Изобретение относится к области техники прокатных станов для алюминиевой полосы или фольги и описывает новый технологический процесс, который будет улучшать регулирование температуры прокатных валков, для того чтобы улучшить плоскостность полосы и дать другие преимущества безопасности и производительности.
Технологический процесс прокатки алюминия требует смазки, для того чтобы получать удовлетворительную отделку поверхности полосы при более высоких коэффициентах вытяжки. Однако даже со смазкой технологический процесс прокатки вырабатывает большое количество тепла, которое должно рассеиваться для предотвращения перегрева оборудования и разрушения смазки. Поэтому требуется дополнительное охлаждение валков. До настоящего времени это достигалось только двумя путями:
Небольшое количество прокатных станов, прокатывающих алюминиевую полосу или фольгу, используют эмульсии на водной основе в качестве прокатных охладителя и смазки. Это казалось бы идеальным решением, так как вода имеет высокую охлаждающую способность, тогда как содержание масла может быть настроено, чтобы давать хорошие свойства смазывания. Однако, если вода не удаляется полностью с полосы немедленно после прокатки, на поверхности полосы образуются протравы, портя ее внешний вид. На практике было очень трудно обеспечивать совершенно сухую полосу, если выходная температура полосы из прокатного стана не является значительно выше чем 100°C. Это ограничивает практичность прокатки, а отсюда, лишь небольшое количество профессиональных прокатных станов, прокатывающих специальные изделия, используют этот способ.
Подавляющее большинство прокатных станов, прокатывающих холодную алюминиевую полосу или фольгу, используют керосин в качестве как прокатной смазки, так и охладителя. Было обнаружено, что керосин должен иметь наилучший компромисс между свойствами охлаждения и смазывания, не испытывая никаких проблем оставления следов на полосе. Однако керосин не является наилучшей смазкой или охладителем и имеет значительные проблемы противопожарной безопасности, связанные с охраной окружающей среды и здоровья и проблемы, ассоциативно связанные с ним.
Для того чтобы улучшить эффективное охлаждение керосином, могут требоваться расходы вплоть до нескольких тысяч литров в минуту. Такие объемы требуют дорогостоящих систем рециркуляции и фильтрации и будут неизбежно заставлять формироваться масляный туман, который требует дорогостоящих систем отвода и очистки газов. Изобретатели показали, что исключительно для целей смазки могут быть достаточны расходы менее чем 10 литров в минуту.
В обоих вышеприведенных решениях гребенки распылительных насадок наносят флюид непосредственно на валки, для того чтобы эффективно охлаждать их, тогда как дополнительные отдельно управляемые распылительные насадки направляют флюид на валки ниже зоны контакта валков, для того чтобы смазывать технологический процесс прокатки.
Дополнительное применение для охлаждающих аэрозолей также известно. Одна из основных сложных задач при холодной прокатке алюминиевой полосы и фольги состоит в том, чтобы гарантировать, что изделие является плоским после прокатки. Плохая плоскостность вызывается полосой, занижаемой по толщине на разные величины по ширине прокатного стана. Это вызывается изменениями зазора между валками на прокатном стане. Изменением охлаждающего действия по ширине валка можно сообщать разные степени теплового расширения разным частям валка, тем самым предоставляя механизм для компенсации локальных изменений зазора валков.
Существует некоторое количество патентов (например, GB2012198, EP41863), иллюстрирующих технологию для изменения скорости охлаждения по ширине валка с использованием устройства измерения плоскостности на выходной стороне прокатного стана, непосредственного регулирования плоскостности прокатываемой полосы.
GB2156255 описывает технологический процесс, который применяет раздельную смазку и охлаждение (SLC). Гребенки водяных форсунок используются для охлаждения валков и осуществления регулирования формы, тогда как низкие количества более пригодного смазывающего масла наносятся на полосу выше по потоку от прокатного стана.
Эффект, известный в алюминиевой промышленности как «плотная кромка», является одной из основных причин того, что полоса рвется во время прокатки. GB2080719 описывает частичный нагрев валков с использованием так называемых «Индукторов плотной кромки» (TEI). Эта технология использует индуктивное влияние для местного нагрева прокатных валков в зоне кромки полосы, для того чтобы предотвращать неполную прокатку кромок полосы.
Эта технология успешно использовалась на некотором количестве прокатных станов, однако есть значительные проблемы с использованием электронагревательных устройств на прокатном стане, использующем керосиновый охладитель.
