Изобретение относится к области электротермии и может применяться для управляемого, в том числе непрерывного, нагрева и плавления материалов в широком диапазоне - от металлов до неметаллических материалов, включая оксиды.
Известна рудновосстановительная печь, используемая, в частности, для производства ферросплавов, содержащая несколько (как правило, три) вертикальных самоспекающихся электродов (Шевцов М.С., Бородачев А.С. Развитие электротермической техники / Под ред. акад. А.Ф.Белова. - М.: Энергоатомиздат, 1983, с.109-111). Самоспекающийся электрод, как правило, представляет собой металлический цилиндрический сварной кожух, заполняемый углеродистой электродной массой, и служит для подвода электрического тока от контактных щек электрододержателя через скоксованную часть электрода в рабочее пространство плавильной емкости печи. Электрический ток при этом течет между электродами и загруженным в емкость материалом. Производительность и безаварийная работа печи, качество и себестоимость выплавляемого сплава в значительной степени зависят от качества самоспекающихся электродов и режима их эксплуатации. В связи с тем, что самоспекающиеся электроды электрически взаимосвязаны, выход из строя по крайней мере одного из них приводит к нарушению процесса плавки и возникновению аварийной ситуации. В то же время использование самоспекающихся электродов с заполнением их углеродистой электродной массой значительно удешевляет процесс плавки по сравнению с применением графитированных электродов.
Известно также устройство для ведения плавки, содержащее плавильную ванну и как минимум два электродных узла, каждый из которых состоит из двух коаксиально расположенных цилиндрических электродов, разделенных полостью, открытой сверху и снизу. Способ ведения плавки при этом включает размещение электродных узлов в плавильной ванне, подачу на них напряжения, подачу в межэлектродную полость каждого электродного узла инертного газа, заполнение плавильной ванны жидким расплавом, нагрев расплава электрическим током между электродными узлами (предварительный патент Республики Казахстан №14141, М. кл. Н05В 6/46, Н05В 6/54). Данное устройство применяется преимущественно для ведения плавки «с жидким стартом» при переработке тугоплавких металлов, их сплавов, смесей металлов, тугоплавких огнеупорных окислов и карбидов. В то же время данная конструкция представляется более универсальной, так как электродный узел, включающий коаксиальные электроды, является самодостаточным для осуществления нагрева и плавки перерабатываемого материала вне зависимости от работы других электродных узлов, установленных в плавильной печи.
Целью изобретения является разработка способа ведения плавки и устройства для его осуществления, позволяющих обеспечить непрерывный процесс плавки и повысить надежность работы устройства, при этом уменьшив стоимость расходуемых материалов и себестоимость конечного продукта.
Требуемый результат достигается тем, что устройство для ведения плавки, содержащее плавильную емкость, по меньшей мере один электродный узел, состоящий из двух коаксиально расположенных электродов - наружного полого и внутреннего, и систему подачи и отбора газа в процессе плавки, согласно изобретению снабжено по меньшей мере одним бункером-дозатором для подачи токопроводящей самоспекающейся электродной массы, при этом наружный полый электрод выполнен в виде двух коаксиальных труб, имеющих зазор между ними для загрузки токопроводящей самоспекающейся электродной массы и состоящих из состыкованных между собой секций, а внутренний электрод изолирован от наружного и выполнен в виде трубы, состоящей из состыкованных между собой секций и имеющей полость для загрузки токопроводящей самоспекающейся электродной массы. В способе ведения плавки, включающем размещение в плавильной емкости по меньшей мере одного электродного узла, состоящего из двух коаксиально расположенных электродов - наружного полого и внутреннего, загрузку переплавляемого материала, подачу газа в зазор между электродами, подачу напряжения на электроды, зажигание электрической дуги, установление электродов в рабочее положение, согласно изобретению в зазор между наружным и внутренним коаксиальными электродами посредством системы подачи и отбора газа в процессе плавки подают газ, отобранный из плавильной емкости, или газ или газовую смесь от внешних источников, а наружный и/или внутренний коаксиальный самоспекающийся электрод по меньшей мере одного электродного узла наращивают в процессе плавки путем пристыковывания и закрепления дополнительных секций к верхнему краю электрода с заполнением зазора между двух коаксиальных труб наружного коаксиального самоспекающегося электрода и/или полости внутреннего коаксиального самоспекающегося электрода токопроводящей самоспекающейся электродной массой.
