В соответствии с первым аспектом настоящее изобретение относится к способу изготовления термопластичных материалов, характеризующихся хорошей перерабатываемостью и сроками службы, регулируемыми в зависимости от различных сфер применения, в результате использования подходящей комбинации ингибиторов окисления и окислителей. В соответствии со вторым аспектом изобретение относится к комбинации ингибиторов окисления и окислителей, обеспечивающей получение термопластичных материалов, характеризующихся хорошей перерабатываемостью и сроками службы, регулируемыми в зависимости от различных сфер применения. Кроме того, и в соответствии с еще одним аспектом настоящее изобретение относится к изготовлению термопластичных материалов в соответствии со способом первого аспекта изобретения и/или в результате использования комбинации, соответствующей второму аспекту изобретения, а также к любым продуктам, изготовленным при использовании таких термопластичных материалов.
Предпосылки
Продукты из термопластичного материала играют существенную роль в нашей повседневной жизни. Водопроводные трубы, автомобильные детали и упаковка из пластика представляют собой только некоторые примеры. Такие продукты удовлетворяют настоятельные потребности в том, что касается утечки нежелательных веществ. Однако продукты из термопластичных материалов зачастую рассматриваются как небезопасные для окружающей среды. Причина этого отчасти заключается в том, что термопластичный материал, из которого изготавливают продукты, не является хорошо адаптированным к рассматриваемой конкретной сфере применения. Пакеты из пластика, сохраняющиеся в природе годами, столь же нежелательны, как и трубы из пластика, которые выбрасывают после нескольких лет использования. В настоящее время отсутствует промышленная и широко применимая технология регулирования срока службы (долговечности) термопластичных продуктов в зависимости от различных сфер применения. Поэтому целью является разработка технологии, делающей возможным изготовление продуктов из пластика с долговечностью, которую можно было бы контролировать в соответствии с фактической сферой применения. В особенности это относится к сферам применения, в которых термопластичный продукт должен исполнять свою функцию в течение определенного периода времени, по истечении которого желательно быстрое прохождение разложения. Одним примером является пленка сельскохозяйственного назначения для покрытия молодых побегов картофеля в течение 4-6 недель, по истечении которых растения проникают сквозь пленку, которая после этого должна быстро разлагаться.
На рынке представлено несколько коммерческих разлагающихся термопластичных продуктов с ограниченной долговечностью. В общем случае их сроки службы предсказать непросто, и они являются подходящими только в весьма ограниченной сфере применения. Поэтому использование таких продуктов в иных сферах применения, для которых требуются иные долговечности продуктов, к удовлетворительным результатам не приводило.
Коммерчески доступные и способные подвергаться биологическому разложению термопласты в своей основе имеют гидролизуемые полимеры, такие как полимеры кукурузного крахмала или полимеры на основе лактидов. Разлагающиеся полимеры на основе лактидов описываются, например, в документе US 5908918. В общем случае преимущества и недостатки полимеров на основе лактидов описываются в литературе (например, в работе R. Leaversuch, Plastics Technology, March 2002, 50). Недостатки полимеров на основе лактидов в сопоставлении с синтетическими полимерами, подобными полипропилену, заключаются в пониженном пределе прочности на разрыв, повышенной плотности, ухудшенных свойствах при повышенных температурах, ухудшенных характеристиках непроницаемости и, не в последнюю очередь, завышенной стоимости. Преимуществом данного типа полимера являются возможность изготовления прозрачных продуктов и возможность быстрого прохождения разложения также и в отсутствие света.
Другая стратегия изготовления термопластов со значительно улучшенной способностью к разложению включает добавление к коммерческим термопластам, подобным полипропилену или полиэтилену, добавок, ускоряющих разложение, (стимуляторов разложения). Добавление осуществляют к коммерческим термопластам в форме концентрированных составов, содержащих одну или несколько добавок в материале удобной матрицы. Такие концентрированные составы называют маточными смесями. В общем случае между типами таких маточных смесей, которые ускоряют разложение коммерческих термопластов, можно провести различие.
В одном варианте реализации маточная смесь включает гидролизуемый материал, такой как модифицированный крахмал или материалы на основе сложных эфиров (Plastics Technology, October 2002, 60; U.S. 5461093 и U.S. 5091262). Маточные смеси, включающие такой гидролизуемый материал, примешивают к коммерческим термопластам. Если данные модифицированные термопласты с течением времени подвергнутся воздействию тепла и влажности, то тогда добавленный гидролизуемый материал станет гидролизованным, тем самым делая термопласт механически неустойчивым, что приведет к стимулированию разложения термопластичного материала. Примерами являются Polystarch N (Willow Ridge Plastics Inc., США) и Mater-Bi AF05H (Novamont, США). Преимущество данного способа заключается в том, что разложение не зависит от света, и в том, что таким образом материал можно будет использовать в течение продолжительного периода времени в сухих условиях в то время, как разложение будет протекать сравнительно быстро, например, тогда, когда из материала изготавливают компост. Недостаток заключается в том, что гидролизуемый материал в термопластах в общем случае приводит к получению ухудшенных качеств, таких как пониженный предел прочности на разрыв, ухудшенные свойства при повышенных температурах и ухудшенные характеристики непроницаемости.
В другом варианте реализации к коммерческому термопласту добавляют маточную смесь, где маточная смесь включает одну или несколько добавок, которые во время воздействия света и/или тепла катализируют окислительную деструкцию термопласта. Такие добавки, стимулирующие окисление, в общем случае называют стимуляторами разложения. В противоположность маточным смесям, включающим гидролизуемый материал, в общем случае такие добавки легко растворяются в коммерческих термопластах. Поэтому свойства модифицированных термопластов вполне подобны свойствам немодифицированных термопластов. Проблема, связанная с данным способом, заключается в отыскании системы добавок, которая была бы совместима со способом изготовления термопластов (получение пленки по способу экструдирования с раздувом, экструдирование, литьевое формование, раздувное формование). Для того чтобы продукт приобрел желательные свойства, возможное разложение во время изготовления необходимо исключать или контролировать. Конкретная проблема заключается в том, что процесс разложения протекает намного быстрее в присутствии света (в частности, включающего УФ-часть), чем в темновых условиях. Таким образом, добавку или смесь добавок необходимо выбирать таким образом, чтобы продукт сохранял свои желательные свойства в течение периода времени, подходящего для хранения и/или использования, и все еще таким образом, чтобы разложение проходило бы довольно быстро тогда, когда продукт будет выброшен.
Известными добавками, приводящими к ускоренному прохождению разложения термопластов, являются соли металлов или комплексные соединения металлов, в которых металл способен обратимо изменять свою степень окисления (I.I.Eyenga et al., Macromol. Symp., 178, 139-152 (2002)). Наиболее используемыми являются растворимые в жире соединения переходных металлов, подобных кобальту, церию или железу (US 20010003797; US 5384183; US 5854304; US 5565503; DE 2244801 B2; US 5212219) или составы, включающие соли переходных металлов вместе с различными типами восков (US 5155155). Примеры термопластов с контролируемым разложением, включающих комбинацию гидролизуемого материала и солей металлов или комплексных соединений металлов, описываются в документе US 5135966. В дополнение к солям металлов или комплексным соединениям металлов также могут быть включены и так называемые фотоинициаторы, то есть, материалы, которые под действием света образуют радикалы (US 4517318; US 4038227; US 3941759).
Синтез стеаратов, таких как стеарат железа (трехвалентного железа), описывается в периодической литературе (H.B.Abrahamson, H.C.Lukaski, Journal of Inorganic Biochemistry, 54, 115-130 (1994)) и патентных публикациях (US 5434277).
Использование стеарата железа вместо соединений других переходных металлов в термопластах с контролируемым разложением не приводит к распространению соединений, которые могут быть опасными для окружающей среды. Что касается санкционирования непосредственного контакта термопластов с контролируемым разложением с продуктами питания, то ограничения для соединений железа являются менее строгими в сопоставлении с ограничениями для соединений других переходных металлов.
Проблема, связанная с изготовлением продуктов на основе разлагающихся термопластичных материалов, заключается в том, что переработка протекает при высокой температуре, обычно в диапазоне от 180 до 300°С. Обычные способы изготовления включают получение пленки по способу экструдирования с раздувом, раздувное формование, горячее формование, ротационное формование или литьевое формование. Целью будет получение достаточно высокого количества стабильных радикалов, как только термопластичный материал будет нагрет. Такие стабильные радикалы будут ингибировать прохождение окислительной деструкции во время переработки термопластичного материала даже в комбинации со стимуляторами разложения.
Еще одна проблема заключается в возможности контроля долговечности продукта на основе термопластичного материала в той степени, которая позволит использовать продукт в сферах применения, в которых желательно наличие определенной долговечности.
Процесс разложения в термопласте, таком как полиолефин, в основном протекает в соответствии с механизмами, описанными, например, в работе Hans Zweifel (ed.), “Plastic additives handbook”, Hanser, München, 2000, p.4 and p.18. Поглощение кислорода приводит к образованию гидроперекисей и последующему прохождению окислительной деструкции термопласта в результате разложения гидроперекисей. Присутствие соединений металлов, таких как стеарат железа, ускоряет разложение гидроперекисей. Типичные стадии окислительной деструкции олефинов продемонстрированы в формулах 1а-1с:

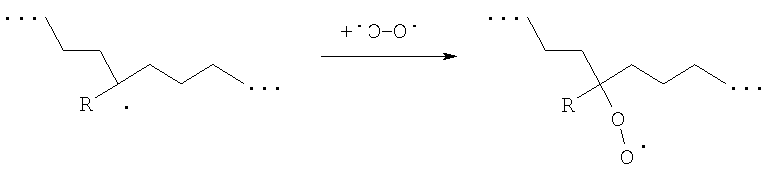



Реакции формулы 1а и формулы 1b приводят к окислению и разрыву цепи полиолефина. Помимо прочего, это подразумевает потерю относительного удлинения при разрыве и жесткости. Полимерный материал становится хрупким, а растворимость в воде увеличивается. Подобные реакции будут протекать в большинстве термопластичных материалов.
Во избежание или для подавления прохождения реакций разложения, соответствующих формуле 1а и формуле 1b, к термопластичному материалу можно добавлять стабилизирующие агенты (стабилизаторы). В альтернативном варианте прохождение реакций разложения, соответствующих формуле 1а и формуле 1b, может быть ускорено в результате добавления стимуляторов окисления (стимуляторов разложения). Таблица 1 демонстрирует типичные примеры стабилизаторов, используемых для продления долговечности термопластичного материала, а также основных стимуляторов окисления, используемых для сокращения долговечности термопластичного материала.
Действие стабилизаторов основано на их вкладе в предотвращение или подавление прохождения реакций, продемонстрированных в формуле 1а и формуле 1b. Существенным общим показателем эффективности в отношении действия стабилизаторов является уменьшение концентрации реакционно-способных радикалов, таких как гидроксильные радикалы и/или полимерные радикалы. Таким образом, прохождение обычных реакций разложения, продемонстрированных в формуле 1а и формуле 1b, ингибируется. Обычные реакции для избранных стабилизаторов продемонстрированы в формулах 2а-2d.

Поглотители УФ-излучения поглощают УФ-излучение с типичной длиной волны λ<380 мм. Таким образом, ингибируется образование углеродцентрированных полимерных радикалов (см. формулу 1а).
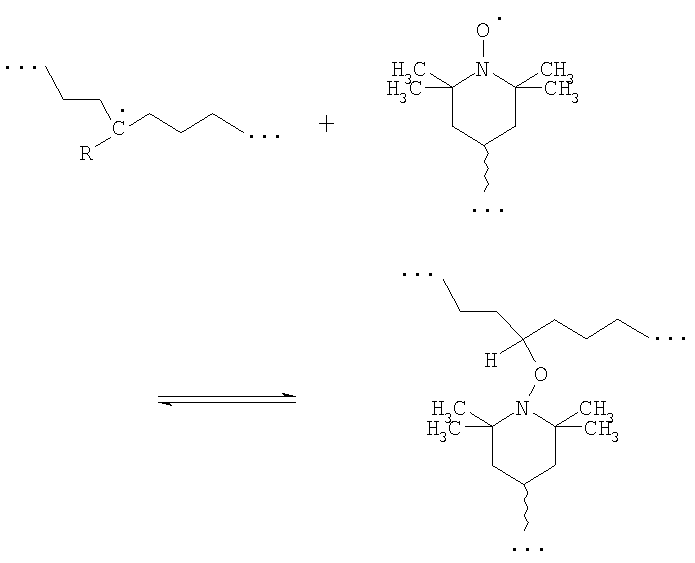
Акцепторы радикалов, такие как соединения на основе производных тетраметилпиперидина - так называемые пространственно затрудненные амины, обратимо рекомбинируют с различными типами реакционно-способных радикалов. Таким образом, концентрация реакционно-способных радикалов, таких как углеродцентрированные полимерные радикалы, уменьшается.
