Изобретение относится к способу изготовления металлической ленты непрерывной разливкой, причем первоначально в литейной установке отливают сляб, в частности тонкий сляб, который поворачивают из вертикального положения в горизонтальное положение, причем в направлении транспортировки сляба за литейной установкой сляб подвергают операции фрезерования на фрезеровальной машине и, по меньшей мере, одной операции прокатки, по меньшей мере, на одном прокатном стане. Кроме того, изобретение относится к устройству для изготовления металлической ленты непрерывной разливкой.
При непрерывной разливке слябов в установке непрерывной разливки могут возникать поверхностные дефекты, например следы от качания кристаллизатора, дефекты теплоизолирующего слоя или проходящие вдоль и поперек поверхностные трещины. Они встречаются в обычных литейных установках и в литейных установках для изготовления тонких слябов. Поэтому в зависимости от использования готовой ленты обычные слябы частично подвергают огневой обработке. Некоторые слябы по желанию клиента подвергают огневой обработке полностью. При этом постоянно растут требования к качеству поверхности устройств для изготовления тонких слябов.
Для обработки поверхности используют огневую зачистку, шлифование или фрезерование.
Огневая зачистка имеет недостаток в том, что расплавленный материал вследствие высокого содержания кислорода не может наплавляться повторно без подготовки. При шлифовании возникают металлические стружки с пылью от шлифовального диска, так что отходы следует удалять.
Поэтому предлагают обрабатывать поверхности фрезерованием. При этом горячую фрезерную стружку собирают и фасуют и без подготовки повторно без затруднений расплавляют и снова вводят в процесс изготовления. Исходя из этого, предложенный способ и относящееся к нему устройство ориентированы, главным образом, на фрезерование.
Известны способ и устройство упомянутого выше вида с операцией фрезерования или фрезеровальной машиной, находящейся или расположенной за установкой для непрерывной разливки. В данном случае рекомендуют обратиться к CH 584085 и DE 19950886 A1.
Похожее решение раскрыто также в DE 7111221 U1. В этой публикации показана обработка алюминиевых лент при использовании плавильного нагрева, при котором установка соединена с литейной установкой.
Также уже предложена интегрированная в линию обработка поверхности тонкого сляба на верхней и нижней стороне, или только односторонняя (огневая обработка, фрезерование и т.д.) сразу же перед прокатным станом, для чего рекомендуют обратиться к ЕР 1093866 A2.
Другое выполнение фрезеровальной машины для обработки поверхностей показано в DE 19717200 A1. В этой публикации описывают, в том числе, возможность изменения контура фрезерования фрезеровального устройства, расположенного за установкой для непрерывной разливки или перед прокатным станом.
Другая компоновка интегрированной в линию фрезеровальной машины в обычном прокатном стане для горячекатаной стальной полосы для обработки заготовки ленты и ее выполнения предложены в ЕР 0790093 B1, ЕР 1213076 B1 и ЕР 1213077 B1. Похожие или другие решения известны из ЕР 0646431 A1, из US 3702329, из EP 1097764 A2 и из DE 1508952 A1.
При обработке поверхности тонких слябов в так называемом литейно-прокатном модуле (CSP) на линии обработки ("промежуточной") следует снимать с теплой поверхности слябов, с одной или двух сторон, в зависимости от обнаруженных дефектов поверхности, примерно 0,1-2,5 мм материала. Чтобы намного не уменьшать выход материала, рекомендуют возможно большую толщину тонкого сляба (Н=60-120 мм).
Интегрированную в линию фрезеровальную машину применяют, как правило, не для всех продуктов программы проката, а только для тех, к которым предъявляют более высокие требования обработки поверхностей. Это предпочтительно в отношении снимаемого материала и уменьшения износа фрезеровальных машин, а поэтому рационально.
Существует желание более эффективно и вместе с тем экономически более целесообразно применять уже известную технологию. Однако вместе с тем предпочтительно должна иметься возможность быстрого и высококачественного изготовления не только исключительно тонких слябов.
В частности, но не исключительно для этого, предложенный в изобретении способ изготовления нацелен на изготовление качественных труб. Для этого требуется поверхность слябов абсолютно без трещин. Кроме того, по металлургическим причинам в первом прокатном стане необходимо наличие черновой группы клетей.
