Изобретение относится к устройству для измерения по меньшей мере одной конической резьбы, в частности резьбового гнезда или резьбового штуцера электрода пирометаллургической установки. Кроме того, изобретение относится к способу измерения по меньшей мере одной конической резьбы, в частности резьбового гнезда или резьбового штуцера электрода пирометаллургической установки.
В пирометаллургических установках, в частности в электроплавильных или электродуговых печах применяются электроды, которые чаще всего состоят из углерода (графита), спеченного с пеком. Несколько таких электродов соединяют в осевом направлении и последовательно вводятся в печь. После использования и удаления одного электрода вновь устанавливаемые электроды соединяют посредством резьбового соединения, образованного резьбовым гнездом и резьбовым штуцером, и образованное соединение электродов вводят в осевом направлении в печь. В таком электродном столбе обычно соединяют от двух до трех электродов. Решение такого типа описано в DD 216835 А5, DE 3322128 A1, DE 3116221 A1 и DE 19850735 С1.
При соединении нескольких электродов посредством упомянутого резьбового соединения, образованного резьбовым гнездом и резьбовым штуцером очень важно, чтобы контактная поверхность конической резьбы, взаимодействовала с контактными поверхностями вокруг резьбы с образованием как можно большей площади сопряжения, через которую ток проводится от одного электрода к другому. Если резьбовое соединение выполнено с недостаточной точностью, в результате чего соединение двух электродов имеет геометрические дефекты, могут возникать существенные повреждения, вызванные износом.
Вследствие этого как наружная резьба резьбового штуцера, так и внутренняя резьба резьбового гнезда должны соответствовать высоким требованиям точности, и должны быть максимально приближены к заданной конфигурации.
Известны способы проверки точности выполнения резьбы резьбового штуцера или резьбового гнезда, описанные, например, в стандарте DIN EN 60239 или в японском стандарте JIS R 7202 (Японский Промышленный Стандарт). Для измерения резьбы этими способами два калибрующих дискообразных резьбовых элемента различного диаметра, навинчивают на измеряемую резьбу или ввинчивают в нее и измеряют расстояние между ними в осевом направлении индикатором часового типа. На основании конфигурации наружной или внутренней резьбы резьбового штуцера или резьбового гнезда задано номинальное расстояние по оси между указанными резьбовыми калибрующими элементами, так что измерение фактического расстояния позволяет судить о точности конической резьбы резьбового штуцера или резьбового гнезда.
Недостатком описанного в упомянутых источниках способа измерения конической резьбы является его относительно высокая трудоемкость. На практике
возникают трудности, особенно в случае, если при изготовлении резьбы измерения осуществляются низко квалифицированным персоналом.
Таким образом, основной задачей данного изобретения является создание устройства для измерения конической резьбы, в частности резьбового гнезда или резьбового штуцера электрода пирометаллургической установки, а также соответствующий способ измерения резьбы, которые позволяют упростить измерение резьбы резьбового гнезда и резьбового штуцера. Указанные устройство и способ должны функционировать максимально просто и понятно, даже при неблагоприятных внешних условиях, чтобы в процессе производства измерения могли достоверно осуществляться даже низко квалифицированным персоналом.
Решение этой задачи осуществляется с использованием данного изобретения, отличающегося наличием первого и второго резьбовых калибрующих элементов, которые выполнены с возможностью навинчивания на измеряемую резьбу или ввинчивания в нее и которые имеют различные диаметры резьбы, при этом предусмотрены средства, при помощи которых может быть определено отклонение углового положения резьбового калибрующего элемента от заданного углового положения.
Оба резьбовых калибрующих элемента для измерения наружной резьбы резьбового штуцера могут быть выполнены в виде плоских колец с конической внутренней резьбой. При измерении внутренней резьбы резьбового гнезда оба резьбовых калибрующих элемента могут быть выполнены в виде плоских колец с конической наружной резьбой.
Один из указанных калибрующих элементов может быть соединен с осью, которая проходит через другой резьбовой калибрующий элемент соосно с ним. При этом предпочтительно, чтобы указанная ось располагалась на резьбовом калибрующем элементе с меньшим диаметром резьбы. Кроме того, указанная ось может быть установлена на этом резьбовом калибрующем элементе при помощи винтового соединения с возможностью фиксации в некотором угловом положении, а также с возможностью регулирования этого положения.
Еще в одном варианте изобретения на одном из двух резьбовых калибрующих элементов или на соединенной с ним детали расположен градуированный диск, а на другом резьбовом калибрующем элементе или на соединенной с ним детали расположен индикатор, который показывает на градуированном диске угловое положение резьбовых калибрующих элементов по отношению друг к другу.
Резьбовые калибрующие элементы могут быть в любой момент времени соединены соответственно каждый с одной осью с обеспечением прочности при кручении, при этом одна ось проходит через другую ось, выполненную в виде полого стержня. При этом предпочтительно, чтобы на одном конце обеих осей располагались рукоятки или участки для захвата с целью манипулирования и/или ввинчивания или навинчивания резьбовых калибрующих элементов. Кроме того, передние стороны ручки или участка для захвата могут устанавливаться соосно при установке обоих резьбовых калибрующих элементов в заданном положении.
Еще одним преимуществом является то, что протяженность обоих резьбовых калибрующих элементов в осевом направлении составляет не более 30 мм, что позволяет избегать воздействия температурного расширения.
Участок захода и/или сбега резьбы резьбового калибрующего элемента может быть смещен относительно заданного положения для снижения вероятности повреждений или несчастных случаев.
Допускается использование дополнительных измерительных средств для измерения расстояния по оси между обоими резьбовыми калибрующими элементами. К указанным средствам относится индикатор часового типа.
Резьбовые калибрующие элементы могут быть выполнены для навинчивания на одну единственную коническую резьбу или ввинчивания в нее. Однако также возможно выполнение резьбовых калибрующих элементов для навинчивания на две конические резьбы, примыкающие друг к другу и различным образом ориентированные по отношению друг к другу или ввинчивания в них.
В качестве материала для обоих резьбовых калибрующих элементов, как и для всего устройства, может быть использован алюминий, сталь или углепластик.
Способ согласно изобретению для измерения по меньшей мере одной конической резьбы, в частности, резьбового гнезда или резьбового штуцера электрода пирометаллургической установки включает следующие этапы:
а) навинчивание на измеряемую резьбу или ввинчивание в нее первого резьбового калибрующего элемента с первым диаметром резьбы;
б) навинчивание на измеряемую резьбу или ввинчивание в нее второго резьбового калибрующего элемента со вторым диаметром резьбы, отличающимся от первого;
в) определение углового положения первого и второго резьбовых калибрующих элементов по отношению друг другу и определение величины отклонения углового положения от заданного.
Навинчивание на измеряемую резьбу или ввинчивание в нее резьбовых калибрующих элементов осуществляется преимущественно с заданным крутящим моментом.
Перед реализацией этапа а) целесообразно проводить калибровку номинального углового положения обоих резьбовых калибрующих элементов путем их установки их на резьбовой шаблон. При калибровке оба резьбовых калибрующих элемента должны быть расположены по отношению друг к другу в заданном положении с нулевым отклонением.
Изобретением также предложен способ изготовления шаблона резьбового штуцера с конической резьбой, согласно которому указанный шаблон резьбового штуцера собирают по меньшей мере из двух отдельно изготовленных деталей.
Преимущественным является вариант, при котором сборку указанного шаблона штуцера осуществляют именно из двух отдельно изготовленных деталей. Коническая резьба может быть выполнена путем токарной операции, при необходимости с последующей чистовой обработкой. Предложенное устройство обеспечивает возможность без затруднения измерять коническую резьбу резьбового гнезда или резьбового штуцера. Предложенное устройство может быть установлено с меньшими трудозатратами, и обеспечивает возможность немедленно снять показания и определить, находятся ли параметры конической резьбы в пределах заданного допуска, и таким образом, определить пригодность конической резьбы к использованию.
