Область техники
Изобретение относится к устройству для вакуумной обработки паром, подходящему для выполнения соответствующей обработки (вакуумной обработки паром), в ходе которой обрабатываемый объект нагревают в технологической камере, а также вызывают испарение металлического испаряющегося материала в испарительной камере, и это приводит к осаждению атомов испарившегося металла на поверхность обрабатываемого объекта, имеющего заранее определенную температуру, и сцеплению этих атомов с упомянутой поверхностью за счет адгезии, в результате чего возникает металлическая пленка; и в ходе которого, кроме того, если обрабатываемый объект имеет кристаллическую структуру, это приводит к диффузии атомов металла по межзеренным границам одновременно с их сцеплением за счет адгезии с поверхностью обрабатываемого объекта.
Уровень техники
Этот тип устройства для вакуумной обработки паром используется, чтобы улучшить магнитные свойства, например, спеченного магнита из Nd-Fe-B (или на основе системы Nd-Fe-B), и известно одно из таких устройств, состоящее из герметично закрытой емкости, изготовленной из стеклянной трубки, и электрической печи. В этом устройстве для вакуумной обработки паром в смешанном состоянии внутри герметично закрытой емкости находятся обрабатываемый объект, представляющий собой спеченный магнит из Nd-Fe-B, и металлический испаряющийся материал, представляющий собой редкоземельный металл, выбираемый из группы, состоящей из Yb, Eu, Sm. Давление в емкости понижают до заранее определенного уровня при помощи вакуумного насоса или тому подобного, и емкость изолируют. После чего указанные выше материалы помещают в электрическую печь и нагревают (например, до 500°С) во время вращения этой герметично закрытой емкости.
Как только герметично закрытая емкость нагрелась, металл испаряется, в результате чего возникает атмосфера металлических паров внутри герметично закрытой емкости. Атомы металла из атмосферы металлических паров сцепляются за счет адгезии со спеченным магнитом, который нагрет фактически до той же температуры. В дополнение к этому, как результат диффузии сцепленных атомов металла в межзеренные граничные фазы спеченного магнита, атомы металла равномерным образом проникают в требуемом количестве в поверхность спеченного магнита и межзеренные граничные фазы, за счет чего повышаются или восстанавливаются намагниченность и коэрцитивная сила (патентный документ 1 и патентный документ 2).
Патентный документ 1: JP-A-2002-105503 (см. например, Фиг.1 и Фиг.2).
Патентный документ 2: JP-A-2004-296973 (см., например, Формулу изобретения).
Сущность изобретения
Проблемы, решаемые изобретением
Между прочим, как описано выше, если выполняют обработку, в ходе которой для улучшения магнитных свойств спеченного магнита вызывают сцепление атомов металла за счет адгезии с поверхностью спеченного магнита как обрабатываемого объекта, а также вызывают диффузию этих атомов по межзеренным границам, то температура, до которой нужно нагреть герметично закрытую емкость, управляя работой электрической печи, определяется температурой нагрева спеченного магнита, то есть обрабатываемого объекта. В описанном выше устройстве, так как металлический испаряющийся материал и обрабатываемый объект находятся в виде смеси друг с другом, то металлический испаряющийся материал также нагревается фактически до той же температуры. Поэтому количество атомов металла, находящихся в атмосфере металлических паров, которые перемещаются к обрабатываемому объекту, определяется давлением паров при рассматриваемой температуре. Таким образом, существует проблема, заключающаяся в том, что нельзя управлять количеством атомов металла, находящихся в атмосфере металлических паров, которые перемещаются к обрабатываемому объекту.
В дополнение к этому, чтобы нанести атомы металла в требуемом количестве фактически на всю поверхность спеченного магнита, требуется приводной механизм, вызывающий вращение герметично закрытой емкости. Как результат, конструкция устройства усложняется и повышаются затраты. Более того, так как металлический испаряющийся материал и обрабатываемый объект находятся в смешанном состоянии, существует недостаток, заключающийся в том, что металлический испаряющийся материал, который расплавлен, непосредственно соединяется за счет адгезии с обрабатываемым объектом.
Таким образом, с учетом описанной выше ситуации, задачей этого изобретения является предложить устройство для вакуумной обработки паром, в котором можно регулировать количество атомов испарившегося металла, транспортируемых к обрабатываемому объекту, и которое имеет простую конструкцию.
Средства решения проблемы
Чтобы решить указанные выше проблемы, устройство для вакуумной обработки паром, соответствующее настоящему изобретению, содержит: вакуумную камеру, выполненную с возможностью поддержания внутри нее заранее определенного давления; технологический сосуд и испарительный сосуд, причем обе эти емкости расположены в вакуумной камере на расстоянии друг от друга и сообщаются между собой; и средство нагрева, выполненное с возможностью нагревать технологический сосуд и испарительный сосуд в состоянии, когда в технологическом сосуде расположен обрабатываемый объект, а в испарительном сосуде расположен металлический испаряющийся материал. Технологический сосуд и испарительный сосуд, соответственно, нагревают при помощи средства нагрева, чтобы таким образом вызвать испарение металлического испаряющегося материала при одновременном повышении температуры обрабатываемого объекта до заранее определенного уровня, в результате чего атомы испарившегося металла перемещаются к поверхности обрабатываемого объекта, находящегося в технологическом сосуде.
Согласно настоящему изобретению, обрабатываемый объект устанавливают в нужном положении в технологическом сосуде, а металлический испаряющийся материал устанавливают в нужном положении в испарительном сосуде, соответственно. Средство нагрева приводят в действие при сниженном давлении в вакуумной камере, чтобы таким образом нагреть технологический сосуд и испарительный сосуд, соответственно. Когда металлический испаряющийся материал достигает заранее определенной температуры при определенном давлении, этот материал начинает испаряться. В этом случае, так как обрабатываемый объект и металлический испаряющийся материал находятся в отдельных емкостях, то, даже если обрабатываемый объект представляет собой спеченный магнит, а металлический испаряющийся материал представляет собой редкоземельный металл, отсутствует возможность непосредственного сцепления расплавленного редкоземельного металла за счет адгезии со спеченным магнитом, у которого расплавилась богатая Nd фаза, находящаяся на его поверхности.
Затем атомы металла, испарившиеся в испарительном сосуде, поступают в технологический сосуд и перемещаются в направлении обрабатываемого объекта по прямой или по множеству направлений за счет повторяющихся столкновений внутри технологического сосуда, в результате чего оседают на обрабатываемый объект и сцепляются с ним за счет адгезии. Если обрабатываемый объект имеет кристаллическую структуру, то атомы металла, сцепленные за счет адгезии с поверхностью обрабатываемого объекта, который нагрет до заранее определенной температуры, диффундируют по межзеренным границам. В то же время, так как сосуды разделены на технологический сосуд, в котором расположен обрабатываемый объект, и испарительный сосуд, в котором расположен металлический испаряющийся материал, то становится возможным независимый нагрев обрабатываемого объекта и металлического испаряющегося материала. Вне зависимости от температуры нагрева обрабатываемого объекта испарительный сосуд можно нагревать до произвольной температуры, чтобы изменить давление паров в испарительном сосуде, за счет чего можно регулировать количество атомов испарившегося металла, транспортируемых к обрабатываемому объекту.
Если испарительный сосуд снабжен лотком, который выполнен с возможностью размещения в нем металлического испаряющегося материала, это дополнительно улучшает возможности регулирования количества атомов испарившегося металла, транспортируемых к обрабатываемому объекту.
