РОДСТВЕННЫЕ ЗАЯВКИ
[0001] Настоящая заявка основана и испрашивает приоритет на основании предварительной патентной заявки США № 62/872468 от 10 июля 2019 года, которая включена в настоящий документ посредством ссылки.
УРОВЕНЬ ТЕХНИКИ
[0002] Флюид-каталитический крекинг (FCC) обычно относится к способу, в котором высококипящие высокомолекулярные углеводородные соединения, содержащиеся в углеводородном сырье, таком как неочищенная нефть, превращают в более ценные продукты, такие как бензин, дизельное топливо и легкие олефины. В ходе способа углеводородное сырье подают в реактор с флюидизированным слоем и объединяют с катализатором при высоких температурах, что приводит к конверсии высокомолекулярных углеводородов в продукты с более низкой молекулярной массой.
[0003] Поток продукта, полученный в результате способа флюид-каталитического крекинга, обычно содержит в наибольших количествах углеводороды. Количество легких олефинов, таких как пропилен и этилен, образующихся в ходе способа, может зависеть от различных факторов. В последнее время спрос на пропилен как важное сырье для производства широкого спектра химических реагентов и полимеров резко увеличился. Несмотря на значительные инвестиции в мощности по производству пропилена, поставки во всем мире по-прежнему отстают от спроса на легкие олефины. Например, использование полипропиленовых полимеров остается одним из наиболее быстрорастущих применений синтетических материалов в новых и существующих областях применения.
[0004] С учетом вышеизложенного, специалисты в данной области попытались модифицировать способ флюид-каталитического крекинга с целью повышения выхода легких олефинов, например, выхода пропилена. Например, в публикации патента США № 2009/0134065, который включен в настоящий документ посредством ссылки, описана композиция флюидизированного катализатора, которая увеличивает выход олефинов по сравнению с другими коммерчески доступными катализаторами. Каталитическая композиция, описанная в заявке ‘065, позволила добиться значительных успехов в области производства легких олефинов, таких как пропилен.
[0005] Легкие олефины, такие как пропилен и этилен, являются важным сырьем, используемым для производства широкого спектра химических реагентов и продуктов, включая различные полимеры. Несмотря на значительные инвестиции в мощности по производству легких олефинов, предложение легких олефинов не соответствует спросу. Следовательно, остается необходимость в дальнейших усовершенствованиях в разработке способов FCC и композиций катализатора и/или добавок для получения углеводородных продуктов с повышенным выходом и селективностью в отношении легких олефинов.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0006] Настоящее изобретение относится к усовершенствованному способу получения легких олефиновых продуктов в процессе флюид-каталитического крекинга, где способ повышает выход легких олефинов, т.е. C2-C4 олефинов, по сравнению с известным коммерчески доступным способом FCC. Предпочтительно, способ также повышает селективность в отношении С2- и С3-олефинов. Настоящее изобретение также относится к усовершенствованной композиции катализатора FCC и/или добавки, а также к их использованию в способе FCC для повышения выхода и селективности для C2- и C3-олефинов по сравнению с C4-олефинами.
Соответственно, настоящее изобретение относится к способу FCC по изобретению, где способ включает в себя:
(a) введение углеводородного сырья в реакционную зону установки флюид-каталитического крекинга (FCCU), состоящей из реактора (также известного как «лифт-реактор»), десорбера и регенератора, в которой исходное сырье характеризуется как имеющее температуру начала кипения от примерно 30°C с конечными температурами до примерно 850°C;
(b) каталитический крекинг указанного сырья в указанном лифт-реакторе при температуре от примерно 400°C до примерно 700°C путем контактирования сырья с циркулирующим имеющимся в наличии количеством регенерированного катализатора, содержащего композицию пентасилсодержащего катализатора/добавки, которая включает:
(i) пентасиловый цеолит, имеющий каркас диоксида кремния/оксида алюминия,
(ii) по меньшей мере 5,0% по массе фосфора (P2O5) и
(iii) от примерно 0,7 до примерно 4% по массе оксида железа (Fe2O3); где процентное содержание фосфора и оксида железа приводится исходя из общего количества фосфора или оксида железа в композиции пентасилсодержащего катализатора/добавки; где регенерированный катализатор содержит углерод от примерно 0,005 до примерно 0,30% по массе, исходя из общей массы имеющегося в наличии количества катализатора;
(c) десорбцию извлеченных частиц использованного катализатора в имеющемся в наличии количеством катализатора с помощью десорбирующего пара в десорбере для удаления оттуда некоторого количества углеводородсодержащего материала или кокса;
(d) извлечение десорбированных углеводородов из десорбера и циркуляцию десорбированных частиц катализатора в регенератор;
(e) регенерацию указанных частиц катализатора крекинга в зоне регенерации путем выжигания значительного количества кокса на указанных частицах катализатора при температуре, достаточной для получения содержания углерода примерно 0,30% по массе или менее от общего имеющегося в наличии количества регенерированного катализатора;
(f) рециркуляцию указанного имеющегося в наличии количества регенерированного катализатора в реактор для продолжения процесса крекинга.
[0007] Композиция пентасилсодержащего катализатора/добавки может использоваться в имеющемся в наличии количеством катализатора способа FCC по изобретению в качестве единственного катализатора или в качестве добавки. В дополнение к этому, композиция пентасилсодержащего катализатора/добавки может использоваться в сочетании с отдельными частицами традиционного катализатора FCC, не содержащего пентасилового цеолита, например, катализатора FCC, содержащего фожазитовый цеолит.
[0008] Как описано выше, было обнаружено, что способ настоящего изобретения значительно повышает выход легких олефинов. Например, поток продукта может содержать пропилен в количестве от примерно 4,5% по массе до примерно 40% по массе. Поток продукта может также содержать этилен в количестве от примерно 0,5% по массе до примерно 25% по массе.
[0009] Настоящее изобретение также относится к регенерированной флюидизированной каталитической композиции, включающей композицию пентасилсодержащего катализатора/добавки, которая при рециркуляции в способе флюидизированного крекинга образует углеводородные продукты, имеющие повышенный выход и селективность по легким олефинам.
[0010] В одном варианте осуществления, композиция пентасилсодержащего катализатора/добавки, используемая в имеющемся в наличии количеством регенерированного катализатора, содержит по меньшей мере 10% масс. пентасилового цеолита, такого как ZSM-5, примерно 4,0% по массе или менее, предпочтительно примерно 2,5% по массе или менее, оксида железа, и примерно 20% по массе, предпочтительно примерно 19% по массе или менее, более предпочтительно примерно 18% по массе или менее, но по меньшей мере примерно 5% по массе или более, фосфора (измеренного как P2O5).
[0011] Имеющееся в наличии количество регенерированного катализатора, используемого в способе по изобретению, содержит углерод в количестве менее чем примерно 0,30% по массе, предпочтительно менее чем примерно 0,25% по массе, более предпочтительно менее чем примерно 0,20% по массе, еще более предпочтительно менее чем примерно 0,15% по массе, наиболее предпочтительно менее чем примерно 0,1% по массе, но, в любом случае, в количестве не менее чем примерно 0,005% по массе углерода от общего имеющегося в наличии количества катализатора.