Варианты выполнения изобретения показаны на чертежах, на которых:
фиг.1 показывает схематический вид сбоку в разрезе резьбового гнезда для электрода с установленным устройством для измерения конической резьбы резьбового гнезда,
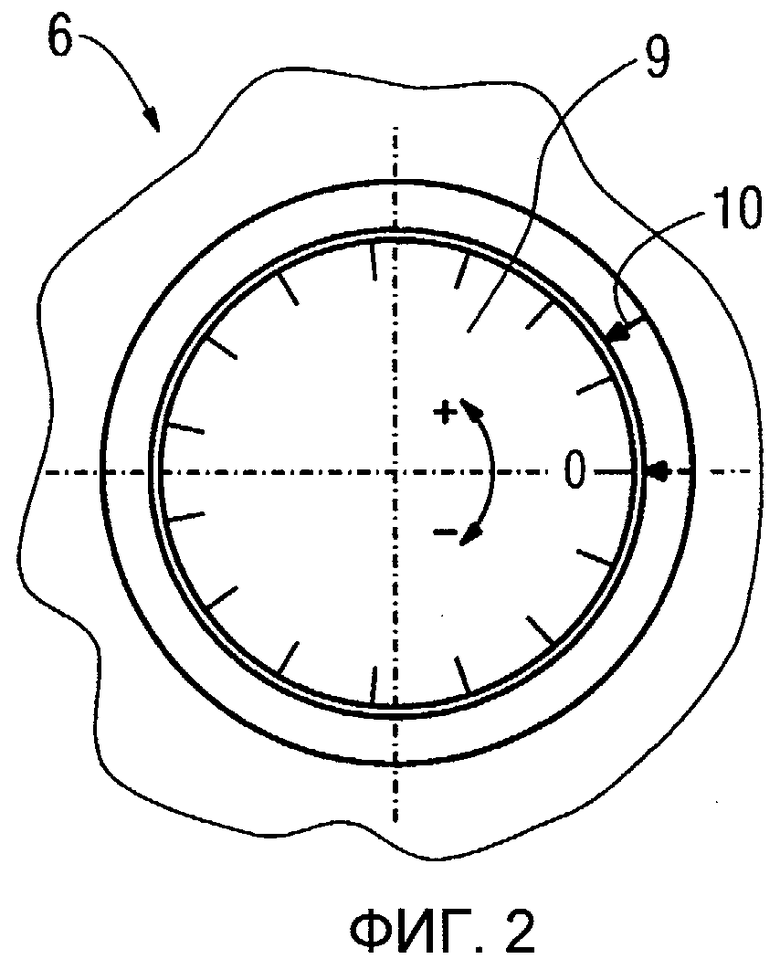
фиг.2 показывает вид А части конструкции, представленной на фиг.1,
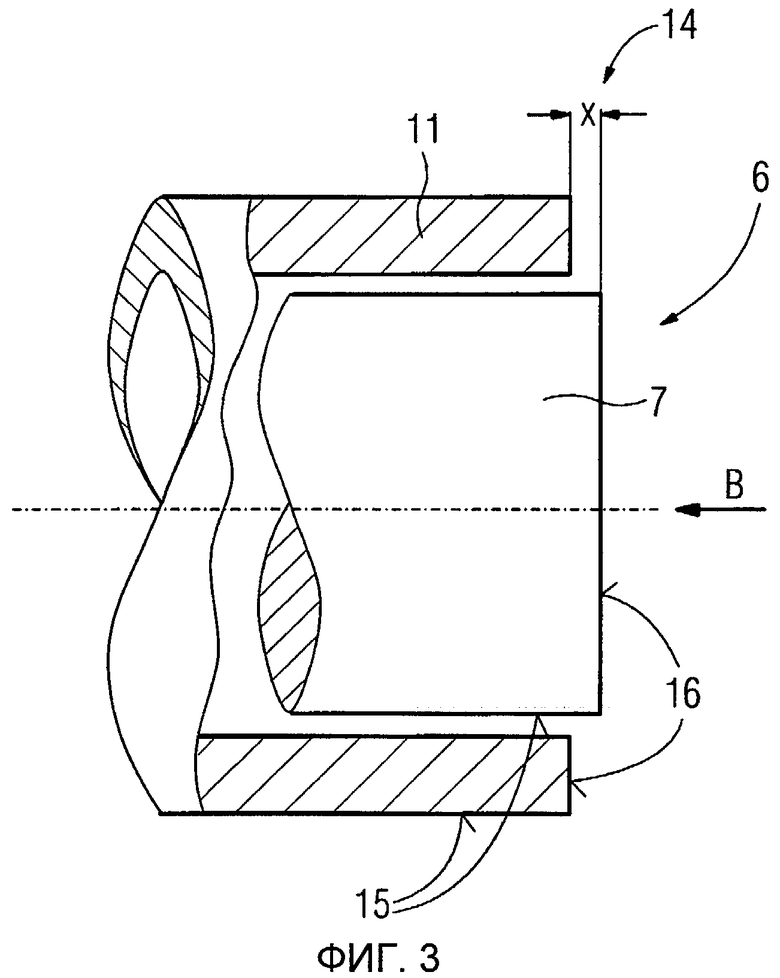
фиг.3 показывает увеличенное изображение фрагмента устройства, представленного на фиг.1,
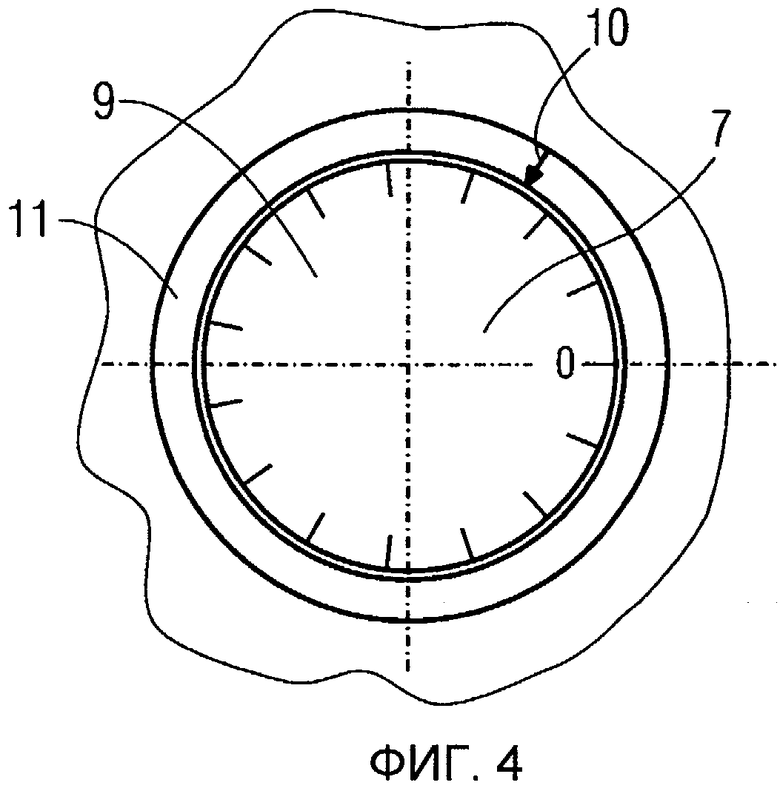
фиг.4 показывает вид В на фиг.3,
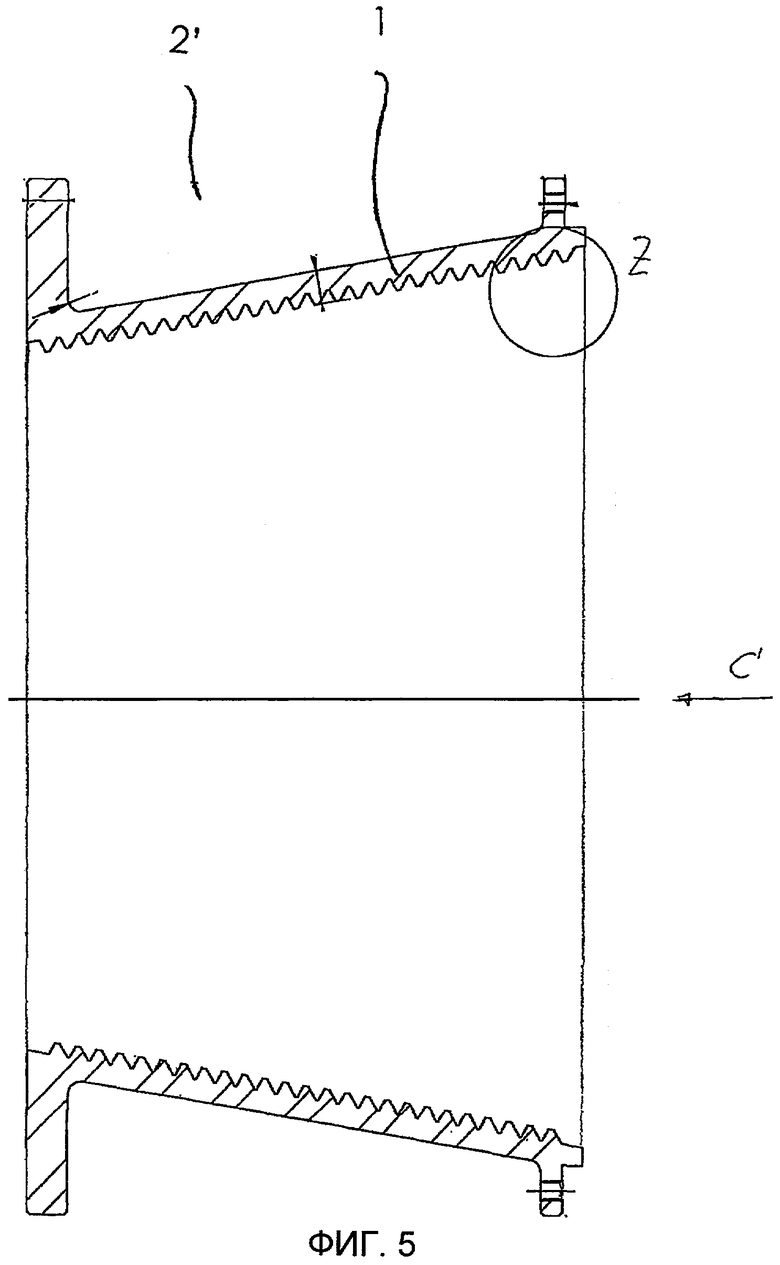
фиг.5 показывает вид сбоку в разрезе шаблона резьбового гнезда,
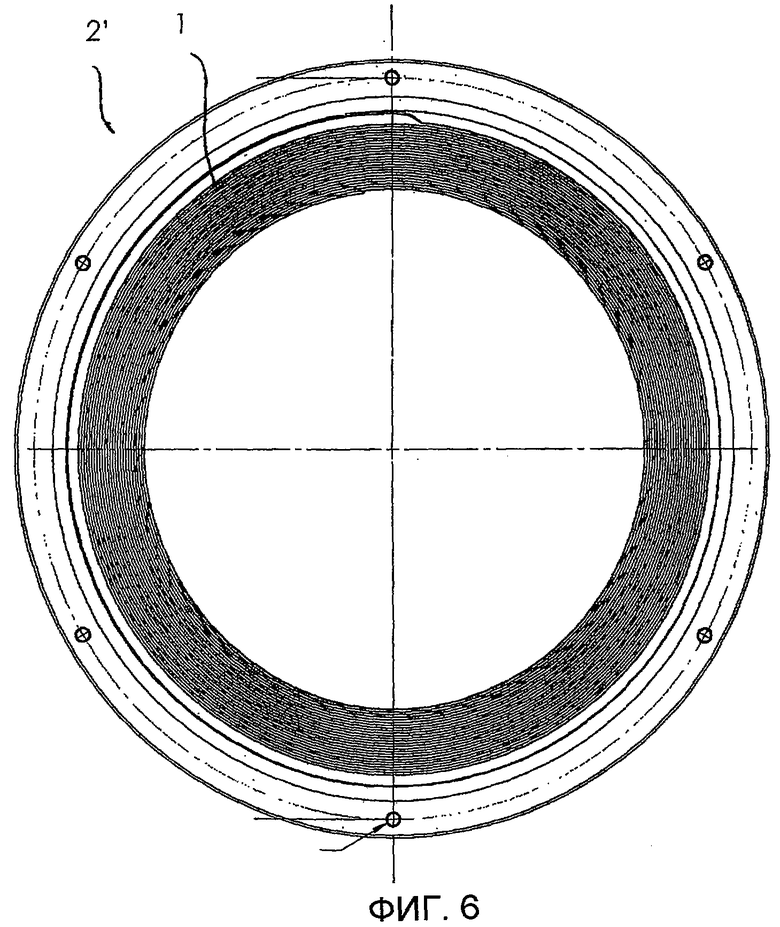
фиг.6 показывает вид С шаблона резьбового гнезда, представленного на фиг.5,
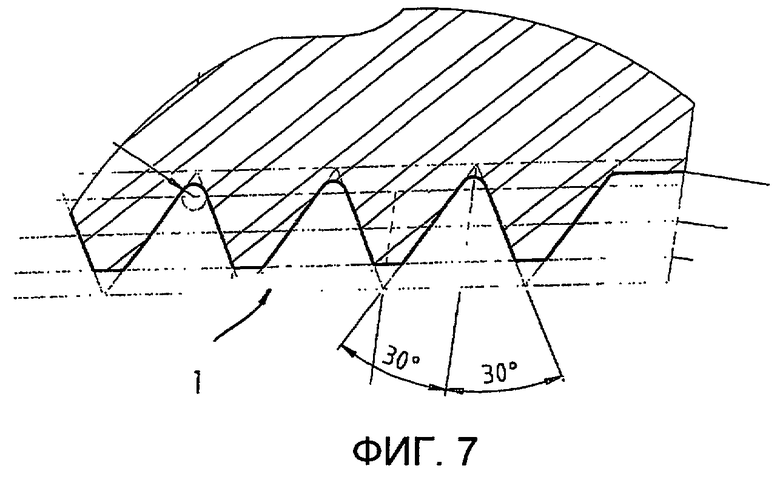
фиг.7 показывает выносной элемент Z на фиг.5,
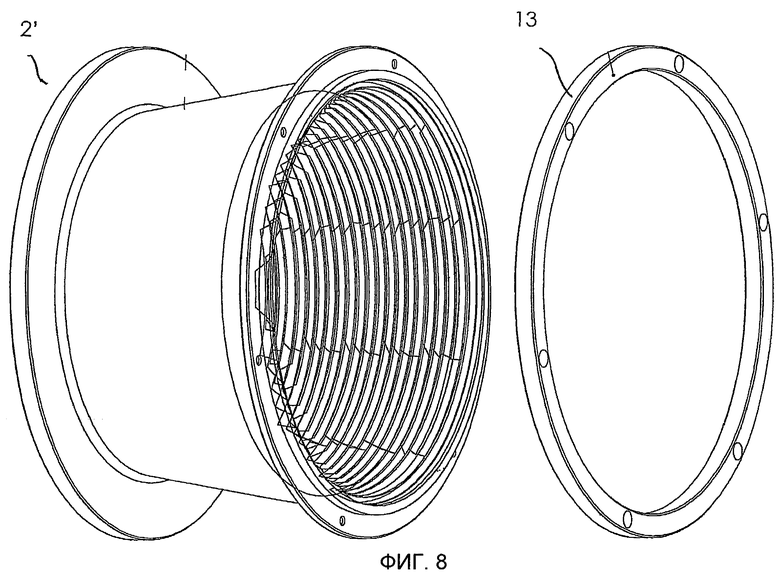
фиг.8 показывает вид в перспективе шаблона резьбового гнезда, представленного на фиг.5-7, с кольцевой проставкой, предназначенной для установки на торце,
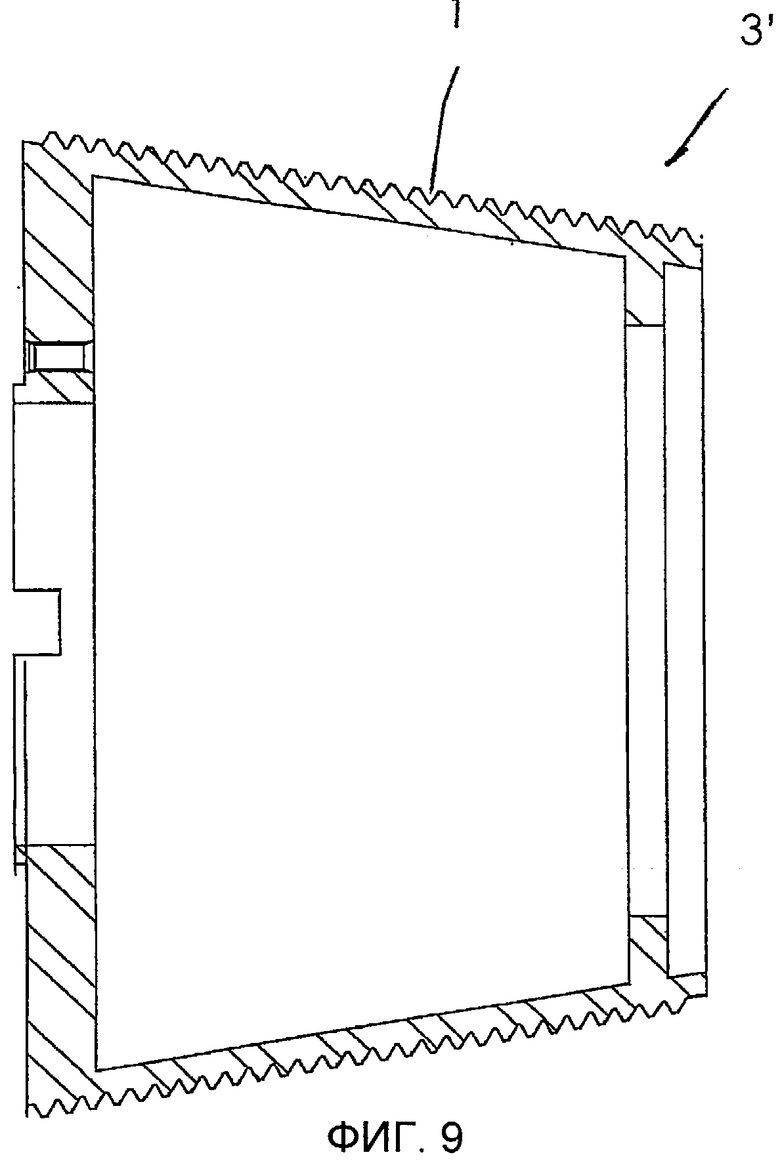
