Область техники
Изобретение относится к усовершенствованной каталитической композиции для процесса жидкофазного каталитического крекинга. Каталитическая композиция изобретения предназначена для уменьшения содержания производных серы, обычно содержащихся в потоках бензиновой фракции рассматриваемого процесса. В результате изобретение обеспечивает получение потоков фракций легкого и тяжелого бензинов со значительно пониженным количеством серосодержащих производных и улучшение процесса каталитического крекинга при использовании катализатора изобретения.
Предшествующий уровень техники
Каталитический крекинг представляет собой способ переработки нефти широко используемый в промышленной практике. В результате проведения каталитического крекинга с псевдоожиженном слоем катализатора (FCC) в США получают большое количество смешанного переработанного бензина. При использовании рассматриваемого процесса тяжелое углеводородное сырье превращают в более легкие продукты с помощью реакций, протекающих при повышенной температуре в присутствии катализатора, причем большая часть таких реакций протекает в газовой фазе. В результате сырье превращается в бензин, дистилляты и жидкие фракции других продуктов, а также в легкие газообразные продукты крекинга, содержащие четыре или менее углеродных атомов. Три характерные стадии процесса каталитического крекинга включают: стадию крекинга, на которой тяжелое углеводородное сырье превращается в легкие продукты, стадию отгона легких фракций, предназначенную для удаления адсорбированных углеводородов с поверхности катализатора, и стадию регенерации, предназначенную для выжигания отложений кокса с катализатора. После этого регенерированный катализатор рециркулируют и используют на стадии крекинга.
Сырье, подвергнутое каталитическому крекингу, обычно содержит органические производные серы, такие как меркаптаны, сульфиды, тиофены, бензотиофены, дибензотиофены и другие серосодержащие продукты. Продукты процесса крекинга содержат примеси серы, несмотря на то, что почти половина производных серы превращается в сероводород в ходе процесса крекинга, главным образом в результате каталитического разложения не-тиофеновых производных серы. Установлено, что труднее всего удаляются производные тиофена. Специфическое распределение серы в продуктах крекинга зависит от ряда факторов, к которым относятся тип сырья, тип катализатора, наличие присадок, конверсия и другие технологические параметры, но в любом случае некоторая часть серы попадает во фракции легкого и тяжелого бензина и далее в смешанный продукт. Хотя нефтяное сырье обычно содержит разнообразные серосодержащие соединения, основной проблемой является присутствие незамещенных и гидрокарбилзамещенных тиофенов и их производных, таких как тиофен, метилтиофен, этилтиофен, пропилтиофен, тетрагидротиофен, бензотиофен и т.п. во фракции тяжелого и легкого бензина, образующегося в процессе FCC. Поскольку тиофеновые производные обычно имеют температуру кипения, совпадающую с интервалом температуры кипения легкого и тяжелого бензина, они концентрируются в потоках продукта. В связи с ужесточением природоохранных законодательств, касающихся нефтяных продуктов, например требований, предъявляемых к бензину улучшенного состава (RFG), предпринимались многочисленные попытки понижения содержания серы в продукте, особенно в части содержания производных тиофена.
Один из таких подходов заключается в удалении серы из FCC сырья проведением гидроочистки до начала крекинга. Несмотря на высокую эффективность такого подхода рассматриваемый способ является дорогостоящим в отношении капитальных затрат на оборудование и технологических параметров, связанных с высоким расходом водорода. Другой способ заключается в удалении серы из продуктов крекинга в результате гидроочистки. Однако и в этом случае, несмотря на высокую эффективность, недостаток процесса состоит в возможности потери такого ценного продукта, как октан, образующегося при насыщении высокооктановых олефиновых компонентов.
С экономической точки зрения желательно осуществлять удаление тиофеновой серы непосредственно в ходе процесса крекинга, поскольку в этом случае происходит эффективное обессеривание основных компонентов смешанного бензина без дополнительной обработки. Были разработаны различные каталитические материалы, предназначенные для удаления серы в технологическом цикле FCC. Так, например, было установлено, что FCC катализатор, импрегнированный ванадием, способствует уменьшению содержаний серы (см. US 6482315).
В цитированном патенте также описывается присадка на основе оксида алюминия, пропитанного цинком, понижающая содержание серы.
Другие решения, касающиеся уменьшения содержания серы, были сконцентрированы на удалении серы из газов, отходящих из регенератора. В разработанном ранее процессе фирмы Шеврон использовались соединения оксида алюминия в качестве добавки к катализатору крекинга с целью поглощения оксидов серы в FCC регенераторе; адсорбированные соединения серы, поступающие в процесс с сырьем, выделялись в виде сероводорода на стадии крекинга и поступали в секцию регенерации продукта с последующим их удалением (См. Krishna et al., Additives Improved FCC Process, Hydrocarbon Processing, November 1991, pages 59-66). Хотя в этом случае сера удалялась из газов, отходящих регенератора, не наблюдалось влияния на содержание серы в продукте либо такое влияние было незначительным.
Альтернативная технология удаления оксидов серы из газов, отходящих из регенератора, основывалась на использовании магний-алюминиевых шпинелей в качестве добавок к циркулирующему катализатору в FCC установке (FCCU). Примерами патентов, в которых раскрывается такой тип сероудаляющих присадок, могут служить US 4963520; 4957892; 4957718; 4790982 и другие патенты. Однако и в этих случаях влияние на содержание серы в жидких продуктах, таких как бензин, оказалось незначительным.
Каталитические композиции для уменьшения содержания серы в жидких продуктах крекинга описаны Wormsbecher and Kirn в патентах 5376608 5525210. В указанных патентах предлагается добавление небольших количеств присадки, состоящей из кислоты Льюиса, нанесенной на оксид алюминия, в традиционный цеолитсодержащий катализатор крекинга. Хотя преимуществом такой системы является уменьшение содержание серы в процессе крекинга, обычно оказывалось, что введение более 10 мас.% указанных добавок в каталитическую композицию не обеспечивает преимуществ (например, высокая степень удаления серы при сохранении селективности по другим продуктам), которые были бы пропорциональные количеству добавки. Поскольку FCCU может содержать лишь фиксированное количество псевдоожиженных частиц, добавление такой присадки как кислота Льюиса на алюмооксидном носителе, предложенной Wormsbecher and Kim, приводит к уменьшению количества основного катализатора крекинга в FCCU и пропорциональному понижению конверсии тяжелого сырья в целевые продукты.
В US 6635168 описывается FCC каталитическая композиция, состоящая из оксида алюминия, содержащего кислоту Льюиса и Z-цеолитсодержащий катализатор, обеспечивающая кинетическую конверсионную активность, по меньшей мере, 2. Такая система была разработана частично для того, чтобы уменьшить недостатки, связанные с упомянутыми выше компонентами на основе кислот Льюиса. Композиции, описанные в US 6635168, уменьшают содержание серы (например, тиофенов и их производных) в легких и тяжелых бензиновых фракциях FCC процессов (примерно на 34%).
Требования к содержанию серы становятся все более жесткими, о чем свидетельствует тот факт, что US Environmental Protection Agency внесло новые стандарты на содержание серы в бензине, и в 2006 г. среднее содержание серы согласно текущим стандартам было снижено с 350 ч./млн до 30 ч./млн. В этой связи желательно располагать катализатором, подходящим для использования в FCC процессах, способным уменьшать содержание серы в более значительной степени, чем при использовании добавок, описанных в WO 02/08300, что особенно касается уровня содержания тиофена и его производных в легком и тяжелом бензине при сохранении конверсии сырья в целевой продукт, т.е. существенно уменьшать содержание тиофена и его производных и выполнять часть функций FCC процесса при сохранении общей крекирующей активности и селективности по целевым продуктам. Кроме этого, желательно располагать присадкой, обладающей активностью в понижении содержания серы, которая не подвергается значительному разрушению за короткое время, т.е. сохраняет серопонижающую активность в течение длительного времени.
Перечень чертежей
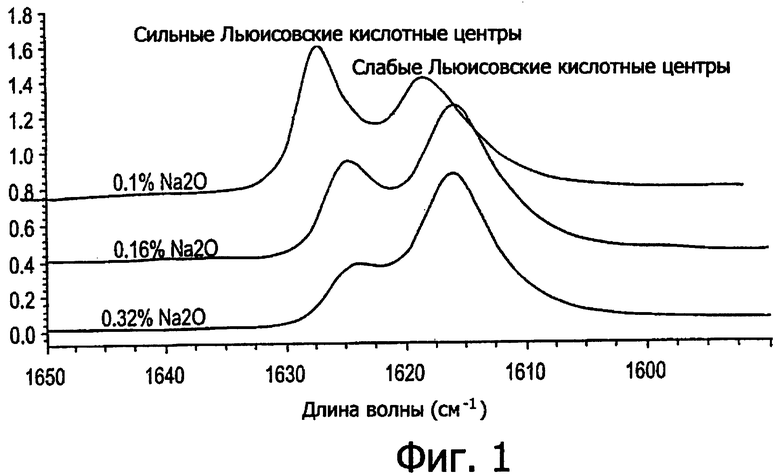
Фигура 1 иллюстрирует влияние Na на льюисовские кислотные центры добавки, содержащей кислоту Льюиса, в процессе уменьшения содержания серы в бензине.
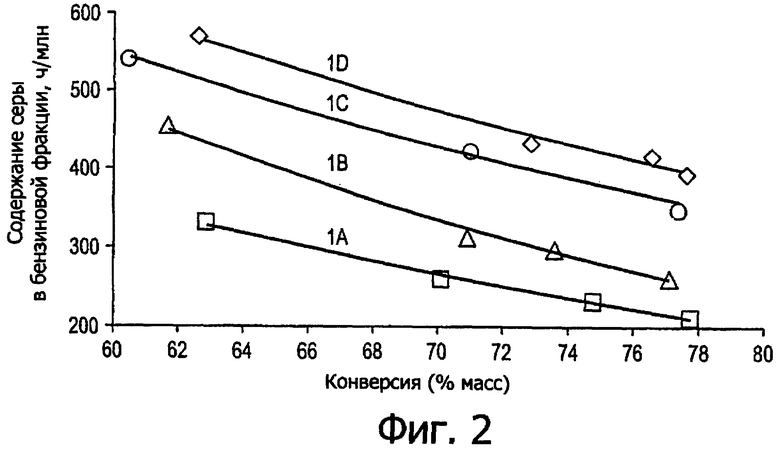
На Фигуре 2 приведено сравнение значения конверсии углеводорода и понижения содержания серы в бензиновой фракции согласно изобретению (Образец 1А Примера 1) с соответствующими значениями, полученными с использованием основного равновесного катализатора (Образец ID) и каталитических композиций, содержащих компонент кислоты Льюиса, с уровнями содержания Na2O 0,16% (Образце 1В) и 0,32% (Образец 1C).