[0012] Другие признаки и аспекты настоящего изобретения более подробно обсуждаются ниже.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0013] Полное и подробное раскрытие настоящего изобретения изложено более подробно в остальной части описания со ссылками на прилагаемые чертежи, на которых:
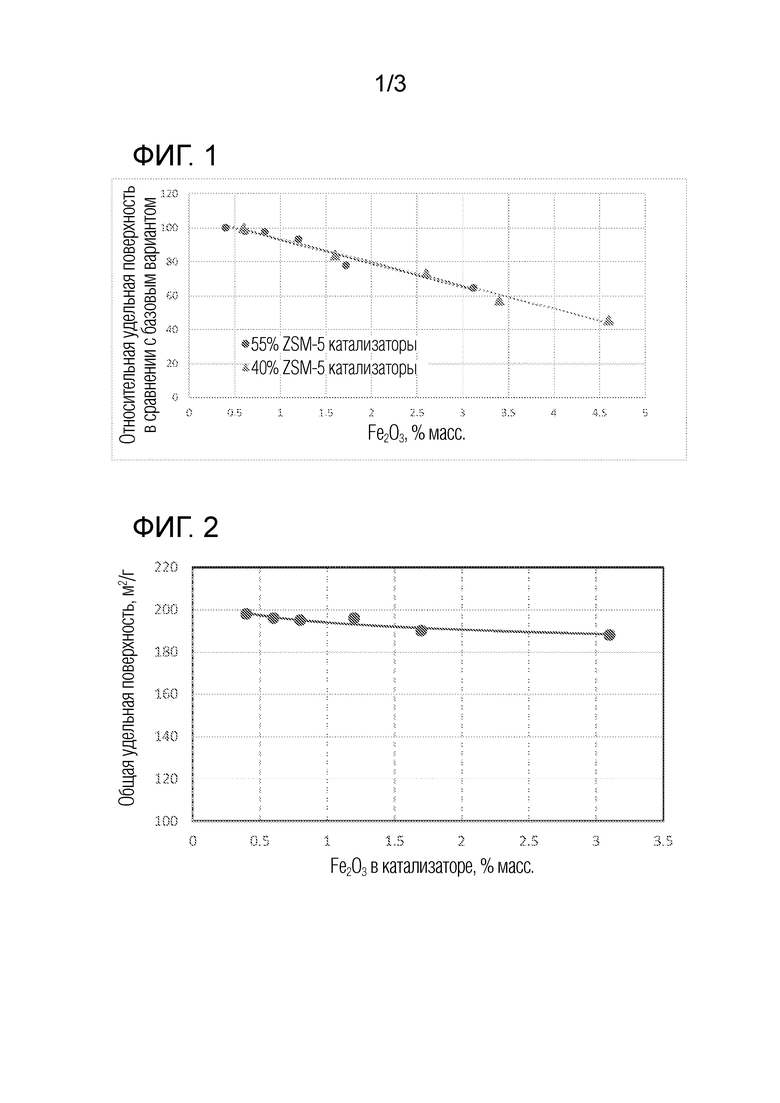
Фигура 1: Показывает влияние уровня оксида железа в катализаторе на стабильность удельной поверхности в условиях циклической обработки парами пропилена (CPS). Потеря стабильности удельной поверхности наблюдается при постепенном увеличении содержания оксида железа в катализаторе.
Фигура 2: Показывает удельную поверхность катализатора, модифицированного оксидом железа после 24 ч гидротермической дезактивации. При постепенном увеличении содержания оксида железа в катализаторе не наблюдалось потери удельной поверхности.
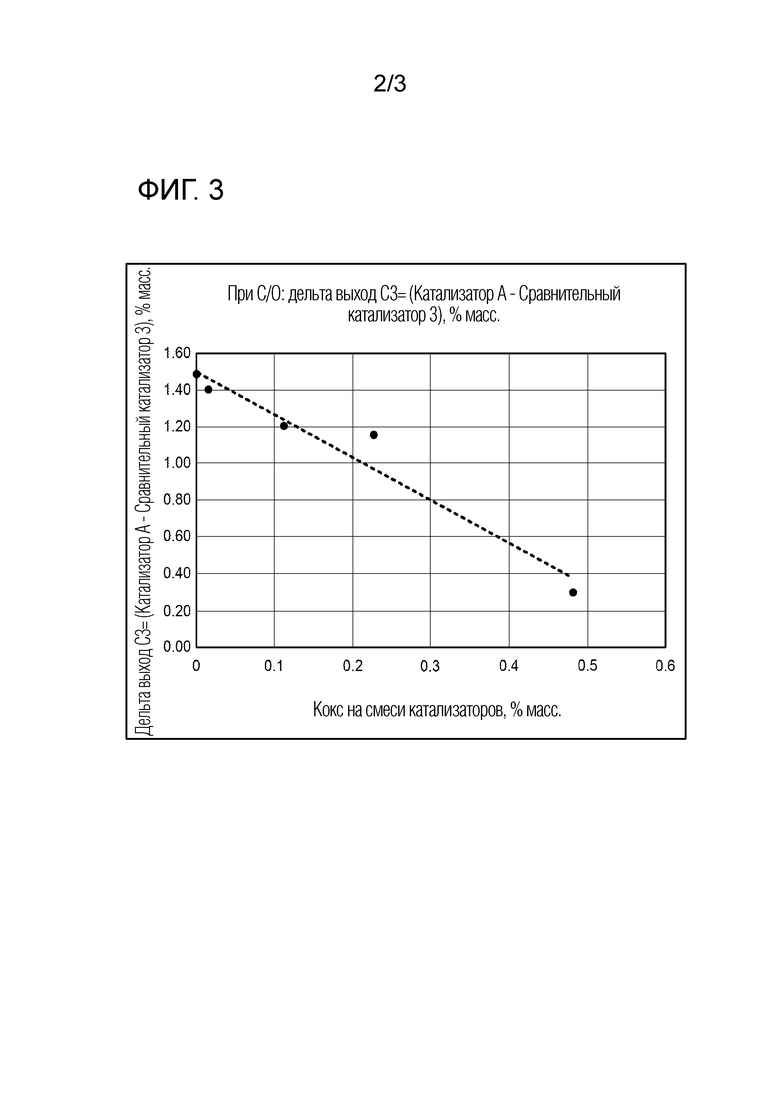
Фигура 3: Показывает менее 0,30% масс. углерода на регенерированном катализаторе; образец, модифицированный оксидом железа, обладает более высокой активностью пропилена по сравнению с образцом, не модифицированным оксидом железа. Выше 0,30% масс. углерода на катализаторе активность пропилена значительно падает.
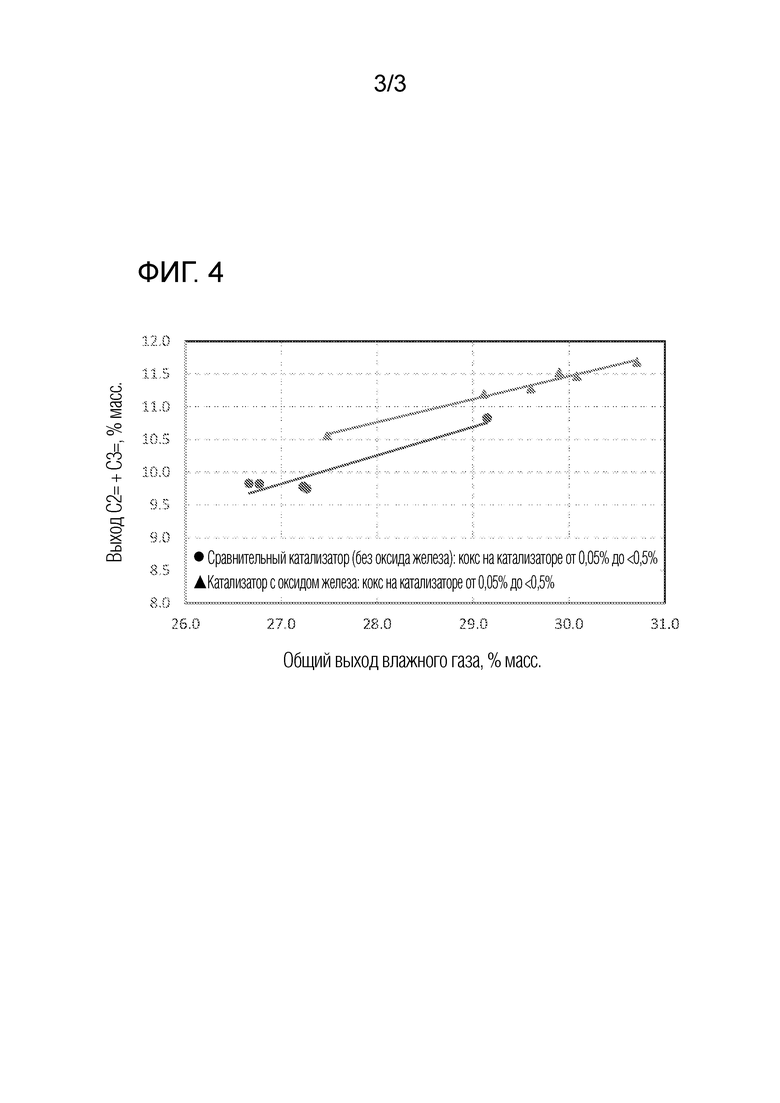
Фигура 4: Показывает, что при всех уровнях кокса на катализаторе катализаторы, модифицированные оксидом железа, обладают более высокой селективностью для этилена+пропилена при постоянном общем количестве влажного газа (водород+C1-C4 углеводороды) по сравнению с базовым катализатором без оксида железа в каталитической композиции.
ОПРЕДЕЛЕНИЯ
[0014] Используемые в данном описании массовые % железа и фосфора приводятся на основе количества каждого из вышеуказанных компонентов, содержащихся в частицах пентасилсодержащего катализатора/добавки. Количество железа в частицах пентасилсодержащего катализатора/добавки измеряется в виде оксида железа, и количество фосфора, содержащегося в частицах пентасилсодержащего катализатора/добавки измеряется в виде P2O5.
[0015] Выражение «средний размер частиц» употребляется в настоящем документе для обозначения среднего относительного количества, по объему, частиц, присутствующих в соответствии с размером в образце, измеренном с помощью метода лазерной дифракции. Используемое оборудование представляет собой Mastersizer 3000, доступный от Malvern P Analytical, в котором используется методика лазерной дифракции для измерения распределения частиц по размерам.
