Область техники
Настоящее изобретение относится к способу получения ароматических углеводородных соединений из легких углеводородов посредством каталитической реакции циклизации и к катализатору для ее использования. Более точно, настоящее изобретение относится к способу получения ароматических углеводородных соединений введением во взаимодействие легкоуглеводородного сырья с цеолитсодержащим прессованным катализатором и к цеолитсодержащему прессованному катализатору для использования в этом методе.
Уровень техники
Известны способы производства ароматических углеводородных соединений с использованием цеолитных катализаторов. Наибольшими проблемами способов получения ароматических углеводородных соединений по реакциям каталитической циклизации с использованием цеолитных катализаторов являются, во-первых, закоксованность, при которой уменьшается каталитическая активность, так как в ходе реакции происходит отложение углеродистого материала на катализаторе, и во-вторых, (постоянное) ухудшение регенерации, которое происходит потому, что катализатор, который был испорчен из-за осаждения углеродистого материала в течение промышленного использования, должен быть регенерирован, но при удалении углеродистого материала на испорченном катализаторе окислением для восстановления катализатора теряется алюминий на цеолитной решетке из-за присутствия пара, образующегося в атмосфере высоких температур. За последние годы было много предложений для решения этих двух видов повреждения.
Например, Патентный документ 1 раскрывает метод, где катионы IB группы одновалентных одиночных атомов и предпочтительно атомы серебра включены в цеолит для того, чтобы улучшить гидротермическую устойчивость цеолитного катализатора. Однако Патентный Документ 1 не содержит никаких примеров реакций каталитической циклизации, также он не описывает ухудшения коксования и диаметр частицы цеолита.
Патентный документ 2 сообщает о том, что можно контролировать осаждение углеродистого материала в реакции и что постоянное ухудшение из-за деалюминирования во время восстановления катализатора может быть одновременно предотвращено использованием поликремнистого цеолитного катализатора, показывая специфический диаметр частицы, отношение поверхности кислотного центра к общей поверхности кислотного центра и величину адсорбции пиридина до и после паровой обработки или, другими словами, показывая специфические изменения в кислотном центре. Однако предпочтительный в этом методе ZSM5 цеолит синтезируется по методу, использующему затравочную пасту, который имеет низкую производительность, и так как постоянный промышленный ассортимент ZSM5 цеолита узок, мольное соотношение окись кремния - окись алюминия ограничено и первичные частицы склонны быть относительно большими. В соответствии с Патентным документом 2 как закоксованность, так и ухудшение регенерации контролировались, но учитывая большой размер частиц цеолита, воздействие на закоксованность не оказалось достаточным. Цеолит с меньшим диаметром первичной частицы был бы предпочтительнее, но согласно Патентному документу 2 в этом случае в ходе реакции выделяется больше углеродистого материала, и (постоянное) ухудшение регенерации происходит быстрее. Эти обстоятельства чрезвычайно проблематичны для промышленного производства ароматических углеводородных соединений.
Примером метода, использующего беспротонный цеолит, является метод, описанный в Патентном документе 3. Используемый в данном методе катализатор эффективно препятствует ухудшению регенерации, но проблема закоксованности остается. Поэтому закоксованность возможна при использовании углеводородного сырья, содержащего большое количество олефинов. Более того, Патентный документ 3 не упоминает влияние диаметра частицы цеолита, используемого в каталитической реакции циклизации.
Патентный документ 1 - Japanese Patent Application Laid-open No. S59-117584
Патентный документ 2 - Japanese Patent Application Laid-open No. H10-052646
Патентный документ 3 - WO 1996/13331, pamphlet
Раскрытие сущности изобретения
Проблемы, которые должны быть решены изобретением
Как говорилось выше, известный уровень техники не выдвигает предложений по решению простыми методами двойной проблемы закоксованности и ухудшения регенерации. Решение данных проблем и является объектом настоящего изобретения.
Способы решения проблемы
В результате исчерпывающего исследования, направленного на решение данных проблем, изобретатели усовершенствовали настоящее изобретение открытием, что как закоксованность так и ухудшение регенерации могут существенно контролироваться путем включения одного или нескольких металлов, выбранных из групп, состоящих из металлов, принадлежащих к IB, IIB, IIIB и VIII группам периодической системы, в цеолитсодержащем прессованном катализаторе, используемым в способе производства ароматических углеводородных соединений введением во взаимодействие легкоуглеводородного сырья с цеолитсодержащим прессованным катализатором, где содержащийся цеолит в цеолитсодержащем прессованном катализаторе является цеолитом со средним диаметром пор, имеющим специфический первичный размер частицы и содержащим, по крайней мере, один металл, выбранный из группы, состоящей из металлов, принадлежащих к IB группе периодической системы.
Как описано ниже, настоящее изобретение обеспечивает способ для производства ароматических углеводородных соединений путем каталитической циклизации из легкоуглеводородного сырья вместе с использованием катализатора в данном методе.
Первый аспект настоящего изобретения предусматривает:
[1] цеолитсодержащий прессованный катализатор для использования в способе производства ароматических углеводородных соединений путем каталитической циклизации из легкоуглеводородного сырья, где содержащийся цеолит в цеолитсодержащем прессованном катализаторе удовлетворяет следующим условиям (1), (2) и (3):
(1) цеолит является цеолитом со средним диаметром пор от 5 до 6,5 Å;
(2) цеолит имеет первичный диаметр частицы в ряду от 0,02 до 0,25 мкм; и
(3) цеолит содержит, по крайней мере, один металлический элемент, выбранный из группы, состоящей из металлов, принадлежащих к IB группе периодической системы, и при котором цеолитсодержащий прессованный катализатор включает в себя, по крайней мере, один элемент, выбранный из группы, состоящей из элементов, принадлежащих к IB, IIB, IIIB и VIII группам периодической системы,
[2] катализатор в соответствии с пунктом [1], в котором цеолит содержит серебро,
[3] катализатор в соответствии с пунктами [1] и [2], в котором цеолит является MFI цеолитом,
[4] катализатор в соответствии с любым из пунктов от [1] до [3], в котором цеолитсодержащий прессованный катализатор является термически обработанным при 500°C или выше в присутствии пара перед взаимодействием с легкоуглеводородным сырьем.
Более того, второй аспект настоящего изобретения предусматривает:
[5] способ для производства ароматического углеводородного соединения, включающий приведение во взаимодействие легкоуглеводородного сырья с цеолитсодержащим прессованным катализатором в соответствии с любым из пунктов от [1] до [4],
[6] способ в соответствии с пунктом [5], в котором используемый в способе реактор является адиабатическим реактором с неподвижным слоем.
Преимущества изобретения
С цеолитсодержащим прессованным катализатором и способом производства ароматического углеводородного соединения в соответствии с настоящим изобретением возможно стабильно производить ароматические углеводородные соединения с высоким выходом путем каталитической циклизации из легкоуглеводородного сырья. В соответствии с настоящим изобретением используемый в производственном способе цеолитсодержащий прессованный катализатор высокоустойчив к закоксованности и ухудшению регенерации. Эти свойства чрезвычайно важны для промышленного применения в производстве ароматических углеводородных соединений.
Лучший вариант осуществления изобретения
Настоящее изобретение подробно объяснено ниже.