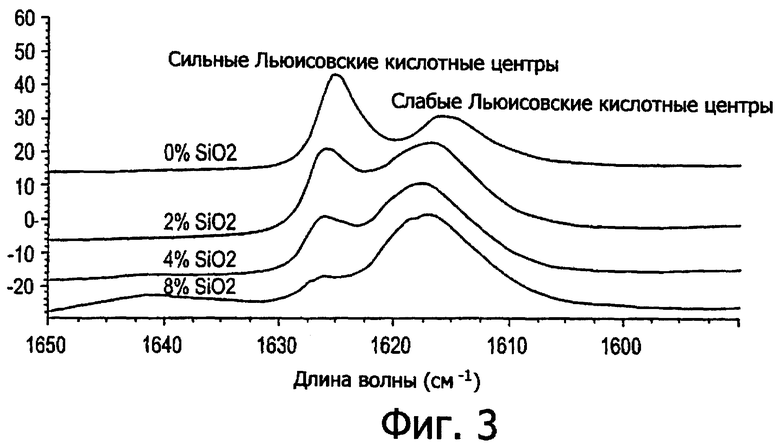
Фигура 3 демонстрирует влияние оксида кремния на Льюисовские кислотные центры добавки, содержащей кислоту Льюиса, в процессе уменьшения содержания серы в бензине.
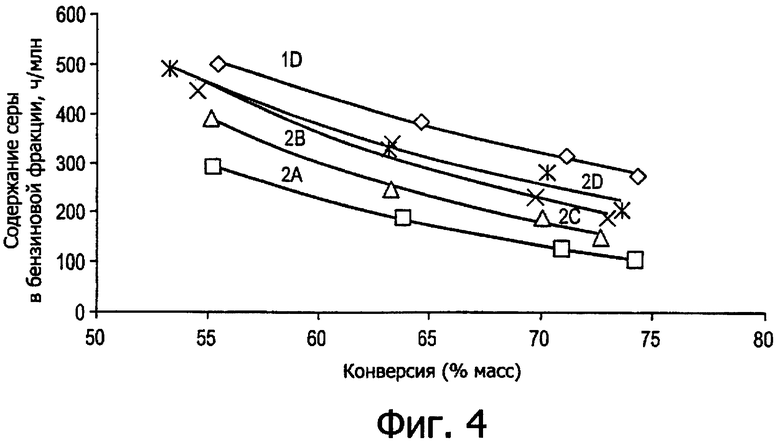
На фигуре 4 приведены результаты сравнения значения конверсии углеводорода и понижения содержания серы в бензиновой фракции согласно изобретению (Образец 2А, Пример 2) с соответствующими значениями, полученными с использованием каталитических композиций, содержащих оксид кремния в количестве 2 мас.% или более.
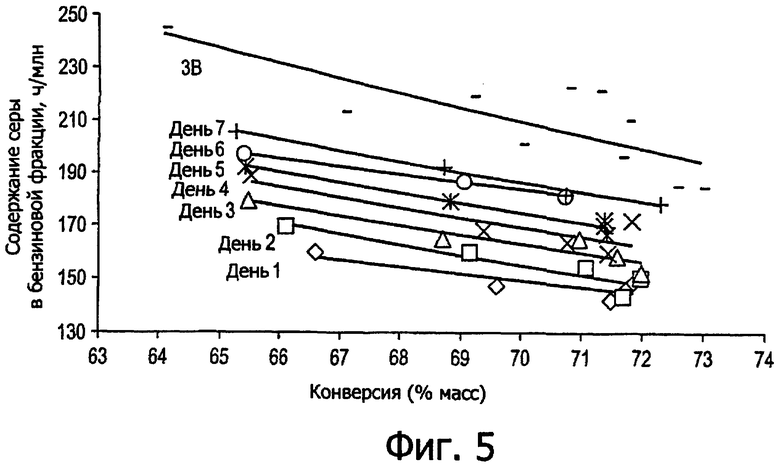
На фигуре 5 приведены данные конверсии углеводорода и уменьшения содержания серы в бензиновой фракции для каталитической композиции с относительно высоким содержанием натрия из цеолитсодержащего катализатора. Данные для катализатора, проиллюстрированного на рассматриваемой фигуре, относятся к катализатору, описанному в US 6635168.
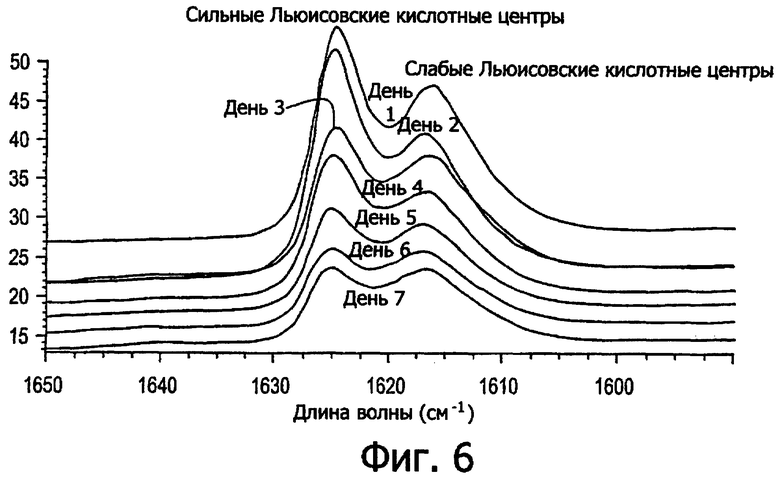
Фигура 6 иллюстрирует тот факт, что натрий и оксид кремния из частицы цеолитного катализатора могут оказывать влияние на кислотные льюисовские центры, присутствующие в частице, удаленной из частицы катализатора.
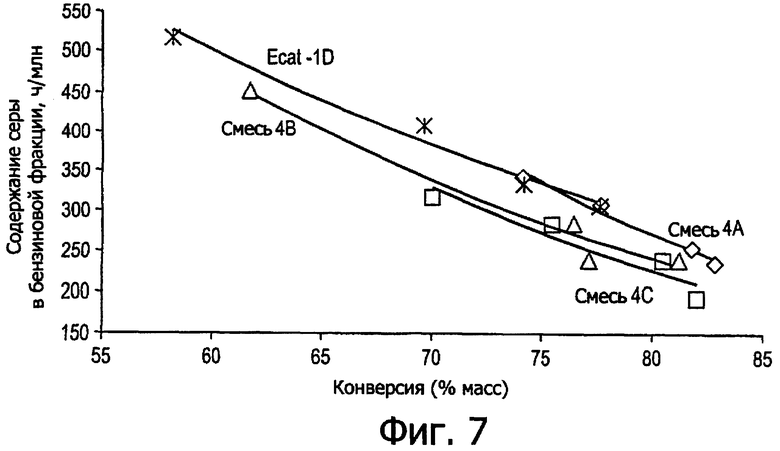
На фигуре 7 приведены данные по сравнению конверсии углеводородов и содержания серы в бензиновой фракции, полученные согласно изобретению (Образец 4В и С, Пример 4) с соответствующими значениями, полученными в присутствии каталитической композиции (Образец 4А), в которой часть компонента кислоты Льюиса заменена на 0,15 мас.% Na2O.
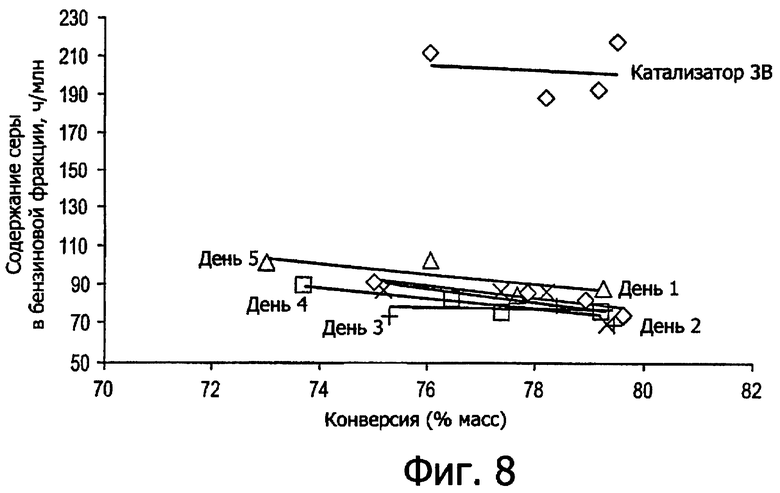
Фигура 8 иллюстрирует значения конверсии углеводородов и содержание серы в бензиновой фракции согласно изобретению
Сущность изобретения
Настоящее изобретение представляет собой улучшенную крекирующую каталитическую композицию, содержащую цеолит и компонент на основе кислоты Льюиса, которая содержит относительно небольшое количество натрия в виде Na2O. Суть изобретения основывается на выявлении того, что натрий оказывает влияние на Льюисовские кислотные центры, которые, как предполагается, ответственны за каталитическое уменьшение количества серы в результате действия присадок на основе кислоты Льюиса, уменьшающих содержание серы в бензине. В катализаторах изобретения используют Na2O в количестве 0,20% или менее. Авторы изобретения установили, что в том случае, когда содержание Na2O в каталитической композиции превышает указанное значение, число Льюисовских кислотных центров в композиции существенно уменьшается, вследствие чего понижается способность каталитической композиции к уменьшению количества серы. Композиции настоящего изобретения предпочтительно получают из цеолита с содержанием натрия порядка 0,5 мас.% или менее в комбинации с компонентом, содержащим кислоту Льюиса, в количестве не более 0,1 мас.% от количества Na2O, например, 0,1 мас.% или менее от количества Na2O. Предпочтительная каталитическая композиция в целом содержит не более 0,15% Na2O, более предпочтительно не более 0,1% Na2O. Настоящее изобретение предусматривает способ уменьшения содержания серы в бензине, полученном на FCC установке и, таким образом, изобретение дополнительно предусматривает улучшенный процесс FCC, в котором серосодержащее углеводородное сырье контактирует с FCC каталитической композицией в процессе FCCU, причем полученный углеводородный продукт содержит серу в количестве, по меньшей мере, на 15% меньше количества, полученного с использованием каталитической композиции, не содержащей кислотный льюисовский компонент изобретения.
В результате установления влияния натрия на кислотные льюисовские композиции, понижающие количество серы, можно предположить, что рассматриваемое изобретение обеспечивает новый способ получения каталитической композиции для проведения FCC, содержащей кислотные льюисовские компоненты. Вкратце, способ получения каталитической композиции включает подбор цеолита, содержащего 0,5 мас.% Na2O или менее, (b) выбор компонента содержащего кислоту Льюиса, содержащего 0,1% Na2O или менее, и (с) объединение цеолита и компонента, содержащего кислоту Льюиса, в соотношении, достаточном для получения каталитической композиции, содержащей 0,2 мас.% Na2O или менее.
Раскрытие сущности изобретения
Настоящее изобретение подходит для проведения реакции в режиме FCUU. Типичные катализаторы содержат цеолит, представляющий собой мелкопористый порошкообразный материал, состоящий из оксидов кремния и алюминия. В некоторых случаях в небольших количествах могут присутствовать другие элементы. Обычно цеолиты инкорпорируют в матрицу и/или связующий материал и измельчают. При аэрировании мелкодисперсных частиц газом полученный каталитический материал переходит в псевдоожиженное состояние и приобретает свойства жидкости. В результате обеспечивается эффективный контакт с сырьем, подаваемым в FCUU, при этом улучшается циркуляция в системе, включающей реактор и другие модули технологического цикла (например, регенератор). Следовательно, термин «жидкость» заимствован из промышленности для описания этого материала.
