственно после валков 10 для ламинирования, всегда можно установить, нормально ли удаляются удаляемые участки 12 смолы резкой надавливанием.
Например, в качестве упомянутого выше контрольного датчика 16 можно использовать бесконтактный контрольный датчик, такой, например, как ПЗС-камера или инфракрасная камера, или можно использовать контактный датчик.
Затем, если контрольный датчик 16 не может обнаружить удаляемые участки 12 смолы, сигнал, показывающий результат этого контроля, передается на устройство 17 регулирования усилия надавливания валка. Устройство 17 регулирования усилия надавливания валка определяет, что резка надавливанием упомянутых выше участков 2а смолы в ответ на сигнал не выполняется, и передает сигнал на устройство 18 надавливания валка для ламинирования с тем, чтобы увеличить усилие надавливания валков 10 для ламинирования. В ответ на сигнал устройство 18 надавливания валка для ламинирования прижимает левый или правый концевой участок или оба концевых участка одного из валков 10 для ламинирования в направлении ламинирования.
Далее по порядку дается объяснение по материалам, используемым в настоящем изобретении
[Металлический лист]
В качестве металлического листа, используемого для изготовления металлического листа с покрытием из органической смолы, можно использовать металлические листы с различной обработкой поверхности: алюминиевый лист, лист из алюминиевого сплава, лист из нержавеющей стали, стальной лист, лист из медного сплава или подобный материал. В частности, применительно к алюминиевому листу и листу из алюминиевого сплава, если эти листы нагревают до температуры, равной или превышающей температуру плавления органической смолы, свойства, которыми обладает металлический лист с покрытием из органической смолы в качестве подложки с покрытием, изменяются из-за чрезмерного старения и, таким образом, можно изготавливать металлический лист с покрытием из органической смолы, имеющий превосходные свойства, применяя способ изготовления настоящего изобретения к металлическому листу с покрытием из органической смолы.
В качестве металлического листа с обработкой поверхности можно использовать луженую жесть, лист с электролитическим хромированием, стальной лист с покрытием, полученным электролитическим цинкованием, стальной лист с покрытием, полученным электролитическим цинкованием с нанесением сплава цинка, стальной лист с композитным покрытием, полученным электролитическим цинкованием с нанесением сплава цинка, содержащего кобальт и молибден, стальной лист с никелевым покрытием, стальной лист, покрытый медью, горячеоцинкованный стальной лист, стальной лист с горячим покрытием из сплава цинк-алюминий, стальной лист с горячим покрытием из сплава цинк-алюмиий-магний, стальной лист с горячим покрытием из сплава цинк-никель, стальной лист с алюминиевым покрытием или подобный материал.
Примером луженой жести является луженая жесть, содержащая олово в количестве от 0,6 до 11,2 г/м2.
Предпочтительно применять к поверхности луженой жести обработку хромовой кислотой или обработку хромовой кислотой/ортофосфорной кислотой таким образом, чтобы количество хрома составляло от 1 до 30 мг/м2 в пересчете на металлический хром.
В частности, если луженая жесть с покрытием из олова, которое является металлом с низкой температурой плавления, используется в качестве металлического листа, важно наносить органическую смолу на металлический лист так, чтобы органическая смола не расплавилась при нагревании при высокой температуре во избежание оплавления олова. В этом случае изменение физических свойств металлического листа и органической смолы может уменьшиться.
При использовании луженой жести в качестве металлического листа обработка плавлением металлического листа может применяться или не применяться. Несмотря на то, что после лужения химическая конверсия может применяться или не применяться, в случае применения к металлическому листу химической конверсии, общеизвестная обработка может быть применена к металлическому листу. Например, к металлическому листу можно применять химическую конверсию (включая электролитическую обработку, обработку погружением), фосфатирование, цирконирование или подобный способ.
Кроме того, в качестве металлического листа можно также использовать лист из легкого металла, например лист из алюминиевого сплава помимо листа из чистого алюминия. Лист из алюминиевого сплава, который имеет исключительную коррозионную стойкость и исключительную пластичность, в основном состоит из Mn - от 0,2 до 1,5 мас.%, Mg - от 0,8 до 5 мас.%, Zn - от 0,25 до 3 мас.%, Cu - от 0,16 до 0,26 мас.% и Al - остальное. Также желательно, чтобы обработка хромовой кислотой или обработка хромовой кислотой/ортофосфорной кислотой применялась к металлическому листу так, чтобы количество хрома составляло от 20 до 300 мг/м2 в пересчете на металлический хром.
Кроме того, если в качестве металлического листа используется алюминиевый лист или лист из алюминиевого сплава, который имеет относительно низкую температуру плавления, можно предотвратить деформацию металлического листа, регулируя температуру нагрева металлического листа.
Предпочтительно установить такое значение толщины металлического листа, которое обычно находится в интервале от 0,10 до 0,50 мм. В частности, предпочтительно установить такое значение толщины металлического листа, которое находится в интервале от 0,10 до 0,30 мм, если в качестве металлического листа используется стальной лист с обработкой поверхности, и предпочтительно установить такое значение толщины металлического листа, которое находится в интервале от 0,15 до 0,40 мм, если в качестве металлического листа используется стальной лист из легкого металла. Не вызывает сомнения, что толщина металлического листа различается в зависимости от вида металла, применения и размера элемента, на который должно быть нанесено покрытие.