Так называемый «среднепористый цеолит» с диаметром пор от 5 до 6,5 Å используется как цеолит, содержащийся в цеолитсодержащем прессованном катализаторе в соответствии с настоящим изобретением. Употребляющийся в настоящем изобретении термин «среднепористый цеолит» означает «цеолит с диапазоном диаметров пор между диаметрами пор мелкопористых цеолитов (обычно цеолиты А-типа) и диаметрами пор крупнопористых цеолитов (обычно мордениты и цеолиты X-типа и Y-типа)», и этот цеолит имеет в кристаллической структуре 10-членное кислородное кольцо.
Примеры цеолитов со средним диаметром пор могут включать ZSM-5 и так называемые пентазил-цеолиты, структурно схожие с ZSM-5. Данные включают ZSM-5, ZSM-8, ZSM-11, ZSM-12, ZSM-18, ZSM-23, ZSM-35, ZSM-39 или подобные. Среди этих цеолитов наиболее желательными видами являются цеолиты, представленные в виде MFI структуры в соответствии с номенклатурой ИЮПАК для цеолитных структур, и особенно желателен ZSM-5.
Цеолит, содержащий, по крайней мере, один металл, выбранный из группы, состоящей из металлов, принадлежащих к IB группе периодической таблицы (именуемые в дальнейшем «металлы IB группы»), или, другими словами, из группы, состоящей из меди, серебра и золота, используется в качестве цеолита. Из металлов IB группы предпочтительны медь и серебро, и в особенности предпочтительно серебро. В данном описании выражение «периодическая таблица» подразумевает периодическую таблицу, изображенную на страницах 1-15 CRC Handbook of Chemistry and Physics (75th edition), David R. Lide et al., CRC Press Inc. (1994-1995).
Выражение «цеолит содержит, по крайней мере, один элемент, выбранный из группы, состоящей из металлических элементов, принадлежащих к IB группе периодической таблицы» означает, что цеолит содержит металл IB группы в виде соответствующих катионов.
В соответствии с настоящим изобретением в цеолитсодержащем прессованном катализаторе катионы металла IB группы, транспортируемые ионным обменом на цеолит, являются причиной крекирующей активности.
Примеры методов по введению металлического элемента IB группы в цеолит могут включать методы, в которых цеолит, не содержащий металла IB группы, обрабатывается известным ионообменным методом для введения металлического элемента, таким как, например, метод жидкофазной ионообменной обработки или метод твердофазной ионообменной обработки, в котором пропитанный катализатор подвергается высокотемпературной обработке или схожей обработке. При введении в цеолит металла IB группы подобным ионообменным методом должна быть использована соль металла IB группы. Примеры солей металлов IB группы могут включать нитрат серебра, ацетат серебра, сульфат серебра, хлорид меди, сульфат меди, нитрат меди и хлорид золота. Предпочтительны нитрат серебра и нитрат меди, и в особенности предпочтителен нитрат серебра.
Доля металла IB группы в цеолитсодержащем прессованном катализаторе в виде катионов металла IB группы не является строго ограниченной, но так как мольное отношение окись кремния - окись алюминия (мольное отношение SiO2/Al2O3) используемого цеолита от 60 до 200, и так как металл транспортируется ионным обменом, доля металла IB группы легко определяется способностью обмена и долей цеолита в цеолитсодержащем прессованном катализаторе. Следовательно, скорость обмена катионов металла IB группы как процентное содержание центров обмена в цеолите должно быть в пределах, как правило, от 5% до 95%, предпочтительно от 30% до 90%, более предпочтительно от 50 до 85%, так как если скорость обмена слишком мала, активность будет недостаточной, тогда как если скорость обмена слишком высока, подготовительный этап ионного обмена будет слишком сложным. Следует заметить, что доля металла IB группы в цеолите может быть определена таким известным методом, как рентгено-флюоресцентный анализ.
Кроме того, включенный в цеолит в виде катионов металл IB группы в цеолитсодержащем прессованном катализаторе может быть также включен в форме, отличной от катионов, как рассмотрено ниже, а именно в форме оксида. Как рассмотрено ниже, этот добавочный металл IB группы обеспечивает сильную дегидрогенизирующую способность катализатора в соответствии с настоящим изобретением и включен для увеличения выхода ароматических углеводородных соединений.
Ионно-обменные центры, которые не замещены катионами металла IB группы в цеолите, содержащемся в цеолитсодержащем прессованном катализаторе, в соответствии с настоящим изобретением, разумеется, замещены протонами или катионами металла и предпочтительно замещены катионами щелочного металла или катионами металла, принадлежащего IIB, IIIB или VIII группе.
Мольное отношение окись кремния - окись алюминия цеолита желательно не менее 60, но не более 200. Если мольное отношение окись кремния - окись алюминия меньше 60, катализатор будет немного менее устойчив по отношению к высокотемпературному пару и менее стоек к ухудшению регенерации, которое нежелательно, потому что активность может постепенно уменьшаться в ходе повторной реакции и регенерации в случае промышленного применения к производству ароматических углеводородных соединений.
Если мольное отношение окись кремния - окись алюминия больше 200, транспортированное количество металла IB группы будет недостаточным, уменьшая крекирующую активность и выход ароматического углеводорода. Более того, ионообменная скорость цеолита должна быть увеличена для того, чтобы пропорционально установить содержание металла IB группы с тем, чтобы увеличить каталитическую активность цеолитсодержащего прессованного катализатора высоким соотношением окись кремния - окись алюминия, но это уменьшает эффективность ионообменной скорости металла IB группы, усложняет приготовление катализатора и является весьма непригодным для промышленных целей. Более предпочтительно мольное отношение окись кремния - окись алюминия не менее 60, но не более 120. Мольное отношение окись кремния - окись алюминия цеолита может быть определено таким известным способом, как например способ, в котором цеолит полностью растворяют в водном щелочном растворе или в водном растворе фтороводородной кислоты, и полученный раствор анализируют плазменно-эмиссионной спектрометрией или подобным методом для определения соотношения.
Металлоалюмосиликат, в котором некоторые атомы алюминия в структуре цеолита замещены атомами Ga, Fe, B, Cr или подобными, или металлосиликат, в котором все атомы алюминия в структуре цеолита замещены такими атомами, также может быть использован в качестве цеолита. В этом случае мольное отношение окись кремния - окись алюминия вычисляют после пересчета долей вышеуказанных элементов в металлоалюмосиликате или металлосиликате на моли алюминия.
Диаметр первичной частицы цеолита находится в диапазоне от 0,02 до 0,25 мкм. Предпочтительно диаметр первичной частицы цеолита находится в диапазоне от 0,02 до 0,2 мкм, более предпочтительно от 0,03 до 0,15 мкм. Первичные частицы цеолита могут находиться в виде отдельных частиц или вторичных агрегатов. Так как в большинстве случаев первичные частицы объединяются для образования вторичных частиц, и так как первичные частицы принимают различные формы, метод измерения диаметра Ферета (см. The Society of Chemical Engineers, Japan Ed., Kagaku Kogaku Binran (Chemical Engineering Handbook), Revised 6th Edition, p.233) от изображения сканирующего микроскопа порошка цеолита, взятого при 100000-кратном увеличении, может быть одобрен для измерения диаметра первичной частицы в настоящем изобретении. Первичные частицы, имеющие этот диаметр частицы, должны предпочтительно составлять не менее 50% по массе, более предпочтительно не менее 80% по общей массе.
