Настоящее изобретение относится к области поверхностной обработки деталей посредством последовательного погружения деталей в жидкости, содержащиеся в нескольких баках обработки, и перемещения деталей между этими баками, такой как электрохимическая обработка поверхности металлических деталей и, в частности, обработка анодированием деталей из алюминия. В качестве примеров такой электрохимической обработки можно указать барьерное анодирование или анодную пассивацию, пористое анодирование в кислой среде, анодное растворение, твердое анодирование или анодирование с самоокрашиванием, электролитическое полирование или виды обработки электроосаждением, такие как никелирование электроосаждением. Жидкости для обработки могут содержать не только электролиты, но также жидкости для предварительной обработки, такие как обезжиривающие жидкости, окрашивающие жидкости и промывочные жидкости.
В частности, настоящее изобретение касается установки для непрерывной поверхностной обработки деталей посредством погружения упомянутых деталей, по меньшей мере, в одну жидкость обработки, содержащуюся в баке обработки, при этом упомянутая установка содержит множество расположенных последовательно баков и устройство перемещения деталей между баками, при этом каждый из упомянутых баков содержит вращающуюся конструкцию, установленную на оси вращения и выполненную с возможностью приема упомянутых деталей, при этом упомянутые детали погружают упомянутую жидкость обработки за счет движения вращения вращающейся конструкции бака обработки, выбираемого таким образом, чтобы воздушные пузырьки, образующиеся при погружении упомянутых деталей, удалялись с поверхности упомянутых деталей.
Наиболее распространенные установки для поверхностной обработки алюминиевых деталей работают в дозированном режиме, то есть при загрузке партиями большого объема. В документе DE 2119401 описан пример такой установки, содержащей моторизированные тележки, проходящие над несколькими баками обработки. Тележки оборудованы подвижными рычагами, осуществляющими вертикальные движения большой амплитуды для погружения обрабатываемых предметов со значительной массой, подвешенных к подвижной тележке, в последовательные баки и для их извлечения. Установка этого типа имеет ряд недостатков:
- поскольку детали являются полыми, на некоторых частях их поверхности во время погружения в жидкость для обработки могут появляться воздушные пузырьки или мешки, что приводит к неоднородности обработки и, следовательно, к дефектам качества деталей;
- баки имеют большие объемы, что вынуждает перерабатывать большие количества загрязняющих жидких отходов перед их удалением;
- вертикальные движения грузов над баками, а также большая открытая площадь этих баков создают условия для образования паров и капель активных веществ, в частности кислотных паров в атмосфере установки обработки, что требует наличия мощных и дорогих систем вентиляции и фильтрации для обработки этих газообразных отходов.
Вследствие этого такие установки обработки можно использовать только внутри химического завода, специализирующегося на поверхностной обработке, в котором соблюдаются строгие нормы экологической защиты. Следовательно, детали необходимо перевозить из металлургического завода, где их производят, на завод поверхностной обработки и оттуда доставлять к месту использования, что приводит к большим расходам по упаковке и транспортировке.
В патентной заявке WO 2006/084973, содержание которой приведено здесь в качестве ссылки, заявитель уже описал установку для непрерывной поверхностной обработки деталей, содержащую множество баков обработки, каждый из которых оборудован моторизованным вращающимся барабаном, ось вращения которого установлена горизонтально таким образом, чтобы основная часть барабана погружалась в жидкость обработки, содержащуюся в соответствующем баке. Обрабатываемые детали, особенно если они являются малоразмерными, можно предварительно размещать партиями на держателях в виде кассет, например, описанных в патентной заявке ЕР-А-1433537, поданной на имя заявителя, затем упомянутые кассеты перемещают при помощи конвейерной системы, предназначенной для доставки обрабатываемых деталей в каждый бак и для транспортировки уже обработанных деталей далее на выход. Конвейерная система содержит две параллельные конвейерные линии, расположенные по обе стороны от верхней части баков, при этом оси вращающихся барабанов перпендикулярны двум конвейерным линиям. Каждый бак оборудован устройством, которое перемещает кассеты одна за другой при помощи гидравлического силового цилиндра толкающим горизонтальным усилием, перпендикулярным осям конвейерных линий, поочередно от одной конвейерной линии к другой после их прохождения через бак, где их временно закрепляют на направляющих, выполненных на периферии вращающего барабана, и где они производят один или несколько оборотов в жидкости обработки. Каждый вращающийся барабан приводится во вращение зубчатым колесом вала его двигателя, которое зацепляется с периферией зубчатого фланца или с рядом последовательных штырьков, установленных между двумя фланцами, при этом фланцы образуют торцевую сторону барабана. Точка зацепления находится над уровнем жидкости, содержащейся в баке. Через эти же фланцы происходит питание барабанов электрическим током через скользящие контактные колодки, опирающиеся на фланцы и расположенные в баке над уровнем жидкости обработки, описанные в патентной заявке WO 2007/122471, поданной на имя заявителя. Через барабан подается ток на держатели деталей и через них на обрабатываемые детали.
Вращение деталей в жидкости обработки позволяет удалить воздушные пузырьки или мешки с поверхности деталей и получать отличное качество поверхности. Исключение вертикальных перемещений деталей с большой амплитудой над баками позволяет уменьшить общие габариты установки и ограничивает образование капель и паров и, следовательно, позволяет снизить мощность систем фильтрации воздуха в цехе обработки. Вместе с тем, поскольку каждый бак представляет собой автономный агрегат обработки со своим моторизованным барабаном и со своим устройством перемещения, для этой установки необходима относительно сложная конвейерная и транспортировочная система, которая требует отличной синхронизации ее компонентов. Она требует наличия приводного устройства для каждой конвейерной линии и нескольких устройств перемещения между линиями и баками, которые стоят достаточно дорого.
В патентной заявке WO 2008/035199, содержание которой приведено здесь в качестве ссылки, заявитель уже описал установку для непрерывной поверхностной обработки деталей вышеуказанного типа, содержащей баки с моторизованными вращающимися барабанами, аналогичными описанным в WO 2006/084973, и, что касается баков, осуществляющих непосредственно этап электрохимической обработки, - систему электрического питания, аналогичную описанной в WO 2007/122471. Таким образом, каждый бак со своим моторизованным барабаном образует автономный агрегат установки, механически независимый от других баков. Однако в этой установке применяют единую конвейерную линию, предназначенную для подачи предназначенных для обработки деталей в каждый бак, для извлечения из него уже обработанных деталей и для их транспортировки на следующий пост обработки. Транспортировка деталей происходит горизонтально и параллельно осям барабанов. Конвейерная линия содержит горизонтальные передаточные направляющие, расположенные между баками, с которыми выравниваются направляющие вращающихся барабанов, когда они приходят в самое верхнее положение над жидкостью обработки. Моторизованные тележки, находящиеся над этими направляющими, осуществляют возвратно-поступательные перемещения на направляющем рельсе, параллельном упомянутым осям. Каждая тележка оборудована шарнирной системой тяг и вертикальных рычагов, позволяющей толкать кассеты, которые находятся в верхнем положении, и увлекать их на каждом возвратно-поступательном цикле вдоль направляющих барабанов и передаточных направляющих. В этой установке предусмотрена промывка деталей орошением, когда они находятся на передаточной направляющей между двумя баками и/или после последнего бака.
Эта установка имеет такие же преимущества, что и описанная в WO 2006/084973, но отличается более простой конструкцией конвейерной системы. Вместе с тем, в ней используют столько же приводных двигателей барабанов и, по меньшей мере, столько же шарнирных тележек, то есть достаточно дорогих устройств, сколько имеется баков; она требует также отличной синхронизации компонентов, поскольку все перемещения происходят ритмично.
Можно заметить, что в обеих вышеупомянутых установках электрические контактные колодки из графита являются расходными деталями внутри бака электролитической обработки и что зоны контакта фланца барабана с электрическим питанием и с механическим приводом подвержены воздействию жидкостей обработки, некоторые из которых являются коррозионными жидкостями. Можно также заметить, что каждый приводной двигатель барабана находится вблизи этого барабана и вблизи верхнего проема бака, то есть вблизи поверхности содержащейся в нем жидкости. Кожух привода таким образом подвержен воздействию паров, в частности коррозионных паров, которые испаряются из этого бака. Отсюда неизбежные существенные расходы по обслуживанию, в частности по замене контактных деталей и деталей приводов.
В обеих описанных выше установках непрерывной обработки после последней промывки конвейерная линия перемещает обработанные детали в сушильный туннель, расположенный на выходе этих установок. Воздух, выходящий из сушильного туннеля, попадает в систему фильтрации воздуха завода поверхностной обработки.
Настоящее изобретение призвано предложить установку описанного выше типа, в которой можно облегчить синхронизацию перемещений деталей.
Вторая задача настоящего изобретения состоит в реализации установки, в которой можно свести к минимуму расходы по обслуживанию устройств подачи электрического напряжения на обрабатываемые детали, а также устройств, обеспечивающих их вращение в баках.
Третьей задачей настоящего изобретения является реализация установки, в частности установки анодирования алюминиевых деталей, которую можно применять внутри завода по изготовлению металлических деталей, не располагающего оборудованием для обработки отходов согласно нормам, предъявляемым к заводам электрохимической обработки.
В этой связи первым объектом настоящего изобретения является машина для обработки поверхностей металлических деталей посредством погружения упомянутых деталей, по меньшей мере, в одну жидкость обработки, содержащуюся в баке обработки, при этом упомянутая машина содержит множество последовательно установленных в ряд баков и устройство перемещения деталей между баками, при этом каждый из упомянутых баков содержит вращающуюся конструкцию, установленную на оси вращения и выполненную с возможностью приема упомянутых деталей, при этом упомянутые детали погружаются в упомянутую жидкость обработки за счет движения вращения вращающейся конструкции бака обработки, выбираемого таким образом, чтобы удалять воздушные пузырьки, образующиеся при погружении упомянутых деталей, с поверхности упомянутых деталей, в которой оси вращения упомянутых вращающихся конструкций последовательного ряда баков неподвижно соединены во вращении и приводятся во вращение общим приводным устройством.
Соединение во вращении осей вращающихся конструкций и их приведение во вращение одним приводным устройством позволяет устранить проблему синхронизации движений вращающихся конструкций.
Объектом настоящего изобретения является также установка для обработки поверхностей металлических деталей, содержащая машину с представленными выше признаками, установленную в камере, содержащей средства изоляции и переработки текучих сред, выходящих из упомянутой машины, внутри упомянутой камеры. Таким образом, камера представляет собой блок обработки, который можно устанавливать и применять на заводе, не специализирующемся на поверхностной обработке.
В машине в соответствии с настоящим изобретением последовательно установленные баки могут прилегать друг к другу. Оси вращения упомянутых вращающихся конструкций можно расположить на одной линии и соединить их таким образом, чтобы получить общую ось вращения, проходящую через всю машину.
В машине в соответствии с настоящим изобретением общее приводное устройство можно реализовать за счет электрического двигателя, напрямую вращающего общую ось вращения или сегменты осей, неподвижно соединенные во вращении посредством муфтового соединения. Этот приводной двигатель можно расположить на первом конце ряда баков, в частности на выходном конце.
Предпочтительно вращающуюся конструкцию бака обработки, предназначенного для осуществления этапа электрохимической обработки, подключают к электрическому генератору через ось вращения бака обработки и упомянутую ось вращения упомянутого бака обработки электрически изолируют от других сегментов осей машины. Согласно варианту выполнения подключение осуществляют при помощи вращающегося соединителя, установленного на упомянутой оси вращения бака обработки. Согласно частному варианту выполнения вращающийся соединитель располагают на втором конце ряда баков.
В установке в соответствии с настоящим изобретением, в которой общее приводное устройство, в частности электрический двигатель, вращающий ось вращающихся конструкций, и/или электрический соединитель, установленный на этой оси, располагают на концах этой оси, при этом длины этих концов оси можно выбрать таким образом, чтобы они выступали из стенок камеры таким образом, чтобы приводное(ые) устройство(а) и/или устройство электрического соединения устанавливались с наружной стороны стенок камеры. В такой конфигурации эти устройства не входят в контакт с агрессивными парами, поэтому можно сократить частоту замены деталей и обслуживания устройств.
Если в машине в соответствии с настоящим изобретением применяют держатели для размещения предназначенных для обработки деталей, например держатели в виде кассет, на упомянутых вращающихся конструкциях устанавливают устройства удержания, выполненные с возможностью временного удержания этих держателей во время движений вращения упомянутых вращающихся конструкций и с возможностью обеспечения движения перемещения держателей между двумя движениями вращения, при этом размеры упомянутых держателей адаптируют к упомянутым устройствам удержания, при этом упомянутые держатели содержат средства крепления, предназначенные для удержания и крепления упомянутых деталей на упомянутых держателях во время всего цикла поверхностной обработки.
Согласно предпочтительному варианту выполнения упомянутые устройства удержания содержат направляющие, параллельные осям упомянутых вращающихся конструкций, и каждая направляющая бака выровнена с направляющей, находящейся соответственно непосредственно на входе и/или на выходе, чтобы обеспечивать перемещение упомянутых держателей внутри бака и от одного бака к следующему под действием средств перемещения посредством скольжения вдоль упомянутых направляющих.
Согласно варианту выполнения, по меньшей мере, часть упомянутых направляющих содержит устройства упругого контакта, обеспечивающие удержание упомянутых держателей в заранее определенном положении на направляющих во время движения вращения, а также во время скольжения держателей под действием средства перемещения.
Машина в соответствии с настоящим изобретением содержит устройство перемещения, расположенное над баками, синхронизированное с устройством привода оси машины и содержащее органы захвата держателей, находящихся в верхнем положении на упомянутых вращающихся конструкциях, при этом упомянутое устройство перемещения осуществляет движение одновременного перемещения упомянутых держателей в верхнем положении, при этом каждый держатель в верхнем положении занимает под действием упомянутого движения перемещения место, которое занимал в верхнем положении перед упомянутым движением перемещения находящийся сразу за ним в направлении выхода держатель.
Согласно варианту выполнения упомянутые захватные органы содержат поворотный вал, расположенный над рядом баков, и комплект рычагов, установленных на упомянутом валу, при этом каждый рычаг содержит на своем свободном конце два отстоящих друг от друга стержня, перпендикулярных рычагу, при этом расстояние между двумя стержнями одного рычага соответствует расстоянию, разделяющему два последовательных держателя, и расстояние между рычагами соответствует длине держателя. Предпочтительно рычаги выполнены с возможностью регулировки по длине и стержни выполнены с возможностью регулировки по высоте.
Предпочтительно устройство перемещения содержит средства поочередного перемещения вход-выход упомянутых захватных органов, которые в частном варианте выполнения содержат узел, состоящий из шестерни и зубчатой рейки, при этом шестерня неподвижно соединена с рамой и с направляющей и зацепляется с упомянутой зубчатой рейкой, неподвижно соединенной с ползуном, при этом ход упомянутых средств поочередного перемещения равен расстоянию между двумя последовательными местами держателей в верхнем положении.
Устройство перемещения содержит также средства отвода упомянутых захватных органов, которые согласно варианту выполнения содержат моторизованный кривошипно-шатунный механизм, одновременно захватывающий и отводящий упомянутые захватные органы от всех держателей в верхнем положении.
В частности, объектом изобретения является описанная выше машина, предназначенная для анодирования алюминиевых деталей, содержащая от входа к выходу:
- окислительный бак, предназначенный для жидкости электролитической обработки, например серной кислоты, при этом упомянутый окислительный бак содержит один или несколько электродов, выполняющий(их) функцию катода(ов), в частности два катода, расположенные по обе стороны от вращающейся конструкции бака обработки, при этом упомянутая вращающаяся конструкция выполняет функцию анода,
- промывочный бак, предназначенный для промывочной жидкости, например воды,
- бак для горячей сушки, в который подается горячий воздух.
В частности, объектом изобретения является описанная выше машина, предназначенная для электролитического никелирования стальных деталей, содержащая от входа к выходу:
- травильный бак, предназначенный для травильной жидкости;
- первый промывочный бак, предназначенный для воды;
- бак для обезжиривания, предназначенный для обезжиривающего водного раствора;
- второй промывочный бак, предназначенный для воды;
- депассивационный бак, предназначенный для жидкости серной депассивации;
- третий промывочный бак, предназначенный для воды;
- никелировочный бак, предназначенный по существу для электроосаждения, содержащий раствор сульфата никеля и оборудованный пластинами никеля, образующими электроды, в частности два анода, расположенные по обе стороны от вращающейся конструкции упомянутого никелировочного бака;
- четвертый промывочный бак, предназначенный для воды;
- бак для горячей сушки, в который подается горячий воздух.
В этих машинах промывочный бак может быть разделен на отсеки между его входной частью и его выходной частью при помощи одной или нескольких поперечных разделительных перегородок, через которые проходит ось вращения упомянутого промывочного бака, при этом на упомянутой оси вращения в каждом отсеке установлена вращающаяся конструкция, при этом выходной отсек содержит входное отверстие для подачи свежей промывочной жидкости, входной отсек содержит выходное отверстие для отработанной промывочной жидкости и разделительные перегородки содержат отверстие для прохода промывочной жидкости. Упомянутые проходы могут быть выполнены в виде перепускных отверстий в верхних частях поперечных перегородок.
В установке в соответствии с настоящим изобретением низ камеры образует ванну для сбора жидкостей. Емкость сборной ванны можно выбрать таким образом, чтобы в него мог поместиться весь объем жидкостей, присутствующих в машине.
Предпочтительно камера содержит резервуар для жидкости обработки, резервуар для отработанной жидкости обработки, резервуар для промывочной жидкости и резервуар для отработанной промывочной жидкости.
Предпочтительно устройство для переработки обрабатывающей и промывочной отработанных жидкостей находится внутри камеры. Согласно варианту выполнения устройство для переработки отработанных жидкостей представляет собой испаритель, перерабатывающий упомянутые отработанные жидкости посредством дистилляции и конденсации.
Предпочтительно камера содержит пост промывки газов, в частности пост промывки газов, подключенный к контуру водоснабжения, расположенному над проемами баков.
Другие отличительные признаки и преимущества изобретения будут более очевидны из нижеследующего описания варианта выполнения, представленного в качестве не ограничительного примера, со ссылками на прилагаемые чертежи, на которых:
Фиг.1 - общий вид в перспективе снаружи установки в соответствии с настоящим изобретением.
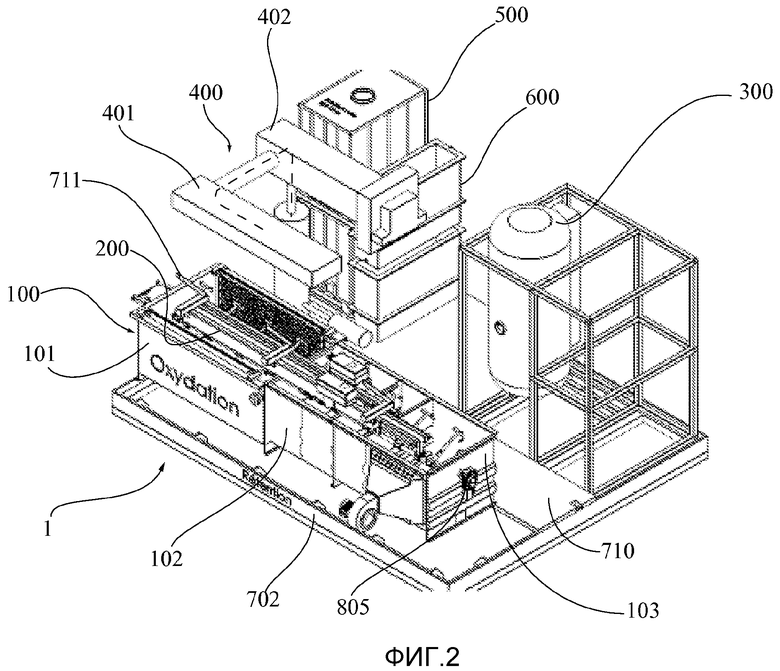
Фиг.2 - вид в перспективе установки, показанной на Фиг.1, без конвейерной линии и без наружных стенок этой установки.
Фиг.3 - вид в перспективе ряда баков машины в соответствии с настоящим изобретением с их вращающимися конструкциями.
Фиг.4 - вид в перспективе вращающейся конструкции бака электролитической обработки, показанного на Фиг.3.
Фиг.5 - вид в перспективе устройства перемещения машины, показанной на Фиг.2.
Фиг.6 - увеличенный вид в перспективе входного конца вращающейся конструкции бака обработки, показанного на Фиг.3, и его электрического соединителя.
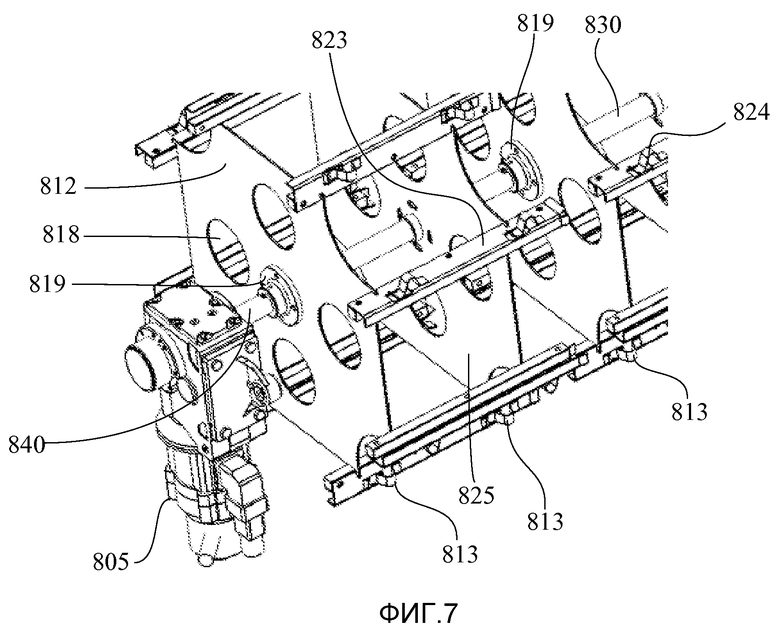
Фиг.7 - увеличенный вид в перспективе выходного конца вращающейся конструкции бака для горячей сушки и двигателя привода оси.
На Фиг.1 и 2 показана установка для обработки поверхности металлических деталей в соответствии с настоящим изобретением, в данном случае для анодирования алюминиевых деталей, которое требует последовательного применения электролитического раствора и промывочной жидкости.
На Фиг.1 в перспективе снаружи показана установка 700. Все части, в которых применяют текучие среды, расположены внутри камеры 701, установленной на сборной ванне 702. Дверь 703, показанная в правой части Фиг.1, обеспечивает доступ внутрь камеры 701. На передней части камеры 701 находится воздухозаборник 704 турбины. Снаружи камеры, с левой стороны на Фиг.1, расположен выпрямляющий блок 705, предназначенный для питания постоянным током машины, находящейся внутри камеры 701. Необработанные и предназначенные для анодирования детали, закрепленные на кассетных держателях (эта операция на фигурах не показана), размещают на левой конвейерной ленте 706, которая подает их внутрь камеры через проем 707, размеры которого по мере возможности уменьшены для ограничения испарений. На выходе камеры кассетные держатели, загруженные анодированными деталями, переходят через аналогичный проем 708 на конвейерную ленту 709, находящуюся справа на фиг.1, и после разгрузки на выходе направляются в место пользования на выход. Этот тип конвейерной ленты известен специалистам. Держатели-кассеты 850, 851 с деталями показаны на всех фигурах в виде прямоугольных параллелепипедов, схематично обозначающих их наружный габарит. Примеры таких кассетных держателей детально описаны в патенте ЕР 1433537, зарегистрированном на имя заявителя, содержание которого приведено здесь в качестве ссылки.
На Фиг.2 показан вид в перспективе внутреннего пространства камеры 701, показанной на Фиг.1, содержащей переходный мостик 710 и сборную ванну 702, над которым расположены резервуары 500, 600 для жидкостей, устройства 300, 400 обработки жидкостей, которые будут описаны ниже, и машина 1 поверхностной обработки в соответствии с настоящим изобретением.
Машина 1 обработки содержит систему 100 баков, систему 800 вращающихся конструкций и устройство 200 перемещения. Как показано на Фиг.2 и 3, баки 100 расположены в ряд и прилегают друг к другу. Над системой 100 баков расположено устройство 200 перемещения, которое будет описано ниже. Устройство перемещения подвешено при помощи трех поперечных балок 711 к каркасу (на Фиг.2 не показан) камеры 701.
На Фиг.3 в перспективе показаны три бака 101, 102, 103, образующие ряд 100 баков, показанный на Фиг.2, и показано расположение в баках вращающихся конструкций с кассетными держателями. Система, образованная тремя баками, содержит от входа к выходу и слева направо на Фиг.2 и 3:
- бак 101 электролитической обработки, в котором по бокам с двух сторон расположены 2 металлические пластины 104, 105, образующие два электрода и представляющие собой в данном случае катод;
- промывочный бак 102, разделенный на отсеки между своей входной частью и своей выходной частью поперечными перегородками 106, 107, при этом выходной отсек 108 содержит входное отверстие для подачи свежей промывочной жидкости, входной отсек 110 содержит выходное отверстие отработанной промывочной жидкости и разделительные перегородки содержат в своей верхней части перепускные отверстия;
- бак 103 горячей сушки, в который подается горячий воздух, нагнетаемый турбиной 111 через кожух 112.
На Фиг.4 в увеличенном виде показана вращающаяся конструкция 801 бака 101 электролитической обработки. Вращающаяся конструкция 801 содержит ось 810, установленную горизонтально с возможностью вращения, подвешенную между опорными подшипниками, установленными во входной стенке и выходной стенке соответствующего бака. Оси 810, 820, 830 трех баков 101, 102, 103 выровнены между и соединены своими концами, образуя вместе единую общую ось 840, проходящую через всю машину и образованную тремя осевыми сегментами 810, 820, 830. На выходной оконечной стенке бака 103 горячей сушки закреплен электрический двигатель 805, напрямую вращающий систему оси 840 и, следовательно, вращающиеся конструкции баков 101, 102, 103.
Осевой сегмент 810 бака 101 электролитической обработки соединен с осевым сегментом 820 промывочного бака 102 через деталь из электроизоляционного материала. На другом конце этого осевого сегмента 810, который выступает из входной стенки бака электролитической обработки, установлен вращающийся соединитель 804, содержащий три ролика, которые вращаются внутри и в контакте с контактным цилиндром 806, соединенным с выпрямительным блоком 705, обеспечивающим питание постоянным током.
Как показано на Фиг.3, 4, 6 и 7, каждая вращающаяся конструкция содержит поперечные пластины 807, 808, 812 по существу многоугольного контура, установленные перпендикулярно соответствующим осевым сегментам 810, 820, 830 и соединенные во вращении, как показано, например, позицией 819, с общей осью 840. На периферии этих поперечных пластин установлены пары продольных направляющих 809, 811, параллельных оси вращения, размеры которых и промежутки между которыми определены таким образом, чтобы в них помещались вышеупомянутые кассетные держатели 850, 851. В варианте выполнения, представленном на Фиг.3, 4, 6 и 7, на поперечных пластинах 807, 808, 812 установлены четыре пары направляющих 809, 811, расположенных под углом 90° относительно друг друга. Поперечные пластины 807, 808, 812 могут содержать вырезы 817, 818 для облегчения веса всей вращающейся конструкции и в случае пластины 812 бака 103 горячей сушки для прохождения воздушного потока. Как показано на Фиг.3, каждая направляющая бака 101 электролитической обработки находится на одной линии с направляющей баков, расположенных дальше к выходу, чтобы обеспечивать перемещение кассетных держателей от одного бака к следующему за счет скольжения вдоль упомянутых направляющих. Выравнивание положений направляющих производят при монтаже машины во время соединения осевых сегментов, что позволяет сразу исключить последующую проблему синхронизации.
В баке 101 электролитической обработки, показанном на Фиг.3, направляющие 809, 811 являются сплошными от входа к выходу бака. Что же касается промывочного бака 102, то направляющие в нем разделены на три сегмента 814, 815, 816, отстоящие друг от друга на небольшое расстояние и находящиеся на одной линии, при этом каждый из сегментов направляющих закреплен на паре поперечных пластин 821, 822, при этом образованные таким образом три вращающиеся конструктивные части отделены друг от друга двумя разделительными перегородками 106, 107 промывочного бака 102.
В баке горячей сушки, показанном на Фиг.3, направляющие 823, 824 тоже разделены на два сегмента, при этом каждый из сегментов закреплен на паре поперечных пластин 812, 825; образованные таким образом две конструктивные части в этом баке не отделены друг от друга разделительным средством.
На направляющих установлены упругие контактные выступы 813, положения которых и промежутки между которыми соответствуют длине кассетных держателей 850, 851 и отсекам 108, 109, 110 промывочного бака 102, что позволяет удерживать на направляющих в заранее определенном продольном положении упомянутые кассетные держатели во время движений вращения и одновременно обеспечивать перемещение скольжением кассетных держателей под действием устройства перемещения между двумя движениями вращения.
Машина в соответствии с настоящим изобретением содержит устройство 200 перемещения, место расположения которого над рядом 100 баков показано на Фиг.2 и составные элементы которого показаны на Фиг.5, синхронизированное с устройством 805 привода оси машины. Оно содержит систему органов захвата кассетных держателей, находящихся на короткое время в верхнем положении на вращающихся конструкциях. Устройство перемещения осуществляет одновременное движение перемещения всех кассетных держателей 850, 851 в верхнем положении, при этом под действием упомянутого движения перемещения каждый держатель 850 в верхнем положении занимает место, которое до упомянутого движения перемещения занимал в верхнем положении следующий непосредственно за ним в направлении к выходу держатель 851.
Как показано на Фиг.5, органы захвата кассетных держателей содержат горизонтальный вал 201, проходящий в продольном направлении над рядом 100 баков, и систему рычагов 202, 205, установленных перпендикулярно на упомянутом валу 201, при этом каждый рычаг содержит на своем свободном конце два конусных стержня 203, 204, расположенных перпендикулярно рычагу, при этом расстояние между двумя стержнями 203, 204 одного рычага 202 соответствует расстоянию, разделяющему два последовательных кассетных держателя в верхнем положении, и расстояние между двумя смежными рычагами 202, 205 соответствует длине кассетного держателя. Рычаги 202, 205 выполнены с возможностью регулирования по длине и по положению на валу 201, а стержни 203, 204 регулируются по высоте. При этом устройство перемещения позиционируют и регулируют таким образом, чтобы захватывать каждый кассетный держатель 850, 851 одновременно спереди и сзади него, что позволяет компенсировать возможные дефекты геометрии вращающихся конструкций и повысить надежность системы перемещения.
Как показано на Фиг.5, устройство 200 перемещения содержит средства поочередного горизонтального перемещения в направлении вход-выход вала 201 и, следовательно, системы упомянутых захватных органов, выполненные в виде узла, состоящего из приводной шестерни и зубчатой рейки. Шестерня 206 неподвижно соединена с рамой и с направляющей 208, закрепленной при помощи поперечин 711 на каркасе, на котором установлено устройство, и зацепляется с упомянутой зубчатой рейкой, неподвижно соединенной с ползуном 207, при этом ползун 207 неподвижно соединен с валом 201, при этом ход упомянутых средств поочередного перемещения равен расстоянию между двумя последовательными местами кассетных держателей в верхнем положении.
Устройство 200 перемещения содержит также систему отвода упомянутых захватных органов, содержащую приводной двигатель 210, приводящий в действие единый кривошипно-шатунный механизм 209, который обеспечивает поочередные повороты вала 201 и, следовательно, рычагов 202, 205, которые одновременно зацепляют и отводят стержни 203, 204 от всех кассетных держателей в верхнем положении таким образом, чтобы освобождать все эти кассетные держатели в верхнем положении и чтобы позволить вращающейся конструкции 800 вращаться. Рычаги 202 поворачиваются между пониженным положением, близким к горизонтали, и приподнятым положением. Вал 201, ползун 207 и направляющая 208 являются, таким образом, параллельными относительно направляющих, но смещены в боковом направлении относительно пар направляющих в верхнем положении. Когда захватная система находится в верхнем положении, устройство перемещения осуществляет поступательное движение в сторону входа вала 201 благодаря системе шестерни и зубчатой рейки и репозиционируется для следующего движения перемещения.
В рамках процесса анодирования при помощи описанной выше машины 1 обработки бак 101 электролитической обработки заполняют, например, раствором серной кислоты, и он обеспечивает анодирование деталей из алюминия, закрепленных на кассетных держателях. Для обработки этого типа бак 101 содержит две металлические пластины, образующие катод, расположенные вблизи его боковых стенок с двух сторон от вращающейся конструкции 801, на которую подают электрический ток с полярностью, противоположной полярности электродов, при этом упомянутый электрический ток проходит на обрабатываемые детали последовательно через ось 810, поперечные пластины 807, 808, направляющие 809, 811 и кассетные держатели 850. Согласно процессу, в котором применяют установку обработки в соответствии с настоящим изобретением, каждую деталь погружают в бак 101, заставляя ее в варианте выполнения, показанном на фигурах, сделать четыре полных оборота таким образом, чтобы удалить воздушные пузырьки или мешки, которые могут появиться внутри бака при контакте с деталями, что позволяет рабочей жидкости обработать всю поверхность деталей и обеспечивает, таким образом, идеально равномерную обработку.
Таким образом, кассетные держатели с необработанными деталями, поступающие по конвейерной линии 706, вводят горизонтальным перемещением в передний конец непогруженной пары направляющих, находящейся в данный момент на верху вращающейся конструкции 801, при этом каждый кассетный держатель заходит в продольном направлении на пару верхних направляющих под действием устройства 200 перемещения, взаимодействующего с устройствами 813 упругого контакта пары направляющих. Машина обработки, показанная на Фиг.2-5, работает, совершая ритмичные и синхронные циклы движений. Согласно представленному варианту выполнения на своей наружной периферии вращающаяся конструкция 801 содержит 4 пары направляющих 809, 811, расположенных под углом 90° относительно друг друга, предназначенных для размещения кассетных держателей 850, 851 с предназначенными для обработки деталями. После каждого поворота на 90° все кассетные держатели 850, 851, которые в данный момент находятся в непогруженном положении, совершают продольное поступательное движение, длина которого соответствует расстоянию между двумя соседними кассетными держателями, тогда как другие, погруженные кассетные держатели не перемещаются на направляющих. Как показано на Фиг.3 и 4, таким образом осуществляют полный оборот на 360°, состоящий из четырех четвертей оборота, для каждого кассетного держателя между двумя поступательными движениями, при этом во время почти полных четырех оборотов упомянутый кассетный держатель оказывается погруженным в жидкость, содержащуюся в баке 101 электролитической обработки, за исключением верхнего участка каждого оборота, где кассетный держатель временно оказывается вне жидкости, чтобы обеспечивать установку на место, продвижение вперед, перемещение и удаление деталей.
На каждом из циклов, то есть после каждого поворота на 90°, кассетный держатель с обработанными электролизом деталями переносится из бака 101 электролитической обработки на вращающуюся конструкцию 802 первого отсека 110 промывочного бака 102, затем погружается в промывочную жидкость во время следующего вращения, совершая полный оборот. Затем он переходит во второй отсек 109, совершает там оборот в 360°, после чего переходит в третий отсек 108, совершает в нем последний оборот в 360° и затем переходит в бак 103 горячей сушки. В промывочный бак непрерывно поступает промывочная жидкость. Эта промывочная жидкость попадает сначала в третий отсек 108 промывочного бака, затем проходит во второй отсек 109 через отверстие разделительной стенки 107 между этими двумя отсеками, затем в первый отсек 110, после чего удаляется в бак сбора отработанной жидкости. Специалисту понятно, что благодаря такому выполнению операция промывки происходит, если использовать терминологию из области химического разделения, в виде «промывки противотоком».
В третьем баке 103, который содержит вращающуюся конструкцию 803 длиной, эквивалентной двум положениям кассетных держателей, последние совершают два полных оборота, после чего отводятся устройством 200 перемещения к конвейерной линии 709 на выходе установки. Этот бак горячей сушки не содержит жидкости, но через него проходит поток горячего воздуха от турбины 111, 112. Благодаря вращению деталей в баке 103 относительно направления горячего воздуха происходит эффективное удаление капель промывочной жидкости, даже если детали содержат полости и полые части.
Влажный воздух, выходящий из сушильного бака 103, улавливается и соединяется с влажным воздухом, отсасываемым через вытяжной шкаф 401, расположенный над окислительным баком 101 и промывочным баком 102, и проходит обработку в блоке 402 вентиляции и промывки газов, установленном внутри камеры 701. Почасовую производительность отсасывания вытяжного шкафа 401 и блока 402 вентиляции и промывки газов можно выбрать в значении, равном 2-8-кратному, обычно 4-кратному внутреннему объему камеры. Этот тип оборудования сам по себе известен специалистам в области поверхностной обработки. Воздух, выходящий из этого поста 400 улавливания и промывки газов, можно выводить в атмосферу без каких-либо ограничений.
Воду, выходящую из скруббера, собирают в промежуточной сборной емкости. Эту воду соединяют с отработанной промывочной водой и перерабатывают в испарителе 300, который представляет собой небольшую установку дистилляции-конденсации. Дистиллят рециркулируют в качестве промывочной жидкости. Конденсат, который содержит кислотный раствор электролита, проходит в промежуточный бак сбора, и затем его соединяют со свежим электролитом.
Использованный электролит тоже собирают в промежуточную сборную емкость, затем перерабатывают в испарителе, при этом дистиллят соединяют со свежим электролитом, а остаток после дистилляции небольшого объема собирают для последующей переработки за пределами установки. В целом установка в соответствии с настоящим изобретением производит лишь незначительный объем не перерабатываемых на месте отходов, что позволяет использовать ее на заводе, не имеющем установок, обычно применяемых на заводе электрохимической поверхностной обработки.
Каждый кассетный держатель, проходящий через машину в соответствии с настоящим изобретением, совершает путь, который в целом можно назвать спиралевидным, хотя он состоит из последовательности вращения и поступательных движений. Кроме того, путь каждого кассетного держателя представляет собой ритмичные циклы этих движений, хотя в целом процесс обработки большого количества кассетных держателей можно считать непрерывным процессом. Следовательно, расход подачи текучих сред, то есть жидкости обработки, промывочной жидкости и воздушного потока можно отрегулировать таким образом, чтобы работать в установившемся непрерывном режиме, при этом объемы и значения концентрации текучих сред во всем ряду 100 баков остаются постоянными. Следовательно, качество обработанных деталей остается на постоянном уровне.
Кроме того, качество воздуха, удаляемого из установки промывки газов, остается на идеально постоянном уровне. Переработку жидких отходов внутри камеры можно производить либо непрерывно, либо частями, благодаря наличию емкостей 500, 600 для промежуточного сбора.
ПРИМЕРЫ
1. Примеры обработки анодированием алюминиевых деталей
Описанную выше установку, все баки которой показаны на фиг.2 и 3, использовали, в частности, для обработки:
- колпачков флаконов для косметических средств;
- гаек для датчиков давления;
- тормозных плунжеров;
- картеров коробок передач;
- переключателей скоростей на велосипедных ступицах;
- пряжек дамских сумочек;
- кронштейнов дождевых датчиков для автомобилей;
- съемных корпусов автоматических коробок.
Камера этой установки, показанная на Фиг.1, имеет длину примерно 5 м, тогда как установка согласно документу WO 2008/035199, предназначенная для такой же обработки, имеет длину примерно 12 м, включая сушильный туннель.
2. Пример обработки электроосаждением
Установку в соответствии с настоящим изобретением использовали для электролитического никелирования, то есть процесса электроосаждения, а не трансформации, стальных деталей в автомобильной промышленности. Детали были предварительно обезжирены растворителем.
Для осуществления этого процесса в установке применяют 9 баков, которые в общей сложности содержат 14 отсеков:
- первый бак является баком для серно-фосфорного травления;
- второй бак является двойным промывочным баком, содержащим деминерализованную воду;
- третий бак является баком анодного обезжиривания на основе едкого натра;
- четвертый бак является двойным промывочным баком, содержащим деминерализованную воду;
- пятый бак является баком для серной депассивации;
- шестой бак является двойным промывочным баком, содержащим деминерализованную воду;
- седьмой бак является баком для сульфатного никелирования, где собственно и происходит электролитическое осаждение; он содержит раствор сульфата никеля, нагретый до 60°. Он оборудован двумя никелевыми пластинами, образующими электроды и расположенными с двух сторон от вращающейся конструкции этого бака. Участок оси вращающейся конструкции этого бака электрически изолирован от участков оси баков, находящихся ближе к входу и дальше к выходу;
- восьмой бак является тройным промывочным баком, в том числе для так называемой «мертвой» промывки, при этом все три бака содержат деминерализованную воду;
- девятый бак является баком для горячей сушки, в который подается горячий воздух.
Плотность электрического тока, проходящего в никелировочном баке между электродами и деталями, равна 0,5 А/дм2. Никелевое покрытие, наносимое на поверхность деталей, имеет по существу постоянную толщину от 3 до 5 микрон. Степень выбраковки дефектных деталей ниже 0,1%.
Следует заметить, что все промывочные баки являются перегороженными баками с двумя или тремя отсеками, где происходит противоточная промывка деталей с целью максимального удаления остатков активных растворов из находящегося на входе бака обработки, чтобы не загрязнять активный раствор находящегося на выходе бака обработки.
3. Примеры видов обработки, выполняемых при помощи машины и установки в соответствии с настоящим изобретением
а) Виды электролитической обработки
- Электролитические катодные покрытия:
Ватт-Никель и сульфат никеля
Цинк и цинк-никель
Олово
Медь
Драгоценные металлы (серебро, золото, родий, семейство платиноидов…)
- Анодные преобразования:
Оксидирование алюминия
Оксидирование титана,…
- Покрасочные работы:
Химическая покраска
Анафорез
Катафорез
- Электролитическое полирование нержавеющих сталей
b) Гальванопластика на пластических материалах
- Меднение на пластике
- Никелирование на пластике
- Хромирование на пластике
с) Различные виды химической обработки
- Трансформация зачисткой заусенцев и/или химического полирования на алюминиевых сплавах и других подложках
- Химические преобразования, такие как пассивация сталей или алюминия
- Химическое травление титановых сплавов (смесь азотной и фтористоводородной кислот)
- Химический никель и бытовые стали
Разумеется, представленный выше список видов обработки не является избыточным и приведен только в качестве не ограничительных примеров. Специалист может подобрать для каждого конкретного случая число баков и отсеков в машине, а также оборудование, предназначенное для обработки отходов.
Разумеется, настоящее изобретение не ограничивается описанными и представленными в качестве примеров вариантами выполнения и может содержать многочисленные технические версии, а также их комбинации.
- Так, на Фиг.4 показана вращающаяся конструкция с четырьмя положениями крепления кассет. Это число может быть другим, например только с двумя положениями крепления, при этом каждую поперечную пластину можно заменить двумя рычагами.
- Вышеупомянутые кассетные держатели приспособлены, в частности, для обработки партий малоразмерных деталей. В случае установки для обработки деталей, имеющих большие, но не меняющиеся размеры, их можно крепить непосредственно на вращающейся конструкции и при помощи средств крепления, отличных от направляющих.
- Оси вращающихся конструкций двух последовательных баков можно соединить при помощи зубчатых передач, которые соединяют их во вращении, при этом оси не обязательно должны находиться на одной линии.
- Система 100 баков может содержать несколько баков, изготовленных отдельно и затем установленных последовательно. Ее можно также выполнить в виде бака большой длины, разделенного перегородками на множество отсеков, выполняющих разные функции.




Изобретение относится к устройству для электрохимической обработки поверхности металлических деталей, в частности обработки анодированием деталей из алюминия. Машина состоит из множества последовательно установленных в ряд баков (101, 102, 103), содержащих жидкости для обработки, и устройства перемещения деталей между баками. Каждый из упомянутых баков содержит вращающуюся конструкцию (801, 802, 803), установленную на оси (810, 820, 830) вращения и выполненную с возможностью размещения на ней упомянутых деталей. При этом детали погружаются в обрабатываемую жидкость с помощью вращения вращающейся конструкций бака обработки, обеспечивающего удаление воздушных пузырьков, образующихся при погружении упомянутых деталей с их поверхности. Оси вращения неподвижно соединены и выполнены с возможностью приведения во вращение общим приводным устройством. Техническим результатом является облегчение синхронизации перемещения деталей, улучшение обслуживания устройства. 2 н. и 14 з.п. ф-лы, 7 ил.
1. Машина для обработки поверхностей металлических деталей посредством погружения упомянутых деталей, по меньшей мере, в одну жидкость обработки, содержащуюся в баке обработки, при этом упомянутая машина (1) содержит множество последовательно установленных в ряд (100) баков (101, 102, 103) и устройство (200) перемещения деталей между упомянутыми баками, при этом каждый из упомянутых баков содержит вращающуюся конструкцию (801, 802, 803), установленную на оси (810, 820, 830) вращения и выполненную с возможностью приема упомянутых деталей, при этом упомянутые детали погружаются в упомянутую жидкость обработки с помощью вращения вращающейся конструкции (801) бака (101) обработки, обеспечивающего удаление воздушных пузырьков, образующихся при погружении упомянутых деталей, с поверхности упомянутых деталей, отличающаяся тем, что упомянутые оси вращения упомянутых вращающихся конструкций последовательного ряда (100) баков неподвижно соединены и выполнены с возможностью приведения во вращение общим приводным устройством (805).
2. Машина по п.1, отличающаяся тем, что упомянутые последовательно установленные в ряд баки прилегают друг к другу и оси вращения упомянутых вращающихся конструкций расположены на одной линии и соединены таким образом, чтобы получить общую ось (840) вращения, проходящую через всю упомянутую машину.
3. Машина по пп.1 или 2, отличающаяся тем, что общее приводное устройство содержит электрический двигатель (805), напрямую вращающий упомянутые оси вращения, в частности электрический двигатель (805), расположенный на первом конце упомянутого ряда баков.
4. Машина по пп.1 или 2, отличающаяся тем, что ось (810) вращения упомянутого бака обработки электрически изолирована от других осевых частей (820, 830), тем, что вращающаяся конструкция (801) упомянутого бака обработки подключена к электрическому генератору (705) через ось (810) вращения упомянутого бака обработки, в частности, при помощи вращающегося соединителя (804, 806), установленного на втором конце упомянутого ряда баков.
5. Машина по пп.1 или 2, отличающаяся тем, что на упомянутых вращающихся конструкциях установлены устройства (809, 811, 813, 814, 815, 816, 823, 824) удержания, выполненные с возможностью временного удержания держателей (850, 851) деталей, при этом размеры упомянутых держателей адаптированы к упомянутым устройствам удержания во время движений вращения упомянутых вращающихся конструкций, и с возможностью обеспечения движения перемещения держателей (850, 851) между двумя движениями вращения под действием упомянутого устройства перемещения, при этом на упомянутых держателях выполняют средства крепления, предназначенные для удержания и крепления упомянутых металлических деталей во время упомянутой обработки поверхностей.
6. Машина по п.5, отличающаяся тем, что упомянутые устройства удержания содержат направляющие (809, 811, 813, 814, 815, 816, 823, 824), параллельные упомянутым осям вращения упомянутых вращающихся конструкций, при этом каждая направляющая одного бака выровнена с направляющей баков, находящихся соответственно на входе и на выходе, чтобы обеспечивать перемещение упомянутых держателей от одного бака к следующему под действием упомянутого устройства перемещения посредством скольжения вдоль упомянутых направляющих, и тем, что, по меньшей мере, часть упомянутых направляющих содержит устройства (813) упругого контакта, обеспечивающие удержание упомянутых держателей в заранее определенном положении на упомянутых направляющих во время упомянутых движений вращения, а также во время скольжения держателей под действием устройства перемещения.
7. Машина по п.5, отличающаяся тем, что она содержит устройство (200) перемещения, расположенное над упомянутыми баками, синхронизированное с приводным устройством (805) машины и содержащее органы (201, 202, 203, 204, 205) захвата держателей (850, 851), находящихся на короткое время в верхнем положении на упомянутых вращающихся конструкциях, средства (209, 210) отвода упомянутых органов захвата от упомянутых держателей в верхнем положении и средства (206, 207, 208) поочередного перемещения вход-выход упомянутых органов захвата, при этом ход упомянутых средств поочередного перемещения равен расстоянию между двумя последовательными местами держателей в верхнем положении, при этом упомянутое устройство перемещения осуществляет движение одновременного перемещения упомянутых держателей в верхнем положении, при этом каждый держатель в верхнем положении занимает под действием упомянутого движения перемещения место, которое занимал перед упомянутым движением перемещения находящийся сразу за ним ближе к выходу держатель в верхнем положении.
8. Машина по п.7, отличающаяся тем, что упомянутые органы захвата содержат вал (201), расположенный над упомянутым рядом баков, и комплект рычагов (202, 205), установленных на упомянутом валу, при этом каждый рычаг содержит на своем свободном конце два отстоящих друг от друга стержня (203, 204), перпендикулярных упомянутому рычагу, при этом расстояние между двумя стержнями (203, 204) одного рычага (202) соответствует расстоянию, разделяющему два последовательных держателя (850, 851) в верхнем положении, и расстояние между двумя рычагами (202, 205) соответствует длине упомянутого держателя, тем, что упомянутое устройство перемещения содержит узел, состоящий из приводной шестерни (206) и зубчатой рейки, при этом упомянутая шестерня неподвижно соединена с рамой и с направляющей (208) и зацепляется с упомянутой зубчатой рейкой, неподвижно соединенной с ползуном (207), при этом на упомянутом ползуне установлен упомянутый вал, и моторизованный кривошипно-шатунный механизм (209), приводящий в действие упомянутый вал для одновременного отвода упомянутых захватных органов от всех держателей в верхнем положении.
9. Машина по пп.1 или 2, отличающаяся тем, что она предназначена для анодирования алюминиевых деталей и содержит от входа к выходу:
- окислительный бак (101), предназначенный для жидкости электролитической обработки, при этом упомянутый окислительный бак содержит один или несколько электродов (104, 105), выполняющий(их) функцию катода(ов), в частности два катода, расположенные по обе стороны от вращающейся конструкции (801) бака (101) обработки, при этом упомянутая вращающаяся конструкция выполняет функцию анода,
- промывочный бак (102), предназначенный для промывочной жидкости,
- бак (103) для горячей сушки, в который подается горячий воздух.
10. Машина по пп.1 или 2, отличающаяся тем, что она предназначена для электролитического никелирования стальных деталей и содержит от входа к выходу:
- травильный бак, предназначенный для травильной жидкости;
- первый промывочный бак, предназначенный для воды;
- бак для обезжиривания, предназначенный для обезжиривающего водного раствора;
- второй промывочный бак, предназначенный для воды;
- депассивационный бак, предназначенный для жидкости серной депассивации;
- третий промывочный бак, предназначенный для воды;
- никелировочный бак, предназначенный по существу для электроосаждения, содержащий раствор сульфата никеля и оборудованный пластинами никеля, образующими электроды, в частности два анода, расположенные по обе стороны от вращающейся конструкции упомянутого никелировочного бака;
- четвертый промывочный бак, предназначенный для воды;
- бак для горячей сушки, в который подается горячий воздух.
11. Машина по п.9, отличающаяся тем, что упомянутый(ые) промывочный(ые) бак(и) разделен на отсеки между его входной частью и его выходной частью при помощи, по меньшей мере, одной поперечной разделительной перегородки (106, 107), через которую проходит ось (820) вращения упомянутого промывочного бака, при этом на упомянутой оси вращения в каждом отсеке (108, 109, 110) установлена вращающаяся конструкция (814, 821, 822), при этом выходной отсек (108) содержит входное отверстие для подачи свежей промывочной жидкости, входной отсек (110) содержит выходное отверстие для отработанной промывочной жидкости и упомянутая разделительная перегородка содержит отверстие для прохождения промывочной жидкости от выхода к входу.
12. Установка для обработки поверхностей металлических деталей, отличающаяся тем, что она содержит машину (1) по одному из пп.1-11, установленную в камере (701), содержащей средства изоляции (702) и переработки (300, 400) текучих сред, выходящих из упомянутой машины.
13. Установка по п.12, отличающаяся тем, что низ упомянутой камеры образует ванну (702) для сбора жидкостей, в частности, тем, что емкость упомянутой сборной ванны выбирают таким образом, чтобы в нее мог поместиться весь объем жидкостей, присутствующих в машине.
14. Установка по п.12, отличающаяся тем, что упомянутая камера содержит резервуар (500) для жидкости обработки, резервуар для отработанной жидкости обработки и резервуар (600) для отработанной промывочной жидкости.
15. Установка по п.14, отличающаяся тем, что устройство для переработки обрабатывающей и промывочной отработанных жидкостей находится внутри камеры, и, в частности, тем, что устройство для переработки отработанных жидкостей представляет собой испаритель (300), перерабатывающий упомянутые отработанные жидкости посредством дистилляции и конденсации.
16. Установка по п.12, отличающаяся тем, что камера содержит пост (400) промывки газов, расположенный над проемами баков, в частности пост промывки газов, подключенный к контуру водоснабжения.
| WO 2008035199 A2, 27.03.2008 | |||
| WO 2006084973 A1, 17.08.2006 | |||
| Гальваническая автооператорная линия для обработки мелких деталей | 1981 |
|
SU986972A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ХИМИЧЕСКОЙ И ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 1994 |
|
RU2065511C1 |