фиг.9 показывает вид сбоку в разрезе шаблона резьбового штуцера,
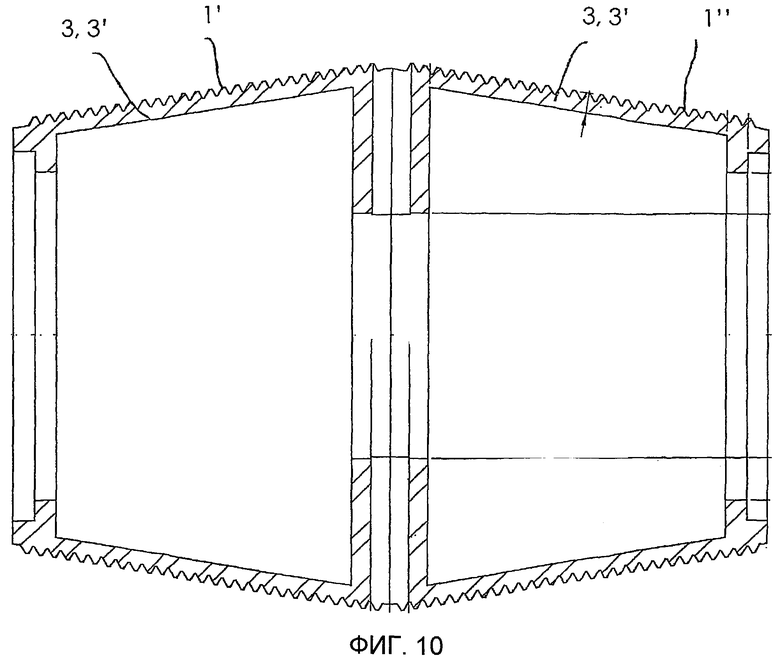
фиг.10 изображает шаблон резьбового штуцера, состоящий из двух соединенных отдельных шаблонов резьбового штуцера,
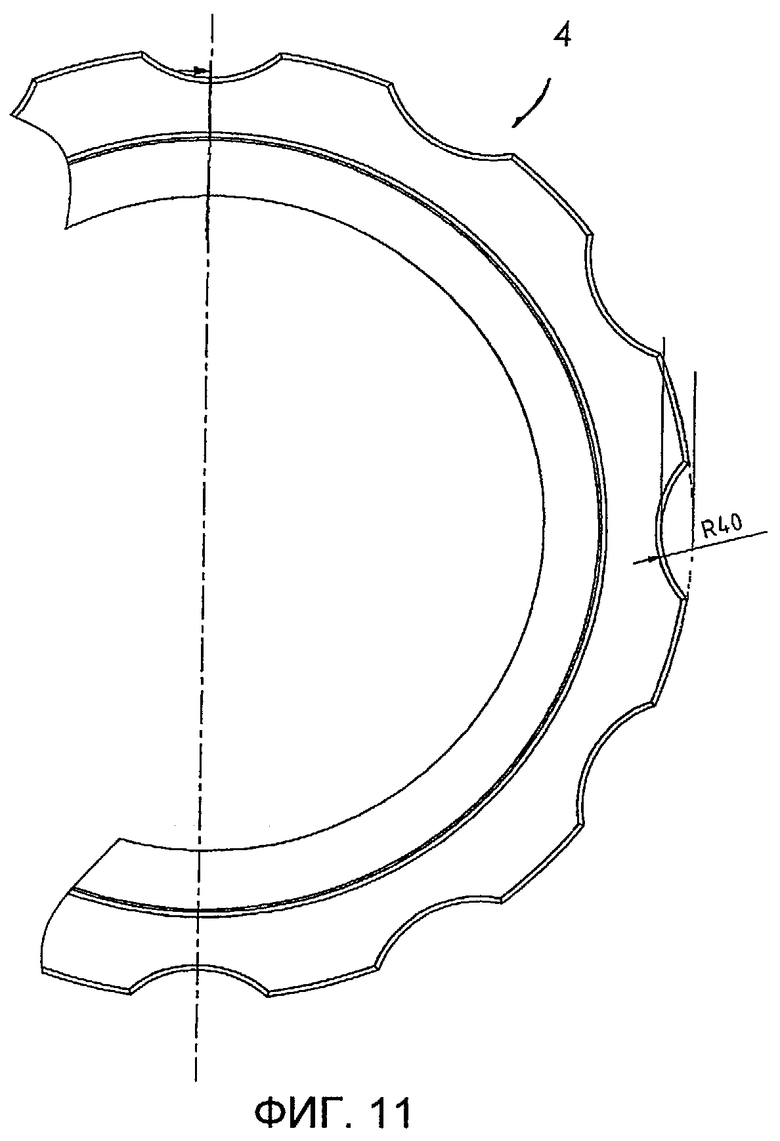
фиг.11 показывает вид спереди большого резьбового калибрующего элемента, навинчиваемого на показанную на фиг.10 правую часть шаблона резьбового штуцера или на измеряемый резьбовой штуцер,
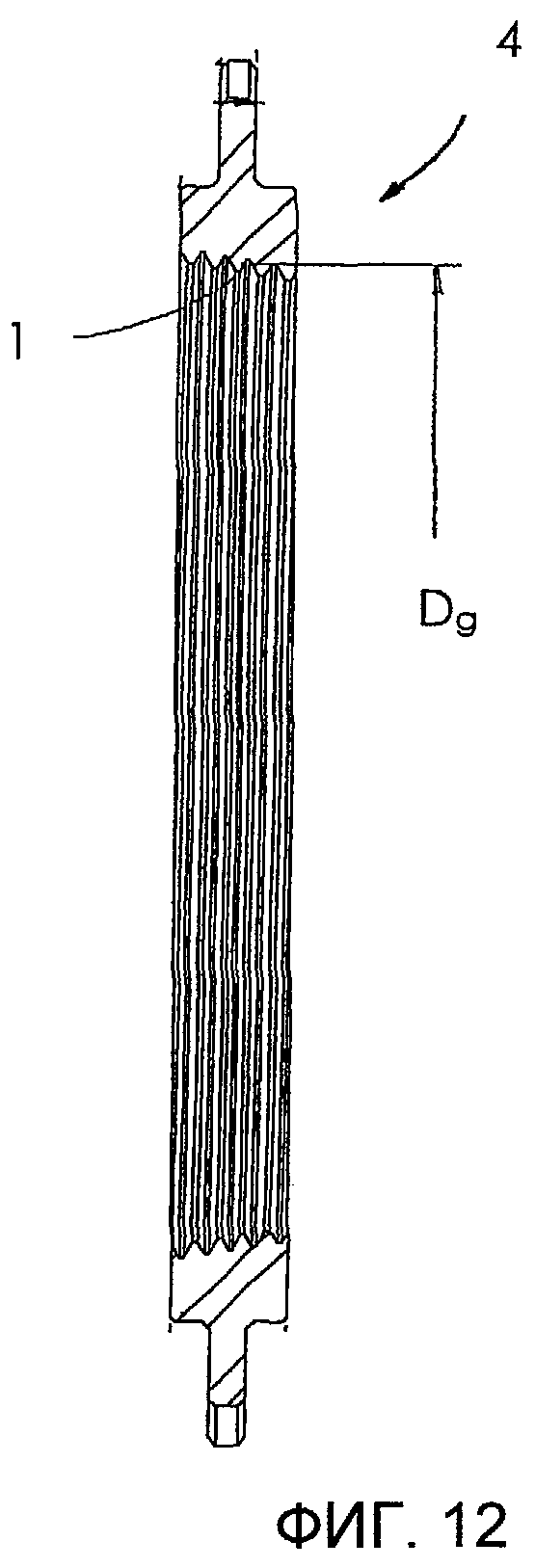
фиг.12 показывает вид сбоку в разрезе резьбового калибрующего элемента, представленного на фиг.11,
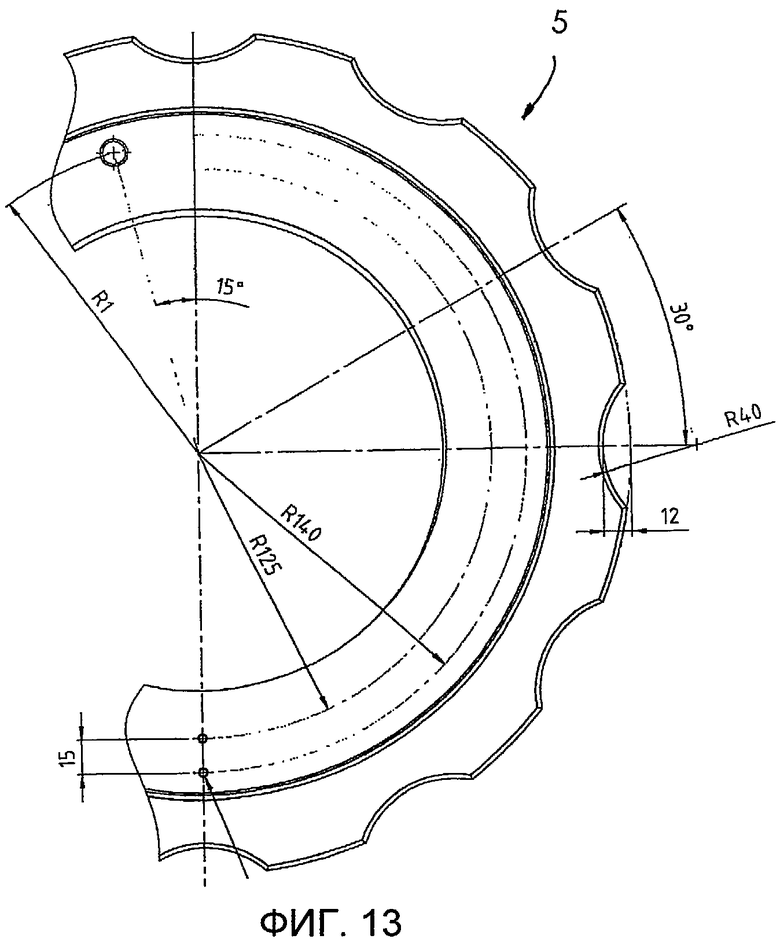
фиг.13 показывает вид спереди малого резьбового калибрующего элемента для навинчивания на показанную на фиг.10 правую часть шаблона резьбового штуцера или на измеряемый резьбовой штуцер,
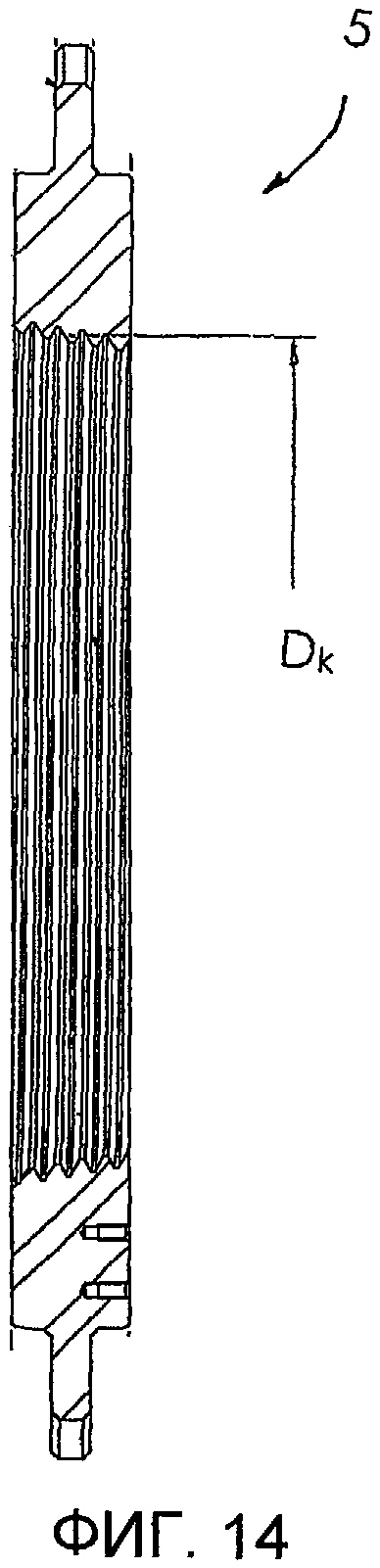
фиг.14 показывает вид сбоку в разрезе резьбового калибрующего элемента, представленного на фиг.13,
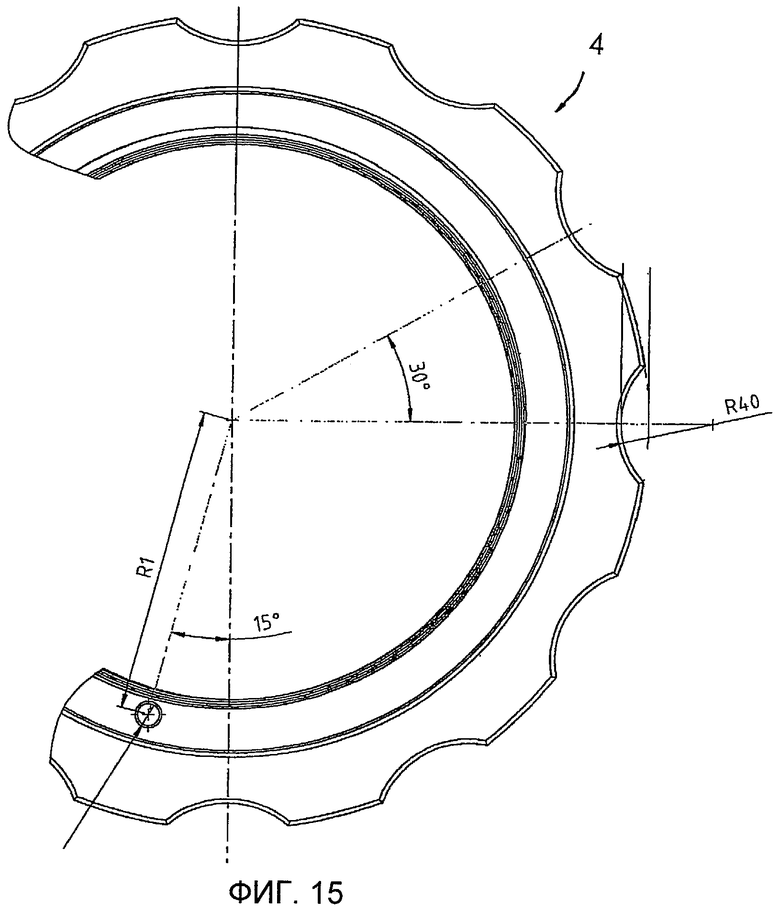
