ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Изобретение относится к производственному процессу для получения слоя сплава железо-олово на тароупаковочной стальной подложке и к подложке, снабженной вышеупомянутым слоем.
УРОВЕНЬ ТЕХНИКИ
Продукты жестепрокатного стана включают в себя белую жесть, электролитически покрытую хромом сталь (ECCS- electrolytic chromium coated steel, на которую также ссылаются как на сталь свободную от олова (безоловянную) или TFS - tin free steel), а также черную жесть, сталь без покрытия. Тароупаковочные стали обычно обеспечиваются в виде белой жести или как TFS, на которые может наноситься органическое покрытие. В области тароупаковочных сталей существует тенденция для уменьшения количества олова, используемого для белой жести из-за повышения стоимости сырьевых материалов и истощения ресурсов и уменьшения "углеродного следа". В настоящее время производство TFS включает в себя применение шестивалентного хрома, который является опасным для здоровья веществом, которое потенциально вредно для окружающей среды и представляет риск, исходя из безопасности работающего на производстве. Поэтому существует необходимость в совершенствовании металлических покрытий, которые способны заменить обычную белую жесть и TFS, без необходимости прибегать к применению шестивалентного хрома, сводя к минимуму или даже исключая применение олова.
Тароупаковочная сталь обычно предлагается в виде однократно и двукратно обжатых продуктов жестепрокатного стана. Однократно обжатый - SR (Single Reduced) продукт подвергнут холодной прокатке до конечного размера и затем рекристаллизационному отжигу. Рекристаллизацию вызывают непрерывным отжигом или периодическим отжигом холоднокатаного материала. После отжига материал обычно дрессируют, как правило, используя обжатие по толщине в 1-2% для улучшения свойств материала. Двукратно обжатый DR (Double Reduced) продукт подвергается обжатию в холодном состоянии для достижения промежуточного размера, отжигается для рекристаллизации и затем подвергается другому обжатию в холодном состоянии до конечного размера. Получающийся DR продукт является более жестким, твердым и прочным, чем SR, и позволяет заказчику использовать более тонкую сталь в их применении. Эти без покрытия, холоднокатаные, отожженные с рекристаллизацией SR и DR тароупаковочные стали называют черной жестью.
Белая жесть отличается своей превосходной коррозионной стойкостью и свариваемостью. TFS, как правило, отличается по адгезии к органическим покрытиям и сохранению целостности покрытия при температурах, превышающих температуру плавления олова. Белая жесть снабжается покрытиями весом обычно в интервале между 1,0 и 11,2 г/м2, которые обычно наносят путем электролитического осаждения. Электролитически покрытые хромом стали ECCS (Electrolytic Chromium Coated Steel) или свободные от олова (безоловянные) стали TFS (Tin Free Steel) состоят из продукта черной жести, который покрыли слоем металлического хрома, сверху покрытым пленкой оксида хрома, оба слоя наносили путем электролитического осаждения. TFS могут снабжаться покрытиями металла и оксида весом для обоих, как правило, изменяющемся между 20-110 и 2-20 мг/м2, соответственно. И белая жесть, и TFS могут производиться с одинаковой технической характеристикой покрытия для обеих сторон стальной полосы, или с покрытиями разного веса на стороне, причем на последнее из упомянутого ссылаются как на неоднородно покрытую полосу. Альтернативные металлические покрытия на основе низких количеств олова для замещения обычной белой жести и TFS должны быть способны соответствовать требующимся для каждого замещения эксплуатационным характеристикам конкретного продукта.
Уменьшение веса покрытия из олова обычно произведенной белой жести, включая оплавление электроосажденного покрытия из олова, до ниже приблизительно 1 г/м2, ведет к ухудшению свойств продукта с точки зрения коррозионной стойкости и сжатию пределов регулирования сварочного тока. Это наблюдение привело к альтернативным составам продукта и технологическим маршрутам, которые делают возможным сохранить эксплуатационные характеристики продукта из белой жести, наряду с тем, что уменьшается вес нанесенных покрытий. Примеры включают в себя покрытия олово-никель (например, никелевое покрытие толщиной от 10 до 20 мг/м2) до электроосаждения олова для гарантии сохранения коррозионной стойкости и пределов регулирования сварочного тока при весе покрытий из олова ниже 1 г/м2. Однако, из-за присутствия пассивированного, нелегированного, свободного слоя олова, близкого к наружной поверхности продукта, эти материалы являются непригодными, чтобы заменить TFS, так как являются недостаточными адгезия к органическим покрытиям и сохранение целостности покрытия при температурах, превышающих температуру плавления олова.
ЦЕЛЬ ИЗОБРЕТЕНИЯ
Целью изобретения является обеспечение способа получения покрытия на подложке из тароупаковочной стали, требующего очень малого количества олова, которое может использоваться, наряду с дополнительно нанесенным конверсионным слоем, как альтернатива TFS.
Целью изобретения также является обеспечение способа получения покрытия на подложке из тароупаковочной стали, требующего очень малого количества олова, которое может использоваться как экологически устойчивая альтернатива обычной белой жести.
Целью изобретения также является обеспечение подложки, которая обеспечивает хорошую адгезию к органическим покрытиям.
Целью изобретения также является обеспечение подложки с улучшенными механическими свойствами.
ИЗОБРЕТЕНИЕ
В первом аспекте изобретения покрытая подложка для тароупаковочных применений обеспечивается включающей в себя 1. подложку из рекристаллизационно отожженной однократно обжатой стали (SR черная жесть) или 2. подложку двукратно обжатую, которую подвергали рекристаллизационному отжигу между первой и второй обработкой в холодном состоянии (DR черная жесть), при этом одна или обе стороны SR или DR черной жести покрываются слоем сплава железо-олово, который содержит, по меньшей мере, 80 весовых процентов (вес.%) FeSn (50 ат.% олова и 50 ат.% железа), причем слой сплава железо-олово образуется путем диффузионного отжига электроосажденного слоя олова при температуре Ta, по меньшей мере, 513°C, в течение времени отжига ta, достаточных для превращения слоя олова в слой сплава железо-олово, с последующим быстрым охлаждением в неокислительной охлаждающей среде, удерживая покрытую подложку в восстановительной или инертной газовой атмосфере до охлаждения, чтобы получить прочный, стойкий поверхностный оксид.
FeSn представляет собой соединение, содержащее 50 атомных процентов (ат.%) олова и 50 ат.% железа. Замыслом авторов изобретения является то, что этот слой железо-олово состоит по существу или полностью из FeSn. Адгезия и коррозионная характеристика покрытой подложки могут быть улучшены путем нанесения конверсионного слоя на наружную поверхность слоя сплава железо-олово, в особенности, исключая применение шестивалентного хрома или хроматов. Эта подложка может использоваться для замещения TFS, принимая во внимание большие сходства эксплуатационных характеристик продукта из-за ее адгезии к органическим покрытиям, коррозионной стойкости и сохранению целостности покрытия при температурах, превышающих температуру плавления олова. Последнее является особенно важным при нанесении полимерного покрытия, например, при экструзии покрытия или ламинировании, из-за того, что поверхностная температура металлической подложки в этих способах может очень сильно превышать температуру плавления олова, которая составляет примерно 232°C.
US3285790 раскрывает способ непрерывного отжига покрытой оловом полностью упрочненной стали, которая была покрыта оловом между двумя этапами холодной прокатки, с целью более экономичного пути производства тонкой белой жести с размерами стали в пределах 0,025-0,22 мм ("0,001-0,0088"). Способ непрерывного отжига, описанный в US3285790, первоначально направлен на достижение рекристаллизации в объеме стали и включает в себя нагревание полосы до температур между 649 и 982°C (1200-1800°F). Эти высокие температуры отжига не дают в результате слой FeSn в соответствии с настоящим изобретением, но обеспечивают смешанный слой сплава железо-олово, который, как описано, является очень твердым и хрупким и не выдерживает хорошо изгибание.
