Настоящее изобретение относится к усовершенствованию в способе обработки поверхностей металлических деталей электролизом, а более конкретно, относится к электролизной ванне непрерывного действия с использованием принципа погружения и перемещения деталей.
Обработка поверхностей деталей электролизом представляет собой хорошо известный процесс, требующий применения электрического тока для осуществления такой обработки.
Электролиз может применяться к металлам, например, при анодировании алюминия, анафорезе, который обеспечивает электролитическое осаждение краски на алюминий, обработках сталей, таких как цинкование, хромирование, меднение, никелирование, катафорез, фосфатирование, обработках меди, таких как лужение, а также обработках электролитическим осаждением неметаллических деталей, таких как гальваностегия пластмассовых деталей.
Согласно традиционным способам электролиза обрабатываемые детали:
- либо прикрепляют к опорам, расположенным таким образом, чтобы оставаться неподвижными в электролизной ванне. В данном случае электрический контакт, такой как, например, медный V-образный контакт, расположенный на краю ванны, обеспечивает подачу тока на опоры, размещенные на таком V-образном контакте, а значит, и на детали. При таком способе для того, чтобы электрический контакт оставался постоянным, опоры и, следовательно, детали должны оставаться неподвижными. Поэтому такой способ не позволяет предотвратить образование воздушных пузырьков и, в результате, отсутствие обработки или недостаточную обработку полых частей некоторых деталей, что приводит к отсутствию равномерности обработки;
- либо размещают навалом в чаны электролиза. В данном случае обрабатываемые в массе детали приводят в контакт с подвижным электродом, помещаемым в чан. Недостаток такого способа заключается в том, что загруженные в массе и приводимые во вращение детали повреждаются из-за трения одна о другую.
Поэтому задачей изобретения является устранение всех или некоторых недостатков существующих способов и используемых установок, которые упомянуты выше.
Соответственно настоящее изобретение относится к установке, предназначенной для осуществления способа обработки поверхности деталей, таких как, например, полые детали или другие детали, согласно которому детали полностью погружают внутрь по меньшей мере одной ванны для обработки, содержащей жидкость, отличающейся тем, что каждую полую деталь погружают, подвергая ее вращательному движению таким образом, что воздушные пузырьки, склонные образовываться внутри ванны, удаляются с внутренней стенки упомянутой детали.
Таким образом, установка для обработки поверхности металлических деталей согласно изобретению включает в себя электролизную ванну, содержащую рабочую жидкость, в которую погружены обрабатываемые детали, и отличается тем, что обрабатываемые детали прикреплены к поворотному барабану таким образом, что он заставляет каждую деталь в ванне совершать по меньшей мере одно вращательное движение, и тем, что ванна включает в себя по меньшей мере два электрода, в то время как барабан запитывается электрическим током с противоположной электродам полярностью посредством по меньшей мере одной контактной площадки, которая приводится в контакт с приводным ободом барабана.
Согласно дополнительному признаку ванна включает в себя набор контактных площадок, такой как, например, два раза по пятнадцать площадок, захватывающих «в сэндвич» приводной обод барабана.
Согласно другому признаку контактные площадки установлены с возможностью поступательно перемещаться к боковым сторонам обода и прижиматься к соответствующей поверхности соответствующей боковой стороны при помощи упругой системы, такой как пружина.
Согласно другим признакам изобретения две боковых последовательности площадок расположены в виде дуги окружности, центром которой является центр поворота барабана, в то время как каждая из контактных площадок соединена с кабелем или медной оплеткой, соединенной с источником электропитания.
Следует также отметить, что наружная периферия барабана включает в себя последовательность направляющих, предназначенных принимать со скольжением кассеты, служащие для поддержки обрабатываемых деталей, и что такие направляющие снабжены гибкими контактными пластинками, которые прикреплены к направляющим для того, чтобы передавать электрический контакт от направляющей на соответствующую кассету и, следовательно, на прикрепленные к ней детали, тем самым позволяя осуществлять электролиз.