Чем меньше диаметр частицы цеолита, тем больше площадь эффективной поверхности, которая, как известно, является преимуществом в отношении как активности, так и закоксованности. На диаметр частицы цеолита влияет не только диаметр частицы вторичных частиц, образованных объединением первичных частиц, но и диаметр частиц первичных частиц, которые могут быть замечены при 100000-кратном увеличении сканирующего электронного микроскопа. Следовательно, диаметр Ферета первичных частиц цеолита, как измерено сканирующей электронной микроскопией порошка цеолита при 100000-кратном увеличении, является предпочтительным в диапазоне от 0,02 до 0,25 мкм.
Однако кристаллическая структура такого тонкодисперсного цеолита нестабильна, алюминий пространственной решетки легко отделяется при высокотемпературной обработке в присутствии пара, как описано в Патентном документе 2, и такая низкая гидротермическая устойчивость, вероятно, вызывает (постоянное) ухудшение регенерации. Удивительно, тем не менее, с цеолитсодержащим прессованным катализатором, использованным в настоящем изобретении, гидротермическая устойчивость сильно повышается даже в случае тонкодисперсного цеолита, и ухудшение регенерации может быть значительно контролируемо, по мере того как может выделяться углеродистый материал. В соответствии с настоящим изобретением успешно получен цеолитсодержащий прессованный катализатор, который устойчив к обеим традиционным проблемам закоксованности и ухудшения регенерации.
По крайней мере, один элемент, выбранный из группы, состоящей из элементов, принадлежащих к IB, IIB, IIIB и VIII группам периодической таблицы, включен в цеолит и/или цеолитсодержащий прессованный катализатор для того, чтобы придать сильную дегидрогенизирующую способность цеолитсодержащему прессованному катализатору в соответствии с настоящим изобретением. Металлы меди, цинка, галлия, индия, никеля, палладия и платины и оксиды и комплексы их оксидов являются предпочтительными, и цинк и соединения цинка являются более предпочтительными.
Ионный обмен или пропитка обычно используется как метод введения металлических элементов и соединений металлических элементов, принадлежащих к IB, IIB, IIIB и VIII группам периодической таблицы, в цеолит и/или цеолитсодержащий прессованный катализатор для того, чтобы придать сильную дегидрогенизирующую способность цеолитсодержащему прессованному катализатору в соответствии с настоящим изобретением.
Количество металлических элементов и соединений металлических элементов, принадлежащих к IB, IIB, IIIB и VIII группам периодической таблицы, которые включены в цеолит и/или цеолитсодержащий прессованный катализатор для придания сильной дегидрогенизирующей способности цеолитсодержащему прессованному катализатору в соответствии с настоящим изобретением, обычно составляет от 0,1 до 25% по массе, предпочтительно от 5 до 20% по массе в качестве элементов.
В соответствии с настоящим изобретением в цеолитсодержащем прессованном катализаторе связующим компонентом или формовочным разбавителем (матрицей) обычно является пористый огнеустойчивый неорганический оксид, такой как оксид алюминия, оксид кремния, оксид кремния/оксид алюминия, оксид циркония, оксид титана, диатомитовая земля или глинозем. Предпочтительны оксид алюминия или оксид кремния, и особенно предпочтителен оксид алюминия. Это смешивается с цеолитом, описанным выше, смесь прессуется, и полученное прессованное тело используется в качестве цеолитсодержащего прессованного катализатора. При использовании матрицы или связующего компонента их содержание является предпочтительным в диапазоне от 5 до 90% по массе, более предпочтительно от 5 до 50% по массе исходя из общего веса цеолита и матрицы или связующего компонента.
В соответствии с настоящим изобретением цеолитсодержащий прессованный катализатор может быть подвергнут тепловой обработке при 500°C или более в присутствии пара до взаимодействия с легким углеводородным сырьем с целью улучшения устойчивости к закоксованности. Тепловая обработка предпочтительно проводится при температуре не менее 500°C, но не более 900°C, при парциальном давлении пара 0,01 атм или более.
В представленном примере настоящего изобретения цеолитсодержащий прессованный катализатор согласно настоящему изобретению содержит смесь цеолита, замещенного металлом IB группы, цинка и их смесь с окисью алюминия, и в этом случае высокотемпературная паровая обработка служит для стабилизации цинковой компоненты в катализаторе в виде алюмината цинка, таким образом, выполняя дополнительную цель весьма контролируемой рассеивающей потери цинка в атмосфере реакции. Этот результат чрезвычайно благоприятен для промышленного применения к производству ароматических углеводородных соединений. Алюминат цинка, рассмотренный в описании настоящего заявления, имеет рентгенограмму, идентичную рентгенограмме, представленной в JCPDS 5-0669NBS Circ., 539, Vol.II, 38(1953).
Ароматические углеводородные соединения могут быть получены упаковкой такого специального цеолитсодержащего прессованного катализатора в реактор и приведением его во взаимодействие с легкоуглеводородным сырьем для проведения, таким образом, каталитической реакции циклизации. Ароматические углеводородные соединения могут быть выделены и собраны известными методами из получаемой реакционной смеси.
Легкоуглеводородным сырьем является легкоуглеводородное сырье, содержащее, по крайней мере, один из олефинов и парафинов, в котором углеводороды имеют 2 или больше атомов углерода, и 90% имеют температуру перегонки 190° или ниже. Примеры таких парафинов могут включать этан, пропан, бутан, пентан, гексан, гептан, октан и нонан.
Примеры таких олефинов могут включать этилен, пропилен, бутен, пентен, гексен, гептен, октен и нонен. Кроме того, циклопентан, метилциклопентан, циклогексан и другие циклопарафины, цеклопентен, метилциклопентен, циклогексен и другие циклоолефины и/или циклогексадиен, бутадиен, пентадиен, циклопентадиен и другие диены могут быть включены.
В качестве сырья может быть использована смесь легких углеводородов или метан, водород или инертный газ, такой как азот, диоксид углерода, монооксид углерода или подобный может быть включен в смесь в качестве разбавителя.
Эти разбавители могут составлять предпочтительно 20% или меньше, более предпочтительно 10% или меньше по объему. Особенно желательно использовать смесь, содержащую насыщенные углеводороды и ненасыщенные углеводороды в массовом отношении между 1/0,33 и 1/2,33. Массовое отношение насыщенных углеводородов к ненасыщенным углеводородам означает здесь массовое отношение в подаваемой смеси.
Для легкоуглеводородного сырья можно использовать вышеупомянутую углеводородную смесь или C4-фракцию продукта высокотемпературного пиролиза углеводорода нефти, такого как нафта, фракцию, полученную путем удаления бутадиена и изобутилена из этой C4-фракции, C5-фракцию продукта высокотемпературного пиролиза углеводорода нефти, фракцию, полученную путем удаления диенов из такой C5-фракции, термический крекинг-бензин, рафинат, полученный экстракцией ароматических углеводородов из термического крекинг-бензина, рафинат, полученный экстракцией ароматических углеводородов из ФКК-СНГ, ФКК крекинг-бензина или реформата, или коксовый СНГ, прямогонный бензин, или что-либо в этом роде, но среди них особенно желательно использовать C4- или C5-фракцию продукта высокотемпературного пиролиза углеводорода нефти, такого как нафта, или фракцию, полученную путем удаления нескольких или всех среди бутадиена, изобутилена, изопрена и циклопентадиена из такой фракции, и особенно желательно сырье, в котором весовое отношение C4-фракции к C5-фракции равняется от 3/7 до 7/3. Весовое отношение C4-фракции к C5-фракции означает здесь весовое отношение подаваемой смеси.