В US3174917 слой олова обеспечивают на полностью упрочненной подложке. Это делает необходимым отжиг стали при сочетании температуры и времени, достаточных для индуцирования рекристаллизации. Эта обработка будет, поэтому, явно влиять на свойства подложки. Согласно настоящему изобретению оптимальная рекристаллизация может быть объединена с оптимальным диффузионным отжигом, потому что рекристаллизационный отжиг и диффузионный отжиг разделены. Это предлагает возможность выбора наиболее подходящих условий рекристаллизационного отжига для полностью упрочненной подложки, например, подобно периодическому или непрерывному отжигу, используя варьирование временно-температурных профилей для создания наиболее благоприятных механических свойств в объеме стали (называемой черной жестью после отжига), при отдельной оптимизации условий обработки для диффузионного отжига покрытой оловом подложки из черной жести для создания оптимального покрытия из сплава железо-олово. К тому же, в противоположность US3174917, настоящее изобретение делает возможным производство продуктов из тароупаковочной стали DR-типа. По US3174917 подложка, покрытая сплавом железо-олово, полученного после непрерывного отжига, должна быть прокатана в холодном состоянии второй раз для создания продукта со свойствами DR-типа стали в объеме. Однако покрытие из сплава железо-олово будет сильно растрескиваться в результате большой приложенной деформации во время этапа второй холодной прокатки, сильно ухудшая эксплуатационные характеристики покрытия. US4487663 описывает производство стали, покрытой сплавом железо-олово, которое требует применения катодной бихроматной обработки для образования оксидной пленки на слое из сплава железо-олово. Использование такой бихроматной обработки специально исключается в настоящем изобретении. Авторы изобретения добились успеха в создании металлического покрытия, альтернативного TFS или белой жести для тароупаковочных сталей, путем создания плотного и однородного слоя из сплава железо-олово на продуктах SR или DR черной жести, независимо от того, рекристаллизационно отжигались ли они периодически или непрерывно до диффузионного отжига (смотри фиг. 4). Этот слой сплава железо-олово может быть получен путем использования менее чем 1 г/м2 олова металлического. Коррозионная стойкость этого слоя сплава железо-олово является превосходной при сравнении с TFS и с белой жестью, если последняя изготавливается с использованием покрытия подобного первоначального веса. К тому же, покрытие из сплава железо-олово не меняется физически или с точки зрения химического состава впоследствии при выдержке при температуре между от 200 и 600°C, в противоположность обычной белой жести. Это особенно является преимуществом, если подложка обеспечивается дополнительным органическим покрытием, которое может, например, наноситься путем термического ламинирования, включая температуры подложки свыше 200°C. Как было установлено, сухая адгезия органических покрытий к покрытию из сплава железо-олово является превосходной. Это приписывается составу очень тонкого слоя смешанного оксида железа-олова на наружной поверхности. Этот смешанный оксидный слой, как было обнаружено, является чрезвычайно устойчивым с точки зрения толщины и состава, даже после ускоренного испытания воздействием окружающей среды высокой влажности и повышенных температур. Еще было найдено, что после активного удаления естественного оксидного слоя обработкой катодным восстановлением в растворе карбоната натрия, естественный оксидный слой самопроизвольно возвращается к своему состоянию до этой обработки лишь после малой доли времени и затем остается стабильным. Эти результаты показывают, что не требуется применять пассивирующую обработку, например, путем использования шестивалентного хрома, основанную на бихроматном способе, для остановки роста слоя смешанного оксида. Для получения таких свойств, крайне необходимо, чтобы сплав железо-олово преимущественно и предпочтительно состоял только из FeSn. В противоположность TFS, покрытая подложка согласно изобретению позволяет термическую контактную электросварку и, таким образом, может использоваться для изготовления состоящих из трех частей банок со сварным швом корпуса.
Авторы изобретения обнаружили, что необходимо подвергать диффузионному отжигу подложку из черной жести, покрытой оловом, при температуре (Ta), по меньшей мере, 513°C для получения слоя покрытия согласно изобретению. Время диффузионного отжига (ta) при температуре диффузионного отжига Ta выбирают такое, чтобы обеспечивалась конверсия слоя олова в слой железо-олово. Преобладающим и предпочтительно единственным компонентом сплава железо-олово в слое железо-олово является FeSn (т.е. 50 атомных процентов (ат.%) олова и 50 ат.% железа). Следует отметить, что комбинация времени диффузионного отжига и температуры являются взаимозаменяемыми до определенной степени. Высокая Ta и кратковременное ta будет вызывать образование такого же слоя сплава железо-олово, как более низкая Ta и более длительное ta. Требуется минимальная Ta в 513°C, потому что при более низких температурах не образуется желательный слой FeSn (50:50). Также диффузионный отжиг не должен быть при постоянной температуре, но температурный профиль должен быть таким, чтобы достигалась максимальная температура. Совершенно необходимо, чтобы минимальная температура 513°C поддерживалась в течение достаточно длительного времени для достижения желательного количества FeSn в диффузном слое железо-олово. Так, диффузионный отжиг может происходить при постоянной температуре Ta в течение определенного периода времени, или диффузионный отжиг может, например, включать в себя максимальную температуру Ta металла. В этом случае температура диффузионного отжига не является постоянной. Оказалось, что предпочтительно использовать температуру диффузионного отжига Ta между 513 и 645°C, предпочтительно между 513 и 625°C. Более низкая Ta ограничивает негативное влияние на механические свойства в объеме подложки во время диффузионного отжига.
Значительным преимуществом является то, что обработка отжигом для образования FeSn слоя не намерена вызвать рекристаллизацию стальной подложки. В изобретении подложку уже подвергли рекристаллизации перед электроосаждением олова. Следовательно, способ согласно изобретению применим также к периодически рекристаллизационно отожженной BA (batch-recrystallisation-annealed) черной жести благодаря разделению рекристаллизационного отжига и легирующей обработки с помощью диффузионного отжига. Это делает способ интересным для получения двукратно обжатых (DR) (double-reduced) марок или толстых дрессированных марок, потому что там обработка рекристаллизационным отжигом происходит между двумя обжатиями, а диффузионный отжиг происходит только после электроосаждения олова после второго обжатия. SR-подложка уже рекристаллизована до обеспечения слоем олова на одной или обеих поверхностей. Подложка может быть из малоуглеродистой, с чрезвычайно малым содержанием углерода или сверхмалым содержанием углерода марок сталей, обычно используемых для продуктов жестепрокатного стана.
Подложку не подвергают дополнительным значительным обжатиям по толщине после образования FeSn слоя. Дополнительное обжатие по толщине может вызвать развитие трещин FeSn слоя. Обжатия в результате дрессировки (при необходимости) и обжатия, прикладываемые к материалу во время производства тароупаковочных применений, не вызывают образование этих трещин, или если они образуются, то неблагоприятно влияют на эксплуатационные качества покрытой подложки. Обжатия при дрессировании обычно составляют между 0 и 3%.
В предпочтительном варианте осуществления диффузный слой железо-олово содержит, по меньшей мере, 85 вес.% FeSn, предпочтительно, по меньшей мере, 90 вес.%, более предпочтительно, по меньшей мере, 95 вес.%. Это является вариантом осуществления, где сплав железо-олово представляет собой однофазный сплав, который состоит по существу или полностью из FeSn. Очевидно, из-за отклонений в условиях обработки может быть незначительное непреднамеренное образование других соединений Fe и Sn, но намерением является достижение как можно более высокой массовой доли единственной фазы - фазы сплава FeSn в слое покрытия из сплава железо-олово.
В дополнение к обеспечению возможностей прохождения процесса образования поверхностного сплава путем диффузионного отжига, эта термическая обработка также влияет на механические свойства подложки в объеме стали, которые являются результатом комбинации старения материала и эффектов восстановления. Воздействие на механические свойства подложки в объеме стали меняется с составом стали, например, с содержанием углерода, и историей механической обработки, например величинами обжатия при холодной прокатке, периодического или непрерывного отжига. Было обнаружено, что микроструктура стальной подложки не меняется после короткого воздействия повышенных температур, т.е. в пределах от 513 до 625°C, требующихся для создания поверхностного сплава железо-олово. В случае низкоуглеродистых сталей (обычно 0,05 до 0,15 вес.% С) или сталей с чрезвычайно низким содержанием углерода (обычно 0,02-0,05 вес.%) на предел прочности при разрыве и кратковременную прочность может оказываться негативное влияние, вследствие перехода углерода в раствор. Также наблюдается эффект изменения удлинения, соответствующего пределу текучести, после этой термической обработки для СА и ВА марок углеродистых сталей. Этот эффект удлинения, соответствующего пределу текучести, может быть подавлен с помощью дрессирования. Интересно, что формуемость марок DR сталей может быть значительно улучшена в результате термической обработки. Этот эффект приписывается восстановлению деформированной стали, которую обычно не отжигают после стадии второй холодной прокатки и которая ведет к улучшенным значениям удлинения. Этот эффект восстановления становится более ярко выраженным с увеличением обжатия, используемого на стадии второй холодной прокатки.
В варианте осуществления изобретения подложка состоит из стали без примесей внедрения (IF) со сверхнизким содержание углерода, такой как стабилизированная титаном или стабилизированная титан-ниобием сталь IF. С использованием имеющих сверхнизкое содержание углерода (IF) сталей (interstitial free), как стабилизированные титаном или титан-ниобием стали со сверхнизким содержанием углерода, могут быть сохранены выгодные воздействия способа отжига на механические свойства в объеме стальной подложки, включая эффект восстановления для DR подложек, без возможного негативного воздействия от обусловленного углеродом или азотом старения. Это приписывается тому факту, что в случае IF сталей весь углерод и азот внедрения, присутствующий в объеме стали, является в химически связанном состоянии, что предотвращет переход в раствор во время отжига. Во время экспериментов по диффузионному отжигу не наблюдалось эффектов старения IF сталей.
В варианте осуществления изобретения покрытую подложку дополнительно обеспечивают конверсионным покрытием для уменьшения чувствительности материала к питтинговой коррозии и увеличения адгезии к органическим покрытиям, предпочтительно в котором покрытая подложка сначала обрабатывается для повышения поверхностного натяжения наружной поверхности до нанесения конверсионного покрытия.
Было установлено, что адгезия невысохших органических покрытий к покрытию из сплава железо-олово может быть дополнительно улучшена путем нанесения конверсионного слоя поверх смешанного поверхностного оксида. Характеристика адгезии невысохшего покрытия определили, например, подвергая органический материал для формирования покрытия действию различной стерилизационной среды, использованной для моделирования условий обработки, используемых при наполнении банок едой для человека и домашних животных. Адгезию невысохших покрытий из лаков и термопластичных полимеров, подобных PET (polyethylene terephthalate-полиэтилентерефталат), улучшали путем использования коммерчески доступных соединений, таких как продукты типа Granodine™ (Henkel) или Oxsilan® (Chemetall), когда подвергали покрытые органическим материалом образцы действию стерилизационной обработки, включающей в себя уксусную кислоту или цистеин. Адгезию невысохших покрытий также улучшали путем катодной обработки активированной поверхности в электролите 10 мМ KCr(SO4)2 · 12H2O при 20°C (pH корректировали до 2,3 добавлением раствора серной кислоты), в соответствии с чем использовали плотность тока 2,5 А/дм2 в течение 5 с. Другие варианты осуществления этой конверсионной обработки являются также возможными, например, при использовании другой соли в качестве источника ионов трехвалентного хрома в электролите, разной плотности тока или разной продолжительности обработки.