Далее, если на открытой верхней поверхности лотка или в соединительном канале между технологическим сосудом и испарительным сосудом установлена регулирующая пластина, которая регулирует количество атомов испарившегося металла, транспортируемых в технологический сосуд, то количество транспортируемого металлического испаряющегося материала, который испарился, определяется следующим образом: если регулирующая пластина не установлена - площадью отверстия на верхней поверхности лотка, если же регулирующая пластина установлена, то количество атомов металла, достигших технологической камеры, через эту регулирующую пластину, уменьшается, за счет чего можно регулировать количество металлического испаряющегося материала, транспортируемого к обрабатываемому объекту. В этом случае площадь отверстия на верхней поверхности лотка может быть увеличена или уменьшена, чтобы таким образом увеличить или уменьшить степень испарения металлического испаряющегося материала при определенной температуре. В дополнение к этому, можно изменять площадь поперечного сечения соединительного канала между технологическим сосудом и испарительным сосудом, чтобы таким образом увеличить или уменьшить количество атомов металла, достигших технологического сосуда через этот соединительный канал.
В предпочтительном случае технологический сосуд представляет собой первый коробчатый корпус, содержащий коробчатую часть, верхняя поверхность которого открыта, и часть-крышку, которая с возможностью снятия установлена на открытой верхней поверхности коробчатой части. Первую коробчатую часть можно устанавливать в вакуумную камеру или извлекать из этой камеры, и давление во внутреннем пространстве первой коробчатой части снижается до заранее определенного уровня вместе со снижением давления в вакуумной камере. Согласно этой схеме, нет необходимости в отдельном средстве вакуумирования, используемом для снижения давления в технологическом сосуде, что приводит к уменьшению затрат. Кроме того, например, после прекращения испарения металлического испаряющегося материала, можно дополнительно снизить давление внутри технологического сосуда без извлечения этого сосуда. В дополнение к этому, при применении такой конфигурации, при которой можно установить в вакуумную камеру или извлечь из этой камеры технологический сосуд, содержащий обрабатываемый объект, исчезает необходимость в снабжении вакуумной камеры механизмом и т.п., предназначенным для установки в коробчатый корпус или извлечения из него обрабатываемого объекта, что приводит к упрощению конструкции устройства в целом. В этом случае, если конфигурация такова, что внутрь вакуумной камеры помещают множество коробчатых корпусов, чтобы сделать возможным одновременное выполнение обработки, то это отвечает требованиям массового производства.
В этом случае, если конфигурация такова, что обеспечена несущая решетка, которая выполнена с возможностью установки на ней обрабатываемого объекта на заранее определенной высоте от дна технологического сосуда, и что несущая решетка создана путем установки, например, множества прямолинейных проволочных стержней, то атомы металла, испарившиеся в испарительном сосуде, поступают фактически на всю поверхность обрабатываемого объекта либо по прямой, либо по множеству направлений за счет повторяющихся столкновений. Поэтому нет необходимости в механизме вращения и т.п., предназначенном для вращения обрабатываемого объекта. В результате можно успешным образом упростить конструкцию устройства.
С другой стороны, в предпочтительном случае испарительный сосуд представляет собой второй коробчатый корпус, содержащий коробчатую часть, верхняя сторона которого открыта, и часть-крышку, которая с возможностью снятия установлена на открытой верхней поверхности коробчатой части. Вторую коробчатую часть можно устанавливать в вакуумную камеру или извлекать из этой камеры, и давление во внутреннем пространстве второй коробчатой части снижается до заранее определенного уровня вместе со снижением давления в вакуумной камере.
При реализации такого принципа, что технологический сосуд, испарительный сосуд и средство нагрева изготовлены из материала, который не вступает в реакцию с металлическим испаряющимся материалом, или имеют, по меньшей мере, на их поверхности футеровочную пленку, изготовленную из материала, который не вступает в реакцию с металлическим испаряющимся материалом, можно успешным образом предотвратить попадание атомов других металлов в атмосферу металлических паров. Кроме того, облегчается извлечение неиспользованного металлического испаряющегося материала. Это особенно выгодно, если в металлическом испаряющемся материале содержатся Dy или Tb, запас которых как природного ресурса ограничен, и нельзя ожидать снабжения ими в устойчивом режиме.
Если обрабатываемый объект представляет собой спеченный магнит из железа - бора - редкоземельного элемента, а металлический испаряющийся материал содержит, по меньшей мере, одно из следующего: Dy и Tb, то количество испарившегося Dy и Tb, транспортируемых к спеченному магниту, регулируют таким образом, чтобы атомы металла могли сцепляться за счет адгезии с поверхностью спеченного магнита. Можно успешным образом провести диффузию сцепленных атомов металла в межзеренную граничную фазу спеченного магнита перед тем, как на поверхности этого магнита образуется тонкая пленка из Dy, Tb.
Преимущества от применения изобретения
Как описано выше, при использовании устройства для вакуумной обработки паром, соответствующего настоящему изобретению, можно обеспечить преимущество, заключающееся в том, что оно имеет простую конструкцию и можно регулировать количество атомов испарившегося металла, транспортируемых к обрабатываемому объекту.
Предпочтительный вариант реализации изобретения
На Фиг.1 и 2 ссылочным номером 1 обозначено устройство для вакуумной обработки паром, соответствующее настоящему изобретению. Устройство 1 для вакуумной обработки паром имеет вакуумную камеру 12, давление в которой можно снизить до заранее определенного уровня (например, 1×10-5 Па) и удерживать на этом уровне при помощи средства 11 вакуумирования, такого как турбомолекулярный насос, крионасос, насос с направляющим аппаратом и т.п. В вакуумной камере 12 технологический сосуд 2 и испарительный сосуд 3 расположены друг над другом на одной вертикали. Технологический сосуд 2 и испарительный сосуд 3 сообщаются друг с другом через соединительный канал 4. Обрабатываемый объект S и металлический испаряющийся материал V, которые должны быть выбраны подходящим образом в зависимости от требуемого технологического процесса, расположены, соответственно, в технологическом сосуде 2 и испарительном сосуде 3. Атомы металла, испарившиеся в испарительном сосуде 3, могут поступать к обрабатываемому объекту S, находящемуся внутри технологического сосуда 2, через соединительный канал 4.
Технологический сосуд 2 представляет собой первый коробчатый корпус, состоящий из коробчатой части 21, представляющей собой прямоугольный параллелепипед, верхняя поверхность которого оставлена открытой, и части-крышки 22, выполненной с возможностью прикрепления на верхней поверхности коробчатой части 21 и снятия с этой коробчатой части. Технологический сосуд 2 может быть установлен в вакуумную камеру 12 и извлечен из этой камеры. По краю части-крышки 22 создан фланец 22а, который загнут вниз и проходит по всему периметру. Когда часть-крышку 22 устанавливают на верхней поверхности коробчатой части 21, фланец 22а садится по внешней поверхности стенок этой коробчатой части 21 (в этом случае не предусмотрено вакуумное уплотнение, например, из металла), чтобы таким образом создать технологическую камеру 20, которая изолирована от вакуумной камеры 12. Когда давление в вакуумной камере 12 снижают до заранее определенного уровня (например, 1×10-5 Па) за счет использования средства 11 вакуумирования, давление в технологической камере 20 снижается до уровня, который выше приблизительно на половину разряда (например, 5×10-4 Па).
Объем технологической камеры 20 задается таким образом, чтобы, принимая во внимание средний путь свободного пробега металлического испаряющегося материала V, атомы испарившегося металла могли двигаться к обрабатываемому объекту S по прямой или по множеству направлений после повторяющихся столкновений. Толщина стенок коробчатой части 21 и части-крышки 22 задается таким образом, чтобы они не подвергались термической деформации при нагреве средством нагрева, которое будет описано ниже.