Поэтому задачей данного изобретения является такое усовершенствование способа и устройства указанного выше вида, в котором при высокой экономичности имеется возможность обеспечения более совершенного процесса изготовления или процесса обработки. При этом оптимизация должна происходить, в частности, с учетом необходимой подачи тепла, в частности, в заготовку или в ходе процесса изготовления, при одновременном наличии не имеющей трещин поверхности и желаемых металлургических и механических свойствах.
Решение этой задачи изобретения согласно в части способа отличается тем, что операция прокатки и операция фрезерования непосредственно следуют за разливкой сляба в литейной установке, причем операцию прокатки разделяют, по меньшей мере, на две отдельные операции прокатки, по меньшей мере, на первом прокатном стане и втором прокатном стане и, причем, между обеими операциями прокатки осуществляют операцию фрезерования на фрезеровальной машине.
Предпочтительно, если нагрев сляба осуществляют перед первым прокатным станом и/или за первым прокатным станом и фрезеровальной машиной, например в печи с роликовым подом.
Кроме того, очистка сляба может осуществляться перед первым прокатным станом в устройстве очистки и/или в устройстве удаления окалины.
Устройство для изготовления металлической ленты при непрерывной разливке с литейной установкой, в которой отливается сляб, в частности тонкий сляб, причем в направлении транспортировки сляба за литейной установкой расположена фрезеровальная машина, а также, по меньшей мере, один прокатный стан, согласно изобретению отличается тем, что в направлении транспортировки, непосредственно за литейной установкой, расположены первый прокатный стан и второй прокатный стан, причем фрезеровальная машина расположена между прокатными станами.
Если речь идет о двухручьевой установке CSP, то фрезеровальная машина и первый прокатный стан располагают за печным транспортером, для возможности обработки на них заготовок от обоих ручьев.
Предпочтительно, если между первым прокатным станом и вторым прокатным станом располагают печь. Кроме того, устройство очистки и/или устройство удаления окалины может быть расположено перед первым прокатным станом. Перед первым прокатным станом может быть расположена другая печь. Каждый прокатный стан может соответственно иметь, по меньшей мере, одну прокатную клеть; при этом, в частности, следует помнить о том, что первый прокатный стан имеет одну или две прокатные клети, выполненные как клеть дуо или как клеть кварто. Также может предусматриваться, что устройство содержит средство для регулировки установки фрез фрезеровальной машины в зависимости от установочного положения, состояния, толщины и/или величины поворота прокатной клети или тянущего устройства перед фрезеровальной машиной.
Согласно одной форме выполнения изобретения фрезерование сляба на фрезеровальной машине происходит так, что верхнюю сторону слябов и нижнюю сторону слябов обрабатывают в одном месте в направлении транспортировки. Однако альтернативно может предусматриваться, что фрезерование сляба происходит на фрезеровальной машине так, что фрезой обрабатывают верхнюю сторону слябов и нижнюю сторону слябов в направлении транспортировки в двух следующих друг за другом местах.
Произведенный на первом прокатном стане проход может быть выравнивающим проходом, особенно в том случае, когда речь идет об одноклетьевом прокатном стане. Таким образом, предпочтительно, что фрезерование производят уже при определенном профилировании сляба и вместе с тем более эффективно (относительные величины для определяемых прокатных усилий выбирают в зависимости от ширины сляба). Вмятины от опорных роликов, следы от качания кристаллизатора и подобные повреждения поверхностей уже частично сглажены в процессе прокатки в первом прокатном стане, так что для получения чистой поверхности слябов после фрезерования нужно удалить незначительное количество материала при фрезеровании.
Посредством предложенного изобретения устраняют также возможные поперечные изгибы сляба.
Относительно незначительным снятием стружки во время фрезерования преследуют цель, чтобы получилась не "лыжа", а прямой сляб.
Предложенное решение можно также предпочтительно использовать для заострения головки сляба перед фрезерованием, для облегчения заправки заготовки во фрезеровальную машину.
Число оборотов валка в прокатной клети может быть разным на верхней стороне и на нижней стороне сляба.
В целом, получается по качеству улучшенное изготовление слябов, в частности тонких слябов.
На чертежах изображены примеры выполнения изобретения. На фиг.1-4 схематически показан вид сбоку устройства для изготовления металлической ленты при непрерывной разливке, в котором к литейной установке присоединены, в частности, прокатные станы и фрезеровальная машина.