Как ни удивительно, было отмечено, что покрытие из сплава железо-олово согласно изобретению является очень устойчивым к потускнению от серы. Хорошо известной проблемой с обычной белой жестью является то, что во время стерилизации продуктов питания, содержащих серу (как в стерилизации, включающей в себя цистеин), потускнение поверхности может происходить в результате образования сульфида олова. По-видимому, этот сплав железо-олово является недоступным потускнению от серы, безотносительно присутствия дополнительного конверсионного слоя, даже при повышенных температурах стерилизации 131°C, используемых в обработке корма для домашних животных.
Хотя механизм еще не полностью понятен, полагают, что эффект предварительной обработки возможно не является пассивирующим эффектом, но скорее защитным действием, и это также ведет к лучшей адгезии.
Для нанесения конверсионного покрытия могут использоваться окунание, напыление или электрохимически выполняемое осаждение, наряду с тем, что конверсионные покрытия с некоторыми химическими составами требуют высушивания после нанесения. Было установлено, что однородное нанесение различных конверсионных слоев могло быть улучшено за счет предварительной обработки покрытия из сплава железо-олово для повышения уровня поверхностного натяжения наружной поверхности. Эта предварительная обработка может существовать в различных способах, подобных окунанию в кислотную травильную жидкость, например, подобной раствору серной кислоты, с последующим промыванием в воде, или использованию пламенной, коронной или плазменной обработки, и выбор метода для использования зависит от типа используемого конверсионного слоя. Авторы изобретения обнаружили, что результативная предварительная обработка состояла из окунания подложки, обеспеченной покрытием из сплава железо-олово, в раствор карбоната натрия на короткое время, обычно секунду, при прохождении катодного тока через подложку с плотностью тока 0,8 А/дм2.
Дополнительным преимуществом использования конверсионного слоя на верхней части сплава железо-олово является то, что он подавляет питтинговую коррозию и катодное расслоение.
В другом предпочтительном варианте осуществления изобретения обеспечена покрытая подложка для тароупаковочных применений, при этом покрытая подложка дополнительно обеспечена покрытием из органического материала, состоящим или из реактопласта (т.е. лака), или термопластичного одинарного или многослойного полимерного покрытия. Высокая температура плавления сплава железо-олово делает покрытую подложку чрезвычайно подходящей для покрытия полимерным слоем либо прямой экструзией, экструзией с последующим ламинированием или пленочным ламинированием, так как температура, требуемая для адгезии полимера к подложке, может легко превышать температуру плавления обычного слоя олова, такого как при нанесении PET в обычном процессе. Это является очевидным преимуществом покрытой подложки согласно изобретению.
В предпочтительном варианте воплощения изобретения покрытую подложку обеспечивают вторым слоем олова, который, необязательно, повторно оплавляют и к которому, необязательно, применяют свободную от шестивалентного хрома пассивирующую обработку. Дополнительный слой олова наносят на верхнюю часть слоя сплава, предпочтительно путем электроосаждения, которая затем может быть оплавлена и к которому применяют пассивирующую обработку, специально исключающую использование шестивалентного хрома или хроматов для предотвращения дальнейшего окисления поверхности олова. Эта подложка может быть использована как более устойчивый заменитель для обычной белой жести, так как это требует значительно меньше олова для достижения таких же эксплуатационных характеристик продукта и исключает использование шестивалентного хрома или хроматов.
В предпочтительном варианте осуществления изобретения вес первоначального покрытия из олова, до отжига для образования слоя из сплава железо-олово составляет самое большее 1000 мг/м2, предпочтительно между 100 и 600 мг/м2 подложки. Это является, по меньшей мере, в три раза ниже, чем обычная белая жесть, и поэтому дает в результате значительную экономию и в электричестве (выбросы углерода) и использовании олова.
В предпочтительном варианте осуществления изобретения обеспечивают покрытую подложку для тароупаковочных применений, в которой термопластичное полимерное покрытие представляет собой систему полимерного покрытия, содержащую один или более слоев, предпочтительно содержащих сложный полиэфир, полиолефин, полиимид или их сополимеры, или смеси из них. Достижение превосходной адгезии термопластичного покрытия к стальной подложке является очень важным для получения хороших эксплуатационных характеристик банки, например, как хорошее сопротивление коррозии. До сих пор, ECCS была предпочтительной подложкой для использования с термопластичными покрытиями из-за непревзойденных адгезионных свойств. Однако как отмечено ранее, проблемой с ECCS является требуемое использование шестивалентного хрома для ее производства. Несмотря на значительный объем исследований, еще не обнаружили производственный маршрут, который вел бы к экономически, технически и экологически подходящему альтернативному решению. Диффузионный слой железо-олово согласно изобретению как раз обеспечивает превосходную адгезию к полимерным покрытиям без какой-либо обработки, включающей в себя вышеупомянутые опасные химические вещества.
В предпочтительном варианте осуществления изобретения обеспечивают покрытую подложку для тароупаковочных применений, в которой термопластичное полимерное покрытие представляет собой полимерную систему покрытия, содержащую один или более слоев, содержащих сложный полиэфир, такой как PET и/или PBT, или полиолефины, такие как PE или PP, или их сополимеры, или смеси из них. Использование этих известных полимерных систем покрытия на новой подложке обеспечивает превосходную комбинацию свойств. Тот факт, что температура плавления слоя из сплава железо-олово является очень высокой, имеет следствием легкую обработку при повышенных температурах, необходимых для ламинирования некоторых из полимерных систем, таких как полиимиды и сложные полиэфиры.
В предпочтительном варианте осуществления изобретения обеспечивают покрытую подложку для тароупаковочных применений, в которой обе стороны стальной подложки покрыты диффузным слоем железо-олово. Подложка может также использоваться на двух сторонах упаковки, т.е. сторона, становящаяся внутренней частью упаковки, и наружная, обе обеспечиваются слоем сплава железо-олово. Это означает, что количество олова на обеих сторонах может быть сведено к минимуму, а защита от коррозии и эстетического повреждения наружной части упаковки предотвращается с помощью хороших коррозионных свойств слоя железо-олово, необязательно также обеспеченного органическим поверхностным покрытием, таким как полимерный слой покрытия или лак. Сплав железо-олово может быть также частью систем(ы) покрытия на двусторонней покрытой полосе.
Во втором аспекте способ получения покрытой подложки для тароупаковочных применений путем получения слоя сплава железо-олово на стальной подложке из черной жести включает в себя этапы:
- обеспечение стальной подложки из SR или DR черной жести, подходящей для электролитического осаждения олова;
- обеспечение первого слоя на одной или обеих сторонах стальной подложки из черной жести на первом этапе электролитического осаждения, предпочтительно при этом вес покрытия из олова составляет самое большее 1000 мг/м2, предпочтительно между 100 и 600 мг/м2 поверхности подложки;
- диффузионного отжига подложки из черной жести, обеспеченной упомянутым слоем олова в восстановительной газовой атмосфере до температуры отжига (Ta), по меньшей мере, 513°С, в течение периода времени, достаточного для превращения первого слоя олова в слой сплава железо-олово или слоев с целью получения слоя сплава железо-олово, который содержит, по меньшей мере, 80 весовых процентов (вес.%) FeSn (50 ат.% олова и 50 ат.% железа);
- быстрого охлаждения подложки со слоем (слоями) сплава железо-олово в инертной неокислительной охлаждающей среде, удерживая покрытую подложку в восстановительной или инертной атмосфере до охлаждения, чтобы получить устойчивый и прочный поверхностный оксид.
Способ согласно изобретению может включаться в модифицированную обычную линию электроосаждения олова. Температура Ta, по меньшей мере, 513°C, гарантирует, что фаза сплава железо-олово образуется быстро. Количество олова, необходимое на каждой поверхности для образования плотного и закрытого слоя из сплава железо-олово, составляет предпочтительно самое большее 1000 мг/м2, и авторы изобретения обнаружили, что предпочтительно использовать между 100 и 600 мг/м2 поверхности подложки. Было найдено, что является предпочтительным использовать температуру диффузионного отжига Ta между 513 и 645°C, предпочтительно между 513 и 625°C. Более низкая Ta ограничивает опасность влияния механических свойств в объеме металлической подложки во время диффузионного отжига.
В предпочтительном варианте осуществления обеспечивают способ получения покрытой подложки для тароупаковочных применений, в котором отношение железа к олову в сплаве железо-олово составляет примерно 1. Как описано выше, образование FeSn в отношении 1:1 в ат.% является предпочтительным, так как это дает в результате плотный и закрытый слой, который является свободным от трещин, устойчивым к деформации, а также обеспечивает превосходную адгезию.
В предпочтительном варианте воплощения обеспечивают способ получения покрытой подложки для тароупаковочных применений, в котором диффузионный отжиг проводят сразу по окончании первого этапа электроосаждения олова, и/или в котором диффузионный отжиг включает в себя очень быстрое нагревание свыше 300°C/с в водородсодержащей атмосфере, такой как HNX, до температуры между 550 и 625°С, и/или в котором за диффузионным отжигом следует быстрое охлаждение при скорости охлаждения, по меньшей мере, 100°C/с, и/или в котором охлаждение предпочтительно проводят в восстановительной или инертной атмосфере, такой атмосфере, как гелий, азот или HNX. Гибридное охлаждение, такое как первоначальное охлаждение азотом, например, от верхней температуры до 300°C, с последующей закалкой водой тоже обеспечивали хорошее качество поверхности. Было найдено, что охлаждение в воздухе вело к обширному и нежелательному росту оксида на FeSn слое, ведущему к плохим адгезионным свойствам.