Сущность изобретения поясняется чертежом. На нем изображено устройство для ведения плавки. Устройство включает плавильную емкость 1, по меньшей мере один электродный узел (2-8), газовую систему для подачи/отбора газа в процессе плавки (14, 20). Электродный узел состоит из наружного 2 и внутреннего 3 электродов, расположенных коаксиально. Наружный электрод 2 выполнен в виде двух коаксиальных труб 4 с зазором между ними 5, заполненным самоспекающейся электродной массой. Трубы 4 состоят из состыкованных между собой секций 6. Внутренний электрод 3 выполнен, например (см. чертеж), в виде трубы 7 с полостью 8, заполненной самоспекающейся электродной массой. Устройство снабжено бункером-дозатором 9 для подачи самоспекающейся электродной массы в зазор наружного электрода и бункером-дозатором 10 для подачи самоспекающейся электродной массы в полость внутреннего электрода. Ток к наружному электроду подводится при помощи токоподвода 11, ток к внутреннему электроду подводится при помощи токоподвода 12. Между электродами 2 и 3 установлен электроизолятор 13, предназначенный для центрирования электродов, предотвращения загрязнения и пробоя межэлектродного пространства, выравнивания потока газа, подаваемого в полость между электродами по тракту подачи газа 14. Между наружным электродом 2 и корпусом плавильной емкости 15 установлено уплотнение 16. Наружный электрод 2 снабжен механизмом перемещения 17. Внутренний электрод 3 снабжен механизмом перемещения 18, позволяющим перемещать внутренний электрод как одновременно с наружным электродом, так и относительно наружного электрода.
Реализация способа и работа устройства осуществляются следующим образом. В плавильную емкость 1 опускают по меньшей мере один электродный узел на глубину, требуемую технологическим процессом. Плавильную емкость известным образом заполняют переплавляемыми материалами 19 и добавляют их по мере переработки. В пространство между наружным 2 и внутренним 3 электродами по тракту подачи газа 14 подают газ, отобранный из плавильной емкости через тракт отбора газа 20, либо газ или газовую смесь от внешних источников. Избыточную часть газа удаляют из плавильной емкости при помощи системы газоудаления. Устанавливают взаимное расположение электродов, соответствующее режиму плавки. После этого известными способами, например осциллятором, зажигают электрическую дугу между наружным и внутренним электродами. Электрическая дуга горит от концов электродов на расплав, частично ток идет по переплавляемому материалу и расплаву (21). Производят нагрев и/или расплав переплавляемых материалов. Готовый расплав 22 сливают из плавильной емкости. По мере расходования рабочей части наружного электрода 2 производят его наращивание путем пристыковывания дополнительных секций 6 к верхнему краю электрода и закрепления их известными способами, например сваркой. Образовавшуюся пустоту в зазоре 5 при помощи бункера-дозатора 9 заполняют самоспекающейся электродной массой, например смесью гранулированных твердых углеродистых материалов (термоантрацита и кокса) со связующим каменноугольным песком. Производят перепуск электрода. Внутренний электрод 3, выполненный в виде трубы с полостью, заполненной самоспекающейся электродной массой, наращивают по мере изнашивания аналогичным образом.