Внутри технологической камеры 20 создана несущая решетка 21а, которая изготовлена путем установки множества прямолинейных проволочных стержней (например, с диаметром от 0,1 до 10 мм) в сетчатую конструкцию, находящуюся на заранее определенной высоте от поверхности дна. На этой несущей решетке 21а можно разместить множество обрабатываемых объектов S. Согласно этой конфигурации, атомы металла, испарившиеся внутри испарительного сосуда 3, расположенного ниже технологического сосуда 2, поступают через соединительный канал 4 фактически на всю поверхность обрабатываемого объекта либо по прямой, либо по множеству направлений за счет повторяющихся столкновений. Поэтому нет необходимости вращать сам коробчатый корпус 2 или обрабатываемый объект S, находящийся внутри этого корпуса 2.
С другой стороны, испарительный сосуд 3 представляет собой второй коробчатый корпус, выполненный в виде прямоугольного параллелепипеда. Второй коробчатый корпус 3 может быть установлен в вакуумную камеру 12 или извлечен из этой камеры, и образует испарительную камеру 30, которая изолирована от вакуумной камеры 12. На верхней поверхности второго коробчатого корпуса 3 выполнено круглое отверстие 31. Цилиндрический соединительный канал 4, связанный с испарительный камерой 30, выполнен как ее неотъемлемая часть таким образом, чтобы проходить в направлении вверх, в то же время, являясь элементом, образующим внешнюю границу отверстия 31. На поверхности дна первого коробчатого корпуса 2 выполнено круглое отверстие 2а. Когда первый коробчатый корпус 2 и второй коробчатый корпус 3 устанавливают в заранее определенном положении внутри вакуумной камеры 12, поверхность верхнего края соединительного канала 4 приходит в контакт с нижней поверхностью коробчатого корпуса 2 и, кроме того, отверстие 2а совмещается с отверстием открытого верхнего конца соединительного канала 4, в результате чего возникает связь между технологической камерой 20 и испарительной камерой 30. Другими словами, возникает пространство, которое связывает технологическую камеру 20 с испарительной камерой 30 посредством соединительного канала 4 и которое изолировано от вакуумной камеры 12. Согласно этой конфигурации, испарительную камеру 30 вакуумируют через технологическую камеру 20, когда давление в вакуумной камере 12 снижают при помощи средства 11 вакуумирования. В результате давление в технологической камере 20 и испарительной камере 30 снижается до уровня, который выше уровня давления в вакуумной камере 12 на половину разряда.
Далее, испарительная камера 30 снабжена лотком 51, имеющим несплошное поперечное сечение, в результате чего в нем можно удерживать металлический испаряющийся материал V в виде гранул или в сыпучей форме. На открытой верхней поверхности лотка 51 с возможностью снятия установлен корпус крышки 52, по всей поверхности которой выполнено множество отверстий 52а одинакового диаметра. Этот корпус крышки 52 служит регулирующей пластиной, которая регулирует количество атомов испарившегося металла, транспортируемых в технологическую камеру 20 через соединительный канал 4. Согласно этой конфигурации, когда корпус крышки 52 не установлен, степень испарения металлического испаряющегося материала определяется площадью отверстия на верхней поверхности лотка 51. Когда корпус крышки 52 установлен, количество атомов металла, достигающих технологической камеры 20 с проходом через корпус крышки 52, уменьшается, за счет чего можно регулировать количество металлического испаряющегося материала V, транспортируемое к обрабатываемому объекту S. В этом случае, конфигурация также может быть таковой, чтобы за счет увеличения или уменьшения площади отверстия на верхней поверхности лотка 51 можно было увеличивать или уменьшать степень испарения при одной и той же температуре. Кроме того, путем изменения суммарной площади отверстий 52а по отношению к площади поверхности корпуса крышки 52, также можно увеличивать или уменьшать количество атомов металла, достигающих технологической камеры 20 с проходом через этот корпус крышки 52.
Если первый и второй коробчатые корпуса 2, 3 изготовлены из материала на основе Al2O3, который, как правило, обычно применяется в вакуумном устройстве, а металлическим испаряющимся материалом V являются Dy и Tb, то существует вероятность того, что испарившиеся Dy и Tb будут реагировать с Al2O3 с образованием продуктов реакции на поверхности этих коробчатых корпусов, и что атомы Al будут попадать в атмосферу металлических паров. Поэтому каждое из первого и второго коробчатых корпусов 2, 3, соединительный канал 4 и лоток 51 (включая корпус крышки 52) изготавливают, например, из Mo, W, V, Ta или их сплавов (включая сплав Mo с добавлением редкоземельных элементов, сплав Mo с добавлением Ti и т.п.), CaO, Y2O3 или оксидов редкоземельных элементов, либо указанные элементы устройства могут представлять собой конструкцию, в которой эти материалы образуют пленку в виде внутренней футеровки на поверхности другого материала, обеспечивающего тепловую изоляцию. При такой схеме можно предотвратить попадание атомов других металлов в атмосферу металлических паров и, в дополнение к этому, облегчается извлечение неиспользованного металлического испаряющегося материала V, сцепленного за счет адгезии с поверхностями, например, коробчатых корпусов 2, 3. Материал прямолинейных проволочных стержней, образующих несущую решетку 21а внутри первого коробчатого корпуса 2, также представляет собой материал, который не вступает в реакцию с металлическим испаряющимся материалом.
Вакуумная камера 12 снабжена двумя средствами 6а, 6b нагрева, которые независимо могут нагревать каждое из первого и второго коробчатых корпусов 2, 3. Средства нагрева 6а, 6b имеют одинаковую конфигурацию, например, установлены таким образом, что каждое из первого и второго коробчатых корпусов 2, 3 заключены внутри средства нагрева, эти средства нагрева снабжены материалом на основе Mo, обеспечивающим тепловую изоляцию, имеют с внутренней стороны отражающую поверхность и содержат электрический нагреватель из нитей накала на основе Mo. Первое и второе коробчатые корпуса 2, 3 нагревают в условиях сниженного давления при помощи соответствующего средства 6а, 6b нагрева, при этом через эти коробчатые корпуса 2, 3 происходит косвенный нагрев технологической камеры 20 и испарительной камеры 30, за счет чего внутреннее пространство технологической камеры 20 и испарительной камеры 30 можно нагревать фактически равномерным образом.
В результате при нагреве технологической камеры 20 с использованием одного из средств нагрева 6а, обрабатываемый объект S нагревается до заранее определенной температуры и эта температура поддерживается. Испарительную камеру 30 нагревают при помощи другого средством нагрева 6b, чтобы таким образом вызвать испарение металлического испаряющегося материала V. Атомы испарившегося металла перемещаются к поверхности обрабатываемого объекта S, который расположен внутри технологической камеры 20, что вызывает их сцепление за счет адгезии с этой поверхностью, в результате чего образуется металлическая пленка. Кроме того, если обрабатываемый объект имеет кристаллическую структуру, то в одно время со сцеплением за счет адгезии с поверхностью обрабатываемого объекта может происходить диффузия атомов металла в межзеренные граничные фазы.
Если металлический испаряющийся материал V испаряется, то в связи с тем, что, например, первый коробчатый корпус 2 имеет такую конструкцию (фактически герметично закрытую), при которой с верхней поверхности коробчатой части 21 установлена часть-крышка 22, существует вероятность, что часть испарившихся атомов выходит за пределы коробчатого корпуса 2 через зазор между коробчатой частью 21 и частью-крышкой 22. Однако, так как изолирующий материал, из которого изготовлено средство 3 нагрева, расположенный таким образом, что он окружает коробчатый корпус 2 с внешней стороны, также представляет собой материал, который не вступает в реакцию с металлическим испаряющимся материалом V, то во внутреннем пространстве вакуумной камеры 12 не накапливаются загрязнения и облегчается извлечение неиспользованного металлического испаряющегося материала.