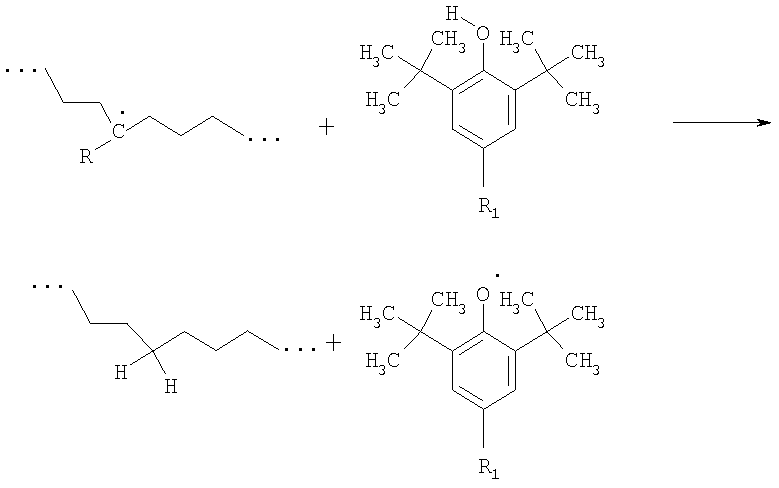
Фенольные антиоксиданты, такие как соединения на основе производных 2,6-ди-трет-бутила - так называемые пространственно затрудненные фенолы, на первой стадии вступают в реакцию с различными типами реакционно-способных радикалов, таких как углеродцентрированные полимерные радикалы. Радикалы, образованные пространственно затрудненными фенолами, являются стабильными радикалами. Данные радикалы могут обратимо рекомбинировать с различными типами радикалов тем же самым образом, что и акцепторы радикалов (см. формулу 2b). Антиоксиданты на основе производных бензофуранона и гидроксиламинов вступают в реакцию подобно пространственно затрудненным фенолам.
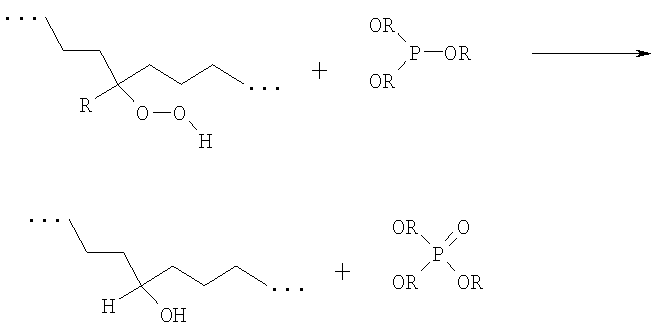
Органические фосфиты обеспечивают разложение групп гидроперекисей в полимерной цепи. Тем самым образуются нерадикальные соединения. Органические фосфиты стехиометрически вступают в реакцию с группами гидроперекисей в полимерной цепи, то есть разложение одного моля групп гидроперекисей требует наличия одного моля органического фосфита.
Стабилизаторы играют существенную роль при промышленной переработке термопластичных материалов, таких как получение пленки по способу экструдирования с раздувом, экструдирование, литьевое формование, раздувное формование, горячее формование и ротационное формование. Термопластичные материалы должны обладать хорошей перерабатываемостью при температурах, обычных для таких способов переработки. Поэтому необходимо обеспечить, чтобы во время такой промышленной переработки термопластичный материал не разлагался в значительной мере. Подходящие для использования стабилизаторы - так называемые технологические стабилизаторы - удерживают концентрацию реакционно-способных радикалов, таких как гидроксильные радикалы или полимерные радикалы, на низком уровне в основном благодаря прохождению реакций, описанных в формулах 2с и 2d. Обычные технологические стабилизаторы представляют собой смеси пространственно затрудненных фенолов и органических фосфатов. В дополнение к этому используют производные бензофуранона или гидроксиламины, отчасти в комбинации с органическими фосфатами и/или пространственно затрудненными фенолами.
Стабилизаторы, которые ингибируют разложение термопластичных материалов по завершении промышленной переработки, то есть во время хранения или использования термопластичных материалов, называют долговременными стабилизаторами. Долговременные стабилизаторы удерживают концентрацию реакционно-способных радикалов, таких как гидроксильные радикалы или полимерные радикалы, на низком уровне в основном благодаря прохождению реакций, описанных в формулах 1а-1с. Типичными долговременными стабилизаторами являются пространственно затрудненные фенолы, поглотители УФ-излучения и их комбинации.
Действие стимуляторов разложения заключается в инициировании или ускорении прохождения реакций, продемонстрированных в формулах 1а и 1b. Существенным общим признаком действия, вызываемого стимуляторами разложения, является увеличение концентрации реакционно-способных радикалов, таких как гидроксильные радикалы или полимерные радикалы. Тем самым инициируется или ускоряется прохождение реакций разложения, продемонстрированных в формуле 1а и формуле 1b. Обычные реакции стимуляторов разложения, таких как соединения металлов в переходном состоянии, продемонстрированы в формуле 2е.



Стимуляторы разложения, такие как ранее упомянутые соединения железа, обеспечивают разложение групп гидроперекисей в полимерной цепи. Таким образом, образуются в основном радикальные соединения. Соединение железа выступает в роли катализатора в том смысле, что разложение одного моля групп гидроперекисей требует наличия соединения железа в количестве, значительно меньшем одного моля.
Таким образом, действие стабилизаторов в термопластичных материалах противоположно действию стимуляторов разложения в термопластичных материалах.
Из отверждения смол на основе ненасыщенного сложного полиэфира также известно и взаимодействие между соединениями металлов на основе кобальта и железа. Добавление подходящей перекиси в принципе будет инициировать прохождение процесса отверждения благодаря обусловленному соединениями металлов разложению перекисей и таким образом образованию свободных радикалов, которые вызывали бы полимеризацию по ненасыщенным двойным связям в смоле на основе сложного полиэфира. Однако немедленное инициирование прохождения процесса отверждения после добавления перекисей нежелательно, поскольку существенные свойства, такие как вязкость, во время отверждения будут непрерывно изменяться и тем самым затруднять нанесение смолы на поверхность. Поэтому в общем случае добавляют антиоксидант, который эффективно вступает в реакцию с перекисью, предотвращая прохождение отверждения в течение подходящего периода времени. Данный период времени зачастую называют временем гелеобразования или индукционным периодом. По завершении данного периода времени антиоксидант вырабатывается и отверждение сложного полиэфира в общем случае протекает довольно быстро.
Соответствующим образом можно предположить, что такой антиоксидант можно было бы использовать для задержки прохождения процесса разложения в термопласте в случае соединений металлов, таких как стеарат железа. В документе US 5212219 упоминают об использовании в термопластичном материале антиоксиданта в комбинации с органической солью соединения переходного металла для получения индукционного периода до того момента, как жесткость термопласта быстро уменьшится. В документе US 5212219 не описывают использования различных антиоксидантов или различных концентраций определенного типа окислителя для контроля времени разложения. Продемонстрированы определенные примеры с несколько различным временем разложения термопластичных композиций. Однако не описывается, будут ли антиоксиданты оказывать влияние на время разложения, и, если будут, то каким образом. Типы антиоксиданта, упомянутого в данных примерах, представляют собой часто используемые ингредиенты во всех коммерческих типах термопластов.
Ранее известный способ изготовления термопластичных продуктов с контролируемой долговечностью включает использование в термопластичном материале различных стабилизаторов и комбинаций стабилизаторов. Недостаток данного способа заключается в том, что долговечность таких термопластичных продуктов, изготовленных в контролируемых и стабильных условиях промышленной переработки, находится в диапазоне от нескольких месяцев до нескольких лет. Еще один недостаток заключается в том, что период времени от того момента, когда продукт больше уже не будет полезным, вплоть до того момента, когда он подвергнется разложению, может составлять 6-12 месяцев и более. Обычное определение периода времени, в течение которого термопластичный продукт является полезным («полезный срок службы»), относится к периоду, в течение которого предел прочности при растяжении для продукта (ISO 527-3) остается на уровне, по меньшей мере, 50% от первоначального значения. Обычное определение долговечности термопластичного продукта - времени, к моменту истечения которого он подвергнется разложению до мелких частиц, относится ко времени, прошедшему до того момента, когда предел прочности при растяжении станет меньшим 10% от своего первоначального значения. Другие определения, используемые для долговечности продуктов из пластика, относятся к относительному удлинению при разрыве, меньшему 5%, и/или карбонильному индексу, большему или равному 0,10, и/или молекулярной массе, меньшей 10000.
Типичные диаграммы зависимостей относительного удлинения при разрыве от долговечности для полипропиленовой ленты, стабилизированной различными стабилизаторами, продемонстрированы в работе Hans Zweifel (ed.), “Plastic additives handbook”, Hanser, München, 2000, p.249. Конкретный признак термопластичных продуктов, содержащих стабилизаторы, которые обусловливают продолжительный полезный срок службы, заключается в том, что период времени от того момента, когда продукт больше уже не будет полезным, вплоть до того момента, когда он подвергнется разложению, является сравнительно продолжительным. Поэтому термопластичные продукты с регулируемой долговечностью, в своей основе имеющие просто использование стабилизаторов и/или их комбинаций, не являются хорошо подходящими для использования при изготовлении продуктов, которые не загрязняют окружающую среду по истечении полезного срока службы.
В публикации WO 2004/094516 описывают способ получения добавки к термопластичным материалам, обеспечивающей прохождение контролируемого разложения термопластичных материалов. Краеугольный камень способа заключается в создании условий для прохождения реакции между солью металла в своей наивысшей стабильной степени окисления и жирной кислотой или производным жирной кислоты с образованием растворимого в жире соединения металла и, по меньшей мере, одного летучего продукта реакции в способе, в котором подходящий для использования окислитель обеспечивает удерживание в конечном продукте всего металла в его наивысшей стабильной степени окисления. Использование окислителя в данном способе ограничивают для того, чтобы обеспечить сохранение всего металла в растворимом в жире соединении металла в его наивысшей стабильной степени окисления. В документе WO 2004/094516 не обсуждают получения и применения стимулятора разложения в форме растворимого в жире соединения металла, полученного в результате создания условий для прохождения реакции между солью металла и растворимым в жире органическим соединением в способе, в который включают подходящий для использования окислитель, что вносит значительный вклад в обеспечение превышения окислительной способности конечного продукта по отношению к определенному восстановителю над окислительной способностью эталонного продукта, полученного из той же самой соли металла и того же самого растворимого в жире органического соединения без использования такого окислителя. Документ WO 2004/094516 относится к термопластичным материалам с контролируемым разложением, которые могут быть изготовлены с очень светлыми окрасками и которые подвергаются разложению не быстрее, чем требуется для возможности использования традиционных способов промышленной переработки для материалов из пластика. В документе WO 2004/094516 в действительности обсуждают термопластичные материалы с контролируемым разложением и комбинации растворимых в жире соединений металлов в сочетании с различными другими добавками. Однако в нем не обсуждают комбинации стимуляторов разложения и специфических групп стабилизаторов, которые способны обеспечить получение разлагающегося термопластичного материала, содержащего такие комбинации добавок, со специфически регулируемыми сроками службы (долговечностью).
Цели изобретения
Цель настоящего изобретения заключается в предложении способа изготовления термопластичного материала, обладающего хорошими свойствами, выражаемыми через перерабатываемость и долговечность, регулируемую в зависимости от различных сфер применения, благодаря использованию добавок, ингибирующих окисление, и добавок, стимулирующих окисление, в подходящей комбинации.
Дополнительной целью является предложение комбинаций добавок, ингибирующих окисление, и добавок, стимулирующих окисление, которые способны обеспечить получение термопластичных материалов, характеризующихся хорошей перерабатываемостью и долговечностью, регулируемой в зависимости от различных сфер применения.
Настоящее изобретение
Под термином «термопластичный материал», как он используется в настоящем документе, понимаются термопластичные материалы и продукты из них, которые при определенной температуре в диапазоне от 0°С до 30°С демонстрируют контролируемую долговечность в диапазоне от 3 дней до 5 лет. Под термином «долговечность» в соответствии с использованием в настоящем документе понимается период времени, проходящий вплоть до того момента, когда предел прочности при растяжении (в соответствии с документом ISO 527-3) становится меньшим 10% от своего первоначального значения. Конкретная упоминаемая долговечность представляет собой долговечность, соответствующую документу ISO 4892-3 (60°C/40°C), в предположении ускоренного разложения и таким образом более короткую долговечность в сопоставлении с тем, что продукты будут обнаруживать при регулярном использовании.
В соответствии с первым аспектом настоящее изобретение относится к способу изготовления термопластичных материалов, характеризующихся хорошей перерабатываемостью и долговечностью, регулируемой в зависимости от различных сфер применения, в результате использования ингибиторов окисления и стимуляторов окисления в подходящей комбинации, где способ определен в отличительной части пункта 1 формулы изобретения.
В соответствии с еще одним аспектом изобретение относится к смеси ингибиторов окисления и стимуляторов окисления, которые способны обеспечить получение термопластичных материалов и их комбинаций, характеризующихся хорошей перерабатываемостью и долговечностью, регулируемой в зависимости от различных сфер применения, как это определено в пункте 34 формулы изобретения.
В соответствии с третьим аспектом изобретение, как определено в пункте 45 формулы изобретения, относится к термопластичным материалам, изготовленным в соответствии со способом первого аспекта изобретения и/или с помощью смеси, соответствующей второму аспекту изобретения. Наконец, настоящее изобретение относится к продуктам из таких термопластичных материалов, изготовленным при использовании различных способов промышленной переработки, как это определяют пункты 46, 48, 50, 52 и 54 формулы изобретения.