В случае использования в процессе плавки нескольких электродных узлов каждый из них работает самостоятельно по взаимно согласованной схеме. При выходе из строя одного или нескольких электродных узлов полезная нагрузка перераспределяется между остальными, что обеспечивает непрерывность процесса плавки и повышает надежность работы устройства. Кроме того, применение самоспекающейся электродной массы уменьшает стоимость расходуемых в процессе плавки материалов и, следовательно, себестоимость конечного продукта.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЕДЕНИЯ ВОССТАНОВИТЕЛЬНОЙ ПЛАВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2412260C2 |
| СПОСОБ ВЕДЕНИЯ ПЛАВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2361375C1 |
| СПОСОБ ВОЗДЕЙСТВИЯ НА ХИМИЧЕСКИЙ СОСТАВ ЖИДКОГО МЕТАЛЛА И ШЛАКА ВНУТРИ ЕМКОСТИ ПЛАВИЛЬНОГО АГРЕГАТА ИЛИ ЛЮБОЙ ДРУГОЙ ПРОМЕЖУТОЧНОЙ ЕМКОСТИ, РАСХОДУЕМАЯ ФУРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ, СПОСОБ ИЗГОТОВЛЕНИЯ РАСХОДУЕМОЙ ФУРМЫ ИЗ САМОСПЕКАЮЩЕЙСЯ/САМОТВЕРДЕЮЩЕЙ СМЕСИ И УСТРОЙСТВА ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2005 |
|
RU2299912C2 |
| Электродный узел электропечи для плавки электрокорунда | 1980 |
|
SU951757A1 |
| УСТАНОВКА ДЛЯ ЛИТЬЯ МЕТАЛЛОВ | 2001 |
|
RU2196022C1 |
| САМОСПЕКАЮЩИЙСЯ ЭЛЕКТРОД | 1995 |
|
RU2121247C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ САМОСПЕКАЮЩЕГОСЯ УГОЛЬНОГО ЭЛЕКТРОДА | 1996 |
|
RU2134032C1 |
| ПРОМЫШЛЕННАЯ ПЛАВИЛЬНАЯ ПЕЧЬ, МЕТАЛЛУРГИЧЕСКАЯ ПЛАВИЛЬНАЯ ЕМКОСТЬ И СПОСОБЫ ИХ ЭКСПЛУАТАЦИИ | 1998 |
|
RU2220392C2 |
| Способ нагрева и устройство для его осуществления | 2021 |
|
RU2787929C1 |
| СПОСОБ ПЛАЗМЕННОГО НАГРЕВА ШИХТЫ В ФЕРРОСПЛАВНОМ ПРОИЗВОДСТВЕ | 2001 |
|
RU2182185C1 |
Изобретение относится к области металлургии, в частности для управляемого, в том числе непрерывного, нагрева и плавления материалов в широком диапазоне - от металлов до неметаллических материалов, включая оксиды. Устройство снабжено по меньшей мере одним бункером-дозатором для подачи токопроводящей самоспекающейся электродной массы, при этом наружный полый электрод выполнен в виде двух коаксиальных труб, имеющих зазор между ними для загрузки токопроводящей самоспекающейся электродной массы и состоящих из состыкованных между собой секций, а внутренний электрод изолирован от наружного и выполнен в виде трубы, состоящей из состыкованных между собой секций и имеющей полость для загрузки токопроводящей самоспекающейся электродной массы. В способе в зазор между наружным и внутренним коаксиальными электродами посредством системы подачи и отбора газа в процессе плавки подают газ, отобранный из плавильной емкости, или газ или газовую смесь от внешних источников, а наружный и/или внутренний коаксиальный самоспекающийся электрод по меньшей мере одного электродного узла наращивают в процессе плавки путем пристыковывания и закрепления дополнительных секций к верхнему краю электрода с заполнением зазора между двух коаксиальных труб наружного коаксиального самоспекающегося электрода и/или полости внутреннего коаксиального самоспекающегося электрода токопроводящей самоспекающейся электродной массой. Изобретение позволяет повысить надежность работы устройства, т.