На металлический материал можно наносить адгезионную грунтовку. Грунтовка требуется для того, чтобы обеспечить исключительную адгезионную способность как к металлическому материалу, так и к органической смоле, которая должна быть нанесена на металлический материал. В качестве примера грунтовки можно привести эпоксидно-фенольную грунтовку, которая изготавливается из фенол-альдегидной смолы резольного типа, получаемой из разных фенольных групп и формальдегида, и эпоксидную смолу типа бисфенолов. В частности, предпочтительно использовать грунтовку, которая содержит фенольную смолу и эпоксидную смолу в массовом соотношении от 50:50 до 5:95. Более предпочтительно использовать грунтовку, которая содержит фенольную смолу и эпоксидную смолу в массовом соотношении от 40:60 до 10:90. Предпочтительно установить толщину основного адгезионного слоя приблизительно от 0,3 до 0,5 мкм с точки зрения повышения адгезионной способности или нечто подобного.
[Смола]
Несмотря на то, что в качестве органической смолы, которую наносят на металлический лист, предпочтительно использовать термопластичную смолу, можно использовать любую термопластичную смолу при условии, что термопластичную смолу можно экструдировать, и ее пленка обладает пластичностью. Например, в качестве термопластичной смолы можно использовать любую смолу, выбранную из группы, включающей полиолефин, например низкоплотный полиэтилен; высокоплотный полиэтилен; полипропилен, поли-1-бутен, поли-4-метил-1-пентен, статический или блочный сополимер α-олефина, например этилен, пиропирен, 1-бутен, 4-метил-1-пентен; сополимер соединения этилена и винила, например сополимер этилена и винилацетата, сополимер этилена и винилового спирта или сополимер этилена и винилхлорида; смолу на основе стирола, например полистирол, сополимер акрилонитрила и стирола, АБС или сополимер α-метилстирола и стирола; поливиниловые соединения, например поливинилхлорид, поливинилиденхлорид, сополимер поливинилхлорида и поливинилиденхлорида, полиметилакрилат или полиметилметакрилат; полиамид, например нейлон 6, нейлон 6.6, нейлон 6-10, нейлон 11 или нейлон 12; термопластичный полиэстер, например полиэтилентерефталат или полибутилентерефталат; поликарбонат, окись полифенилена или их смесь.
В качестве особо предпочтительной термопластичной смолы с точки зрения свойства пленки, пластичности и коррозионной стойкости пленки и т.д., можно назвать термопластичный полиэстер, сополиэстер или смесь этих материалов. Из этих материалов предпочтительно использовать полиэстер, который в качестве основного компонента содержит элементарное звено этилентерефталата.
Несмотря на то, что в качестве материального полиэстера можно использовать полиэтилентерефталат, поскольку желательно понизить наивысшую температуру кристаллизации с точки зрения повышения ударной прочности и пластичности ламината, предпочтительно ввести в полиэстер элементарное звено сополимерного эстера, а не этилентерефталат.
Особо предпочтительно использовать сополиэстер, который содержит элементарное звено этилентерефталата в качестве основного компонента и в небольшом количестве другое элементарное звено эстера и имеет температуру плавления от 210 до 252°C. Здесь обычно можно использовать гомоэтилентерефталат, который имеет температуру плавления от 255 до 265°C.
В целом предпочтительно использовать сополиэстер, в котором 70 или более молекулярных процентов и, конкретнее, 75 молекулярных процентов компонента, образуемого двухосновной кислотой, составляет компонент, образуемый терефталевой кислотой, 70 или более молекулярных процентов и, конкретнее, 75 молекулярных процентов компонента, образуемого диолом, составляет этиленгликоль, и от 1 до 30 молекулярных процентов и, конкретнее, от 5 до 25 молекулярных процентов компонента, образуемого двухосновной кислотой, и/или компонента, образуемого диолом, составляет компонент, образуемый двухосновной кислотой, за исключением терефталевой кислоты, и/или компонент, образуемый двухосновной кислотой, за исключением этиленгликоля.
В качестве двухосновной кислоты, за исключением терефталевой кислоты, можно назвать один вид или сочетание двух или более видов ароматической дикарбоновой кислоты, например изофталевая кислота, фталевая кислота или нафталиндикарбоновая кислота; алициклическая дикарбоновая кислота, например циклогександикарбоновая кислота; и алифатическая дикарбоновая кислота, например янтарная кислота, адипиновая кислота, себациновая кислота или декандикарбоновая кислота. В качестве компонента, образуемого диолом, за исключением этитенгликоля, можно назвать один, два или более видов, выбранных из группы, состоящей из пропиленгликоля, 1,4-бутандиола, диэтиленгликоля, 1,6-гексиленгликоля, циклогександиметанола, этиленокисдного аддукта бисфенола А и т.п.