Легкоуглеводородное сырье может также содержать в виде примесей трет-бутиловый спирт, метил-трет-бутиловый эфир, метанол и другие кислородсодержащие соединения.
Условия реакции каталитической циклизации различаются в зависимости от легкоуглеводородного сырья и, в частности, от относительных количеств олефинов и парафинов в сырье, но предпочтительны температура от 300 до 650°C, парциальное давление углеводорода между атмосферным давлением и 30 атм и среднечасовая скорость подачи сырья (ССПС) от 0,1 до 50 ч-1, основанная на весе прессованного катализатора. Более предпочтительна температура реакции в диапазоне от 400 до 600°C.
Реактор с неподвижным слоем, реактор с подвижным слоем, реактор с псевдоожиженным слоем или система подачи пара могут быть использованы в настоящем изобретении в качестве реактора для каталитической циклизации легкоуглеводородного сырья, использующей цеолитсодержащий прессованный катализатор, предпочтителен простой в конструктивном отношении реактор с неподвижным слоем.
Цеолитсодержащий прессованный катализатор может подвергнуться закоксовыванию, если используется в каталитической конверсии длительное время, но в этом случае испорченный катализатор может быть регенерирован выжиганием кокса на катализаторе при температуре от 400 до 700°C, как правило, в атмосфере воздуха или газовой смеси из кислорода и инертного газа (эта обработка именуется в дальнейшем как «способ регенерации катализатора»).
Так как цеолитсодержащий прессованный катализатор в соответствии с настоящим изобретением устойчив к повреждению, вызванному закоксовыванием, ароматические углеводородные соединения могут стабильно производиться в течение долгого периода времени даже при использовании реактора с неподвижным слоем. Поскольку цеолитсодержащий прессованный катализатор в соответствии с настоящим изобретением также весьма устойчив к деалюминированию в присутствии высокотемпературного пара, он подвергается очень малому остаточному износу (ухудшение регенерации) во время способа каталитической регенерации, и следовательно, претерпевает очень малую потерю активности даже после повторенной реакции и регенерации стабильно производиться. Вследствие этого ароматические углеводородные соединения могут стабильно производиться и с высоким выходом на протяжении длительного периода. Эти свойства чрезвычайно полезны для промышленного применения в производстве ароматических углеводородных соединений.
Примеры
Настоящее изобретение объясняется более детально ниже посредством примеров и сравнительных примеров, но настоящее изобретение никоим образом не ограничивается этими примерами.
Следует заметить, что измерения в примерах и сравнительных примерах были проведены, как указано далее.
(1) Измерение мольного отношения окись кремния - окись алюминия цеолита
0,2 г образца порошка цеолита поместили в тефлоновый сосуд и после добавления 6 мл азотной кислоты (68% сверхчистой степени) и 1 мл фтороводородной кислоты (сверхчистой степени) разложили и растворили с помощью Milestone General Ethos Plus микроволновой лабораторной установки. Как только растворение завершилось, добавили 20 г чистой воды. Полученный раствор цеолита разбавили ионообменной водой, концентрации кремния и алюминия в разбавленной жидкости были измерены плазменным спектрометром (ИСП спектрометр), и мольное отношение окись кремния - окись алюминия цеолита было вычислено из результатов.
ИСП спектрометр и условия измерения
Спектрометр: Jobin Yvon (JY138 Ultrace), Rigaku Corp.
Условия измерения:
(2) Измерение диаметра первичной частицы цеолита
Образец порошка цеолита с помощью углеродной липкой ленты поместили на подложку из окиси алюминия и подвергли осаждению платины с помощью установки ионного распыления (Hitachi E-1030) для обеспечения проводимости.
Изображения сканирующего электронного микроскопа были сняты на приборе Hitachi FE-SEM (S-800) при ускоряющем напряжении (высоковольтном) 20 кВ при усилениях 500, 15000 и 100000.
Вторичные частицы часто образуются агрегацией мелкодисперсных первичных частиц в цеолите, используемом в настоящем изобретении, поэтому диаметры Ферета 20 или более первичных частиц, которые, как было определено, являются первичными частицами, потому что они появлялись как единичные массы без расщеплений в 100000-кратном изображении сканирующего электронного микроскопа, были измерены, и среднее было принято за диаметр первичной частицы. Когда диаметр первичной частицы был таким большим, что не мог быть определен в 100000-кратном изображении сканирующего электронного микроскопа, было выбрано изображение сканирующего электронного микроскопа различного усиления соответственно целям сравнения, и диаметр первичной частицы был определен таким образом.
Пример 1
Приготовление катализатора
Диаметр первичной частицы ZSM-5 порошка цеолита Н-типа с мольным соотношением окись кремния - окись алюминия 92 был 0,06 мкм, как измерено из изображения сканирующего электронного микроскопа, снятого при 100000-кратном усилении.
1,3 кг гексагидрата нитрата цинка и соль окиси алюминия смешали с 2 кг данного порошка цеолита с тем, чтобы получить отношение цеолит/окись алюминия равным 8/2. Смесь была смешана и перемешана с влагосодержанием, установленным по необходимости, и прессование было формовано до 1/16''×5 до 10 мм. Полученный прессованный катализатор был высушен в течение 12 часов при 120°C и затем обожжен в течение 6 часов при 500°C.
Затем полученный цинк-переносящий цеолитсодержащий прессованный катализатор был диспергирован в 1 н. водном растворе нитрата натрия (10 см3/г прессованного цеолита) и подвергнут 3 раза ионно-обменной обработке в течение 1 часа при комнатной температуре. Затем он был отфильтрован, промыт водой и высушен. После его диспергировали в 0,1 н. водном растворе нитрата серебра (10 см3/г прессованного цеолита) и подвергли ионно-обменной обработке в течение 2 часов при комнатной температуре. Затем он был отфильтрован, промыт водой и высушен с целью получения катализатора А.
Содержание Ag в катализаторе А, как было измерено флуоресцентным рентгенографическим анализом, составляло 1,80% по массе исходя из 100% по массе катализатора А. Скорость ионного обмена катионов серебра по отношению к обменным центрам цеолита была установлена равной 66%.
Обработка паром
100 г катализатора А было упаковано в трубчатый реактор Хастеллоя с внутренним диаметром 27,2 мм, нагрето до 650°C в потоке азота при атмосферном давлении и затем обработано паром в течение 3 часов в условиях скорости потока пара 218 г/ч, скорости потока азота 220 нл/ч для того, чтобы получить катализатор А-1. Была проведена похожая паровая обработка, но с продолжительностью 10 часов для получения катализатора А-2.
