Изобретение относится к полимерному машиностроению, к формующему оборудованию по производству длинномерных армированных транспортерных лент и может быть использовано в составе комплектных технологических линий по изготовлению многослойных комбинированных листов, пленок и профильных погонажных изделий.
иель изобретения - повышение качества изготавливаемых многослойных изделий за счет нанесения слоев заданной толщины.
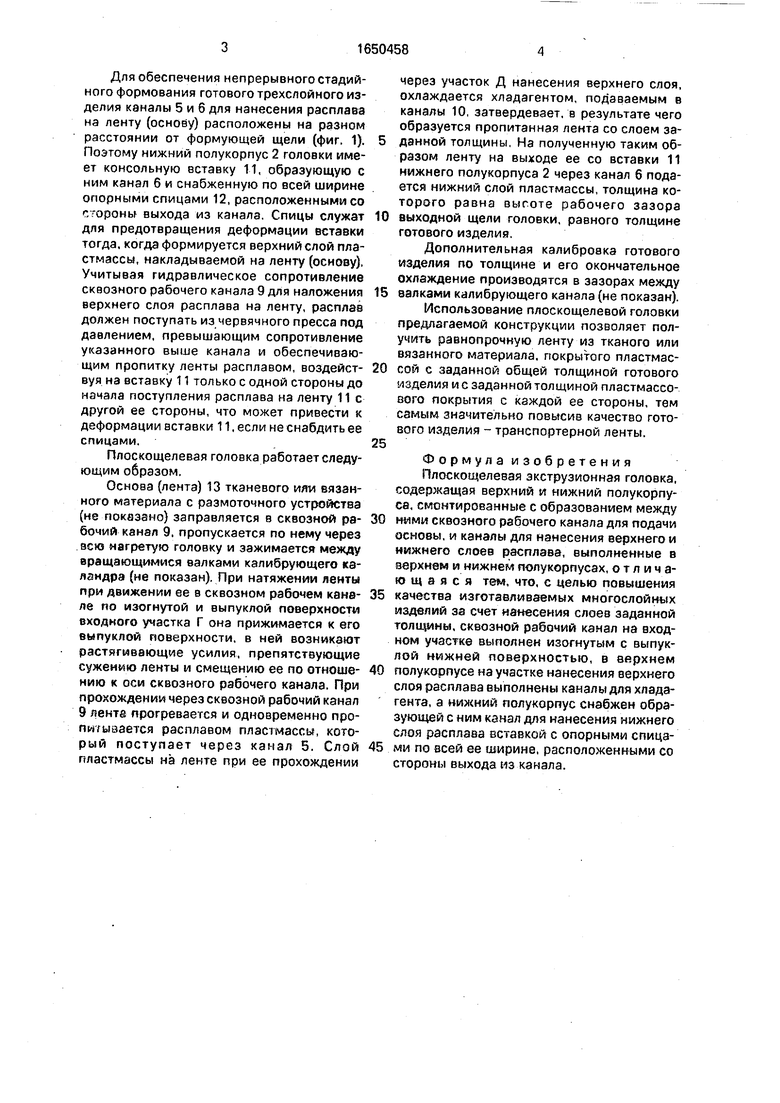
На фиг. 1 изображена головка, разрез; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение на фиг. 1; на фиг. 4 - сечение В-В на фиг, 1,
Плоскощелевая экструзионная головка состоит из верхнего 1 и нижнего 2 полукорпусов с губками 3 и 4. В полукорпусах 1 и 2 выполнены каналы 5 и 6 для нанесения верхнего и нижнего слоев расплава, подаваемого от червячного пресса (не показан) посредством соединительных каналов 7 и 8.
Полукорпуса образуют между собой сквозной рабочий канал 9 для подачи основы, который на входном участке Г выполнен изогнутым, а его нижняя поверхность - выпуклой. В верхнем полукорпусе 1 на участке Д нанесения верхнего слоя расплава выполнены каналы 10 для подачи хладагента.
ON О1
2
on
00
Для обеспечения непрерывного стадийного формования готового трехслойного изделия каналы 5 и б для нанесения расплава на ленту (основу) расположены на разном расстоянии от формующей щели (фиг. 1). Поэтому нижний полукорпус 2 головки имеет консольную вставку 11, образующую с ним канал б и снабженную по всей ширине опорными спицами 12, расположенными со о-ороны выхода из канала. Спицы служат для предотвращения деформации вставки тогда, когда формируется верхний слой пластмассы, накладываемой на ленту (основу). Учитывая гидравлическое сопротивление сквозного рабочего канала 9 для наложения верхнего слоя расплава на ленту, расплав должен поступать из червячного пресса под давлением, превышающим сопротивление указанного выше канала и обеспечивающим пропитку ленты расплавом, воздействуя на вставку 11 только с одной стороны до начала поступления расплава на ленту 11с другой ее стороны, что может привести к деформации вставки 11, если не снабдить ее спицами.