Чтобы получить температуру плавления, которая находится в указанном выше интервале, в сочетании этих сополимеров требуется сополимерный полиэстер. Кроме того, можно также использовать сочетание полифункциональных мономеров, таких как, например, тримеллитовая кислота, пиромеллитовая кислота или пентаэритритол.
Для того, чтобы иметь молекулярный вес, достаточный для образования пленки, требуется полиэстер, используемый в настоящем изобретении. С этой целью желательно, чтобы полиэстер имел характеристическую вязкость (IV), которая находится в интервале от 0,55 до 1,9 дл/г и, конкретнее, которая находится в пределах от 0,65 до 1,4 дл/г.
Указанный выше слой покрытия, изготовленный из термопластичной смолы, может содержать неорганический наполнитель (пигмент) с целью маскирования металлического листа и облегчения передачи на металлический лист усилий, уменьшающих образование складок в процессе изготовления металлического листа с покрытием из смолы. Кроме того, к пленке с помощью известных способов можно примешивать известные добавки для смешивания пленки, такие как, например, антиадгезив, изготовленный из аморфной двуокиси кремния, разные добавки для предотвращения электростатического разряда, смазка, антиокислительная присадка.
В качестве неорганического наполнителя можно использовать неорганический белый пигмент, например диоксид титана рутильной или анатазной формы, окись цинка или «gross white»; пигмент класса лейкопластов, например барит, получаемый осаждением серной кислотой, карбонат кальция, гипс, получаемый осаждением диоксид кремния, аэросил, тальк, обожженная глина, необожженная глина, синтетический силикат кальция или карбонат магния; черный пигмент, например технический углерод или магнетит; красный пигмент, например красная окись железа, и желтый пигмент, например сиена, или синий пигмент, например ультрамарин или тенарова синь. Неорганический наполнитель можно примешивать в смолу при расходе от 10 до 500 мас.% относительно 100 мас.% смолы и, конкретнее, от 10 до 300 мас.% неорганических наполнителей относительно 100 мас.% смолы.
Кроме того, чтобы повысить адгезионную способность пленки из смолы к металлическому листу, пленку из смолы можно образовывать из множества слоев, причем слой смолы, который находится в контакте с металлическим листом, можно образовывать из смолы, имеющей низкую температуру плавления.
[Варианты выполнения]
Ниже настоящее изобретение объясняется более подробно в соответствии с вариантами выполнения.
(Вариант выполнения 1, сравнительные Примеры 1 и 2)
[Металлический лист]
В качестве металлического листа, на который наносится органическая смола, используют лист из алюминиевого сплава (JIS 5052 H19, толщина: 0,3 мм).
[Органическая смола]
В качестве органической смолы, которая должна быть нанесена на металлический лист, можно использовать следующую смолу, нанесенную в два слоя.
Верхний слой: (95 молекулярных процентов этилентерефталата и 5 молекулярных процентов этиленизофталата, температура плавления: 230°C, значение IV: 0,9), толщина слоя после покрытия: 5 мкм.
Нижний слой (слой в контакте с металлическим листом): (85 молекулярных процентов этилентерефталата и 15 молекулярных процентов этиленизофталата), температура плавления: 230°C, значение IV: 0,7, толщина слоя после покрытия: 15 мкм.
Указанные выше смолу верхнего слоя и смолу нижнего слоя расплавляют нагревом и соэкструдируют из Т-образной экструзионной головки так, чтобы смола верхнего слоя экструдировалась при температуре 270°C, а смола нижнего слоя экструдировалась при температуре 250°C. Затем центральный участок и оба краевых участка листа из алюминиевого сплава подвергают регулируемому нагреву, при котором эти участки достигают последующих температур, и лист из алюминиевого сплава и верхняя и нижняя органические смолы образуют многослойный материал между валками для ламинирования для нанесения на металлический лист под давлением смол верхнего и нижнего слоя.
В варианте выполнения 1 температура нагрева листа из алюминиевого сплава установлена равной 240°C на центральном участке и 260°C на обоих краевых участках.
В сравнительном примере 1 температура нагрева листа из алюминиевого сплава установлена равной 220°C на центральном участке и 220°C на обоих краевых участках (краевой участок не нагревают).
В сравнительном примере 2 температура нагрева листа из алюминиевого сплава установлена равной 230°C на центральном участке и 230°C на обоих краевых участках (краевой участок не нагревают).
В варианте выполнения 1 температура краевого участка листа из алюминиевого сплава установлена равной 260°C, и эта температура на 30°C выше, чем температура 230°C, которая является более высокой температурой плавления органической смолы (температура плавления смолы верхнего слоя) из температур плавления органической смолы, которая должна быть нанесена в два слоя. Соответственно участок смолы можно отрезать надавливанием.
Далее температура центрального участка листа из алюминиевого сплава устанавливается равной 240°C и, таким образом, лист из алюминиевого сплава не размягчается, в результате чего лист из алюминиевого сплава имеет подходящую пластичность в качестве металлического листа с покрытием из органической смолы.