В варианте осуществления изобретения быстрое охлаждение достигается посредством водной закалки, в которой вода для закалки имеет температуру между комнатной температурой и ее температурой кипения, предпочтительно в которой вода, используемая для закалки, имеет температуру между 80°C и температурой кипения, предпочтительно между 85°C и температурой кипения. Содержание растворенного кислорода в воде должно быть как можно ниже.
В варианте осуществления изобретения обеспечен способ, в котором:
- диффузионный отжиг проводят сразу по окончании этапа первого электроосаждения олова, и/или
- способ диффузионного отжига использует скорость нагревания, предпочтительно превышающую 300°C/с, предпочтительно в водородсодержащей атмосфере, такой как HNX, содержащей 5 вес.% водорода, предпочтительно при температуре между 550 и 625°C, и/или
- диффузионный отжиг непосредственно сопровождается быстрым охлаждением со скоростью охлаждения, по меньшей мере, 100°C/с, предпочтительно, по меньшей мере, 300°C/с, и/или
- охлаждение предпочтительно проводят в восстановительной или инертной, такой как HNX или азотной атмосфере, и/или
- охлаждение предпочтительно проводят, используя закалку горячей водой с температурой воды 85°C, удерживая подложку со слоем (слоями) сплава железо-олово, защищенной от кислорода путем поддерживания инертной или восстановительной газовой атмосферы, такой как HNX газ, до проведения закалки.
Было найдено, что охлаждение в воздухе вело к обширному и нежелательному росту оксида на верхней части слоя из сплава FeSn, ведущему к плохим адгезионным свойствам. К тому же, было найдено, что охлаждение в воздухе с последующей закалкой в воде не только вело к обширному образованию поверхностных оксидов, но также заставляет материал деформироваться посредством образования так называемых складок охлаждения. Гибридное охлаждение, такое как первоначальное охлаждение азотным газом, например, от температуры отжига до 300°C с последующей водной закалкой для достижения температур окружающей среды тоже обеспечивало хорошие результаты за счет образования слоя из сплава FeSn с малым количеством поверхностных оксидов. Авторы изобретения обнаружили, что очень эффективным способом охлаждения является закалка нагретой и покрытой подложки непосредственно после диффузионного отжига в водяной ванне с гарантией того, что подложка не вступает в контакт с кислородом до закалки, например, с помощью содержания подложки в инертной или восстановительной атмосфере до закалки в воде. Важно, что вода содержит как можно меньшее содержание растворенного кислорода, чтобы исключить окисление поверхности. Авторами изобретения было найдено, что выгодно использовать воду повышенной температуры для закалки покрытой подложки. Если температура воды слишком низкая, такая как при комнатной температуре, то охлаждение подложки, по-видимому, становится неравномерным, приводящим к образованию складок подложки. При использовании повышенных температур воды, например, 80 или 85°C, образование складок подложки из-за неровного охлаждения может предотвращаться. Было найдено, что эта идея способа делает возможным охлаждение горячей подложки с очень высокими скоростями охлаждения, превышающими 300 или 350°C/с, без отрицательного влияния свойств поверхностного оксида или формы подложки. Другой альтернативой является использование способов принудительной конвекции во время закалки, подобных использованию наиболее выгодного порядка размещения распылительных насадок, направленных на поверхность полосы, для распыления охлаждающей воды на полосу для достижения более равномерной скорости охлаждения над поверхностью полосы. Этот метод позволяет использование более низких температур воды без повышения опасности образования складок полосы. Предпочтительно температура воды при этой альтернативе ниже 80°C, более предпочтительно между 30 и 70°C. Другой альтернативой является применение непрямого охлаждения с помощью охлаждающих валков. Этот способ имеет преимуществом предотвращение прямого контакта охлаждающей среды с полосой, которая, несомненно, упрощает проблему необходимости поддерживать неокислительную газовую атмосферу при охлаждении подложки. В предпочтительном варианте осуществления максимальная температура отжига ограничивается 615°C. Авторы изобретения нашли самое высокое содержание FeSn в слое сплава FeSn для температур отжига изменяющихся от 550°C до как раз свыше 600°C.
В предпочтительном варианте осуществления обеспечивают способ получения покрытой подложки для упаковки, в котором период времени при Ta составляет самое большее 4 с, предпочтительно самое большее 2 с и более предпочтительно, где нет выдержки времени при Ta. В последнем случае диффузионный отжиг происходит с помощью нагревания подложки до максимальной температуры металла Ta, после которой подложку охлаждают. Кратковременная выдержка при Та позволяет получение слоя из сплава железо-олово на соответственно модифицированной обычной линии электроосаждения олова и, к тому же, сводится к минимуму опасность неблагоприятного влияния на механические свойства в объеме подложки.
В варианте осуществления обеспечивают способ получения покрытой подложки для тароупаковочных применений, в котором слой из сплава железо-олово покрывают вторым слоем олова на втором этапе электроосаждения олова на одной или обеих сторонах подложки, необязательно с последующим этапом оплавления и/или пассивирующей обработкой вышеупомянутого второго слоя олова. Этот способ производит почти обычный продукт электроосаждения олова, но со значительно более низким весом олова на единицу поверхности. Необязательной пассивирующей обработкой является пассивирующая обработка, свободная от шестивалентного хрома.
Нанесение дополнительного слоя олова поверх слоя железо-олово может осуществляться с помощью второго этапа электроосаждения олова, с предшествующим окунанием покрытой сплавом железо-олово полосы в кислотный раствор, например раствор серной кислоты, для активации поверхности до электроосаждения. Получающийся продукт может использоваться непосредственно для изготовления банок, но требует применения пассивирующей обработки для предотвращения обширного роста оксидов олова на поверхности. Как указано предварительно, с этой целью могут применяться пассивирующие обработки, свободные от шестивалентного хрома. Фактически, альтернативные пассивации, используемые для обычного электроосаждения олова, могут также использоваться в комбинации с продуктами с низким содержанием олова, основанными на использовании покрытий из сплавов железо-олово с содержанием железа 50 ат.%. Вместо непосредственно применяемой пассивирующей обработки второй слой металлического олова может быть оплавлен с использованием стандартных способов обработки, используемых для обычного электроосаждения олова, например, применения флюса с последующим оплавлением, использующим резистивный нагрев или индукционный нагрев. После оплавления поверхность нужно пассивировать, как описано ранее.
В предпочтительном варианте обеспечивают способ получения покрытой подложки для тароупаковочных применений, в котором слой из сплава железо-олово или оба слоя из сплава железо-олово покрыт/покрыты конверсионным слоем, и/или при этом покрытую подложку обеспечивают органическим покрытием, состоящим или из реактопласта (т.е. лака), или термопластичного одинарного или многослойного полимерного покрытия.
Было найдено, что при определенных условиях выгодно предварительно обрабатывать диффузный слой железо-олово до нанесения полимерного слоя покрытия, как описано выше. Полагают, что эффектом предварительной обработки является, может быть, не пассивирующий эффект, но до некоторой степени защитный эффект, и это тоже ведет к лучшей адгезии. Следует отметить снова, что производство продукта и способ согласно изобретению достигается без хроматных соединений или проведения обработки хроматами на любом этапе.
В варианте осуществления изобретения обработка диффузионным отжигом для образования слоя железа, легированного оловом, приспособлена для промотирования старения в SR подложке или DR подложке и/или восстановления DR подложки.
В третьем аспекте устройство для получения полосы покрытой подложки для тароупаковочных применений путем получения слоя из сплава железо-олово на тароупаковочной стальной подложке включает в себя:
- одну или более ячеек электроосаждения олова для обеспечения полосы с первым слоем олова на одной или обеих сторонах, необязательно, с последующими одним или более промывочными баками для удаления избыточного электролита;
- с последующей секцией нагревания для диффузионного отжига первого слоя олова при температуре Ta в течение времени отжига ta, достаточных для превращения первого слоя олова в слой из сплава железо-олово, или слои, с последующей секции быстрого охлаждения, предпочтительно в которой скорость нагрева секции нагревания составляет, по меньшей мере, 300°C/с, и/или при этом атмосферой в секции нагревания является водородсодержащая атмосфера, такая как HNX;
- необязательно, с последующей одной или более дополнительных ячеек для электроосаждения олова, которым необязательно предшествует секция предварительной обработки для активации поверхности сплава железо-олово, для обеспечения полосы вторым слоем олова на одной или обеих поверхностях, необязательно, с последующими одним или более промывными баками для удаления избыточного электролита;
- необязательно, с последующей секцией плавления для обработки флюсом и оплавления второго слоя олова;
- последующее быстрое охлаждение, в котором скорость охлаждения составляет предпочтительно, по меньшей мере, 100°C/с;
- необязательно, с последующей секцией пассивирования, например, для нанесения пассивирующего слоя, свободного от хрома.
Следует заметить, что описанные способы очень компактны и могут быть относительно легко приспособлены к существующим электролитическим линиям электроосаждения олова, предлагая значительные преимущества в смысле простоты конструкции и затрат.
Следует заметить, что производство продукта и способ согласно изобретению не включают в себя хроматные соединения или проведение обработок хроматами, такой как хроматная пассивация на любом этапе.
В предпочтительном варианте осуществления обеспечивают способ получения покрытой подложки для тароупаковочных применений, в котором термическую обработку для образования диффузного слоя приспосабливают для промотирования старения в SR подложке и DR подложке и/или восстановления DR подложки. Было найдено, что обработку старением можно было регулировать (причем температура, атмосфера отжига и время отжига являются основными параметрами), для того чтобы получить в SR-подложках значительное повышение предела текучести. Величины этих эффектов и выбор значимых параметров хорошо оцениваются в объеме возможностей специалистов.