В своем документе «Тепловое регулирование формы при холодной прокатке полосы посредством регулируемого индуктивного нагрева валков», Международная конференция по прокатке стали, Япония, 1980 год, Спартманн и Павельский описывают эксперименты, сделанные с использованием комбинации водяных охлаждающих форсунок и индукционных нагревателей для осуществления изменений толщины во время прокатки стальной полосы.
Дополнительные улучшения в этой области техники вплоть до сегодняшнего дня были ограничены улучшениями в регулировании и разрешении охлаждающего действия керосина.
Между тем, в других областях, была выполнена некоторая работа по использованию криогенных газов или жидкостей в качестве охладителя в промышленных прокатных технологических процессах. Различные патенты были опубликованы по этой теме, в том числе DE3150996, JP2001096301, WO02/087803, US6874344.
Однако вся эта предшествующая работа сосредоточилась на охлаждении обрабатываемого материала для металлургических и других эффектов.
US 2007/0175255 раскрывает способ и устройство для холодной прокатки металлического проката, в которых некоторое количество форсунок используется для применения различных комбинаций смазочной эмульсии или сырой нефти, охладитель и инертный газ подаются в клиновую и арочную зоны верхнего и нижнего валков с целью очистки, охлаждения, смазки и обеспечения инертности. Регулирование плоскостности тепловой бочки прокатного валка упоминается, однако оно описано в качестве достигаемого использованием комбинации инертного газа и традиционных охладителей, которое в области техники прокатки алюминия подразумевает высокий расход керосина со всеми его ассоциативно связанными вопросами оборудования и безопасности.
Согласно изобретению устройство регулирования температуры валка и времени прокатки металлической полосы или фольги содержит признаки, изложенные в пункте 1 формулы изобретения, приложенной к материалам настоящей заявки.
Согласно второму аспекту изобретения способ для регулирования температуры валка и времени прокатки металлической полосы или фольги содержит признаки, изложенные в пункте 18 формулы изобретения, приложенной к материалам настоящей заявки.
В контексте этой заявки изобретения термин криогенное вещество указывается со ссылкой на вещество, которое нормально является газообразным при комнатной температуре, но которое сохраняется в жидком состоянии посредством подходящего регулирования температуры и давления и которое используется в качестве охладителя. Связанные термины, такие как криогенный, должны истолковываться соответствующим образом.
Криогенное вещество включает в себя, но не в качестве ограничения, азот, углекислый газ, аргон и кислород.
Варианты осуществления изобретения предлагают новую улучшенную технологию регулирования охлаждения и плоскостности, которая задумана со следующими признаками:
Гребенки устройств нанесения криогенного газа или жидкости применяют охлаждение к любой из двух или обеим сторонам прокатных валков.
Эти устройства нанесения разделены на отдельно регулируемые зоны, которые могут регулироваться, чтобы давать эффект меняющегося охлаждения по ширине валка.
Дополнительно, одно или более нагревательных устройств валка полной ширины используются в соединении с устройствами нанесения охладителя валка.
Нагревательные устройства валка поделены на некоторое количество отдельно регулируемых зон по ширине валка. Количество зон может быть или может не быть таким же, как количество зон охлаждения в зависимости от требований технологического процесса.
Система регулирования плоскостности в соединении с устройством измерения плоскостности, установленным на выходной стороне прокатного стана, изменяет величину охлаждения или нагрева, применяемых к каждой зоне ширины валка, для того чтобы производить плоскую полосу. В своей наипростейшей форме система регулирования плоскостности осуществлена человеком-оператором, который изменяет величину нагрева и/или охлаждения в ответ на данные, выдаваемые устройством измерения плоскостности. В более изощренном варианте осуществления электронный контроллер предусмотрен и выполнен с возможностью для изменения нагрева и/или охлаждения в ответ на такие данные.
Изолированные и защищенные линии подачи криогенного вещества присоединяют баки-хранилища к головкам нанесения.
Для того чтобы предотвратить конденсацию водяного пара вследствие холодных температур, клеть прокатного стана может быть снабжена двухкаскадной системой герметизации и вентиляции. Внутренний отсек, содержащий клеть прокатного стана, удерживается под положительным давлением, чтобы гарантировать отсутствие проникновения водяного пара в охлажденные области, тогда как наружные области удерживаются при отрицательном давлении по сравнению с основной частью цеха, для того чтобы предотвратить обеднение кислорода в зонах доступа персонала.
