Изобретение относится к строительным материалам и может быть использовано при производстве вяжущих материалов для автоклавных изделий.
Известно вяжущее, включающее, мас.% (а.с. СССР №772997, С04В 11/09):
Недостатком этого вяжущего является низкая прочность и высокая доля в вяжущем дорогостоящего и дефицитного гипса.
Известно также «Вяжущее для производства автоклавных бетонов (а.с. СССР №505184, С04В 15/06) включающее, в мас.%:
Способ получения этого вяжущего включает подготовку шламовых отходов содового производства, обжиг твердого остатка шламовых отходов при температуре 850-950°С, помол продукта обжига и последующее перемешивание его с молотым кварцевым песком.
Недостатком этого вяжущего является его низкая прочность и нестабильность качественных показателей, связанная с тем, что шлам, поступающий на переработку из шламобассейна, имеет нестабильный химико-минералогический состав, в том числе по содержанию продуктов, составляющих основу вяжущего - СаО и СаСО3, а также хлоридов, влияющих на скорость и температуру процесса декарбонизации при обжиге продукта.
Наиболее близким по технической сущности и достигаемому результату является способ получения вяжущего, включающий предобжиговую подготовку шламовых отходов содового производства, обжиг твердого остатка и помол его с кремнеземом. При этом недостатки, присущие предыдущему аналогу (нестабильность химического состава твердого остатка и низкая прочность вяжущего), устраняются за счет введения в твердый остаток перед обжигом кремнезема в количестве, обеспечивающем стехиометрическое и постоянное его содержание в шихте 25-30%, кроме того, шихту корректируют по требуемому содержанию хлоридов (4-8%). Обжиг проводят при температуре 1050-1100°С, а помол продукта обжига осуществляют с 30-50% кремнезема.
Вяжущее, получаемое данным способом, имеет следующий состав, мас.%: (а.с. СССР №816986, С04В 7/14):
Недостатками такого способа получения вяжущего являются:
- сложность и трудоемкость технологического процесса подготовки сырья к обжигу (извлечение и транспортирование шлама до места переработки, его осушение, необходимость составления шихты);
- высокое содержание хлоридов в шихте и в вяжущем, наличие которых в указанном количестве активизирует коррозионную агрессивность шихты по отношению к металлическому оборудованию и вяжущего по отношению к арматурной стали, что ограничивает область его применения;
- высокая температура обжига (1050-1100°С), так как добавка кремнезема перед обжигом изменяет условия химических превращений компонентов шихты, смещая фронт реакций в область более высоких температур, что ведет к перерасходу тепловой энергии;
- пониженная прочность вяжущего.
Технической задачей заявленного изобретения является достижение стабильности химического состава твердого остатка шламовых отходов содового производства (по аммиачному способу) с меньшими трудо- и энергозатратами, уменьшение количества хлоридов и повышение прочности вяжущего.
Технический результат достигается тем, что предобжиговую подготовку шламовых отходов содового производства осуществляют с помощью пресс-фильтров, минуя промежуточную стадию хранения отходов в шламонакопителях. При этом из технологического процесса исключаются: транспортирование сырья до места переработки, их термо- и механическая обработка (сушка, помол), отпадает необходимость составления шихты перед обжигом. Кроме того, при обработке сырья с помощью пресс-фильтров за счет высокой степени разделения твердой и жидкой фаз достигается стабильность химико-минералогического состава отфильтрованного твердого остатка, значительно снижается содержание хлоридов, так как хорошо растворимые в воде хлористые соли кальция, натрия и аммония не концентрируются в отфильтрованном шламе, а удаляются вместе с фильтратом. Исключение из технологического процесса операции составления шихты и дополнительной добавки кремнезема перед обжигом позволяет снизить температуру обжига с 1050-1100°С (в прототипе) до 850-950°С и тем самым уменьшить трудозатраты и расход энергии.
Отличительным признаком предлагаемого изобретения от прототипа является также новый состав и соотношение ингредиентов в вяжущем, так как с целью замедления процесса схватывания вяжущего и обеспечения условий образования окристаллизованного низкоосновного гидросиликата кальция типа тоберморита при автоклавировании, обусловливающего повышение долговечности автоклавных изделий, в вяжущее дополнительно вводится полуводный или двуводный гипс при следующем соотношении компонентов, мас.%:
Использование той или другой из указанных модификаций гипса не влияет на технический результат, так как при затворении полуводного гипса водой он превращается в двуводный по реакции:
CaSO4·0,5H2O+1,5H2O=CaSO4·2H2O
Для обеспечения постоянного содержания гипса в вяжущем расчет его количества производится по безводному веществу (ангидриту).
Получение вяжущего предлагаемым способом осуществляется следующим образом.
