Изобретение касается устройства для изготовления металлической полосы непрерывной разливкой, с литейной машиной, в которой производится отливка плоских заготовок, предпочтительно тонких плоских заготовок, причем в области транспортировки плоских заготовок позади литейной машины расположен по меньшей мере один фрезерный станок, в котором может осуществляться фрезерование по меньшей мере одной поверхности литой заготовки, предпочтительно двух противолежащих поверхностей. Кроме того, изобретение касается способа для изготовления металлической полосы.
При непрерывном литье плоских заготовок в установке непрерывной разливки могут возникать дефекты поверхности, например, возникающие при вибрации метки, дефекты литейного порошка или поперечно проходящие трещины. Они возникают при использовании обычных литейных машин и машин для литья тонких слябовых заготовок. В зависимости от цели использования готовой полосы обычные плоские заготовки (слябы) по этой причине частично подвергаются огневой очистке. Некоторые плоские заготовки полностью подвергаются огневой очистке по желанию клиента. При этом непрерывно возрастают требования по качеству поверхности, обеспечиваемому установками для изготовления плоских заготовок.
Для обработки поверхности пригодны огневая обработка, шлифование или фрезерование.
Огневая обработка имеет тот недостаток, что расплавленный материал вследствие высокого содержания кислорода не может вновь наплавляться без проведения подготовительных операций. При шлифовании металлическая стружка смешивается с пылью шлифовального диска, так что необходимо устранить истирание. Оба способа являются трудно согласуемыми с заданной скоростью транспортировки.
По этой причине предлагается способ обработки поверхности посредством фрезерования. Горячая, образующаяся при фрезеровании стружка при этом собирается и может пакетироваться и без подготовки вновь без проблем подвергаться плавлению и вновь добавляться, таким образом, в процесс. Кроме того, число оборотов фрезы легко может быть согласовано со скоростью транспортировки (скорость литья, скорость ввода в стан чистовой прокатки). Соответствующее изобретению устройство названного выше типа базируется по этой причине на фрезеровании.
Устройство указанного выше типа с фрезерным станком, который расположен позади установки непрерывной разливки, известно. С этой целью можно сделать ссылку на документы СН 584085 и DE 19950886 A1.
Сущность аналогичного устройства раскрыта также в заявке DE 7111221 U1. Этот документ показывает обработку алюминиевых лент с использованием возникающего при разливке нагрева, в случае которого машина соединена с литейной установкой.
Уже предлагался также предусмотренный в производственной линии съем материала с поверхности плоской заготовки (огневая обработка, фрезерование и т.п.) незадолго до прокатного стана на верхней или нижней стороне или только с одной стороны, на что указывает заявка EP 1093866 A2.
Следующее исполнение машины для фрезерования поверхности раскрывает заявка DE 19717200 A1. В ней помимо прочего описывается изменяемость контура фрезерования фрезерного устройства, которое расположено за линией непрерывной разливки или перед прокатным станом.
Другое расположение встроенного в линию фрезерного станка в обычной установке для изготовления горячей полосы с обработкой предварительной полосы предлагают в документах ЕР 0790093 В1, ЕР 1213076 В1 и ЕР 1213077 В1.
При обработке поверхности тонких слябовых заготовок в так называемой CSP-установке (компактной установке по производству полосы) в обрабатывающей линии в зависимости от обнаруженных дефектов поверхности на одной или обеих сторонах должно сниматься около 0,1-2,5 мм от горячей поверхности тонкого сляба. Во избежание существенного снижения производительности рекомендуется максимальная толщина тонкого сляба (Н=60-120 мм).
Встроенный в линию фрезерный станок используется, как правило, не для всех изделий программы прокатки, а лишь для тех, для которых предъявляются высокие требования к поверхности. Это преимущественно в отношении производительности, а также уменьшает износ фрезерного станка и является, по этой причине, целесообразным.
Встроенный в линию фрезерный станок требует пространства для встраивания. Мешающее влияние оказывает также потеря температуры тонких слябов в области станка. Это справедливо для использования его после литейной машины, поскольку скорость разливки (массовый поток), как правило, является небольшой. Однако также перед производственной линией потеря температуры создает недостатки, так как особенно при более тонких полосах стремятся к высокой температуре конечной прокатки при приемлемой скорости выхода полосы из производственной линии.