Что касается сравнительных Примеров 1 и 2, температура краевого участка листа из алюминиевого сплава установлена равной 220°C, и эта температура ниже, чем 230°C, которая является более высокой температурой плавления органической смолы (температура плавления смолы верхнего слоя) из температур плавления органической смолы, которая должна быть нанесена в два слоя. Соответственно пленка из смолы затвердевает, и, таким образом, даже в том случае, когда лист из алюминиевого сплава и верхняя и нижняя органические смолы образуют многослойный материал между валками для ламинирования, участки смолы, которые выступают за оба края листа из алюминиевого сплава, нельзя отрезать надавливанием.
Здесь определяют температуру плавления смолы, которая должна быть температурой нагрева металлического листа, и температуру плавления органической смолы устанавливают равной температуре плавления, измеренной дифференциальным сканирующим калориметром (DSC). Температуру плавления измеряют дифференциальным сканирующим калориметром DSC-7, изготовленным компанией Perkin Elmer Inc. и используемым в качестве измерительного устройства. Точно отмеряют 5 мг образца органической смолы на полумикронных весах, температуру образца повышают со скоростью повышения температуры 20°C/мин в потоке азота, и температуру плавления получают из эндотермического пика кривой повышения температуры
[Вариант выполнения 2, сравнительные Примеры с 3 по 4]
[Металлический лист]
Здесь в качестве металлического листа, на который наносят органическую смолу, используют луженую жесть, которую получают электроосаждением слоя олова толщиной 0,3 мм на стальной лист с расходом 3,0 г/м2 и последующим оплавлением луженой жести.
[Органическая смола]
В качестве органической смолы, которая должна быть нанесена на металлический лист, используют следующие смолы, которые наносят в два слоя.
Верхний слой: (95 молекулярных процентов этилентерефталата и 5 молекулярных процентов этиленизофталата, температура плавления: 230°C, значение IV: 0,9), толщина слоя после покрытия: 5 мкм.
Нижний слой: (85 молекулярных процентов этилентерефталата и 15 молекулярных процентов этиленизофталата, температура плавления: 215°C, значение IV: 0,7), толщина слоя после покрытия: 15 мкм.
Указанные выше смолу верхнего слоя и смолу нижнего слоя расплавляют нагревом и соэкструдируют из Т-образной экструзионной головки так, чтобы смола верхнего слоя экструдировалась при температуре 270°C, а смола нижнего слоя экструдировалась при температуре 250°C. Затем центральный участок и оба краевых участка луженой жести подвергают регулируемому нагреву, при котором эти участки достигают нижеследующих температур, а луженая жесть и верхняя и нижняя органические смолы образуют многослойный материал между валками для ламинирования для нанесения под давлением смол верхнего и нижнего слоя на металлический лист.
В варианте выполнения 2 температура нагрева луженой жести установлена равной 230°C на центральном участке и 260°C на обоих краевых участках.
В сравнительном примере 3 температура нагрева луженой жести установлена равной 230°C на центральном участке и 230°C на обоих краевых участках (краевой участок не нагревают).
В сравнительном примере 4 температура нагрева луженой жести установлена равной 250°C на центральном участке и 250°C на обоих краевых участках (краевой участок не нагревают).
В варианте выполнения 2 температура краевого участка луженой жести установлена равной 260°C, и эта температура на 30°C выше, чем температура 230°C, которая является более высокой температурой плавления органической смолы (температура плавления смолы верхнего слоя) из температур плавления органической смолы, которая должна быть нанесена в два слоя. Соответственно участок смолы можно отрезать надавливанием.
Далее температура центрального участка луженой жести устанавливается равной 230°C и, таким образом, луженая жесть не расплавляется, в результате чего луженая жесть имеет подходящую пластичность в качестве металлического листа с покрытием из органической смолы.
Что касается сравнительного примера 3, температура краевого участка луженой жести установлена равной 230°C, и эта температура равна температуре 230°C, которая является более высокой температурой плавления органической смолы (температура плавления смолы верхнего слоя) из температур плавления органической смолы, которая должна быть нанесена в два слоя. Соответственно пленка из смолы затвердевает и, таким образом, даже в том случае, если луженая жесть и верхняя и нижняя органические смолы образуют между валками для ламинирования многослойный материал, участок смолы, который выступает за оба края листа из алюминиевого сплава, нельзя достаточно отрезать надавливанием, поэтому нет возможности выполнить непрерывную обработку.
Что касается сравнительного Примера 4, температура краевого участка луженой жести установлена равной 250°C, и эта температура на 20°C выше, чем температура 230°C, которая является более высокой температурой плавления органической смолы (температура плавления смолы верхнего слоя) из температур плавления органической смолы, которая должна быть нанесена в два слоя. Соответственно луженая жесть и верхняя и нижняя органические смолы образуют многослойный материал между валками для ламинирования, и участок смолы, который выступает за оба края луженой жести, можно отрезать надавливанием. Однако, поскольку температура центрального участка луженой жести установлена равной 250°C, что является температурой олова, которое должно быть расплавлено, свойство луженой жести как металлического листа с покрытием из смолы значительно снижается.
(Вариант выполнения 3, сравнительные Примеры с 5 по 6)
[Металлический лист]
В качестве металлического листа, на который наносится органическая смола, используется лист из алюминиевого сплава (JIS 5052 H19, толщина: 0,3 мм).