[0016] Выражение «активность каталитического крекинга» употребляется в настоящем документе для обозначения способности катализатора редуцировать более высокомолекулярное (высококипящее) углеводородное сырье в более низкомолекулярные (низкокипящие) углеводородные продукты.
[0017] Выражение «условия флюид-каталитического крекинга» употребляется в настоящем документе для обозначения рабочих условий, используемых для контактирования углеводородного сырья и частиц катализатора, например, времени контакта, температуры и отношения катализатор/масло, для редуцирования более высокомолекулярного (высококипящего) углеводородного сырья в более низкомолекулярные (низкокипящие) углеводородные продукты, в ходе способа флюидизированного каталитического крекинга.
[0018] Выражение «закоксованный катализатор» употребляется в настоящем документе для обозначения катализатора FCC крекинга, который вышел из лифт-реактора и десорбера в ходе способа FCC. Закоксованный катализатор регенерируют в «регенераторе», прежде чем он будет рециркулирован в лифт-реактор в FCCU во время процесса крекинга.
ПОДРОБНОЕ ОПИСАНИЕ
[0019] Специалисту в данной области должно быть понятно, что настоящее обсуждение представляет собой описание только примеров осуществления и не предназначено для ограничения более широких аспектов настоящего изобретения.
[0020] Настоящее изобретение относится к способу флюид-каталитического крекинга, который повышает выход легких олефинов, таких как пропилен, этилен и бутилен, а также повышает селективность для C2- и C3- олефинов. В целом, способ относится к использованию имеющегося в наличии количества регенерированного катализатора, имеющего пониженное содержание углерода и содержащего частицы стабилизированного фосфором пентасилового цеолитсодержащего катализатора/добавки, имеющие низкое содержание оксида железа, где указанное имеющееся в наличии количество регенерированного катализатора имеет пониженное содержание углерода. Было обнаружено, что выход легких олефинов может быть значительно увеличен не только за счет поддержания относительно небольших количеств железа в композиции пентасилсодержащего катализатора/добавки, но также путем поддержания железа в окисленном состоянии за счет сведения к минимуму таких восстановителей, как углерод, в общем имеющемся в наличии количеством регенерированного катализатора.
Пентасиловый катализатор/добавки
[0021] Цеолиты, подходящие для использования в композиции пентасилсодержащего катализатора/добавки, подходящей в настоящем изобретении, включают цеолитные структуры, которые имеют пятичленное кольцо в структурном каркасе. Каркас содержит диоксид кремния и оксид алюминия в тетраэдральной координации. В одном варианте осуществления каталитическая композиция содержит один или более пентасилов, имеющих рентгеновскую дифракционную картину ZSM-5 или ZSM-11. Коммерчески доступные синтетические конфигурационно-селективные цеолиты также являются подходящими.
[0022] Пентасиловые цеолиты обычно имеют индекс проницаемости 1-12. Детали испытания на проницаемость приводятся в J. Catalysis, 67, 218-222 (1981) и в патенте США № 4711710. Такие пентасилы иллюстрируются среднепористыми цеолитами, например, теми цеолитами, которые имеют размеры пор от примерно 4 до примерно 7 ангстрем. Пентасил может иметь молярное отношение диоксида кремния к оксиду алюминия (SiO2/Al2O3), например, менее 300:1, такое как менее 100:1, например, менее 50:1. В одном варианте осуществления пентасил имеет отношение диоксида кремния к оксиду алюминия менее чем 30:1. Пентасил также может подвергаться обмену с катионами металлов. Подходящие металлы включают щелочноземельные металлы, переходные металлы, редкоземельные металлы, фосфор, бор, благородные металлы и их сочетания.
[0023] Частицы катализатора/добавок обычно содержат пентасиловый цеолит в количестве, обычно достаточном для повышения выхода легких олефинов. Как правило, пентасиловый цеолитный катализатор/добавки содержат пентасил в диапазоне от примерно 10% до примерно 80%, предпочтительно от примерно 20% до примерно 70% по массе, наиболее предпочтительно от примерно 40% до примерно 60% по массе пентасилового цеолита в композиции катализатора/добавки.
Фосфор
[0024] Композиция пентасилсодержащего катализатора/добавки обычно содержит фосфор (измеряемый как P2O5) в количестве, менее чем примерно 20% по массе и, как правило, более чем примерно 5% по массе фосфора, при измерении как пентоксид фосфора. Например, фосфор может присутствовать в количестве более чем примерно 7% по массе, например, в количестве более чем примерно 9% по массе, например, в количестве более чем примерно 11% по массе, и обычно в количестве менее чем примерно 18% по массе.
[0025] Используемый фосфор выбирают для стабилизации пентасилового цеолита в композиции катализатора/добавки и, в сочетании с другими ингредиентами, для действия в качестве связующего. Его измеряют как пентоксид фосфора (P2O5). Вне связи с какой-либо конкретной теорией, полагают, что фосфор вступает в реакцию с кислотными центрами оксида алюминия пентасила, тем самым стабилизируя центр в отношении любого деалюминирования, которое может произойти во время использования в типичных условиях флюид-каталитического крекинга или даже в еще более жестких условиях. Таким образом, фосфор стабилизирует активность пентасила в отношении конверсии молекул углеводородов диапазона нафты и, тем самым, повышает выход олефинов в способах FCC. Фосфор может быть добавлен в пентасил до, во время или после образования содержащих пентасил частиц катализатора/добавки. Фосфорсодержащие соединения, подходящие в качестве источника для данного изобретения, включают фосфорную кислоту (H3PO4), фосфористую кислоту (H3PO3), соли фосфорной кислоты, соли фосфористой кислоты, и их смеси. Аммонийные соли, такие как моноаммонийфосфат (NH4)H2PO4, диаммонийфосфат (NH4)2HPO4, моноаммонийфосфит (NH4)H2PO3, диаммонийфосфит (NH4)2HPО3 и их смеси, также могут быть использованы. Другие соединения включают фосфины, фосфоновую килоту, фосфонаты и тому подобное.
[0026] Фосфор добавляется в количествах во время получения композиции катализатора/добавки таким образом, что, исходя из частиц, содержащих пентасил, количество фосфора может варьировать в диапазоне от примерно 5 до 20% по массе, предпочтительно от примерно 7 до примерно 19% по массе, и даже от примерно 9 до 18% по массе или от примерно 11 до 18% по массе.
Оксид железа
[0027] Железо, присутствующее в композиции пентасилсодержащего катализатора/добавки, измеряется как оксид железа. В целом, композиция катализатора/добавки содержит оксид железа в количестве примерно 4% по массе или менее, например, в количестве примерно 3,0% по массе или менее, например, в количестве примерно 2,5% по массе или менее, например, в количестве примерно 2,3% по массе или менее, например, в количестве примерно 2% по массе или менее, например, в количестве примерно 1,8% по массе или менее. Оксид железа обычно присутствует в количестве, превышающем примерно 0,7% по массе, например, в количестве более чем примерно 0,9% по массе, в расчете на общее количество оксида железа, входящего в состав композиции пентасилсодержащего катализатора/добавки. Как правило, количество оксида железа находится в пределах от примерно 0,7% до примерно 4,0% по массе, предпочтительно от примерно 0,9% до примерно 3% по массе, даже от примерно 0,9% до примерно 2,5% по массе, исходя из количества композиции пентасилсодержащего катализатора/добавки.
[0028] Количества железа или оксида железа могут поступать из матрикса, цеолита, связующего или из глины, которая может присутствовать в композиции пентасилсодержащего катализатора/добавки. Поэтому железо обычно содержится в матриксе катализатора или в связующем, а также обнаружено в структуре пор пентасила. Железо может присутствовать снаружи или внутри каркаса пентасила. Под выражением «снаружи каркаса пентасила» подразумевается железо, которое находится за пределами координат тетраэдральной структуры диоксида кремния/оксида алюминия. Железо может включать железо, связанное с кислотным центром каркаса, например, в виде катиона, подвергшегося обмену на этом центре. Железо может присутствовать снаружи пентасилового цеолита, т.е. в матриксе, входящем в состав композиции пентасилсодержащего катализатора/добавки.