По этой причине задачей настоящего изобретения является такое улучшение устройства и способа для изготовления металлической полосы методом непрерывной разливки с использованием фрезерного станка, при котором обеспечивается возможность оптимальной обработки плоской заготовки также при различных технологических требованиях. В частности, потери температуры должны поддерживаться на незначительной величине при переработке и обработке плоских заготовок.
Решение этой задачи с помощью изобретения отличается тем, что по меньшей мере одна фреза фрезерного станка, предпочтительно весь фрезерный станок в целом расположен с возможностью перемещения в направлении, поперечном направлению транспортировки плоских заготовок.
Термические условия установки должны оптимизироваться, как это еще будет показано ниже.
При этом направление, поперечное направлению транспортировки, предпочтительно ориентировано горизонтально.
Может предусматриваться по меньшей мере один покровный элемент с термоизолирующими свойствами, который расположен с возможность перемещения поперечно направлению транспортировки. Термически изолирующий материал является при этом предпочтительно термостойким. Цель может достигаться, например, уже с помощью толстого листа или плиты из огнеупорного неметаллического материала.
При этом, далее, может быть предусмотрено исполнение, при котором по меньшей мере один покровный элемент выполнен обогреваемым. В этом случае покровный элемент выполняет, таким образом, функцию печи.
В направлении транспортировки перед фрезерным станком может быть расположена печь. Для обработки верхней стороны и нижней стороны плоской заготовки может соответственно использоваться по одной фрезе. При этом предпочтительно предусмотрено, что обе фрезы расположены в направлении транспортировки на расстоянии друг от друга. Далее, хорошо зарекомендовал себя вариант, когда каждая фреза взаимодействует с расположенным на другой стороне плоской заготовки опорным роликом.
Между обеими фрезами, обрабатывающими верхнюю сторону и нижнюю сторону плоской заготовки, может быть расположена печь.
В направлении транспортировки позади фрезерного станка может быть предусмотрена установка для удаления окалины. При этом может быть предусмотрено, что между фрезерным станком и установкой для удаления окалины предусмотрена печь.
Альтернативное исполнение изобретения предусматривает, что на той же высоте при рассмотрении в направлении транспортировки рядом с фрезерным станком расположена установка для удаления окалины, причем фрезерный станок и установка для удаления окалины могут выборочно с помощью элементов движения вводиться в обрабатывающую линию или выводиться из нее в направлении, поперечном направлению транспортировки.
В направлении транспортировки за фрезерным станком расположена по меньшей мере одна прокатная линия.
Фрезерный станок может быть разделен на две частичных машины, которые с расположением на расстоянии друг от друга фрезеруют, например, различные стороны плоской заготовки.
Преимущество заключается, далее, также в том, что при встраивании фрезерного станка или его части в установку для удаления окалины можно создать компактную структуру.
Способ для эксплуатации устройства для изготовления металлической полосы методом непрерывной разливки отличается тем, что с помощью реализуемой в системе управления станка имитационной модели в зависимости от определенных или заранее заданных свойств поверхности плоской заготовки принимается решение о том, осуществляется ли использование фрезерного станка перед прокаткой плоской заготовки или нет. Имитационная модель является предпочтительно моделью процесса или так называемой трехуровневой системой, которая как таковая известна из уровня техники.
Тем самым может предусматриваться автоматический оптимальный способ изготовления. При наличии изделий с критическими требованиями по поверхности именно перед прокаткой осуществляется операция фрезерования, в то время как для нормальных изделий прокатка осуществляется без обработки поверхности фрезерованием.
С помощью предложенного решения обеспечивается возможность того, что тепловые потери при переработке или обработке плоских заготовок поддерживаются на незначительном уровне и что достигается приемлемая температура на входе производственной линии. Это ведет к качественно улучшенному изготовлению плоских заготовок, в частности, тонких слябов.
Выдвигаемый из линии обработки фрезерный станок может быть в принципе заменен другим функциональным элементом, причем предпочтение отдается устройству для удаления окалины. Однако, например, возможно также, что вместо фрезерного станка в линию обработки вводится часть печи. Как было пояснено выше, возможно также, что вместо фрезерного станка или фрезы осуществляется введение исключительного одного изоляционного элемента для предотвращения охлаждения полосы.