фиг.15 показывает вид спереди большого резьбового калибрующего элемента штуцера для навинчивания на показанную на фиг.10 левую часть шаблона резьбового штуцера или на измеряемый резьбовой штуцер,
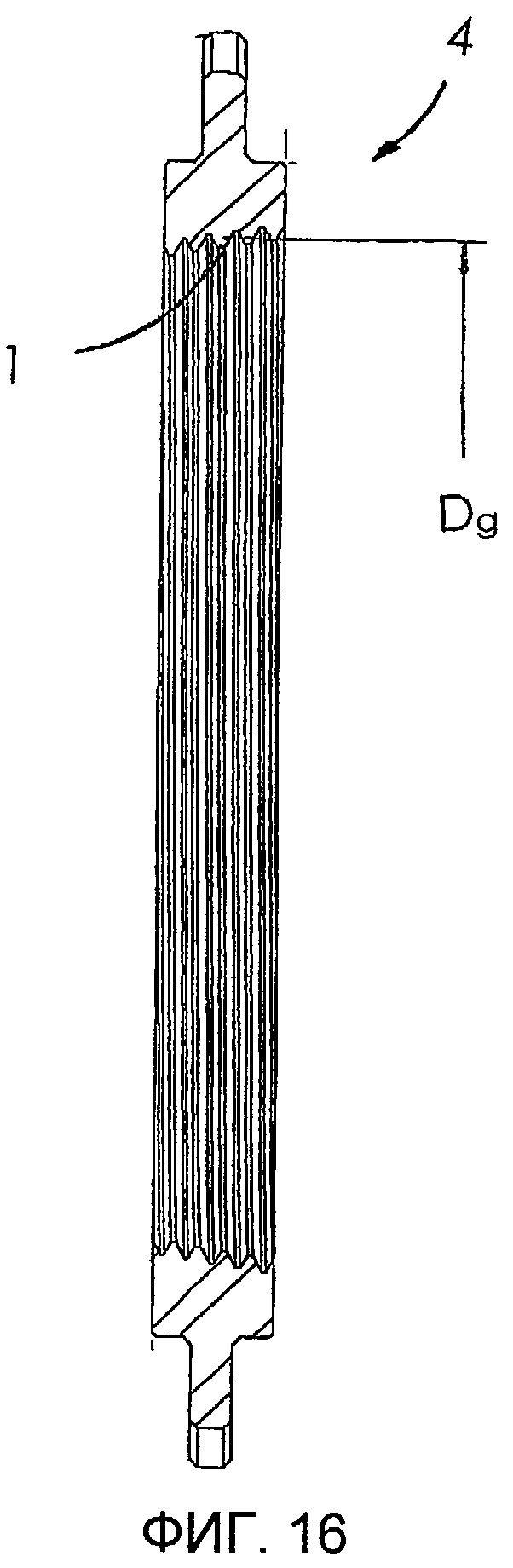
фиг.16 показывает вид сбоку в разрезе резьбового калибрующего элемента, представленного на фиг.15,
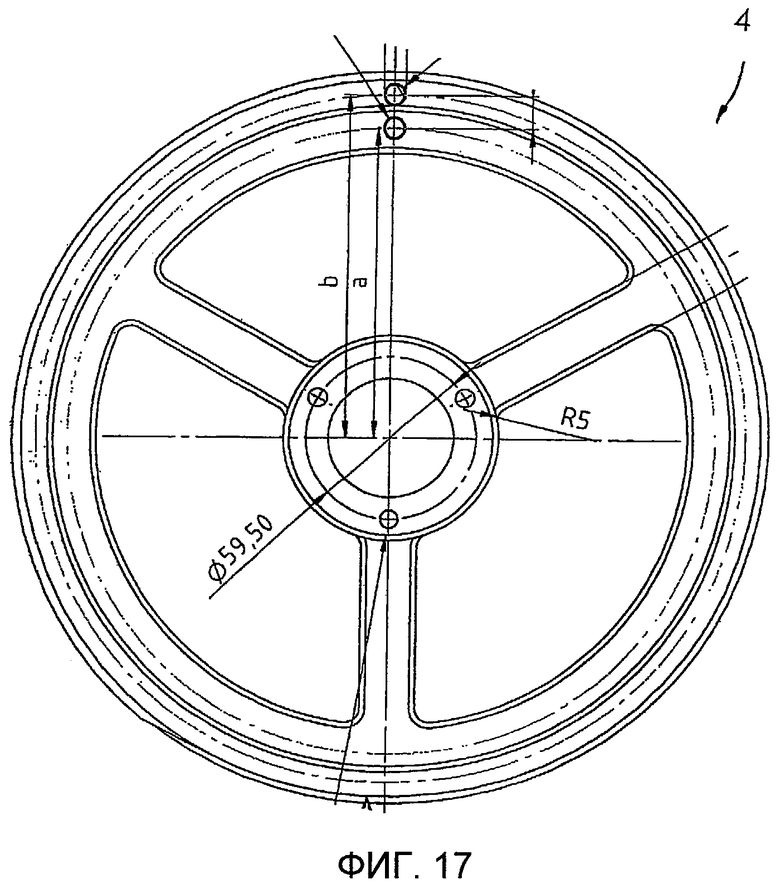
фиг.17 показывает вид спереди большого резьбового калибрующего элемента для ввинчивания в показанный на фиг.8 шаблон резьбового гнезда или в измеряемое резьбовое гнездо,
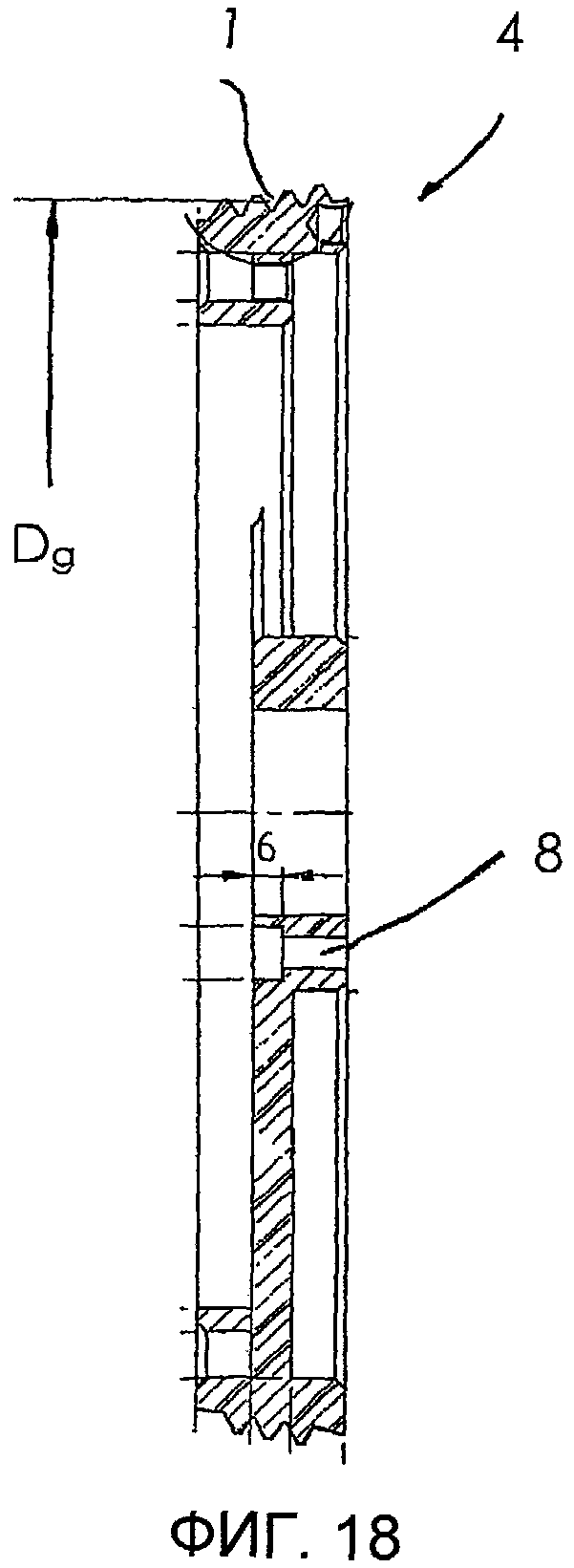
фиг.18 показывает вид сбоку резьбового калибрующего элемента, представленного на фиг.17,
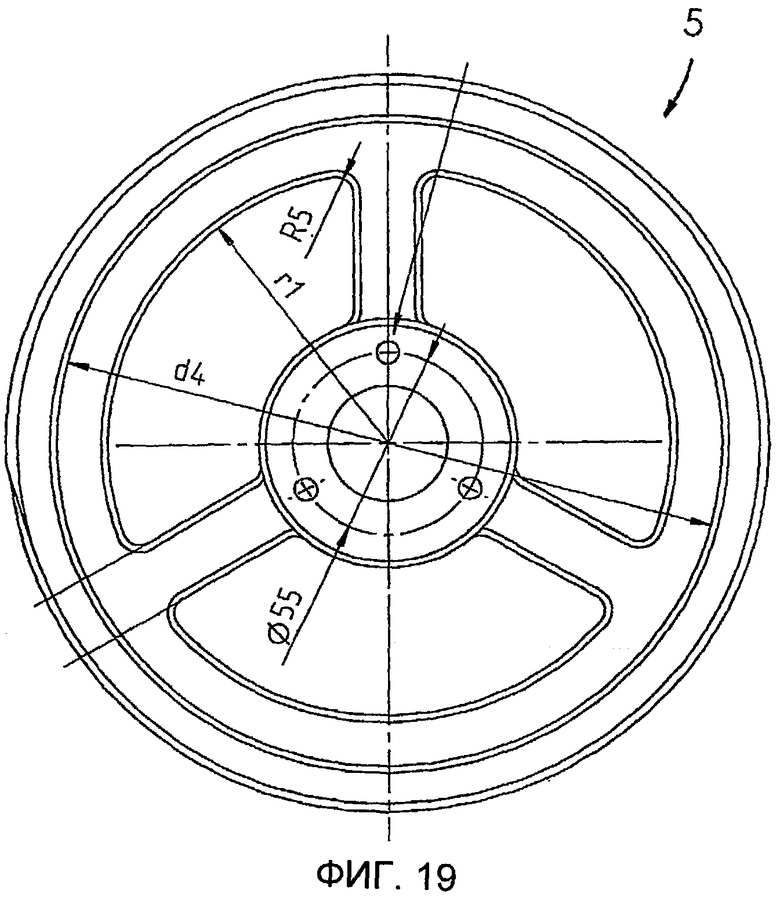
фиг.19 показывает вид спереди малого резьбового калибра гнезда для ввинчивания в показанный на фиг.8 шаблон резьбового гнезда или в измеряемое резьбовое гнездо,
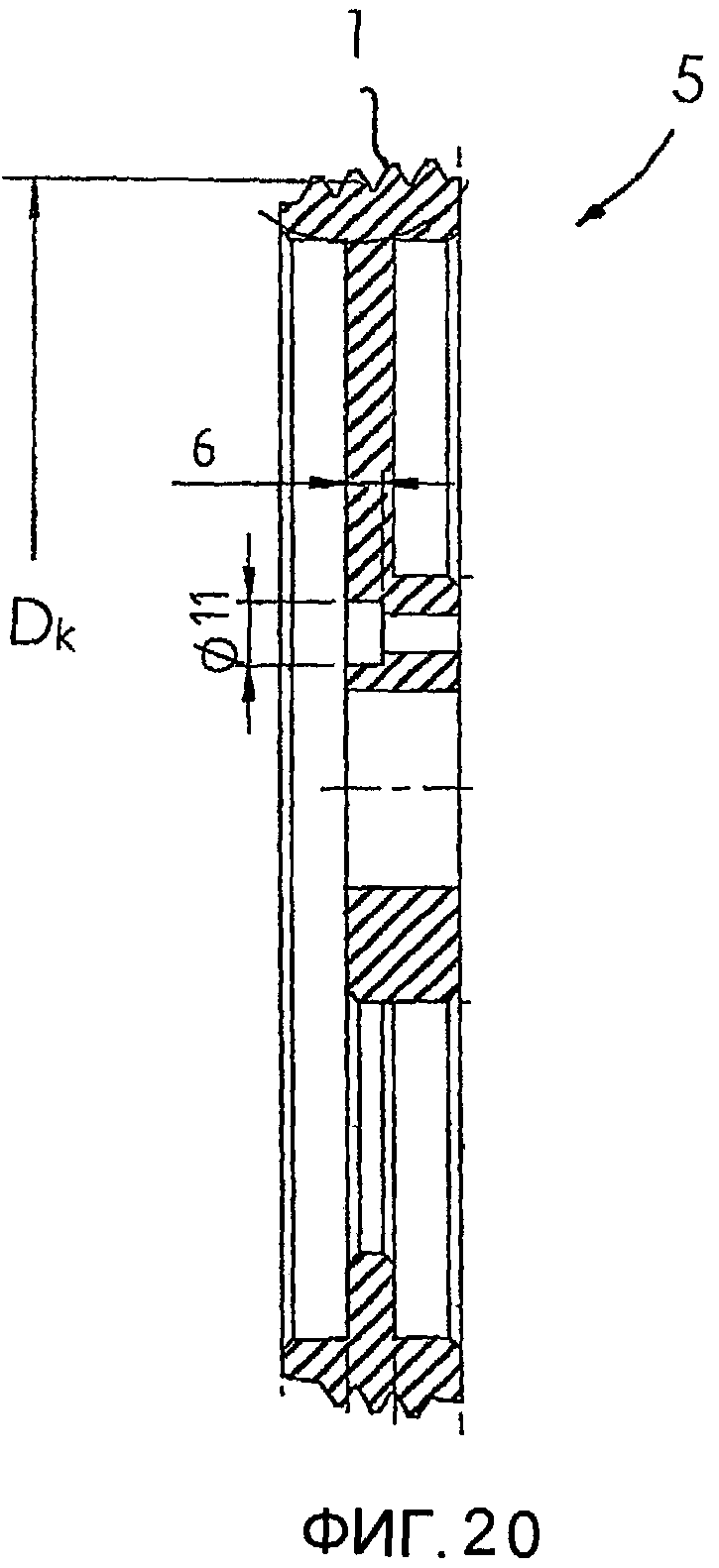
фиг.20 показывает вид сбоку в разрезе резьбового калибрующего элемента, представленного на фиг.19,
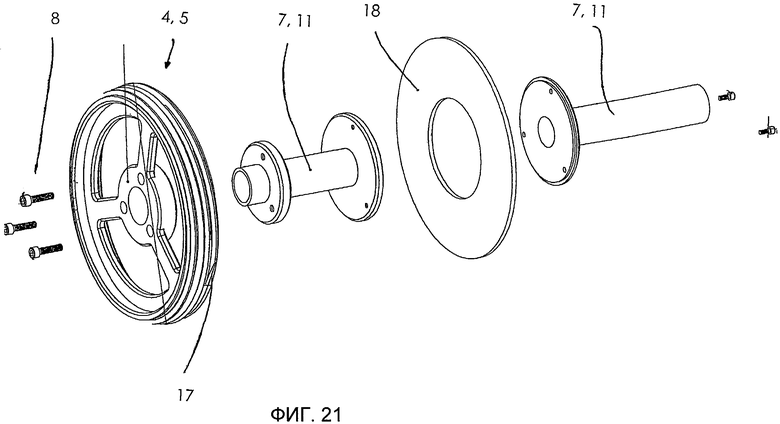