Кроме того, вакуумная камера 12 снабжена средством ввода газа (не показано), которое позволяет вводить инертный газ, такой как Ar и т.п. Это средство ввода газа выполняет операцию вакуумирования в течение заранее определенного периода времени и, после прекращения работы каждого из средств 6а, 6b нагрева, вводится газ Ar под давлением, например, 10 кПа, который, таким образом, прекращает испарение металлического испаряющегося материала V внутри второго коробчатого корпуса 3.
После прекращения испарения металлического испаряющегося материала V давление в вакуумной камере 12 снижают при помощи средства 11 вакуумирования, в результате чего давление в технологической камере 20 и испарительной камере 30 снижается до уровня, который выше уровня давления в вакуумной камере 12 на половину разряда. Как результат, после прекращения испарения металлического испаряющегося материала V давление в технологической камере 20 можно снизить до заранее определенного уровня, не извлекая каждый из первого и второго коробчатых корпусов 2, 3. В дополнение к этому, так как первый коробчатый корпус 2 состоит из коробчатой части 21 и части-крышки 22, то упрощается также конструкция коробчатого корпуса 2 в целом, и при удалении части-крышки 22 его верхняя поверхность остается открытой, в результате чего также облегчаются установка обрабатываемого объекта S в коробчатый корпус 2 и его извлечение из этого коробчатого корпуса. Более нет необходимости в механизме и т.п. для установки обрабатываемого объекта S в коробчатый корпус 2 и его извлечения из этого коробчатого корпуса внутри вакуумной камеры 12. Как следствие, можно упростить конструкцию в целом устройства 1 для вакуумной обработки паром. В дополнение к этому, если обеспечена возможность размещения множества наборов из первого и второго коробчатых корпусов, то одновременно можно работать с большим количеством обрабатываемых объектов S, что позволяет достичь высокой производительности. Кроме того, до сих пор рассматривался пример, в котором средство 3 нагрева установлено внутри вакуумной камеры 12. Однако приемлем любой другой вариант до тех пор, пока обеспечивается нагрев коробчатого корпуса 2 до заранее определенной температуры, и данное средство нагрева может быть установлено снаружи вакуумной камеры 12.
В приведенном варианте реализации настоящего изобретения рассмотрен пример, в котором внутри второго коробчатого корпуса 3, образующего испарительный сосуд 3, установлен лоток 51 и предусмотрен корпус крышки 52, выполняющий функцию регулировочной пластины. Но, не ограничиваясь этим, металлический испаряющийся материал V можно размещать на дне второго коробчатого корпуса 3. С другой стороны, также может быть использована такая конфигурация, при которой в соединительном канале 4 установлена регулирующая пластина, в которой выполнено множество отверстий, чтобы регулировать количество атомов испарившегося металла, поступающих в технологическую камеру 20.
Кроме того, в приведенном варианте реализации настоящего изобретения рассмотрен пример, в котором соединительный канал 4 выполнен как неотъемлемая часть второго коробчатого корпуса. Но, не ограничиваясь этим, испарительный сосуд 3 может состоять, как и описанный выше технологический сосуд 2, из коробчатой части и части-крышки, в результате чего металлический испаряющийся материал V можно размещать в нужном положении, когда снята упомянутая часть-крышка. Далее, в приведенном варианте реализации настоящего изобретения рассмотрен пример такой конфигурации, когда технологический сосуд 2 и испарительный сосуд 3 расположены друг над другом на одной вертикали. Размещение внутри вакуумной камеры 12 этим не ограничивается, испарительный сосуд 2 может также быть установлен с прикреплением его к вакуумной камере.
Теперь со ссылкой на Фиг.1 - Фиг.3 будет описана обработка, выполняемая для улучшения магнитных свойств и повышения коэрцитивной силы спеченного магнита S при помощи вакуумной обработки паром с использованием описанного выше устройства 1 для вакуумной обработки паром. Спеченный магнит S из Nd-Fe-B при помощи известного способа изготавливают следующим образом. А именно, Fe, B и Nd смешивают в заранее определенном соотношении, чтобы получить элемент из сплава, имеющий толщину 0,05-0,5 мм, при помощи известного способа литья полосы. С другой стороны, при помощи известного способа центробежного литья можно получить элемент из сплава, имеющий толщину приблизительно 5 мм. Во время подготовки состава в него может быть добавлено небольшое количество Cu, Zr, Dy, Tb, Al или Ga. После этого изготовленный из сплава элемент сначала измельчают с использованием известного способа измельчения с использованием водорода, а затем превращают в порошок при помощи струйной мельницы.
Затем, после формования с получением заранее определенной геометрии, например, прямоугольного параллелепипеда или цилиндра, в форме при использовании ориентирования в магнитном поле, выполняют спекание в заранее определенных условиях, чтобы получить описанный выше спеченный магнит. На каждом этапе процесса изготовления спеченного магнита S можно оптимизировать соответствующие условия таким образом, чтобы средний диаметр зерна спеченного магнита S находился в диапазоне 1-5 мкм или 7-20 мкм.
Если средний диаметр зерна превышает 7 мкм, то в связи с тем, что увеличивается сила, вызывающая вращение зерен во время возникновения магнитного поля, повышается степень ориентирования и дополнительно уменьшается площадь поверхности границ зерна, и можно эффективным образом провести диффузию, по меньшей мере, одного из следующего: Dy и Tb и, таким образом, получить постоянный магнит М, имеющий необычайно высокую коэрцитивную силу. Если средний диаметр зерна превышает 25 мкм, чрезмерно увеличивается число границ у зерен, включая разную ориентацию границ в одном зерне, и ухудшается степень ориентирования, в результате чего, соответственно, уменьшаются максимальное энергетическое произведение, остаточная магнитная индукция и коэрцитивная сила.
С другой стороны, если средний диаметр зерна меньше 5 мкм, увеличивается число однодоменных зерен и, как результат, может быть получен постоянный магнит, имеющий очень высокую коэрцитивную силу. Если средний диаметр зерна меньше 1 мкм, то в связи с тем, что граница зерна уменьшается и усложняется, время, необходимое для прохождения диффузии, должно быть увеличено чрезвычайным образом и поэтому ухудшается производительность. Что касается спеченного магнита S, то чем меньше содержание кислорода, тем больше скорость диффузии Dy и Tb в межзеренные граничные фазы. Поэтому содержание кислорода в самом спеченном магните S может составлять менее 3000 частей на миллион (ppm - parts per million), предпочтительно менее 2000 частей на миллион, и наиболее предпочтительно менее 1000 частей на миллион.
Затем спеченный магнит S, изготовленный при помощи описанного выше способа, размещают на несущей решетке 21а коробчатой части 21, и в лотке 51 второго коробчатого корпуса 3 размещают Dy, являющийся металлическим испаряющимся материалом V. Затем второй коробчатый корпус 3 располагают в заранее определенном положении, т.е. в том, когда оно заключено внутри средства 6b нагрева в вакуумной камере 12. И первый коробчатый корпус 2 при установленной на открытой верхней поверхности коробчатой части 21 части-крышке 22 располагают в заранее определенном положении, т.е. в том, когда оно заключено внутри средства 6а нагрева в вакуумной камере 12 (как результат, спеченный магнит S и металлический испаряющийся материал V расположены отдельно друг от друга внутри вакуумной камеры 12, см. Фиг.1).