С помощью предложенного способа возможно, кроме того, что предпочтительно автоматически осуществляется способ эксплуатации, оптимально согласованный с конкретным случаем использования.
При этом поддерживается приемлемая температура на входе линии чистовой прокатки.
На чертежах изображены примеры исполнения изобретения:
фиг.1а схематически показывает вид сбоку устройства для изготовления металлической полосы посредством непрерывной разливки, в котором возможно использование фрезерного станка,
фиг.1b показывает вид сверху устройства по фиг.1а,
фиг.2а показывает альтернативное по отношению к фиг.1а устройство для изготовления металлической полосы на виде сбоку,
фиг.2b показывает вид сверху устройства по фиг.2а,
фиг.3 схематически показывает фрезерный станок, схожий с изображенным на фиг.1 в увеличенном виде и с обозначенными изолирующими элементами,
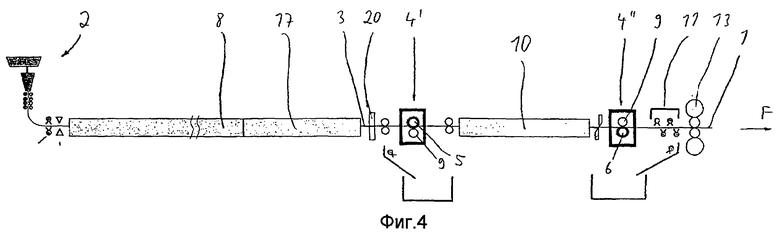
фиг.4 показывает следующее альтернативное фиг.1а устройство в виде сбоку, причем фрезерные узлы расположены пространственно удаленными друг от друга и обеспечивают фрезерование различных сторон плоской заготовки,
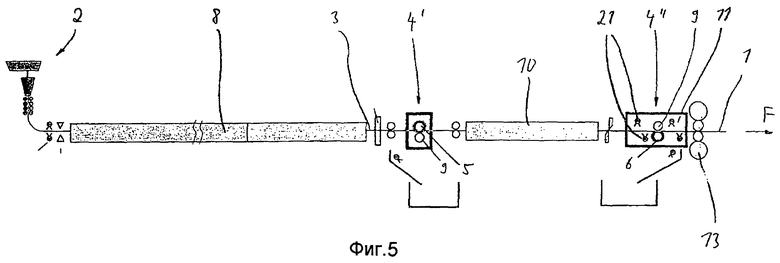
фиг.5 показывает альтернативное устройство для фиг.4 на виде сбоку,
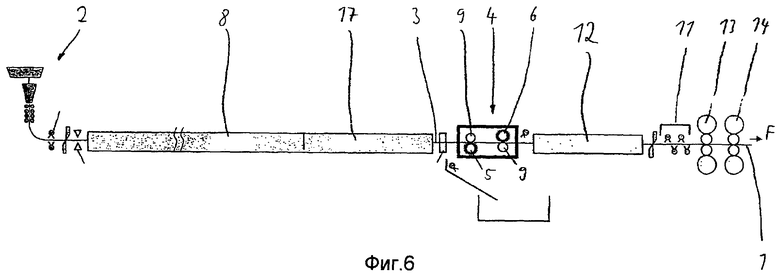
фиг.6 показывает следующее альтернативное фиг.1а устройство в виде сбоку с печью между фрезерным станком и прокатным станом.
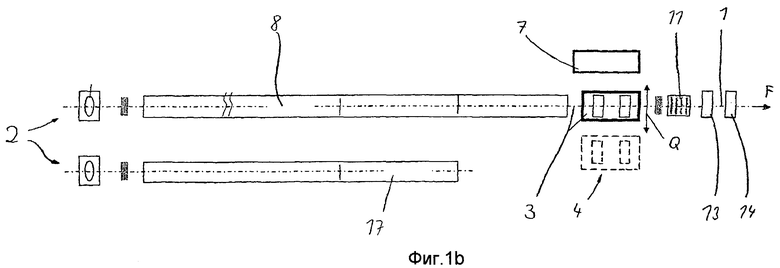
На фиг.1а и 1b изображено устройство для изготовления металлической полосы 1 методом непрерывной разливки. Металлическая полоса 1 или соответствующая плоская заготовка 3 изготавливается в литейной машине 2 известным образом методом непрерывной разливки. В случае плоской заготовки 3 речь идет предпочтительно о тонком слябе. Непосредственно за литейной машиной 2 плоская заготовка 3 подвергается чистке в чистящей установке 15. В завершение следует проверка поверхности с помощью устройства 16 измерения поверхности. Затем плоская заготовка 3 поступает в печь 8, так что она может поддерживаться при желаемой для процесса температуре. К печи примыкает транспортер 17.