Плоскощелевая головка работает следующим образом.
Основа (лента) 13 тканевого иям вязанного материала с размоточного устройства (не показано) заправляется в сквозной рабочий канал 9. пропускается по нему через всю нагретую головку и зажимается между вращающимися валками калибрующего каландра (не показан). При натяжении ленты при движении ее в сквозном рабочем канале по изогнутой и выпуклой поверхности входного участка Г она прижимается к его выпуклой поверхности, в ней возникают растягивающие усилия, препятствующие сужению ленты и смещению ее по отношению к оси сквозного рабочего канала. При прохождении через сквозной рабочий канал 9 лента прогревается и одновременно пропитывается расплавом пластмассы, который поступает через канал 5. Слой пластмассы на ленте при ее прохождении
через участок Д нанесения верхнего слоя, охлаждается хладагентом, подаваемым в каналы 10, затвердевает, в результате чего образуется пропитанная лента со слоем заданной толщины, На полученную таким образом ленту на выходе ее со вставки 11 нижнего полукорпуса 2 через канал б подается нижний слой пластмассы, толщина которого равна высоте рабочего зазора
выходной щели головки, равного толщине готового изделия.
Дополнительная калибровка готового изделия по толщине и его окончательное охлаждение производятся в зазорах между
валками калибрующего канала (не показан). Использование плоскощелевой головки предлагаемой конструкции позволяет получить равнопрочную ленту из тканого или вязанного материала, покрытого пластмассой с заданной общей толщиной готового изделия и с заданной толщиной пластмассового покрытия с каждой ее стороны, тем самым значительно повысив качество готового изделия - транспортерной ленты.
Формула изобретения Плоскощелевая экструзионная головка, содержащая верхний и нижний полукорпу- са, смонтированные с образованием между
ними сквозного рабочего канала для подачи основы, и каналы для нанесения верхнего и нижнего слоев расплава, выполненные в верхнем и нижнем полукорпусах, отличающаяся тем, что, с целью повышения
качества изготавливаемых многослойных изделий за счет нанесения слоев заданной толщины, сквозной рабочий канал на входном участке выполнен изогнутым с выпуклой нижней поверхностью, в верхнем
полукорпусе на участке нанесения верхнего слоя расплава выполнены каналы для хладагента, а нижний полукорпус снабжен образующей с ним канал для нанесения нижнего слоя расплава вставкой с опорными спицами по всей ее ширине, расположенными со стороны выхода из канала.
Ю в
:Н л/ -rt
5 tfT1 7 -fn
ADO
ФигЛ
А-А
Фиг. 2

Изобретение относится к оборудованию для переработки полимерных материалов экструзией, в частности к конструкциям плоскощелевых экструзионных головок для изготовления многослойных изделий. Целью изобретения является повышение качества изготавливаемых многослойных изделий за счет нанесения слоев заданной толщины. Головка содержит два полукорпуса ( верхний и нижний) с каналами для нанесения верхнего и нижнего слоев расплава. Полукорпуса смонтированы с образованием между ними сквозного канала для подачи основы. Входной участок сквозного канала выполнен изогнутым с выпуклой нижней поверхностью. В верхнем полукорпусе на участке нанесения верхнего слоя расплава выполнены каналы для хладагента. Нижний полукорпус снабжен вставкой с опорными спицами по всей ширине. Вставка образует с нижним полукорпусом канал для нанесения нижнего слоя расплава. Благодаря наличию изогнутого выпуклого участка сквозного канала - участка охлаждения верхнего слоя расплян м вставки в нижнем полукорпусе осуществляется нанесение на основу слоев расплава заданной толщины. 4 ил. с/ С
Б-Б
фиг. 3
Л/л 4
| УСТРОЙСТВО для НАНЕСЕНИЯ ПОЛИМЕРНЫХ ПОКРЫТИЙ НА АРМИРУЮЩУЮ ЛЕНТУ | 0 |
|
SU187287A1 |
| Солесос | 1922 |
|
SU29A1 |
| Патент США № 4053269, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
