Изобретение относится к трубопроводному транспорту и может быть использовано при производстве металлических труб с внутренним противокоррозионным покрытием и строительстве трубопроводов.
Известен способ нанесения цементно-песчаного покрытия на внутреннюю поверхность трубы, включающий закрепление внутри концов трубы наконечников из коррозионно-стойкого материала с внутренней конической поверхностью в виде усеченного конуса, меньшим основанием обращенного к концу трубы, подачу рабочего раствора на цементировочную головку, нанесение слоя раствора с ее помощью на подготовленную поверхность трубы, уплотнение и сглаживание раствора с помощью конуса-колокола, причем перед закреплением наконечников место их установки радиально расширяют и калибруют (пат. РФ №2273791, кл. F16L 58/06, опубл. в БИ №10 2006 г.).
Недостатком этого способа является большой расход дорогостоящего коррозионно-стойкого металла, обычно нержавеющей хромоникелевой стали, для изготовления наконечников, имеющих форму усеченного конуса.
Наиболее близким по технической сущности к предлагаемому является способ соединения труб с внутренним цементно-песчаным покрытием, включающий размещение тонкостенных втулок из коррозионно-стойкого металла внутри концов труб на длину термического влияния сварки до нанесения покрытия, при этом концы втулок со стороны торцов труб выступают за их пределы на толщину покрытия и после затвердевания цементно-песчаного покрытия упомянутые концы втулок завальцовывают внутрь на торцы покрытия труб, и соединение подготовленных концов труб сваркой встык по обычной технологии сварки однослойного металла. Защиту зоны сварного шва от коррозионного воздействия транспортируемой продукции осуществляют путем покрытия ее твердеющим от действия тепла защитным слоем (в качестве такого материала в описании изобретения приводится глина) или цементной коркой, которую получают прокачкой по построенному трубопроводу цементного «молочка» (пат. РФ №2200269, кл. F16L 13/02, 13/14, БИ №7, 2003 г.).
Недостатком этого способа является низкая надежность соединения, обусловленная тем, что приведенные в техническом решении средства защиты зоны сварного стыка не могут обеспечить полную герметизацию этой зоны от проникновения агрессивной продукции трубопровода хотя бы потому, что невозможно ни контролировать качество и сплошность создаваемых косвенным путем защитных слоев, ни устранять возможные дефекты в них.
Задача изобретения - повышение надежности соединения труб с цементно-песчаным покрытием.
Поставленная задача решается тем, что в способе изготовления и соединения труб с внутренним цементно-песчаным покрытием, включающем размещение тонкостенных втулок из коррозионно-стойкого металла внутри концов труб так, чтобы наружные концы втулок выступали за торцы труб, нанесение покрытия и соединение подготовленных концов труб сваркой встык, согласно изобретению производят отбортовку выступающих концов втулок на торцы труб и закрепление втулок путем совместной калибровки втулок и концов труб по внутреннему диаметру перед нанесением цементно-песчаного покрытия и соединение труб встык по технологии сварки двухслойных металлов.
На наружную поверхность внутреннего конца втулки может быть нанесено термостойкое герметизирующее покрытие.
Внутреннюю поверхность втулок выполняют шероховатой со средней высотой профиля Rz=200-500 мкм путем абразивной обработки или порошковой металлизации.
До установки втулок внутрь труб может быть произведена предварительная калибровка концов труб по внутреннему диаметру до наибольшего предельного размера для данного типоразмера труб.
Способ поясняется чертежами, где показаны продольные разрезы верхней половины концевых участков труб на разных стадиях их изготовления и соединения.
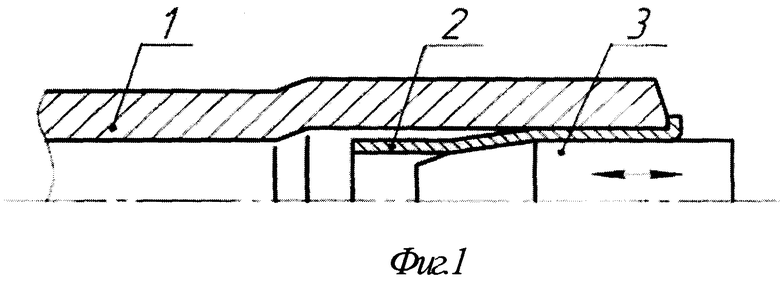
На фиг.1 показан разрез трубы в процессе закрепления втулки из коррозионно-стойкой стали путем раздачи пуансоном-калибром.
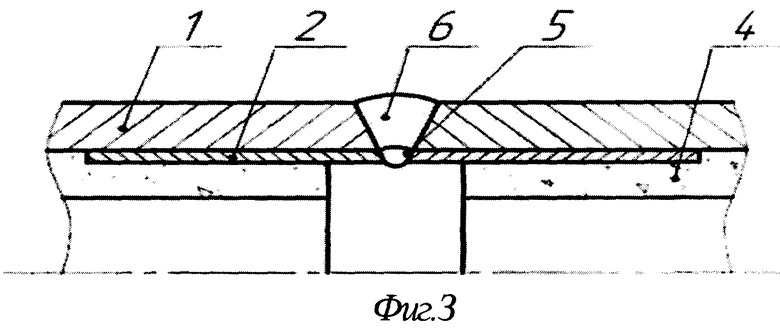
На фиг.2 показан разрез трубы после закрепления втулки и нанесения цементно-песчаного покрытия.