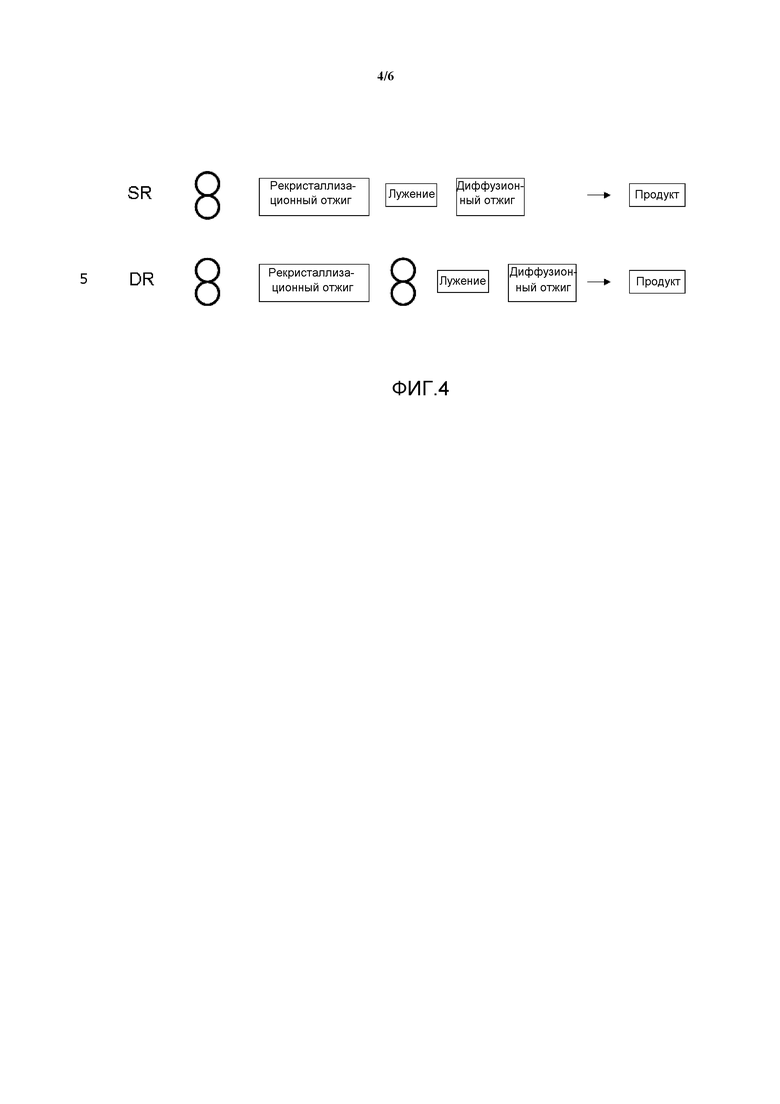
Для объяснения разницы между SR и DR маршрутом ссылаются на фиг. 4, где SR маршрут показан в сравнении с DR маршрутом. Важно отметить, что согласно изобретению рекристаллизационный отжиг происходит перед лужением в SR-маршруте и перед этапом второй деформации в холодном состоянии в DR-маршруте. Этапы холодной прокатки представлены на фигуре двумя кружками, один поверх другого, и изображают обработку прокаткой. SR-маршрут имеет только один этап холодной прокатки, который может состоять из множественных деформаций (обычно 4 или 5 валковая клеть), и DR маршрут имеет два этапа холодной прокатки, которые индивидуально могут состоять из множественных деформаций. После лужения белую жесть подвергают диффузионному отжигу для получения FeSn слоя сплава железо-олово. Продукт, который тогда получается, может быть обеспечен вторым слоем олова и, необязательно, повторно оплавлен, и/или обеспечен конверсионным слоем, пассивацией или органическим покрытием. Так называемый этап дрессировки SR-подложки (т.е. после рекристаллизационного отжига и перед лужением) не показано на фиг. 4.
ПРИМЕРЫ
Образцы листов тароупаковочной стали (марка TH 340) тщательно очищали в промышленном щелочном растворе для очистки (Chela Clean KC-25, поставляемый компанией Foster Chemicals), промывали в DI (deionization - деионизированной) воде, травили в растворе 50 г/л серной кислоты при комнатной температуре в течение 5 с и опять промывали. Затем образцы покрывали покрытием олова 600 г/м2 из MSA (multiple service acid - многоцелевая кислота) ванны с многоцелевой кислотой, которую обычно используют для производства белой жести в линии непрерывного электроосаждения для полосы. Использовали плотность тока 10 А/дм2 в течение 1 с.
После электроосаждения олова образцы отжигали в восстановительной газовой атмосфере с использованием HNX, содержащей 5% Н2(газ). Образцы нагревали от комнатной температуры до 600°C со скоростью нагрева 100°C/с. Сразу после того, как образец достигал своей максимальной температуры 600°C, один образец остужали посредством интенсивного вдуванием гелиевого газа, и другой образец остужали посредством водной закалки. Когда образец закаливают в холодной воде, то образуются вмятины в образце, явление, известное как "коробление из-за охлаждения". Однако, когда воду в закалочном баке нагревают до 80°C или выше, то коробления уже не происходит. В случае охлаждения с помощью гелиевого газа, скорость охлаждения была 100°C/с. При охлаждении посредством горячей воды закалка идет гораздо быстрее. За примерно 1 с образец остужается от 600 до 80°C, являющихся температурой воды в закалочном баке.
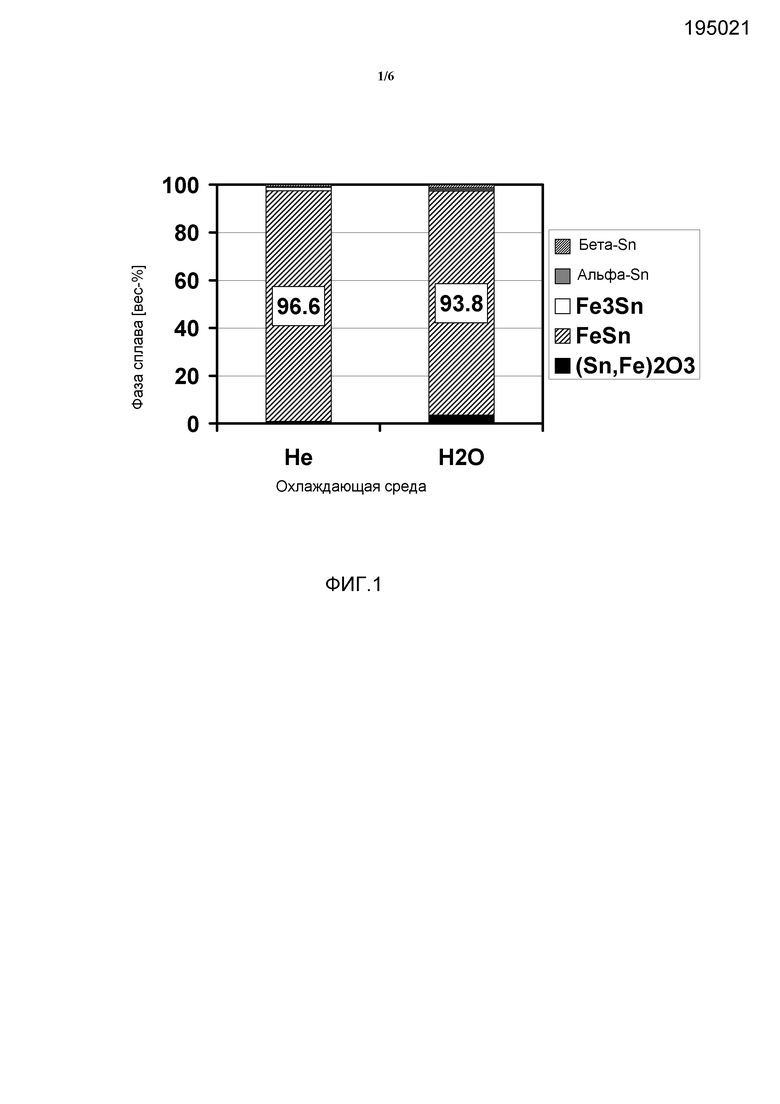
Фазы, которые образуются во время этого этапа диффузионного отжига, анализировали с помощью рентгеновской дифракции (см. фиг. 1, которая показывает фазы сплава, образующиеся диффузионным отжигом при Ta 600°C, и эффект скорости охлаждения после отжига). В обоих случаях образуется слой сплава железо-олово, который содержит более чем 90% желательной фазы FeSn сплава (96,6 и 93,8% соответственно). Другие примеры показали величины 85,0-97,8% для температур отжига от 550°С до 625°C, при этом отжиг при температурах отжига свыше 550°С и ниже 615°C давал в результате интервал в пределах от 92,2% до 97,8%.