Затем, в вакуумной камере 12 снижают давление до заранее определенного уровня (например, 1×10-4 Па) при помощи средства 11 вакуумирования (давление в технологической камере 20 и испарительной камере 30 снижается до уровня, который выше на половину разряда). После того, как давление в вакуумной камере 12 достигло заранее определенного уровня, приводят в действие средства 6а, 6b нагрева, чтобы нагреть технологическую камеру 20 и испарительную камеру 30. Когда спеченный магнит S, находящийся внутри технологической камеры 20, нагрелся до заранее определенной температуры, и эта температура поддерживается, а с другой стороны, температура внутри испарительной камеры 20 достигла заранее определенного уровня при сниженном давлении, Dy, находящийся в лотке 51, начинает испаряться. Когда Dy начинает испаряться, то в связи с тем, что спеченный магнит S расположен на расстоянии от Dy, отсутствует возможность непосредственного сцепления расплавленного Dy за счет адгезии со спеченным магнитом S, на поверхности которого расплавилась фаза, богатая Nd. Испарившиеся атомы Dy перемещаются во внутреннее пространство технологической камеры 20 через соединительный канал 4 и внутри этой камеры 20 - к поверхности спеченного магнита S, имеющей заранее определенную температуру, либо по прямой, либо по множеству направлений за счет повторяющихся столкновений, и сцепляются с этой поверхностью за счет адгезии. Сцепленный Dy диффундирует в межзеренные граничные фазы спеченного магнита S, в результате чего получают постоянный магнит М.
В этом случае средством 6а нагрева управляют таким образом, чтобы температура внутри технологической камеры 20 и, следовательно, температура спеченного магнита S находились в диапазоне 800 - 1100°С. Если температура в технологической камере 20 (и, следовательно, температура нагрева спеченного магнита S) ниже 800°С, скорость диффузии атомов Dy, сцепленных за счет адгезии с поверхностью спеченного магнита, в межзеренные граничные фазы снижается. Таким образом, существует вероятность того, что атомы Dy не смогут распределиться равномерным образом в межзеренных граничных фазах спеченного магнита S перед образованием тонкой пленки на поверхности этого магнита. С другой стороны, при температуре, превышающей 1100°С, существует вероятность того, что произойдет диффузия избыточного количества атомов Dy в межзеренные граничные фазы. Если Dy диффундирует в межзеренные граничные фазы, намагниченность на границах зерен может в значительной степени снизиться и, как результат, еще сильнее снизится максимальное энергетическое произведение и остаточная магнитная индукция.
Кроме того, средством 6b нагрева управляют таким образом, чтобы температура внутри испарительной камеры 30 и, следовательно, температура металлического испаряющегося материала находились в диапазоне 800-1200ºС (давление паров Dy будет составлять приблизительно 1×10-3 - 5 Па). Если температура металлического испаряющегося материала ниже 800ºС, не будет достигаться давление паров, при котором атомы Dy и Tb могут быть транспортированы к поверхности спеченного магнита S, чтобы провести диффузию Dy и Tb в межзеренные граничные фазы с целью их равномерного проникновения. С другой стороны, при температуре, превышающей 1200ºС, давление паров металлического испаряющегося материала становится настолько высоким, что испарившиеся атомы Dy в чрезмерном количестве будут поступать к поверхности спеченного магнита S и, как результат, на поверхности спеченного магнита будет образовываться тонкая пленка, состоящая из металлического испаряющегося материала. В дополнение к этому, чтобы уменьшить количество атомов Dy, поступающих в технологическую камеру 20, на верхней поверхности лотка 51 установлен корпус крышки 52.
Это позволяет сдерживать интенсивность перемещения атомов Dy в направлении спеченного магнита S благодаря снижению давления паров, а также степени испарения Dy, а также позволяет увеличить скорость диффузии благодаря нагреву спеченного магнита S в заранее определенном диапазоне температуры при поддержании среднего диаметра зерна спеченного магнита S в пределах заранее определенного диапазона. Соответственно, можно эффективным и равномерным образом реализовать диффузию и проникновение атомов Dy, сцепленных с поверхностью спеченного магнита S, в межзеренные граничные фазы этого магнита перед тем, как они осядут на поверхность спеченного магнита S и образуют слой Dy (тонкую пленку) (см. Фиг.3). Как результат, можно предотвратить ухудшение качества поверхности постоянного магнита М, а также ограничить чрезмерную диффузию Dy по межзеренным границам поблизости от поверхности спеченного магнита. В результате наличия фазы, богатой Dy (фазы, содержащей Dy в диапазоне 5 - 80%), в межзеренных граничных фазах и, кроме того, в результате диффузии Dy только в зону поблизости от поверхности зерен, можно эффективным образом улучшить или восстановить магнитные свойства и коэрцитивную силу и, таким образом, получить постоянный магнит М, изготовление которого будет характеризоваться превосходным уровнем производительности без необходимости выполнения какой-либо финишной обработки.
Между прочим, после изготовления описанного выше спеченного магнита S возникают ситуации, когда его обрабатывают, чтобы получить требуемую форму, при помощи электроэрозионного оборудования и т.п. При этом из-за указанной обработки иногда возникают трещины в зернах, являющихся главной фазой, которые расположены на поверхности спеченного магнита, что приводит к заметному ухудшению магнитных свойств. С другой стороны, если выполняется описанное выше вакуумное испарение, то, благодаря образованию внутри трещин в зернах, находящихся поблизости от поверхности, фаз, богатых Dy, магнитные свойства и коэрцитивная сила восстанавливаются.
В дополнение к этому в обычный неодимовый магнит добавляют кобальт (Со), так как необходимо принять меры по предотвращению коррозии. Однако, благодаря наличию внутри трещин в зернах, находящихся поблизости от поверхности, и в межзеренных граничных фазах фазы, богатой Dy, которая имеет чрезвычайно высокую коррозионную стойкость и устойчивость против атмосферной коррозии по сравнению с Nd, можно получить постоянный магнит, имеющий чрезвычайно высокую коррозионную стойкость и устойчивость против атмосферной коррозии без использования Со. В случае диффузии Dy, который сцеплен за счет адгезии с поверхностью спеченного магнита, диффузия атомов Dy и Tb, сцепленных за счет адгезии с поверхностью спеченного магнита S, может происходить еще более эффективным образом, благодаря тому, что по межзеренным границам спеченного магнита S отсутствуют интерметаллидные соединения, содержащие Со.
И на заключительной стадии, после выполнения описанного выше процесса в течение заранее определенного периода времени (например, 4-48 часов), средства 6а, 6b нагрева отключают. В технологическую камеру 20 и испарительную камеру 30 при помощи средства ввода газа (не показано) вводят газ аргон (Ar) при 10 кПа, чтобы прекратить испарение металлического испаряющегося материала V. Затем температуру в технологической камере 20 сначала снижают до, например, 500ºС. После этого снова приводят в действие средство 6а нагрева и устанавливают температуру в технологической камере 20 в диапазоне 450-650ºС. Чтобы дополнительно повысить или восстановить коэрцитивную силу, выполняют термическую обработку для удаления напряжений в постоянном магните. И, наконец, после быстрого охлаждения фактически до комнатной температуры вакуумную камеру 12 вентилируют, и из этой вакуумной камеры 12 извлекают первый коробчатый корпус 2 и второй коробчатый корпус 3.