[Органическая смола]
В качестве органической смолы, которая должна быть нанесена на металлический лист, можно использовать следующую смолу, нанесенную в два слоя. Верхний слой: гомогенизированный ПЭТФ (температура плавления: 250°C, значение IV: 0,8), толщина слоя после покрытия: 5 мкм.
Нижний слой: (85 молекулярных процентов этилентерефталата и 15 молекулярных процентов этиленизофталата), температура плавления: 215°C, значение IV: 0,7, толщина слоя после покрытия: 15 мкм.
Указанные выше смолу верхнего слоя и смолу нижнего слоя расплавляют нагревом и соэкструдируют из Т-образной экструзионной головки так, чтобы смола верхнего слоя экструдировалась при температуре 280°C и смола нижнего слоя экструдировалась при температуре 250°C. Затем центральный участок и оба краевых участка листа из алюминиевого сплава подвергают регулируемому нагреву, при котором эти участки достигают последующих температур, и лист из алюминиевого сплава и верхняя и нижняя органические смолы образуют многослойный материал между валками для ламинирования для нанесения на металлический лист под давлением смол верхнего и нижнего слоя.
В варианте выполнения 3 температура нагрева листа из алюминиевого сплава установлена равной 240°C на центральном участке и 270°C на обоих краевых участках.
В сравнительном Примере 5 температура нагрева листа из алюминиевого сплава установлена равной 240°C на центральном участке и 240°C на обоих краевых участках (краевой участок не нагревают).
В сравнительном Примере 6 температура нагрева листа из алюминиевого сплава установлена равной 260°C на центральном участке и 260°C на обоих краевых участках (краевой участок не нагревают).
В варианте выполнения 3 температура краевого участка листа из алюминиевого сплава установлена равной 270°C, и эта температура на 20°C выше, чем температура 250°C, которая является более высокой температурой плавления органической смолы (температура плавления смолы верхнего слоя) из температур плавления органической смолы, которая должна быть нанесена в два слоя. Соответственно участок смолы можно отрезать надавливанием.
Далее температура центрального участка листа из алюминиевого сплава устанавливается равной 240°C и, таким образом, лист из алюминиевого сплава не размягчается, в результате чего лист из алюминиевого сплава имеет подходящую пластичность в качестве металлического листа с покрытием из органической смолы.
Что касается сравнительного Примера 5, температура краевого участка листа из алюминиевого сплава установлена равной 240°C, и эта температура ниже, чем температура 250°C, которая является более высокой температурой плавления органической смолы (температура плавления смолы верхнего слоя) из температур плавления органической смолы, которая должна быть нанесена в два слоя. Соответственно пленка из смолы затвердевает и, таким образом, даже когда лист из алюминиевого сплава и верхняя и нижняя органические смолы образуют между валками для ламинирования многослойный материал, участок смолы, который выступает за оба края листа из алюминиевого сплава, нельзя отрезать надавливанием.
Что касается сравнительного Примера 6, температура краевого участка листа из алюминиевого сплава установлена равной 260°C, и эта температура на 10°C выше, чем температура 250°C, которая является более высокой температурой плавления органической смолы (температура плавления смолы верхнего слоя) из температур плавления органической смолы, которая должна быть нанесена в два слоя. Соответственно лист из алюминиевого сплава и верхняя и нижняя органические смолы образуют между валками для ламинирования многослойный материал, и участок смолы, который выступает за оба края листа из алюминиевого сплава, можно отрезать надавливанием. Однако, поскольку температура центрального участка листа из алюминиевого сплава установлена равной 260°C, что является температурой листа из алюминиевого сплава, который должен быть размягчен, свойство листа из алюминиевого сплава как металлического листа с покрытием из смолы значительно снижается.
(Вариант выполнения 4, сравнительные Примеры с 7 по 8)
[Металлический лист]
[Вариант выполнения 4, сравнительные примеры с 7 по 8]
[Металлический лист]
Здесь в качестве металлического листа, на который наносят органическую смолу, используют луженую жесть, которую получают электроосаждением слоя олова толщиной 0,3 мм на стальной лист с расходом 3,0 г/м2 и последующим оплавлением луженой жести.
[Органическая смола]
В качестве органической смолы, которая должна быть нанесена на металлический лист, используют следующие смолы, которые наносят в один слой:
95 молекулярных процентов этилентерефталата и 5 молекулярных процентов этиленизофталата, температура плавления: 230°C, значение IV: 0,9, толщина слоя после покрытия: 20 мкм.
Указанные выше смолы, которые наносят в один слой, расплавляют нагревом и экструдируют из Т-образной экструзионной головки при температуре 270°C, и затем центральный участок и оба краевых участка луженой жести подвергают регулируемому нагреву, при котором эти участки достигают последующих температур, и луженая жесть и смолы, которые наносят в один слой, образуют многослойный материал между валками для ламинирования для нанесения под давлением смол, которые наносятся в один слой, на луженую жесть.
В варианте выполнения 4 температура нагрева луженой жести установлена равной 230°C на центральном участке и 260°C на обоих краевых участках.