Следует добавить, что ванна включает в себя двигатель, предназначенный для приведения во вращение поворотного барабана благодаря взаимодействию зубчатого колеса (6) с последовательностью штифтов, установленных параллельно друг другу и между двумя фланцами одной из боковых сторон барабана.
Согласно еще одному дополнительному признаку ванна включает в себя два электрода, соединенных с отрицательной или положительной полярностью, в то время как барабан запитывается противоположной полярностью, и при этом упомянутые электроды образованы из алюминиевых пластин.
Другие признаки и преимущества изобретения станут очевидными из дальнейшего описания в сочетании с прилагаемыми чертежами, которые приведены лишь в качестве неограничивающих примеров:
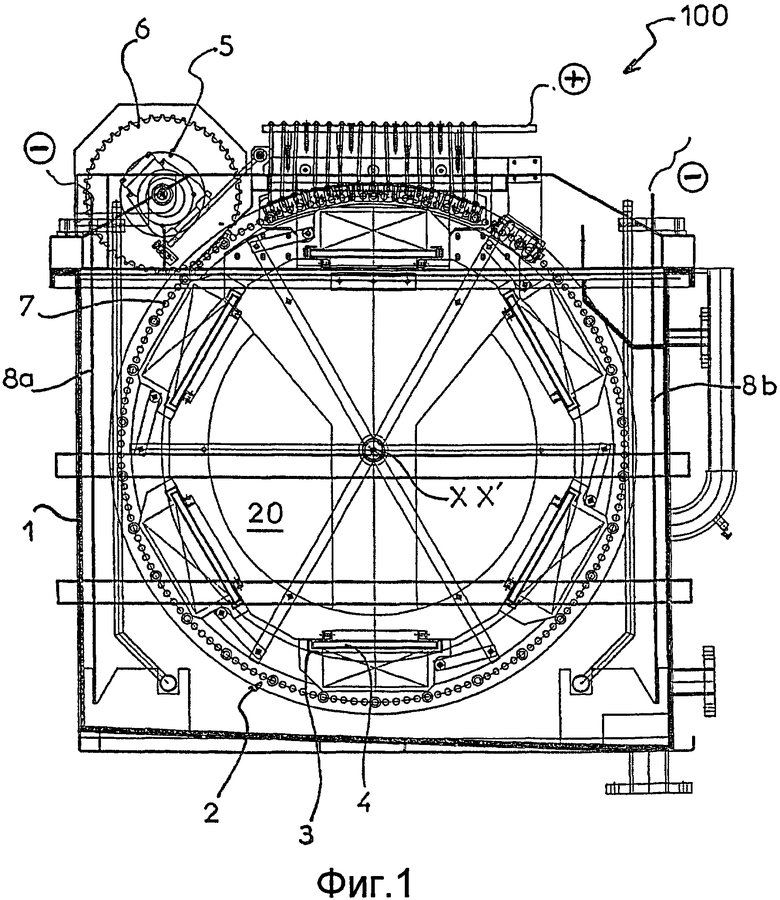
фиг.1 представляет собой вид с торца, иллюстрирующий ванну по изобретению;
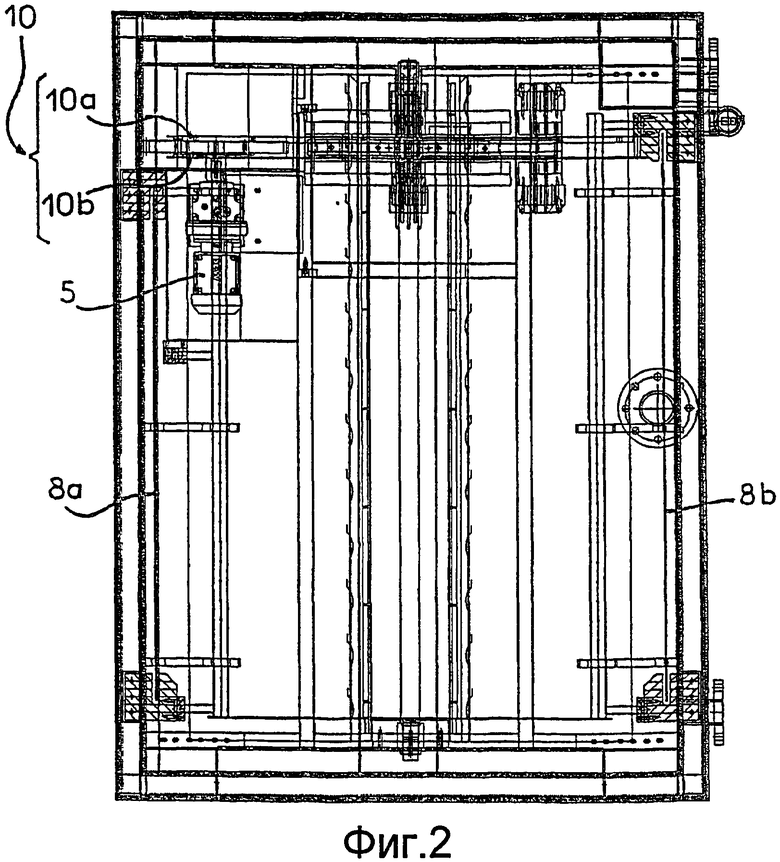
фиг.2 представляет собой вид сверху;
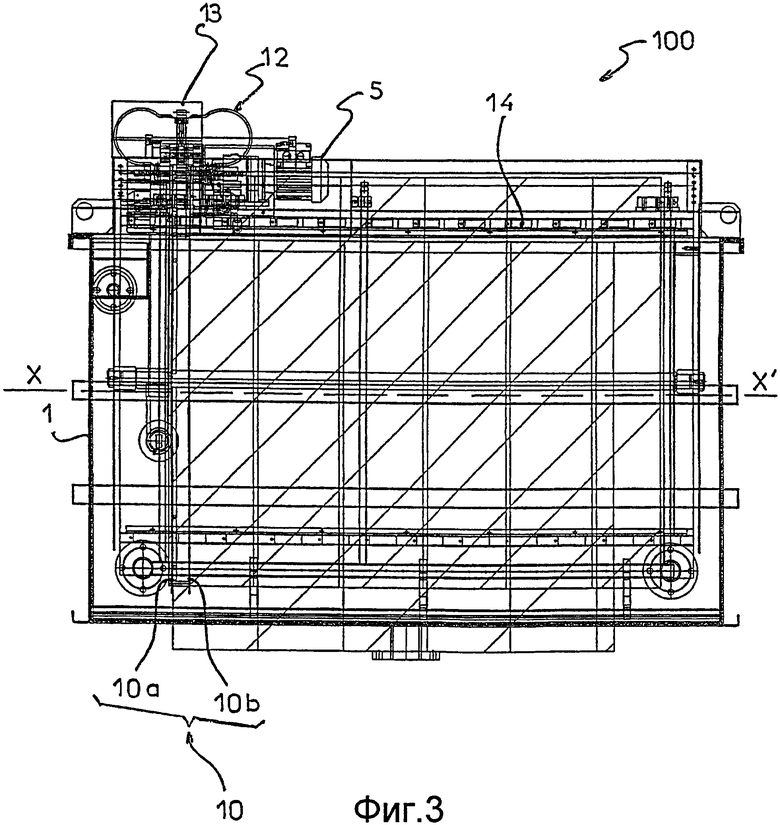
фиг.3 представляет собой вид сбоку;
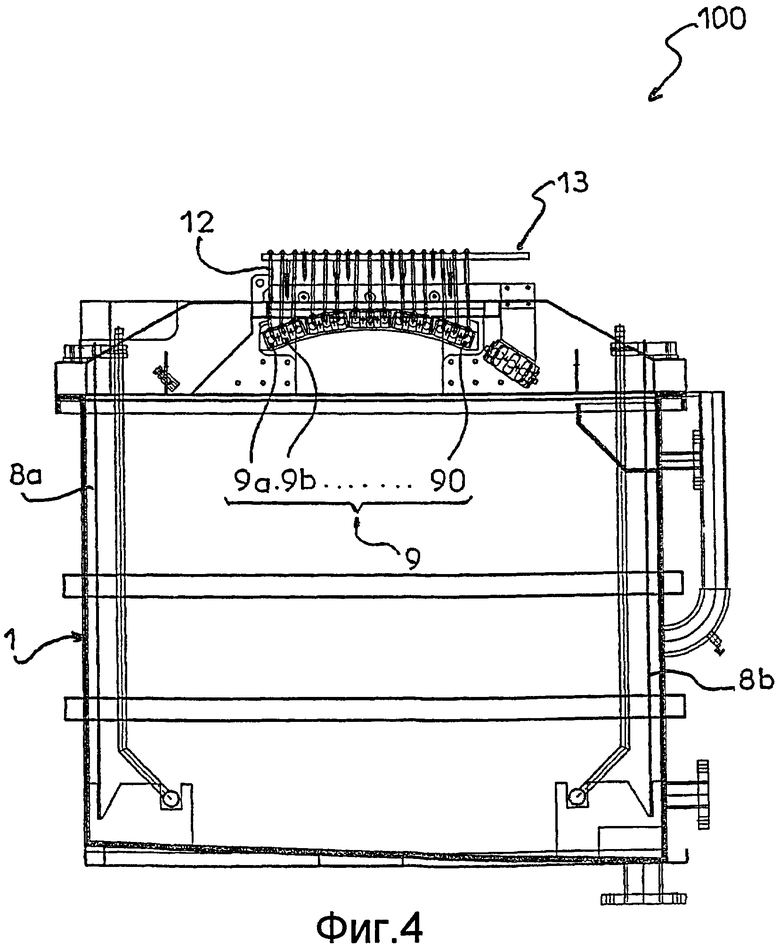