Отдельная прокатная смазка наносится на полосу перед прокаткой. Это наносится очень тонким ровным слоем с использованием технологического процесса, такого как электростатическое осаждение.
Эта система предлагает многочисленные и большие преимущества над предшествующим уровнем техники:
Полная замена керосина в качестве охладителя валков криогенно охлажденными инертными жидкостью или газом полностью устраняет риск возгораний на прокатном стане. Одновременное устранение большого риска потери целостности и продукции наряду с устранением необходимости устанавливать дорогостоящее оборудование пожарной охраны.
Уменьшенное влияние на окружающую среду технологического процесса прокатки алюминия. Выброс углеводородов в атмосферу снижается до нуля, как только керосин удален из технологического процесса.
Введение разделенных на зоны полной ширины охлаждения и нагрева валка дает системе регулирования плоскостности возможность быстрее реагировать на изменения технологического процесса, чем системе только с охлаждением. Оно также дает возможность легкого управления температурой валков в ситуациях, таких как изменения ширины или холодные пуски, где всем или части валков необходимо нагреваться, а другим частям необходимо охлаждаться.
Наружные зоны нагревательных устройств также будут давать эффективное уменьшение дефекта плоскостности «плотная кромка».
Нанесение очень небольших количеств альтернативного прокатного масла непосредственно на полосу перед прокаткой будет приводить к следующим преимуществам над существующими системами:
Оптимизация свойств масла только для смазки прокатки, предоставляющая большему количеству сокращений возможность приниматься для заданного набора параметров прокатного стана по сравнению с керосиновой прокаткой - это ведет к более высокой производительности
Уменьшенные частоты событий протравливания в рулонах во время отжига, вызванного избыточной смазкой, оставленной на полосе после прокатки, - это ведет к более высокому выходу годных изделий
Уменьшенные частоты событий протравливания в рулонах, обусловленного загрязнением охладителя утечками масла, - это ведет к более высокому выходу годных изделий
Сокращенное время для отжига в рулонах, обусловленное сниженным требованием выпаривать избыточный керосин
Дополнительно, замена керосина криогенным охладителем устраняет потребность в следующих частях оборудования и их ассоциативно связанных эксплуатационных затратах:
Баки-хранилища керосина и системы циркуляции
Очистительная установка для паров керосина
Установка для фильтрации керосина
Оборудование обдувки полосы на выходе прокатного стана
Устранение установки фильтрации керосина удаляет оборудование для использования и последующего дорогостоящего удаления опасных сред фильтрации, приводя к выигрышу безопасности и себестоимости.