Предпочтительные варианты реализации изобретения описываются в зависимых пунктах формулы изобретения.
Под термином «восстановитель» в соответствии с использованием в настоящем документе понимается любое химическое соединение, нейтральное или ионное, которое может окисляться при контакте с конечным продуктом способа, соответствующего первому аспекту изобретения. Восстановитель, как таковой, не составляет части изобретения и скорее должен рассматриваться в качестве средства испытания того, попадает или нет определенный продукт в рамки определения изобретения.
Подходящим восстановителем является восстановитель, который в присутствии восстанавливаемого компонента-партнера в продукте способен становиться окисленным, в то время как компонент-партнер в продукте будет восстанавливаться. Это значит, что один молярный эквивалент подходящего для использования восстановителя может быть количественно окислен одним молярным эквивалентом компонента-партнера. Примерами подходящих для использования восстановителей в случае продуктов, соответствующих настоящему изобретению, являются иодид и трис(2,4-ди-трет-бутилфенил)фосфит.
Окислительная способность продуктов, соответствующих настоящему изобретению, по отношению к подходящему для использования восстановителю превышает соответствующую характеристику эталонного продукта. Окислительная способность Pi продуктов, соответствующих настоящему изобретению, будет превышать окислительную способность Pr эталонного продукта, если определенное количество продукта, соответствующего изобретению, будет окислять больше восстановителя, чем это будет делать то же самое количество эталонных продуктов в общем случае при равных условиях.
Действие стабилизаторов в термопластичных материалах в общем случае противоположно действию стимуляторов разложения в термопластичных материалах. Добавление стабилизаторов к термопластичному материалу в общем случае приводит к увеличению долговечности термопластичных материалов, в то время как добавление стимулятора разложения обычно приводит к уменьшению долговечности термопластичного материала. Использование подходящих комбинаций стабилизаторов и стимуляторов разложения в определенном термопластичном материале или комбинации термопластичных материалов делает возможным изготовление термопластичных материалов со сроками службы, регулируемыми в зависимости от различных сфер применения. Для того чтобы сделать возможным изготовление таких термопластичных материалов по способам промышленной переработки пластиков, таким как получение пленки по способу экструдирования с раздувом, экструдирование, литьевое формование, раздувное формование, горячее формование и ротационное формование, термопластичные материалы должны обладать хорошей перерабатываемостью при температурах, обычных для упомянутых способов переработки. Таким образом, имеет место условие, заключающееся в том, что стимулятор разложения не блокирует действие добавленного технологического стабилизатора до того, как переработка будет завершена. Настоящее изобретение именно это и делает возможным. Такое блокирование может иметь место тогда, когда активность стимулятора разложения будет значительно превышать активность технологического стабилизатора или когда концентрация стимулятора разложения будет значительно превышать концентрацию технологического стабилизатора. Поэтому существенными аспектами при изготовлении термопластичных материалов, характеризующихся хорошей перерабатываемостью и долговечностью, регулируемой в зависимости от различных сфер применения, в результате использования комбинаций ингибиторов окисления (технологических стабилизаторов и долговременных стабилизаторов) и стимуляторов окисления (стимуляторов разложения) являются активность, стабильность и концентрация технологического стабилизатора, активность, стабильность и концентрация долговременного стабилизатора, активность, стабильность и концентрация стимулятора разложения и состав термопластичного материала.
Таблица 2 демонстрирует типичную пригодность различных типов стабилизаторов в качестве технологического стабилизатора и долговременного стабилизатора.
Наиболее значительное различие между технологическим стабилизатором и долговременным стабилизатором описывается далее.
Подходящий для использования технологический стабилизатор быстро образует стабильные радикалы при нагревании и плавлении термопластичного материала. Концентрация радикалов, образованных подходящим для использования технологическим стабилизатором, является достаточно высокой и достаточно стабильной для предотвращения разложения термопластичного материала в то время, пока проходит промышленная переработка. Чистый технологический стабилизатор вырабатывается или становится неактивным, то есть больше не образующим радикалов, когда перерабатываемый термопластичный материал будет охлажден, обычно до температуры окружающей среды. Типичными стабилизаторами, которые можно использовать в качестве технологических стабилизаторов, являются органические фосфиты, гидроксиламины, лактоны и альфа-токоферол.
В противоположность технологическому стабилизатору, подходящий для использования долговременный стабилизатор образует радикалы тогда, когда промышленная переработка будет завершена, а подвергнутый переработке термопластичный материал будет охлажден, обычно до температуры окружающей среды. Типичный долговременный стабилизатор обычно не образует радикалы во время промышленной переработки со скоростью, достаточно большой для достижения концентрации радикалов, достаточно высокой для предотвращения разложения термопластичного материала в ходе проведения данной стадии. Стабилизаторами, обычными для использования только в качестве долговременных стабилизаторов, являются пространственно затрудненные амины.
Пространственно затрудненные фенолы могут быть хорошо подходящими для использования в качестве как технологических стабилизаторов, так и долговременных стабилизаторов, поскольку они образуют стабильные радикалы как во время промышленной переработки термопластичных материалов, так и после того, как термопластичные материалы будут охлаждены, обычно до температуры окружающей среды. В случае использования в качестве технологического стабилизатора только пространственно затрудненного фенола все его количество должно выработаться и подвергнуться разложению до компонентов, которые не образуют радикалов, когда подвергнутые переработке термопластичные материалы будут охлаждены.
Простой способ измерения активности и стабильности технологического стабилизатора заключается в измерении долговременных интенсивности и стабильности радикалов, образованных технологическим стабилизатором при промышленной переработке (см. формулу 1с), по методу электронного парамагнитного резонанса (ЭПР). Метод определения активности и стабильности технологических стабилизаторов при помощи электронного парамагнитного резонанса называют методом ЭПР и, помимо прочего, его описывают в работе “Electron spin resonance imaging of polymer degradation and stabilization”, Marco Lucarini, Gian Franco Pedulli, Mikhail V. Motyakin and Shulamith Schlick, Progress in Polymer Science, Vol.28 (2), 2003, s.331-340. Результаты, достигаемые при использовании метода ЭПР, обычно хорошо соответствуют результатам методов, по которым исследуют активность и стабильность технологического стабилизатора, подобным неоднократному экструдированию, описанному в работе Hans Zweifel (ed.), “Plastic additives handbook”, Hanser, München, 2000, pp.23-28. Высокая интенсивность сигнала ЭПР подразумевает наличие большого количества стабильных радикалов. Таким образом, сигнал ЭПР с высокой интенсивностью, который является стабильным с течением времени, представляет собой индикатор наличия технологического стабилизатора с высокими активностью и стабильностью.
Стимуляторы разложения могут вносить свой вклад в увеличение активности технологического стабилизатора, что, на первый взгляд, может показаться странным, но не должно быть обязательно неблагоприятным. Такое увеличение может иметь место в том случае, если количество стабильных радикалов, образованных в определенных условиях переработки при определенной концентрации технологического стабилизатора в присутствии стабилизатора разложения, будет превышать соответствующую величину в случае отсутствия стимулятора разложения. Обычные реакции в таких случаях продемонстрированы в формуле 3
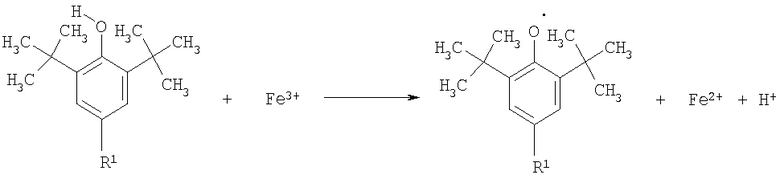
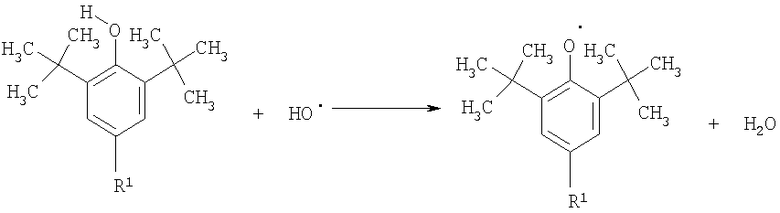
Вместо Fe3+ могут быть использованы и ионы других металлов, обладающие окислительными свойствами, или другие окисляющие вещества, такие как хиноны. Гидроксилобразующие радикалы возникают, например, в результате воздействия стимулятора разложения на подходящие для использования химические соединения (см. формулу 2е). Вместо гидроксильных радикалов могут быть активными также и другие радикалы, образованные в результате воздействия стимулятора разложения. Антиоксидант на основе производных бензофуранона и гидроксиламинов и акцепторы радикалов на основе производных тетраметилпиперидина вступают в реакцию по способу, соответствующему случаю пространственно затрудненных фенолов.
Результаты метода ЭПР в отношении влияния типа стимулятора разложения на два типа технологических стабилизаторов продемонстрированы в прилагаемых примерах.
Стабильность радикала, который образуется технологическим стабилизатором, зависит от химической структуры радикала. В случае, если технологический стабилизатор представляет собой фенольный антиоксидант, стабильность, как известно, зависит от заместителей во 2-м и 6-м положении в фенольной группе (Hans Zweifel (ed.), “Plastic additives handbook”, Hanser, München, 2000, s. XX). Это продемонстрировано в формуле 4.
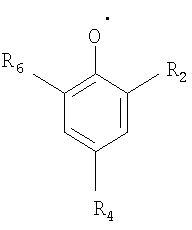
Последовательность для стабильности объясняется пространственным размером заместителей. Трет-бутильные группы лучше всего экранируют радикальный центр на основе кислорода от последующего вступления в реакцию до образования термодинамически более стабильных нерадикальных групп. Такие реакции обычно приводят к получению продуктов окисления технологического стабилизатора, и поэтому их можно определить как окислительную деструкцию технологического стабилизатора.
В случае, если R2 и R6 у двух различных пространственно затрудненных фенолов будут равны, а R2/R6 будут представлять собой либо метил, либо трет-бутил, то тогда на активность и стабильность радикала, образованного во время промышленной переработки, решающее влияние будет оказывать R4. Таким образом, для получения других активности и долговечности в качестве технологического стабилизатора технологические стабилизаторы из числа пространственно затрудненных фенолов могут быть выбраны в соответствии с заместителем R4. Это также имеет место и тогда, когда один или несколько технологических стабилизаторов будут использовать в комбинации с одним или несколькими стимуляторами разложения. Поэтому могут быть получены термопластичные материалы, обладающие достаточной перерабатываемостью, обеспеченной наличием удобной комбинации технологического стабилизатора, обладающего подходящей для использования стабильностью, и стимулятора разложения.
Долговечность термопластичного материала после завершения переработки зависит от типа термопластичного материала или комбинации термопластичных материалов, активности и концентрации долговременного стабилизатора или смеси долговременных стабилизаторов, активности и концентрации стимуляторов разложения и условий хранения и использования. Для определенного типа термопластичного материала или смеси термопластичных материалов, определенных активности и концентрации долговременных стабилизаторов, определенных активности и концентрации стимуляторов разложения и определенных условий использования и хранения, долговечность термопластичного материала в основном зависит от стабильности долговременного стабилизатора или смеси стабилизаторов.
В качестве примера можно сказать, что стабильности различных поглотителей УФ-излучения по отношению к окислительной деструкции могут быть рассортированы следующим образом по отношению друг к другу: Sanduvor PR-25 < Chimasorb 81 ≈ Cyasorb UV 5411 < Tinuvin 326 < Tinuvin 1577. Химические структуры данных поглотителей УФ-излучения продемонстрированы в формуле 5
Использование таких поглотителей УФ-излучения в комбинации со стимуляторами разложения, соответствующими настоящему изобретению, обеспечивает получение модифицированных полезного срока службы и долговечности, которые зависят от стабильности рассматриваемого поглотителя УФ-излучения по отношению к окислительной деструкции. Также было обнаружено, что при использовании удобных комбинаций вышеупомянутых стимуляторов разложения и стабилизаторов можно существенным образом отрегулировать полезный срок службы и долговечность определенного термопластичного материала в соответствии с различными потребностями, поскольку быстрое разложение, обусловленное действием стимулятора разложения, можно будет подавлять и модифицировать в соответствии с типом и количеством добавленного известного поглотителя УФ-излучения. Поглотители УФ-излучения, обладающие в общем случае высокой стабильностью в своем изолированном состоянии, увеличивают время разложения в большей степени, чем это делают поглотители УФ-излучения, обладающие меньшей стабильностью. Таким образом, комбинация стимулятора разложения по настоящему изобретению и Tinuvin 1577 приводит к получению значительно более продолжительных полезного срока службы и долговечности в сопоставлении с комбинацией стимулятора разложения и Sanduvor PR 25.