Испытание каталитической реакции циклизации
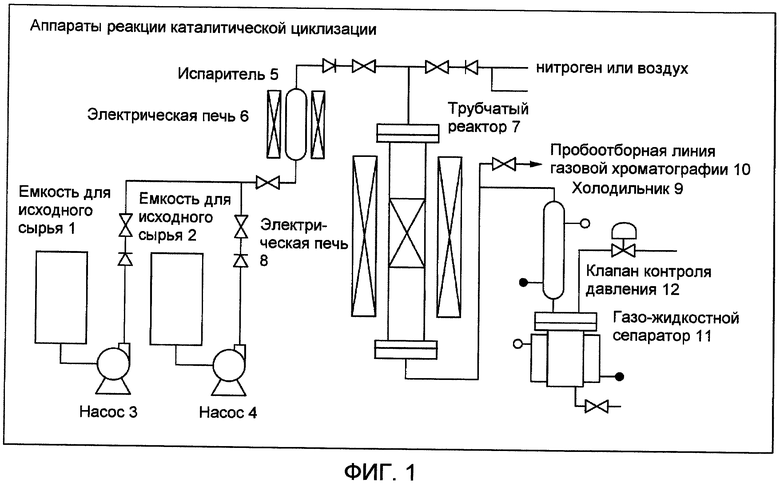
Каталитическая реакция циклизации была проведена с использованием реакционных аппаратов, показанных на фиг.1, и смешанное сырье, имеющее весовое соотношение н-гексан/1-гексен, равное 1/1. 60 г катализатора А-1 было упаковано в реактор Хастеллоя 7, имеющий внутренний диаметр 27,2 мм. Исходное сырье было смешано в емкости для сырья 1 и подано в реактор насосом 3 при скорости подачи 300 г/ч до того, как было упарено в испарителе 5. Температура реакционного слоя катализатора контролировалась на уровне 515°C посредством электропечи 8. Выходящий из реактора газ был охлажден в холодильнике 9 и разделен на газ и жидкость в газожидкостном сепараторе 11, и газовая компонента была выпущена из системы через клапан контроля давления 12. Давление 0,5 МПа/Г поддерживалось внутри системы посредством клапана контроля давления 12. Систему также нагревали сетевым электронагревателем для того, чтобы поддерживать газообразную фазу до пробоотборной линии газовой хроматографии 10 на выходе реактора с тем, чтобы все выходящие из реактора компоненты могли быть отобраны и проанализированы в качестве газообразной фазы.
Заданное время после подачи сырья было инициировано, продукт реакции был напрямую введен с выхода реактора на газовую хроматографию (ТКД, ФИД детектор), и был проанализирован состав.
Условия для анализа методом газовой хроматографии были следующие.
Устройство: Shimadzu GC-17A
Колонна: Supelco (U.S.) SPB-1 заказная капилляр-колонка (внутренний диаметр 0,25 мм, длина 60 м, толщина пленки 3,0 мкм)
Объем отбираемого газа: 1 мл (пробоотборная линия поддерживается при 200÷300°C)
Температурная программа: поддерживали в течение 12 минут при 40°C, затем увеличили до 200°C при 5°C/мин, после поддерживали в течение 22 минут при 200°C
Индекс разведения: 200:1
Скорость потока газа-носителя (азота): 120 мл/мин
ФИД детектор: Давление подачи воздуха 50 кПа (около 500 мл/мин), давление подачи водорода 60 кПА (около 50 мл/мин)
Метод измерения: ТКД детектор и ФИД детектор были соединены в линию, водород и С1 и С2 углеводороды были определены ТКД детектором, и С3+ углеводороды были определены ФИД детектором. После 10 минут от начала анализа выход детектора был переключен с ТКД на ФИД.
Продукт реакции был проанализирован в установленном порядке до тех пор, пока была проведена реакция непрерывно в течение 48 часов. Похожую реакцию провели, используя катализатор А-2.
Устойчивость катализатора к ухудшению регенерации была определена по числовому значению, полученному из следующей формулы (1), которая показывает уменьшение активности в зависимости от времени пропаривания. Таким образом, активность в начале реакции была заменена в методе, представленном в вышеупомянутом Патентном Документе 2, оценкой через изменения в количестве поглощения пиридина.
Результаты представлены в таблице 1 и на фиг.2.
Показатель ухудшения регенерации
где
В = константа скорости начальной реакции К(2) при 10 ч паровой обработки;
А = константа скорости начальной реакции К(2) при 3 ч паровой обработки;
К(2): константа скорости реакции при 2 ч (начальная активность);
К (константа скорости первичной реакции на основе гексана) = WHSV×Ln (1/(1-conv/100)).
Устойчивость катализатора к закоксованности была определена по константе скорости закоксовывания D, которая была определена по следующей формуле (2):
где
D: константа скорости закоксовывания;
К(48): константа скорости реакции при 48 ч;
К(2): константа скорости реакции при 2 ч (начальная активность);
t: время реакции (ч).
Общеизвестно, что мелкодисперсные цеолиты имеют неустойчивые кристаллические структуры и низкую гидротермическую устойчивость, но как можно видеть из данного примера и из представленных ниже Сравнительных примеров 1 и 2, несмотря на содержание мелкодисперсного цеолита цеолитсодержащий прессованный катализатор в соответствии с настоящим изобретением имеет чрезвычайно хорошую гидротермическую устойчивость и высокоустойчив к ухудшению регенерации. В соответствии с настоящим изобретением цеолитсодержащий прессованный катализатор также проявляет сильную активность каталитической циклизации несмотря на содержание несколько высокого соотношения окись кремния - окись алюминия. Конечно, это обусловлено малой потерей активности даже после паровой предварительной обработки, которая необходима для контроля закоксовывания.
Сравнительный пример 1
ZSM-5 цеолит Н-типа был синтезирован способом, описанным в примере 1 спецификации Патентного Документа 2. Полученный цеолит имел мольное соотношение окись кремния - окись алюминия, равное 42. Порошок данного цеолита имел диаметр первичной частицы 1,54 мкм, как было измерено сканирующей электронной микроскопией при 15000-кратном усилении.
Н-ZSM-5 цеолитсодержащий прессованный катализатор, содержащий по массе 10% цинка, катализатор В, был получен теми же методами, как в Примере 1.
Катализатор В был подвергнут паровой обработке по тем же методам, что и в Примере 1, с целью получения обработанного в течение 3 часов катализатора (В-1) и обработанного в течение 10 часов катализатора (В-2).
Реакции были проведены тем же образом, что и проверка реакции каталитической циклизации Примера 1, но используя катализаторы В-1 и В-2. Результаты представлены в таблице 1 и на фиг.2.
Из Сравнительного примера 1 видно, что с обычно применяемой системой цеолита Н-типа, даже если цеолит (в дальнейшем просто именуемый как «цеолит Патентного документа 2») имеет физические свойства, установленные в изобретении Патентного документа 2, гидротермическая устойчивость намного меньше, чем с катализатором по данному изобретению. То есть следует, что при применении цеолита Патентного документа 2 постоянное ухудшение (ухудшение регенерации), вероятно, развивается со временем в ходе промышленного использования. Кроме того, диаметр частицы цеолита Патентного документа 2 больше, чем диаметр первичной частицы цеолита, использованного в цеолитсодержащем прессованном катализаторе в соответствии с настоящим изобретением, и вследствие этого скорость износа вследствие осаждения углеродистого материала в ходе реакции (закоксованность) происходит намного быстрее, чем с цеолитсодержащим прессованным катализатором в соответствии с настоящим изобретением.
Сравнительный пример 2
Na-ионный обмен и Ag-ионный обмен катализатора В были проведены по тем же методикам ионного обмена, как в Примере 1, для получения катализатора С. Содержание Ag в катализаторе С составило 1,87% по массе исходя из 100% по массе катализатора С.
Катализатор С был обработан паром, как в Примере 1, чтобы получить обработанный в течение 3 часов катализатор (С-1) и обработанный в течение 10 часов катализатор (С-2).
Реакции были проведены тем же способом, что и проверка реакции каталитической циклизации Примера 1, но используя катализаторы С-1 и С-2. Результаты представлены в таблице 1 и на фиг.2.