Строительные работы прокатного стана существенно упрощаются, так как устранена необходимость в специально защищенных масляных желобах и накопительных ямах.
Требования по размещению прокатного стана в целом уменьшаются с устранением больших систем обработки керосина.
Изобретение далее будет описано неограничивающим примером со ссылкой на фиг. 1, 2 и 3, на которых:
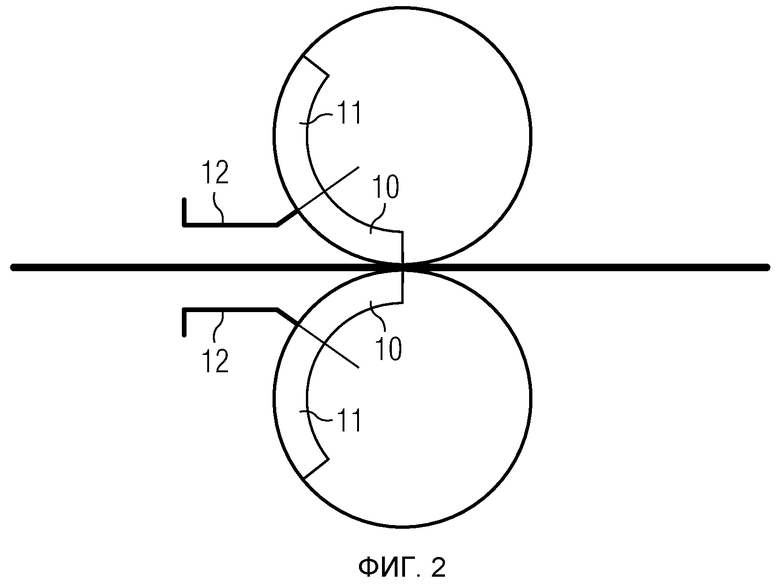
Фиг. 1 показывает перспективное изображение прокатного стана согласно изобретению;
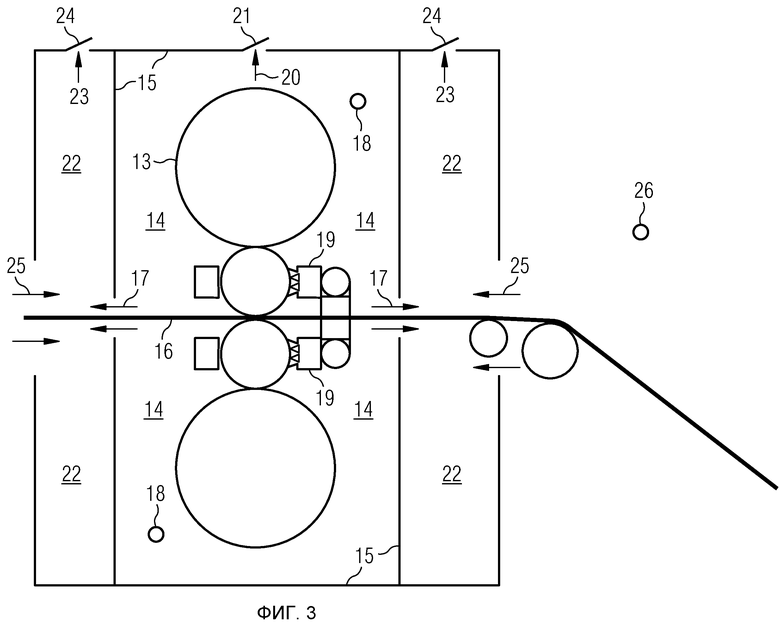
Фиг. 2 - детальное представление, показывающее дополнительный предпочтительный признак изобретения, и
Фиг. 3 - схематическая иллюстрация изобретения, иллюстрирующая дополнительный предпочтительный признак изобретения.
Фиг. 1 показывает принципиальную схему клети 1 прокатного стана согласно изобретению с алюминиевой полосой или фольгой 2, проходящей через клеть слева направо, как указано стрелкой. Рабочие валки 3 и вспомогательные валки 4 прокатного стана нагружены и вращаются, для того чтобы выполнять уменьшение толщины металла, как широко известно в данной области техники. Перед входом в зону, показанную на схеме, металл, который должен прокатываться 2, имеет подходящую прокатную смазку, нанесенную на него очень тонким равномерным слоем. Посредством настоящего изобретения типично достаточен расход смазки менее чем 10 литров в минуту.
Местная температура (а потому, диаметр) рабочих валков 3 регулируется во время технологического процесса прокатки, как изложено ниже:
Система 5 криогенного хранения и доставки подает криогенный охладитель в устройства 7 нанесения хладагента через изолированные и защищенные подводящие трубы 6. В этом варианте осуществления устройства 7 нанесения криогенного охладителя расположены на выходной стороне прокатного стана, однако они могли бы быть расположены везде, где угодно по диаметру рабочего валка 3, как продиктовано размером прокатного стана, имеющимся в распоряжении пространством и требуемым охлаждающим действием.
Устройства 7 нанесения криогенного хладагента поделены на отдельно регулируемые зоны, для того чтобы применять разные охлаждающие действия по ширине валков, как требуется системой регулирования плоскостности.
В дополнение к устройствам 7 нанесения хладагента нагревательные устройства 8 полной ширины показаны на входной стороне прокатного стана. Эти нагревательные устройства 8 могут быть расположены везде, где угодно вокруг периферии рабочего валка, как продиктовано размером прокатного стана, имеющимся в распоряжении пространством и требуемым охлаждающим действием.
Нагревательные устройства 8 поделены на отдельно регулируемые зоны, для того чтобы применять изменяющиеся нагревательные действия по ширине валков, как требуется системой регулирования плоскостности.