к. при выходе из строя одного или нескольких электродных узлов полезная нагрузка перераспределяется между остальными, при этом применение самоспекающейся электродной массы уменьшает стоимость расходуемых в процессе плавки материалов и себестоимость конечного продукта. 2 н.п. ф-лы, 1 ил.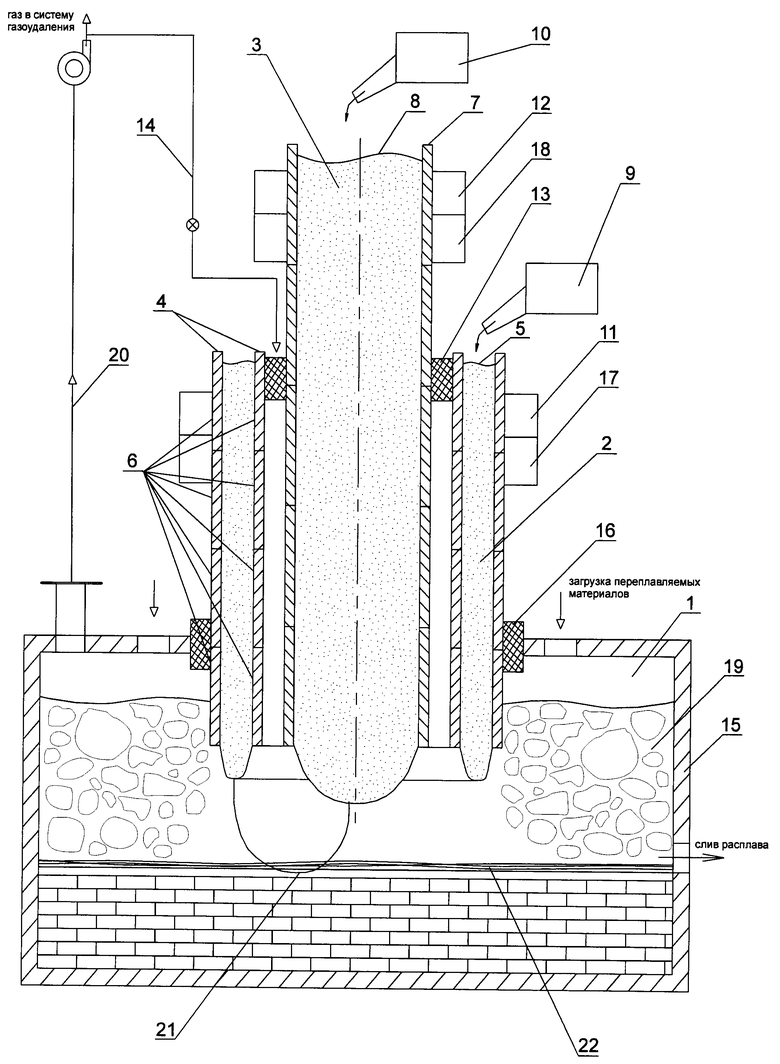
1. Устройство для ведения плавки, содержащее плавильную емкость, по меньшей мере один электродный узел, состоящий из двух коаксиально расположенных электродов - наружного полого и внутреннего, и систему подачи и отбора газа в процессе плавки, отличающееся тем, что оно снабжено по меньшей мере одним бункером-дозатором для подачи токопроводящей самоспекающейся электродной массы, при этом наружный полый электрод выполнен в виде двух коаксиальных труб, имеющих зазор между ними для загрузки токопроводящей самоспекающейся электродной массы и состоящих из состыкованных между собой секций, а внутренний электрод изолирован от наружного и выполнен в виде трубы, состоящей из состыкованных между собой секций и имеющей полость для загрузки токопроводящей самоспекающейся электродной массы.
2. Способ ведения плавки, включающий размещение в плавильной емкости по меньшей мере одного электродного узла, состоящего из двух коаксиально расположенных электродов - наружного полого и внутреннего, загрузку переплавляемого материала, подачу газа в зазор между электродами, подачу напряжения на электроды, зажигание электрической дуги, установление электродов в рабочее положение, отличающийся тем, что в зазор между наружным и внутренним коаксиальными электродами подают газ, отобранный из плавильной емкости, или газ или газовую смесь от внешних источников, а наружный и/или внутренний коаксиальный самоспекающийся электрод по меньшей мере одного электродного узла наращивают в процессе плавки путем пристыковывания и закрепления дополнительных секций к верхнему краю электрода с заполнением зазора между двух коаксиальных труб наружного коаксиального самоспекающегося электрода и/или полости внутреннего коаксиального самоспекающегося электрода токопроводящей самоспекающейся электродной массой.
| Ручная косилка | 1928 |
|
SU14141A1 |
| ЛАТАШ Ю.В | |||
| и др | |||
| Электрические и тепловые параметры плазменно-дугового нагрева объектов комбинированной дугой | |||
| Проблемы специальной электрометаллургии | |||
| - М.: Металлургия, 1992, №2, с.71-78 | |||
| СПОСОБ ПЛАЗМЕННОГО НАГРЕВА ШИХТЫ В ФЕРРОСПЛАВНОМ ПРОИЗВОДСТВЕ | 2001 |
|
RU2182185C1 |
| Самоспекающийся электрод рудовосстановительной электропечи | 1976 |
|
SU600747A1 |
| US 3365533 A, 23.02.1967 | |||
| EP 0152790 A, 28.08.1985. | |||