Из Сравнительного примера 2 видно, что в сравнении с катализатором Н-типа гидротермическая устойчивость в значительной степени улучшена путем использования цеолита Патентного документа 2 с нанесенным на него серебром путем ионного обмена. Однако закоксованность, тем не менее, значительно больше, чем с катализатором по данному изобретению.
Пример 2
Приготовление катализатора
1,25 кг гексагидрата нитрата цинка и соль окиси алюминия смешали с 3 кг порошка ZSM-5 цеолита Н-типа с мольным отношением окись кремния - окись алюминия 92, который был использован в Примере 1, с тем, чтобы получить отношение цеолит/окись алюминия равным 9/1 (7,5% по массе как цинк по отношению к цеолитсодержащему прессованному катализатору). Смесь была смешана и перемешана с влагосодержанием, установленным по необходимости, и прессование было формовано до 1/16''×5 до 10 мм. Полученный прессованный катализатор был высушен в течение 12 часов при 120°C и затем обожжен в течение 6 часов при 500°C для того, чтобы получить цинк-переносящий цеолитсодержащий прессованный катализатор.
Затем 1 кг полученного цинк-переносящего цеолитсодержащего прессованного катализатора был погружен в водный раствор нитрата серебра, содержащий 30 г нитрата серебра, растворенного в 500 г ионообменной воды, и влага затем была отогнана на роторном испарителе при температуре бани 60°C и давлении 55 Торр. Высушенный прессованный катализатор был собран, высушен в течение 5 часов при 120°C и обожжен в течение 15 часов при 500°C, чтобы получить катализатор D.
1,25 кг гексагидрата нитрата цинка, 120 г нитрата серебра и соли окиси алюминия смешали с 3 кг порошка ZSM-5 цеолита Н-типа с мольным отношением окись кремния - окись алюминия 92, который был использован в Примере 1, с тем, чтобы получить отношение цеолит/окись алюминия равным 9/1. Смесь была смешана и перемешана с влагосодержанием, установленным по необходимости, и прессование было формовано до 1/16''×5 до 10 мм. Полученный прессованный катализатор был высушен в течение 12 часов при 120°C и затем обожжен в течение 15 часов при 500°C, чтобы получить катализатор Е.
Содержания Ag в катализаторах D и E, как было измерено флуоресцентным рентгеноструктурным анализом, составили 1,85 и 1,95% по массе соответственно исходя из 100% по массе катализаторов D и E, тогда как содержания цинка составили 7,32 и 7,22% по массе соответственно.
Катализаторы D и E были также измельчены и превращены в порошок, добавлены к 1 моль/л водному раствору нитрата серебра и перемешаны в течение 3 часов при 60°C. Твердые вещества были отфильтрованы, содержания Ag в растворах были измерены на ИСП спектрометре, и, как было найдено на основании данных измерений, концентрации Ag катализаторов D и E составили 1,75 и 1,88% по массе соответственно. Это показывает, что при способах получения данных примеров серебро содержится в центрах обмена цеолита в форме катионов.
Паровая обработка
Катализаторы D и E были обработаны паром в течение 3 часов при 650°C по тому же методу, как в Примере 1, для получения Катализаторов D-1 и E-1.
Испытания реакции каталитической циклизации
Испытания реакции каталитической циклизации были проведены, как в Примере 1, за исключением того, что объем упаковки катализатора был 10 г, интенсивность подачи сырья была 150 г/ч, и время реакции составило 36 часов. Результаты испытаний реакции, проведенной с использованием Катализатора А-1, Катализатора D-1 и Катализатора E-1, представлены в таблице 2.
Пример 3
Испытание реакции каталитической циклизации было проведено с катализатором А-1 (68 г) с использованием такой же аппаратуры, как в Примере 1.
Для исходного материала легкоуглеводородного сырья С4 фракция и С5 фракция, приведенные в таблице 3, были поданы насосами 3 и 4 из емкостей для исходного сырья 1 и 2 соответственно, смешаны и использованы. Весовое отношение С4 фракции к С5 фракции составило 4:6. Весовое отношение ненасыщенных углеводородов к насыщенным углеводородам в смешанном легкоуглеводородном сырье составило 47,8/52,2. Скорость подачи исходного сырья была 168 г/ч (WHSV=2,8).
Температура реакции была 515°C, реакционное давление 0,5 МПа/г и время реакции 72 часа.
После завершения реакции катализатор был регенерирован следующими процедурами в качестве способа восстановления катализатора. Азот был замещен, так как катализатор был нагрет до 420°C в течение 2 часов, и разреженный азот с концентрацией кислорода 1% был затем замещен, чтобы инициировать регенерацию. Концентрации СО и СО2 отходящего газа отслеживались, так как температура и концентрация кислорода постепенно увеличивались, и азот был замещен, как только концентрация отходящего СО2 была равна или ниже предела обнаружения при конечной концентрации кислорода 5% и температуре 550°C, завершая способ восстановления катализатора. Время, требуемое для процесса восстановления катализатора, составляло от 20 до 24 часов. Этот цикл из 72 часов реакции с последующими 20÷24 часами регенерации был повторен 10 раз в непрерывном режиме.
Результаты представлены на фиг.3.
Видно, что при применении цеолитсодержащего прессованного катализатора в соответствии с настоящим изобретением три дня непрерывного способа могут быть проведены без затруднения и без отрицательно сказывающегося ухудшения, количество углеродистого материала, который вырабатывается в ходе реакции, может быть удалено в однодневном способе регенерации катализатора, и начальная активность катализатора не уменьшается при повторении реакции 10 раз.
Пример 4
Диаметр первичной частицы порошка ZSM-5 цеолита Н-типа с мольным отношением окись кремния - окись алюминия 83 составил 0,13 мкм, как было измерено сканирующим электронным микроскопом при 100000-кратном увеличении.
1,3 кг гексагидрата нитрата цинка и соль окиси алюминия смешали с 2 кг данного порошка цеолита с тем, чтобы получить отношение цеолит/окись алюминия равным 8/2. Смесь была смешана и перемешана с влагосодержанием, установленным по необходимости, и прессование было формовано до 1/16''×5 до 10 мм. Полученный прессованный катализатор был высушен в течение 12 часов при 120°C и затем обожжен в течение 6 часов при 500°C.
Полученный цинк-переносящий цеолитсодержащий прессованный катализатор был диспергирован в 1 н. водном растворе нитрата натрия (10 см3/г прессованного цеолита) и подвергнут 3 раза ионно-обменной обработке в течение 1 часа при комнатной температуре. Затем он был отфильтрован, промыт водой и высушен. После его диспергировали в 0,1 н. водном растворе нитрата серебра (10 см3/г прессованного цеолита) и подвергли ионно-обменной обработке в течение 2 часов при комнатной температуре. Затем он был отфильтрован, промыт водой и высушен с целью получения катализатора F.
Содержание Ag в катализаторе F, как было измерено флуоресцентным рентгенографическим анализом, составляло 1,80% по массе исходя из 100% по массе катализатора D.
Паровая обработка
100 г катализатора F было упаковано в трубчатый реактор Хастеллоя с внутренним диаметром 27,2 мм, нагрето до 650°C в потоке азота при атмосферном давлении и затем обработано паром в течение 3 часов в условиях скорости потока пара 218 г/ч, скорости потока азота 220 нл/ч для того, чтобы получить катализатор F-1.