[0029] Действительно, железо, указанное в качестве компонента пентасилсодержащего катализатора/добавки, обычно представляет собой железо, которое добавляется отдельно и в сочетании с другим сырьевым материалом, используемым для получения композиции катализатора/добавки. Хотя железо описано здесь как оксид железа (т.е. Fe2O3), также считается, что железо в композиции может существовать и в других формах, таких как фосфат железа. Однако фактическая форма зависит от того, как железо вводится в композицию катализатора/добавки. Например, железо может быть в форме оксида железа в вариантах осуществления, в которых железо добавляют в виде нерастворимого оксида железа. С другой стороны, если железо добавляют в виде водорастворимой соли, железо может вступать в реакцию с анионом с образованием, например, фосфата железа, когда галогенид железа добавляют в смесь для распылительной сушилки, содержащую фосфорную кислоту. Тем не менее, оксид железа был выбран для отражения доли железа в композиции в значительной степени потому, что аналитические методы, обычно используемые в промышленности для измерения содержания железа и других металлов, обычно представляют свои результаты в терминах их оксидов.
Необязательные компоненты
[0030] В дополнение к оксиду железа и фосфору, композиция пентасилсодержащего катализатора/добавки содержит дополнительные компоненты, такие как глина и подходящий матрикс и, необязательно, связующие материалы.
[0031] Количество матрикса, присутствующего в композиции катализатора/добавки, может меняться в широких пределах. Матриксный компонент может присутствовать в каталитической композиции в количествах, находящихся в диапазоне от 0 до примерно 60 массовых %. Матрикс обычно является неорганическим оксидом, который имеет активность по отношению к модифицируемому продукту процесса FCC, и, в частности, активность образования олефиновых молекул диапазона нафты, на которые описанные выше пентасилы могут действовать. Неорганические оксиды, подходящие в качестве матрикса, включают, без ограничения, нецеолитные неорганические оксиды, такие как диоксид кремния, оксид алюминия, диоксид кремния-оксид алюминия, оксид магния, оксид бора, диоксид титана, диоксид циркония, фосфаты металлов, и их смеси. В некоторых вариантах осуществления матрикс содержит оксид алюминия в количестве от примерно 10 до примерно 50 массовых % от всей композиции катализатора/добавки. В других вариантах осуществления матрикс содержит оксид алюминия в количестве более чем примерно 3% по массе и в количестве менее чем примерно 10% по массе.
[0032] Композиция пентасилсодержащего катализатора/добавки может включать одну или более из различных известных глин, таких как монтмориллонит, каолин, галлуазит, бентонит, аттапульгит и тому подобное. Другие подходящие глины включают глины, которые выщелачиваются кислотой или основанием для повышения удельной поверхности глины, например, увеличения удельной поверхности от примерно 50 до примерно 350 м2/г при измерении методом БЭТ.
[0033] Подходящие глины также включают железосодержащие глины, иногда называемые твердыми каолиновыми глинами или «серой» глиной. Последний термин иногда используется, поскольку эти твердые каолиновые глины имеют серый оттенок или окраску. Сообщается, что твердые каолиновые глины имеют значительное содержание железа, обычно от примерно 0,6 до примерно 5% масс. Fe2O3. В вариантах осуществления, содержащие серые глины, содержание железа в них может быть включено как часть используемого оксида железа. Однако, учитывая обычно используемое количество железа и тот факт, что железо в этих глинах находится в форме, которая не всегда легко реагирует, было бы предпочтительнее использовать дополнительные источники железа.
[0034] Матрикс и глины обычно обеспечивают и включают в композицию катализатора/добавки при приготовлении в виде частиц. При приготовлении композиции из смеси пентасилсодержащих частиц матрикс может иметь удельную поверхность по меньшей мере примерно 5 м2/г, предпочтительно от примерно 15 до примерно 130 м2/г. Удельная поверхность матрикса может быть измерена с помощью анализа t-графика на основе ASTM 4365-95. Общая удельная поверхность композиции катализатора/добавки в большинстве случаев составляет по меньшей мере примерно 50 м2/г, либо свежей, либо обработанной при 816°С в течение 4 ч 100% водяным паром. Общая удельная поверхность может быть измерена с помощью БЭТ.
[0035] Подходящие материалы для необязательных связующих включают неорганические оксиды, такие как оксид алюминия, диоксид кремния, диоксид кремния-оксид алюминия, фосфат алюминия, а также другие известные в данной области фосфаты металлов. Хлоргидрол алюминия также может использоваться в качестве связующего. При использовании связующих фосфатов металлов, отличных от фосфата алюминия, металл может быть выбран из группы, состоящей из металлов группы IIA, металлов лантаноидного ряда, включающих скандий, иттрий, лантан, и переходных металлов. В некоторых вариантах осуществления подходящими являются фосфаты металлов группы VIII. В одном варианте осуществления свежую композицию пентасилсодержащего катализатора/добавки, используемую для образования регенерированного катализатора, получают в виде водной суспензии, содержащей различные ингредиенты, например, пентасиловый цеолит, фосфор и оксид железа, глину, необязательные матриксные материалы в количествах, описанных в данном документе выше. Например, в одном варианте осуществления, водная суспензия может содержать пентасиловый цеолит, оксид железа, фосфат, оксид алюминия и/или глину. Полученную водную суспензию хорошо перемешивают и затем сушат распылением.
[0036] Другие способы получения композиции пентасилсодержащего катализатора/добавки включают, без ограничения, следующие общие процессы:
[0037] (1) Ионный обмен или пропитка выбранного пентасилового цеолита железом и включение ионообменного или пропитанного цеолита в необязательные компоненты, упомянутые ранее, и образование композиции катализатора/добавки.
[0038] (2) Одновременное объединение источника железа с пентасиловым цеолитом и дополнительными компонентами и образование желаемой композиции катализатора/добавки.
[0039] (3) Изготовление пентасилсодержащего катализатора обычным способом, например, образование пентасиловой композиции, содержащей пентасиловый цеолит и необязательные компоненты, упомянутые ранее, и подвергание образованных частиц катализатора ионному обмену для включения железа.
[0040] (4) Получение обычной композиции катализатора/добавки, как указано в (3), за исключением того, что частицы пентасилсодержащего катализатора/добавки пропитывают, например, по методу начальной влажности, предшественником железа для включения железа.
[0041] В одном варианте осуществления, после объединения обменного пентасилового цеолита (1) с необязательными компонентами в воде, полученная суспензия может быть высушена распылением в частицы, имеющие средний размер частиц в диапазоне от примерно 20 до примерно 200 мкм, например, от 20 до примерно 100 мкм, и полученную в результате композицию катализатора/добавки затем обрабатывают в обычных условиях.
[0042] Источник железа в любом из указанных выше способов может быть в форме соли железа и включает, без ограничения, галогениды железа, такие как хлориды, фториды, бромиды и йодиды. Карбонат, сульфат, фосфаты, нитраты и ацетаты железа также являются подходящими источниками железа. Источник железа может быть на водной основе, и железо может присутствовать в используемом для осуществления обмена растворе в концентрациях от примерно 1 до примерно 30%. При введении железа методом обмена обмен может осуществляться таким образом, чтобы по меньшей мере 10% обменных центров, присутствующих в цеолите, подвергалось обмену с катионами железа. Железо также может быть включено с помощью методов твердофазного обмена.
[0043] При пропитке пентасилового цеолита или катализатора/добавки, содержащей пентасиловый цеолит, с использованием способа (1) или способа (4), источник железа, обычно в водном растворе, добавляют в порошок пентасилового цеолита или частицы катализатора до достижения начальной влажности. Концентрации железа для типичных пропиточных ванн находятся в диапазоне 0,5-20%.
[0044] Источником железа для способов (1) и (2) также могут быть формы железа, такие как оксид железа, при этом такие источники не являются обязательно растворимыми, и/или их растворимость зависит от рН среды, в которую добавляется источник железа.
[0045] Матрикс и связующее могут быть добавлены в смесь пентасилового цеолита в виде дисперсий, твердых веществ и/или растворов. Подходящий глинистый матрикс содержит каолин. Подходящие диспергируемые золи включают золи оксида алюминия и золи диоксида кремния, известные в данной области. Подходящими золями оксида алюминия являются золи, полученные путем пептизации оксида алюминия с использованием сильной кислоты. Особенно подходящие золи диоксида кремния включают коллоидный диоксид кремния Ludox®, доступный от W.R. Grace & Co.-Conn. Некоторые связующие, например, сформированные из предшественников связующего, например, хлоргидрол алюминия, образуют путем введения растворов предшественников связующего в смеситель, и затем связующее образуется в процессе распылительной сушки и/или при дальнейшей обработке, например, прокаливании.
[0046] Конечная композиция пентасилсодержащего катализатора/добавки предпочтительно имеет устойчивость к истиранию, подходящую для выдерживания условий, типично используемых в способах FCC. Получение катализаторов, имеющих такие свойства, часто осуществляют, используя индекс истирания Дэвисона (DI). Чем ниже DI, тем более устойчивым к истиранию является катализатор. Коммерчески приемлемая устойчивость к истиранию описывается DI менее чем примерно 20, предпочтительно менее чем 10 и наиболее предпочтительно менее чем 5.