Многие акцепторы радикалов в своей основе имеют производные 2,2,6,6-тетраметилпиперидина. Химическая структура некоторых таких акцепторов радикалов продемонстрирована в формуле 6
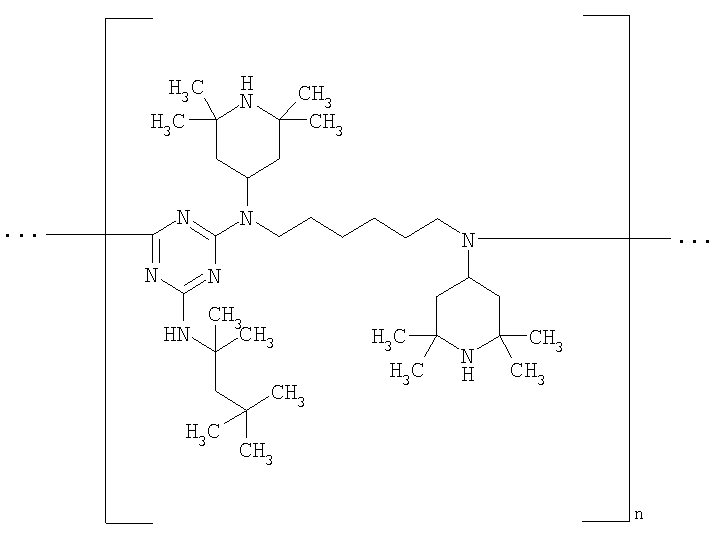
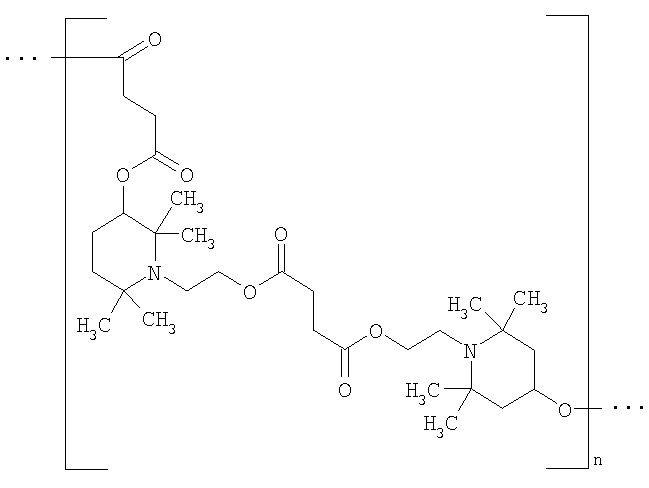
Стабильности Tinuvin 770, Chimasorb 944 и Tinuvin 622 в отношении окислительной деструкции, как таковые, известны и по отношению друг к другу могут быть рассортированы следующим образом: Tinuvin 770 < Chimasorb 944 < Tinuvin 622. Различная стабильность пространственно затрудненных аминов обуславливается различными молекулярными массами и способом присоединения группы 2,2,6,6-тетраметилпиперидина к базовой структуре. Меньшие молекулярные массы также обуславливают повышенную летучесть и таким образом пониженную активность пространственно затрудненного амина (Hans Zweifel (ed.), “Plastic additives handbook”, Hanser, München, 2000). Влияние на долговечность термопластичного материала сопоставимо с тем, что имеет место для пространственно затрудненного амина, обладающего меньшей стабильностью в отношении окислительной деструкции.
Таким образом, стабильности в отношении окислительной деструкции для Tinuvin 770, Chimasorb 944 и Tinuvin 622 в присутствии стимулятора разложения можно рассортировать: Tinuvin 770 < Chimasorb 944 < Tinuvin 622. Таким образом, в результате использования стимуляторов разложения и акцепторов радикалов на основе производных 2,2,6,6-тетраметилпиперидина в подходящей композиции можно получить термопластичные материалы со сроками службы, регулируемыми в зависимости от различных сфер применения.
Как продемонстрировано в таблице 2, в качестве долговременных стабилизаторов могут быть использованы пространственно затрудненные фенолы. Стабильность пространственно затрудненных фенолов, используемых в качестве долговременных стабилизаторов, в общем случае следует тем же самым критериям, которые действуют и в отношении стабильности пространственно затрудненных фенолов, используемых в качестве технологических стабилизаторов. Таким образом, можно получить термопластичные материалы с долговечностью, регулируемой в зависимости от различных сфер применения, в результате использования стимуляторов разложения и пространственно затрудненных фенолов в подходящей для использования комбинации.
Примеры стабилизаторов, которые в комбинации со стимулятором разложения могут обеспечить получение термопластичных материалов с контролируемой долговечностью, перечислены далее.
Каждое из вышеупомянутых веществ может, индивидуально или в комбинации с другими веществами, составлять предпочтительные стабилизаторы, соответствующие способу и смеси настоящего изобретения, в зависимости от сферы применения и желательной долговечности.
Обычные полезные сроки службы и совокупные долговечности, получаемые при изготовлении термопластичного продукта из смеси 50% полипропиленового гомополимера (гомо-ПП) и 50% линейного полиэтилена низкой плотности (ЛПЭНП), содержащего технологические стабилизаторы, 0,5% стимулятора разложения по изобретению и подходящий для использования долговременный стабилизатор, продемонстрированы в таблице 3. Полезный срок службы базируется на пределе прочности при растяжении (ISO 527-3), равном, по меньшей мере, половине от первоначального значения. Долговечность (время разложения) в своей основе имеет разложение термопластичного продукта с достижением предела прочности при растяжении, равного всего лишь 10% от своего первоначального значения. Полезный срок службы и долговечность в таблице 3 представлены в соответствии с испытанием на ускоренное старение при использовании прибора для испытания на погодостойкость UVCON в соответствии с документом ISO 4892-3 (как это продемонстрировано в примерах).
Достижения других долговечностей можно добиться в результате смешивания различных типов долговременных стабилизаторов, например поглотителя УФ-излучения и пространственно затрудненного амина.
Предпочтительные варианты реализации
Выбор окислителя не является критическим моментом, но перекись водорода является примером окислителя, очень хорошо подходящего для использования, и она предпочтительна в форме разбавленных водных растворов перекиси водорода, в особенности 0,1-5%-ных водных растворов перекиси водорода. Другими подходящими для использования окислителями являются органические перекиси и гидроперекиси, а также воздух и воздух, обогащенный кислородом.
Солью металла может являться соль многих типов органических или неорганических кислот, таких как хлористо-водородная кислота, в случае которой солью металла будет являться хлорид. Растворимое в жире органическое соединение может иметь много различных форм. Как было обнаружено, хорошо подходящими для использования являются жирные кислоты и производные жирных кислот, а в особенности С8-С24 насыщенные или ненасыщенные жирные кислоты или их производные. Зачастую ценным оказывается добавление растворимого в жире органического соединения в стехиометрическом избытке по отношению к соли металла. Степень такого избытка может варьироваться в широких пределах и обычно в пределах кратности в диапазоне от 1,2 до 100. Кратность обычного избытка составляет приблизительно 3.
В конкретном, и в некоторых ситуациях, предпочтительном варианте реализации растворимое в жире органическое соединение и соль металла представляют собой идентичные соединения. Предпочтительно, чтобы соль металла была растворимой в жире также и тогда, когда она не будет идентичной растворимому в жире органическому соединению. Обычно анионная часть соли металла представляет собой анион, полученный в результате удаления протона у растворимого в жире органического соединения.
В особенности выгодные результаты были получены тогда, когда растворимое в жире соединение металла промывали водным раствором перекиси водорода для удаления любых остатков не вступившей в реакцию соли металла, диспергировали в водном разбавленном растворе перекиси водорода при 50-70°С в течение от 1 до 3 часов и высушивали.
Окислительную способность стимулятора разложения можно увеличить при использовании различных типов обработки, таких как тепловая обработка, обработка кислородсодержащими или окисляющими веществами или комбинацией таких веществ. В некоторых случаях окислительную способность можно увеличить также и в результате хранения стимулятора разложения.
На металл и соль металла ограничений практически не накладывают, за исключением того, что по практическим причинам это не должен быть металл, который стоил бы очень дорого или представлял бы опасность для окружающей среды. Металлами, подходящими для использования в качестве соли, являются Sc, Ti, V, Cr, Mn, Fe, Co, Ni, Cu, Ga, Ge, As, Y, Zr, Nb, Mo, Ru, Rh, Pd, Ag, Cd, Hg, Sn, Sb, La, Ce, Pr, Nd, Sm, Eu, Gd, Tb, Dy, Ho, Er, Tm, Yb, Lu, Hf, Ta, W, Re, Os, Ir, Pt, Au, Pb и Bi. Наиболее предпочтительным металлом в настоящее время является железо.
Подробные комментарии по стабилизаторам уже были приведены, и их предпочтительные варианты реализации включают фосфиты, тиосинергисты, пространственно затрудненные фенолы, производные гидрохинона, С-Н-кислотные акцепторы радикалов, гидроксиламины, пространственно затрудненные амины и поглотители УФ-излучения.
Термопластичные материалы и их смеси в широком диапазоне типов могут быть использованы до тех пор, пока их конкретные свойства будут адаптированы к фактической сфере применения. Таким образом, могут быть использованы любой термопластичный материал или их комбинация, если их перерабатываемость сделает возможным формование продуктов по способам экструдирования, получения пленки по способу экструдирования с раздувом, раздувного формования, горячего формования, ротационного формования или литьевого формования. В особенности предпочтительными являются полиэтилен (ПЭ) и полипропилен (ПП) различных качеств.
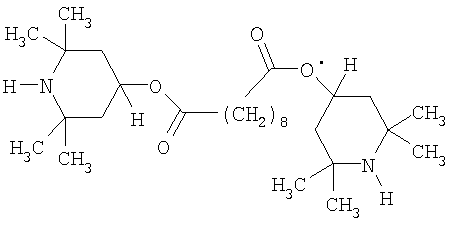
В особенности выгодный стимулятор разложения, соответствующий настоящему изобретению, может быть получен из хлорида трехвалентного железа в качестве металла, стеариновой кислоты в качестве органического соединения и перекиси водорода в качестве окислителя. Во время получения образуется, по меньшей мере, один летучий компонент. Обычным летучим компонентом является газообразная хлористо-водородная кислота совместно с различными количествами газообразной воды. Еще одним летучим компонентом является кислород, который может возникать в результате полного или частичного разложения перекиси водорода под воздействием трехвалентного или двухвалентного железа в качестве катализатора.
Превращение в результате взаимодействия между солью металла и растворимым в жире органическим соединением можно реализовать таким образом, чтобы стимулятор разложения содержал остатки соли металла, которые не вступили или только частично вступили в реакцию с растворимым в жире органическим соединением. Если солью металла будет являться хлорид трехвалентного железа, а растворимым в жире органическим соединением будет являться стеариновая кислота, то тогда стимулятор разложения может содержать хлорид трехвалентного железа, дихлорид-моностеарат трехвалентного железа и хлорид-дистеарат трехвалентного железа. В дополнение к этому, стимулятор разложения может содержать соответствующие химические соединения, отличающиеся тем, что хлорид-анион может быть полностью или частично замещен еще одним анионом, который будет доступен из реакционной смеси. Примерами таких анионов являются НО- или НОО-.
Смеси стабилизаторов могут варьироваться в ряду известных стабилизаторов и их комбинаций. Композицию, которая, как было обнаружено, является в особенности хорошо подходящей для использования в некоторых сферах применения, составляют приблизительно 200 ч./млн фенольного антиоксиданта и приблизительно 600 ч./млн органического фосфита. Данная смесь делает возможным изготовление термопластичных материалов с регулируемой долговечностью в пределах диапазона от приблизительно 3 до 12 дней согласно результатам по проведению ускоренного старения в соответствии с документом ISO 4892-3 (как продемонстрировано в примерах), в зависимости от количества и типа стимулятора разложения и качества термопластичного материала или смеси термопластичных материалов. Если фенольный антиоксидант количественно и качественно будут выбирать в целях достижения наиболее короткой возможной долговечности, то тогда он может функционировать исключительно в качестве технологического стабилизатора, то есть без какого-либо значительного долговременного действия. В таком случае подходящей для использования может являться концентрация, составляющая всего лишь 50-300 ч./млн. Количество органического фосфита может составлять 0-300 ч./млн. При использовании продуктов на основе обычного полипропиленового гомополимера, блок-сополимера или статистического сополимера используемым технологическим стабилизатором может являться пространственно затрудненный фенол, который присутствует с концентрацией в диапазоне от 50 до 200 ч./млн.
Еще одним хорошо подходящим для использования стабилизатором является 3-ксилил-5,7-ди-трет-бутилбензофуранон, упоминаемый в примерах как лактон 2, который исполняет функцию исключительно технологического стабилизатора, а не долговременного стабилизатора, что удобно тогда, когда для продуктов желательными будут в особенности короткие долговечности. 3-Ксилил-5,7-ди-трет-бутилбензофуранон удобно использовать в качестве технологического стабилизатора в случае желательности для продукта долговечности продолжительностью 1-4 дня в соответствии с документом ISO 4892-3 (60°С/40°С). При использовании данного конкретного стабилизатора также было обнаружено, что перерабатываемость термопластичного материала является, по меньшей мере, настолько же хорошей, как и в случае отсутствия стимулятора разложения при температурах вплоть до 300°С. В случае данного технологического стабилизатора, соответственно, короткие долговечности были также достигнуты и в результате проведения ускоренного старения в конвекционных печах при 80°С в отсутствие УФ-излучения.
В случае желательности долговечности продолжительностью 4-16 дней согласно измерению в соответствии с документом ISO 4892-3 (60°С/40°С) в дополнение к стимулятору разложения в качестве стабилизатора удобно использовать алифатический амин.