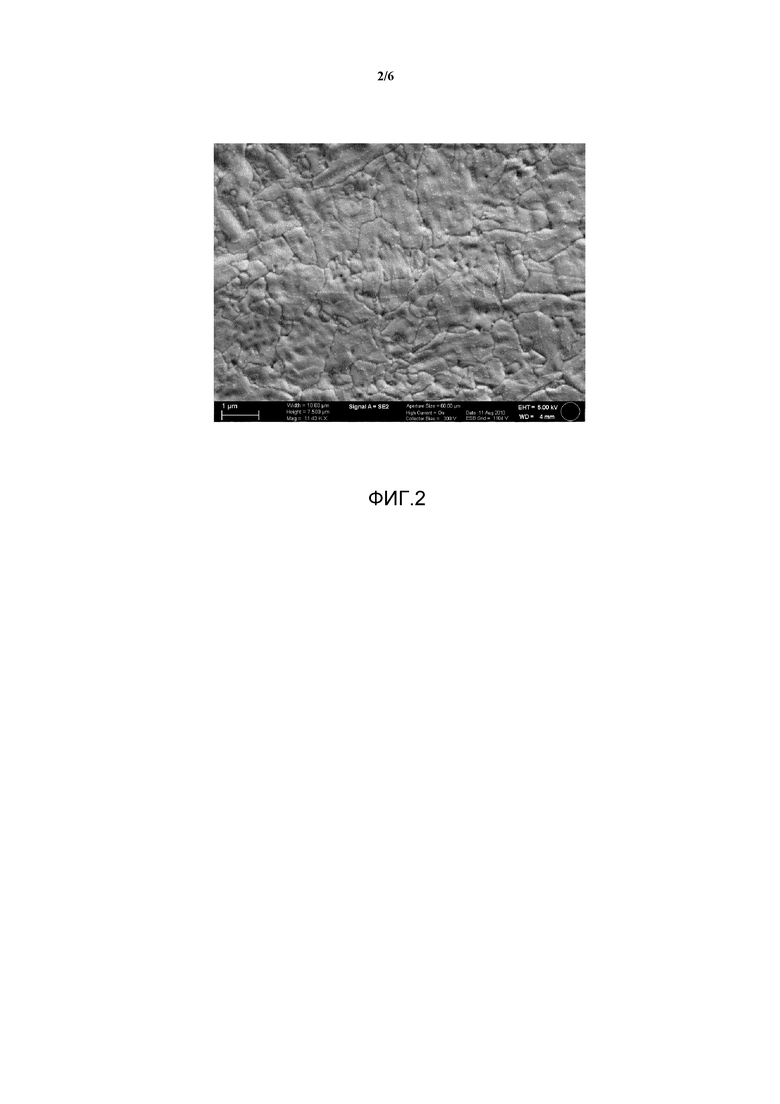
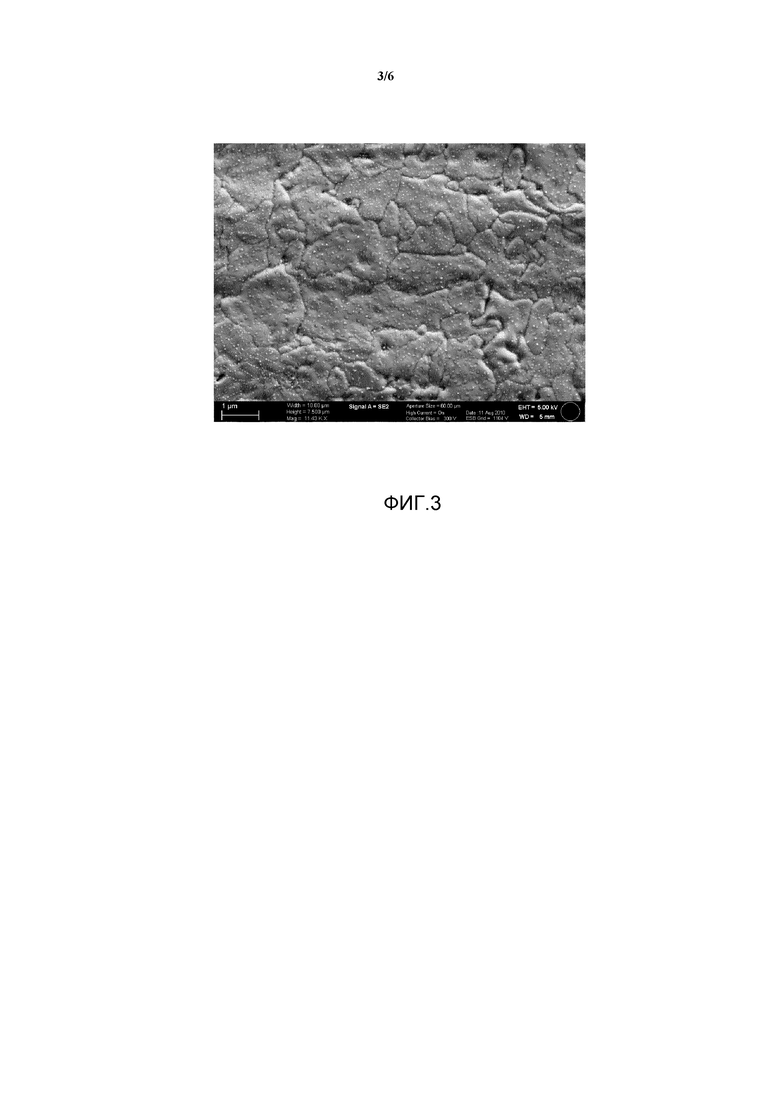
Морфологию покрытия анализировали с помощью сканирующей электронной микроскопии (SEM). SE (Secondary Electron-вторичные электроны) изображения обоих образцов, описанных выше, представлены на фиг. 2 и 3, которые показывают SEM SE изображение образца, охлажденного гелиевым газом (фиг. 2) и водой (фиг. 3). В обоих случаях образуется очень плотная и компактная структура, которая является типичной для фазы FeSn сплава. На верхней части охлажденного водой образца также образуются очень крошечные треугольные кристаллиты.
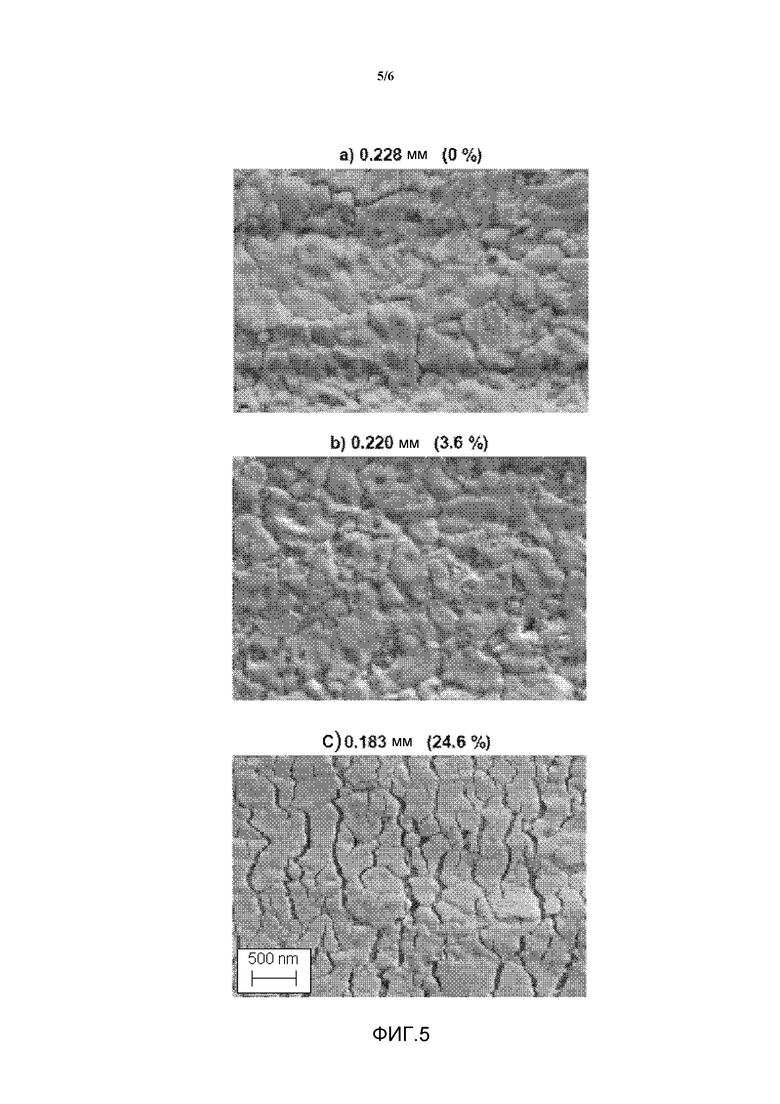
Фиг. 5 показывает действие обжатия от дрессировки (фиг. 5) и большой деформации от холодной прокатки (фиг. 5С) на образование трещин в FeSn слое, иллюстрируя, почему в процессе получения DR продукта FeSn слой должен быть образован после этапа второй холодной прокатки, как иллюстрировано на фиг. 4. Слой FeSn, образующийся между двумя этапами прокатки, подвергался бы слишком большой деформации и растрескиванию. Обжатия от дрессировки не вызывают разрушения растрескиванием (смотри фиг. 5b).