На фиг.1 изображено устройство для изготовления металлической ленты 1 при непрерывной разливке. Металлическую ленту 1 или соответствующий сляб 3 получают известным способом непрерывной разливкой в литейной установке 2. Под слябом 3 понимают предпочтительно тонкий сляб. Литую заготовку поворачивают или изгибают известным способом в роликовой направляющей проводке, из ориентации в вертикальном направлении V в горизонтальное - H. После поворота в горизонтальное Н направление можно осуществлять очистку сляба посредством чистящих средств 10 и следующее за ним измерение поперечного сечения или обследование поверхностей средством 11 измерения. Они позволяют регистрировать свойства поверхности сляба, а также его геометрию выполнения. В направлении F транспортировки первоначально присоединяют одну печь 9, а затем присоединяют транспортер 12.
После измерения 13 поперечного сечения, непосредственно за нагреваемым транспортером 12, при высокой температуре сляба и тем самым при пониженной нагрузке происходит обработка поверхности на фрезеровальной машине 4. На фрезеровальной машине 4 сляб 3 обрабатывают фрезой по его верхней стороне и нижней стороне.
При этом обработку фрезой верхней стороны и нижней стороны сляба 3 осуществляют в двух следующих друг за другом местах, если смотреть в направлении F транспортировки, причем используют две цилиндрически выполненные фрезы 14. При этом сляб 3 соответственно поддерживают опорным роликом 15.
Наиболее предпочтительно, если имеется возможность устанавливать скорость транспортировки через фрезеровальную машину 4 независимо от скорости разливки (в литейной установке 2) и независимо от второго прокатного стана 6 (чистовая прокатка). Фрезеровальная машина 4 перед прокатным станом 5 задает скорость транспортировки сляба 3. Первый прокатный стан 5 согласовывают с ней.
После процесса фрезерования предусматривают удаление 8 окалины со слябов, используемое при необходимости. Затем в направлении F транспортировки подключают прокатный стан 5, состоящий в данном случае из двух прокатных клетей. Посредством обеих клетей можно осуществлять сильное обжатие.
Потерю температуры в ходе процесса фрезерования и прокатки в первом прокатном стане большей частью можно снова компенсировать посредством последующей второй печи 7, так что последующее деформирование может происходить предпочтительным способом во втором прокатном стане 6 при достаточно высоких температурах в прокатном стане 6. Вторая печь 7 может быть выполнена также как неотапливаемый кожух рольганга, сокращающий потерю температуры обработанного сляба 3. За печью 7 находится устройство 16 для удаления окалины и уже упомянутый прокатный стан 6.
Прокатный стан 6 может состоять, по меньшей мере, из одной клети (также реверсивной клети). Однако, как правило, прокатный стан 6 содержит от четырех до семи прокатных клетей. Дальнейшая обработка за прокатным станом 6 посредством охлаждения и наматывания металлической ленты 1 или укладывание в штабели более толстых металлических листов пластин в данной публикации подробно не описывается.
Другое выполнение изобретения показано на фиг.2. Разливка сляба 3 в литейной установке 2 и нагрев сляба в печи 9 и транспортере 12 происходит аналогично фиг.1. За транспортером 12 позиционируют устройство очистки или устройство 8 удаления окалины, в котором подготовленный сляб 3 очищают или удаляют окалину. Затем сляб попадает в первый прокатный стан 5. Первый прокатный стан 5 предпочтительно оснащен прокатной клетью, которая может быть выполнена как двухвалковая прокатная клеть или четырехвалковая прокатная клеть. В первом прокатном стане 5 осуществляют выравнивающий проход, которым можно устранить геометрические неровности на поверхности слябов. Кроме того, уже в первом прокатном стане 5 может производиться целенаправленное обжатие по толщине. Затем сляб 3 попадает во фрезеровальную машину 4.
При этом первый прокатный стан 5 перед фрезеровальной машиной 4 может быть выполнен также как тянущее устройство для обеспечения надежной транспортировки сляба 3 через фрезеровальную машину 4. После фрезеровальной машины 4 дальнейшая обработка происходит аналогично фиг.1: во второй печи 7, устройстве 16 удаления окалины и прокатном стане 6 - до готового изделия 1.