Цеолит
Цеолит, используемый в настоящем изобретении, на который ссылаются как на цеолит (а), может представлять собой любой цеолит, обладающий каталитической активностью в процессе превращения углеводородов. Подходящие цеолиты включают кристаллические алюмосиликатные цеолиты, такие как синтетический фожазит, например цеолит типа Y, цеолит типа X, бета-цеолит, ZSM-5, а также их (термообработанные) кальцинированные и/или другие формы полученные обменом на редкоземельные металлы. Особенно подходящие цеолиты включают обмененные на редкоземельные металлы цеолиты типа Y (CREY), получение которых описано в US 3402996, ультрастабильные цеолиты Y (USY), описанные в US 3293192, а также различные частично замененные цеолиты типа Y, описанные в US 3607043 и 3676368. Цеолиты изобретения также могут быть смешаны с такими молекулярными ситами, как SAPO и ALPO, как описано в US 4764269.
Особенно предпочтительные цеолиты типа Y включают цеолиты MgUSY, ZnUSY, MnUSY, HY, REY, CREY, USY, CREUSY, REUSY и их смеси.
Стандартные цеолиты типа Y получают в промышленности кристаллизацией силиката натрия и алюмината натрия. Такой цеолит может быть превращен в цеолит типа USY путем деалюминирования, приводящего к увеличению атомного соотношения кремний/алюминий в стандартной исходной структуре Y цеолита. Деалюминирование может осуществляться путем прокаливания в газовой фазе или в результате химической обработки.
Цеолиты настоящего изобретения, полученные заменой на редкоземельный металл, получают ионным обменом, в ходе которого атомы натрия, присутствующие в цеолитной структуре, заменяют на другие катионы, обычно смеси солей редкоземельных металлов, таких как соли церия, лантана, неодима, т.е. распространенных в природе редкоземельных металлов и их смесей с образованием REY и REUSY, соответственно. Полученные цеолиты могут дополнительно прокаливаться, например, с получением материалов типа CREY и CREUSY. Цеолиты типа MGUSY, ZnUSY и MnUSY могут формироваться с использованием солей Mg, Zn или Mn или их смесей с использованием описанного выше способа, касающегося получения USY за исключением того, что соли магния, цинка или марганца используют вместо солей редкоземельных металлов, применяемых для формирования REUSY.
Наиболее предпочтительные цеолиты представляют собой USY, REY, REUSY, CREY и CREUSY, причем системы, содержащие редкоземельные металлы, наиболее предпочтительны.
Размер элементарной ячейки предпочтительного свежего Y-цеолита составляет 24,5-24,7 Å. Размер элементарной ячейки (UCS) цеолита может быть измерен рентгеновским анализом по методике ASTM D3942. Обычно существует прямая зависимость между относительными количествами атомов кремния и алюминия в цеолите и размером элементарной ячейки. Зависимость такого типа подробно описана D.W.Breck на стр.911 книги Zeolite Molecular Sieves, Structure Chemistry and Use (1974), которая включена в виде ссылки в настоящее описание. Хотя как цеолит как таковой, так и матрица катализатора жидкофазного крекинга обычно содержат и кремний и алюминий, соотношение SiO2/Al2O3 каталитической матрицы не следует путать с матрицей цеолита. При рентгеновском анализе равновесного катализатора измеряют UCS содержавшегося в ней цеолита.
Размер элементарной ячейки цеолита также уменьшается в среде FCC регенератора и достигает равновесного значения за счет удаления крупных атомов алюминия из кристаллической структуры. Так при использовании цеолита в FCC атомное соотношение Si/AI в его решетке увеличивается от 3:1 до 30:1. Соответственно уменьшается размер элементарной ячейки за счет сжатия в результате удаления атомов алюминия из структуры ячейки. Размер элементарной ячейки предпочтительного равновесного Y цеолита составляет, по меньшей мере, 24,22 Å, предпочтительно 24,30-24,50 Å, более предпочтительно 24,3 0-24,38 Å.
Цеолит (а) изобретения может иметь форму частиц, которые разделены с компонентом (b), содержащим кислоту Льюиса, подробно описанным ниже. Частицы, содержащие цеолит, могут быть сформированы стандартными способами, обычно включающими стадии смешивания цеолита с глиной и, необязательно, с активным матричным материалом. После этого добавляют связующее вещество и смесь цеолита, активного матричного материала и связующего вещества, формируют в однородную водную дисперсию, которую сушат распылением и, необязательно, прокаливают. Такие способы описаны в US 3957689; 4126579; 4226743; 4458023 и СА 967136. Технологии этих ссылок включены в описание в качестве ссылки. Цеолитсодержащие частицы, например частицы, содержащие цеолит типа Y, которые используются в настоящем изобретении, содержат, по меньшей мере, 40 мас.% цеолита, причем оставшаяся часть включает активную матрицу и связующее вещество. В том случае, когда требуется использование более активных каталитических композиций, описанных ниже, предпочтительно вводить в каталитические композиции цеолитсодержащие частицы, содержащие, по меньшей мере, 50, предпочтительно, по меньшей мере, 60 и более предпочтительно, по меньшей мере, 65 мас.% цеолита.
Подходящие материалы с активной матрицей включают оксид алюминия, оксид кремния и пористую смесь из оксида алюминия и оксида кремния, но не ограничиваются этим. Средний размер частиц цеолитсодержащей каталитической композиции составляет 20-150 микрон, предпочтительно 60-90 микрон, что удовлетворяет критериям их использования в псевдоожиженном состоянии, требующемся для FCC процессов. Для некоторых вариантов осуществления изобретения следует использовать оксид алюминия, количество которого может составлять всю или часть активного матричного компонента катализатора.
Подходящие связующие материалы включают золи оксида алюминия, золи кремния, оксиды алюминия и алюмосиликаты, но не ограничиваются этим.
Как отмечалось выше, количество натрия в каталитической композиции, содержащей цеолит и кислотный льюисовский компонент, должно составлять 0,20 мас.% или менее. Натрий будет мигрировать из композиции, содержащей цеолит, в льюисовский кислотный компонент в том случае, когда смесь двух указанных материалов находится в условиях FCC, т.е. когда она в течение длительного времени подвергается воздействию пара и температуры. Приведенные ниже примеры демонстрируют устойчивое уменьшение содержания серы в том случае, когда реализуется миграция значительного количества натрия в кислотный льюисовский компонент. Общее количество натрия зависит от его количества в цеолите, а также в необязательной матрице и связующем веществе, а также от количества любого натрия в кислотном льюисовском компоненте.
В общем случае предпочтительно, чтобы цеолит или компонент, содержащий цеолит, содержал низкое количество натрия, предпочтительно 0,3% Na2O или менее, однако это требование необязательно, в особенности в том случае, когда кислотные льюисовские компоненты содержат очень небольшое количество натрия, в том случае, когда каталитическая композиция содержит небольшое количество цеолитного компонента относительно кислотного льюисовского компонента или в том случае, когда добавляемая каталитическая композиция крекинга содержит натрий в количестве менее 0,2% Na2O. Однако, как правило, цеолит изобретения должен содержать не более 0,5% Na2O. Показано, что натрий способен мигрировать из цеолита в льюисовские кислотные компоненты, воздействуюя на льюисовские кислотные центры, повышая эффективность композиции в отношении уменьшения количества серы.
Цеолиты, содержащие вышеуказанные количества натрия, могут быть получены промывкой в бане с сульфатом аммония, в ходе которой натрий цеолита заменяется на катионы аммония. Далее подвергнутый обмену цеолит вновь промывают водой с целью удаления сульфата натрия, образующегося в ходе обмена. Для обмена могут использоваться и другие соли аммония. Рассматриваемый обмен должен проводиться отдельно от обмена редкоземельных катионов на матрице цеолита в том случае, когда используют цеолиты, подвергнутые обмену на катионы редкоземельных металлов.
Предпочтительно, чтобы полученные катализаторы обладали относительно высокой кинетической конверсионной активностью. Каталитическое действие FCC основывается на цеолитах как первичных источниках кинетической конверсионной активности. Предпочтительно, чтобы катализаторы изобретения обладали кинетической конверсионной активностью (при использовании равновесного катализатора), по меньшей мере, около 2, предпочтительно 2-3 или более и более предпочтительно 3-6.
Активность катализатора может быть оценена с использованием уравнения Breck, которое может использоваться для определения активных центров в каталитической композиции. Уравнение Breck демонстрирует прямо пропорциональную зависимость между активными центрами цеолита и размером элементарной ячейки цеолитов (USC): активные центры пропорциональны (UCS-24,19)115 × % цеолита в катализаторе.
Желаемая активность может быть достигнута в результате использования достаточного количества цеолита во всей каталитической композиции. В общем случае активность каталитической композиции увеличивается в результате повышения содержания цеолита в композиции. Содержание цеолита в каталитической композиции может быть повышено с использованием описанных выше цеолитсодержащих частиц.
Другой способ получения высокоактивного равновесного катализатора состоит в использовании цеолита, содержащего достаточное количество обменных ионов редкоземельных металлов. Приготовление таких цеолитов уже описано выше. Чем выше количество обменных редкоземельных ионов внутри цеолита, тем больше размер UCS полученного цеолита и, следовательно, выше активность искусственного равновесного цеолита, что и требуется для каталитических композиций изобретения. При использовании Y цеолита, содержащего ионы редкоземельных металлов, количество таких ионов может составлять 2-18, предпочтительно 15-18, более предпочтительно 8-12 мас.% в виде оксидов редкоземельных металлов в расчете на количество цеолита. Так, при использовании Y цеолитов, обмененных на 8 мас.% редкоземельных металлов, подходящие активные каталитические композиции изобретения могут содержать, по меньшей мере, 15, предпочтительно, по меньшей мере, около 45, и в случае высокоактивных катализаторов, по меньшей мере, около 50 мас.% цеолита.
Таким образом, при использовании Y катализатора, содержащего в структуре замененные ионы редкоземельных металлов (например, цеолиты типа REY или REUSY), степень замещения катализатора обычно ниже, чем при использовании USY, не содержащего ионы не редкоземельных металлов или другие цеолитные катализаторы Y типа.
Предпочтительным воплощением изобретения является каталитическая композиция крекинга, включающая цеолит Y-типа, содержащая 0,3%, более предпочтительно 0,10 мас.% Na2O или менее, а также каталитическая композиция с предпочтительной кинетической конверсионной активностью в интервале 3,0-5,0. Как должно быть понятно специалисту в данной области, при использовании традиционных не-крекирующих FCC добавок в системе может присутствовать лишь небольшое количество таких присадок. Этот факт базируется на понимании того, что присадочные композиции разбавляют присутствующий катализатор крекинга и способствуют уменьшению общей активности равновесного катализатора крекинга до значения, которое ниже желательного значения обеспечивающего проведение экономически эффективного процесса (см. Krishna et al., Additives Improved FCC Process). Катализаторы изобретения обеспечивают относительно более высокую кинетическую конверсионную активность, значительно уменьшая при этом содержание тиофена и его производных в FCCU сырье. Таким образом, каталитическая композиция изобретения обеспечивает получение экономически привлекательного продукта экономически эффективным способом.