В сравнительном примере 7 температура нагрева луженой жести установлена равной 230°C на центральном участке и 230°C на обоих краевых участках (краевой участок не нагревают).
В сравнительном примере 8 температура нагрева луженой жести установлена равной 250°C на центральном участке и 250°C на обоих краевых участках (краевой участок не нагревают).
В варианте выполнения 4 температура краевого участка луженой жести установлена равной 260°C, и эта температура на 30°C выше, чем температура 230°C, которая является температурой плавления органической смолы, которая должна быть нанесена. Соответственно участок смолы можно отрезать надавливанием. Кроме того, температура центрального участка луженой жести устанавливается равной 230°C и, таким образом, луженая жесть не расплавляется, в результате чего луженая жесть имеет подходящую пластичность для использования в качестве металлического листа с покрытием из органической смолы.
Что касается сравнительного примера 7, температура краевого участка луженой жести установлена равной 230°C, и эта температура равна температуре 230°C, которая является температурой плавления органической смолы, которая должна быть нанесена. Соответственно пленка из смолы затвердевает и, таким образом, даже когда луженая жесть и смолы, которые наносятся в один слой, образуют между валками для ламинирования многослойный материал, участок смолы, который выступает за оба края луженой жести, нельзя надлежащим образом отрезать надавливанием, поэтому нет возможности выполнить непрерывную обработку.
Что касается сравнительного примера 8, температура краевого участка луженой жести установлена равной 250°C, и эта температура на 20°C выше, чем температура 230°C, которая является температурой плавления органической смолы, которая должна быть нанесена послойно. Соответственно участок смолы, который выступает за оба края луженой жести, можно отрезать надавливанием. Однако, поскольку температура центрального участка луженой жести установлена равной 250°C, что является температурой олова, которое должно быть расплавлено, свойство луженой жести как металлического листа с покрытием из смолы значительно снижается.
Здесь принятие или непринятие свойства металлического листа с покрытием из смолы, исходя из наличия или отсутствия отклонения температуры центрального участка металлического листа, такого как, например, лист из алюминиевого сплава или луженая жесть, устанавливают путем выявления состояния поверхности (цвет, неровность или нечто подобное) металлического листа с покрытием из смолы с помощью ПЗС-камеры, устройства контроля формы, в котором используют лазерные лучи, или ультразвуковые волны, или нечто подобное.
Промышленная применимость
Согласно настоящему изобретению только оба краевых участка металлического листа нагревают до высокой температуры, равной или превышающей температуру плавления смолы и, таким образом, можно стабильно и легко удалять участки смолы, выступающие за оба краевых участка металлического листа, не допуская разрушения смолы, которую не наносят на оба краевых участка металлического листа. Кроме того, краевые участки металлического листа, которые нагревают при высокой температуре, нагреваются локально, и тем самым только такие нагретые участки затем можно удалить обрезкой, в результате чего можно изготовить металлический лист с покрытием из органической смолы, имеющий стабильные характеристики в направлении ширины, повышая, таким образом, промышленную применимость.
Краткое описание чертежей
На Фиг.1 показан схематичный вид сбоку для объяснения способа изготовления металлического листа с покрытием из органической смолы согласно варианту выполнения настоящего изобретения.
На Фиг.2 показан схематичный вид спереди для объяснения способа изготовления металлического листа с покрытием из органической смолы согласно варианту выполнения настоящего изобретения.
Пояснение обозначений
1: металлический лист
1a, 1b: оба краевых участка
1с: центральный участок
2: пленка из смолы
2а: участок смолы
3: средство нагрева центрального участка металлического листа
4: валок «jacket roll»
5 (5а, 5b): средство нагрева краевого участка металлического листа
6: область нагрева
7 (7a, 7b, 7c): средство измерения температуры металлического листа
8: щель
9: переходной валок
10: валок для ламинирования
11: металлический лист с покрытием из смолы
12: удаляемый участок смолы
13: средство подачи металлического листа
14: средство регулирования температуры нагрева
15: средство удаления
16: контрольный датчик
17: устройство регулирования усилия надавливания валка для ламинирования
18: устройство надавливания валка для ламинирования
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ СЛОИСТОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU2069154C1 |
| ЛАМИНИРОВАННЫЙ МЕТАЛЛИЧЕСКИЙ ЛИСТ С ПОКРЫТИЕМ ИЗ ПОЛИЭФИРНОЙ ПЛЕНКИ НЕКРИСТАЛЛИЧЕСКОЙ СТРУКТУРЫ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, БАНКА ИЗ ЛАМИНИРОВАННОГО МЕТАЛЛИЧЕСКОГО ЛИСТА С ПОКРЫТИЕМ ИЗ ПОЛИЭФИРНОЙ ПЛЕНКИ НЕКРИСТАЛЛИЧЕСКОЙ СТРУКТУРЫ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2080265C1 |
| ПОДЛОЖКА С ПОКРЫТИЕМ ДЛЯ УПАКОВОЧНЫХ ПРИМЕНЕНИЙ И СПОСОБ ПОЛУЧЕНИЯ УПОМЯНУТОЙ ПОДЛОЖКИ | 2013 |
|
RU2627076C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЛАМИНИРОВАННОГО УПАКОВОЧНОГО МАТЕРИАЛА | 2015 |
|
RU2715661C2 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО МАТЕРИАЛА | 1989 |
|
RU2037426C1 |
| Придание шероховатости поверхности полимерных пленок | 2018 |
|