В случае долговечностей в диапазоне 5-12 дней в соответствии с документом ISO 4892-3 (60°С/40°С) хорошей альтернативой является использование стабилизатора, который в основном представляет собой УФ-стабилизатор, см. таблицу 3. Примерами являются Sanduvor PR25™, Chimassorb 81™, Cyasorb UV 5911™, Tinuvin 326™ и Tinuvin 1577™. В случае более продолжительных долговечностей, таких как 4-13 дней при измерении в соответствии с документом ISO 4892-3 (60°С/40°С), в качестве стабилизаторов могут быть использованы фенольные антиоксиданты, если тип и количество будут выбирать также и в целях получения определенной долговременной стабильности.
Пространственно затрудненные амины обеспечивают получение стабильности в течение более продолжительного периода времени в сопоставлении с вышеупомянутыми стабилизаторами, см. таблицу 3, и соединения, характеризующиеся высокой молекулярной массой, обеспечивают достижение значительно более высокой стабильности в сопоставлении со случаем соединений, характеризующихся низкой молекулярной массой. Данные амины являются хорошо подходящими для использования при получении продуктов со сроками службы вплоть до 70 дней, например 30-70 дней, в соответствии с документом ISO 4892-3 (60°С/40°С) и полезным сроком службы вплоть до 28 дней. В случае использования пространственно затрудненных аминов, характеризующихся низкой молекулярной массой, можно получить обычную долговечность в диапазоне 15-25 дней при измерении в соответствии с документом ISO 4892-3 (60°С/40°С).
Получения дополнительной адаптации долговечности можно добиться при использовании в одном и том же способе комбинации подходящих количеств двух или более вышеупомянутых типов стабилизаторов.
Смеси, соответствующие изобретению, могут быть получены во многих различных формах, и в особенности удобной формой такого промежуточного продукта являются концентраты или маточные смеси.
В соответствии с дополнительным аспектом изобретение относится к любому термопластичному материалу, изготовленному из базового термопласта, такого как нижеследующий, но не ограничивающийся только им: полиэтилен и полипропилен, в результате использования любой комбинации вариантов реализации способа, соответствующего первому аспекту изобретения, или в результате использования любой комбинации смесей добавок, упоминавшихся выше.
Кроме того, изобретение включает любой продукт и промежуточный продукт из такого термопластичного материала, сформованный или переработанный по любому способу, выбираемому из получения пленки по способу экструдирования с раздувом, получения фольги по способу экструдирования с раздувом, литьевого формования, горячего формования, экструдирования и раздувного формования.
Продукты могут иметь форму пленок или фольги, где под ними понимаются и двухосно ориентированные пленки и фольга солнечного коллектора, фольга сельскохозяйственного назначения, упаковка продуктов питания или другая упаковка и тому подобное.
Продукты также могут иметь форму пакетов или мешков из пластика, одноразовых изделий для бытового или промышленного использования или для использования вместе с продуктом питания и напитком.
Кроме того, продукты могут быть подходящими для использования в промышленных целях, таких как строительные цели, где под ними понимаются и продукты, предназначенные для использования в транспортных или строительных конструкциях, такие как мягкие или жесткие пластины или ленты для полов, стен и кровель, изолирующие материалы, волокноподобные или волокносодержащие материалы, где под ними понимаются и тканые и нетканые продукты.
Примеры
Пример 1. Синтез растворимой в жире железосодержащей добавки (стимулятора разложения)
а) Синтез проводили в обогреваемом 5-литровом стеклянном реакторе, снабженном двумя загрузочными воронками, стеклянной мешалкой с механическим приводом, термометром со стеклянной облицовкой, дефлегматором, регулируемым впускным отверстием для воздуха и нижним вентилем. В реакторе плавили 2,180 кг (7,66 моль) стеариновой кислоты. Расход воздуха во впускном отверстии регулировали, доводя до приблизительно 200 мл воздуха в минуту, а температуру реактора регулировали, доводя до 120°С. В 600 мл воды растворяли 600 г (2,22 моль) гексагидрата хлорида железа(III) и получали приблизительно 900 мл водного раствора хлорида железа(III). Через одну из загрузочных воронок к раствору хлорида железа(III) с расходом 20 мл в минуту добавляли расплавленную стеариновую кислоту. Добавление водного раствора хлорида железа(III) регулировали таким образом, чтобы количество дистиллированной воды и хлористого водорода соответствовало количеству подаваемого водного раствора хлорида железа(III). Непрерывная подача воздуха и добавление 3%-ного водного раствора перекиси водорода с расходом 2 мл в минуту через другую загрузочную воронку обеспечивали для ионов железа(III) сохранение степени окисления (III). По завершении добавления водного раствора хлорида железа(III) смесь в течение двух часов кипятили и перегоняли при непрерывном добавлении воздуха и добавлении 3%-ного водного раствора перекиси водорода с расходом 25 мл в минуту. После этого продукт - стеарат железа - выгружали через нижний вентиль в 10 литров 3%-ного водного раствора перекиси водорода. Когда последующее газовыделение близилось к завершению, продукт - стеарат железа - отфильтровывали от жидкой фазы и тщательно промывали водой для удаления любых остатков хлорида железа(III). После этого продукт - стеарат железа - диспергировали в 1%-ном водном растворе перекиси водорода при 45°С в течение 2 часов, способствуя этому палочкой для диспергирования. Диспергированный продукт - стеарат железа - отфильтровывали от жидкой фазы, тщательно промывали водой и высушивали в конвекционной печи при 50°С. Растворимый в жире железосодержащий агент хранили в течение 12 месяцев при 10-20°С.
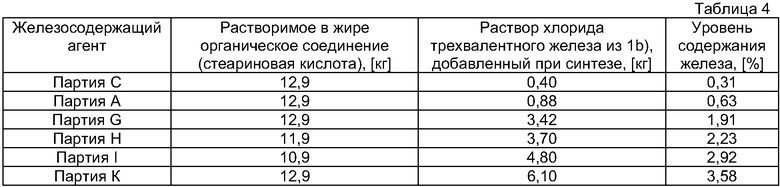
b) Синтез проводили в оборудованном масляным термостатом 50-литровом двустенном стеклянном реакторе, снабженном двумя дозирующими насосами, стальной мешалкой с тефлоновым покрытием и механическим приводом, термометром со стеклянной облицовкой, дефлегматором, нижним вентилем и присоединенным мембранным вакуумным насосом. Предварительно готовили раствор 11,3 кг (41,8 моль) гексагидрата хлорида трехвалентного железа в 10,5 литрах воды и 0,1 л концентрированной хлористо-водородной кислоты и получали 21,9 кг водного раствора хлорида трехвалентного железа с содержанием железа, приблизительно равным 10,6% (мас./мас.). Для получения растворимого в жире органического соединения в реакторе расплавляли 12,9 кг (45,3 моль) стеариновой кислоты в результате установки температуры масляного термостата на 190°С. Добавляли 0,18 л низкоароматического уайт-спирита (Statoil AS) и 0,35 л воды, а давление в реакторе уменьшали до 200 мбар. В течение периода времени продолжительностью 50 мин при помощи одного из дозирующих насосов добавляли 6,1 кг полученного раствора хлорида трехвалентного железа. Для выдерживания умеренного, но непрерывного пенообразования в реакторе при помощи одного из дозирующих насосов добавляли 1%-ный водный раствор перекиси водорода с расходом 10 мл в минуту. Добавление водного раствора хлорида трехвалентного железа регулировали таким образом, чтобы количество дистиллированной воды и перекиси водорода приблизительно соответствовало количеству водного раствора хлорида трехвалентного железа. По завершении добавления водного раствора хлорида железа(III) смесь кипятили и перегоняли при непрерывном добавлении 1%-ного водного раствора перекиси водорода с расходом, равным приблизительно 25 мл в минуту. Количество дистиллированной воды и хлористого водорода на данной стадии превышало количество 1%-ного раствора перекиси водорода, так что количество воды в реакционной смеси непрерывно уменьшалось. После того как температура реакционной смеси достигала 115°С, реакционную смесь охлаждали до приблизительно 100°С, а после этого сливали через нижний вентиль в 100 литров 1%-ного водного раствора перекиси водорода. Когда последующее газовыделение близилось к завершению, железосодержащий агент отфильтровывали от жидкой фазы. После этого железосодержащий агент диспергировали в 1%-ном водном растворе перекиси водорода при 60-72°С в течение 2 часов, способствуя этому палочкой для диспергирования. Диспергированный железосодержащий агент отфильтровывали от жидкой фазы и высушивали в конвекционной печи при 50°С.
с) По способу, соответствующему эксперименту 1b), получали железосодержащие агенты с различными количествами железа. Они и железосодержащий агент из 1b) перечислены в таблице 4. В дополнение к этому таблица 4 демонстрирует уровень содержания железа, определенный в результате «озоления» при 550°С. Уровень содержания железа определяли в предположении того, что остатком после сжигания являлся Fe2O3. Результаты продемонстрированы в таблице 4.
d) Железосодержащие агенты получали по способу, соответствующему экспериментам 1b) и 1с), за исключением того, что вместо 1%-ного водного раствора перекиси водорода использовали воду. Таким образом, они представляли собой эталонные продукты по отношению к железосодержащим агентам из 1b) и 1с), будучи полученными из той же самой соли металла и того же самого растворимого в жире органического соединения, но без использования окислителя, использованного в 1b) и 1с). Результаты продемонстрированы в таблице 5.

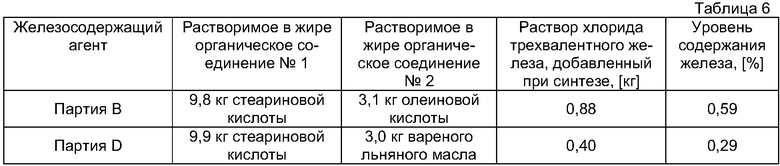
е) Железосодержащие агенты получали из насыщенных и ненасыщенных растворимых в жире органических соединений по способу, соответствующему эксперименту 1b). Насыщенным растворимым в жире органическим соединением являлась стеариновая кислота, которую добавляли так, как описывается в пункте 1b). Ненасыщенное растворимое в жире органическое соединение добавляли только после того, как был добавлен весь раствор хлорида трехвалентного железа, а температура в реакционной смеси при 200 мбар достигала 100°С. После этого использовали ту же самую методику, что и в пункте 1b). Результаты продемонстрированы в таблице 6.
f) По способу, соответствующему эксперименту 1b), получали металлсодержащие агенты, включающие кобальт и медь вместо железа. На основе соответствующих хлоридов металлов получали водные растворы хлоридов металлов, содержащие 12,1% кобальта и 5,4% меди соответственно. Уровни содержания металлов определяли в результате «озоления» при 550°С. Уровень содержания кобальта определяли в предположении того, что остатком после сжигания являлся Co3O4. Уровень содержания меди определяли в предположении того, что остатком после сжигания являлся Cu2O. Результаты продемонстрированы в таблице 7.

Легко понять, что добавленное железо присутствует в железосодержащем агенте с высоким уровнем содержания. Однако добавленные кобальт и медь в соответствующих металлсодержащих агентах присутствуют только со вполне ограниченным уровнем содержания.
Пример 2. Окислительная способность стимуляторов разложения по отношению к иодиду в качестве восстановителя
Окислительную способность стимуляторов разложения по отношению к восстановителю в основном измеряли так, как это описывается в работе J.F.Rabek, Polymer Photodegradation; Mechanisms and Experimental Methods, Chapman and Hall, London (1995). 1% стимулятора разложения плавили совместно с 99% нестабилизированного статистического сополимера ПП и прессовали до получения тонкой пленки (20-40 мкм). В дополнение к этому получали растворы иодида, содержащие 10 г иодида натрия в 50 мл концентрированной уксусной кислоты и 950 мл изопропанола. Приблизительно 220 мг пленки из ПП нагревали вместе с 4 мл раствора иодида до тех пор, пока не начиналось кипение, а после этого охлаждали. Концентрацию иона трииодида, полученного в результате окисления, фотоспектрометрически определяли в области 420 нм при использовании спектрофотометра для измерений в УФ видимом диапазоне, снабженного детектором в виде фотодиодной матрицы (Hewlett-Packard HP 8453). Результаты продемонстрированы в таблице 8.
Целью являлось сопоставление окислительной способности для партий К, G, H, B, D, E и F, полученных при использовании окислителя - перекиси водорода (эксперимент 1b), 1c), 1e) и 1f)), с окислительной способностью для партий P, Q и R, полученных без использования окислителя - перекиси водорода (эксперимент 1d)). Поэтому в 4-м столбце таблицы 8 результат по поглощению для идентично обработанной пленки из ПП в отсутствие стимулятора разложения вычитали из других результатов по поглощению. Легко понять, что стимулятор разложения в форме растворимого в жире соединения металла, полученного в результате создания условий для прохождения реакции между солью металла и растворимым в жире органическим соединением в способе, в который также включали и окислитель, обнаруживал более высокую окислительную способность по отношению к восстановителю - иодиду - в сопоставлении с эталонным продуктом, полученным из той же самой соли металла и того же самого растворимого в жире органического соединения без использования такого окислителя. Кроме того, очевидно, что стимулятор разложения в форме растворимого в жире соединения металла, полученного в результате создания условий для прохождения реакции между солью металла и растворимым в жире органическим соединением в способе, в котором в качестве окислителя использовали перекись водорода и в котором соль металла в своей основе имела кобальт или медь, обнаруживал более высокую окислительную способность по отношению к иодиду в качестве восстановителя в сопоставлении со случаем, когда соль металла в своей основе имела железо. Также выявили и то, что хранение стимулятора разложения может увеличить его окислительную способность. В заключение выявили то, что стимулятор разложения в форме растворимого в жире соединения металла, полученного в результате создания условий для прохождения реакции между солью металла и растворимым в жире органическим соединением в способе, в котором в качестве окислителя использовали перекись водорода и в котором растворимое в жире органическое соединение отчасти составляют ненасыщенные жирные кислоты, обнаруживал более высокую окислительную способность по отношению к иодиду в качестве восстановителя в сопоставлении с тем, что имело место тогда, когда органическое соединение составляли просто насыщенные жирные кислоты.