В приведенном варианте реализации настоящего изобретения рассмотрен пример использования Dy в качестве металлического испаряющегося материала V. Можно использовать Tb, имеющий низкое давление паров в диапазоне температур нагрева (900-1000ºС) спеченного магнита S, что позволяет увеличить оптимальную скорость диффузии. В ином случае можно использовать сплав из Dy и Tb. Если испаряющимся металлическим материалом V является Tb, то испарительную камеру 30 можно нагревать до температуры в диапазоне 900-1200ºС. При температуре ниже 900ºС нельзя достичь давления паров, позволяющего транспортировать атомы Tb к поверхности спеченного магнита S.
В приведенном варианте реализации настоящего изобретения рассмотрен пример применения устройства 1 для вакуумной обработки паром, в котором улучшают магнитные свойства спеченного магнита из Nd-Fe-B. Но, не ограничиваясь этим примером, устройство 1 для вакуумной обработки паром может использоваться при изготовлении, например, сверхтвердого материала, твердого материала и керамического материала.
Другими словами, сверхтвердый материал, твердый материал и керамический материал, получаемые при помощи способа порошковой металлургии, в основном, состоят из главной фазы и граничной фазы (фазы связки), которая становится жидкой фазой во время спекания. Жидкую фазу обычно получают путем измельчения всего ее количества в состоянии смешения с главной фазой, чтобы таким образом получить исходную смесь, затем исходную смесь формуют при помощи известного способа формования и, наконец, спекают. Если при изготовлении используют описанное выше устройство 1 для вакуумной обработки паром, то сначала измельчают только главную фазу (в этом случае, в ней может содержаться некоторая часть композиции жидкой фазы), чтобы получить исходную смесь, затем исходную смесь формуют при помощи известного способа формования, после чего наносят композицию жидкой фазы при помощи упомянутого устройства для вакуумной обработки паром перед спеканием, во время спекания, либо после спекания.
Согласно этой схеме, за счет последующего введения жидкой фазы в уже отформованную главную фазу можно получить фазовый состав со специфичным зерном, так как можно сократить время реакции с главной фазой, и при высокой концентрации возможны разделение смеси или выделение в межзеренной граничной фазе и т.п. Как результат, становится возможным изготавливать сверхтвердый материал, твердый материал и керамический материал, имеющие высокую механическую прочность, в частности, высокую ударную вязкость.
Например, чтобы получить исходную смесь, смешивают порошок SiC и порошок С (технический углерод) со средним размером частиц 0,5 мкм в молярном отношении 10:1. Затем исходную смесь формуют при помощи известного способа, чтобы получить формованное тело (главную фазу) заранее определенной формы. Затем это формованное тело, выбранное в качестве обрабатываемого объекта S, и металлический испаряющийся материал V, в качестве которого выбирают Si, помещают, соответственно, в первое и второе коробчатые корпуса 2, 3. Каждое из коробчатых корпусов 2, 3 размещают в таком положении, при котором они заключены в вакуумной камере 12 внутри средств 6а, 6b нагрева.
Затем давление в вакуумной камере 12 снижают при помощи средства 11 вакуумирования до тех пор, пока в этой вакуумной камере 12 не будет достигнут его заранее определенный уровень (например, 1×10-5 Па). Каждое из средств 6а, 6b нагрева приводят в действие, чтобы нагреть технологическую камеру 20 и испарительную камеру 30 до заранее определенной температуры (например, 1500-1600ºС). Когда температура в испарительной камере 30 достигла заранее определенного уровня при сниженном давлении, Si, находящийся в испарительной камере 30, начинает испаряться, и атомы Si поступают в технологическую камеру 20. Если это состояние поддерживается в течение заранее определенного периода времени (например, в течение 2 часов), вместе со спеканием главной фазы, представляющей собой формованное тело, наносится жидкая фаза, представляющая собой Si, в результате чего получают карбидокремниевую керамику.
Карбидокремниевая керамика, изготовленная при помощи описанного выше способа, обладает прочностью на изгиб, превышающей 1400 МПа, а ее трещиностойкость составляет 4 МПа·м3. В этом случае очевидно, что этот продукт обладает более высокой механической прочностью по сравнению с тем, который получен следующим образом: смешиванием порошка SiC и порошка С (технический углерод) со средним размером частиц 0,5 мкм при молярном отношении 10:2 для получения исходной смеси; формования исходной смеси при помощи известного способа; и последующего ее спекания для получения готового продукта (прочность на изгиб: 340 МПа, трещиностойкость 2,8 МПа·м3). Необходимо заметить, что механическая прочность, эквивалентная указанной выше, может также быть достигнута в случае, когда карбидокремниевую керамику получают следующим образом: путем спекания формованного тела в заранее определенных условиях (1600ºС, 2 часа) с последующим нанесением композиции из материала жидкой фазы, представляющего собой Si, с использованием устройства 1 для вакуумной обработки паром.
Пример 1
В качестве спеченного магнита из Nd-Fe-B использовали элемент в виде цилиндра (⌀ 40×10 мм), полученный в результате механической обработки, с составом 30Nd-1B-0,1Cu-2Co - остальное Fe, содержанием O2 в спеченном магните S, равным 500 частей на миллион, и средним диаметром зерна 3 мкм. В этом примере поверхность спеченного магнита S была подвергнута финишной обработке до получения шероховатости поверхности 100 мкм или менее с последующей очисткой травлением в кислоте и промывкой водой.
Затем было использовано устройство 1 для вакуумной обработки паром, и выполнение описанного выше способа вакуумной обработки паром привело к сцеплению атомов Dy за счет адгезии с поверхностью спеченного магнита S и их диффузии в межзеренные граничные фазы перед образованием тонкой пленки из Dy на поверхности спеченного магнита S, в результате чего был получен постоянный магнит М (вакуумная обработка паром). В этом случае спеченный магнит S был размещен на несущей решетке 21а в технологической камере 20, а в качестве металлического испаряющегося материала был использован Dy со степенью чистоты 99,9%, который общим весом 10 г в сыпучей форме был размещен на поверхности дна технологической камеры 20.
После чего давление в вакуумной камере было сначала снижено до 1×10-4 Па (давление в технологической камере составляло 5×10-3 Па) за счет приведения в действие средства вакуумирования, и при помощи средства 3 нагрева технологическая камера 20 нагревалась до температуры, составляющей 975ºС. После того как температура в технологической камере 20 достигла 975ºС, в течение 4 часов в этих условиях выполнялась вакуумная обработка паром.
Сравнительный пример
При помощи устройства для парового осаждения (VFR-200M, произведенное ULVAC Machinery Co., Ltd.), содержащего обычный нагреватель резистивного типа, с использованием пластины из Mo для спеченного магнита S, аналогичного использованному в Примере 1, был выполнен процесс образования тонкой пленки. В этом Сравнительном примере 1 в пластине из Мо был создан электрический ток 150 А, и, после размещения на этой пластине 4 г Dy и снижения в вакуумной камере давления до 1×10-3 Па, в течение 30 минут выполнялся процесс образования тонкой пленки.