На фиг.3 показан разрез зоны сварного соединения труб с цементно-песчаным покрытием.
Способ осуществляют следующим образом.
В концы трубы 1 (см. фиг.1) вводят защитные втулки 2 из коррозионно-стойкого металла с предварительно нанесенным на наружную поверхность внутреннего конца эластичным герметизирующим покрытием, при этом наружные концы втулок должны выступать из трубы на 2-5 мм. Производят отбортовку этих концов на торцы трубы. Отбортовку концов втулок можно производить также до установки в трубу путем вальцевания этих концов на станке или штамповки. С помощью пуансона-калибра 3 производят совместную калибровку втулок и концов трубы до наибольшего внутреннего диаметра для данного типоразмера труб по ГОСТ. При этом одновременно происходит прижатие втулок к поверхности трубы с большим натягом. Калибровка труб по внутреннему диаметру позволяет точно совместить кромки концов тонкостенных втулок при их соединении сваркой встык. Производят нанесение цементно-песчаного покрытия 4 (см. фиг.2) на внутреннюю поверхность трубы по известной технологии. После нанесения покрытия до его полного отверждения часть покрытия на концах трубы удаляют на глубину 10-30 мм и его торцы выравнивают специальным шаблоном. Изготовленные таким образом трубы соединяют между собой сваркой встык по технологии сварки двухслойных металлов: сначала сваривают выступающие отбортованные концы втулок 2 (см. фиг.3) электродами из коррозионно-стойкого металла с образованием коррозионно-стойкого шва 5, затем производят сварку концов труб обычными электродами с образованием основного шва 6. При этом получается непокрытая зона сварного соединения труб, полностью защищенная от коррозии защитными втулками из коррозионно-стойкого металла. Наличие буртиков у втулок увеличивает толщину коррозионно-стойкого металла непосредственно в зоне сварки, что предотвращает прожог втулок при сварке и уменьшает степень разбавления коррозионно-стойкого шва металлом трубы. Кроме того, буртики играют роль упоров при совместной калибровке втулок и концов труб.
Концы труб до установки и закрепления втулок внутри труб могут быть предварительно калиброваны по внутреннему диаметру до наибольшего размера для данного типоразмера труб по ГОСТ, что позволяет уменьшить до минимума начальный зазор между втулками и трубой. В этом случае закрепление втулок внутри концов труб производится раздачей втулок до соприкосновения с поверхностью трубы с небольшим натягом, что уменьшает степень радиальной деформации втулок и вероятность их разрыва при раздаче в случае, если втулки изготовлены с продольным сварным швом.
Внутреннюю поверхность втулок из коррозионно-стойкого металла, которая обычно более гладкая, чем поверхность труб, в зоне контакта с цементно-песчаным покрытием целесообразно выполнять шероховатой с высотой профиля Rz в пределах 200-500 мкм путем абразивной обработки или порошковой металлизации. Это позволяет увеличить прочность сцепления цементно-песчаного покрытия с поверхностью втулок.
Пример конкретного выполнения.
Концы стальных труб наружным диаметром 426 мм и толщиной стенки 10 мм (по ГОСТ 8732-78) калибровали внутренним калибром (пуансоном) диаметром 414 мм (это наибольший внутренний диаметр труб по указанному ГОСТ) на длину 150 мм. Из листовой коррозионно-стойкой стали марки 08Х18Н10Т изготовили втулки наружным диаметром 412 мм, толщиной стенки 2 мм и длиной 80 мм. Наружные концы втулок развальцевали с образованием наружного буртика высотой 3 мм от наружной поверхности втулки. Внутреннюю поверхность втулок подвергли обработке абразивным полотном до получения шероховатости Rz=200-300 мкм. На наружную поверхность внутреннего конца втулок нанесли герметизирующее покрытие из силиконового герметика (например, двухкомпонентного герметика марки Виксинт У-1-18 или однокомпонентных герметиков ВГО-1, ABRO и т.п.), выдерживающего кратковременно температуру до 350-400°C, в виде круговой полоски шириной 20-30 мм, толщиной 0,2-0,4 мм. Установили втулки в трубы до упора буртиками об торцы труб, и с помощью пуансона-калибра диаметром 411 мм произвели раздачу втулок. На внутреннюю поверхность труб по известной технологии (методом набрызга с последующим сглаживанием и уплотнением) нанесли цементно-песчаное покрытие толщиной 10 мм, за исключением концевых зон труб длиной 20 мм. После полного отверждения покрытия полученные трубы соединили между собой сваркой встык. Сначала сварили между собой непрерывным корневым швом выступающие концы втулок нержавеющими электродами ЦЛ-11, затем - концы труб обычными электродами УОНИ.