Пример 3. Окислительная способность стимуляторов разложения по отношению к восстановителю трис(2,4-ди-трет-бутилфенил)фосфиту
Окислительную способность стимулятора разложения по отношению к восстановителю трис(2,4-ди-трет-бутилфенил)фосфиту определяли при использовании следующего далее способа.
В ампулу для метода ЯМР отвешивали 100 мг стимулятора разложения и добавляли 20 мг трис(2,4-ди-трет-бутилфенил)фосфита. После этого в качестве растворителя добавляли 1,0 г орто-дихлорбензола-d4. Образец для метода ЯМР повторно расплавляли в атмосфере воздуха и таким образом герметизировали, обеспечивая достижение воздухонепроницаемости. После этого образец для метода ЯМР помещали в тепловую ячейку при 130°С для достижения гомогенизации. По истечении приблизительно 1 часа при постоянной температуре образца 100°С регистрировали спектр 31Р ЯМР при использовании спектрометра ЯМР Varian (резонанс 1Н ЯМР при 300 МГц). Резонанс 31Р ЯМР для трис(2,4-ди-трет-бутилфенил)фосфита легко был виден в области 132 м.д. (стандарт Н3РО4). После регистрации первого спектра ЯМР образец для метода ЯМР помещали в тепловую ячейку при 150°С на 20 часов. После этого для образца для метода ЯМР регистрировали еще один спектр 31Р ЯМР. После окисления резонанс 31Р ЯМР для трис(2,4-ди-трет-бутилфенил)фосфита уменьшался. Таким образом, чем более высокой была окислительная способность у стимулятора разложения, тем быстрее уменьшался резонанс 31Р ЯМР для трис(2,4-ди-трет-бутилфенил)фосфита. Результаты продемонстрированы в таблице 9.
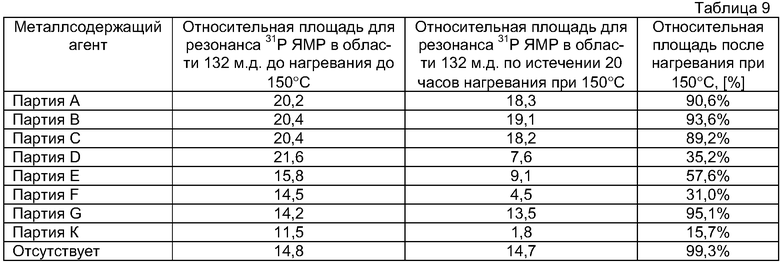
Резонансы 31Р ЯМР для партий А, В, С и D регистрировали при несколько отличных приборных параметрах в сопоставлении с регистрацией резонансов 31Р ЯМР для партий E, F, G и К. Поэтому относительные площади у образцов для метода ЯМР на основе А, В, С и D до нагревания до 150°С были несколько большими в сопоставлении с относительными площадями у образцов для метода ЯМР на основе партий E, F, G и К. Однако это не оказывало никакого влияния на различия в относительных площадях резонансов 31Р ЯМР до и после нагревания до 150°С.
Различие в относительных площадях до и после нагревания до 150°С отчетливо свидетельствовало о том, что партии К, Е и F демонстрировали наибольшую окислительную способность в дополнение к партии D по отношению к трис(2,4-ди-трет-бутилфенил)фосфиту в качестве восстановителя. Это согласовывалось с результатами из эксперимента 2.
Пример 4. Получение маточной смеси: экструдирование растворимого в жире железосодержащего продукта из 1а) и ЛПЭНП
а) 10% растворимого в жире железосодержащего продукта из 1а) в двухшнековом экструдере (Clextral) при 190°С и времени пребывания 60-70 секунд смешивали с 90% гомополимера ПП, относящегося к типу НЕ125МО (Borealis AS, Реннинген). Таким образом полученная маточная смесь демонстрировала наличие ровной красно-коричневой окраски и не обнаруживала признаков разложения.
b) 10% растворимого в жире железосодержащего продукта из 1b)-1f) в двухшнековом экструдере (Clextral) при 150°С и времени пребывания 60-70 секунд смешивали с 90% ЛПЭНП, относящегося к типу Exact Plastomer 0230 (ExxonMobil). Таким образом полученная маточная смесь не обнаруживала признаков разложения.
Точно таким же образом маточные смеси получали из коммерческих добавок к полимерам и ЛПЭНП.
Пример 5. Анализ по методу ЭПР для стабилизаторов и смесей стабилизаторов и стимуляторов разложения
Простым способом измерения активности и стабильности для технологического стабилизатора является измерение долговременных интенсивности и стабильности радикалов, образованных технологическим стабилизатором при промышленной переработке (см. формулу 1с)), по методу электронного парамагнитного резонанса (ЭПР). Высокая интенсивность сигнала в методе ЭПР соответствует большому количеству стабильных радикалов. Таким образом, высокий сигнал ЭПР повышенной интенсивности свидетельствует о том, что технологический стабилизатор обладает повышенной активностью.
Спектр ЭПР для 0,5%-ных растворов лактонов и фенолов в присутствии 0,5% стимулятора разложения и в отсутствие стимулятора разложения в поли(1-децене) по истечении четырех минут при 250°С продемонстрирован далее на чертеже, где
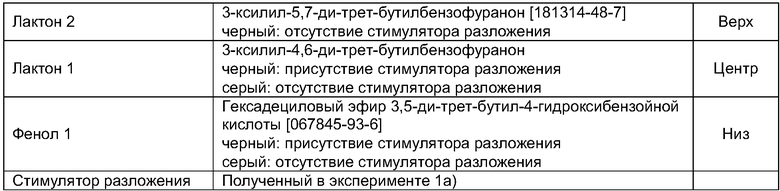
Лактон 2 представляет собой хорошо известный очень эффективный и подходящий для использования технологический стабилизатор. Лактон 1 не является подходящим для использования в качестве технологического стабилизатора, а фенол 1 имеет ограниченную ценность в качестве технологического стабилизатора. Смеси лактона 1 и стимулятора разложения являются хорошо подходящими для использования в качестве технологических стабилизаторов, и хорошо подходящими для использования в качестве технологических стабилизаторов также являются и смеси фенола 1 и стимулятора разложения.
Пример 6. Испытание действия в качестве технологического стабилизатора для стабилизаторов и смесей стабилизаторов и стимуляторов разложения при неоднократном экструдировании
Еще один способ измерения активности и стабильности технологического стабилизатора и таким образом его действия в качестве технологического стабилизатора заключается в пятикратном экструдировании термопластичного материала, содержащего технологический стабилизатор, при высокой температуре. Действие в качестве технологического стабилизатора определяли в результате измерения индекса расплава (ISO 1133) по завершении первого, третьего и пятого экструдирований. Хорошее действие в качестве технологического стабилизатора для стабилизатора или смеси стабилизаторов характеризуется тем, что индекс расплава не увеличивается значащим образом на отрезке между первым и пятым экструдированиями. В двухшнековом экструдере Clextral составляли и перемешивали следующие далее смеси при следующих далее температурах.


Irgafos XP60 (Ciba Specialty Chemicals) представляет собой смесь 33% (мас./мас.) 3-ксилил-5,7-ди-трет-бутилбензофуранона [181314-48-7] и 67% бис(2,4-ди-трет-бутилфенол)пентаэритритдифосфита [26741-53-7]. 50915-G-10 представляет собой маточную смесь на основе партии G (эксперимент 1с)), полученной так, как это описывается в эксперименте 4b).
Составленные и перемешанные смеси пять раз экструдировали в двухшнековом экструдере Clextral при следующих далее температурах.

Образцы отбирали для определения индекса расплава (MI) после первого, третьего и пятого экструдирований.
Отчетливо продемонстрировано то, что статистические сополимеры ПП, содержащие стабилизатор на основе лактона и стимулятор разложения, соответствующий настоящему изобретению, обладали очень хорошей перерабатываемостью также и при повышенных температурах переработки, подобных 280°С. Увеличение индекса расплава от первого к пятому экструдированию составляло меньшую величину в присутствии стимулятора разложения, чем в его отсутствие.
Пример 7. Испытание на долговременную стабильность для обычной стабилизирующей композиции и стимуляторов разложения I в полипропилене
На основе 10% различных маточных смесей для стимулятора разложения, полученного в эксперименте 4b), и 90% обычного полипропиленового гомополимера, содержащего стабилизирующую смесь приблизительно 200 ч./млн тетракис(3-(3,5-ди-трет-бутил-4-гидроксифенил)пропионилпентаэритрита и приблизительно 600 ч./млн трис(2,4-ди-трет-бутилфенил)фосфита, в соответствии с документом ASTM D3641 получали стержни образцов. Стержни образцов подвергали воздействию старения в конвекционной печи при 80°С в течение 0, 3 и 10 дней, а после этого в соответствии с документом ASTM D368 подвергали испытаниям на предел прочности при растяжении. Относительное удлинение при разрыве в испытаниях на растяжение для случаев различных стимуляторов разложения продемонстрированы в таблице 11. Цифры в каждом случае представляют собой среднее значение для пяти испытаний.
Ясно показано, что для стержней образцов из ПП по истечении 10 дней старения при 80°С в сопоставлении с идентичными стержнями образцов до старения все стимуляторы разложения приводили к получению значительно пониженного относительного удлинения при разрыве. Отчетливо видно, что стимулятор разложения, полученный в результате создания условий для прохождения реакции между солью металла и растворимым в жире органическим соединением в способе, в котором в качестве окислителя использовали перекись водорода (партии А, С, G, H, I и К), приводил к получению меньшего относительного удлинения при разрыве для стержней образцов из ПП по истечении 10 дней старения в сопоставлении с эталонным продуктом, полученным из той же самой соли металла и того же самого растворимого в жире органического соединения без использования такого окислителя (партии Р, Q и R).
Пример 8. Термическое старение статистических сополимеров ПП, содержащих стабилизирующие смеси на основе лактонов, стимулятор разложения и стеариламин
2,5 грамма растворимого в жире железосодержащего продукта на основе партии G из 1с) в двухшнековом экструдере (Clextral) при 190°С с использованием времени пребывания 60-70 секунд смешивали с 1,5 граммами стеариламина, 150 мг Irgafos XP60™ и 496 граммами нестабилизированного статистического сополимера ПП. Непосредственно после экструдирования 5 граммов экструдированной смеси при 210°С и давлении 16 бар прессовали до получения листа с толщиной 0,5 мм. После этого лист подвергали воздействию старения в конвекционной печи при 80°С. Карбонильный индекс определяли так, как это описывается в работе J.F.Rabek, Polymer Photodegradation; Mechanisms and Experimental Methods, Chapman and Hall, London (1995). Карбонильный индекс рассчитывали в виде соотношения поглощений в методе ИК-спектроскопии с Фурье-преобразованием 1715 см-1/1375 см-1. Результаты до старения (0 дней старения) и по истечении 3 дней и 8 дней старения при 80°С продемонстрированы в таблице 12. В дополнение к этому приводятся наблюдаемые податливость/хрупкость для каждого образца.
Ясно продемонстрировано, что использование стимуляторов разложения, соответствующих изобретению, делает возможным получение полипропиленовых продуктов с очень короткой долговечностью при температурах в области 80°С.
Пример 9. Изготовление пленочных образцов в результате получения фольги по способу экструдирования с раздувом
Смеси гомополимеров ПП (HE125MO, Borealis AS), ЛПЭНП (FG5190, Borealis AS) и растворимого в жире железосодержащего продукта из эксперимента 1а) (в виде маточной смеси с содержанием 10% в НЕ125МО) составляли и перемешивали в двухшнековом экструдере и гранулировали. Пленку получали из гранулята по способу экструдирования с раздувом при использовании лабораторной установки для получения пленки по способу экструдирования с раздувом. К перемешанным смесям никакого антиоксиданта не добавляли, за исключением того, что было включено в HE125MO и FG5190 (небольшие количества композиции фенол/фосфит, обычно 200 ч./млн пространственно затрудненного фенола и 600 ч./млн фосфита). Содержащую диоксид титана маточную смесь получали от компании Kunststoff teknikk Norge AS, и она содержала 60% диоксида титана (рутил) и 40% гомополимера ПП. Фольги имели толщину 30-40 мкм. Таблица 13а демонстрирует качества полученных пленок.