фиг.4 представляет собой вид, подобный фиг.1, но без барабана.
В соответствии со способом, использующим установку для обработки по изобретению, каждую деталь погружают в ванну, подвергая ее по меньшей мере одному вращательному движению так, что воздушные пузырьки, склонные образовываться внутри ванны, удаляются с внутренней стенки упомянутой детали.
Согласно проиллюстрированному варианту реализации каждую деталь заставляют совершать вращательное движение по меньшей мере на 90°, а предпочтительно - вращение на 360°.
Согласно этому проиллюстрированному варианту реализации определенное число упомянутых деталей заранее помещают на опору или кассету (4), включающую в себя по меньшей мере один удерживающий орган для того, чтобы удерживать каждую из них вместе.
Согласно этому варианту реализации установка для обработки деталей, обозначенная общей позицией (100), состоит из ванны (1), включающей в себя барабан (2), установленный с возможностью вращения внутри упомянутой ванны вокруг горизонтальной оси (Х, Х'), к которому прикреплены обрабатываемые детали.
Согласно проиллюстрированному варианту реализации барабан (2) включает в себя, на своей наружной периферии, последовательность (ряд) направляющих (3) с осью, параллельной оси вращения барабана, предназначенных для приема, например, со скольжением, кассет (4), служащих для поддержки обрабатываемых деталей.
Кассеты представляют собой, например, кассеты, описанные в заявке на Европейский патент ЕР-А-1433537 и включающие в себя набор опор для деталей, позволяющих закреплять на одной кассете несколько деталей.
Ванна (1) по изобретению включает в себя двигатель, предназначенный для приведения во вращение поворотного барабана (2) благодаря взаимодействию зубчатого колеса (6) с последовательностью штифтов (7), установленных параллельно друг другу и между двумя фланцами (10а, 10b) одной из боковых сторон (10) барабана, образуя приводной обод.
Ванна (1) включает в себя, например, два электрода (8а, 8b), соединенных с отрицательной полярностью для электролиза алюминиевых деталей. Следует отметить, что эти электроды (8а, 8b) будут соединены с положительной полярностью в случае электролиза стальной или медной детали.