Как видно из фиг.1b, происходит одновременная разливка в два ручья, то есть предусмотрены два параллельных ручья установки.
За печью 8 и транспортером 17 плоская заготовка 3 поступает во фрезерный станок 4. В нем на некотором расстоянии друг от друга в направлении F транспортировки расположены две фрезы 5 и 6, с помощью которых можно фрезеровать нижнюю или верхнюю поверхность плоской заготовки 3. Соответствующие противолежащие поверхности плоских заготовок 3, то есть верхняя сторона или нижняя сторона, поддерживаются опорными роликами 9.
Позади фрезерного станка 4 располагается установка 11 для удаления окалины, с помощью которой с поверхности полосы может удаляться окалина. После установки 11 для удаления окалины металлическая полоса 1 поступает, в завершение, в прокатный стан, из которого изображены прокатные клети 13 и 14.
Под фрезерным станком 4 расположен приемный резервуар 18, который улавливает снятый при фрезеровании материал.
Важно то, что по меньшей мере одна из фрез 5 или 6 фрезерного станка 4, предпочтительно, однако, весь фрезерный станок 4 в целом расположен с возможностью перемещения в направлении Q поперечно направлению F транспортировки плоских заготовок 3.
Как лучше всего видно из фиг.1b, фрезерный станок 4 может позиционироваться в первой позиции (изображена сплошной линией), в которой он введен в линию обработки и может фрезеровать плоские заготовки 3. Он может быть расположен, однако, также во второй позиции (изображена штриховой линией), в которой он не используется.
Для того чтобы предотвратить потери тепла в этом случае, предусмотрено, что одновременно с выдвижением фрезерного станка 4 из линии обработки в линию обработки вводится покровный элемент 7 (см. фиг.1b), который выполнен термически изолирующим, и, тем самым, он препятствует слишком значительному охлаждению плоской заготовки. Покровный элемент 7 может быть выполнен также в качестве части печи, то есть он может обогреваться.
С целью перехода от режима фрезерования к режиму без фрезерования и наоборот, состоящее из фрезерного станка 4 и покровного элемента 7 приспособление может одновременно перемещаться в направлении Q поперечно направлению F транспортировки.
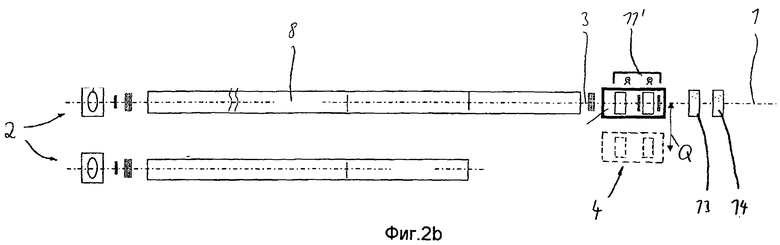
На фиг.2а и 2b в качестве эскиза изображено альтернативное решение. Здесь предусматривается, что можно осуществлять альтернативный выбор между режимом фрезерования и режимом удаления окалины. С этой целью предусмотрен по меньшей мере один узел 11' удаления окалины, который не действует, если фрезерный станок 4 введен в позицию обработки. Между тем, узел 11' удаления окалины вводится в линию обработки, если фрезерный станок 4 в результате движения в направлении Q оказывается в позиции бездействия.
Установка 11 для удаления окалины может, таким образом, полностью выводиться из линии обработки или вводиться в нее, чтобы заменить фрезерный станок 4, и наоборот. При этом предпочтительным исполнением предусматривается, что установка 11 для удаления окалины и фрезерный станок 4 расположены друг над другом, и при необходимости желаемый узел может подниматься или перемещаться в прокатную линию (линию обработки).
