Изобретение относится к строительной отрасли и может быть использовано при изготовлении панелей из пенополистирола, армированных каркасами, включающими металлические элементы и прочие изделия на основе такой технологии для использования в других областях потребительского рынка, а также как и упаковочного материала.
Наиболее близкой по технической сущности к заявляемому изобретению является Автоматизированная формующая машина системы «Радва» (Машина для формовки панелей серии ТРМ), включающая разъемную форму для формования панелей, системы подачи предварительно вспененного полистирола, перегретого пара, охлаждающего агента, воздуха, механизмов извлечения готовых изделий и системы автоматизированного управления на основе микропроцессора. В форме перед подачей полистирола устанавливают элементы металлического каркаса на магнитных и/или механических фиксаторах. Элементы металлического каркаса покрыты клеевым или адгезивным составом.
Недостатками этих устройств являются ограничения по номенклатуре панелей по размерному ряду, неизбежности появления следов отпечатки окислов материала магнитных креплений, незащищенность магнитов от воздействия пара и охлаждающего агента.
Технический результат достигается тем, что в стационарной и подвижной полуформах формы, согласно изобретению, вводят дополнительные линии магнитных фиксаторов и тем самым расширяют номенклатуру панелей по размерному ряду, например 1/4 или 3/4 доли по ширине, а также устанавливают крышки на магниты для защиты от воздействия пара и охлаждающего агента и устранения следов отпечатков окислов материала магнитных креплений на поверхностях изготавливаемых панелей.
Способ изготовления панелей из пенополистирола, согласно изобретению, предусматривает подготовку формы, установку элементов металлического каркаса на магнитных и/или механических фиксаторах, закрытие формы перемещением подвижной полуформы относительно стационарной полуформы, смыкание полуформ, заполнение гранулами через систему подачи предварительно вспененного полистирола, подачу и выдержку по циклограмме перегретого пара, слив конденсата, подачу охлаждающего агента, продувку воздухом избыточного давления или вакуумом, размыкание полуформы, раскрытие формы и, используя вспомогательные механизмы, извлечение готовой панели. В стационарной и подвижной полуформах формы вводят дополнительные линии магнитных фиксаторов для обеспечения размера панели 1/4 или 3/4 доли по ширине от полноформатной панели, а также устанавливают крышки на магниты магнитных фиксаторов.
На Фиг.1 предоставлена пресс-форма с дополнительными линиями магнитных фиксаторов.
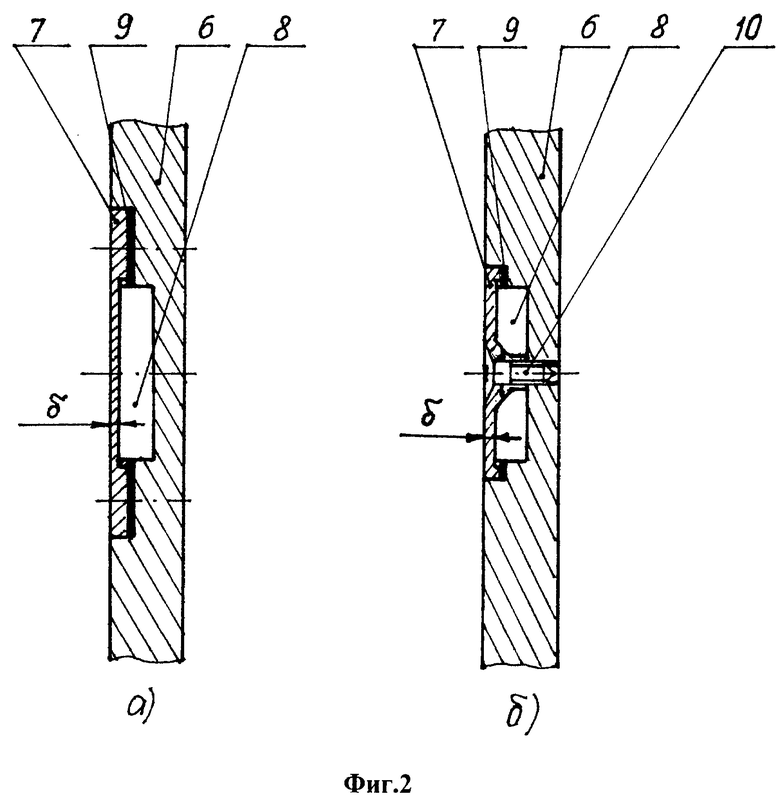
На Фиг.2 предоставлены варианты установки крышек на магниты магнитных фиксаторов.
На Фиг.1, Фиг.2 введены следующие обозначения:
1 - стационарная полуформа,
2 - сменная оснастка для обеспечения разной толщины изготавливаемых панелей из пенополстирола;
3 - подвижная полуформа;
4 - сменные элементы для придания более сложной формы поверхности панели из пенополстирола (например - стыковочная четверть);
5 - магнитные фиксаторы;
6 - плита рабочей поверхности стационарной или подвижной полуформы;
7 - крышка магнита магнитного фиксатора;
8 - магнит магнитного фиксатора;
9 - прокладка;
10 - крепежная деталь крышки;
δ - толщина крышки в рабочей зоне магнита.