Льюисовский кислотный компонент
Люьисовский компонент изобретения, далее обозначаемый, как Люьисовский компонент (b), может представлять собой кислоту Льюиса как таковую, соединение, содержащее кислоту Льюиса, или соединение, содержащее Льюисовские кислотные центры. Используемый термин кислота Льюиса или льюисовский кислотный центр относится к любой молекуле или электрофильному иону, который может быть объединен с другой молекулой или ионом с образованием ковалентной связи с двумя электронами из второй молекулы или иона, причем кислота Льюиса служит акцептором электронов. Оксид алюминия является подходящим Льюисовским кислотным компонентом. Однако в настоящем изобретении предпочтительно, чтобы Льюисовский кислотный компонент содержал металл, выбранный из группы, состоящей из Ni, Cu, Zn, Ag, Cd, In, Sn, Hg, Ti, Pb, Bi, B, AI, Mn, Ga и их смесей, причем металл может присутствовать в виде оксида, катиона или находиться в нулевой валентности. Более предпочтительные Льюисовские кислотные компоненты представляют собой соединения, содержащие металл, выбранный из группы, состоящей из Zn, Ti, Co, Mo, Fe и их смесей. Еще более предпочтительным Льюисовским компонентом (b) является фрагмент, основным металлом которого служит Zn, причем наиболее предпочтительно, когда Zn является единственным металлом, присутствующим в компоненте b).
Льюисовский компонент (b) может представлять собой частицу, прореагировавшую или пропитанную кислотой Льюиса или соединением, содержащим кислоту Льюиса. Подходящие частицы имеют средний размер, соответствующий размеру частиц традиционного катализатора крекинга, например 20-150, обычно 60-90 микрон, и высокую площадь поверхности в интервале 30-400 м2/г, предпочтительно 150-400 м2/г. При пропитке частиц согласно изобретению они контактируют с раствором соли кислоты Льюиса, обычно металлической солью кислоты Льюиса. Обычно водные растворы, содержащие 10-20 мас.% растворимой металлической соли кислоты Льюиса, такой как нитрат, хлорид, сульфат и т.п. цинка, используют для пропитки подложки до исходной влажности, т.е. заполняют объем пор подложки. Обычно используют частицы матричного материала, например, неорганической оксидной матрицы, описанной выше для получения отдельных частиц цеолитного компонента изобретения. Особенно предпочтительно, когда при использовании одного или более указанных выше металлических производных кислоты Льюиса металл(ы) присутствуют совместно с оксидом алюминия и особенно предпочтительно, когда такие металлы нанесены на оксид алюминия. В US 5376608 и 5525210 описаются способы, используемые для получения подложек, пропитанных кислотой Льюиса, причем эти патенты включены в настоящее описание в качестве ссылки.
Льюисовской кислотный компонент также может быть получен распылительной сушкой неорганических оксидных носителей в присутствии других мелкозернистых частиц, например хлоргидрола алюминия и соли кислоты Льюиса в традиционных условиях распылительной сушки с образованием мелкозернистого материала, например оксида алюминия, содержащего кислоту Льюиса.
Как отмечалось выше, изобретение может представлять собой физическую смесь Льюисовского кислотного компонента (b) и цеолита (а) в виде отдельных частиц и в этом случае неорганическая оксидная матрица будет представлять собой матрицу для любого или каждого из материалов (а) и (b). В том случае, когда (а) и (b) являются единой частицей, такая матрица может содержать отдельные частицы (а) и отдельные частицы (b). Такая операция может осуществляться одновременной распылительной сушкой цеолита и кислоты Льюиса с матрицей с образованием единого мелкозернистого композиционного продукта, обладающего свойствами каждого из двух компонентов. С другой стороны, макрочастица, содержащая (а), может быть пропитана солью металла, используемой для получения (b). Как отмечалось выше, предпочтительной неорганической матрицей может служить оксид алюминия.
Льюисовский кислотный компонент также может присутствовать в виде металлического катиона Льюисовской кислоты, замененного на цеолит перед его введением в активную матрицу при необязательном присутствии связующего вещества. В этом случае цеолит заменяют металлическим катионом кислоты Льюиса в количестве, достаточном для придания свойств уменьшения содержания серы в бензине всей каталитической системе. В типичных случаях количество катиона кислоты Льюиса, заменяемое на цеолит, составляет, по меньшей мере, 3 мас.%. Примерами таких вариантов осуществления изобретения являются упомянутые выше цеолиты ZnUSY и MnUSY, в которых количество катионов Zn или Mn, участвующих в обмене, составляет, по меньшей мере, 3 мас.%.
В тех случаях, когда кислоту Льюиса наносят на мелкозернистый материал с получением компонента (b), импрегнированный материал подвергают сушке при умеренных температурах (например, 100-150°С). После сушки Льюисовский кислотный компонент, независимо от способа его получения, обычно подвергают прокаливанию при температуре в интервале 200-850°С с целью удаления анионного компонента металлической соли кислоты Льюиса, находящейся, например, в пропитывающем растворе. Металлический фрагмент компонента, содержащего кислоту Льюиса, присутствует в виде оксида, катиона, или в состоянии нулевой валентности, или в виде смеси перечисленных форм. Площадь поверхности мелкозернистого материала должна быть максимально высокой с тем, что обеспечить максимальное распределение кислоты Льюиса в мелкозернистой матрице. Такое распределение может быть достигнуто с использованием начальной мокрой пропитки.
Ранее отмечалось, что оксид алюминия является подходящим льюисовским кислотным компонентом изобретения и в этом случае предпочтительно, чтобы Льюисовский кислотный компонент содержал достаточное количество оксида алюминия. В том случае, когда компонент, содержащий кислоту Льюиса представляет металлическое производное кислоты Льюиса, компонент, содержащий кислоту Льюиса, включает 1-50 мас.%, предпочтительно 10-40 мас.% кислоты Льюиса, причем, когда кислота Льюиса представляет собой металл, указанные значения относятся к оксиду металла, а остаток относится к матрице (исключая небольшой процент редкоземельных металлов).
Как правило, Льюисовский кислотный компонент должен содержать не более 0,1% Na2O. Такое условие может выполняться в результате использования производных кислоты Льюиса, содержащих соответствующие количества Na2O. Так, например, оксиды алюминия могут быть приобретены у таких компаний, как Sasol и AIcoa, и они содержат всего лишь 0,002% оксида натрия (Sasol каталог).
В том случае, когда источник оксида алюминия имеет содержание Na2O выше требуемого значения, концентрация Na2O может быть уменьшена промывкой, например, в ванне с сульфатом аммония. В этом случае одну часть сульфата аммония растворяют в 10 частях деионизированной воды при 70°С. В раствор добавляют одну часть оксида алюминия, и смесь перемешивают в течение 10 минут. Суспензию фильтруют и промывают 30 частями деионизированной воды. Если концентрация остается чрезмерно высокой, процедуру повторяют до нужного содержания Na2O.
Как подробно проиллюстрировано в Примерах, предпочтительно минимизировать количество оксида кремния, который присутствует и/или мигрирует в Льюисовский кислотный компонент для достижения оптимального уменьшения содержания серы. Не связывая себя какой-либо теорией, мы предполагаем, что взаимодействие оксида кремния с льюисовским компонентом может оказывать положительное влияние на уменьшение содержания серы. При получении компонента, содержащего цеолит (а), предпочтительно выбирать матрицу и связующие материалы с относительно низким содержанием оксида кремния, например не более 5% оксида кремния, измеренного методом ICP. Тем не менее, можно получить каталитическую композицию изобретения с матрицей, включающей глину, в которой SiO2 связан или находится в такой форме, которая не мигрирует в большом количестве в Льюисовский кислотный компонент. Соответственно не следует ожидать, что SiO2, присутствующий в цеолите, оказывает значительное влияние на льюисовские кислотные центры изобретения.
После приготовления компонент, содержащий кислоту Льюиса, может составлять от 3 до 75 мас.% от массы каталитической композиции. В тех случаях, когда мелкозернистый материал, содержащий кислоту Льюиса, отделен от частиц, содержащих цеолит, каталитическая композиция предпочтительно содержит 30-75 мас.%, более предпочтительно 40-75 мас.% льюисовского кислотного компонента. Готовая каталитическая композиция, добавляемая в FCCU, содержит частицы со средним размером в интервале 20-150 микрон. Как и в случае любого катализатора крекинга, количество катализатора, используемого в процессе крекинга, может изменяться в зависимости от типа FCC установки, типа сырья, технических условий и желаемой производительности, что известно из уровня техники. В настоящем изобретении содержание серы в FCC сырье также является фактором, влияющим на количество каталитической композиции изобретения.
В типичных условиях наиболее удобный способ получения каталитической композиции изобретения состоит во введении цеолита и компонента, содержащего кислоту Льюиса в FCCU в виде отдельных частиц. При использовании такого варианта осуществления способа изобретения могут быть легко достигнуты точные пропорции компонентов каталитической композиции в отношении частиц сырья, используемого в FCC процессе.
Каталитические композиции изобретения в необходимых случаях могут включать дополнительные традиционные присадки, например катализаторы, увеличивающие выход октана, промоторы горения СО, промоторы крекинга остатков, присадки, способствующие уменьшению образования SOx, пассиваторы металлов и т.п., которые используют в количествах известных специалистам. Необязательные присадки просто добавляют в композицию в том случае, когда каталитическая композиция содержит физическую смесь (а) и (b). При интеграции (а) и (b) в рамках одной частицы необязательные добавки могут смешиваться с интегрированными частицами или вводиться в матрицу, добавляемую в процесс сушки сырья распылением, в результате чего получают интегрированную каталитическую композицию.
Дополнительные материалы, которые также могут вводиться в композицию изобретения, представляют собой добавки, уменьшающие содержание серы в бензине. Такие присадки, подходящие для настоящего изобретения, включают ванадийсодержащий компонент, описанный в US 6482315, который включен в описание в качестве ссылки. Короче говоря, отдельная присадка, содержащая подложку, предпочтительно не типа молекулярного сита, а также ванадий могут смешиваться согласно изобретению для улучшения результатов изобретения, касающихся содержания серы в бензиновой фракции. Как отмечается в US 6482315, такая дополнительная присадка содержит 2-20 мас.%, как правило, 3-10 мас.%, предпочтительно 5-7 мас.% металла (в расчете на массу добавки). Такие присадки могут быть получены добавлением ванадия к подложке, таким образом, который обеспечивает адсорбцию или абсорбцию ванадия. Конкретные способы получения такой присадки раскрыты в US 6482315, который включен в описание в качестве ссылки.
Как указывалось ранее, крекирующая каталитическая композиция изобретения особенно полезна для использования в FCC процессах, в которых углеводородное сырье, содержащее производные серы, крекируется в низкомолекулярные соединения, такие как бензин, в отсутствии добавленного водорода. Типичные FCC процессы обеспечивают крекинг углеводородного сырья в реакторе крекинга или на технологической стадии в присутствии псевдоожиженного крекирующего катализатора с образованием потоков жидкого и газообразного продуктов. Потоки продукта удаляют, и частицы катализаторы подают на стадию регенерации, где их регенерируют в окислительной атмосфере с целью удаления нежелательных примесей. Затем регенерированные частицы возвращают в зону крекинга с целью продолжения крекинга углеводорода. В результате в ходе процесса крекинга каталитические частицы изобретения циркулируют между стадией крекинга и стадией регенерации.