фиг.21 изображает вид в перспективе с пространственным разделением частей резьбового калибрующего элемента, включающего ось, для ввинчивания в шаблон резьбового гнезда, представленный на фиг.8, или в измеряемое резьбовое гнездо,
фиг.22 показывает вид сбоку с местным разрезом измеряемого резьбового гнезда вместе с устройством для измерения его резьбы (калибрующими элементами гнезда).
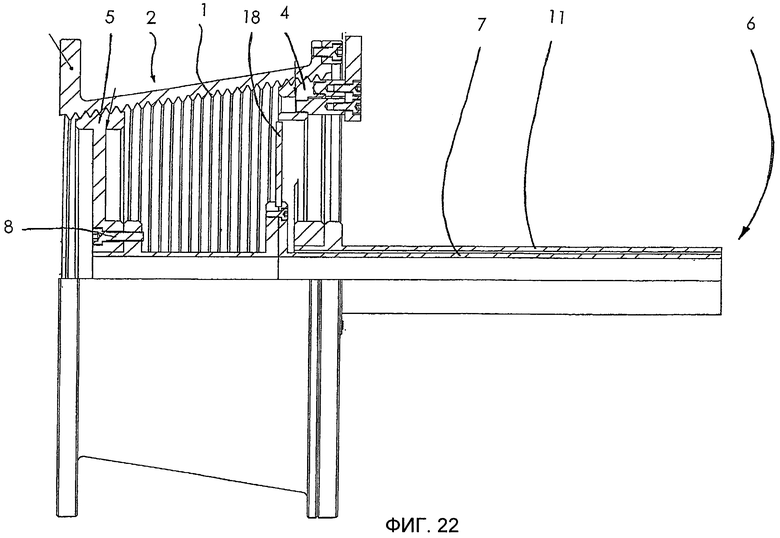
На фиг.1 и 2 схематично показано резьбовое гнездо 2, в которое, как описано далее, может быть установлен шаблон 2′ резьбового гнезда. Гнездо 2 имеет коническую внутреннюю резьбу 1, к геометрической конфигурации которой, как описано выше, предъявляются высокие требования точности.
Для измерения конической резьбы 1 применяется устройство, основу которого составляют два резьбовых калибрующих элемента 4 и 5. Первый резьбовой калибрующий элемент 4 имеет первый диаметр резьбы, а именно большой диаметр резьбы Dg, и может быть ввинчен вблизи правого торца гнезда 2. Второй резьбовой калибрующий элемент 5 напротив, имеет второй, меньший диаметр резьбы Dk. При этом элемент 5 может быть ввинчен вблизи левого торца гнезда 2.
Оба элемента 4, 5 оснащены средствами 6 определения относительного углового положения. При этом указанные средства взаимодействуют с осью 7, выполненной в виде полого стержня, который соединен с элементом 5 при помощи винтового соединения 8 с обеспечением прочности при кручении. Ось 7 во ввинченном состоянии выступает с одной стороны за пределы гнезда 2.
Элемент 4 соединен с осью 11, выполненной в виде полого стержня, с обеспечением прочности при кручении. Как видно из фиг.1, ось 7 проходит сквозь ось 11 в осевом направлении, так что во ввинченном состоянии обоих элементов 4, 5 торцы 16 обеих осей 7, 11 в оконечной области 14 осей выровнены.
Ось 7 снабжена градуированным диском 9, расположенным вблизи элемента 4 (см. фиг.2), а ось 11 вблизи элемента 4 снабжена индикатором 10.
Если имеет место идеально изготовленная коническая резьба 1, при которой гнездо 2 практически совпадает с шаблоном 2', то оба торца 16 осей 7 и 11 выровнены в осевом направлении, и кроме того индикатор 10 при ввинченных элементах 4, 5 показывает точно на нулевую отметку градуированного диска 9.