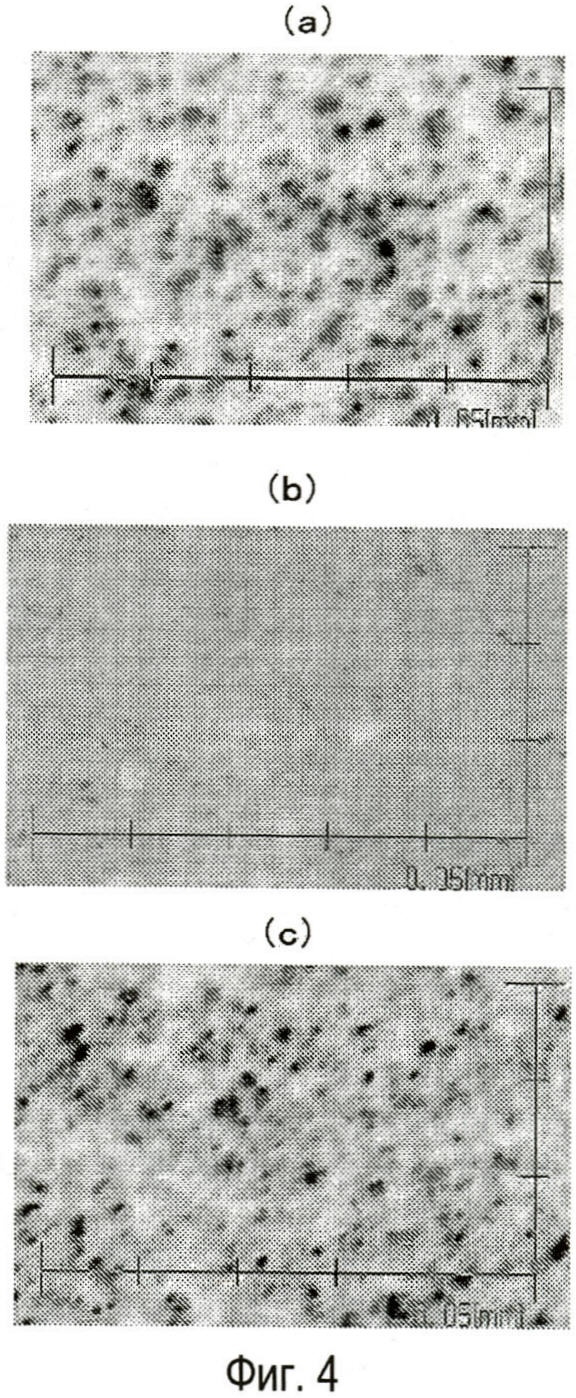
Фиг.4 представляет собой фотографию, демонстрирующую состояние поверхности постоянного магнита, полученного при выполнении описанной выше обработки, и Фиг.4(а) представляет собой фотографию спеченного магнита S с передней стороны (перед обработкой). На основе этой фотографии было обнаружено, что, хотя "перед обработкой" в спеченном магните S присутствуют черные участки, такие как пустоты от фазы, богатой Nd, являющейся межзеренной граничной фазой, или следы исчезновения зернистой структуры, эти черные участки исчезают, когда поверхность спеченного магнита покрывают слоем Dy (тонкой пленкой), как в Сравнительном примере 1 (см. Фиг.4(b)). В этом случае измеренное значение толщины слоя Dy (тонкой пленки) составляло 20 мкм. С другой стороны, для Примера 1 было обнаружено, что черные участки, такие как пустоты от фазы, богатой Nd, или следы исчезновения зернистой структуры присутствуют, и они фактически те же, что и на поверхности спеченного магнита S "перед обработкой". В дополнение к этому на основе изменения веса (см. Фиг.4(с)) было обнаружено, что Dy эффективным образом диффундировал в межзеренные граничные фазы перед образованием слоя Dy.
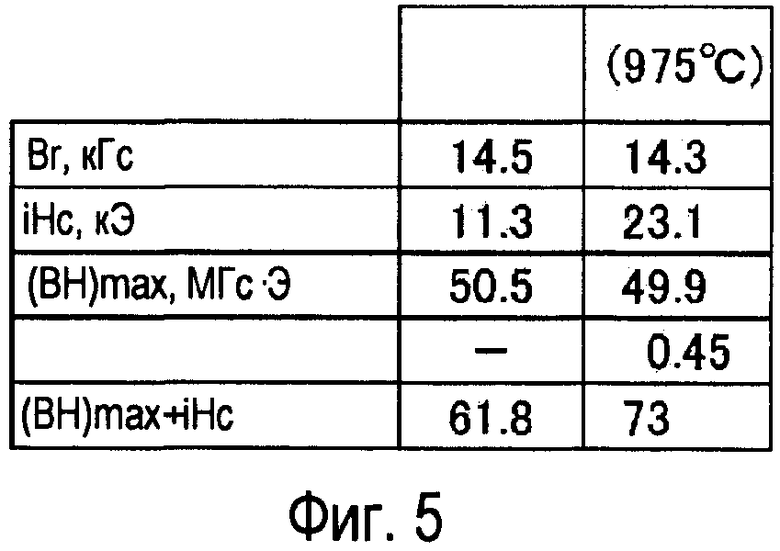
Фиг.5 представляет собой таблицу, в которой приведены магнитные свойства постоянного магнита М, полученного при описанных выше условиях. Магнитные свойства спеченного магнита S "перед обработкой" показаны в таблице как сравнительный пример. Согласно этой таблице, обнаружено, что постоянный магнит М, соответствующий Примеру 1, имеет максимальное энергетическое произведение, составляющее 49,9 МГс·Э, остаточную магнитную индукцию, составляющую 14,3 кГс, и коэрцитивную силу, составляющую 23,1 кЭ, и, таким образом, коэрцитивная сила (23,1 кЭ) значительно повысилась по сравнению с коэрцитивной силой (11,3 кЭ) спеченного магнита S перед вакуумным испарением.
Краткое описание чертежей
Фиг.1 - вид, схематично иллюстрирующий конструкцию устройства для вакуумной обработки, соответствующего настоящему изобретению.
Фиг.2 - общий вид лотка в увеличенном масштабе.
Фиг.3 - поперечное сечение постоянного магнита, изготовленного в соответствии с настоящим изобретением.
Фиг.4 представляет собой фотографию, на которой в увеличенном масштабе показана поверхность постоянного магнита, изготовленного в соответствии с настоящим изобретением.
Фиг.5 представляет собой таблицу, в которой приведены магнитные свойства постоянного магнита, изготовленного в соответствии с настоящим изобретением.