Регенерированный катализатор
[0047] Как только композиция пентасилсодержащего катализатора/добавки получена, композиция может использоваться для получения 100% имеющегося в наличии количества катализатора, или она может быть добавлена в имеющееся в наличии количество катализатора в качестве добавки, например, в качестве «добавки для легких олефинов», или она может быть объединена с отдельными частицами традиционного катализатора крекинга FCC и/или добавками, которые не содержат пентасилового цеолита, для формирования имеющегося в наличии количества катализатора крекинга. Как правило, композиция пентасилсодержащего катализатора/добавки может содержать от примерно 0,5 до примерно 99%, например, от примерно 1 до примерно 60%, например, от примерно 1 до примерно 30% по массе от общего имеющегося в наличии количества катализатора.
[0048] Традиционный катализатор FCC может содержать любую композицию катализатора FCC, содержащую дополнительные цеолиты, обладающие активностью каталитического крекинга в процессе конверсии жидких углеводородов, отличные от пентасиловых цеолитов, и традиционные компоненты, например, глины, матрикс, связующее и т.д. Как правило, частицы дополнительного катализатора FCC будут содержать крупнопористый цеолит, имеющий структуру пор с отверстиями по меньшей мере 0,7 нм.
[0049] Подходящие крупнопористые цеолиты включают кристаллические алюмосиликатные цеолиты, такие как синтетический фожазит, т.е. цеолиты типа Y, цеолиты типа X и бета-цеолит, а также их термически обработанные (прокаленные) и/или обменные редкоземельные производные. Цеолиты, которые особенно подходят, включают прокаленный обменный редкоземельный цеолит типа Y (CREY), ультрастабильный цеолит типа Y (USY), а также различные цеолиты типа Y, полученные частичным обменом. Другие подходящие крупнопористые цеолиты включают цеолиты MgUSY, ZnUSY, MnUSY, P-USY, HY, REY, CREUSY, REUSY и их смеси. Цеолит можно также смешивать с молекулярными ситами, такими как SAPO и ALPO.
[0050] Стандартный цеолит типа Y производится в промышленных масштабах путем кристаллизации силиката натрия и алюмината натрия. Этот цеолит может быть превращен в цеолит типа USY путем деалюминирования, которое повышает атомное отношение кремний/алюминий исходной структуры стандартного цеолита типа Y. Деалюминирование можно проводить путем прокаливания в паре или путем химической обработки. Дополнительный катализатор крекинга на основе цеолита также может быть образован из глинистых микросфер, которые были «цеолитизированы» in situ с образованием цеолита Y. Вкратце, цеолит Y образуется из микросфер прокаленной глины путем контакта микросфер с каустическим раствором при 180°F (82°С). См. «Commercial Preparation and Characterization of FCC Catalysts», Fluid Catalytic Cracking: Science and Technology, Studies in Surface Science and Catalysis, Vol. 76, p. 120 (1993).
[0051] Обменные редкоземельные цеолиты, которые можно использовать, получают методом ионного обмена, во время которого атомы натрия, присутствующие в структуре цеолита, заменяются другими катионами, обычно в виде смесей солей редкоземельных металлов, таких как соли церия, лантана, неодима, т.е. распространенных в природе редкоземельных металлов и их смесей, для получения типов REY и REUSY, соответственно. Эти цеолиты могут быть далее обработаны прокаливанием для получения указанных выше CREY и CREUSY типов материала. MgUSY, ZnUSY и MnUSY цеолиты могут быть образованы с помощью использования солей металлов Mg, Zn или Mn или их смесей, таким же образом, как описано выше применительно к образованию REUSY, за исключением того, что соли магния, цинка или марганца используются вместо соли редкоземельного металла для образования REUSY.
[0052] Размер элементарной ячейки предпочтительного свежего Y-цеолита составляет от примерно 24,35 до 24,7 Å. Размер элементарной ячейки (UCS) цеолита может быть измерен с помощью рентгеноструктурного анализа в соответствии с процедурой ASTM D3942. Обычно существует прямая связь между относительными количествами атомов кремния и алюминия в цеолите и размером его элементарной ячейки. Хотя и цеолит сам по себе, и матрикс флюидизированного катализатора крекинга обычно содержат и диоксид кремния, и оксид алюминия, отношение SiO2/Al2O3 каталитического матрикса не следует путать с аналогичным отношением в цеолите. Когда равновесный катализатор подвергают рентгеноструктурному анализу, измеряется только UCS содержащегося в нем кристаллического цеолита.
[0053] Значение размера элементарной ячейки цеолита Y также уменьшается по мере того, как он подвергается воздействию среды регенератора FCC и достигает равновесия за счет удаления атомов алюминия из кристаллической структуры. Так, при использовании цеолита Y в имеющемся в наличии количеством катализатора FCC, атомное соотношение Si/AI в его решетке увеличивается от примерно 3:1 до примерно 30:1. Размер элементарной ячейки соответственно уменьшается за счет сжатия, вызванного удалением атомов алюминия из структуры ячейки. Размер элементарной ячейки предпочтительного равновесного цеолита Y составляет по меньшей мере 24,22 Å, предпочтительно от 24,24 до 24,50 Å, и более предпочтительно от 24,24 до 24,40 Å.
[0054] В целом, количество непентасилового цеолита, присутствующего в частицах традиционного катализатора FCC, будет количеством, достаточным для получения молекул олефинов бензиновой фракции. Например, композиция дополнительного катализатора FCC может содержать от примерно 1 до примерно 99,5% по массе цеолита, отличного от пентасила, например, цеолита Y-типа, при этом конкретные количества зависят от величины требуемой активности. Более типичные варианты осуществления содержат от примерно 10 до примерно 80%, и еще более типичные варианты осуществления содержат от примерно 13 до примерно 70% дополнительного цеолита.
[0055]
Традиционный катализатор FCC может присутствовать в регенерированном катализаторе в количестве, достаточном для обеспечения требуемой активности крекинга. Как правило, традиционный катализатор FCC будет присутствовать в регенерационном катализаторе в количествах, находящихся в диапазоне от примерно от примерно 0,5% до примерно 99% по массе, предпочтительно от примерно 40% до примерно 99% по массе, наиболее предпочтительно от примерно 70% до примерно 99% по массе всего регенерированного катализатора.
Получение регенерированного катализатора
[0056] Регенерированные катализаторы, используемые в настоящем изобретении, получают путем формирования исходного имеющегося в наличии количества флюидизируемого катализатора с использованием обычных средств, таким образом, чтобы имеющееся в наличии количество включало требуемое количество композиции пентасилсодержащего катализатора/добавки и необязательные отдельные частицы традиционного катализатора FCC и/или добавок, и путем рециркуляции имеющегося в наличии количества катализатора через FCCU для получения закоксованного катализатора. Закоксованный катализатор затем рециркулируют в регенератор FCCU в условиях, достаточных для обеспечения имеющегося в наличии количества регенерированного катализатора, содержащего углерод в количестве менее чем примерно 0,30% по массе, например, в количестве менее чем примерно 0,25% по массе, например, в количестве менее чем примерно 0,22% по массе, например, в количестве менее чем примерно 0,20% по массе, например, в количестве менее чем примерно 0,18% по массе, например, в количестве менее чем примерно 0,15% по массе, например, в количестве менее чем примерно 0,10% по массе, например, в количестве менее чем примерно 0,08% по массе, например, в количестве менее чем примерно 0,05% по массе, например, в количестве менее чем примерно 0,03% по массе, например, в количестве менее чем примерно 0,01% по массе. Как правило, содержание углерода на регенерированном катализаторе будет выше, чем 0,005%. Как правило, количество углерода в общем имеющемся в наличии количеством катализатора находится в пределах от примерно 0,005 до примерно 0,30% по массе, даже от примерно 0,25 до примерно 0,1% по массе имеющегося в наличии количества регенерированного катализатора.
[0057] Композиция регенерированного катализатора предпочтительно имеет устойчивость к истиранию, подходящую для выдерживания условий, типично используемых в процессах FCC. Предпочтительно, каталитическая композиция имеет DI менее чем примерно 20, предпочтительно менее чем 10 и наиболее предпочтительно менее чем 5.
Процессы FCC
[0058] Способ изобретения особенно подходит для использования в традиционных процессах FCC, в которых углеводородное сырье подвергается крекингу в более низкомолекулярные соединении в отсутствие добавления водорода. Типичные процессы FCC вызывают крекинг углеводородного сырья в установке реактора крекинга (FCCU) или в ступени реактора в присутствии частиц флюидизированного катализатора крекинга с образованием жидких и газообразных потоков продукта. Потоки продукта удаляют и частицы катализатора затем направляют в ступень регенератора, где частицы регенерируют под действием окисляющей атмосферы для удаления загрязняющего кокса. В частности, в соответствии с настоящим изобретением, частицы катализатора регенерируют под воздействием условий регенератора, чтобы снизить содержания углерода в композиции катализатора по меньшей мере до уровня ниже 0,3% по массе. Регенерированные частицы затем рециркулируют в зону крекинга для катализа дальнейшего крекинга углеводородов. Таким образом, имеющееся в наличии количество частиц катализатора, содержащее регенерированный катализатор, циркулирует через FCCU во время всего процесса крекинга.