Изобретение может иметь отношение к процессу FCCU без изменения технологических параметров. Каталитические частицы могут вводиться непосредственно в зону крекинга, в зону регенерации или в любой иной участок процесса. Каталитические частиц могут вводиться в циркулирующий катализатор изобретения, при осуществлении процесса крекинга либо они могут присутствовать в процессе изобретения с начала FCC процесса. Так, композиции изобретения могут вводиться в FCUU в ходе замены работающего равновесного катализатора на свежий катализатор. Замена равновесного цеолитного катализатора свежим катализатором обычно влияет на зависимость стоимости процесса от его активности. Нефтепереработчик обычно балансирует стоимость введенного нового катализатора в работающую систему с производством желаемых углеводородных фракций. В условиях процесса, проводимого в FCCU реакторе, реализуется карбокатионная реакция, приводящая к уменьшению молекулярной массы нефтяного сырья, вводимого в реактор. Поскольку свежий катализатор приходит в равновесное состояние в ходе процесса FCCU, он подвергается воздействию различных факторо, таких как отложение примесей из сырья, полученных в ходе указанной реакции, и воздействию жестких условий регенерации. В результате равновесные катализаторы могут содержать значительное количество металлических примесей, обладать пониженной активностью, содержать меньшее количество алюминиевых атомов в решетке цеолита и обладать физическими свойствами, отличными от свойств свежего катализатора. В ходе обычной операции нефтепереработчики отбирают небольшие количества равновесного катализатора из регенераторов и заменяют их на свежий катализатор с целью регулирования качества (например, активности и содержания металлов) циркулирующего катализатора изобретения. Согласно предпочтительному варианту осуществления изобретения на стадии проведения FGUU процесса оператор может добавлять большее количество компонентов, понижающих содержание серы, не оказывая при этом негативного влияния на активность способа изобретения и достигая значительного уменьшения образования серы в бензине, полученном в FGUU процессе.
FCC процесс согласно изобретению проводят в традиционных FCC установках при температуре в интервале 400-700°С, осуществляя регенерацию при температуре в интервале 500-850°С. Детали процесса зависят от типа нефтяного сырья, желаемых потоков продуктов и других условий, хорошо известных производителю. FCC катализатор (катализатор изобретения) непрерывно циркулирует через установку между секцией реакции крекинга и секцией регенерации, в результате чего в реакторе присутствует равновесный катализатор.
Влияние каталитической композиции и способа ее использования состоит в понижении содержания серы, в особенности содержащейся в замещенном или незамещенном тиофене, бензотиофене, в производных легких продуктов (это касается бензиновой фракции с температурой кипения 430°F или 220°С) полученных в ходе FCCU. Точное количество производных серы, содержащихся в бензиновых фракциях, полученных традиционным FCC процессом, зависит от содержания серы в сырье, подвергаемом FCC переработке. Бензиновые фракции, полученные в FCC процессе, обычно имеют точку кипения в интервале до 430°F (220°C). Обычное содержание серы в общей FCC бензиновой фракции превышает 50 мас.ч./млн и, как правило, составляет более 300 мас.ч./млн. Если конечная точка кипения фракции превышает 200°С, содержание серы может составлять более 1000 мас.ч./млн. Удаление примесей серы может быть успешно реализовано при использовании FCC каталитической композиции согласно изобретению. Степень уменьшение содержания серы легко варьируется количеством кислотного льюисовского компонента в каталитической композиции. При использовании композиций, содержащих около 10% кислоты Льюиса, снижение содержания серы может составлять, по меньшей мере, 15 мас.% по сравнению с продуктом, полученным в присутствии традиционного FCC катализатора, не содержащего кислотного льюисовского компонента. В других вариантах осуществления изобретения содержание серы может уменьшаться, по меньшей мере, на 20 мас.%. Как показано в приведенных ниже примерах, в том случае, когда каталитическая система содержит 50% кислотного льюисовского компонента, обеспечивается уменьшение содержание сераорганических соединений, по меньшей мере, на 40 мас.%. Обычно сера переходит в неорганическую форму и выделяется в виде сероводорода. Этот продукт может быть легко извлечен способом, принятым для FCC процессов. Увеличение количества подлежащего переработке сероводорода не играет решающей роли и не наносит экономического ущерба с учетом уменьшения содержания серы в легких углеводородных продуктах. Указанные выше технические характеристики, касающиеся уменьшения содержания серы, основаны на результатах испытаний, проведенных на установке Davison Circulating Riser, на которую ссылаются в следующих ниже примерах.
FCC процесс согласно изобретению обеспечивает получение бензина со значительно пониженным содержанием сераорганических соединений по сравнению с уменьшением содержания серы, которое обычно достигается при традиционной обработке в присутствии цеолитных катализаторов и уменьшением содержания серы, которое достигается с использованием известных из уровня техники присадок, содержащих достаточно высокое количество натрия. Приведенные ниже примеры показывают, что активность катализаторов изобретения в отношении уменьшения содержания серы поддерживается в течение более длительного времени по сравнению с каталитическими композициями, содержащими значительное количество натрия, например более 0,2 мас.% натрия. Таким образом, каталитическая композиция изобретения обеспечивает способ уменьшения содержания серы в бензине FCC нефтяных потоков, причем такой способ включает (а) приготовление любой из указанных выше каталитических композиций, (b) добавление композиции в FCCU катализатор, (с) введение полученной системы в реакционную зону FCCU в количествах, достаточных для превращения углеводородного сырья, поступающего в зону реакции, и (d) направление каталитической композиции на стадию FCCU регенерации с целью удаления углеводородных отложений, например кокса, с поверхности катализатора. Твердые вещества со стадии (d) подвергают окислительной регенерации с получением горячего, регенерированного катализатора, который возвращают в зону каталитического крекинга в количестве, обеспечивающем равновесные условия.
Если особо не указано, то термины, используемые в описании и/или примерах, имеют следующие значения.
Термин «свежий» катализатор крекинга относится к каталитической композиции, приобретенной у производителя.
Термин «равновесный» псевдоожиженный катализатор крекинга относится к циркулирующей каталитической композиции в FCC установке после достижения устойчивого состояния в FCCU среде. Термины «равновесный катализатор», «отработанный катализатор» (выводимый из FCC установки) и «регенерированный катализатор» (катализатор, выходящий из установки регенерации) имеют близкие значения.
Термин «искусственное равновесие» относится к псевдоожиженному катализатору крекинга, обработанному паром в лабораторных условиях с целью имитации равновесного крекирующего катализатора FCCU. Одна из таких лабораторных методик для обеспечения искусственного равновесия заключается в обработке паром свежего катализатора при 1500°F (816°C) в течение 4 часов при давлении пара, равном 1 атмосфере. Такая обработка имитирует дезактивацию катализатора, которая почти соответствует дезактивации равновесного катализатора в FCC установке в случае достижения устойчивого состояния в атмосфере FCCU. Другой способ дезактивации, сокращенно обозначаемый как CPS (циклическая обработка парами пропилена) дезактивация, состоит в использовании пропилена и воздуха для стимуляции REDOX процесса, помимо эффекта дезактивации под действием пара (см. American Chemical Society Symposium Series, No. 634, Page 171-183 (1996).
«Кинетическую конверсионную активность» псевдоожиженного катализатора крекинга в искусственно стимулированном равновесном состоянии измеряют согласно ASTM тесту на микроактивность (ASTM 5154). Эту величину измеряют при массовом соотношении между катализатором и маслом порядка 4 при типичном значении подачи газа и масла по проценту конверсии тяжелого углеводородного сырья (т.е. процентному количеству продукта, образовавшегося из единицы сырья в том случае, когда продукт представляет собой кокс, а образовавшийся материал имеет интервал кипения до 430°F (221°С)) деленному на 100 минус процент конверсии тяжелого сырья, как это продемонстрировано в таблице 14.
Следующие ниже примеры приведены исключительно в целях иллюстрации и не ограничивают формулу изобретения. Если не указано особо, то все части и проценты приведены в массовом выражении.
Любой интервал значений, приведенный в описании или формуле изобретения, например относящийся к конкретному набору свойств, единицам измерения, условиям физического состояния и т.п., приводится в тексте для буквального и точного отражения любого численного значения, входящего в указанный интервал, включая любое подмножество значений в рамках указанного интервала.
Пример 1
Влияние натрия на характеристики присадок на основе кислоты Льюиса, предназначенных для уменьшения содержания серы в бензине
Образец 1А: Кислотный льюисовский компонент с низким содержанием Na2O (Na2O ~0,01%) получали пропиткой основы из оксида алюминия с низким содержанием Na2O раствором нитрата цинка с последующей сушкой в печи и прокаливанием в течение 2 часов при 650°С.
Образец 1В: 10 г Образца 1А пропитывали раствором 0,023 г Na2CO3 в 6,7 т деионизированной воде с последующей сушкой в печи и прокаливанием в течение 2 часов при 650°С.
Образец 1C: 10 г Образца 1А пропитывали раствором 0,046 г Na2CO3 в 6,7 г деионизированной воде с последующей сушкой в печи и прокаливанием в течение 2 часов при 650°С.
Все три образца дезактивировали 100% паром при 1500°F в течение 4 часов.
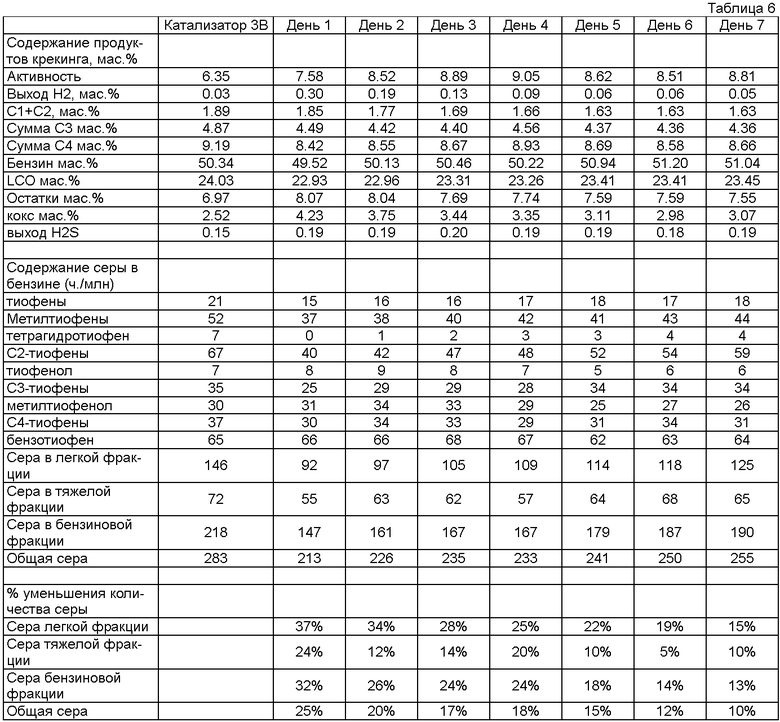
Площадь поверхности измеряли методом BET с использованием азота, химический анализ проводили методом связанной ионной плазмы, в соответствии со стандартом NIST. Результаты, полученные при использовании трех полученных образцов, приведены ниже в таблице 1.