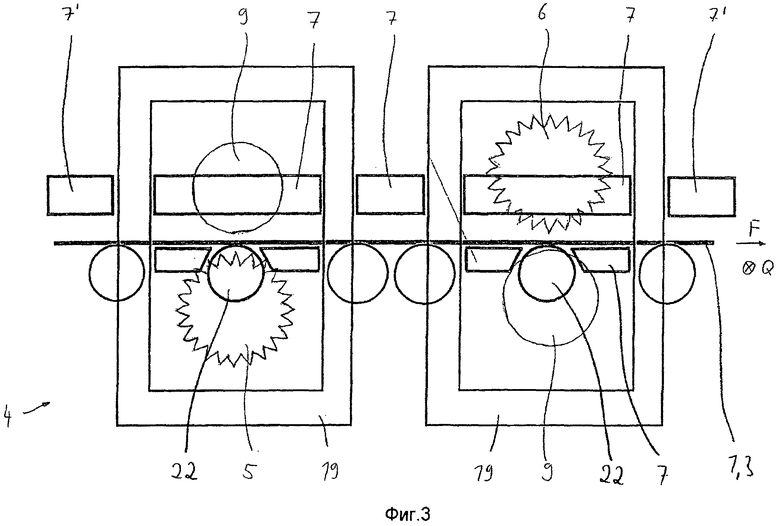
На фиг.3 еще раз в деталях, однако, лишь схематически показано, каким образом может быть построена система. Показаны две станины 19, в которых по мере надобности расположены фрезы 5 и 6, а также соответствующий опорный ролик 9, для фрезерования поступающих в направлении F транспортировки плоских заготовок 3 на верхней и нижней сторонах. В то время как покровные элементы 7' с хорошими теплоизоляционными свойствами могут быть расположены стационарно рядом со станинами 19, предусмотрено, что изображенные выше плоской заготовки 3 элементы 9 и 6 (опорный ролик и фреза), с одной стороны, и покровные элементы 7, с другой стороны, могут располагаться выборочно и альтернативно. Таким образом, если верхний опорный ролик 9 и фреза 6 находятся в эксплуатации, покровные элементы 7 не находятся в изображенной позиции. Соответствующим образом, если элементы 7 позиционированы, как это показано, верхний опорный ролик 9 и фреза 6 находятся во внешнем положении.
То же справедливо для нижней стороны плоской заготовки. Здесь опорный ролик 9 и фреза 5 могут заменяться покровным элементом 7 и роликами 22 рольганга.
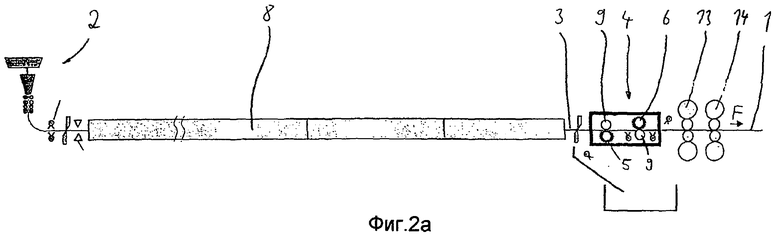
Следующее альтернативное к фиг.1 или фиг.2 исполнение изобретения в соответствии с фиг.4 указывает на то, что фрезерный станок 4 разделен на два частичных станка 4' и 4''. В направлении F транспортировки первый фрезерный станок 4' в данном случае фрезерует верхнюю сторону плоской заготовки 3; фрезерный станок 4'' фрезерует нижнюю часть плоской заготовки 3. Между обоими фрезерными станками 4', 4'' расположена печь 10.
Перед первым фрезерным станком 4' дополнительно предусмотрено устройство 20 измерения профиля.
Форма исполнения в соответствии с фиг.5 предусматривает, что во второй фрезерный станок 4'' встроена сопловая балка 21 для удаления окалины, чтобы обеспечить возможность проведения с экономией пространства удаления окалины в комбинации с фрезерованием.
Следующая альтернативная форма исполнения изобретения в соответствии с фиг.6 предусматривает, что между фрезерным станком 4 и установкой 11 для удаления окалины расположена печь 12. Тем самым можно добиться того, что после фрезерования плоская заготовка 3 поддерживается на желательной для процесса температуре или нагревается до этой температуры.