RU2715654C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛОЯ СПЛАВА ЖЕЛЕЗО-ОЛОВО НА ТАРОУПАКОВОЧНОЙ СТАЛЬНОЙ ПОДЛОЖКЕ | 2011 |
|
RU2586377C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОКРЫТИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ И ИЗДЕЛИЯ ИЗ ПОЛОСЫ | 1995 |
|
RU2149102C1 |
| СПОСОБ ПАЙКИ И ПАЯЛЬНЫЕ СОСТАВЫ | 2004 |
|
RU2351477C2 |
| БЕЛАЯ ЖЕСТЬ, ПОКРЫТАЯ ПОЛИМЕРНЫМ ПОКРЫТИЕМ, И СПОСОБЫ ЕЕ ПОЛУЧЕНИЯ | 2014 |
|
RU2590546C2 |

Настоящее изобретение относится к способу и установке для изготовления металлического листа с покрытием из органической смолы, с помощью которых можно удалять участки, образующиеся при нанесении покрытия в виде органической смолы на поверхность металла Т-образной экструзионной головкой. Техническим результатом заявленного изобретения является создание способа и установки, с помощью которых можно изготавливать металлический лист с покрытием из органической смолы, позволяющий надежно удалять выступающие по краям участки без использования дополнительных устройств для резки и удаления и без повреждения смолы или металлического листа. Технический результат достигается способом изготовления металлического листа с покрытием из органической смолы прямой экструзией на металлический лист органической смолы, из выходной щели Т-образной экструзионной головки. При этом способ изготовления содержит стадию непрерывной подачи металлического листа в виде полосы средством подачи металлического листа. Затем измеряют температуры краевых участков металлического листа и температуры участка в центре металлического листа средством измерения температуры, установленным непосредственно перед валками для ламинирования. Потом вводят соответствующие значения температур в средство регулирования температуры нагрева. Затем вводят выходную величину, рассчитанную средством регулирования температуры нагрева, в средство нагрева центрального участка металлического листа, установленное непосредственно перед экструзионной головкой. Далее нагревают участок в центре металлического листа до первой температуры средством нагрева центрального участка металлического листа на основании указанной выходной величины. Вводят выходную величину, рассчитанную средством регулирования температуры нагрева, в средство нагрева краевого участка металлического листа, установленное непосредственно перед экструзионной головкой. И нагревают краевые участки металлического листа до второй температуры, превышающей первую температуру, средством нагрева краевого участка на основании выходной величины. Затем наносят пленку из экструдированной смолы так, что пленка из смолы выступает за оба краевых участка металлического листа, с образованием многослойного материала и соединения сжатием металлического листа и пленки из смолы между парой валков для ламинирования. И удаляют участки смолы, находящиеся в полурасплавленном состоянии и выступающие за оба краевых участка металлического листа, резкой надавливанием. 2 н. и 5 з.п. ф-лы, 2 ил.
1. Способ изготовления металлического листа с покрытием из органической смолы прямой экструзией на металлический лист органической смолы, расплавленной нагревом, в виде пленки из выходной щели Т-образной экструзионной головки, тем самым обеспечивающий нанесение покрытия в виде пленки из органической смолы на металлический лист, при этом способ изготовления содержит следующие стадии:
непрерывная подача металлического листа в виде длинной узкой полосы средством подачи металлического листа;
измерение температур краевых участков металлического листа и температуры участка приблизительно в центре металлического листа средством измерения температуры металлического листа, установленным непосредственно перед валками для ламинирования;
ввод значений температур, соответственно измеренных средством измерения температуры металлического листа, в средство регулирования температуры нагрева;
ввод выходной величины, рассчитанной средством регулирования температуры нагрева, в средство нагрева центрального участка металлического листа, установленное непосредственно перед Т-образной экструзионной головкой;
нагрев участка приблизительно в центре металлического листа относительно его ширины до первой температуры средством нагрева центрального участка металлического листа на основании указанной выходной величины;
ввод выходной величины, рассчитанной средством регулирования температуры нагрева, в средство нагрева краевого участка металлического листа, установленное непосредственно перед Т-образной экструзионной головкой;
нагрев краевых участков металлического листа по его ширине до второй температуры, превышающей первую температуру, средством нагрева краевого участка на основании выходной величины;
нанесение пленки из смолы, экструдированной из Т-образной экструзионной головки так, что пленка из смолы выступает за оба краевых участка металлического листа по его ширине, с образованием многослойного материала и соединения сжатием металлического листа и пленки из смолы между парой валков для ламинирования;
и
удаление участков смолы, находящихся в полурасплавленном состоянии и выступающих за оба краевых участка металлического листа, резкой надавливанием.
2. Способ изготовления металлического листа с покрытием из органической смолы по п.1, в котором вторая температура нагрева обоих краевых участков металлического листа по его ширине находится в температурном интервале наибольшей температуры плавления органической смолы, которая должна быть нанесена, от 10 до 50°С.