Как следует из представленных данных, площади поверхности и содержание ZnO имеют близкие значения для всех трех образцов. Однако содержание Na2O увеличивается от 0,01% для образца 1А до 0,16% для образца 1В и 0,32% для образца 1C. Все три образца анализировали методом ИК с использованием пиридина. Соответствующие ИК-спектры приведены на фигуре 1. Из представленных данных видно, что при увеличении концентрации Na2O соотношение между сильной Льюисовской полосой (1625 см - 1) и слабой льюисовской полосой (1619 см - 1) уменьшается в ряду 1,26, 0,63 и 0,43.
Все три образца смешивали с равновесным цеолитсодержащим катализатором (Ecat) 1D в количестве 15, и образцы подвергали тестам на микроактивность (MAT) в соответствие с ASTM D3907 относительно образца 1D. (Ecat) ID содержит цеолит с размером элементарной ячейки 24,30, причем композиция, включающая Ecat, содержит натрий в количестве 0,27%. Свойства загрузки соответствуют перечисленным для Загрузки А в таблице 14. Состав продукта, полученного из крекированного сырья, содержание серы в бензине и значение уменьшения содержания серы при 70% конверсии представлены в таблице 2 и на фигуре 2.
Концентрацию серы в бензине анализировали с использованием газового хроматографа Agilient 6890 с детектором атомного излучения G2350A (сера GC-AED) с использованием методики, аналогичной описанной Albro et al. "Quantitative Determination of Sulfur Compounds in FCC Gasoline By AED-A study of the Effect of Catalyst Type and Catalytic Conditions on Sulfur Distribution", Journal of High Resolution Chromatography, vol.16, January 1993. Для уменьшения экспериментальных ошибок в определении содержания серы, связанных с флуктуациями в границах дистилляции бензина, количественно определяли разновидности серы в интервале от тиофена до С4-тиофена в сырой нефти (исключая бензотиофен и высококипящие соединения серы) и полученную сумму определяли как «серу бензиновой фракции». Аналогичным образом разновидности серы в интервале от тиофена до С2-тиофена обозначали как «серу легкого бензина», а разновидности серы в интервале от С3-тиофена до С4-тиофена определяли как «серу тяжелой бензиновой фракции». При включении данных по содержанию бензотиофена в полученные данные по содержанию серы полученное значение обозначали, как «общее содержание серы в бензине».
Содержание серы в бензиновой фракции уменьшалось в ряду 44%, 30% и 10% в том случае, когда содержание Na2O в кислотном льюисовском компоненте увеличивалось в ряду 0,01%, 0,16% и 0,32%.
Пример 2
Влияние SiO2 на характеристики присадки, уменьшающей содержание серы в бензине
Образец 2А: Кислотный льюисовский компонент с низким содержанием Na (Na~0,01%) получали пропиткой основы из оксида алюминия с низким содержанием Na2O раствором нитрата цинка с последующей сушкой в печи и прокаливанием в течение 2 часов при 650°С. Основа из оксида алюминия практически не содержала SiO2, количество оксида кремния составляло менее 0,4 мас.%.
Образец 2В: 40 г Образца 2А импрегнировали раствором 2,89 г Si(OC2H5)4 в этаноле, после чего образец сушили в печи и прокаливали в течение 2 часов при 650°С.
Образец 2С: 40 г Образца 2А импрегнировали раствором 5,79 г Si(OC2H5)4 в этаноле, после чего образец сушили в печи и прокаливали в течение 2 часов при 650°С.
Образец 2D: 40 г Образца 2А импрегнировали раствором 11,57 г Si(OC2H5)4 в этаноле, после чего образец сушили в печи и прокаливали в течение 2 часов при 650°С.
Все четыре образца дезактивировали в течение 4 часов при 1500°F в присутствии 100% пара.
Физические и химические свойства четырех полученных образцов представлены в таблице 3.
Как следует из представленных данных, площади поверхности и содержание ZnO имеют близкие значения для всех четырех образцов. Однако содержание SiO2 увеличивалось от 0% в образце 2А до 2% в образце 2В, 4% в образце 2С и 8% в образце 2D. Все четыре образца анализировали методом ИК-спектроскопии в присутствии пиридина. ИК-спектры представлены на фигуре 3. Из представленных данных видно, что при увеличении концентрации SiO2 соотношение между сильной льюисовской полосой (1625 см - 1) и слабой льюисовской полосой (1619 см - 1) уменьшается в ряду 1,79, 0,93 и 0,66 и 0,35.
Все четыре образца смешивали с равновесным цеолитсодержащим катализатором 1D в количестве 15% и тестировали методом MAT относительно равновесного образца 1D, используя сырье из Примера 1. Состав продукта, полученного из крекированного сырья, содержание серы в бензине и значение уменьшения содержания серы при 65% конверсии представлены в таблице 4 и на фигуре 4.
Уменьшение содержания серы в бензиновой фракции понижалось в ряду 54%, 38%, 24% и 17% при увеличении концентрации SiO2 в ряду 0%, 2%, 4% и 8%, хотя видно, что Na2O оказывает более сильное влияние на уменьшение содержания серы, чем SiO2.
Пример 3
Влияние Na и SiO2, перенесенных из FCC катализатора в FCC установку
Партию их 50 частей высокоактивного цеолитсодержащего каталитического образца 3А готовили добавлением 55,8 частей (12,5 частей в расчете на основу из оксида алюминия) раствора хлоргидрола оксида алюминия к 48,2 частям (37,5 частей в расчете на алюмосиликат) RE-USY цеолита (4% Na2O и 8,5% RE2O3-USY) и 66,38 частям H2O. Полученную смесь размалывали на мельнице Drais с целью уменьшения размера частиц и сушили распылением. Высушенный продукт прокаливали и затем промывали с использованием раствора сульфата аммония с целью удаления соды. Промытый катализатора содержал Na2O в количестве 0,69%.
Высокоактивный цеолитсодержащий катализатор 3А и кислотный Льюисовский компонент 2А по отдельности дезактивировали паром при 1470°F с использованием лабораторной иммитационной методики CPS (обработка парами пропилена) в отсутствие металлов. Смесь катализатора 3А и компонента 2А в соотношении 50:50 тестировали на пилотной установке Davison Circulating Riser (DCR), проводя сравнение с основным катализатором 3В, приобретенным у W.R.Grace & Co. - Conn. Упомянутая операция и описание DCR опубликованы в следующих статьях: G.W.Young, G.D.Weatherbee and S.W.Davey, "Simulating Commercial FCCU Yields with the Davison Circulating Riser (DCR) Pilot Plant Unit", National Petroleum Refiners Association (NPRA) Paper AM88-52; G.W.Young " Realistic Assessment of FCC Catalyst Performance in the Laboratory", in Fluid Catalytic Cracking: Science and Technology, J.S.Magee and M.M.Mitchell, Jr. Eds. Studies in Surface Science and Catalysis Volume 76, p.257, Elsevier Science Publishers B.V.., Amsterdam 1993, ISBN 0-444-89037-8.
Сырье имело тот же состав, что сырье В, указанное в таблице 14. Физические и химические свойства свежего и обработанного паром катализатора 3 и компонента 2А, а также основного катализатора 3В, приведены в таблице 5.
Содержание Na2O в кислотном компоненте Льюиса 2А составляет 0,01%, тогда как количество Na2O в цеолитсодержащем катализатора 3А составляет 0,69%. Содержание Na2O в смеси 3А и 2С (50:50) составляет 0,36%. Испытание проводили постоянно в течение 7 дней, наблюдая за дезактивацией кислотного Льюисовского компонента.
Ежедневно отбирали образец и проводили анализ для определения выхода и содержания серы в бензине. Состав крекированного сырья, содержание серы в бензине и уменьшение содержания серы при 69% конверсии приведены ниже в таблице 6 и изображены на фигуре 5.
Из представленных результатов следует, что начальное уменьшение содержания серы в первый день составляет 32% и к седьмому дню испытания достигает 13% в сравнении с основным катализатором. Этот результат показывает, что кислотный Льюисовский компонент дезактивируется в течение 7 дней.
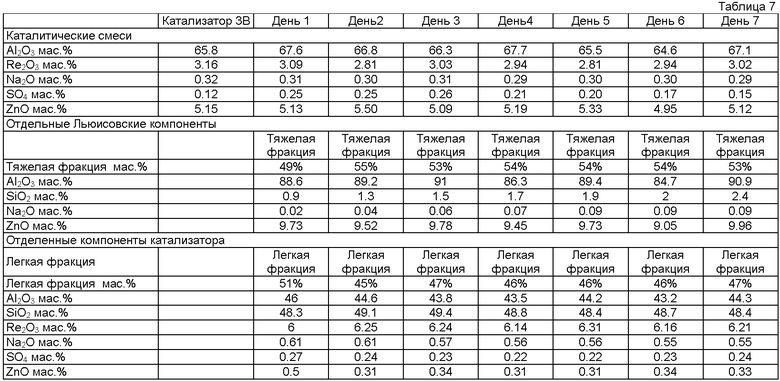
В ходе испытания ежедневно также отбирали небольшое количество катализатора. В каждом отобранном образце проводили разделение кислотного Льюисовского компонента 2А и цеолитсодержащего катализатора 3А, пользуясь методом разделения в тяжелой среде, на основе различий в скелетной плотности катализатора крекинга и кислотного льюисовского компонента. Разделение проводили с использованием методики, аналогичной описанной Palmer et al., Appl. Catalysis, vol. 35, pp.217-235 (1987) и Beyerlein et al. Fluid Catalytic Cracking II-Concepts in Catalyst Design; Occelli, M.L., Ed. ACS Symposium Series 452, American Chemical Society: Washington, D.C - pp.109-143 (1991). Химические свойства каталитических смесей и разделенных кислотных Льюисовских компонентов и цеолитсодержащего катализатора приведены ниже в таблице 7.
Таблица 7
Из представленных данных видно, что к седьмому дню испытания около 0,09% Na2O и около 2,4% SiO2 переносились в кислотный Льюисовский компонент из цеолитного катализатора. Пиридиновые ИК-спектры кислотных льюисовских компонентов представлены на фигуре 6. Из этих данных видно, что в течение от первого дня испытания до седьмого дня наблюдается уменьшение соотношения между сильным и слабым кислотными льюисовыми пиками. Полученные результаты согласуются с влиянием Na2O и SiO2 на эффект уменьшения содержания серы, как это продемонстрировано в примерах 1 и 2.
Пример 4
Высокоактивные катализаторы с ультрамалым содержанием Na2O
Катализатор 4А
Партию из 12000 частей готовили добавлением 13043 частей (3000 частей в расчете на оксид алюминия) хлоргидрола алюминия к 28409 частям (9000 частей в расчете на оксид алюминия) суспензии RE-USY цеолита (4% Na2O и 8,5% Re2O3). Полученную смесь размалывали в мельнице Drais с целью уменьшения размера частиц и полученный материал сушили распылением. Высушенный продукт прокаливали и затем промывали с использованием раствора сульфата аммония с целью удаления соды. Промытый катализатор содержал 0,75% Na2O.
Катализатор 4В
Партию из 10000 частей готовили добавлением 10870 частей (2500 частей в расчете на оксид алюминия) хлоргидрола алюминия к 22894 частям (7500 частей в расчете на оксид алюминия) суспензии RE-USY цеолита (1% Na2O на RE-USY). Полученную смесь размалывали в мельнице Drais с целью уменьшения размера частиц, и полученный материал сушили распылением. Высушенный продукт прокаливали и затем промывали с использованием раствора сульфата аммония с целью удаления соды. Промытый катализатор содержал 0,19% Na2O.