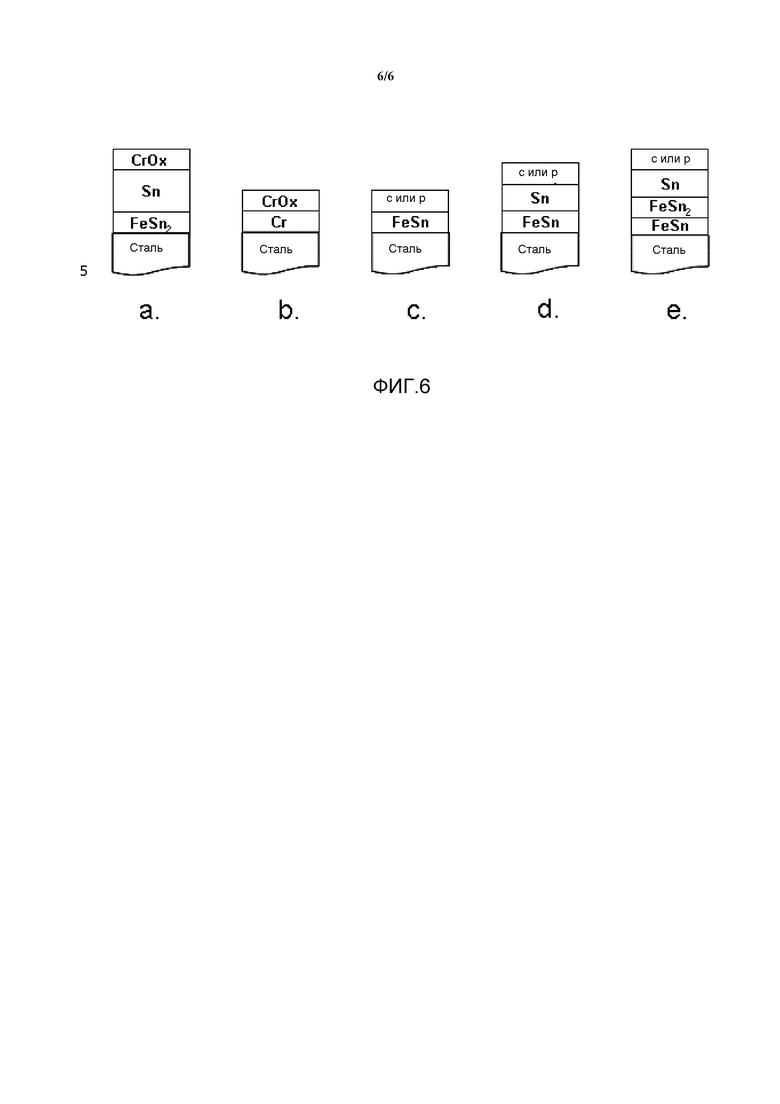
Фиг. 6 показывает схематическое представление системы покрытия, полученного согласно изобретению. Фиг. 6а показывает известную белую жесть, которая переплавлена и пассивирована с помощью хромата (Cr(VI)-обработка), и фиг. 6b - известную ECCS подложку (TFS).
Фиг. 6с-е представляют собой варианты осуществления изобретения. Фиг.6с показывает FeSn сплав на подложке. Слой олова полностью превращается в слой FeSn сплава железо-олово и конверсионный (с) и/или пассивирующий (р) слой (обозначенный "(с или р)", на фиг. 6с-е) предусмотрены наверху. Фиг. 6d показывает стальную подложку, снабженную FeSn сплавом между вторым слоем олова и подложкой, причем наружный слой олова наносят с конверсионным и/или пассивирующим слоем. Фигура 6е показывает белую жесть, где второй слой олова переплавлен, и потом пассивирован. Конверсионная и/или пассивирующая обработки являются процессами, свободными от шестивалентного хрома.
Изобретение относится к способу получения слоя сплава железо-олово на подложке тароупаковочной стали, требующего малого количества олова, к подложке, снабженной упомянутым слоем, в которой одну и обе стороны подложки из SR- или DR-черной жести покрыты слоем сплава железо-олово, который содержит, по меньшей мере, 80 вес.% FeSn (50 ат.% олова и 50 ат.% железа), и к устройству для получения покрытия из сплава железо-олово. Технический результат: получение подложки с улучшенными механическими свойствами, с обеспечением хорошей адгезии к органическим покрытиям и экологической безопасности. 6 н. и 38 з.п. ф-лы, 6 ил., 1 пр.
1. Способ получения покрытия из сплава железо-олово на тароупаковочной стальной подложке, в котором отожженную с рекристаллизацией однократно обжатую (SR) стальную подложку из черной жести подвергают этапам, включающим:
- обеспечение первого слоя олова на одной или обеих сторонах стальной подложки из черной жести на первом этапе электролитического осаждения, при этом вес покрытия из олова составляет самое большее 1000 мг/м2, предпочтительно между 100 и 600 мг/м2 поверхности подложки;
- диффузионный отжиг стальной подложки, снабженной вышеупомянутым слоем олова, в восстановительной газовой атмосфере при температуре отжига Та, по меньшей мере, 513°С в течение времени ta, достаточных для превращения первого слоя олова в слой сплава железо-олово или слои, который(которые) содержит или содержат, по меньшей мере, 80 вес. % FeSn, который состоит из 50 ат. % олова и 50 ат. % железа;
- быстрое охлаждение подложки со слоем(слоями) в инертной неокислительной охлаждающей среде, выдерживая покрытую подложку в восстановительной или инертной газовой атмосфере до охлаждения для получения прочного, стойкого поверхностного оксида.
2. Способ по п. 1, в котором отношение железа к олову в диффузном слое железо-олово содержит, по меньшей мере, 85 вес. % FeSn, предпочтительно, по меньшей мере, 90 вес. %, предпочтительно, по меньшей мере, 95 вес. %.
3. Способ по п. 1 или 2, в котором быстрое охлаждение проводят посредством водной закалки, при которой вода для закалки имеет температуру между комнатной температурой и ее температурой кипения, при этом вода, используемая для закалки, предпочтительно имеет температуру между 80°С и температурой кипения.
4. Способ по п. 1 или 2, в котором
- процесс диффузионного отжига осуществляют сразу по окончании первого этапа электроосаждения олова, и/или
- процесс диффузионного отжига осуществляют с использованием скорости нагрева, предпочтительно превышающей 300°С/с в водородсодержащей атмосфере, такой как HNX, предпочтительно до температуры между 513 и 625°С, предпочтительно между 550 и 625°С, и/или
- непосредственно за диффузионным отжигом проводят быстрое охлаждение со скоростью охлаждения, по меньшей мере, 100°С/с, и/или
- при этом охлаждение предпочтительно осуществляют в восстановительной атмосфере, такой как азотная атмосфера; и/или
- охлаждение предпочтительно осуществляют, используя закалку в горячей воде с минимальным содержанием растворенного кислорода и с температурой воды 85°С, удерживая подложку со слоем(слоями), защищенным(защищенными) от кислорода путем содержания в инертной или восстановительной газовой атмосферы, такой как HNX газ, до закалки.
5. Способ по п. 1 или 2, в котором отжиг при температуре отжига Та составляет самое большее 4 с, предпочтительно выдержку при Та не проводят.
6. Способ по п. 1 или 2, в котором слой сплава железо-олово на одной или обеих сторонах подложки покрывают вторым слоем из олова на втором этапе электроосаждения олова, при необходимости, с последующим этапом оплавления и/или пассивирующей обработки.
7. Способ по п. 1 или 2, в котором слой сплава железо-олово или оба слоя сплава железо-олово покрывают конверсионным слоем, и/или в котором покрытую подложку снабжают органическим покрытием, состоящим из термореактивного лака, или термопластичным одинарным или многослойным покрытием.
8. Способ по п. 1 или 2, в котором обработку отжигом для образования слоя железа, легированного оловом, выполняют для промотирования старения в SR подложке.
9. Тароупаковочная стальная подложка с покрытием из сплава железо-олово, характеризующаяся тем, что она получена способом по любому из пп. 1-8 и включает в себя:
- отожженную с рекристаллизацией однократно обжатую (SR) стальную подложку из черной жести, покрытую на одной или обеих сторонах слоем сплава железо-олово, который содержит, по меньшей мере, 80 вес. % FeSn, который состоит из 50 ат. % олова и 50 ат. % железа, и при этом слой сплава железо-олово образован путем отжига электроосажденного слоя олова при температуре Та, по меньшей мере, 513°С в течение времени отжига ta, достаточных для превращения слоя олова в слой сплава железо-олово, с последующим охлаждением в неокислительной охлаждающей среде, удерживая покрытую подложку в восстановительной или инертной газовой атмосфере до охлаждения для получения прочного, стойкого поверхностного оксида.
10. Тароупаковочная стальная подложка по п. 9, в которой диффузный слой железо-олово содержит, по меньшей мере, 85 вес. % FeSn, предпочтительно, по меньшей мере, 90 вес. %, более предпочтительно, по меньшей мере, 95 вес. %.
11. Тароупаковочная стальная подложка по п. 9 или 10, при этом подложка состоит из стали со сверхнизким содержанием углерода с небольшим количеством включений, такой как стабилизированная титаном или стабилизированная титан-ниобием сталь IF.
12. Тароупаковочная стальная подложка по п. 9 или 10, при этом подложка дополнительно снабжена конверсионным покрытием для уменьшения чувствительности к питтинговой коррозии материала и усиления адгезии органических покрытий, при этом предпочтительно покрытая подложка сначала предварительно обработана для повышения поверхностного натяжения наружной поверхности до нанесения конверсионного покрытия.
13. Тароупаковочная стальная подложка по п. 9 или 10, при этом подложка дополнительно обеспечена органическим покрытием, состоящим из термореактивного лака или термопластичного одинарного или многослойного полимерного покрытия.
14. Тароупаковочная стальная подложка по п. 9 или 10, при этом подложка снабжена вторым слоем олова, который, необязательно, оплавлен, и которой, необязательно, подвергнут пассивирующей обработке без шестивалентного хрома.
15. Тароупаковочная стальная подложка по п. 9 или 10, при этом вес первого слоя олова до отжига для образования слоя сплава железо-олово составляет самое большее 1000 мг/м2, предпочтительно между 100 и 600 мг/м2 подложки.
16. Тароупаковочная стальная подложка по п. 9 или 10, при этом подложка дополнительно снабжена органическим покрытием, состоящим из термореактивного лака, или термопластичного одинарного или многослойного полимерного покрытия, при этом термопластичное полимерное покрытие представляет собой полимерную систему покрытия, включающую в себя один или более слоев, содержащий
- сложный полиэфир, такой как ПЭТФ или ПБТ;
- и/или полиолефины, такие как ПЭ или ПП;
- и/или их сополимеры;
- и/или смеси из них.
17. Способ получения покрытия из сплава железо-олово на тароупаковочной стальной подложке, в котором дважды обжатую (DR) стальную подложку из черной жести, подвергнутую рекристаллизационному отжигу между первой и второй обработкой холодной прокаткой, подвергают этапам, включающим:
- обеспечение первого слоя олова на одной или обеих сторонах стальной подложки из черной жести на первом этапе электролитического осаждения, при этом вес покрытия из олова составляет самое большее 1000 мг/м2, предпочтительно между 100 и 600 мг/м2 поверхности подложки;
- диффузионный отжиг подложки, снабженной вышеупомянутым слоем олова, в восстановительной газовой атмосфере при температуре отжига Та, по меньшей мере, 513°С в течение времени ta, достаточных для превращения первого слоя олова в слой сплава железо-олово или слои, который(которые) содержит или содержат, по меньшей мере, 80 вес. % FeSn, который состоит из 50 ат. % олова и 50 ат. % железа;
- быстрое охлаждение подложки со слоем(слоями) в инертной неокислительной охлаждающей среде, выдерживая покрытую подложку в восстановительной или инертной газовой атмосфере до охлаждения для получения прочного, стойкого поверхностного оксида.
18. Способ по п. 17, в котором отношение железа к олову в диффузном слое железо-олово содержит, по меньшей мере, 85 вес. % FeSn, предпочтительно, по меньшей мере, 90 вес. %, предпочтительно, по меньшей мере, 95 вес. %.
19. Способ по п. 17 или 18, в котором быстрое охлаждение проводят посредством водной закалки, при которой вода для закалки имеет температуру между комнатной температурой и ее температурой кипения, при этом вода, используемая для закалки, предпочтительно имеет температуру между 80°С и температурой кипения.
20. Способ по п. 17 или 18, в котором
- процесс диффузионного отжига осуществляют сразу по окончании первого этапа электроосаждения олова, и/или
- процесс диффузионного отжига осуществляют с использованием скорости нагрева, предпочтительно превышающей 300°С/с в водородсодержащей атмосфере, такой как HNX, предпочтительно до температуры между 513 и 625°С, предпочтительно между 550 и 625°С, и/или
- непосредственно за диффузионным отжигом проводят быстрое охлаждение со скоростью охлаждения, по меньшей мере, 100°С/с, и/или
- при этом охлаждение предпочтительно осуществляют в восстановительной атмосфере, такой как азотная атмосфера; и/или
- охлаждение предпочтительно осуществляют, используя закалку в горячей воде с минимальным содержанием растворенного кислорода и с температурой воды 85°С, удерживая подложку со слоем(слоями), защищенным(защищенными) от кислорода путем содержания в инертной или восстановительной газовой атмосферы, такой как HNX газ, до закалки.
21. Способ по п. 17 или 18, в котором отжиг при температуре отжига Та составляет самое большее 4 с, предпочтительно выдержку при Та не проводят.
22. Способ по п. 17 или 18, в котором слой сплава железо-олово на одной или обеих сторонах подложки покрывают вторым слоем из олова на втором этапе электроосаждения олова, при необходимости, с последующим этапом оплавления и/или пассивирующей обработки.
23. Способ по п. 17 или 18, в котором слой сплава железо-олово или оба слоя сплава железо-олово покрывают конверсионным слоем, и/или в котором покрытую подложку снабжают органическим покрытием, состоящим из термореактивного лака или термопластичного одинарного или многослойного покрытия.
24. Способ по п. 17 или 18, в котором обработку отжигом для образования слоя железа, легированного оловом, проводят для промотирования старения в DR подложке и/или восстановления DR подложки.
25. Тароупаковочная стальная подложка с покрытием из сплава железо-олово, характеризующаяся тем, что она получена способом по любому из пп. 17-24 и включает в себя:
- дважды обжатую (DR) стальную подложку из черной жести, которую подвергали рекристаллизационному отжигу между первой и второй обработкой холодной прокаткой, покрытую на одной или обеих сторонах слоем сплава железо-олово, который содержит, по меньшей мере, 80 вес. % FeSn, который состоит из 50 ат. % олова и 50 ат. % железа, и при этом слой сплава железо-олово образован путем отжига электроосажденного слоя олова при температуре Та, по меньшей мере, 513°С в течение времени отжига ta, достаточных для превращения слоя олова в слой сплава железо-олово, с последующим охлаждением в неокислительной охлаждающей среде, удерживая покрытую подложку в восстановительной или инертной газовой атмосфере до охлаждения для получения прочного, стойкого поверхностного оксида.
26. Тароупаковочная стальная подложка по п. 25, в которой диффузный слой железо-олово содержит, по меньшей мере, 85 вес. % FeSn, предпочтительно, по меньшей мере, 90 вес. %, более предпочтительно, по меньшей мере, 95 вес. %.
27. Тароупаковочная стальная подложка по п. 25 или 26, при этом подложка состоит из стали со сверхнизким содержанием углерода с небольшим количеством включений, такой как стабилизированная титаном или стабилизированная титан-ниобием сталь IF.
28. Тароупаковочная стальная подложка по п. 25 или 26, при этом подложка дополнительно снабжена конверсионным покрытием для уменьшения чувствительности к питтинговой коррозии материала и усиления адгезии органических покрытий, при этом предпочтительно покрытая подложка сначала предварительно обработана для повышения поверхностного натяжения наружной поверхности до нанесения конверсионного покрытия.
29. Тароупаковочная стальная подложка по п. 25 или 26, при этом подложка дополнительно обеспечена органическим покрытием, состоящим из термореактивного лака, или термопластичного одинарного или многослойного полимерного покрытия.
30. Тароупаковочная стальная подложка по п. 25 или 26, при этом подложка снабжена вторым слоем олова, который, необязательно, оплавлен и которой, необязательно, подвергнут пассивирующей обработке без шестивалентного хрома.
31. Тароупаковочная стальная подложка по п. 25 или 26, при этом вес первого слоя олова до отжига для образования слоя сплава железо-олово составляет самое большее 1000 мг/м2, предпочтительно между 100 и 600 мг/м2 подложки.
32. Тароупаковочная стальная подложка по п. 25 или 26, при этом подложка дополнительно снабжена органическим покрытием, состоящим из термореактивного лака или термопластичного одинарного или многослойного полимерного покрытия, при этом термопластичное полимерное покрытие представляет собой полимерную систему покрытия, включающую в себя один или более слоев, содержащий
- сложный полиэфир, такой как ПЭТФ или ПБТ;
- и/или полиолефины, такие как ПЭ или ПП;
- и/или их сополимеры;
- и/или смеси из них.
33. Устройство для получения покрытия из сплава железо-олово на тароупаковочной стальной подложке согласно способу по любому из пп. 1-8, содержащее:
- одну или более электролитических ячеек для лужения оловом для снабжения подложки из черной жести первым слоем олова на одной или обеих сторонах,
- секцию нагревания для диффузионного отжига первого слоя олова при температуре Та, по меньшей мере, 513°С в течение времени отжига ta, достаточных для превращения первого слоя олова в слой сплава железо-олово или слои, при этом скорость нагрева секции нагревания составляет, по меньшей мере, 300°С,
- секцию быстрого охлаждения, содержащую неокислительную охлаждающую среду, в которой скорость охлаждения после нагрева составляет, по меньшей мере, 100°С/с.
34. Устройство по п. 33, содержащее одну или более дополнительных ячеек для электроосаждения олова для обеспечения второго слоя олова, и при необходимости предшествующую им секцию для активации поверхности из сплава железо-олово.
35. Устройство по п. 34, содержащее секцию плавления для нанесения флюса и оплавления второго слоя олова.
36. Устройство по п. 33, содержащее секцию пассивирования, в частности для нанесения пассивирующего слоя без шестивалентного хрома.
37. Устройство по п. 33, содержащее один или более промывочных резервуаров для удаления избыточного электролита.
38. Устройство по п. 33, в котором атмосферой в секции нагревания является водородсодержащая атмосфера, такая как HNX.
39. Устройство для получения покрытия из сплава железо-олово на тароупаковочной стальной подложке согласно способу по любому из пп. 17-24, содержащее:
- одну или более электролитических ячеек для лужения оловом для снабжения подложки из черной жести первым слоем олова на одной или обеих сторонах,
- секцию нагревания для диффузионного отжига первого слоя олова при температуре Та, по меньшей мере, 513°С в течение времени отжига ta, достаточных для превращения первого слоя олова в слой сплава железо-олово или слои, при этом скорость нагрева секции нагревания составляет, по меньшей мере, 300°С,
- секцию быстрого охлаждения, содержащую неокислительную охлаждающую среду, в которой скорость охлаждения после нагрева составляет, по меньшей мере, 100°С/с.
40. Устройство по п. 39, содержащее одну или более дополнительных ячеек для электроосаждения олова для обеспечения второго слоя олова, и при необходимости предшествующую им секцию для активации поверхности из сплава железо-олово.
41. Устройство по п. 40, содержащее секцию плавления для нанесения флюса и оплавления второго слоя олова.
42. Устройство по п. 39, содержащее секцию пассивирования, в частности для нанесения пассивирующего слоя без шестивалентного хрома.
43. Устройство по п. 39, содержащее один или более промывочных резервуаров для удаления избыточного электролита.
44. Устройство по п. 39, в котором атмосферой в секции нагревания является водородсодержащая атмосфера, такая как HNX.
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ПОВЕРХНОСТЬ МЕТАЛЛИЧЕСКОГО МАТЕРИАЛА, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ПОЛУЧЕННОЕ ИЗДЕЛИЕ | 2003 |
|
RU2300579C2 |
| Способ термической обработки гальванопокрытий из оловянистых бронз | 1977 |
|
SU606903A1 |
| GB 1123189 A, 14.08.1968 | |||
| US 3174917 A, 23.03.1965. | |||