Предложенное интегрированное в линию фрезерное устройство 4, 4', 4'' может, таким образом, согласовываться со случаем использования и имеет задачу обеспечения температурной характеристики, по возможности оптимально при высоких температурах, для последующего процесса прокатки или обеспечения ее поддержания с незначительными температурными потерями. Фрезерный станок 4, 4', 4'' с этой целью в зависимости от случая использования может вводиться в линию прокатки или транспортировки только при необходимости, в результате чего возникают минимальные потери температуры. Фиг.1 и 2 показывают при этом предпочтительное расположение фрезерного станка, печи и устройства для удаления окалины перед линией чистовой прокатки и имеющиеся возможности согласования. На фиг.1, как пояснялось, при использовании двухручьевой CSP-установки нижняя часть печи или капсюлирования рольганга выполнена с возможностью поперечного перемещения, так что сегмент печи или интегрированный фрезерный станок могут стоять в линии прокатки. Альтернативно представляется также возможным поперечное смещение устройства для удаления окалины (гидросбива) или также выдвижение всего устройства для удаления окалины, и, тем самым, замена на фрезерный станок. Кроме того, возможно также откидывание вверх верхней сопловой балки устройства для удаления окалины, как показано на фиг.2b. Расположение фрезерного станка в линии на незначительном расстоянии от линии чистовой прокатки имеет то преимущество, что можно отказаться от повторного удаления окалины, или уменьшить напор воды, или отключить всю распылительную балку в целом, так как поверхность очищается фрезерным станком. Кроме того, за счет этого минимизируются потери тепла. Также представляется возможность расположения между расположенным здесь фрезерным станком и прокатным станком также корпуса с инертным газом.
Вместо поперечного перемещения всего фрезерного станка, сегмента печи или устройства для удаления окалины возможно также альтернативное выполнение области фрезерного станка с пассивным покрытием рольганга (изолирование) и уменьшение, таким образом, потерь температур в области фрезерного станка, как это показано на фиг.3. Для этого при неактивном фрезерном станке из линии выдвигаются исключительно фрезеровальные валки и возможные опорные ролики и могут посредством откидывания или смещения в этой области осуществлять капсюлирование рольганга.
С целью минимизации потерь температур перед производственной линией предпочтительным является местное разделение обработки поверхности на верхнюю и нижнюю стороны, см. фиг.4 и 5. Напрашивается вариант, при котором верхняя сторона плоской заготовки обрабатывается под транспортером 17, а нижняя сторона плоской заготовки обрабатывается за печью 10, так что область фрезерования поддерживается по возможности на минимальном расстоянии от прокатного стана.
Альтернативно, узел фрезерования может быть встроен на нижней стороне в устройство для смывания окалины, как это в форме эскиза показано на фиг.5. Фрезерный станок позади печи на нижней стороне устраняет не только образованные при литье дефекты, но и также возможные повреждения поверхности плоской заготовки роликами печи.
Упомянутые выше возможности могут использоваться сами по себе или также комбинироваться.
Обработка поверхности с обеих сторон или только на верхней стороне перед печью (непосредственно за литейной машиной) также представлялась бы возможной, однако при использовании двухручьевой установки является вдвойне трудоемкой.
Благоприятное расположение фрезерного станка 4 с точки зрения температурной характеристики заключается также в расположении всего фрезерного станка 4 (фрезерование сверху и снизу) позади транспортера 17 (в центре в области печи), как это показано на фиг.6. Таким образом, предпочтительным образом можно вновь компенсировать температурные потери в задней части печи в области фрезерного станка 4. Вместо обычно обогреваемой газом печи может быть также реализован индукционный нагрев за фрезерным станком.