Устройство 9 измерения плоскостности, известное как «измеритель формы» в данной области техники, используется для выдачи сигналов обратной связи, относящихся к плоскостности полосы, изготавливаемой прокатным станом. Эти сигналы используются системой регулирования плоскостности. Любой сигнал, показывающий плоскостность полосы, может служить в качестве обратной связи, на которой система регулирования основывает настройки нагревательных устройств и/или устройств нанесения криогенного вещества. Например, поскольку плоскостность полосы является функцией профиля валка, использование измерителя формы для измерения последнего дает сигнал, показывающий плоскостность полосы, хотя и опосредованно (термин «профиль валка» подразумевается означающим равномерность диаметра валка по его ширине). Однако в проиллюстрированном предпочтительном варианте осуществления измеритель 9 формы используется для измерения непосредственно плоскостности полосы.
Электронная компьютеризованная система регулирования плоскостности (не проиллюстрирована) используется для гарантирования, что обработанный металл является как можно более плоским. Электронная система регулирования использует сигналы обратной связи из измерителя формы плюс другие параметры прокатки в качестве входных данных в компьютерную модель плоскостности. Модель затем рассчитывает правильные действия, которые должны быть предприняты, чтобы обеспечить плоскую полосу. Эти действия передаются в качестве электронных сигналов на устройства нанесения криогенного охладителя, нагревательные устройства полной ширины и традиционные механические приводы плоскостности, предусмотренные в качестве части клети прокатного стана (например, цилиндров регулировки зазора между валками).
Системы регулирования плоскостности для использования в соединении с основанным на керосине охлаждением известны в данной области техники, в свете этих сведений специалисты вполне способны предоставить систему, пригодную для использования с криогенным охладителем.
Уникальная система спаренного охлаждения и нагрева полной ширины дает возможность большей гибкости регулирования и более быстрых времен реакции изменения температуры.
Со ссылкой на фиг.2 изобретатели обнаружили, что с целью регулирования плоскостности нанесение охладителя на 'клиновую' зону 10 валка нежелательно по меньшей мере по двум причинам, а именно:
1) это дает повод плохо определенной и неравномерной зоны распыления, которая делает регулирование плоскостности более трудным, и
2) некоторое количество охладителя неизбежно контактирует с самой полосой, а неконтролируемое охлаждение полосы на любой из сторон валка может вызывать погрешности плоскостности.
По этим причинам согласно предпочтительному варианту изобретения криогенный охладитель направляется на 'арочную' или наклонную зону 11 валка и экран 12 включен в состав для предотвращения достижения охладителем клиновой зоны и полосы.
Экран 12 схематично проиллюстрирован на фиг.3. На практике экран 12 (например) мог бы быть реализован в качестве газовой завесы, твердотельного экрана или комбинацией обоих.
Для того чтобы реализовать эффективность вышеприведенной системы, предпочтительно, чтобы используемое криогенное оборудование не заставляло воду конденсироваться на оборудовании прокатного стана и капать на полосу. Фиг.3 показывает предпочтительный способ исключения водяного пара из зоны клети прокатного стана, а отсюда - предотвращения какой бы то ни было конденсации.
Оборудование 13 клети прокатного стана окружено внутренней камерой 14. Камера создана листовым материалом 15 и будет включать в себя закрываемые точки доступа и съемные секции, как требуется для предоставления возможности доступа для технического обслуживания и ремонта к оборудованию 13 клети прокатного стана. Металл, который должен быть обработан 16 прокатным станом, будет проходить через проемы на каждой стороне внутренней камеры 14. Внутренняя камера 14 не является герметизированным блоком, но листовой материал 15 уменьшает оставшиеся проемы 17 до некоторого размера, где давление в пределах камеры может регулироваться.
Перед началом прокатки (например, после действий технического обслуживания и ремонта) подходящее количество сухого газа вводится во внутреннюю камеру, для того чтобы вытеснить любой водяной пар, который может присутствовать, до того, как активизированы устройства 19 нанесения криогенного охладителя. Сухой газ вводится в одной или более точек 18 в пределах внутренней камеры 14.
Одна или более точек 20 отбора газа предусмотрены для внутренней камеры. Эти точки отбора присоединены к отдельной системе отбора газа, как хорошо известно в данной области техники. Клапан или заслонка 21 присутствует в каждой точке 20 отбора для регулирования количества отбора, который происходит.