Катализатор 4С
Приготовленный выше катализатор 4В сушили при 200°С в течение ночи и затем снова промывали раствором сульфата аммония с целью удаления соды. Конечный продукт содержал 0,04% Na2O,
Физические и химические свойства трех катализаторов приведены ниже в таблице 8.
Каталитические смеси готовили смешиванием каждого из цеолитсодержащих катализаторов 4А, 4В, с компонентом Льюисовской кислоты (Zn) 4D (полученным в соответствии со способом, описанным ранее, анализ которого приведен ниже в Таблице 9) в соотношении 85:15. После этого три каталитические смеси обрабатывали 100% паром в течение 24 часов при 1420°F. Количество натрия в смесях 4А, 4В и 4С составляло 0,65%, 0,17% и 0,04% соответственно. После обработки паром проводили разделение в тяжелой среде для всех смесей с целью отделения компонента 4D от цеолитсодержащих катализаторов. Физические и химические свойства каждого из рассматриваемых компонентов, а также компонента 4D, отдельно обработанного паром, приведены в таблице 9.
Полученные результаты показывают, что Na2O не переносится в компонент 4D из цеолита 4С, в то время как ~0,03% Na2O и - 0,15% Na2O переносится в компонент 4D из цеолита 4В и 4А, соответственно. Все три цеолитных катализатора переносят около 6,6% SiO2 в компонент 4D. Все три каталитических композиции тестировали методом Micro-Activity (MAT) относительно равновесного катализатора 1D из примера 1. Результаты, полученные при изучении состава крекированного продукта, содержания серы в бензине и уменьшения содержания серы при 77% конверсии представлены ниже в таблице 10 и на фигуре 7. Уменьшение содержания серы в бензине составило 18% при использовании смеси 4С, 14% при использовании 4В и 0% при использовании смеси 4А. Полученные результаты показывают, что уменьшение перехода Na2O из катализаторов 4В и 4С способствуют сохранению способности присадки на основе кислоты Льюиса к понижению содержания серы.
Негативные результаты, представленные в разделе УМЕНЬШЕНИЕ СОДЕРЖАНИЯ СЕРЫ таблицы 10, интерполировали с данными, представленными на Фигуре 7. В теории отрицательные результаты показывают, что количество серы увеличивается в рамках значений, представленных при конверсии 77%. Однако это не означает, что представленные данные демонстрируют существенное увеличение содержания серы, если они отражают действительное увеличение серы в целом.
Пример 5
Высокоактивный цеолитсодержащий катализатор 5А
RE-USY, содержащий менее 1 мас.% Na2O и 8% RE2O3, подвергали двухкратному обмену с хлоридом редкоземельного металла с образование USY цеолита, содержащего более 18 мас.% RE2O3 и менее 0,5 мас.% Na2O.
Катализатор получали смешиванием 9000 г (в расчете на сухой материал) RE-USY цеолита с 13 кг раствора хлоргидрола алюминия (23% твердого материала). Полученную суспензию размалывали на мельнице Drais и сушили распылением в сушилке Bowen. Высушенные частицы прокаливали в течение 2 часов при 1100°F. Полученный катализатор имел площадь поверхности 559 м2/г, содержал RE2O3 в количестве 13,9 мас.% и Na2O в количестве 0,24 мас.%.
Ванадийсодержащая присадка 5В
Высушенные распылением частицы Al2O3 получали пептизацией псевдобемитной суспензии Al2O3 в присутствии HCl, размалыванием полученного материала на мельнице Drais и последующей распылительной сушкой молотой суспензии. Полученный высушенный распылением оксид алюминия прокаливали в течение 1 часа при 800°С. Высушенный Al2O3 пропитывали раствором сульфата ванадила. Импрегнированный материал сушили при 100°С и затем прокаливали в течение 2 часов при 540°С. Полученная присадка имела площадь поверхности 92 м2/г, содержала 5,52 мас.%. ванадия, содержала 11,42 мас.%. сульфата и имела содержание Na2O 0,03 мас.%.
Высокоактивный цеолитсодержащий катализатор 5А и кислотный Льюисовский компонент 2А обрабатывали по отдельности паром согласно методике CPS при 1450°F в отсутствие металлов. Смесь 5А, 2А и 5В в соотношении 25:70:5 тестировали на установке DCR в сравнении с катализатором 3В. Состав продукта оказался таким, же, что указан для Сырья С в таблице 14. В таблице 11 представлены физические и химические свойства свежих и обработанных паром образцов 5А, 2А и 5С, а также 3В.
Содержание Na2O в кислотном льюисовском компоненте 2А составило 0,02%, тогда как содержание Na2O в цеолитсодержащем катализаторе 5А составляет 0,24%. Исследование проводили непрерывно в течение 5 дней с целью регистрации дезактивации кислотного льюисовскогго компонента. Ежедневно отбирали пробы продукта, в которых определяли выход и содержание серы в бензине. Состав продуктов крекированного сырья, содержание серы в бензине и уменьшение содержания серы при конверсии 78% представлены в таблице 12 и отображены в на фигуре 8.
Из представленных данных следует, что уменьшение содержание серы в бензиновой фракции составляет 54% в первый день испытания и 51% на 5-й день испытания. Примерно 94% активность в уменьшении содержания серы в бензиновой фракции сохраняется в течение дней испытания. В сравнении с результатами примера 3 лишь 56% понижение содержания серы достигается через 5 дней испытания. Полученный результат показывает, что относительное улучшение активности в уменьшении содержания серы достигает ~40%.
В ходе испытания ежедневно проводили отбор небольшого количества образца катализатора. Для каждого образца катализатора кислотный Льюисовский компонент 2А и компонент 5А цеолитсодержащего катализатора подвергали разделению методом разделения в тяжелой среде. Химические свойства каталитических смесей и раздельных образцов Льюисовского кислотного компонента и цеолитных компонентов представлены ниже в таблице 13. Из представленных данных следует, что к 5-му дню испытания около 0,01% Na2O и около 0,4% SiO2 перемещались в льюисовский кислотный компонент из катализатора крекинга. В сравнении с данными приведенного выше примера 3 оказалось, что к 5-му дню испытания около 0,07% Na2O и порядка 1,4% оксида кремния переходили в добавку, содержащую кислоту Льюиса. Полученные результаты вновь показывают, что перемещение небольшого количества Na2O и SiO2 из катализатора 5А способствует сохранению активности присадки, содержащей кислоту Льиюса в уменьшении содержания серы.
Изобретение относится к некоторым каталитическим композициям и процессам, используемым для уменьшения содержания производных серы, обычно составляющих часть бензиновой фракции процессов жидкофазного каталитического крекинга. Изобретение представляет собой композицию катализатора крекинга, содержащую цеолит или компонент, содержащий цеолит, содержащие Na2O в количестве 0,3 мас.% или менее в комбинации с компонентом, содержащим кислоту Льюиса, причем композиция катализатора крекинга содержат Na2O в количестве 0,2% или менее и содержание компонента, содержащего кислоту Льюиса, составляет от 3 до 75 мас.%. Изобретение включает также усовершенствованный способ каталитического крекинга углеводородного сырья, содержащего органические производные серы, включает способ уменьшения содержания серы в бензине и способ получения крекирующей каталитической композиции. Технический результат - установлено, что количество соединений серы в углеводороде, подаваемом на стадию жидкофазного каталитического крекинга, может быть уменьшено, по меньшей мере, на 15% по сравнению с действием такой же композиции, не содержащей компонент, включающий кислоту Льюиса. 4 н. и 55 з.п. ф-лы, 8 ил., 14 табл.
1. Крекирующая каталитическая композиция, пригодная для эксплуатации в установке с псевдоожиженным катализатором крекинга, используемой для крекинга углеводородного сырья, содержащего органические производные серы, включающая
(a) цеолит или компонент, содержащий цеолит, содержащий Na2O в количестве 0,3 мас.% или менее и
(b) компонент, содержащий кислоту Льюиса, причем каталитическая композиция содержит Na2O в количестве 0,20 мас.% или менее и содержание компонента, содержащего кислоту Льюиса, составляет от 3 до 75 мас.%.
2. Композиция по п.1, содержащая Na2O в количестве 0,15 мас.% или менее.
3. Композиция по п.1, содержащая Na2O в количестве 0,10 мас.% или менее.
4. Композиция по п.1, в которой цеолит (а) содержит Na2O в количестве 0,1 мас.% или менее.
5. Композиция по п.1, в которой компонент (b), включающий кислоту Льюиса, содержит Na2O в количестве 0,1 мас.% или менее.
6. Композиция по п.1, в которой цеолит представляет собой цеолит Y-типа, выбранный из группы, состоящей из HY, USY, REY, REUSY, CREY, CREUSY, MgUSY, ZnUSY, MnUSY цеолитов и их смесей.
7. Композиция по п.1, в которой цеолит представляет собой цеолит Y-типа, выбранный из группы, состоящей из USY, REY, REUSY, CREY, CREUSY и их смесей.
8. Композиция по п.2, в которой цеолит представляет собой цеолит Y-типа, выбранный из группы, состоящей из USY, REY, REUSY, CREY, CREUSY и их смесей.
9. Композиция по п.1, в которой средний размер элементарной ячейки цеолита составляет 24,25-24,50 Å.
10. Композиция по п.1, в которой средний размер элементарной ячейки цеолита составляет 24,5-24,7 Å.
11. Композиция по п.1, в которой компонент (b), содержащий кислоту Льюиса, включает оксид алюминия в качестве неорганической матрицы (с).
12. Композиция по п.1, в которой компонент (b), содержащий кислоту Льюиса, включает оксид алюминия в качестве неорганической матрицы (с) и, по меньшей мере, один металл, выбранный из группы, состоящей из Ni, Cu, Zn, Ag, Cd, In, Sn, Hg, Ti, Pb, Bi, B, Mn, Ga и их смесей, причем, по меньшей мере, один из перечисленных металлов присутствует в виде оксида, катиона или в нулевом валентном состоянии.
13. Композиция по п.1, в которой компонент (b), содержащий кислоту Льюиса, включает металл, выбранный из группы, состоящей из Zn, Ti, Co, Mo, Fe и их смесей, причем указанные металлы присутствуют в виде оксида, катиона или в нулевом валентном состоянии.
14. Композиция по п.11, в которой металл компонента (b), содержащего кислоту Льюиса, дополнительно включает Zn.
15. Композиция по п.2, в которой компонент (b), содержащий кислоту Льюиса, включает оксид алюминия и, по меньшей мере, один металл, выбранный из группы, состоящей из Ni, Cu, Zn, Ag, Cd, In, Sn, Hg, Ti, Pb, Bi, B, Mn, Ga и их смесей, причем, по меньшей мере, один из перечисленных металлов присутствует в виде оксида, катиона или в нулевом валентном состоянии.
16. Композиция по п.2, в которой компонент (b), содержащий кислоту Льюиса, включает металл, выбранный из группы, состоящей из Zn, Ti, Co, Mo, Fe и их смесей, причем указанные металлы присутствуют в виде оксида, катиона или в нулевом валентном состоянии.
17. Композиция по п.2, в которой металл компонента (b), содержащего кислоту Льюиса, включает Zn.