Барабан (2) преимущественно выполнен из титана, однако он может быть выполнен и из другого материала, такого как, например, пластмасса, при обработках, требующих металлического покрытия, таких как цинкование.
Упомянутый барабан (2) запитывается противоположной полярностью, т.е. положительной полярностью в случае анодирования.
Электрический ток распределяется по барабану (2) посредством по меньшей мере одной контактной площадки (9), которая приводится в контакт с приводным ободом (10) барабана.
Согласно одному признаку изобретения ванна включает в себя набор контактных площадок (9), такой как, например, два раза по пятнадцать площадок (9а, 9b, 9с, … 9о), что более конкретно проиллюстрировано на фиг.4.
Согласно проиллюстрированному варианту реализации электрический контакт с барабаном осуществляется путем размещения приводного обода (10) «сэндвичем» между двумя рядами из пятнадцати площадок.
Упомянутые контактные площадки (9) выполнены, например, из графита, однако они могут быть выполнены и из другого материала при других обработках.
Следует добавить, что каждая из площадок (9) установлена с возможностью поступательно перемещаться к боковым сторонам (10а, 10b) обода и прижиматься к соответствующей поверхности соответствующей боковой стороны при помощи упругой системы, такой как пружина.
Безусловно, две боковых последовательности площадок расположены в виде дуги окружности, центром которой является центр поворота барабана, что особенно наглядно проиллюстрировано на фиг.1 и 4.
Таким образом, графитовые площадки трутся о движущиеся боковые стенки, передавая ток всей конструкции барабана и, в частности, направляющим (3), которыми удерживаются кассеты (4).
Каждая контактная площадка (9) соединена с кабелем или медной оплеткой (12), соединенной с источником (13) электропитания.
Графитовые контакты трутся о боковые стороны (10а, 10b) приводного обода барабана, фактически передавая ток всей конструкции колеса, включая направляющие (3), служащие для поддержки кассет.
Направляющие (3) преимущественно снабжены гибкими контактными пластинками, которые прикреплены к направляющим для того, чтобы передавать электрический контакт от направляющей на соответствующую кассету (4) и, следовательно, на прикрепленные к ней детали, таким образом позволяя осуществлять электролиз между соединенными деталями, подключенными в данном примере применения к положительному полюсу, и электродами (8а, 8b).
Следует уточнить, что согласно предпочтительному варианту реализации электроды (8а, 8b) преимущественно образованы из алюминиевых пластин, подключенных к отрицательному полюсу.
Следует добавить, что алюминиевые пластины, образующие электроды, размещены, например, с той и с другой стороны барабана поблизости от стенок ванны и находятся параллельно оси вращения барабана.
Ванна (1), оборудованная таким образом и наполненная электролитическим раствором, таким как серная кислота в случае анодирования алюминия, позволяет осуществлять анодирование алюминиевых деталей, прикрепленные к кассетам. При помощи такой системы осуществляют электролиз деталей, прикрепленных к кассетам, совершающим поперечное и вращательное движение на колесе, что позволяет осуществлять непрерывный электролиз деталей, движущихся в ванне для обработки.
Безусловно, изобретение не ограничивается описанными и проиллюстрированными в качестве примеров вариантами реализации, и оно также охватывает все их технические эквиваленты, а также их сочетания.
Изобретение относится к области гальванотехники. Установка включает ванну, содержащую рабочую жидкость, в которую погружены обрабатываемые детали, при этом ванна снабжена двигателем и барабаном, причем барабан установлен с возможностью вращения в ванне и приводится во вращение двигателем через приводной обод барабана, а обрабатываемые детали прикреплены к барабану таким образом, что он заставляет каждую деталь в ванне совершать по меньшей мере одно вращательное движение, при этом ванна включает в себя по меньшей мере два электрода, а барабан запитывается электрическим током с противоположной электродам полярностью посредством набора контактных площадок, который приводится в контакт с приводным ободом барабана. Технический результат: повышение качества обработки. 11 з.п. ф-лы, 4 ил.