Во время прокатки криогенный охладитель, используемый для охлаждения прокатных валков, создает давление сухого газа в пределах внутренней камеры 14. Точки 18 подачи сухого газа или заслонки 21, как надлежит, используются для гарантирования, что небольшое положительное давление сухого газа сохраняется в пределах внутренней камеры 14. Это регулирование может осуществляться вручную или автоматически с использованием подходящего датчика давления. Небольшое положительное давление будет предотвращать какое бы то ни было проникновение водяного пара, но также будет заставлять некоторое количество сухого газа постоянно выходить из внутренней камеры через зазоры, представленные 17.
Для того чтобы предотвратить накапливание газа, уменьшающего уровни кислорода в зонах доступа оператора вокруг клети прокатного стана, наружная камера 22 окружает внутреннюю камеру. Наружная камера имеет такую же конструкцию листового материала, как внутренняя камера. Подобно внутренней камере наружная камера не является полностью герметизированной, но проемы уменьшены по размеру достаточно, чтобы было возможно некоторое регулирование давления.
Предусмотрены точки 23 отбора, присоединенные к той же системе отбора газа, что и внутренняя камера. Клапаны или заслонки 24 регулируют скорость отбора, чтобы гарантировать, что наружная камера всегда удерживается при отрицательном давлении по отношению к зонам оператора, а отсюда, окружающий воздух будет всасываться в проемы 25 в наружной камере 22. Посредством этого способа минимальный газ выбрасывается из наружной камеры, гарантируя безопасность операторов прокатного стана.
Правильное функционирование системы отбора проверяется надлежащим образом расположенными датчиками 26 обеднения кислорода.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ОХЛАЖДАЮЩЕГО СРЕДСТВА | 2006 |
|
RU2418643C2 |
| УСТРОЙСТВО ДЛЯ ВОЗДЕЙСТВИЯ НА РАСПРЕДЕЛЕНИЕ ТЕМПЕРАТУР ПО ШИРИНЕ | 2011 |
|
RU2488456C2 |
| СПОСОБ УПРАВЛЕНИЯ ТЕПЛОВЫМ ПРОФИЛЕМ ВАЛКОВ ПРОКАТНОГО СТАНА | 1997 |
|
RU2115494C1 |
| СПОСОБ И ПРОКАТНАЯ КЛЕТЬ ДЛЯ ХОЛОДНОЙ ПРОКАТКИ МЕТАЛЛИЧЕСКОГО МАТЕРИАЛА, В ЧАСТНОСТИ ПОЛОСЫ, СНАБЖЕННАЯ ФОРСУНКАМИ ДЛЯ ГАЗООБРАЗНЫХ ИЛИ ЖИДКИХ ОБРАБАТЫВАЮЩИХ СРЕД | 2005 |
|
RU2372162C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗЕРКАЛЬНЫХ МЕТАЛЛИЧЕСКИХ ЛИСТОВ | 2010 |
|
RU2434695C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СМАЗКИ ВАЛКОВ И ПРОКАТЫВАЕМОЙ ПОЛОСЫ В ПРОКАТНОЙ КЛЕТИ | 2009 |
|
RU2463118C2 |
| КОМБИНИРОВАННОЕ ПРИМЕНЕНИЕ МАСЛА И ЭМУЛЬСИИ ПРИ ХОЛОДНОЙ ПРОКАТКЕ ПОЛОС | 2002 |
|
RU2292972C2 |
| СИСТЕМЫ И СПОСОБЫ УДАЛЕНИЯ ВЯЗКИХ МАТЕРИАЛОВ ПРИ ОБРАБОТКЕ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2019 |
|
RU2761304C1 |
| Способ регулирования подачи охладителя при рулонной прокатке на непрерывном стане | 1990 |
|
SU1754251A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОФИЛЕМ ВАЛКОВ ЛИСТОПРОКАТНОГО СТАНА | 1998 |
|
RU2133162C1 |