При ввинчивании устройства измерения в измеряемое резьбовое гнездо 2 описанное выше идеальное расположение не достигается вследствие неточностей конической резьбы 1. Напротив, как показано на фиг.2, устанавливается взаимное расположение, при котором индикатор 10 указывает на диске 9 на отметку, отличную от нулевой. На основании отклонения индикатора 10 можно сразу же сделать вывод о точности конической резьбы 1 и о возможности применения резьбового гнезда. Для этого задается определенный допуск размеров, по которому даже малоквалифицированный персонал может сразу же осуществлять проверку пригодности проверяемого резьбового гнезда к использованию.
На фиг.3 и 4 в увеличенном виде показана ситуация, которая имеет место при наличии дефектов производства конической резьбы. Как описано выше, при идеальной конической резьбе 1, торцы 16 обеих осей 7 и 11 выровнены, а индикатор 10 указывает на нулевую отметку градуированного диска 9, однако на практике чаще всего имеет место ситуация, показанная на фиг.3 и 4. В такой ситуации имеет место осевое смещение х между торцами 16 осей 7 и 11. При этом индикатор 10 указывает на некоторую отметку диска 9, отличную от нуля, благодаря чему можно сделать вывод о величине неточности конической резьбы 1.
В случае, если имеет место такое большое отклонение точности конической резьбы 1 от идеальной формы, при котором угол отклонения от нулевой отметки превышает 360°, данные с индикатора 10 (периодичность которого 360°) могут считываться неоднозначно. Тем не менее, в этом случае имеет место сильное осевое смещение х обоих торцов 16 осей 7 и 11, то есть осевое смещение х будет относительно большим и поэтому очевидным. Благодаря этому можно сделать вывод о наличии большой неточности конической резьбы 1 даже в том случае, если (случайно) индикатор 10 указывает на область вблизи нулевой отметки градуированного диска 9 вследствие периодичности углового положения.
Если перед использованием устройства его калибруют при помощи шаблона 2′, то оба элемента 4, 5 вместе с прикрепленными к ним осями 7 и 11 ввинчивают в резьбу 1. Для этого в оконечной области обеих осей 7 и 11 имеются участки 15 для захвата, которые используются для облегчения ввинчивания элементов 4, 5. При этом вначале ввинчивают второй элемент 5 вместе с установленной на нем осью 7, а затем первый элемент 4 вместе с его осью 11 устанавливают соосно с осью 7 и таким же образом ввинчивают путем захвата за участок 15. При использовании шаблона 2' индикатор 10 должен указывать точно на нулевую отметку диска 9. Это положение может быть установлено с использованием винтового соединения 8, которое обеспечивает возможность регулировки положения элемента 5 и оси 7 по отношению друг к другу в окружном направлении.
Как показано на фиг.1, для определения осевого расстояния а1 между элементами 4 и 5 дополнительно может применяться измерительные средства 12 в виде индикатора часового типа. Кроме того, в дополнение к измерительным средствам 12 или вместо них предусмотрен индикатор 22 часового типа для измерения расстояния а2 по оси между элементом 4 и поверхностью 20, служащей в качестве измерительной поверхности, корпуса, в котором выполнена измеряемая резьба.
На фиг.5 показан в разрезе шаблон 2′, а на фиг.6 - вид спереди указанного шаблона. Как следует из фиг.7, коническая резьба 1 шаблона 2′ резьбового гнезда выполнена наподобие резьбы, соответствующей стандартам Американского Нефтяного Института (АНИ). На фиг.8 показан вид в перспективе шаблона 2', на торце которого для точного обозначения осевой поверхности прилегания (измерительной плоскости) может быть установлена кольцевая проставка 13.
На фиг.9 показан в разрезе шаблон 3′ резьбового штуцера показано. Указанный штуцер имеет одну наружную коническую резьбу 1. Как показано на фиг.10, два таких шаблона 3′ могут быть соединены с образованием резьбового штуцера классической формы, который известным способом применяется для соединения двух электродов электроплавильной печи.
Следует отметить, что шаблоны 2′ и 3′ выполнены с идеальной конфигурацией измеряемых резьбовых гнезд 2 или резьбовых штуцеров 3.
На фиг.11-20 показаны элементы 4, 5 в различных вариантах реализации для использования в резьбовых гнездах и резьбовых штуцерах.
На фиг.11 и 12 показан элемент 4 для навинчивания на показанную на фиг.10 правую часть шаблона 3′ или на измеряемый резьбовой штуцер 3. Элемент 4 имеет коническую внутреннюю резьбу 1 большого диаметра Dg. На фиг.13 и 14 показан соответствующий второй элемент 5, который имеет малый диаметр резьбы Dk, и по существу выполнен аналогично резьбовому калибрующему элементу, представленному на фиг.11 и 12. Элемент 4, представленный на фиг.15 и 16, соответствует резьбовому калибрующему элементу, показанному на фиг.11 и 12, при этом иначе ориентирован уклон резьбы 1, и, таким образом, элемент 4 выполнен для навинчивания на показанную на фиг.10 левую часть шаблона резьбового штуцера или на соответствующий измеряемый резьбовой штуцер.
На фиг.17 и 18 показан элемент 4 с большим диаметром резьбы Dg для ввинчивания в резьбовое гнездо 2. Элемент 5, представленный на фиг.19 и 20, также ввинчивается в резьбовое гнездо 2, однако имеет меньший диаметр резьбы Dk. Таким образом, оба элемента 4, 5, представленных на фиг.17-20, имеют наружную резьбу 1 для обеспечения возможности ввинчивания в резьбовое гнездо 2.
На фиг.21 показан вид в перспективе с пространственным разделением частей измерительного устройства, где в частности изображен элемент 4 или 5, который при помощи винтового соединения 8 соединен с осью 7, 11. Как показано, в ось 7 заделан диск 18, образующий установочную поверхность для установки в осевом направлении.
Длину элементов 4, 5 по оси выбирают как можно меньше, например до 30 мм. Кроме того, витки 17 конической резьбы 1 элементов 4, 5 могут быть частично удалены для предотвращения повреждения участков захода и сбега резьбы и получения травм при эксплуатации.
На фиг.22 еще раз показана конструкция в сборе, когда устройство для измерения конической резьбы 1 ввинчено в резьбовое гнездо 2.
Согласно данному изобретению для измерения конической резьбы резьбового гнезда или резьбового штуцера, как и в известных решениях применяются два резьбовых калибрующих элемента 4, 5 или две резьбовых калибрующих пробки, однако чтобы сделать заключение о качестве измеряемой конической резьбы определяют угол поворота как разность угловых положений указанных резьбовых калибрующих элементов. Если имеет место взаимное отклонение положения обоих резьбовых калибрующих элементов, при котором индикатор 10 не указывает на нулевую отметку градуированного диска 9, делают вывод о соответствующем отклонении конической резьбы 1 от идеальной конфигурации. Разностный угол непосредственно зависит от угла конусности конической резьбы 1. Таким образом, может быть (косвенно) измерена, точность угла конусности конической резьбы 1.
Как описано выше, измерительное устройство перед использованием калибруют на шаблоне резьбового гнезда или на шаблоне резьбового штуцера, которые технологически изготавливаются и измеряются с наивысшей точностью. При этом применяются, например, оптические трехмерные способы измерения или способы механического измерения, например посредством перемещающихся в витках резьбы шариков. Как описано выше, при ввинченных в шаблоны элементах 4, 5 обе оси 7, 11 устанавливаются таким образом, чтобы индикатор 10 указывал на нулевую отметку градуированного диска 9. С этой целью винтовое соединение 8 позволяет соединять элемент 5 и ось 7 в любом требуемом угловом положении с обеспечением прочности при кручении. При этом оба элемента 4, 5 имеют одинаковую конусность.
В качестве материала для деталей устройства, в частности для резьбовых калибрующих элементов, может выбираться металл, в особенности алюминий или сталь. Однако алюминий имеет один недостаток: коэффициент теплового расширения значительно больше, чем коэффициент теплового расширения углерода или графита электрода. Поэтому применяется также углепластик, который имеет в основном такой же коэффициент расширения, как графит.
В измеряемом резьбовом штуцере посредством измерения расстояния между элементами 4, 5 определяют расстояние между коническими половинами штуцера (см. фиг.10), а также диаметры, в частности диаметры профиля резьбы торцевых частей. Определенная таким образом разность диаметров соответствует удвоенной разности наибольшей и наименьшей длины половин штуцера. Длины резьб обеих половин штуцера при нормальных условиях одинаковы.
Кроме относительного угла поворота во всех вариантах реализации предпочтительно измеряют также длину или глубину, при этом, в частности, применяется упомянутый индикатор часового типа (дополнительное измерительное средство 12 и/или индикатор 22 часового типа), благодаря чему могут также определяться диаметр профиля заданной и сопряженной резьб.
Изготовление шаблона резьбового штуцера, согласно частному варианту реализации изобретения может осуществляться из двух половин, соответственно снабженных конической резьбой, выполненных с возможностью взаимного соединения. При этом следует обратить внимание на необходимость образования непрерывной резьбы с обеспечением выравнивания друг относительно друга указанных обеих половин. Измерение относительного положения может осуществляться посредством шарика (сферического тела). В известных решениях шаблоны резьбового штуцера всегда выполнены за одно целое. Резьбу штуцера изготавливают, например, путем токарной операции с дополнительным шлифованием.