Описание ссылочных номеров
1 устройство для вакуумной обработки паром
12 вакуумная камера
2 коробчатый корпус (технологический сосуд)
20 технологическая камера
21 коробчатая часть
22 часть-крышка
3 коробчатый корпус (испарительный сосуд)
4 соединительный канал
5 средство нагрева
61 лоток испарительного сосуда
62 регулирующая пластина (корпус крышки)
S обрабатываемый объект
V металлический испаряющийся материал
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВАКУУМНОЙ ОБРАБОТКИ ПАРОМ | 2007 |
|
RU2449049C2 |
| ПОСТОЯННЫЙ МАГНИТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2453942C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОСТОЯННОГО МАГНИТА И ПОСТОЯННЫЙ МАГНИТ | 2008 |
|
RU2490745C2 |
| ИCПАРЯЮЩИЙСЯ МАТЕРИАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2490367C2 |
| ПОСТОЯННЫЙ МАГНИТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2445404C2 |
| СПОСОБ ПЕРЕРАБОТКИ ОТХОДОВ МАГНИТОВ | 2009 |
|
RU2446497C1 |
| ПОСТОЯННЫЙ МАГНИТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2458423C2 |
| ПОСТОЯННЫЙ МАГНИТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2427051C2 |
| ПОСТОЯННЫЙ МАГНИТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2423748C2 |
| ПОСТОЯННЫЙ МАГНИТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2454298C2 |


Изобретение относится к устройству для вакуумной обработки паром. Устройство содержит вакуумную камеру (12), выполненную с возможностью поддержания заранее определенного давления, технологический сосуд (2) и испарительный сосуд (3). Сосуды (2) и (3) установлены таким образом, чтобы они были изолированы от вакуумной камеры и сообщались друг с другом. Средство (6а, 6b) нагрева выполнено с возможностью нагревать технологический сосуд и испарительный сосуд в том состоянии, когда в технологическом сосуде расположен обрабатываемый объект (S), а в испарительном сосуде расположен металлический испаряющийся материал (V). Средство нагрева нагревает технологический сосуд и испарительный сосуд, чтобы вызвать испарение металлического испаряющегося материала при одновременном повышении температуры обрабатываемого объекта до заранее определенного уровня, в результате чего атомы испарившегося металла перемещаются к поверхности обрабатываемого объекта, находящегося в технологическом сосуде. Устройство имеет простую конструкцию и выполнено с возможностью регулирования количества атомов испарившегося металла, подаваемых к обрабатываемому объекту. 6 з.п. ф-лы, 5 ил., 1 пр.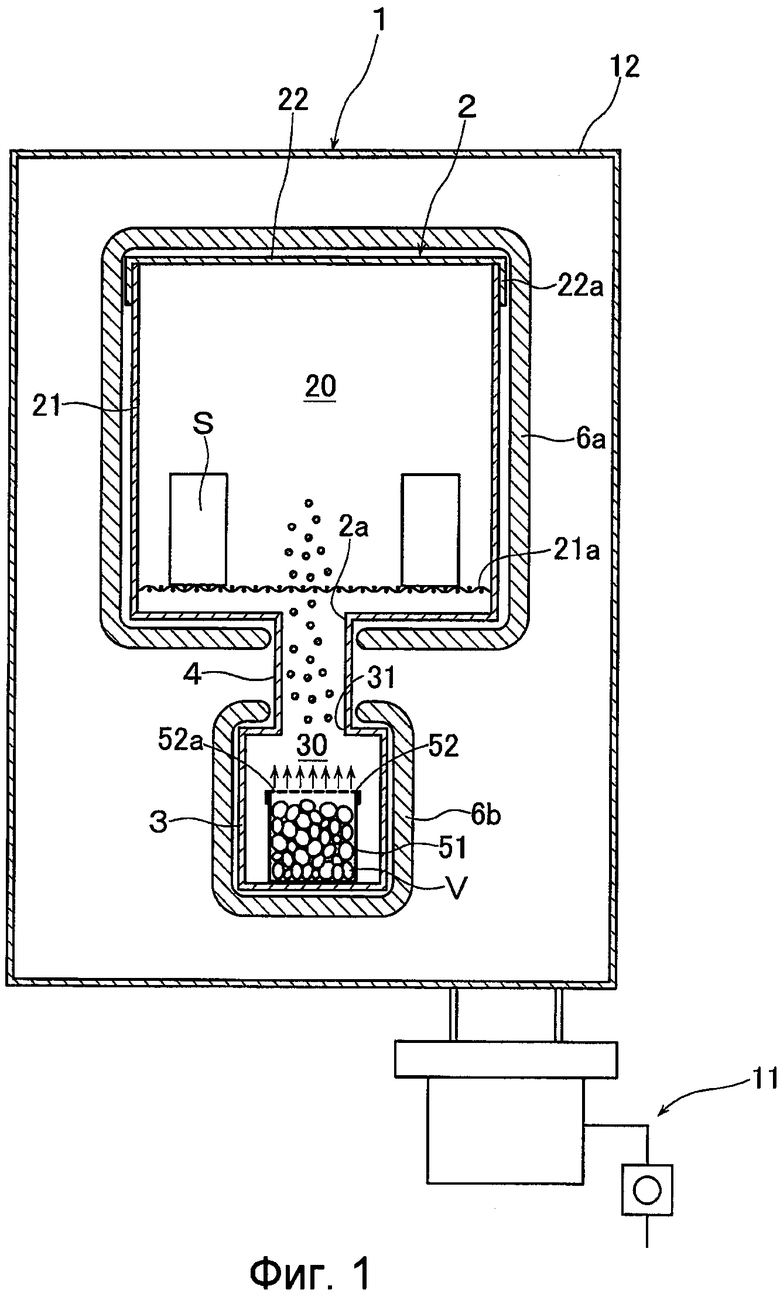
1. Устройство для вакуумной обработки паром, содержащее вакуумную камеру, выполненную с возможностью поддержания внутри нее заранее определенного давления, при этом вакуумная камера вмещает технологический сосуд и испарительный сосуд таким образом, что они изолированы от вакуумной камеры, причем технологический сосуд и испарительный сосуд сообщаются между собой через соединительный канал, при этом технологический сосуд имеет несущую решетку, которая выполнена с возможностью установки на ней обрабатываемого объекта на заранее определенной высоте от дна технологического сосуда, причем несущая решетка сделана путем размещения множества проволочных стержней, средство нагрева, выполненное с возможностью нагревать каждый из технологического сосуда и испарительного сосуда в состоянии, в котором обрабатываемый объект расположен в технологическом сосуде, и в котором металлический испаряющийся материал расположен в испарительном сосуде, причем технологический сосуд и испарительный сосуд соответственно нагревают при помощи средства нагрева, чтобы таким образом вызвать испарение металлического испаряющегося материала при одновременном повышении температуры обрабатываемого объекта до заранее определенной температуры, так что атомы испарившегося металла подаются к поверхности обрабатываемого объекта в технологическом сосуде.
2. Устройство для вакуумной обработки паром по п.1, в котором испарительный сосуд снабжен лотком, выполненным с возможностью размещения в нем металлического испаряющегося материала.
3. Устройство для вакуумной обработки паром по п.1, в котором на открытой верхней поверхности лотка или в соединительном канале между технологическим сосудом и испарительным сосудом установлена регулирующая пластина, которая регулирует количество атомов испарившегося металла, подаваемых в технологический сосуд.
4. Устройство для вакуумной обработки паром по п.1, в котором технологический сосуд представляет собой первый коробчатый корпус, содержащий коробчатую часть, верхняя поверхность которой открыта, и часть-крышку, которая с возможностью снятия установлена на открытой верхней поверхности коробчатой части, причем первая коробчатая часть может помещаться в или извлекаться из вакуумной камеры, и причем давление во внутреннем пространстве первой коробчатой части снижается до заранее определенного давления вместе со снижением давления в вакуумной камере.
5. Устройство для вакуумной обработки паром по п.1, в котором испарительный сосуд представляет собой второй коробчатый корпус, содержащий коробчатую часть, верхняя поверхность которой открыта, и часть-крышку, которая с возможностью снятия установлена на открытой верхней поверхности коробчатой части, причем вторая коробчатая часть может помещаться в и извлекаться из вакуумной камеры, и причем давление во внутреннем пространстве второй коробчатой части снижается до заранее определенного давления вместе со снижением давления в вакуумной камере.
6. Устройство для вакуумной обработки паром по п.1, в котором технологический сосуд, испарительный сосуд и средство нагрева изготовлены из материала, не вступающего в реакцию с металлическим испаряющимся материалом, или имеют, по меньшей мере, на их поверхности футеровочную пленку, изготовленную из материала, не вступающего в реакцию с металлическим испаряющимся материалом.
7. Устройство для вакуумной обработки паром по п.1, в котором обрабатываемый объект представляет собой спеченный магнит из железа - бора - редкоземельного элемента, а металлический испаряющийся материал содержит, по меньшей мере, одно из Dy и Tb.
| 1971 |
|
SU417541A1 | |
| УСТРОЙСТВО для НАНЕСЕНИЯ ВАКУУМНЫХ ПОКРЫНА ДЕТАЛИnATtHTHO-rtXHH^IFGHi^H | 0 |
|
SU349768A1 |
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| Способ крашения тканей | 1922 |
|
SU62A1 |
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |

