Изобретение относится к виброакустической диагностике и может быть использовано для определения люфтов приводов станков. Люфты приводов станков оказывают непосредственное влияние на точность обработки, например при расточке отверстий из-за люфтов будут образовываться плоские участки в местах смены направления перемещения узлов. Причем оценка люфтов с помощью индикаторов в статическом состоянии дает искаженный результат, т.к. не учитываются изменения, возникающие при работе оборудования, при котором из-за температурных и упругих деформаций происходит изменение люфтов. Поэтому безразборная оценка реальных люфтов при работе оборудования служит основой отладки и регулировки приводов в станках с целью повышения точности станка в целом.
Известен способ определения угла контакта в шарикоподшипнике и устройство для его осуществления (патент РФ №2112950, класс 6 G01M 13/04, опубликованный в бюллетене №16 от 10.06.98 г.), заключающийся в том, что снимают вибрационные сигналы при вращении подшипника под нагрузкой, определяют составляющие спектра вибраций в заранее определенных диапазонах частот, проводят быстрое преобразование Фурье и определяют частоты вращения вала, частоты перекатывания шариков по внутреннему и наружному кольцу, шарика вокруг собственной оси. Затем рассчитывают угол контакта в шарикоподшипнике в зависимости от параметров частот деталей подшипника. Недостатком вышеприведенного способа является то, что при использовании вышеприведенного способа невозможно определение люфтов в приводах станка.
Наиболее близким техническим решением к предлагаемому является способ диагностики низкооборотных подшипников качения путем выделения с помощью преобразования Фурье амплитуд из автонормированного сигнала вибрации, и по значениям резонансных частот определяют наличие дефектов, степень их влияния и принадлежность к определенным элементам подшипников. (Патент РФ №2133454, класс 6 G01М 13/04, опубликованный в бюллетене №20 от 20.07.99 г.).
Недостатком данного способа является невозможность определения реальных люфтов в приводах при работе станка при полных перемещениях.
Наиболее информативным инструментов для идентификации параметров оборудования является получение его вибрационных характеристик, которые непосредственно связаны с его параметрами и напрямую определяют различные показатели его точности. Так известно, что амплитуды вибрации станков, наблюдаемые при его функционировании, непосредственно отражаются на обработанной детали, что и определяет точностные показатели. При работе станков возникает широкий спектр колебаний, природа которых имеет как стационарный, так и нестационарный характер. В станках могут действовать как вынужденные колебания, так и автоколебания. В свою очередь автоколебания различаются при резании и при работе на холостых ходах, т.е. при его установочных перемещениях и при функционировании без резания. Поскольку при резании динамические составляющие сил резания в большинстве случаев имеют нелинейный характер, определяемый именно процессом резания, то для идентификации элементов станка более всего подходит режим его функционирования на холостом ходу, при котором вибрационные характеристики станка в целом определяются работой его деталей и узлов: подшипниками, шестеренными и ременными передачами, шариково-винтовыми парами, приводными механизмами. При работе на холостом ходу станка, вследствие наблюдавшихся в ряде случаев незначительного уровня вибраций, требуется применение высокочувствительной аппаратуры, позволяющей фиксировать необходимые частотные характеристики и позволяющей также суммировать измеряемые характеристики с целью расчета средних значений, которые наиболее полно удовлетворяют требованиям соответствия состояний реальных объектов.
Колебания валов узлов станков являются основными источниками вибраций, возникающими при работе машин, причем их частотные составляющие и величины амплитуд вибраций определяются как дефектами отдельных элементов, установленных на валах, так и погрешностями сборки и эксплуатации. Особенностью вибраций вращающихся узлов является то, что наибольшие амплитуды наблюдаются в поперечном направлении, причем вибрационный сигнал имеет способность хорошо передаваться по корпусным деталям. Поэтому при установке датчика на корпусе узла можно получить исходную информацию о вибрационном состоянии параметров каждого подшипника, параметров шариково-винтовых пар. При этом следует учитывать, что вибрационный сигнал значительно затухает при передаче его через сопряжение между деталями, особенно корпусными.
При работе оборудования в подшипниках генерируются вибрации, что приводит к развитию вибраций в широком частотном диапазоне. Причины, приводящие к появлению вибраций в подшипниках, следующие:
Конструктивные особенности подшипников, состоящие из нескольких элементов, совершающих сложное кинематическое движение с различными угловыми скоростями, приводят к возникновению спектра вибраций в диапазоне от низкочастотного до высокочастотного. Также появлению вибраций способствуют неточности деталей подшипников, образовавшиеся при их изготовлении. К ним относятся разностенность наружного и внутреннего кольца, некруглость и шероховатость тел качения и дорожек качения колец, погрешности, вызванные дефектами сборки узлов, в том числе перекос наружных и внутренних колец, дисбалансом вращающихся валов.
Следующие погрешности возникают при эксплуатации: износ беговых дорожек колец, образование на них задиров, износ тел качения и сепаратора, некруглость тел вращения, образование трещин в сепараторах. Одним из основных показателей подшипников и шариково-винтовых пар является люфт, который образуется или при их изготовлении, или при сборке.
Способ диагностики люфтов приводов станков в настоящем изобретении заключается в том, что сначала выполняют измерение виброакустического сигнала, проводят преобразование Фурье, определяют спектр огибающей вибрации при перемещении привода станка на расстояние, соответствующее полному ходу привода. Затем проводят аналогичные операции с тем отличием, что спектр вибрации определяется при попеременном перемещении привода станка в величинах, соответствующих возможным люфтам в приводе станка. После этого высчитываются средние значения выявленных пик-факторов при двух режимах работы станка на частотах, соответствующих частоте тел качения и кратных частоте тел качения. Сравнивая вышеприведенные средние значения, определяют фактический люфт в приводе станка.
Пик-фактор - это отношение максимального значения амплитуды виброакустического сигнала Vмак к его среднеквадратичному значению Vсрк в определенной полосе частот
Х=Vмак/Vсрк.
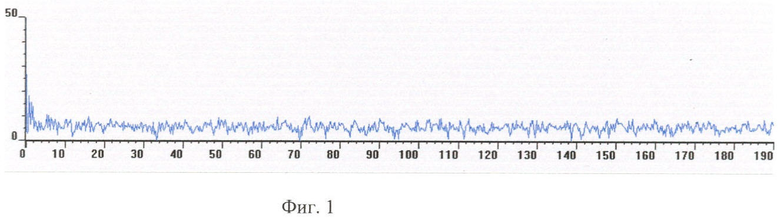
На фиг.1 приведен спектр огибающей вибрации при перемещении привода станка на расстояние, соответствующее полному ходу привода, где по оси абсцисс приведен диапазон частот измеряемой вибрации в герцах, а по оси ординат значения амплитуды виброускорений в м/с2.
На фиг.2 показан спектр огибающей вибрации, определенный при попеременном перемещении привода станка в величинах, соответствующих возможным люфтам в приводе станка, где по оси абсцисс приведен диапазон частот измеряемой вибрации в Герцах, а по оси ординат значения амплитуды виброускорений в м/с2.
Вибрация, создаваемая подшипником качения, характеризуется следующими основными частотами, связанными с элементами подшипников (Неразрушаемый контроль: Справочник, Москва, Машиностроение. 2005 г., Том 7, Книга 2, Вибродиагностика, Балицкий Ф.Я., Барков А.В., Баркова Н.А., 829 с.):
Частота вращения сепаратора относительно наружного кольца:
fc=1/2fвр{1-dтк/dccos(a)},
где частота вращения подвижного кольца относительно неподвижного - fвр; dтк - диаметр тела качения; dc=1/2(dн-dв) - диаметр сепаратора, dн - диаметр наружного кольца, dв - диаметр внутреннего кольца; угол контакта тел и дорожек качения. Частота перекатывания тел качения по наружному кольцу:
fн=1/2fвр{1-dтк/dc cos(a)} z=fсz,
где z - число тел качения.
Частота перекатывания тел качения по внутреннему кольцу:
fв=1/2fвр{1+dтк/dccos(а)} z=(fвр-fс)z.
Частота вращения тел качения относительно поверхности колец:
fтк=1/2fврdс/dтк{1-dтк 2/dc 2cos2(а)}.
Где: fвр - частота вращения вала, fв - частота перекатывания тел качения по внутреннему кольцу, fн - частота перекатывания тел качения по наружному кольцу, fтк - частота вращения тел качения, fс - частота вращения сепаратора, ВЧ - высокочастотная область спектра вибрации, k1=1, 2, 3, 4,…, k2=1, 2, 3, 4,…,k3=1, 2, 3, 4,…
Как видно из спектра огибающей, приведенного на фиг.2, наибольшее значение пик-фактора наблюдается на частотах, равных частоте перекатывания шариков Fтк, и на частотах, кратных частоте перекатывания шариков N х Fтк, где N=1-100. Определив значения пик-факторов Хпер. на частотах Fтк, 2Fтк, 4Fтк, 6Fтк, при попеременном перемещении привода станка в величинах, соответствующих возможным люфтам в приводе станка, рассчитываем среднее значение пик-факторов Хср.пер. при вышеприведенном режиме работе станка. Затем на тех же самых частотах определяем величины пик-факторов Хп. при перемещении привода станка на расстояние, соответствующее полному ходу привода (см. фиг.1). Рассчитываем среднее значение пик-факторов Хср.п. и для второго режима работы станка. Определяя отношение средних значений при двух режимах работы станка, определяем величину люфта L в приводе станка.
L=k x Хср.пер./Хср.п.,
где k - коэффициент, учитывающий связь между отношением средних значений пик-факторов при попеременном перемещении и при полном перемещении приводов станков к фактическому люфту в приводах станков. Вышеприведенный коэффициент определяется для оборудования один раз при совместном использовании аппаратуры, позволяющих определить люфт в приводах станка (Современная комплексная диагностика технического состояния станков, Савинов Ю.И. Станки и инструмент, №9, 2008 г., стр.5-11) и пик-факторов, определяемых с помощью виброакустической аппаратуры. В дальнейшем, настройка и регулировка люфтов в приводах подач станков осуществляется только с помощью определения пик-факторов по вышеизложенному способу.
Возможна также диагностика неисправностей, в том числе и определение люфтов шариково-винтовых пар, подшипников на основе сравнения вышеприведенных пик-факторов для исправного (нового) и изношенного (дефектного) подшипника, привода, шариково-винтовой пары и заключения о годности элементов и узлов без определения поправочных коэффициентов, устанавливающих связь между величиной люфта и значением пик-фактора, на основе сравнения только пик-факторов. В этом случае требуется замена или ремонт комплектующих, когда их износ превышает 10%. (Снижение затрат при обслуживании станков. Савинов Ю.И. Инструмент, технология, оборудование, №1, 2009 г., стр.40-42).
Реализация вышеприведенного способа на работающем станке осуществляется путем внесения коррекции в параметры системы управления станком. Применяемые в настоящее время коррекции погрешностей станка, обусловленные измерением тепловых деформаций (Проектирование металлорежущих станков и станочных систем. Справочник. Том 2, Часть 2. Стр.115-130, Москва, Машиностроение, 1995 г.), позволяют получать приближенные значения люфтов в приводах станка, поскольку при использовании в качестве диагностического параметра такого показателя, как температура, получаем интегральную оценку ряда факторов, которые, в том числе и люфты, влияют на температуру. Известно, что влияние изменения смазки или попадания посторонних частиц как из-за износа, а также из-за некачественного обслуживания станка приводят к значительному изменению температур при одном и том же состоянии рабочих органов. Применение предлагаемого способа диагностики позволит определить зазор в каждом приводе станка при его работе и внести реально необходимую коррекцию с целью повышения точности обработки на станке.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля технического состояния судового дизель-генератора в эксплуатации | 2018 |
|
RU2682839C1 |
| СПОСОБ ДИАГНОСТИКИ ТЕХНИЧЕСКОГО СОСТОЯНИЯ ДЕТАЛЕЙ, УЗЛОВ И ПРИВОДНЫХ АГРЕГАТОВ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2379645C2 |
| Способ вибрационной диагностики подшипников качения | 2019 |
|
RU2720328C1 |
| Способ контроля технического состояния судового редуктора в эксплуатации | 2021 |
|
RU2773562C1 |
| СПОСОБ ДИАГНОСТИКИ ТЕХНИЧЕСКОГО СОСТОЯНИЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ И/ИЛИ ТРАНСМИССИИ АВТОМОБИЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2165605C1 |
| СПОСОБ ДИАГНОСТИРОВАНИЯ ОБОБЩЁННОГО ТЕХНИЧЕСКОГО СОСТОЯНИЯ ЭЛЕКТРОДВИГАТЕЛЯ | 2016 |
|
RU2641318C1 |
| Способ диагностики проскальзывания тел качения в подшипнике | 2023 |
|
RU2816544C1 |
| Способ контроля технического состояния подшипников качения | 1989 |
|
SU1691702A1 |
| Способ вибродиагностики зарождающихся дефектов механизмов | 2018 |
|
RU2680640C1 |
| УСТРОЙСТВО И СПОСОБ ОЦЕНКИ ТЕХНИЧЕСКОГО СОСТОЯНИЯ АСИНХРОННЫХ ДВИГАТЕЛЕЙ | 2019 |
|
RU2711647C1 |
Изобретение относится к виброакустической диагностике и может быть использовано для определения люфтов приводов станков. Способ заключается в том, что измеряют спектры огибающей вибрационного сигнала при двух режимах работы станка: при перемещении привода станка на всем рабочем диапазоне и при попеременном перемещении привода станка в величинах, соответствующих возможным люфтам в приводе станка. Затем определяют средние значения пик-факторов при двух режимах работы станка на частотах, соответствующих частоте тел качения и кратных частоте тел качения, и, сравнивая вышеприведенные средние значения пик-факторов при двух режимах работы станка, определяют фактический люфт в приводе станка. Технический результат заключается в возможности измерения люфтов в приводах при работе станка при полных перемещениях. 2 ил.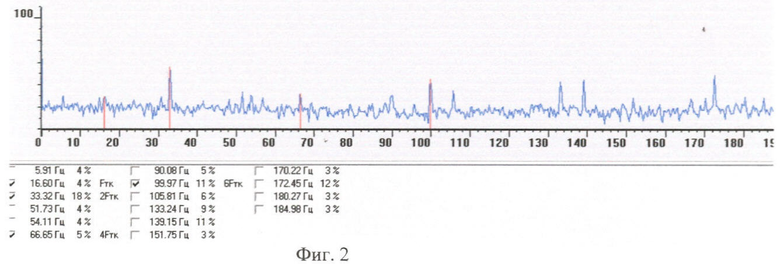
Способ определения люфтов в приводе станка, предусматривающий снятие спектра огибающей вибрационного сигнала, отличающийся тем, что измеряют спектр огибающей вибрационного сигнала при перемещениях привода станка на всем рабочем диапазоне, затем определяют спектр огибающей вибрационного сигнала при попеременном перемещении привода станка в величинах, соответствующих возможным люфтам в приводе станка, определяют средние значения пик-факторов при двух режимах работы станка на частотах, соответствующих частоте тел качения и кратных частоте тел качения, и, сравнивая вышеприведенные средние значения пик-факторов при двух режимах работы станка, определяют фактический люфт в приводе станка.
| СПОСОБ ДИАГНОСТИКИ ПОДШИПНИКОВ КАЧЕНИЯ | 1996 |
|
RU2133454C1 |
| СПОСОБ ВИБРОАКУСТИЧЕСКОЙ ДИАГНОСТИКИ МЕЖВАЛЬНЫХ ПОДШИПНИКОВ КАЧЕНИЯ ДВУХВАЛЬНЫХ ТУРБОМАШИН И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2001 |
|
RU2200942C2 |
| СПОСОБ ДИАГНОСТИКИ ТЕХНИЧЕСКОГО СОСТОЯНИЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ И/ИЛИ ТРАНСМИССИИ АВТОМОБИЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2165605C1 |
| Способ контроля технического состояния подшипников качения | 1989 |
|
SU1691702A1 |