[0059] Установка FCC может работать с использованием обычных условий, когда температуры реакции находятся в диапазоне от примерно 400°С до 700°С, с регенерацией, происходящей при температурах от примерно 500°С до 900°С. Конкретные условия зависят от обрабатываемого нефтяного сырья, требуемых потоков продукта и других условий, хорошо известных нефтепереработчикам. Например, более легкое сырье можно подвергать крекингу при более низких температурах. Каталитическая композиция (т.е. ее имеющееся в наличии количество) циркулирует в установке непрерывным образом между реакцией каталитического крекинга и регенерацией при поддержании равновесия катализатора в реакторе.
[0060] Композиция регенерированного катализатора FCC и способ, описанные в настоящем документе, могут использоваться в различных процессах флюидизированного крекинга, в которых применяется содержащий пентасиловый цеолит катализатор/добавки. Такие процессы могут включать глубокий каталитический крекинг (DCC), процесс каталитического пиролиза (CPP), флюид-каталитический крекинг высокой жесткости (HS-FCC), каталитическую технологию получения олефинов KBR (K-COT™), Superflex™, ультракаталитический крекинг (UCC). Условия для этих процессов и типичные рабочие условия приведены в таблице ниже.
[0061] Каталитическая композиция может быть использована для крекинга разнообразного углеводородного сырья. Типичное сырье включает полностью или частично газойль (например, легкий, средний или тяжелый газойль), имеющий температуру начала кипения выше примерно 30°С и конечную температуру до примерно 850°C. Сырье также может включать газойль глубокого отбора, вакуумный газойль, термическое масло, остаточное масло, рецикловое сырье, полностью отбензиненную нефть, нефть битуминозных песков, сланцевую нефть, синтетическое топливо, тяжелые углеводородные фракции, образующиеся при деструктивной гидрогенизации угля, гудрон, смолы, битумы, гидроочищенное сырье, полученное из любого из вышеперечисленного, и тому подобное. В одном варианте осуществления сырьем может быть сырьевая нафта с температурой кипения менее 120°C. Как было отмечено, дистилляция высококипящих нефтяных фракций выше примерно 400°С должна проводиться под вакуумом, чтобы избежать термического крекинга. Использованные здесь температуры кипения выражены для удобства в переводе на температуру кипения, скорректированную на атмосферное давление.
[0062] Хотя улучшение выходов пропилена изменяется в зависимости от сырья и условий FCC, применение каталитической композиции в обычных установках FCC, работающих на типичном сырье и при примерно 75% конверсии, может давать повышенный выход пропилена, по меньшей мере на 0,1%, в пересчете на исходное сырье, предпочтительно по меньшей мере на 3% и наиболее предпочтительно по меньшей мере на 7% по сравнению с процессами, использующими катализатор, который не содержит каталитической композиции настоящего изобретения. Выходы СНГ (углеводородов в диапазоне от C3 до C4) в процессах с использованием каталитической композиции могут быть по меньшей мере на 0,1% по массе сырья, предпочтительно по меньшей мере на 5% и наиболее предпочтительно по меньшей мере на 12% выше по сравнению с процессами, использующими катализатор, который не содержит каталитической композиции настоящего изобретения.
[0063] Например, в одном варианте осуществления поток продукта из установки флюид-каталитического крекинга может содержать пропилен в количестве более чем примерно 4,5% по массе, например, в количестве более чем примерно 10% по массе, например, в количестве более чем примерно 20% по массе. Этилен может содержаться в потоке продукта в количестве более чем примерно 0,5% по массе, например, в количестве более чем примерно 1,5% по массе, например, в количестве более чем примерно 2% по массе. Этилен обычно содержится в потоке продукта в количестве менее чем примерно 25% по массе, и пропилен обычно содержится в потоке продукта в количестве менее чем примерно 40% по массе.
[0064] Для дополнительной иллюстрации настоящего изобретения и его преимуществ приведены следующие конкретные примеры. Примеры приводятся только в иллюстративных целях и не подразумевают ограничений прилагаемых здесь пунктов формулы изобретения. Однако следует понимать, что настоящее изобретение не ограничивается конкретными деталями, изложенными в примерах.
[0065] Все части и проценты в примерах, а также в остальном описании, которые относятся к твердым композициям или концентрациям, являются массовыми, если не указано иное. Однако, все части и проценты в примерах, а также в остальном описании, которые относятся к газовым композициям, даны в молях или по объему, если не указано иное.
[0066] Настоящее изобретение может быть лучше понято со ссылкой на следующие примеры.
Примеры
[0067] Следующие примеры демонстрируют некоторые преимущества и выгоды каталитических композиций, составленных в соответствии с настоящим изобретением.
[0068] Количество оксида железа и пентоксида фосфора в композиции пентасилового цеолитного катализатора/добавки определяли с помощью спектроскопии с индуктивно связанной плазмой (ICP) и рентгеновской флуоресцентной спектроскопии (XRF). Углерод, содержащийся в наличных количествах регенерированного катализатора, измеряли анализатором углерода LECO.
[0069] «Индекс истирания Дэвисона» (DI) определяли с помощью взятия 7,0 см3 образца катализатора. Образец катализатора просеивали для удаления частиц в диапазоне 0-20 мкм. Затем оставшиеся после просеивания частицы приводили в контакт в открытой емкости из закаленной стали с отверстием калиброванного размера, через которое подавали струю увлажненного (60%) воздуха с расходом 21 л/мин в течение 1 ч. DI определяли как процент 0-20 мкм осколков, образованных в ходе испытания, относительно количества изначально присутствующего материала с размером >20 мкм, т.е. по формуле ниже:
DI=100 × (% масс. 0-20 мкм материала, образованного в ходе испытания) / (% масс. исходного материала 20 мкм или более перед испытанием)
DI описан в Cocco et al., Particle Attrition Measurement Using Jet Cup, the 13th International Conference on Fluidization-New Paradigm in Fluidization Engineering, Art. 17 [2010].
Сравнительный пример 1:
Сравнительные катализаторы 1 и 3 получали без добавления соединения железа. Сухой порошок ZSM-5 суспендировали в воде. В данную суспензию добавляли оксид алюминия, каолиновую глину и концентрированную (85%) H3PO4. Суспензию перемешивали в смесителе с большим усилием сдвига, измельчали со средами в мельнице Drais, и затем сушили распылением. Распылительная сушилка Bowen работала при температуре на входе 400°C и температуре на выходе 150°C. Высушенный распылительной сушкой катализатор прокаливали в течение 40 мин при 593°С. Композиция сравнительных катализаторов 1 и 3 и их полученные свойства показаны в таблицах 1 и 2. Весь Fe2O3 в катализаторе поступает из глины.
Сравнительный пример 2
Сравнительный катализатор 2 с 4,6% Fe2O3 готовили по следующей методике. Сухой порошок ZSM-5 суспендировали в воде. В данную суспензию добавляли оксид алюминия, каолиновую глину, порошок FeCl2∙4H2O и концентрированную (85%) H3PO4. Суспензию перемешивали в смесителе с большим усилием сдвига, измельчали со средами в мельнице Drais, и затем сушили распылением. Распылительная сушилка Bowen работала при температуре на входе 400°C и температуре на выходе 150°C. Высушенный распылительной сушкой катализатор прокаливали в течение 40 мин при 593°С. Композиция сравнительного катализатора 2 и его полученные свойства показаны в таблице 1.
Пример 1: Добавки 40% ZSM-5 с 0,6-3,4% Fe2O3
Серию катализаторов ZSM-5 с 0,6-3,4% Fe2O3 получали по следующей методике. Сухой порошок ZSM-5 суспендировали в воде. В данную суспензию добавляли оксид алюминия, каолиновую глину, порошок FeCl2∙4H2O и концентрированную (85%) H3PO4. Суспензию перемешивали в смесителе с большим усилием сдвига, измельчали со средами в мельнице Drais, и затем сушили распылением. Распылительная сушилка Bowen работала при температуре на входе 400°C и температуре на выходе 150°C. Высушенный распылительной сушкой катализатор прокаливали в течение 40 мин при 593°С. Композиция катализаторов А - С и их полученные свойства показаны в таблице 1.