18. Композиция по п.5, в которой компонент (b), содержащий кислоту Льюиса, включает оксид алюминия и, по меньшей мере, один металл, выбранный из группы, состоящей из Ni, Cu, Zn, Ag, Cd, In, Sn, Hg, Ti, Pb, Bi, В, Mn, Ga и их смесей, причем, по меньшей мере, один из перечисленных металлов присутствует в виде оксида, катиона или в нулевом валентном состоянии.
19. Композиция по п.11, в которой размер частиц оксида алюминия 20-150 мкм, а площадь поверхности составляет 30-400 м2/г.
20. Композиция по п.11, в которой цеолит (а) дополнительно содержит редкоземельный элемент.
21. Композиция по п.1, содержащая, по меньшей мере, 3-75 мас.% компонента (b).
22. Композиция по п.1, содержащая, по меньшей мере, 30-75 мас.% компонента (b).
23. Композиция по п.21, в которой кинетическая конверсионная активность композиции составляет, по меньшей мере, 2.
24. Композиция по п.1, дополнительно содержащая неорганическую оксидную матрицу (с).
25. Композиция по п.24, включающая смесь, по меньшей мере, из двух различных частиц, причем одна частица содержит цеолит (а) и неорганическую оксидную матрицу (с), а другая частица представляет собой компонент (b), содержащий кислоту Льюиса и неорганическую оксидную матрицу.
26. Композиция по п.25, в которой компонент (b), содержащий кислоту Льюиса, включает оксид алюминия и, по меньшей мере, один металл, выбранный из группы, состоящей из Ni, Cu, Zn, Ag, Cd, hi, Sn, Hg, Ti, Pb, Bi, B, Mn, Ga и их смесей, причем, по меньшей мере, один из перечисленных металлов присутствует в виде оксида, катиона или в нулевом валентном состоянии.
27. Композиция по п.26, содержащая Na2O в количестве 0,15 мас.% или менее.
28. Композиция по п.26, в которой компонент, содержащий кислоту Льиюса, включает Na2O в количестве 0,10 мас.% или менее.
29. Композиция по п.26, содержащая Na2O в количестве 0,15 мас.% или менее.
30. Композиция по п.25, в которой компонент (b), содержащий кислоту Льюиса, включает оксид алюминия и Zn, причем Zn присутствует в виде оксида или в состоянии нулевой валентности.
31. Композиция по п.25, кинетическая конверсионная активность которой составляет, по меньшей мере, 2.
32. Композиция по п.26, кинетическая конверсионная активность которой составляет, по меньшей мере, 2.
33. Композиция по п.1, дополнительно содержащая ванадий.
34. Композиция по п.25, дополнительно содержащая ванадий.
35. Композиция по п.26, дополнительно содержащая ванадий.
36. Композиция по п.1, средний размер частиц которой составляет 20-150 мкм.
37. Композиция по п.1, средний размер частиц которой составляет 60-90 мкм.
38. Усовершенствованный способ каталитического крекинга углеводородного сырья, содержащего органические производные серы, включающий контактирование в реакторе каталитического крекинга, входящего в состав установки жидкофазного каталитического крекинга, с псевдоожиженным катализатором крекинга, вывод из реактора потоков жидкого и газообразного продуктов, перевод части катализатора в регенераторы, содержащиеся в установке, с целью удаления примесей перед возвращением в реактор, удаление части катализатора из установки и замену его на свежую каталитическую композицию с целью обеспечения равновесного состояния каталитической системы, причем рассматриваемое усовершенствование включает (1) добавление в имеющийся псевдоожиженный катализатор крекинга, находящийся в установке, свежей каталитической композиции, включающей (а) цеолит или компонент, содержащий цеолит, содержащий Na2O в количестве 0,3 мас.% или менее, и (b) компонент, содержащий кислоту Льюиса, причем крекирующая каталитическая композиция содержит Na2O в количестве 0,20 мас.% или менее, и содержание компонента, содержащего кислоту Льюиса, составляет от 3 до 75 мас.% и (2) регенерацию жидкого продукта с интервалом кипения до 220°С, причем жидкий продукт содержит серу в количестве, которое, по меньшей мере, на 15 мас.% ниже количества серы в присутствии композиции, состоящей из аналогичного цеолитного катализатора в отсутствие компонента (b), содержащего кислоту Льюиса.
39. Усовершенствованный способ по п.38, в котором свежий катализатор крекинга содержит катализатор по любому из пп.2-37.
40. Усовершенствованный способ по п.39, в котором жидкий продукт содержит серу в количестве, которое, по меньшей мере, на 20 мас.% ниже количества серы в присутствии композиции, состоящей из аналогичного цеолитного катализатора в отсутствие компонента (b), содержащего кислоту Льюиса.
41. Способ уменьшения содержания серы в бензине, получаемом из нефти с использованием установки каталитического крекинга с псевдоожиженным слоем катализатора (FCC), снабженной реакторной и регенерационными секциями, включающий
(a) приготовление крекирующей каталитической композиции, включающей (1) цеолит или компонент, содержащий цеолит, содержащий Na2O в количестве 0,3 мас.% или менее, (2) компонент, содержащий кислоту Льюиса, причем рассматриваемая каталитическая композиция содержит Na2O в количестве 0,20 мас.% или менее и содержание компонента, содержащего кислоту Льюиса, составляет от 3 до 75 мас.%,
(b) добавление каталитической композиции в имеющийся катализатор, содержащийся в FCC установке;
(c) введение каталитической композиции на реакционную стадию FCC установки в количестве, достаточном для превращения углеводородного сырья, подаваемого в зону реакции в FCC установке, в углеводородные продукты, содержащие серу в количестве, по меньшей мере, на 15% меньшем, чем аналогичные продукты, полученные с использованием каталитической композиции, не содержащей компонента, включающего кислоту Льюиса; и
(d) рециркуляцию катализатора со стадии (с) на стадию регенерации в FCC установке с целью удаления кокса с поверхности катализатора.
42. Способ по п.41, в котором крекирующая каталитическая композиция содержит металл, выбранный из группы, состоящей из Zn, Ti, Со, Мо, Fe и их смесей, причем указанный металл находится в виде оксида, катиона или в состоянии нулевой валентности.
43. Способ по п.42, в котором металл представляет собой Zn.
44. Способ по п.41, в котором компонент, содержащий кислоту Льюиса, содержит оксид алюминия в виде частиц, отдельных от цеолита.
45. Способ получения крекирующей каталитической композиции, пригодной для эксплуатации в установке жидкофазного каталитического крекинга, используемой для крекинга углеводородного сырья, причем способ получения катализатора включает:
(a) выбор цеолита или компонента, содержащего цеолит, содержащего Na2O в количестве 0,3 мас.% или менее,
(b) выбор компонента, содержащего кислоту Льюиса, содержащего Na2О в количестве 0,1 мас.% или менее, и
(c) объединение цеолита или компонента, содержащего цеолит, и Льюисовского кислотного компонента в соотношениях, достаточных для получения каталитической композиции, содержащей Na2O в количестве 0,2 мас.% или менее и содержания компонента, содержащего кислоту Льюиса, составляет от 3 до 75 мас.%.
46. Способ по п.45, в котором каталитическая композиция, полученная на стадии (с) содержит Na2O в количестве 0,15 мас.% или менее.
47. Способ по п.45, в котором каталитическая композиция, полученная на стадии (с) содержит Na2O в количестве 0,10 мас.% или менее.
48. Способ по п.45, в котором цеолит, выбранный на стадии (а), содержит Na2O в количестве 0,1 мас.% или менее.
49. Способ по п.45, в котором цеолит, выбранный на стадии (а), представляет собой цеолит Y-типа, выбранный из группы, состоящей из HY, USY, REY, REUSY, CREY, CREUSY, MgUSY, ZnUSY, MnUSY цеолитов и их смесей.
50. Способ по п.45, в котором цеолит, выбранный на стадии (а), представляет собой цеолит Y-типа, выбранный из группы, состоящей из USY, REY, REUSY, CREY, CREUSY цеолитов и их смесей.
51. Способ по п.46, в котором цеолит, выбранный на стадии (а), представляет собой цеолит Y-типа, выбранный из группы, состоящей из USY, REY, REUSY, CREY, CREUSY цеолитов и их смесей.
52. Способ по п.47, в котором цеолит, выбранный на стадии (а), представляет собой цеолит Y-типа, выбранный из группы, состоящей из USY, REY, REUSY, CREY, CREUSY цеолитов и их смесей.
53. Способ по п.48, в котором цеолит, выбранный на стадии (а), представляет собой цеолит Y-типа, выбранный из группы, состоящей из USY, REY, REUSY, CREY, CREUSY цеолитов и их смесей.
54. Способ по п.45, в котором компонент, содержащий кислоту Льюиса, выбранный на стадии (b), содержит оксид алюминия в качестве неорганической матрицы (с) и, по меньшей мере, один металл, выбранный из группы, состоящей из Ni, Cu, Zn, Ag, Cd, In, Sn, Hg, Ti, Pb, Bi, B, Mn, Ga и их смесей, причем, по меньшей мере, один металл находится в виде оксида, катиона или в состоянии нулевой валентности.
55. Способ по п.45, в котором компонент, содержащий кислоту Льюиса, выбранный на стадии (b), содержит металл, выбранный из группы, состоящей из Zn, Ti, Co, Mo, Fe и их смесей, причем указанный металл находится в виде оксида, катиона или в состоянии нулевой валентности.
56. Способ по п.47, в котором компонент, содержащий кислоту Льюиса, выбранный на стадии (b), содержит оксид алюминия в качестве неорганической матрицы (с) и, по меньшей мере, один металл, выбранный из группы, состоящей из Ni, Си, Zn, Ag, Cd, In, Sn, Hg, Ti, Pb, Bi, В, Mn, Ga и их смесей, причем, по меньшей мере, один металл находится в виде оксида, катиона или в состоянии нулевой валентности.
57. Способ по п.47, в котором компонент, содержащий кислоту Льюиса, выбранный на стадии (b), содержит металл, выбранный из группы, состоящей из Zn, Ti, Со, Mo, Fe и их смесей, причем указанный металл находится в виде оксида, катиона или в состоянии нулевой валентности.
58. Способ по п.45, в котором каталитическая композиция, полученная на стадии (с), содержит, 30-75 мас.% компонента, содержащего кислоту Льюиса, выбранного на стадии (b).
59. Способ по п.45, в котором каталитическая композиция, полученная на стадии (с), обладает кинетической конверсионной активностью, равной, по меньшей мере, 2.
| СПОСОБ ПОЛУЧЕНИЯ МОТОРНЫХ ТОПЛИВ | 1999 |
|
RU2166529C1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ ДИАГНОСТИКИ СОМАТОФОРМНЫХ РАССТРОЙСТВ У ОСУЖДЕННЫХ ЛИЦ | 2007 |
|
RU2341191C1 |
| US 5525210 A, 11.06.1996 | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| ГИДРОТЕРМИЧЕСКИ СТАБИЛЬНЫЕ, ИМЕЮЩИЕ ВЫСОКИЙ ОБЪЕМ ПОР КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ ТИПА ОКСИД АЛЮМИНИЯ / НАБУХАЕМАЯ ГЛИНА И СПОСОБЫ ИХ ПОЛУЧЕНИЯ И ИСПОЛЬЗОВАНИЯ | 2000 |
|
RU2264254C2 |