Предлагаемый способ позволяет получить трубы с цементно-песчаным покрытием и их соединения, надежно защищенные по всей внутренней поверхности от коррозионного воздействия транспортируемой продукции.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ЦЕМЕНТНО-ПЕСЧАНЫМ ПОКРЫТИЕМ | 2008 |
|
RU2384786C1 |
| СПОСОБ СОЕДИНЕНИЯ СТАЛЬНЫХ ТРУБ С ВНУТРЕННИМ ПРОТИВОКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2004 |
|
RU2262028C1 |
| СПОСОБ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 1999 |
|
RU2154221C1 |
| СТАЛЬНАЯ ТРУБА С ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ОБОЛОЧКОЙ | 2009 |
|
RU2393371C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ЦЕМЕНТНО-ПЕСЧАНЫМ ПОКРЫТИЕМ | 2001 |
|
RU2200269C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2004 |
|
RU2272215C1 |
| ТРУБА С ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ОБОЛОЧКОЙ | 2009 |
|
RU2398152C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ТРУБЫ С ВНУТРЕННИМ ПРОТИВОКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2009 |
|
RU2403490C1 |
| СПОСОБ ЗАЩИТЫ ОТ КОРРОЗИИ ЗОНЫ СВАРНОГО СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ С ВНУТРЕННИМ ПРОТИВОКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2007 |
|
RU2342588C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЫ С ВНУТРЕННИМ ПОКРЫТИЕМ | 2001 |
|
RU2197676C2 |
Изобретение относится к области трубопроводного транспорта и может быть использовано при изготовлении труб с внутренним покрытием и строительстве трубопроводов. Сущность изобретения: производят размещение тонкостенных втулок из коррозионностойкого металла внутри концов труб так, чтобы наружные концы втулок выступали за торцы труб, отбортовку выступающих концов втулок на торцы труб, закрепление втулок путем совместной калибровки втулок и концов труб по внутреннему диаметру, нанесение покрытия и соединение подготовленных концов труб сваркой встык по технологии сварки двухслойных металлов. Технический результат: повышение надежность соединения труб. 3 з.п. ф-лы, 3 ил.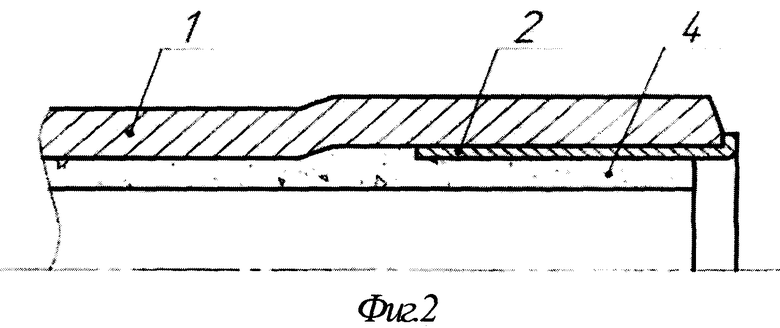
1. Способ изготовления и соединения труб с внутренним цементно-песчаным покрытием, включающий размещение тонкостенных втулок из коррозионностойкого металла внутри концов труб так, чтобы наружные концы втулок выступали за торцы труб, нанесение покрытия и соединение подготовленных концов труб сваркой встык, отличающийся тем, что производят отбортовку выступающих концов втулок на торцы труб и закрепление втулок путем совместной калибровки втулок и концов труб по внутреннему диаметру перед нанесением цементно-песчаного покрытия и соединение труб по технологии сварки двухслойных металлов.
2. Способ по п.1, отличающийся тем, что на наружные поверхности внутренних концов втулок наносят термостойкое герметизирующее покрытие.
3. Способ по п.1, отличающийся тем, что внутреннюю поверхность втулок выполняют шероховатой со средней высотой профиля 200-500 мкм путем абразивной обработки или порошковой металлизации.
4. Способ по п.1, отличающийся тем, что до установки втулок внутрь труб производят предварительную калибровку концов труб по внутреннему диаметру до наибольшего предельного размера для данного типоразмера труб.
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ЦЕМЕНТНО-ПЕСЧАНЫМ ПОКРЫТИЕМ | 2001 |
|
RU2200269C1 |
| СПОСОБ СОЕДИНЕНИЯ ТОНКОСТЕННЫХ МЕТАЛЛИЧЕСКИХ ОБЛИЦОВАННЫХ ТРУБ | 1999 |
|
RU2153120C1 |
| СПОСОБ НАНЕСЕНИЯ ЦЕМЕНТНО-ПЕСЧАНОГО ПОКРЫТИЯ (ЦПП) НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБЫ | 2002 |
|
RU2273791C2 |
| Способ сварки труб с внутренним эмалевым покрытием | 1987 |
|
SU1479249A1 |
| Устройство для управления непосредственным преобразователем частоты | 1987 |
|
SU1480061A1 |