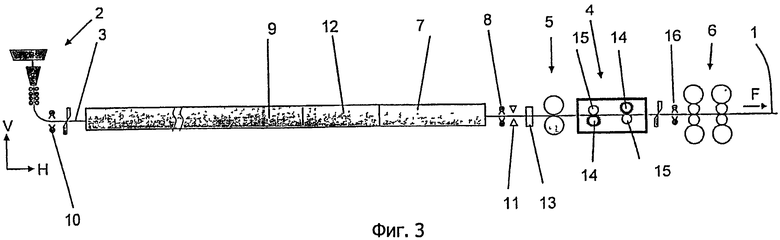
Другое альтернативное выполнение устройства показано на фиг.3. Компоновка и задачи такие же, как и в установке по фиг.2. Только в данном случае только первый процесс 5 прокатки и обработку поверхности посредством фрезерования на фрезеровальной машине 4 осуществляют за печью, состоящей из первого элемента 9 печи, транспортера 12 и второго элемента 7 печи. В этом варианте выполнения отказываются от повторного нагрева сляба 3 перед вторым прокатным станом 6.
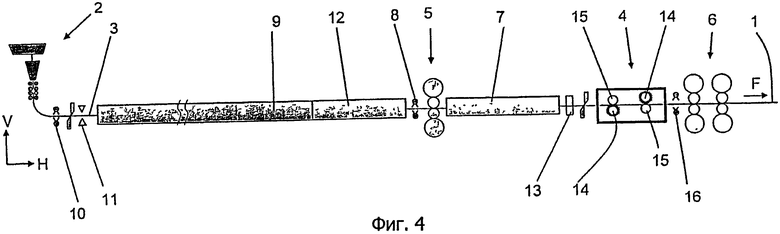
В варианте установки согласно фиг.4 установка состоит из двух прокатных станов. После отливки в литейном устройстве 2 и нагрева в первой печи 9 и на транспортере 12 осуществляют первый процесс 5 прокатки. После повторного нагрева катаного сляба 3 во второй печи 7 осуществляют обработку поверхности непосредственно перед чистовым прокатным станом.
В частности, на фиг.4 представлен другой вариант устройства для изготовления металлической ленты 1 при непрерывной разливке. Металлическая лента 1 или соответствующий сляб 3 опять же отливают известным способом непрерывной разливки в литейной установке 2. После поворота сляба 3 в горизонтальное расположение Н может осуществляться очистка сляба посредством чистящих средств 10 и следующее за ним измерение поперечного сечения или обследование поверхностей средством 11 измерения. При этом опять же могут контролироваться свойства поверхности сляба, а также его геометрическое выполнение.
В направлении F транспортировки первоначально присоединяют одну печь 9, а затем транспортер 12. За транспортером 12 позиционируют устройство очистки или окалиноломательное устройство 8, в котором подготовленный сляб 3 очищают или удаляют окалину. Затем он попадает в первый прокатный стан 5. Первый прокатный стан 5 предпочтительно оснащен прокатной клетью, которая может быть выполнена как двухвалковая прокатная клеть или четырехвалковая прокатная клеть. В первом прокатном стане 5 осуществляют выравнивающий проход, которым можно устранить геометрические неровности на поверхности слябов. Кроме того, уже в первом прокатном стане 5 может производиться целенаправленное обжатие по толщине. После первого прокатного стана 5 сляб 3 попадает в печь 7 выдержки, а оттуда - во фрезеровальную машину 4. Между печью 7 выдержки и фрезеровальной машиной 4 располагают средства 13 измерения для измерения поперечного сечения.
На фрезеровальной машине 4 сляб 3 обрабатывают фрезой по его верхней стороне и по его нижней стороне. При этом обработку фрезой верхней стороны и нижней стороны сляба 3 осуществляют в двух следующих друг за другом местах, если смотреть в направлении F транспортировки, причем используют две цилиндрически выполненные фрезы 14. При этом сляб 3 соответственно поддерживают опорным роликом 15.
За фрезеровальной машиной 4 располагают второй прокатный стан 6, который может иметь несколько прокатных клетей. На втором прокатном стане 6 слябу 3 придают окончательную форму желаемой металлической ленты 1.