3. Способ изготовления металлического листа с покрытием из органической смолы по п.1, в котором средство регулирования температуры нагрева сравнивает первую температуру и вторую температуру, введенные в средство регулирования температуры нагрева,
определяет, равна ли вторая температура первой температуре или превышает ее, и
определяет, находится ли вторая введенная температура в температурном интервале температуры плавления смолы, введенной в средство регулирования температуры нагрева, от 10 до 50°С.
4. Способ изготовления металлического листа с покрытием из органической смолы по п.2, в котором средство регулирования температуры нагрева
сравнивает первую температуру и вторую температуру, введенные в средство регулирования температуры нагрева,
определяет, равна ли вторая температура первой температуре или превышает ее, и определяет, находится ли вторая введенная температура в температурном интервале температуры плавления смолы, введенной в средство регулирования температуры нагрева, от 10 до 50°С.
5. Способ изготовления металлического листа с покрытием из органической смолы согласно любому из пп.1-4, в котором непосредственно после валков для ламинирования установлен контрольный датчик с целью наблюдения за тем, удаляются ли резкой надавливанием участки смолы, которые должны быть удалены, контрольный датчик посылает сигнал на устройство регулирования усилия надавливания валка для ламинирования в тех случаях, когда контрольный датчик не может обнаружить удаленный участок смолы, и позволяет устройству регулирования усилия надавливания валка для ламинирования установить, что участок смолы не отрезан надавливанием,
устройство регулирования усилия надавливания валка для ламинирования посылает сигнал на устройство надавливания валка для ламинирования с целью увеличения усилия надавливания валка для ламинирования и
устройство надавливания валка для ламинирования прижимает один или оба концевых участка, правый и левый, одного из валков для ламинирования в направлении ламинирования.
6. Установка для изготовления металлического листа с покрытием из органической смолы прямой экструзией на металлический лист органической смолы, расплавленной нагревом, в виде пленки из выходной щели Т-образной экструзионной головки, тем самым обеспечивающая нанесение покрытия в виде пленки из органической смолы на металлический лист, при этом установка для изготовления содержит:
средство подачи металлического листа, которое непрерывно подает металлический лист в виде длинной узкой полосы;
средство измерения температуры металлического листа, которое установлено непосредственно перед валками для ламинирования и измеряет температуры краевых участков металлического листа и температуру участка приблизительно в центре металлического листа;
средство регулирования температуры нагрева, которое получает вводимые значения температур, измеренные средством измерения температуры металлического листа, рассчитывает температуры нагрева для нагрева концевых участков металлического листа и участка приблизительно в центре металлического листа и выдает полученную величину температур нагрева;
средство нагрева центральной части металлического листа, которое установлено непосредственно перед Т-образной экструзионной головкой и нагревает участок приблизительно в центре металлического листа относительно его ширины до первой температуры на основании выходного значения, полученного от средства регулирования температуры нагрева;
средство нагрева краевого участка металлического листа, которое установлено непосредственно перед Т-образной экструзионной головкой и нагревает оба краевых участка металлического листа по его ширине до второй температуры, превышающей первую температуру, на основании выходной величины, полученной от средства регулирования температуры нагрева;
пару валков для ламинирования, которые наносят пленку из смолы, полученную экструзией из Т-образной экструзионной головки, с образованием многослойного материала и соединения между собой металлического листа и пленки из смолы за счет сжатия и отрезает надавливанием участки смолы, находящиеся в полурасплавленном состоянии и выступающие за оба краевых участка металлического листа; и средство удаления, которое удаляет отрезанные надавливанием участки смолы.
7. Установка изготовления металлического листа с покрытием из органической смолы по п.6, в которой
контрольный датчик установлен непосредственно после валков для ламинирования с целью наблюдения за тем, удаляются ли резкой надавливанием участки смолы, которые должны быть удалены,
контрольный датчик посылает сигнал на устройство регулирования усилия надавливания валка для ламинирования в тех случаях, когда контрольный датчик не может обнаружить удаленный участок смолы,
устройство регулирования усилия надавливания валка для ламинирования посылает сигнал на устройство надавливания валка для ламинирования с целью увеличения усилия надавливания валка для ламинирования и
устройство надавливания валка для ламинирования прижимает один или оба концевых участка, правый и левый, одного из валков для ламинирования в направлении ламинирования.
| WO 2004041517 A1, 21.05.2004 | |||
| СПОСОБ НАНЕСЕНИЯ НА МЕТАЛЛИЧЕСКУЮ ОСНОВУ ПОКРЫТИЯ ИЗ ТЕРМОПЛАСТИЧЕСКОГО МАТЕРИАЛА | 1998 |
|
RU2203349C2 |
| JP 7080936 A, 28.03.1995 | |||
| JP 61127331 A, 14.06.1986 | |||
| JP 2002127099 A, 08.05.2002 | |||
| JP 10303085 A, 13.11.1998 | |||
| Плоскощелевая экструзионная головка | 1988 |
|
SU1650458A1 |