Список обозначений
1 коническая резьба
1′ коническая резьба
1′′ коническая резьба
2 резьбовое гнездо
2′ шаблон резьбового гнезда
3 резьбовой штуцер
3′ шаблон резьбового штуцера
4 первый резьбовой калибрующий элемент
5 второй резьбовой калибрующий элемент
6 средства определения относительного углового положения
7 ось
8 винтовое соединение
9 градуированный диск
10 индикатор
11 ось
12 дополнительное измерительное средство (индикатор часового типа)
13 кольцевая проставка
14 осевой торец
15 участок для захвата
16 наружная сторона
17 витки резьбы
18 диск
20 измерительная поверхность
22 индикатор часового типа
Dg большой диаметр резьбы
Dk малый диаметр резьбы
а осевое расстояние
х осевое смещение
Изобретение относится к устройству для определения величины неточности по меньшей мере одной конической резьбы (1), в частности, резьбового гнезда (2) или резьбового штуцера (3) электрода пирометаллургической установки. Технический результат направлен на определение точности конической резьбы. Устройство для определения величины неточности по меньшей мере одной конической резьбы (1) резьбового гнезда (2) или резьбового штуцера (3) электрода пирометаллургической установки содержит первый (4) и второй (5) резьбовые калибрующие элементы с различными диаметрами резьбы (Dg, Dk), которые выполнены с возможностью навинчивания на измеряемую резьбу (1), или ввинчивания в нее, при этом предусмотрены средства (6), при помощи которых может быть определено относительное угловое положение резьбовых калибрующих элементов (4, 5) по отношению друг к другу и отклонение углового положения резьбового калибрующего элемента от заданного углового положения. Способ определения величины неточности по меньшей мере одной конической резьбы и способ изготовления шаблона (3') резьбового штуцера с конической резьбой реализуются с использованием вышеуказанного устройства. 3 н. и 22 з.п. ф-лы, 22 ил.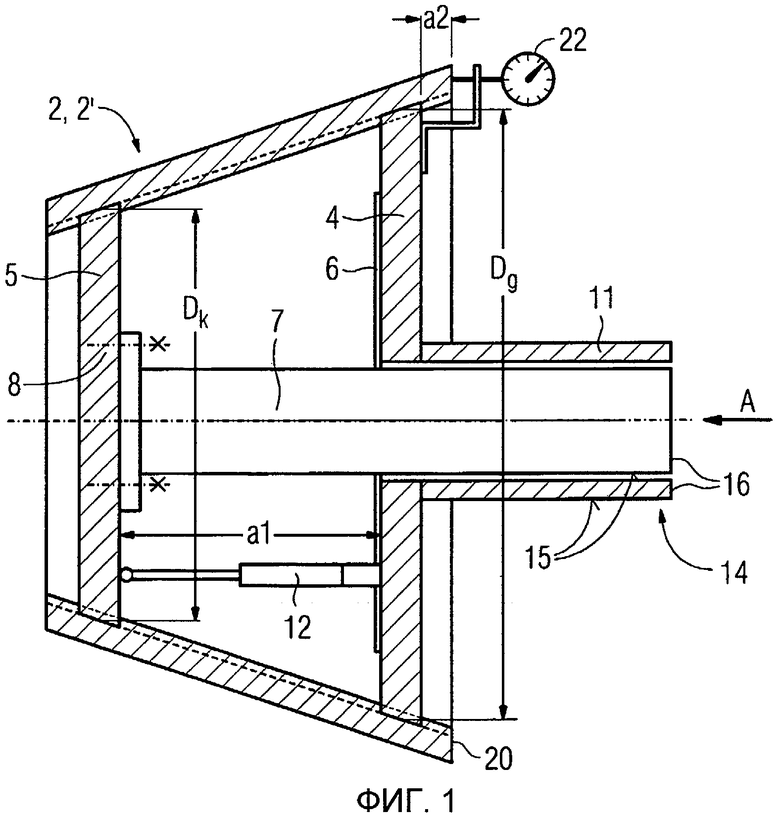
1. Устройство для определения величины неточности по меньшей мере одной конической резьбы (1) резьбового гнезда (2) или резьбового штуцера (3) электрода пирометаллургической установки, отличающееся тем, что оно содержит первый (4) и второй (5) резьбовые калибрующие элементы с различными диаметрами резьбы (Dg, Dk), которые выполнены с возможностью навинчивания на измеряемую резьбу (1), или ввинчивания в нее, при этом предусмотрены средства (6), при помощи которых может быть определено относительное угловое положение резьбовых калибрующих элементов (4, 5) по отношению друг к другу и отклонение углового положения резьбового калибрующего элемента от заданного углового положения.
2. Устройство по п.1, отличающееся тем, что оба резьбовых калибрующих элемента (4, 5) для измерения наружной резьбы (1) резьбового штуцера (3) выполнены в виде плоских колец с конической внутренней резьбой.
3. Устройство по п.1, отличающееся тем, что оба резьбовых калибрующих элемента (4, 5) для измерения внутренней резьбы (1) резьбового гнезда выполнены в виде плоских колец с конической наружной резьбой.
4. Устройство по одному из пп.1-3, отличающееся тем, что один из резьбовых калибрующих элементов (5) соединен с осью (7), которая проходит через другой резьбовой калибрующий элемент (4) соосно с ним.
5. Устройство по п.4, отличающееся тем, что ось (7) расположена на резьбовом калибрующем элементе (5) с меньшим диаметром резьбы (Dk).
6. Устройство по п.4, отличающееся тем, что ось (7) установлена на резьбовом калибрующем элементе (5) при помощи винтового соединения (8) с возможностью фиксации в некотором угловом положении, а также с возможностью регулирования этого положения.
7. Устройство по одному из пп.1-3 или 5 и 6, отличающееся тем, что на одном из двух резьбовых калибрующих элементов (4, 5) или на одной детали, соединенной с ними (7, 11), расположен градуированный диск (9), а на втором из двух резьбовых калибрующих элементов (4, 5), или на одной детали, соединенной с ними (7, 11), расположен индикатор (10), который показывает на градуированном диске (9) угловое положение резьбовых калибрующих элементов (4, 5) по отношению друг к другу.
8. Устройство по п.7, отличающееся тем, что резьбовые калибрующие элементы (4, 5) соединены каждый соответственно с одной осью (7, 11) с обеспечением прочности при кручении, при этом одна из осей (7) проходит в осевом направлении сквозь другую ось (11), выполненную в виде полого стержня.
9. Устройство по п.8, отличающееся тем, что на торце (14) обеих осей (7, 11) расположены ручки или участки (15) для захвата с целью манипуляции и/или для ввинчивания или навинчивания резьбовых калибрующих элементов (4, 5).
10. Устройство по п.9, отличающееся тем, что торцы (16) ручек или участков (15) для захвата в номинальном положении обоих резьбовых калибрующих элементов (4, 5) расположены на одной линии.
11. Устройство по одному из пп.1-3, 5 и 6 или 8-10, отличающееся тем, что протяженность обоих резьбовых калибрующих элементов (4, 5) в осевом направлении не превышает 30 мм.
12. Устройство по одному из пп.1-3, 5 и 6 или 8-10, отличающееся тем, что участок захода и/или сбега витков (17) резьбы резьбового калибрующего элемента (4, 5) смещен относительно заданного положения.
13. Устройство по одному из пп.1-3, 5 и 6 или 8-10, отличающееся тем, что имеются дополнительные измерительные средства (12) для измерения осевого расстояния (а) между обоими резьбовыми калибрующими элементами (4, 5).
14. Устройство по п.13, отличающееся тем, что в качестве дополнительного измерительного средства (12) использован индикатор часового типа.
15. Устройство по одному из пп.1-3, 5 и 6, 8-10 или 14, отличающееся тем, что резьбовые калибрующие элементы (4, 5) выполнены для навинчивания на одну единственную коническую резьбу (1) или ввинчивания в нее.
16. Устройство по одному из пп.1-3, 5 и 6, 8-10 или 14, отличающееся тем, что резьбовые калибрующие элементы (4, 5) выполнены для навинчивания на две примыкающие конические резьбы (1', 1"), различным образом ориентированные относительно друг друга, или ввинчивания в них.
17. Устройство по одному из пп.1-3, 5 и 6, 8-10 или 14, отличающееся тем, что по меньшей мере оба резьбовых калибрующих элемента (4, 5), выполнены из алюминия, при этом предпочтительно из алюминия выполнено все устройство.
18. Устройство по одному из пп.1-3, 5 и 6, 8-10 или 14, отличающееся тем, что по меньшей мере оба резьбовых калибрующих элемента (4, 5) выполнены из стали, при этом предпочтительно из стали выполнено все устройство.
19. Устройство по одному из пп.1-3, 5 и 6, 8-10 или 14, отличающееся тем, что по меньшей мере оба резьбовых калибрующих элемента (4, 5) выполнены из углепластика, при этом предпочтительно из углепластика выполнено все устройство.
20. Способ определения величины неточности по меньшей мере одной конической резьбы (1), в частности резьбового гнезда или резьбового штуцера электрода пирометаллургической установки, который включает следующие этапы:
а) навинчивание на измеряемую резьбу (1) или ввинчивание в нее первого резьбового калибрующего элемента (5) с первым диаметром резьбы (Dk);
б) навинчивание на измеряемую резьбу (1) или ввинчивание в нее второго резьбового калибрующего элемента (4) со вторым диаметром резьбы (Dg), отличающимся от первого диаметра резьбы (Dk);
в) определение углового положения первого и второго резьбовых калибрующих элементов (4, 5) по отношению друг другу и определение отклонения углового положения от заданного.
21. Способ по п.20, отличающийся тем, что перед выполнением этапа а), указанного в п.20, проводят калибровку номинального углового положения обоих резьбовых калибрующих элементов (4, 5) путем их установки на резьбовой шаблон.
22. Способ по п.21, отличающийся тем, что при калибровке обеспечивают расположение обоих резьбовых калибрующих элементов (4, 5) по отношению друг к другу в заданном положении с нулевым отклонением.
23. Способ изготовления шаблона (3') резьбового штуцера с конической резьбой, в особенности для реализации способа по одному из пп.20-22, отличающийся тем, что шаблон (3') резьбового штуцера выполняют по меньшей мере из двух отдельно изготовленных деталей.
24. Способ по п.23, отличающийся тем, что шаблон (3') резьбового штуцера собирают именно из двух отдельно изготовленных деталей.
25. Способ по п.п.23 или 24, отличающийся тем, что коническую резьбу изготавливают путем токарной операции, при необходимости, с последующей чистовой обработкой.
| DE 3322128 A1, 20.12.1984 | |||
| Устройство для измерения взаимного положения диаметра конической резьбы | 1980 |
|
SU1085518A3 |
| СПОСОБ ИЗМЕРЕНИЯ НАТЯГА КОНИЧЕСКОЙ РЕЗЬБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2272986C1 |
| RU 2073191 C1, 10.02.1997. | |||