Список ссылочных обозначений
1 Металлическая полоса
2 Литейная машина
3 Плоская заготовка (сляб)
4 Фрезерный станок
4' Фрезерный станок
4'' Фрезерный станок
5 Фреза
6 Фреза
7 Покровный элемент
7' Покровный элемент
8 Печь
9 Опорный ролик
10 Печь
11 Установка для удаления окалины
11' Узел удаления окалины (сопловая балка для удаления окалины)
12 Печь
13 Прокатная клеть
14 Прокатная клеть
15 Очищающая установка
16 Устройство для измерения поверхности
17 Транспортер
18 Приемный резервуар
19 Станина
20 Измерение профиля
21 Сопловая балка для удаления окалины
22 Ролик рольганга
F Направление транспортировки
Q Поперечное направление
Изобретение относится к металлургии. Устройство содержит литейную машину (2), в которой отливается плоская заготовка (3). В направлении (F) транспортировки плоской заготовки (3) за литейной машиной (2) расположен фрезерный станок (4). Фрезерный станок (4) расположен с возможностью перемещения в направлении (Q) поперечно направлению (F) транспортировки плоских заготовок (3) для выдвижения его из линии обработки и возможности замены другим функциональным элементом. Обеспечивается возможность оптимальной обработки плоской заготовки также при различных технологических требованиях. 12 з.п. ф-лы, 8 ил.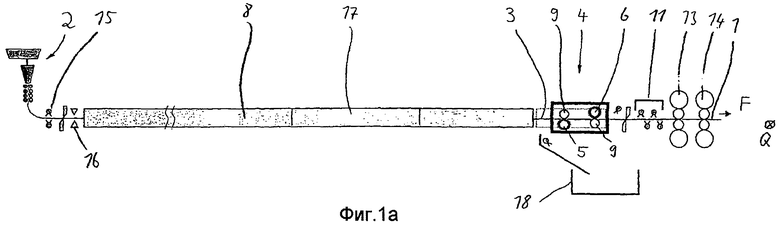
1. Устройство для изготовления металлической полосы (1) непрерывной разливкой, содержащее литейную машину (2), в которой отливается плоская заготовка (3), расположенный в направлении (F) транспортировки плоской заготовки (3) за литейной машиной (2) по меньшей мере один фрезерный станок (4) для фрезерования по меньшей мере одной поверхности плоской заготовки (3), отличающееся тем, что фрезерный станок (4) расположен с возможностью перемещения в направлении (Q), поперечном направлению (F) транспортировки плоских заготовок (3).
2. Устройство по п.1, отличающееся тем, что направление (Q) ориентировано горизонтально и поперечно направлению (F) транспортировки.
3. Устройство по п.1 или п.2, отличающееся тем, что предусмотрен по меньшей мере один покровный элемент (7) с термоизолирующими свойствами, который расположен с возможностью перемещения в направлении (Q), поперечном направлению (F) транспортировки.
4. Устройство по п.3, отличающееся тем, что по меньшей мере один покровный элемент (7) выполнен обогреваемым.
5. Устройство по п.1, отличающееся тем, что в направлении (F) транспортировки перед фрезерным станком (4) расположена печь (8).
6. Устройство по п.1, отличающееся тем, что для обработки верхней стороны и нижней стороны плоской заготовки (3) предусмотрено по одной фрезе (5, 6).
7. Устройство по п.6, отличающееся тем, что обе фрезы (5, 6) расположены на расстоянии друг от друга в направлении (F) транспортировки.
8. Устройство по п.7, отличающееся тем, что каждая фреза (5, 6) взаимодействует с расположенным на другой стороне плоской заготовки (3) опорным роликом (9).
9. Устройство по п.7 или 8, отличающееся тем, что между обеими обрабатывающими верхнюю сторону или нижнюю сторону плоской заготовки (3) фрезами (5, 6) расположена печь (10).
10. Устройство по п.1, отличающееся тем, что в направлении (F) транспортировки за фрезерным станком (4) расположена установка (11) для удаления окалины.
11. Устройство по п.10, отличающееся тем, что между фрезерным станком (4) и установкой (11) для удаления окалины расположена печь (12).
12. Устройство по п.1, отличающееся тем, что при рассмотрении в направлении (F) транспортировки на одинаковой высоте рядом с фрезерным станком (4) расположена установка (11) для удаления окалины, причем фрезерный станок (4) и установка (11) для удаления окалины выполнены с возможностью выборочного движения в линию обработки или движения из нее в направлении (Q), поперечном направлению (F) транспортировки посредством средств движения.
13. Устройство по п.1, отличающееся тем, что в направлении (F) транспортировки позади фрезерного станка (4) расположен прокатный стан (13, 14).
| Устройство для управления многофазным шаговым двигателем | 1978 |
|
SU790093A1 |
| Шарнирное соединение для трубопроводов | 1983 |
|
SU1093866A2 |
| DE 7111221 U, 23.03.1972 | |||
| Способ изготовления гнутых изделий из стекла | 1980 |
|
SU881017A1 |
| Мялка | 1937 |
|
SU53274A1 |