Таблица 1
Пример 2: Добавки 55% ZSM-5 с 0,4-3,1% Fe2O3
Серию катализаторов ZSM-5 с 0,4-3,1% Fe2O3 получали по следующей методике. Сухой порошок ZSM-5 суспендировали в воде. В данную суспензию добавляли концентрированную (85%) H3PO4, растворимую соль железа, оксид алюминия и каолиновую глину. Суспензию перемешивали в смесителе с большим усилием сдвига, измельчали со средами в мельнице Drais, и затем сушили распылением. Распылительная сушилка Bowen работала при температуре на входе 400°C и температуре на выходе 150°C. Высушенный распылительной сушкой катализатор прокаливали в течение 2 ч при 593°С. Композиция катализаторов (катализатор D - катализатор H) и их полученные свойства показаны в таблице 2.
Таблица 2
Пример 3: Стабильность пропаренных катализаторов во время окислительно-восстановительных циклов дезактивации паром.
Содержащие оксид железа ZSM-5 катализаторы A - H и сравнительные катализаторы 1, 2 и 3 дезактивировали без каких-либо загрязняющих металлов способом циклической обработки парами пропилена (CPS), который включает циклы окисления/восстановления. Описание способа CPS было опубликовано в D. Wallenstein, R. H. Harding, J. R. D Nee, L. T. Boock, «Recent Advances in the Deactivation of FCC Catalysts by Cyclic Propylene Steaming in the Presence and Absence of Contaminant Metals» Applied Catalysis A, General 204 (2000) 89-106. Удельная поверхность катализаторов после дезактивации показана в таблицах 1 и 2. Данные, представленные на фиг.1, показывают, что циклы окисления-восстановления оказывают негативное влияние на стабильность удельной поверхности, когда катализатор имеет более высокие содержания железа. Это особенно верно при содержании свыше 4% Fe2O3, при котором наблюдается потеря удельной поверхности >50% по сравнению с базовыми сравнительными катализаторами 1 и 3 без какого-либо добавления Fe2O3.
Пример 4: Стабильность пропаренных катализаторов в ходе гидротермической дезактивации.
ZSM-5 катализаторы D - H и сравнительный катализатор 3 дезактивировали с помощью 24 ч гидротермической дезактивации 100% водяным паром при 816°C. На фиг.2 показана удельная поверхность катализаторов после 24 ч гидротермической дезактивации 100% водяным паром при 816°C. Данные показывают, что потеря удельной поверхности минимальна при наличии Fe2O3, когда окислительно-восстановительная обработка паром CPS не используется.
Пример 5: Тестирование производительности после окислительно-восстановительных циклов дезактивации паром
Сравнительные катализаторы 1 и 2 и катализаторы A - C, дезактивированные с помощью CPS в примере 3, тестировали в виде смесей с катализатором крекинга Aurora™, коммерчески доступным катализатором FCC от W. R. Grace & Co.-Conn. Добавки ZSM-5 смешивали при уровне 5% масс. с дезактивированным паром катализатором крекинга Aurora и тестировали в установке АСЕ Model АР Fluid Bed Microactivity при 527°C. Для каждого катализатора проводили по несколько испытаний с использованием отношения катализатор/масло от 3 до 10. Отношение катализатор/масло изменялось путем изменения массы катализатора и поддержания постоянной массы сырья. Масса сырья, используемая для каждого испытания, составляла 1,5 г, и скорость подачи сырья была 3,0 г/мин. Выходы углеводородов ACE интерполировали к постоянной конверсии для сравнения катализаторов. Свойства сырья показаны в таблице 4. Интерполированные данные ACE (таблица 5) показывают, что катализаторы A-C по изобретению демонстрируют повышенные выходы пропилена по сравнению со сравнительными катализаторами 1 и 2 с низким (0,6% Fe2O3) и высоким содержанием железа (4,6% Fe2O3).
Пример 6: Влияние окисленного по сравнению с восстановленным Fen+ на выход легких олефинов
Сравнительный катализатор 1 и сравнительный катализатор 2, дезактивированные гидротермальным паром (24 ч при 816°C в 100% водяном паре), тестировали как дезактивированные (сравнительный катализатор 1 и сравнительный катализатор 2), а также после восстановления в водороде при 500°C в течение 2 ч (сравнительный катализатор 1 (восстановл.) и сравнительный катализатор 2 (восстановл.)). Fe2O3 находится в основном в окисленном состоянии после дезактивации и в более восстановленном состоянии после восстановления водородом. Сравнительный катализатор 1, сравнительный катализатор 1 (восстановл.), сравнительный катализатор 2 и сравнительный катализатор 2 (восстановл.) тестировали в виде смесей с катализатором крекинга Aurora™, коммерчески доступным катализатором FCC от W. R. Grace & Co.-Conn. Условия тестирования были такими же, как указано в примере 5. Добавки ZSM-5 смешивали при уровне 5% масс. с дезактивированным паром катализатором крекинга Aurora. Выходы углеводородов ACE интерполировали к постоянной конверсии для сравнения катализаторов. Свойства сырья показаны в таблице 4. Данные ACE (таблица 6) показывают, что сравнительный катализатор 1 с низким содержанием железа, дезактивированный в окисленных и восстановленных условиях, имеет очень сходные выходы пропилена, в то время как сравнение для сравнительного катализатора 2 с высоким содержанием железа показывает, что образец, дезактивированный в окисленных условиях, имеет значительно лучший выход пропилена, чем сравнительный катализатор 2, восстановленный в водороде. Сравнительный катализатор 2 (восстановл.) имеет производительность, аналогичную сравнительному катализатору 1. Это указывает на то, что железо должно находиться в окисленном состоянии для повышения производительности по легким олефинам.
Таблица 4
Свойства сырья:
Таблица 5
Таблица 6
катализатор 1
катализатор 1 (восстановл.)
катализатор 2
катализатор 2 (восстановл.)
Пример 7: влияние углерода на производительность регенерированного катализатора.
Сравнительный катализатор 3 и катализатор F подвергали гидротермической обработке паром в течение 24 ч в 100% водяном паре. Затем пропаренный катализатор смешивали с лабораторным дезактивированным базовым катализатором FCC при содержании 5% масс. Затем смесь катализаторов закоксовывали на опытной установке. Измеренное содержание кокса на катализаторах составляло >0,6% масс. Затем закоксованный катализатор прокаливали при различных температурах для достижения целевых уровней содержания кокса на катализаторе. Затем регенерированный катализатор оценивали в ACE на активность пропилена. Данные показывают менее 0,30% масс. углерода на регенерированном катализаторе; образец, модифицированный Fe2O3, обладает значительно более высокой активностью пропилена по сравнению с образцом, не модифицированным Fe2O3. Выше 0,30% масс. углерода на катализаторе активность пропилена быстро падает, как показано на фиг.3.
Пример 8: Преимущество в селективности по C2= и C3= катализатора по изобретению.
Сравнительный катализатор 2 и катализатор F подвергали гидротермической обработке паром в течение 24 ч в 100% водяном паре. Затем пропаренный катализатор смешивали с лабораторным дезактивированным базовым катализатором FCC при содержании 5% масс. Затем смесь катализаторов закоксовывали на опытной установке. Измеренное содержание кокса на катализаторах составляло >0,6% масс. Затем закоксованный катализатор прокаливали при различных температурах для достижения целевых уровней содержания кокса (между 0,05% и <0,5%) на катализаторе. Затем регенерированный катализатор оценивали в ACE на активность и селективность для этилена+пропилена. Данные на фиг.4 показывают, что при всех уровнях кокса на катализаторе, образец, модифицированный Fe2O3, имеет более высокую селективность по этилену+пропилену при постоянном общем количестве сухого газа (водород+C1-C2 углеводороды) по сравнению с образцом, не модифицированным Fe2O3. Более высокая селективность для C2- и C3-олефинов важна для установок, которые ограничены мощностью компрессора влажного газа. Это позволяет нефтеперерабатывающему заводу максимально увеличить рентабельность за счет производства большего количества C2- и C3-олефинов при постоянном количестве сухого газа.
Группа изобретений относится к способу флюидизированного крекинга и к композиции регенерированного катализатора. Представлен способ флюидизированного крекинга, включающий осуществление контакта углеводородного сырья с циркулирующим имеющимся в наличии количеством регенерированного катализатора флюид-каталитического крекинга с образованием потока продукта, где регенерированный катализатор флюид-каталитического крекинга в имеющемся в наличии количестве имеет содержание углерода в диапазоне от 0,005 до 0,30% по массе, исходя из общего имеющегося в наличии количества композиции регенерированного катализатора, и содержит композицию пентасилсодержащего катализатора/добавки, которая содержит пентасиловый цеолит; от 0,7 до 4,0% по массе оксида железа; и от 5,0 до 20% по массе фосфора (в расчете на P2O5); где количества оксида железа и фосфора даются на основе массовых % композиции пентасилсодержащего катализатора/добавки. В другом воплощении обеспечивается композиция регенерированного катализатора в имеющемся в наличии количестве циркулирующего катализатора в способе флюидизированного крекинга, где регенерированный катализатор имеет содержание углерода в диапазоне от 0,005 до 0,30% по массе, исходя из общего имеющегося в наличии количества катализатора, и содержит композицию пентасилсодержащего катализатора/добавки, которая содержит пентасиловый цеолит; от 0,7 до 4,0% по массе оксида железа; и от 5,0 до 20% по массе фосфора (в расчете на P2O5); где количества фосфора и оксида железа, соответственно, приводятся, исходя из количества фосфора и оксида железа в композиции пентасилсодержащего катализатора/добавки. Группа изобретений обеспечивает повышение выхода и селективности в отношении легких олефинов. 2 н. и 28 з.п. ф-лы, 4 ил., 6 табл., 8 пр.