Существенно, что операции прокатки и фрезерования осуществляют в непосредственном следовании, в частности проходным образом, за разливкой сляба 3 в литейной машине 2, причем операция прокатки разделена, по меньшей мере, на две отдельные операции прокатки, по меньшей мере, на первом прокатном стане 5 и втором прокатном стане 6; между обеими операциями прокатки осуществляют операцию фрезерования сляба 3 на фрезеровальной машине 4.
В частности, деформирование сляба 3 осуществляют перед фрезерованием. Первый прокатный стан 5 может быть расположен при этом перед или за второй печью 7. Также и обработка поверхности может происходить перед или за печью 7.
Обобщенно решение можно сформулировать следующим образом.
Обработку поверхности резанием осуществляют непосредственно перед первым этапом деформирования или альтернативно между двумя этапами деформирования (группами прокатных клетей). Согласно изображению на фиг.1 фрезеровальная машина и прокатный стан 5 находятся непосредственно перед второй печью 7, прежде чем осуществляют окончательную деформацию при хорошем входном качестве поверхностей до желаемой конечной толщины в чистовом прокатном стане 6. Расположение прокатной клети 5 может быть также за поддерживающей печью 7. Допускается также обработка поверхности резанием непосредственно между прокатным станом 5 и печью 7 выдержки, так что подогрев может проводиться после предварительной деформации и обработки поверхности.
В представленных формах выполнения на верхней стороне и нижней стороне можно соответственно увидеть по одному фрезерному валку. Допускается, что при необходимости большого съема материала фрезой с каждой стороны или при очень твердых материалах последовательно располагать на верхней стороне и нижней стороне по две унифицированных фрезерных головки.
Альтернативно использованию цилиндрических фрез допускается также применение на предусмотренных местах других фрез, таких как торцовые фрезы, или даже шлифовальных инструментов, или других снимающих материал с поверхности инструментов (таких как огневая зачистка). Допускается альтернативно использованию цилиндрических фрез или торцовых фрез применение также и снимающих поверхность инструментов.
В качестве режущего инструмента для режущих пластинок фрез могут быть, в частности, предусмотрены: HSS (быстрорежущая инструментальная сталь); твердые сплавы без покрытия или предпочтительно с покрытием; керамика; поликристаллические инструментальные материалы. Как правило, могут применяться стандартные неперетачиваемые режущие пластинки.
Фрезерная машина может состоять из двух или нескольких унифицированных фрезерных головок на одной стороне сляба, которые могут быть расположены последовательно.
Фрезерная машина может регулировать перед первой прокатной клетью скорость транспортирования сляба независимо от литейной установки и второго прокатного стана.
Печь за фрезерным станком служит в основном для коррекции потери температуры на участке фрезеровальной машины и первого прокатного стана.
Предпочтительно на первом прокатном стане целенаправленно осуществляют заострение головки сляба. Для оптимального согласования фрезеровальной машины с условиями входа (в частности, с толщиной сляба и клиновидностью сляба), наряду с измерением геометрии слябов можно использовать положение установки прокатной клети или тянущего устройства перед фрезеровальной машиной. То есть для регулировки фрез, в частности положения установки цилиндрических фрез, привлекают позицию толщины и величину поворота прокатной клети или тянущего устройства. Например, при обнаружении косого расположения можно принять решение: приспособиться к нему и произвести обработку сляба фрезой равномерно по ширине или вырезать фрезой клиновидный профиль сляба.