а) Подобным же образом получали образцы фольги с толщиной 30-40 мкм в результате смешивания в сухом состоянии маточной смеси, содержащей растворимое в жире соединение железа (10% соединения железа из эксперимента 1а) в НЕ125МО), гомополимера ПП (НЕ125МО), ЛПЭНП (FG5190) и маточной смеси, содержащей другие добавки, с непосредственной подачей в установку для получения пленки по способу экструдирования с раздувом. Маточные смеси от Irgafos XP 60-1™ до Irgafos XP 60-4™ содержали 8%, 6%, 4% и 2% Irgafos XP 60 в FG5190. Все другие маточные смеси содержали 5% добавок. В маточной смеси, содержащей пероксид Perkadox BC, гранулят FG5190 импрегнировали раствором Perkadox BC. Данную маточную смесь не перемешивали.
Получение характеристик и проведение испытаний
а) Ускоренное старение фольги
Пленочные образцы из эксперимента 9 подвергали ускоренному старению в соответствии с документом ISO 4892-3. Прибор для испытаний представлял собой прибор для испытания на погодостойкость Atlas UVCON (Atlas Inc, США), оснащенный флуоресцентными лампами UVA 340. Циклы испытаний включали 4 часа УФ-облучения при нагревании в сухих условиях до 60°С, 30 минут разбрызгивания воды при 10-12°С и 3 часа и 30 минут конденсации при 40°С.
Характеристики хода разложения получали в результате проведения оценки податливости и состояния фольги при использовании простого испытания. С высоты 10 см над пленочными образцами, зафиксированными в адаптированных стандартных держателях образцов, входящих в комплект прибора для испытания на погодостойкость Atlas UVCON (Atlas Inc, США), роняли отвертку массой 87,0 граммов, имеющую прямоугольный заостренный конец с шириной 6,5 мм и глубиной 1 мм. Адаптация заключалась в наличии пластин из полиэтилена с толщиной 3 мм, обеспечивающих неприлипание фольги к металлической пластине держателя образца. Податливость и состояние образцов оценивали при использовании следующих далее категорий:
1) пленочный образец разлагается, куски утрачиваются,
2) пленочный образец демонстрирует наличие видимых трещин перед проведением испытания на падение,
3) пленочный образец демонстрирует наличие трещин в более чем 3 из 10 испытаний на падение,
4) пленочный образец демонстрирует наличие трещин в менее чем 3 из 10 испытаний на падение,
5) пленочный образец не обнаруживает каких-либо признаков наличия трещин после 10 испытаний на падение.
Пленочные образцы, которые получали категорию 1 или 2, обладали одним или несколькими свойствами, полезными в настоящем изобретении при определении материала из пластика, который подвергся разложению, то есть долговечность которого исчерпана. Полезный срок службы пленочного образца представляет собой период, в пределах которого удовлетворяются условия категории 5. Полезный срок службы определенно истекает при достижении категории 3.
Результаты продемонстрированы в таблице 14а-b и таблице 15a-d.

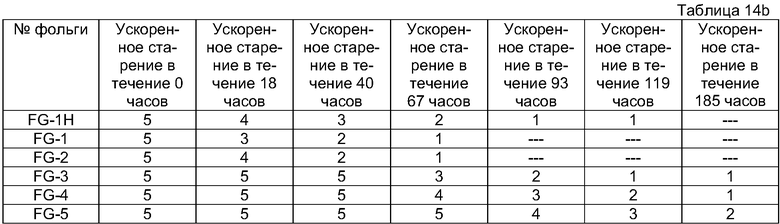
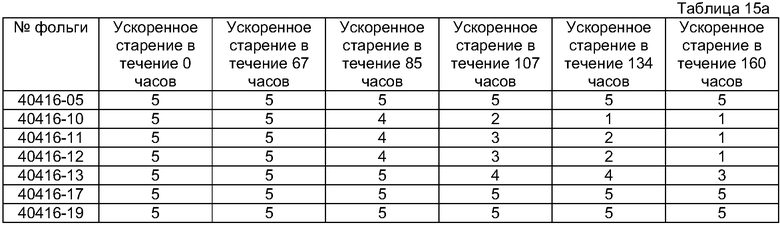
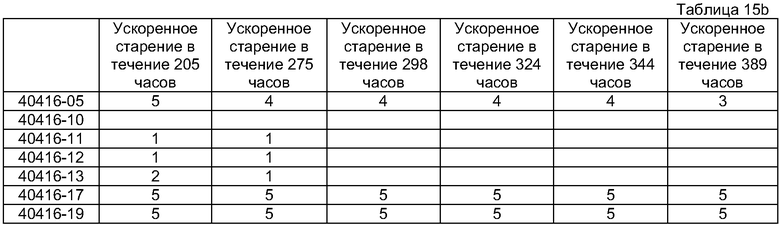
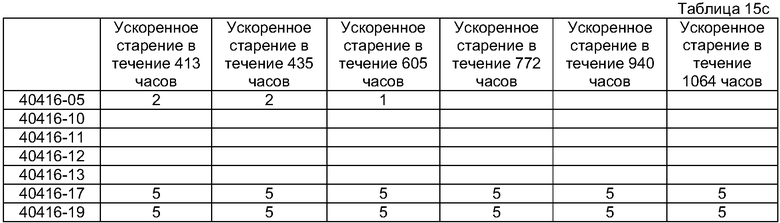
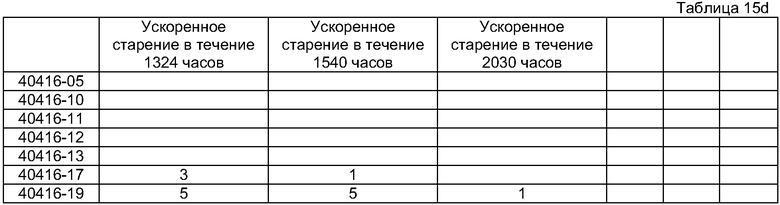
Отчетливо продемонстрировано, что полезный срок службы и долговечность термопластичных материалов, подвергнутых ускоренному старению в соответствии с документом ISO 4892-2, являются высокоэффективно регулируемыми в результате изменения растворимого в жире соединения железа, типа и количества другой добавки и композиции термопластичного материала. Соответствующим образом могут быть отрегулированы и полезный срок службы и долговечность термопластичных материалов, подвергнутых естественному старению.
b) Ускоренное старение пленочных образцов из примера 7 в конвекционной печи при наличии циркуляции воздуха
Несколько пленочных образцов из эксперимента 9 при 120°С подвергали ускоренному старению в конвекционной печи при наличии циркуляции воздуха. Характеристики хода разложения получали в результате проведения оценки податливости и состояния фольги при использовании простого испытания, описанного выше в пункте а). Результаты продемонстрированы в таблице 16 и таблице 17.
Отчетливо продемонстрировано, что полезный срок службы и долговечность термопластичных материалов, подвергнутых ускоренному старению в конвекционной печи при наличии циркуляции воздуха, являются высокоэффективно регулируемыми в результате изменения количества растворимого в жире соединения железа, типа и количества другой добавленной добавки, а также состава термопластичного материала. Соответствующим образом могут быть отрегулированы и полезный срок службы, и долговечность термопластичных материалов, подвергнутых старению в естественных условиях.
Конкретное преимущество настоящего изобретения заключается в том, что перерабатываемость термопластичных материалов может быть улучшена таким образом, что фольгу по способу экструдирования с раздувом можно будет получить, например, из ПП такого качества, которое обычно не позволяет получать фольгу по способу экструдирования с раздувом после добавления стимулятора разложения, соответствующего настоящему изобретению.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДОБАВКА ДЛЯ ТЕРМОПЛАСТОВ, ЕЕ ПРИМЕНЕНИЕ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОПЛАСТА, СОДЕРЖАЩЕГО ТАКУЮ ДОБАВКУ, И ТЕРМОПЛАСТ, ИЗГОТОВЛЕННЫЙ ТАКИМ ОБРАЗОМ | 2004 |
|
RU2336286C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИИ ДЛЯ ПЕРЕКИСНОСШИТОГО ПОЛИЭТИЛЕНА | 2008 |
|
RU2394854C1 |
| Способ изготовления смеси железокобальтовых карбоксилатов | 2017 |
|
RU2682522C1 |
| ПОЛИМЕРНЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 1998 |
|
RU2144050C1 |
| ЛИСТ, ХАРАКТЕРИЗУЮЩИЙСЯ ВЫСОКОЙ ПРОНИЦАЕМОСТЬЮ ПО ВОДЯНОМУ ПАРУ | 2010 |
|
RU2526617C2 |
| СТАБИЛИЗИРОВАННЫЕ КОМПОЗИЦИИ НА ОСНОВЕ ТЕРМОЭЛАСТОПЛАСТА ДИНАМИЧЕСКОЙ ВУЛКАНИЗАЦИИ ДЛЯ ИСПОЛЬЗОВАНИЯ В БАРЬЕРНЫХ ИЗДЕЛИЯХ ДЛЯ ТЕКУЧИХ СРЕД | 2008 |
|
RU2495064C2 |
| СТАБИЛИЗАЦИЯ ОРГАНИЧЕСКОГО МАТЕРИАЛА СОЕДИНЕНИЯМИ МАННИХА НА ОСНОВЕ АМИНОТРИАЗИНА | 2012 |
|
RU2593997C2 |
| КОМПОЗИЦИЯ ДЛЯ ГИДРОЛИТИЧЕСКОЙ СТАБИЛИЗАЦИИ СЛОЖНЫХ ПОЛИЭФИРОВ | 2017 |
|
RU2763499C2 |
| ТЕРМОПЛАСТИЧНАЯ ЭЛАСТОМЕРНАЯ КОМПОЗИЦИЯ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2012 |
|
RU2599638C2 |
| АНТИОКСИДАНТЫ ДЛЯ ПОЛИАМИДОВ | 2002 |
|
RU2307852C9 |
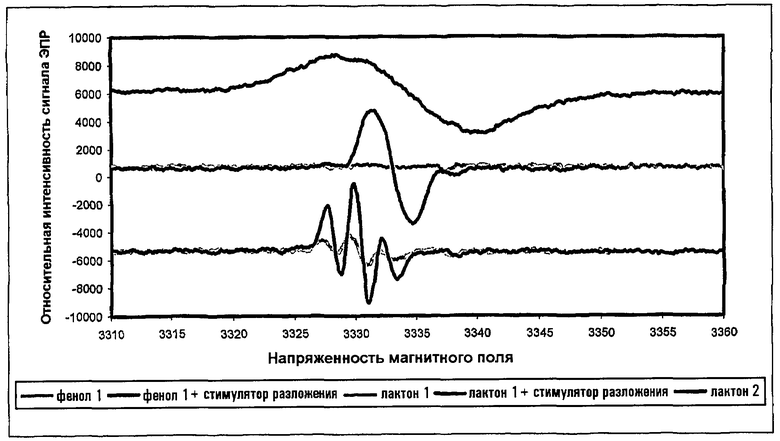
Изобретение относится к полимерным материалам. Способ и смесь для изготовления термопластичных материалов, характеризующихся хорошей перерабатывемостью и регулируемой долговечностью, содержащих, по меньшей мере, один стимулятор окисления (стимулятор разложения) и, по меньшей мере, один стабилизатор. Стимулятор разложения представляет собой растворимое в жире соединение металла, получаемое в результате создания условий для протекания реакции между солью металла и растворимым в жире органическим соединением в способе, включающем подходящее окисление. Конечный продукт обладает окислительной способностью по отношению к определенному восстановителю, которая превышает окислительную способность эталонного продукта, полученного из той же самой соли металла и того же самого растворимого в жире органического соединения без использования окислителя. Стабилизатор, придающий подходящие технологическую стабильность и долговременную стабильность, используют в комбинации со стимулятором разложения. Изобретение также относится к продуктам, изготовленным по данному способу. 8 н. и 46 з.п. ф-лы, 17 табл., 1 ил.
1. Способ изготовления термопластичных материалов, характеризующихся хорошей перерабатываемостью и регулируемой долговечностью продуктов на основе таких термопластов, который включает смешение, по меньшей мере, одного стимулятора окисления, здесь и далее называемый стимулятором разложения, и, по меньшей мере, одного ингибитора окисления, здесь и далее называемый стабилизатором, с термопластом, отличающийся тем, что стимулятор разложения представляет собой растворимое в жире соединение металла, получаемое в результате создания условий для протекания реакции между солью металла и растворимым в жире органическим соединением в способе, в котором используют подходящий окислитель, причем конечный продукт обладает окислительной способностью по отношению к определенному восстановителю, которая превышает окислительную способность эталонного продукта, полученного из той же самой соли металла и того же самого растворимого в жире органического соединения без использования такого окислителя, но при использовании в то же время стабилизатора или комбинации стабилизаторов, придающих подходящие технологическую стабильность и долговременную стабильность в присутствии стимулятора разложения, где растворимое в жире органическое соединение добавляют в стехиометрическом избытке с кратностью в диапазоне 1,2-100,0 по отношению к соли металла.
2. Способ по п.1, отличающийся тем, что упомянутый окислитель включает перекись водорода и может включать 0,1-5%-ный водный раствор перекиси водорода.
3. Способ по п.1, отличающийся тем, что упомянутый окислитель включает органические перекиси и гидроперекиси.
4. Способ по п.1, отличающийся тем, что упомянутый окислитель включает воздух или воздух, обогащенный кислородом.