1. Способ флюидизированного крекинга, включающий:
осуществление контакта углеводородного сырья с циркулирующим имеющимся в наличии количеством регенерированного катализатора флюид-каталитического крекинга с образованием потока продукта, где регенерированный катализатор флюид-каталитического крекинга в имеющемся в наличии количестве имеет содержание углерода в диапазоне от 0,005 до 0,30% по массе, исходя из общего имеющегося в наличии количества композиции регенерированного катализатора, и содержит композицию пентасилсодержащего катализатора/добавки, которая содержит
(a) пентасиловый цеолит;
(b) от 0,7 до 4,0% по массе оксида железа; и
(с) от 5,0 до 20% по массе фосфора (в расчете на P2O5);
где количества оксида железа и фосфора даются на основе массовых % композиции пентасилсодержащего катализатора/добавки.
2. Способ по п.1, в котором композиция регенерированного катализатора имеет средний размер частиц в диапазоне от 20 до 200 мкм.
3. Способ по п.1, в котором оксид железа присутствует в пентасилсодержащем катализаторе/добавке в количестве от 0,9 до 2,5% по массе композиции пентасилсодержащего катализатора/добавки в регенерированном катализаторе.
4. Способ по п.1 или 2, в котором фосфор (в расчете на P2O5) присутствует в композиции пентасилсодержащего катализатора/добавки в количестве от 7 до 18% по массе пентасилсодержащего катализатора/добавки в регенерированном катализаторе.
5. Способ по п.4, в котором фосфор (как P2O5) присутствует в композиции пентасилсодержащего катализатора/добавки в количестве от 9 до 18% по массе от композиции пентасилсодержащего катализатора/добавки.
6. Способ по п.1 или 2, в котором регенерированный катализатор содержит углерод в количестве от 0,01 до 0,25% по массе от имеющегося в наличии количества регенерированного катализатора.
7. Способ по п.1 или 2, в котором указанное сырье подвергают каталитическому крекингу в указанном реакторе при температуре от 400 до 700°C.
8. Способ по п.1 или 2, в котором композиция пентасилсодержащего катализатора/добавки содержит пентасиловый цеолит в количестве более чем 45% по массе от композиции катализатора/добавки.
9. Способ по п.1 или 2, в котором поток продукта содержит пропилен в количестве более чем 4,5% по массе потока продукта.
10. Способ по п.1 или 2, в котором поток продукта содержит этилен в количестве более чем 0,5% по массе потока продукта.
11. Способ по п.1 или 2, в котором пентасиловый цеолит включает ZSM-5 или ZSM-11.
12. Способ по п.1 или 2, в котором композиция регенерированного катализатора имеет индекс истирания Дэвисона (DI) менее 20, например, менее чем 10, например, менее чем 5.
13. Способ по п.1 или 2, в котором пентасиловый цеолит представляет собой ZSM-5.
14. Способ по п.1 или 2, в котором катализатор в имеющемся в наличии количестве дополнительно содержит отдельные частицы композиции дополнительного катализатора крекинга, подходящего для крекинга углеводородов, наряду с композицией пентасилсодержащего катализатора/добавки.
15. Способ по п.14, в котором композиция дополнительного катализатора крекинга содержит фожазитовый цеолит.
16. Способ по п.15, в котором фожазитовый цеолит выбран из группы, состоящей из цеолита Y, REY, REUSY и их смесей.
17. Композиция регенерированного катализатора в имеющемся в наличии количестве циркулирующего катализатора в способе флюидизированного крекинга, где регенерированный катализатор имеет содержание углерода в диапазоне от 0,005 до 0,30% по массе, исходя из общего имеющегося в наличии количества катализатора, и содержит композицию пентасилсодержащего катализатора/добавки, которая содержит
(a) пентасиловый цеолит;
(b) от 0,7 до 4,0% по массе оксида железа; и
(с) от 5,0 до 20% по массе фосфора (в расчете на P2O5);
где количества фосфора и оксида железа, соответственно, приводятся, исходя из количества фосфора и оксида железа в композиции пентасилсодержащего катализатора/добавки.
18. Композиция регенерированного катализатора по п.17, где композиция регенерированного катализатора имеет средний размер частиц в диапазоне от 20 до 200 мкм.
19. Композиция регенерированного катализатора по п.17 или 18, в которой оксид железа присутствует в композиции пентасилсодержащего катализатора/добавки в количестве, находящемся в диапазоне от 0,9 до 3,0% по массе композиции пентасилсодержащего катализатора/добавки в регенерированном катализаторе.
20. Композиция регенерированного катализатора по п.19, где композиция пентасилсодержащего катализатора/добавки содержит оксид железа в количестве, находящемся в диапазоне от 0,9 до 2,5% по массе композиции пентасилсодержащего катализатора/добавки в регенерированном катализаторе.
21. Композиция регенерированного катализатора по п.17 или 18, в которой фосфор (в расчете на P2O5) присутствует в пентасилсодержащем катализаторе/добавке в количестве от 7% до 18% по массе композиции пентасилсодержащего катализатора/добавки.
22. Композиция регенерированного катализатора по п.21, в которой фосфор (в расчете на P2O5) присутствует в композиции пентасилсодержащего катализатора/добавки в количестве от 9 до 18% по массе композиции пентасилсодержащего катализатора/добавки.
23. Композиция регенерированного катализатора по п.17, где композиция регенерированного катализатора содержит углерод в количестве менее чем 0,25% по массе композиции регенерированного катализатора.
24. Композиция регенерированного катализатора по п.17, где композиция регенерированного катализатора содержит углерод в количестве, находящемся в диапазоне от 0,01 до 0,25% по массе от имеющегося в наличии количества катализатора.
25. Композиция регенерированного катализатора по п.17, где композиция пентасилсодержащего катализатора/добавки содержит пентасиловый цеолит в количестве, находящемся в диапазоне от 10 до 80% по массе композиции пентасилсодержащего катализатора/добавки.
26. Композиция регенерированного катализатора по п.17, в которой пентасиловый цеолит представляет собой ZSM-5 или ZSM-11.
27. Композиция регенерированного катализатора по п.17, где композиция пентасилсодержащего катализатора/добавки имеет индекс истирания Дэвисона (DI) менее 20, например, менее чем 10, например, менее чем 5.
28. Композиция регенерированного катализатора по п.17, в которой регенерированный катализатор дополнительно содержит композицию дополнительного катализатора крекинга.
29. Композиция регенерированного катализатора по п.28, в которой дополнительный катализатор крекинга содержит фожазитовый цеолит.
30. Композиция регенерированного катализатора по п.29, в которой фожазитовый цеолит выбран из группы, состоящей из цеолита Y, REY, REUSY и их смесей.
| US 2009134065 A1, 28.05.2009 | |||
| СПОСОБ ДЛЯ ПОЛУЧЕНИЯ СРЕДНЕДИСТИЛЛЯТНОГО ПРОДУКТА И НИЗШИХ ОЛЕФИНОВ ИЗ УГЛЕВОДОРОДНОГО СЫРЬЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2399648C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОНТАКТИРОВАНИЯ ИСХОДНОЙ РЕАКЦИОННОЙ СМЕСИ С НЕМЕДЛЕННЫМ ОТДЕЛЕНИЕМ КАТАЛИЗАТОРА | 2000 |
|
RU2228349C2 |
| EA 200970458 A1, 30.12.2009 | |||
| КАТАЛИТИЧЕСКИЕ КОМПОЗИЦИИ, СОДЕРЖАЩИЕ ЦЕОЛИТ, СВЯЗАННЫЙ С ФОСФАТОМ МЕТАЛЛА, И СПОСОБЫ ИХ ПРИМЕНЕНИЯ ДЛЯ КАТАЛИТИЧЕСКОГО КРЕКИНГА УГЛЕВОДОРОДОВ | 2005 |
|
RU2382811C2 |
| WO 2006050487 A1, 11.05.2006 | |||
| US 2014228204 A1, 14.08.2014. | |||