Испытание реакции каталитической циклизации
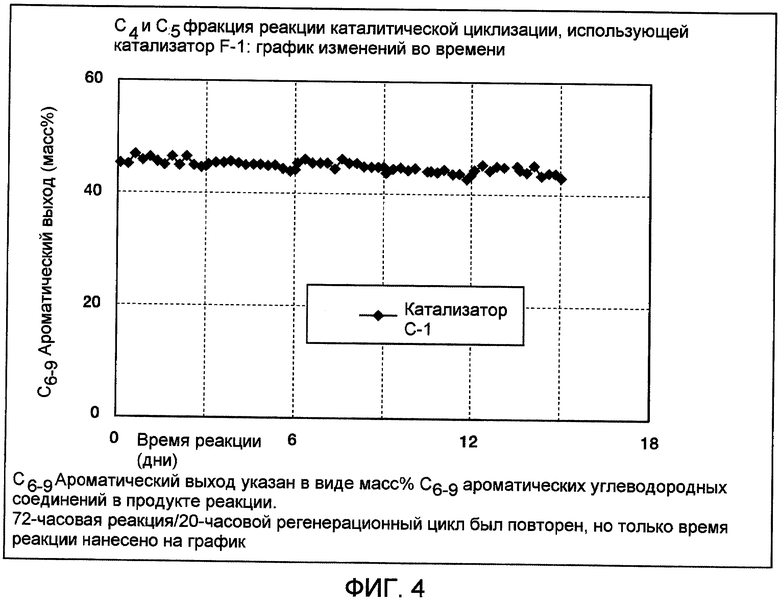
Испытание реакции каталитической циклизации было проведено, как в Примере 2, но используя F-1 в качестве катализатора. 72-часовой реакционный цикл был повторен пять раз. Результаты представлены на фиг.4.
Сравнительный пример 3
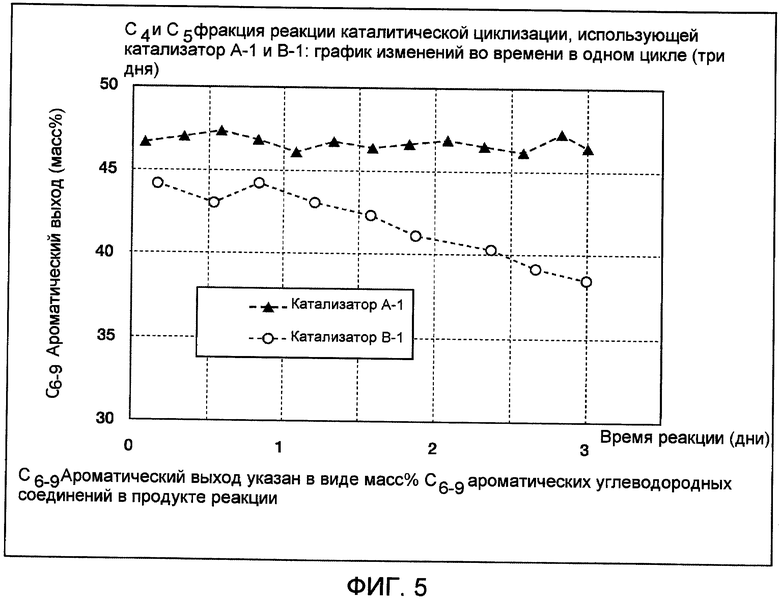
Только один цикл испытания реакции каталитической циклизации был проведен, как в Примере 2, но используя В-1 в качестве катализатора. Результаты представлены на фиг.5 вместе с результатами Примера 2, и видно, что выход немного ниже, тогда как закоксованность больше.
Исходя из Примеров 2 и 3 и этого сравнительного примера цеолитсодержащий прессованный катализатор в способе по данному изобретению обеспечивает гораздо лучшую гидротермическую устойчивость в мелкодисперсном цеолите, чем обычно представленные катализаторы цеолита Н-типа. Следовательно, возможно существенно контролировать традиционные проблемы ухудшения регенерации и закоксованности, так что ароматические углеводородные соединения могут производиться стабильно и с высоким выходом в течение длительного времени.
(ч-1)
С69:
реакции на основе гексана
C:
А = константа скорости начальной реакции K(2) при 3 ч паровой обработки
K(2): константа скорости реакции при 2 часах (начальная активность)
t: время реакции (ч)
Промышленная применимость
Ароматические углеводородные соединения могут стабильно производиться в течение длительного времени и с высоким выходом при использовании цеолитсодержащего прессованного катализатора в соответствии с настоящим изобретением, который является цеолитсодержащим прессованным катализатором для использования в способе производства ароматических углеводородных соединений методом каталитической циклизации из легкоуглеводородного сырья, чтобы получить ароматические углеводородные соединения путем введения во взаимодействие легкоуглеводородного сырья с цеолитсодержащим прессованным катализатором в реакторе. Такое установившееся производство с высоким выходом в течение длительного времени может быть достигнуто простым методом, потому что цеолитсодержащий прессованный катализатор, используемый в способе в соответствии с настоящим изобретением, высокоустойчив как к закоксовыванию, так и к ухудшению регенерации. Эти особенности чрезвычайно полезны для промышленного применения в производстве ароматических углеводородных соединений.
Краткое описание чертежей
Фиг.1 - схема аппаратов испытания реакции каталитической циклизации, использованных в примере настоящего изобретения.
Фиг.2 - график, показывающий изменения в реакции с течением времени в Примере 1 настоящего изобретения и в Сравнительных примерах 1 и 2.
Фиг.3 - график, показывающий изменения в реакции с течением времени в Примере 3 настоящего изобретения.
Фиг.4 - график, показывающий изменения в реакции с течением времени в Примере 4 настоящего изобретения.
Фиг.5 - график, показывающий изменения в реакции с течением времени в Примере 3 настоящего изобретения и в Сравнительном примере 3.
Используя 20 г порошка цеолита ZSM-5 Н-типа с мольным соотношением окись кремния - окись алюминия 92, аналогично Примеру 1 готовят золь окиси алюминия так, чтобы получить отношение цеолит/окись алюминия, равное 8/2 (для чего используют 5 г окиси алюминия).
Для получения катализаторов G, Н и I применяют нитраты меди, галлия и палладия соответственно. Спрессованные катализаторы сушат и прокаливают в условиях, аналогичных условиям термомеханической обработки Примера 1. Далее на полученные таким образом катализаторы методом ионообмена наносят серебро так, как это описано в Примере 1. Результаты анализа соответствующих металлсодержащих составов катализаторов G, Н и I даны в нижеследующей таблице 5.
Приготовленные таким образом катализаторы G, Н и I подвергают обработке паром в течение 3 часов в условиях скорости потока пара 218 г/ч, скорости потока азота 220 нл/ч, а также в течение 10 часов аналогично примеру 1, получая два вида катализаторов.
Далее проводят каталитическую реакцию циклизации с использованием реакционных аппаратов, аналогичных использованным в примере 1. Результаты показаны в нижеследующей таблице 6
Приведенные результаты ясно показывают, что не только катализаторы, использующие цинк в качестве металла группы IIB, но также и катализаторы, содержащие медь (группа IB), галлий (группа IIB) и палладий (Группа VIII), обеспечивают уменьшение закоксовывания и разрушения при восстановлении катализатора, что является преимуществом настоящего изобретения.