5. Способ по п.1, отличающийся тем, что упомянутой солью металла является хлорид.
6. Способ по п.1, отличающийся тем, что упомянутое растворимое в жире органическое соединение выбирают из числа С8-С24 насыщенных или ненасыщенных жирных кислот или производных жирных кислот.
7. Способ по п.1, отличающийся тем, что упомянутое растворимое в жире органическое соединение добавляют в стехиометрическом избытке с кратностью 3.
8. Способ по п.1, отличающийся тем, что упомянутое растворимое в жире органическое соединение и упомянутая соль металла являются идентичными соединениями.
9. Способ по п.1, отличающийся тем, что во время получения стимулятора разложения образуется летучее соединение.
10. Способ по п.1, отличающийся тем, что упомянутая соль металла является растворимой в жире.
11. Способ по п.1, отличающийся тем, что анионную часть упомянутой соли металла полностью или частично составляют анионы, которые могут быть получены в результате удаления протона у растворимого в жире органического соединения.
12. Способ по п.1, отличающийся тем, что стимулятор разложения промывают водным раствором перекиси водорода для удаления любых остатков не вступившей в реакцию соли металла, диспергируют в водном разбавленном растворе перекиси водорода при 55-70°С в течение от 1 до 3 ч и высушивают.
13. Способ по п.1, отличающийся тем, что окислительная способность стимулятора разложения увеличивается в результате хранения, проведения тепловой обработки, обработки кислородсодержащими или окисляющими соединениями или их комбинацией.
14. Способ по п.1, отличающийся тем, что металл в соли металла выбирают из числа Sc, Ti, V, Cr, Mn, Fe, Co, Ni, Cu, Ga, Ge, As, Y, Zr, Nb, Mo, Ru, Rh, Pd, Ag, Cd, Hg, Sn, Sb, La, Ce, Pr, Nd, Sm, Eu, Gd, Tb, Dy, Ho, Er, Tm, Yb, Lu, Hf, Та, W, Re, Os, Ir, Pt, Au, Pb и Bi.
15. Способ по п.1, отличающийся тем, что соль металла представляет собой соль железа.
16. Способ по п.1, отличающийся тем, что стимулятор разложения получают из хлорида трехвалентного железа в качестве соли металла, стеариновой кислоты в качестве органического соединения и перекиси водорода в качестве окислителя.
17. Способ по п.1, отличающийся тем, что стимулятор разложения включает остатки соли металла, которые не вступили или только частично вступили в реакцию с растворимым в жире органическим соединением, и что анион соли металла полностью или частично замещают заместителями ОН- или ООН-.
18. Способ по п.1, отличающийся тем, что технологический стабилизатор составляет обычная композиция технологического стабилизатора, содержащая 200 ч./млн фенольного антиоксиданта и 600 ч./млн органического фосфита, подходящая для использования при изготовлении продуктов на основе полипропилена стандартного качества, полиэтилена стандартного качества или их смесей с долговечностью в диапазоне 3-12 дней в соответствии с документом ISO 4892-3 (60°С/40°С).
19. Способ по п.1, отличающийся тем, что стабилизатор представляет собой 3-ксилил-5,7-ди-трет-бутилбензофуранон, подходящий для использования при изготовлении продуктов с долговечностью в диапазоне 1-4 дня в соответствии с документом ISO 4892-3 (60°С/40°С).
20. Способ по п.1, отличающийся тем, что используют алифатический амин в сочетании со стимулятором разложения для получения термопластичных материалов с долговечностью в диапазоне 4-16 дней в конвекционной печи при 80°С.
21. Способ по п.1, отличающийся тем, что при необходимости изготовления продуктов с долговечностью в диапазоне 5-12 дней в соответствии с документом ISO 4892-3 (60°С/40°С) стабилизатор в основном состоит из поглотителя УФ-излучения.
22. Способ по п.21, отличающийся тем, что упомянутый поглотитель УФ-излучения выбирают из числа соединений Sanduvor PR25™, Chimassorb 81™, Cyasorb UV 5911™, Tinuvin 326™ и Tinuvin 1577™.
23. Способ по п.1, отличающийся тем, что при необходимости изготовления продуктов с долговечностью в диапазоне 4-13 дней в соответствии с документом ISO 4892-3 (60°С/40°С) стабилизатор в основном состоит из одного фенольного антиоксиданта.
24. Способ по п.1, отличающийся тем, что при необходимости изготовления продуктов с долговечностью в диапазоне 15-25 дней в соответствии с документом ISO 4892-3 (60°С/40°С) стабилизатор состоит из одного или нескольких пространственно затрудненных аминов, характеризующихся низкими молекулярными массами.
25. Способ по п.1, отличающийся тем, что при необходимости изготовления продуктов с долговечностью в диапазоне 30-70 дней в соответствии с документом ISO 4892-3 (60°С/40°С) стабилизатор состоит из одного или нескольких пространственно затрудненных аминов, характеризующихся высокими молекулярными массами.
26. Способ по п.1, отличающийся тем, что при необходимости изготовления продуктов с долговечностью в диапазоне 1-100 дней в соответствии с документом ISO 4892-3 (60°С/40°С) стабилизатор состоит из любой комбинации стабилизаторов, упомянутых в пп.19-25.
27. Способ по п.1, отличающийся тем, что в состав стабилизатора входит 3-ксилил-5,7-ди-трет-бутилбензофуранон, подходящий для использования при изготовлении продуктов с долговечностью в диапазоне 1-4 дня в конвекционной печи при 80°С в отсутствие УФ-излучения.
28. Способ по п.1, отличающийся тем, что в состав стабилизатора для изготовления продуктов входит 3-ксилил-5,7-ди-трет-бутилбензофуранон, что придает термопластичному материалу перерабатываемость при температурах вплоть до 300°С, которая настолько же хороша или лучше, чем перерабатываемость подобных термопластичных материалов в отсутствие упомянутого стимулятора разложения.
29. Способ по п.1, отличающийся тем, что технологический стабилизатор составляет пространственно затрудненный фенол в количестве в диапазоне от 50 до 200 ч./млн, подходящий для использования при изготовлении продуктов на основе стандартного полипропиленового гомополимера, блок-сополимера или статистического сополимера.
30. Способ по п.1, отличающийся тем, что стабилизатор образован из или включает в себя, по меньшей мере, один компонент, выбираемый из числа фосфитов, тиосинергистов, пространственно затрудненных фенолов, производных гидрохинона, С-Н-кислотных акцепторов радикалов, гидроксиламинов, пространственно затрудненных аминов и поглотителей УФ-излучения.
31. Способ по п.1, отличающийся тем, что стимулятор разложения и стабилизаторы добавляют к термопластичному материалу в форме одной или нескольких маточных смесей.
32. Способ по любому из пп.1-31, отличающийся тем, что термопластичный материал выбирают из числа любых термопластичных материалов или комбинации термопластичных материалов, которые индивидуально или в комбинации обладают перерабатываемостью, делающей возможным изготовление продуктов в результате экструдирования, получения пленки по способу экструдирования с раздувом, раздувного формования, горячего формования, ротационного формования или литьевого формования, в особенности ПЭ, ПП и их комбинаций любого перерабатываемого качества.
33. Смесь добавок для термопластичных материалов, содержащая, по меньшей мере, один стимулятор окисления (стимулятор разложения) и, по меньшей мере, один ингибитор окисления (стабилизатор), отличающаяся тем, что стимулятор разложения имеет форму растворимого в жире соединения металла, получаемого в результате создания условий для протекания реакции между солью металла и растворимым в жире органическим соединением в процессе, в котором используют подходящий окислитель, при этом конечный продукт обладает окислительной способностью по отношению к определенному восстановителю, которая превышает окислительную способность эталонного продукта, полученного из той же самой соли металла и того же самого растворимого в жире органического соединения без использования такого окислителя, но при одновременном использовании стабилизатора или комбинации стабилизаторов, придающих подходящие технологическую стабильность и долговременную стабильность в присутствии стимулятора разложения, где растворимое в жире органическое соединение добавляют в стехиометрическом избытке с кратностью в диапазоне 1,2-100,0 по отношению к соли металла.
34. Смесь по п.33, отличающаяся тем, что стимулятор разложения получают из хлорида трехвалентного железа в качестве соли металла, стеариновой кислоты в качестве органического соединения и перекиси водорода в качестве окислителя.
35. Смесь по п.33 или 34, отличающаяся тем, что технологический стабилизатор состоит из обычной композиции технологического стабилизатора, содержащей 200 ч./млн фенольного антиоксиданта и 600 ч./млн органического фосфита, подходящая для использования при изготовлении продуктов на основе стандартного полипропиленового гомополимера, с долговечностью в диапазоне 1-12 дней в соответствии с документом ISO 4892-3 (60°С/40°С).
36. Смесь по п.33 или 34, отличающаяся тем, что стабилизатор представляет собой 3-ксилил-5,7-ди-трет-бутилбензофуранон, подходящий для использования при изготовлении продуктов с долговечностью в диапазоне 1-4 дня в соответствии с документом ISO 4892-3 (60°С/40°С).
37. Смесь по п.33 или 34, отличающаяся тем, что при необходимости изготовления продуктов с долговечностью в диапазоне 5-12 дней в соответствии с документом ISO 4892-3 (60°С/40°С) стабилизатор в основном состоит из поглотителя УФ-излучения.
38. Смесь по п.37, отличающаяся тем, что упомянутый поглотитель УФ-излучения выбирают из числа соединений Sanduvor PR25™, Chimassorb 81™, Cyasorb UV 5911™, Tinuvin 326™ и Tinuvin 1577™.
39. Смесь по п.33 или 34, отличающаяся тем, что при необходимости изготовления продуктов с долговечностью в диапазоне 4-13 дней в соответствии с документом ISO 4892-3 (60°С/40°С) стабилизатор в основном составляет один фенольный антиоксидант.
40. Смесь по п.33 или 34, отличающаяся тем, что при необходимости изготовления продуктов с долговечностью в диапазоне 15-25 дней в соответствии с документом ISO 4892-3 (60°С/40°С) стабилизатор состоит из одного или нескольких пространственно затрудненных аминов, характеризующихся низкими молекулярными массами.
41. Смесь по п.33 или 34, отличающаяся тем, что при необходимости изготовления продуктов с долговечностью в диапазоне 30-70 дней в соответствии с документом ISO 4892-3 (60°С/40°С) стабилизатор состоит из одного или нескольких пространственно затрудненных аминов, характеризующихся высокими молекулярными массами.
42. Смесь по п.33 или 34, отличающаяся тем, что в состав технологического стабилизатора входит пространственно затрудненный фенол в количестве в диапазоне от приблизительно 50 ч./млн до приблизительно 200 ч./млн, подходящий для использования при изготовлении продуктов на основе стандартного полипропиленового гомополимера, блок-сополимера или статистического сополимера.
43. Смесь по любому из пп.33 и 34, отличающаяся тем, что смесь имеет форму одного или нескольких концентратов или одной или нескольких маточных смесей.
44. Термопластичный материал, отличающийся тем, что его изготавливают способом по любому из пп.1-32 с использованием любой из смесей по пп.33-43.
45. Продукт из термопластичного материала по п.44, который перерабатывают в результате получения пленки по способу экструдирования с раздувом или экструдирования фольги с получением пленки или фольги в качестве конечного продукта или промежуточного продукта, где под ними понимается также и двухосно ориентированная пленка.
46. Продукт по п.45, отличающийся тем, что его выбирают из пакетов из пластика, фольги солнечного коллектора, других типов фольги, подходящей для использования в сельскохозяйственных целях, упаковки продуктов питания, другой упаковки или других типов пакетов или мешков.
47. Продукт из термопластичного материала по п.44, который перерабатывают в результате литьевого формования с получением конечных или промежуточных продуктов литьевого формования.
48. Продукт по п.47, отличающийся тем, что его выбирают из упаковки продуктов питания, другой упаковки, одноразовых изделий для бытового использования или промышленного использования или для использования вместе с продуктом питания и/или напитком.
49. Продукт из термопластичного материала по п.44, который перерабатывают в результате горячего формования с получением по способу горячего формования конечных или промежуточных продуктов.
50. Продукт по п.49, отличающийся тем, что его выбирают из упаковки продуктов питания, другой упаковки, одноразовых изделий для бытового или промышленного использования или для использования вместе с продуктом питания и/или напитком.
51. Продукт из термопластичного материала по п.44, который перерабатывают в результате экструдирования с получением по способу экструдирования конечных или промежуточных продуктов.
52. Продукт по п.51, отличающийся тем, что его выбирают из продуктов промышленного назначения, строительного назначения, где под ними понимаются и транспортные, строительные конструкции, волокноподобные продукты, лентоподобные продукты, где под ними понимаются также и тканые и нетканые продукты.
53. Продукт из термопластичного материала по п.44, который перерабатывают в результате раздувного формования с получением по способу раздувного формования конечных или промежуточных продуктов.
54. Продукт по п.53, отличающийся тем, что его выбирают из упаковки продуктов питания, другой упаковки, одноразовых изделий для бытового или промышленного использования или для использования вместе с продуктом питания и/или напитком.
| US 6482872 В2, 19.11.2002 | |||
| US 5352716 А, 04.10.1994 | |||
| Термостабильная формовочная композиция | 1974 |
|
SU581879A3 |