Перечень обозначений
1 - металлическая лента
2 - литейная установка
3 - сляб
4 - фрезеровальная машина
5 - первый прокатный стан
6 - второй прокатный стан
7 - вторая печь/кожух рольганга
8 - устройство очистки и/или устройство удаления окалины
9 - первая печь
10 - чистящее средство
11 - средство измерения
12 - транспортер
13 - средство измерения
14 - фреза
15 - опорный ролик
16 - гидросбив окалины
F - направление транспортировки
V - вертикальное
Н - горизонтальное

Изобретение относится к металлургии. В установке (2) непрерывной разливки стали после выхода сляба (3) из кристаллизатора и поворота его из вертикального положения в горизонтальное положение сляб (3) подвергают операции фрезерования на фрезеровальной машине (4) и одной операции прокатки. Операция прокатки и операция фрезерования непосредственно следуют за разливкой сляба. Операцию прокатки разделяют на две отдельные операции прокатки на первом прокатном стане (5) и втором прокатном стане (6). Между обеими операциями прокатки осуществляют операцию фрезерования на фрезеровальной машине (4). Обеспечивается повышение качества труб. 2 н. и 12. з.п. ф-лы, 4 ил.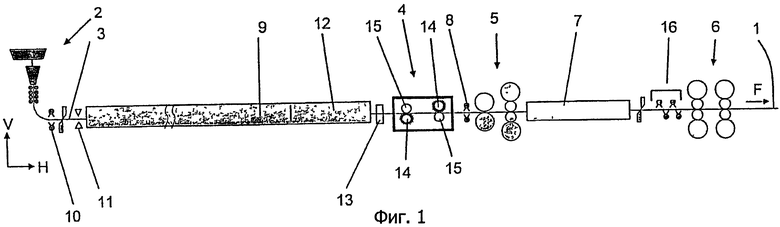
1. Способ изготовления металлической ленты (1) при непрерывной разливке, включающий отливку сляба (3), в частности тонкого сляба, в литейной установке (2), поворот его из вертикального положения (V) в горизонтальное положение (Н), фрезерование сляба на фрезеровальной машине (4), которое осуществляют в направлении (F) транспортировки сляба (3) за литейной установкой (2), прокатку сляба в прокатном стане (5), отличающийся тем, что дополнительно осуществляют прокатку сляба на втором прокатном стане (6) непосредственно за отливкой сляба, причем фрезерование сляба осуществляют между операциями прокатки на первом и втором прокатных станах (5, 6).
2. Способ по п.1, отличающийся тем, что осуществляют нагрев сляба (3) в печи (7) между первым прокатным станом (5) и вторым прокатным станом (6).
3. Способ по п.1 или 2, отличающийся тем, что осуществляют очистку сляба в устройстве (8) очистки и/или удаления окалины перед первым прокатным станом (5).
4. Способ по п.1 или 2, отличающийся тем, что температуру сляба (3) перед первым прокатным станом (5) поддерживают постоянной в печи (9).
5. Устройство для изготовления металлической ленты (1) при непрерывной разливке, содержащее литейную установку (2) для отливки сляба (3), в частности тонкого сляба, фрезеровальную машину (4), расположенную в направлении (F) транспортировки сляба (3) за литейной установкой (2), прокатный стан (5), отличающееся тем, что оно снабжено вторым прокатным станом (6), расположенным в направлении (F) транспортировки непосредственно за литейной установкой (2), причем фрезеровальная машина (4) расположена между прокатными станами (5, 6).
6. Устройство по п.5, отличающееся тем, что оно снабжено печью (7), которая расположена между первым прокатным станом (5) и вторым прокатным станом (6).
7. Устройство по п.6, отличающееся тем, что печь (7) выполнена в виде теплоизолирующего кожуха рольганга.
8. Устройство по п.5, отличающееся тем, что оно снабжено устройством (8) очистки или удаления окалины, расположенным перед первым прокатным станом (5).
9. Устройство по п.5, отличающееся тем, что оно снабжено печью (9), расположенной перед первым прокатным станом (5).
10. Устройство по п.5, отличающееся тем, что каждый прокатный стан (5, 6) содержит, по меньшей мере, одну клеть.
11. Устройство по п.5, отличающееся тем, что первый прокатный стан (5) содержит одну или две клети, выполненные как двухвалковые клети или четырехвалковые клети.
12. Устройство по п.5, отличающееся тем, что фрезеровальная машина (4) содержит цилиндрическую фрезу.
13. Устройство по п.12, отличающееся тем, что фрезеровальная машина (4) содержит одну или несколько цилиндрических фрез на каждую сторону сляба.
14. Устройство по п.5, отличающееся тем, что фрезеровальная машина (4) содержит торцевую фрезу.
| Устройство для крепления зуба ковша экскаватора | 1982 |
|
SU1097764A1 |
| Устройство для управления многофазным шаговым двигателем | 1978 |
|
SU790093A1 |
| US 3702629 А, 14.11.1972 | |||
| Формирователь прямоугольных импульсов | 1977 |
|
SU646431A1 |
| Транспортное средство на магнитной подвеске | 1981 |
|
SU1508952A3 |