Изобретение относится к области прокатки и предназначено для регулирования плоскостности во время прокатки алюминиевой полосы или фольги. Технический результат - повышение качества полосы или фольги. Устройство согласно изобретению содержит пару рабочих валков, выполненных с возможностью приема полосы или фольги в зону контакта валков между ними. Оно также содержит множество устройств подачи флюида, выполненных с возможностью направления флюида на одну или более из множества зон на поверхности по меньшей мере одного из валков и средство для нагрева одной или более из множества зон на поверхности валка посредством одного или более нагревательных устройств. Согласно способу регулирования во время прокатки формы полосы или фольги направляют криогенный флюид на одну или более из множества зон на поверхности одного или более валков через одно или более устройств подачи криогенного флюида. При этом зоны равномерно распределены по ширине валка. Нагревают одну или более из множества зон на поверхности валка посредством одного или более нагревательных устройств для регулирования радиального размера валка по его ширине. 2 н. и 27 з.п. ф-лы, 3 ил. 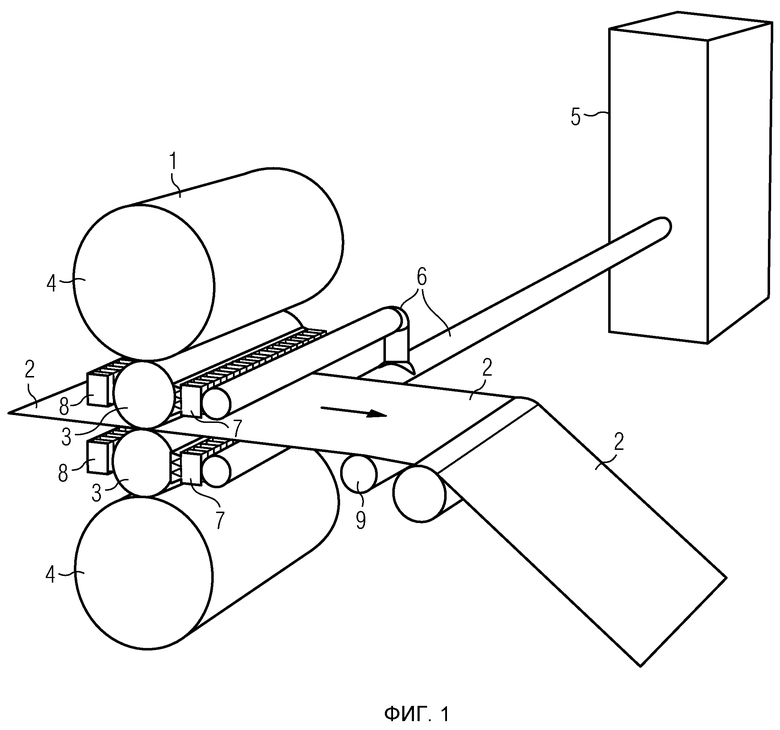
1. Прокатное устройство для прокатки металлической полосы или металлической фольги, содержащее пару рабочих валков, выполненных с возможностью приема полосы или фольги в зону контакта валков между ними, множество устройств подачи флюида, выполненных с возможностью направления флюида на одну или более из множества зон на поверхности по меньшей мере одного из валков и средство для нагрева одной или более из множества зон на поверхности валка посредством одного или более нагревательных устройств, при этом устройства подачи флюида выполнены с возможностью подачи криогенного флюида, а флюид содержит криогенный флюид.
2. Устройство по п.1, отличающееся тем, что оно снабжено устройством измерения плоскостности, выполненным с возможностью подачи сигнала, показывающего плоскостность металлической полосы или металлической фольги после схода с валка.
3. Устройство по п.2, отличающееся тем, что оно снабжено средством для изменения подачи тепла и/или криогенного флюида к одной или более зонам в ответ на упомянутый сигнал.
4. Устройство по п.3, отличающееся тем, что оно снабжено процессором, выполненным с возможностью приема сигнала от устройства измерения плоскостности и управления нагревательными устройствами и/или устройствами подачи криогенного флюида в ответ на упомянутый сигнал для изменения подачи тепла и/или криогенного флюида к одной или более зонам.
5. Устройство по п.1, отличающееся тем, что устройство измерения плоскостности выполнено с возможностью измерения профиля валка или с возможностью непосредственного измерения плоскостности металлической полосы или металлической фольги.
6. Устройство по п.1, отличающееся тем, что оно снабжено источником подачи смазки и средством для направления смазки на металлическую полосу или металлическую фольгу выше по потоку от валков.
7. Устройство по п.6, отличающееся тем, что источник подачи смазки выполнен с возможностью подачи смазки в количестве менее чем 10 литров в минуту.
8. Устройство по п.1, отличающееся тем, что устройства подачи криогенного флюида выполнены с возможностью направления криогенного флюида на одну или более из множества зон арочной области по меньшей мере одного из валков.