1. Установка (100) для обработки поверхности металлических деталей, включающая в себя электролизную ванну (1), содержащую рабочую жидкость (20), в которую погружены обрабатываемые детали, отличающаяся тем, что ванна (1) снабжена двигателем (5) и барабаном (2), причем упомянутый барабан (2) установлен с возможностью вращения в упомянутой ванне (1) и приводится во вращение упомянутым двигателем (5) через приводной обод (10) упомянутого барабана (2), а обрабатываемые детали прикреплены к упомянутому барабану (2) таким образом, что он заставляет каждую деталь в ванне (1) совершать по меньшей мере одно вращательное движение, при этом ванна (1) включает в себя по меньшей мере два электрода (8а, 8b), а барабан запитывается электрическим током с противоположной электродам полярностью посредством набора контактных площадок (9), который приводится в контакт с приводным ободом (10) барабана (2).
2. Установка (100) для обработки по п.1, отличающаяся тем, что электрический контакт с барабаном осуществляется за счет размещения приводного обода (10) «сэндвичем» между двумя рядами площадок (9а, 9b, 9с, … 9о).
3. Установка (100) для обработки по п.2, отличающаяся тем, что ванна включает в себя два набора по пятнадцать площадок (9а, 9b, 9с, … 9о).
4. Установка (100) для обработки по п.2, отличающаяся тем, что контактные площадки (9) выполнены из графита и установлены с возможностью поступательного перемещения к фланцам (10а, 10b) обода и прижатия к соответствующей поверхности соответствующей боковой стороны при помощи упругой системы, такой как пружина.
5. Установка (100) для обработки по п.4, отличающаяся тем, что две боковых последовательности площадок расположены в виде дуги окружности, центром которой является центр поворота барабана.
6. Установка (100) для обработки по п.5, отличающаяся тем, что каждая из контактных площадок (9) соединена с кабелем или медной оплеткой (12), соединенным(ой) с источником (13) электропитания.
7. Установка (100) для обработки по любому из пп.1-6, отличающаяся тем, что наружная периферия барабана включает в себя последовательность направляющих (3), предназначенных принимать со скольжением кассеты (4), служащие для поддержки обрабатываемых деталей.
8. Установка (100) для обработки по п.7, отличающаяся тем, что направляющие (3) снабжены гибкими контактными пластинками (14), которые прикреплены к направляющим с возможностью передачи электрического контакта от направляющей на соответствующую кассету (4) и, следовательно, на прикрепленные к ней детали для осуществления электролиза.
9. Установка (100) для обработки по любому из пп.1-6, отличающаяся тем, что ванна (1) снабжена двигателем для вращения поворотного барабана (2) за счет взаимодействия зубчатого колеса (6) с последовательностью штифтов (7), установленных параллельно друг другу и между двумя фланцами (10а, 10b) одной из боковых сторон (10) барабана.
10. Установка (100) для обработки по п.8, отличающаяся тем, что ванна (1) снабжена двигателем для вращения поворотного барабана (2) за счет взаимодействия зубчатого колеса (6) с последовательностью штифтов (7), установленных параллельно друг другу и между двумя фланцами (10а, 10b) одной из боковых сторон (10) барабана.
11. Установка (100) для обработки по п.8, отличающаяся тем, что электроды (8а, 8b) образованы из алюминиевых пластин, размещенных с каждой стороны барабана.
12. Установка (100) для обработки по любому из пп.1-6, отличающаяся тем, что электроды (8а, 8b) образованы из алюминиевых пластин, размещенных с каждой стороны барабана.
| DE 29814487 U1, 26.11.1998 | |||
| Устройство для обработки мелких деталей | 1989 |
|
SU1601209A1 |
| Барабан для обработки мелких изделий | 1991 |
|
SU1836499A3 |
| Безосные барабаны для гальванической обработки изделий | 1961 |
|
SU145103A1 |