Шламовые отходы с содового производства поступают на пресс-фильтр, который разделяет (отжимает) жидкую фазу от твердой. При этом твердый остаток шлама уплотняется до состояния брикета с влажностью 11,09-15,3%, который затем измельчают (дробят) до крупности зерен не более 20 мм и производят обжиг при температуре 850-950°С. Режим обжига регламентируется по активности обожженного продукта: содержание в нем активных CaO+MgO должно быть в пределах 40-55%.
Вяжущее получают известным способом: путем совместного помола смеси, состоящей из продукта обжига, кварцевого песка и, дополнительно, полуводного или двуводного гипса до удельной поверхности 3000-5000 см2/г.
Результаты испытаний химического состава твердого остатка и физико-механических свойств вяжущего представлены в табл.1, 2, 3, 4.
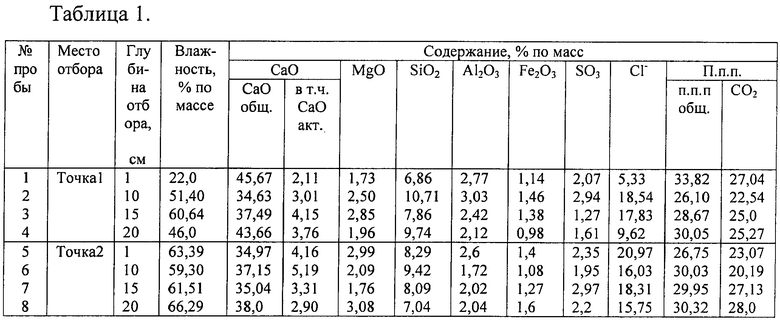
Для сравнения в табл.1 приведен химический состав проб твердых остатков шламовых отходов, отобранных из действующего шламонакопителя, снабженного искусственным дренажом, в различных точках верхних слоев на глубине от 1 до 20 см. Приведенные данные свидетельствуют о том, что твердый остаток, подготовленный к обжигу известным способом, характеризуется нестабильным химическим составом, высокой влажностью от 22,0 до 66,29% и высоким содержанием ионов хлора от 5,33 до 20,97%. Следует заметить, что в других имеющихся шламонакопителях, необорудованных искусственным дренажом, состояние шламовых отходов аналогичное.
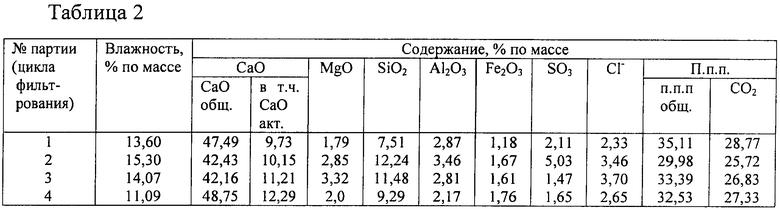
В табл.2 приведен химический состав проб твердых остатков шламовых отходов, подготовленных на пресс-фильтре к обжигу. Как видно из таблицы, химический состав обезвоженного продукта колеблется в незначительных пределах, влажность (11,09-15,3%) ниже, чем у прототипа в 1,98-4,52 раза, а содержание хлоридов (2,33-3,7%) уменьшилось в 2,3-5,7 раза. Следует отметить, что в вяжущем, полученном предлагаемым способом, активность обожженного продукта составляет от 40 до 55%, а количество хлористых солей, в пересчете на хлор-ионы, снижается менее чем до 1,3%. Низкое содержание хлоридов в вяжущем позволяет использовать его при производстве армированных изделий, чем расширяется область применения.
В табл.3 представлены результаты влияния добавки гипса на сроки схватывания вяжущего. Из табл.3 следует, что сроки схватывания полученного вяжущего без гипса при высокой активности продукта обжига слишком короткие (начало 7 мин, конец 10 мин). Введение добавки гипса при помоле вяжущего позволяет удлинить сроки схватывания (начало от 11 до 55 мин, конец от 15 до 72 мин), что улучшает технологичность приготовления бетонной смеси.
Составы вяжущего в примерах и прочность полученного из них затвердевшего камня приведены в табл.4.
Приготовление вяжущего и растворной смеси из него осуществляется следующим образом.
В отдозированное количество обожженного при температуре 850-950°С твердого остатка, имеющего активность 40-55%, вводят кварцевый песок и полуводный или двуводный гипс (гипс дозируют по безводному веществу) и проводят помол в шаровой мельнице до получения вяжущего с удельной поверхностью 3000-5000 см2/г. Полученное вяжущее затворяют водой до пластичности, соответствующей расплыву конуса диаметром 107-110 мм. Все смеси, указанные в табл.4, готовят равнопластичными. Смесь заливают в подготовленные формы размером 4×4×16 см, вибрируют на вибростоле в течение 30 с и загружают в автоклав. Автоклавную обработку проводят по режиму: 8+2+6+3 ч (предавтоклавная выдержка при комнатной температуре, подъем давления до 0,8 МПа, выдержка при этом давлении, снижение давления насыщенного пара). После чего образцы извлекают из автоклава, освобождают от форм и испытывают их прочность на прессе, предназначенном для определения прочности при сжатии (средняя скорость нарастания нагрузки при испытании 20±5 кгс/см2 в секунду).
Из табл.4 видно, что камень из предлагаемого вяжущего обладает прочностью от 63,92 до 72,30 МПа, что в среднем превышает прочность камня прототипа (42,20-63,00 МПа).
Вяжущее, получаемое предлагаемым способом, может быть использовано для изготовления автоклавных изделий, например тяжелого или ячеистого бетонов, силикатного кирпича и других автоклавных изделий, в том числе и армированных.
Таким образом, предлагаемый способ позволит расширить область ресурсосберегающих технологий и способствовать улучшению экологической обстановки в регионе.
Источники информации
1. А.с. СССР №772997, С04В 11/09.
2. А.с. СССР №505184, С04В 15/06.
3. А.с. СССР №816986 С04В 7/14.
| название | год | авторы | номер документа |
|---|---|---|---|
| Вяжущее | 1980 |
|
SU893946A1 |
| Способ получения вяжущего | 1979 |
|
SU816986A1 |
| Вяжущее | 1981 |
|
SU985000A1 |
| СУХАЯ СТРОИТЕЛЬНАЯ СМЕСЬ ДЛЯ ПРИГОТОВЛЕНИЯ ЯЧЕИСТОГО БЕТОНА | 2008 |
|
RU2392245C1 |
| Облегченный тампонажный материал | 1982 |
|
SU1090850A1 |
| Сырьевая смесь для получения вяжущего | 1981 |
|
SU975631A1 |
| Щелочеактивированное вяжущее | 2022 |
|
RU2802507C1 |
| Сырьевая смесь для получения вяжущего | 1981 |
|
SU1076410A1 |
| ДОБАВКА ДЛЯ МОДИФИКАЦИИ ГИПСОВЫХ ВЯЖУЩИХ, СТРОИТЕЛЬНЫХ РАСТВОРОВ И БЕТОНОВ НА ИХ ОСНОВЕ | 2008 |
|
RU2387607C2 |
| ОРГАНО-МИНЕРАЛЬНЫЙ МОДИФИКАТОР ГИПСОВЫХ ВЯЖУЩИХ, СТРОИТЕЛЬНЫХ РАСТВОРОВ, БЕТОНОВ И ИЗДЕЛИЙ НА ИХ ОСНОВЕ | 2007 |
|
RU2381191C2 |
Изобретение относится к строительным материалам и может быть использовано при производстве вяжущих материалов для автоклавных изделий. Технический результат - повышение прочности. В способе получения вяжущего автоклавного твердения, включающем предобжиговую подготовку шламовых отходов содового производства, обжиг, введение в полученный обожженный твердый остаток кварцевого песка, их помол, указанную подготовку осуществляют с помощью пресс-фильтра с уплотнением твердого остатка до состояния брикета с влажностью 11,09-15,3% и измельчением до крупности зерен не более 20 мм, обжиг проводят при температуре 850-950°С, а помол осуществляют с дополнительным введением полуводного или двуводного гипса до удельной поверхности 3000-5000 см2/г, при следующем соотношении компонентов, мас.%: обожженный твердый остаток отходов содового производства 25,0-65,0; кварцевый песок 32,50-74,25; полуводный или двуводный гипс 0,75-2,5 (в пересчете на ангидрит). 4 табл.
Способ получения вяжущего автоклавного твердения, включающий предобжиговую подготовку шламовых отходов содового производства, обжиг, введение в полученный обожженный твердый остаток кварцевого песка, их помол, отличающийся тем, что указанную подготовку осуществляют с помощью пресс-фильтра с уплотнением твердого остатка до состояния брикета с влажностью 11,09-15,3% и измельчением до крупности зерен не более 20 мм, обжиг проводят при температуре 850-950°С, а помол осуществляют с дополнительным введением полуводного или двуводного гипса до удельной поверхности 3000-5000 cм2/г при следующем соотношении компонентов, мас.%:
| Способ получения вяжущего | 1979 |
|
SU816986A1 |
| Вяжущее | 1979 |
|
SU772997A1 |
| Сырьевая смесь для изготовления силикатного кирпича | 1979 |
|
SU863546A1 |
| Сырьевая смесь для изготовленияСилиКАТНыХ издЕлий | 1979 |
|
SU806639A1 |
| GB 1099773 A, 17.01.1968. | |||