9. Устройство по п.8, отличающееся тем, что оно снабжено по меньшей мере одним экраном, выполненным с возможностью предотвращения проникновения криогенного флюида в клиновую область валка и/или полосы, и/или фольги.
10. Устройство по п.9, отличающееся тем, что в качестве экрана использован твердотельный экран и газовая завеса.
11. Устройство по п.1, отличающееся тем, что оно снабжено внутренним отсеком, охватывающим валки, наружным отсеком, охватывающим внутренний отсек, средством для поддержания внутреннего отсека под положительным давлением относительно давления окружающей среды и средством для поддержания наружного отсека под отрицательным давлением относительно давления окружающей среды.
12. Устройство по п.11, отличающееся тем, что оно снабжено средством нагнетания сухого газа.
13. Устройство по п.11, отличающееся тем, что оно снабжено средством отбора газа.
14. Устройство по п.1, отличающееся тем, что в качестве криогенного флюида использован азот или углекислый газ.
15. Способ регулирования формы во время прокатки металлической полосы или металлической фольги, включающий направление криогенного флюида на одну или более из множества зон на поверхности одного или более валков через одно или более устройств подачи криогенного флюида, при этом множество зон равномерно распределены по ширине валка, и нагревают одну или более из множества зон на поверхности валка посредством одного или более нагревательных устройств для регулирования радиального размера валка по ширине валка.
16. Способ по п.15, отличающийся тем, что он дополнительно включает этапы, на которых с помощью устройства измерения плоскостности выдают сигнал, показывающий плоскостность металлической полосы после того, как она сходит с валка, принимают сигнал от устройства измерения плоскостности и изменяют подачу криогенного флюида и/или тепла к одной или более зонам в ответ на упомянутый сигнал.
17. Способ по п.16, отличающийся тем, что подачу криогенного флюида и/или тепла к одной или более зонам изменяют вручную при помощи оператора в ответ на упомянутый сигнал.
18. Способ по п.16, отличающийся тем, что подачу криогенного флюида и/или тепла к одной или более зонам изменяют при помощи процессора, выполненного с возможностью приема сигнала от устройства измерения плоскостности и управления одним или более устройствами подачи криогенного флюида и/или одним или более нагревательными устройствами.
19. Способ по п.16, отличающийся тем, что устройство измерения плоскостности выполняют с возможностью измерения профиля валка или с возможностью непосредственного измерения плоскостности металлической полосы или металлической фольги.
20. Способ по п.15, отличающийся тем, что дополнительно наносят смазку на металлическую полосу или металлическую фольгу выше по потоку от валка.
21. Способ по п.20, отличающийся тем, что смазку наносят с расходом менее чем 10 литров в минуту.
22. Способ по п.15, отличающийся тем, что криогенный флюид направляют в арочную область по меньшей мере одного валка и дополнительно осуществляют этап, на котором устанавливают экран для предотвращения проникновения криогенного флюида в клиновую область валка и/или полосы, и/или фольги.
23. Способ по п.22, отличающийся тем, что в качестве экрана используют твердотельный экран или газовую завесу.
24. Способ по п.15, отличающийся тем, что он дополнительно включает этапы, на которых заключают валки во внутреннем отсеке, заключают внутренний отсек в наружном отсеке, поддерживают положительное давление во внутреннем отсеке относительно давления окружающей среды и поддерживают отрицательное давление в наружном отсеке относительно давления окружающей среды.
25. Способ по п.24, отличающийся тем, что давление внутреннего отсека регулируют при помощи средства нагнетания сухого газа и/или средства отбора газа.
26. Способ по п.25, отличающийся тем, что давление наружного отсека регулируют при помощи средства отбора газа.
27. Способ по п.25, отличающийся тем, что регулирование упомянутых давлений отсеков осуществляют вручную посредством системы с разомкнутым контуром.
28. Способ по п.25, отличающийся тем, что регулирование упомянутых давлений отсеков осуществляют автоматически с использованием средства считывания давления в соединении с компьютерной системой управления.
29. Способ по п.15, отличающийся тем, что в одну или более из множества зон на поверхности одного или более валков подают криогенный флюид, содержащий азот или углекислый газ.
| JP 60238012 A, 26.11.1985 | |||
| DE 102005001806 A1, 20.07.2006 | |||
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| JP 2001096301 A, 10.04.2001 | |||
| Устройство управления тепловым профилем валка прокатного стана | 1981 |
|
SU994068A1 |