Выход ароматики С69: доля ароматических углеводородных соединений С6-9 в продукте реакции, мас.%
Константа скорости реакции первого порядка по гексану: K=WHSV×ln(1/(1-conv/100))
Индекс С разрушения при восстановлении: С=(1/В2-1/А2)×100, где В - исходная константа скорости при 10 ч обработки паром K(2), А - исходная константа скорости реакции при 3 ч обработки паром K(2)
Константа скорости закоксовывания D: K(48)/K(2)=exp(-D×t), где K(48) - константа скорости реакции для 48 ч, K(2) - константа скорости реакции для 2 ч (исходная активность), t - время реакции (ч)
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ АРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ | 1995 |
|
RU2118634C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЭТИЛЕНА И ПРОПИЛЕНА | 2006 |
|
RU2377231C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОПИЛЕНА И АРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ И УСТАНОВКА ДЛЯ ИХ ПОЛУЧЕНИЯ | 2007 |
|
RU2394803C2 |
| Способ риформинга бензиновых фракций | 2018 |
|
RU2672882C1 |
| Способ получения высокооктановых бензиновых фракций и ароматических углеводородов | 2019 |
|
RU2704006C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЭТИЛЕНА И ПРОПИЛЕНА | 2006 |
|
RU2433111C2 |
| КАТАЛИЗАТОР ДЛЯ ПРЕОБРАЗОВАНИЯ УГЛЕВОДОРОДОВ И СПОСОБ ПОЛУЧЕНИЯ НИЗШИХ ОЛЕФИНОВ И МОНОЦИКЛИЧЕСКИХ АРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ | 1995 |
|
RU2133639C1 |
| СПОСОБ КОНВЕРТИРОВАНИЯ АРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ | 1996 |
|
RU2148573C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВЫХ БЕНЗИНОВЫХ ФРАКЦИЙ И АРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ | 2001 |
|
RU2186089C1 |
| КАТАЛИТИЧЕСКАЯ СИСТЕМА ДЛЯ НИЗКОТЕМПЕРАТУРНОГО РИФОРМИНГА БЕНЗИНОВОЙ ФРАКЦИИ, НЕ ПРОШЕДШЕЙ СЕРООЧИСТКУ | 2021 |
|
RU2776952C1 |

Изобретение относится к способу получения ароматических углеводородных соединений из легких углеводородов посредством каталитической реакции циклизации и к катализатору для ее использования. Представлен цеолитсодержащий прессованный катализатор для использования в способе производства ароматических углеводородных соединений методом каталитической циклизации из легкоуглеводородного сырья, в котором цеолит, содержащийся в цеолитсодержащем прессованном катализаторе, удовлетворяет следующим условиям: (а) цеолит является цеолитом со средним диаметром пор от 5 до 6,5 Å; (б) цеолит имеет диаметр первичной частицы в ряду от 0,02 до 0,25 мкм; и (в) цеолит содержит, по крайней мере, один металлический элемент, выбранный из группы, состоящей из металлов, принадлежащих к IB группе периодической системы, в виде соответствующих катионов, и где цеолитсодержащий прессованный катализатор включает в себя, по меньшей мере, один элемент, выбранный из группы, состоящей из элементов, принадлежащих к IB, IIB, IIIB и VIII группам периодической системы. Техническим результатом является снижение закоксовываемости и ухудшения регенерации катализатора. 2 н. и 4 з.п. ф-лы, 6 табл., 5 ил.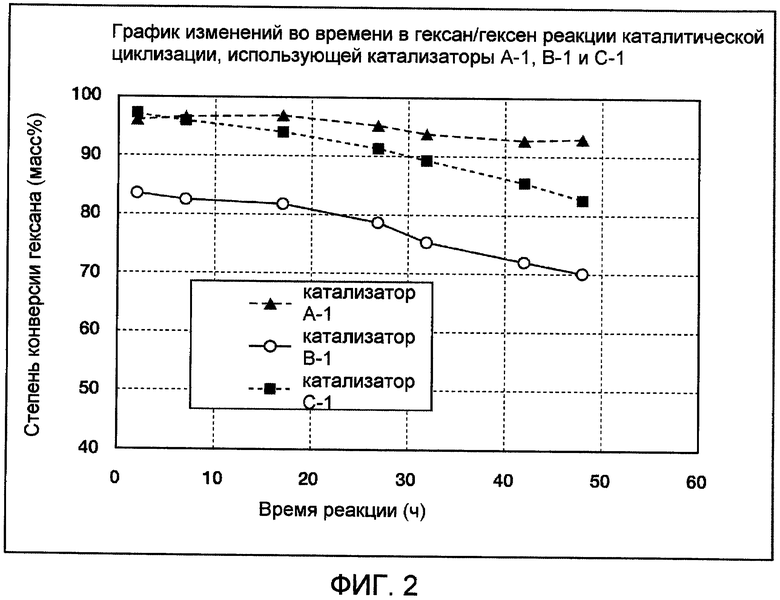
1. Цеолитсодержащий прессованный катализатор для использования в способе производства ароматических углеводородных соединений методом каталитической циклизации из легкоуглеводородного сырья, в котором цеолит, содержащийся в цеолитсодержащемся прессованном катализаторе, удовлетворяет следующим условиям:
(а) цеолит является цеолитом со средним диаметром пор от 5 до 6,5 Å;
(б) цеолит имеет диаметр первичной частицы в ряду от 0,02 до 0,25 мкм; и
(в) цеолит содержит, по крайней мере, один металлический элемент, выбранный из группы, состоящей из металлов, принадлежащих к IB группе Периодической системы, в виде соответствующих катионов, и где цеолитсодержащий прессованный катализатор включает в себя, по меньшей мере, один элемент, выбранный из группы, состоящей из элементов, принадлежащих к IB, IIB, IIIB и VIII группам Периодической системы.
2. Катализатор по п.1, в котором цеолит содержит серебро.
3. Катализатор по п.1 или 2, где цеолит является MFI цеолитом.
4. Катализатор по п.1 или 2, где цеолитсодержащий прессованный катализатор является термически обработанным при 500°С или выше в присутствии пара перед взаимодействием с легкоуглеводородным сырьем.
5. Способ для производства ароматического углеводородного соединения, включающий приведение во взаимодействие легкоуглеводородного сырья с цеолитсодержащим прессованным катализатором по любому из пп.1-4.
6. Способ по п.5, в котором используемый в способе реактор является адиабатическим реактором с неподвижным слоем.
| КАТАЛИЗАТОР ДЛЯ ПРЕОБРАЗОВАНИЯ УГЛЕВОДОРОДОВ И СПОСОБ ПОЛУЧЕНИЯ НИЗШИХ ОЛЕФИНОВ И МОНОЦИКЛИЧЕСКИХ АРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ | 1995 |
|
RU2133639C1 |
| US 5268162 A, 07.12.1993 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ крашения тканей | 1922 |
|
SU62A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| СПОСОБ ПОЛУЧЕНИЯ КАТАЛИЗАТОРА ДЛЯ ПРЕВРАЩЕНИЯ АЛИФАТИЧЕСКИХ УГЛЕВОДОРОДОВ C - C В ВЫСОКООКТАНОВЫЙ БЕНЗИН ИЛИ АРОМАТИЧЕСКИЕ УГЛЕВОДОРОДЫ | 1998 |
|
RU2144847C1 |
| КАТАЛИЗАТОР ДЛЯ АРОМАТИЗАЦИИ УГЛЕВОДОРОДОВ C-C | 1990 |
|
SU1714836A1 |