Заявленное изобретение осуществляют следующим образом.
Для изготовления изделий из пенополистирола предусматривается подготовка формы, установка элементов металлического каркаса на магнитных и/или механических фиксаторах, закрытие формы перемещением подвижной полуформы относительно стационарной полуформы, смыкание полуформ, заполнение гранулами через систему подачи предварительно вспененного полистирола, подачу и выдержку по циклограмме перегретого пара, слив конденсата, подачу охлаждающего агента, продувку воздухом избыточного давления или вакуумом, размыкание полуформы, раскрытие формы и, используя вспомогательные механизмы, извлечение готовой панели. При изготовлении изделий из пенополистирола для обеспечения неизменности геометрической формы и придания жесткости и прочности используют закладную арматуру. Закладная арматура, как правило, изготавливается из стали и других сплавов на основе железа. Для фиксирования положения арматуры в пресс-форме используются магнитные фиксаторы. В различных составляющих пресс-формы 1, 2, 3, 4, 6 устанавливают магнитные фиксаторы 5. Для расширения номенклатуры панелей по размерному ряду в плитах 6 рабочих поверхностей стационарной 1 или подвижной 3 полуформ вводят дополнительные линии магнитных фиксаторов для обеспечения размера панели 1/4 или 3/4 доли по ширине от полноформатной панели. Например, при ширине полноформатной панели 1220 мм вводят дополнительные линии магнитных фиксаторов для обеспечения размера панели 305 мм и 905 мм. Для защиты от воздействия пара и охлаждающего агента на магниты 8 и устранения следов отпечатков окислов материала магнитных креплений на поверхностях изготавливаемых панелей устанавливают крышки 7 на магниты 8 магнитных фиксаторов 5. Прокладки 9 обеспечивают герметичность полостей, в которых находятся магниты 8. Крышки из немагнитного материала 7 крепятся крепежными деталями 10. В общем случае их может быть от 3 единиц и более из расчета на одну крышку. Для упрощения конструкции крышка 7 и магнит 8 магнитных фиксаторов 5 закреплены одной центральной крепежной деталью. Толщина крышки в рабочей зоне магнита δ определяется в зависимости от технических характеристик магнитного материала.
При использовании данного изобретения расширяют номенклатуру изделий по размерному ряду, исключают появление следов отпечатков окислов материала магнитных креплений, обеспечивают защиту магнитов от воздействия пара и охлаждающего агента.
Способ изготовления панелей из пенополистирола и устройство для его осуществления поясняются следующими примерами.
Пример 1.
На плитах 6 рабочих поверхностей стационарной полуформы 1 и подвижной полуформы 3 (см. Фиг.1) установлены дополнительные линии магнитных фиксаторов 5 для обеспечения размера панели 305 мм и 905 мм. Расстояние 305 мм и 905 мм определено от поверхности сменного элемента 4 для придания более сложной формы поверхности панели из пенополистирола (например - стыковочная четверть) как для стационарной полуформы 1, так и подвижной полуформы 3. Крышки из алюминиевого сплава 7 крепятся винтами 10 из нержавеющей стали М5х16 в количестве 4 единиц. Прокладки 9 изготовлены из поронита. Толщина крышки в рабочей зоне магнита δ обеспечивается в размере 1,2 мм. Используя эту пресс-форму, панели из пенополистирола изготавливают в формующей машине в установленном порядке.
Пример 2.
На плитах 6 рабочих поверхностей стационарной полуформы 1 и подвижной полуформы 3 (см. Фиг.1) установлены дополнительные линии магнитных фиксаторов 5 для обеспечения размера панели 300 мм и 900 мм при использовании метрического стандарта при ширине панели 1200 мм. Расстояние 300 мм и 900 мм определено от поверхности сменного элемента 4 для придания более сложной формы поверхности панели из пенополистирола (например - стыковочная четверть) как для стационарной полуформы 1, так и подвижной полуформы 3. Каждая крышка из алюминиевого сплава 7 и магнит 8 магнитных фиксаторов 5 в плитах 6 рабочих поверхностей стационарной 1 или подвижной 3 полуформ крепится одним центральным винтом 10 из нержавеющей стали М8×16. Прокладки 9 изготовлены из силикона. Толщина крышки в рабочей зоне магнита δ обеспечивается в размере 0,8 мм. Другие операции технологического цикла для изготовления панели из пенополистирола в формующей машине осуществляются в установленном порядке.
Таким образом, предложенный способ изготовления панелей из пенополистирола и устройство для его осуществления обеспечивают расширение номенклатуры изделий по размерному ряду, исключают появление следов отпечатки окислов материала магнитных креплений, обеспечивают защиту магнитов от воздействия пара и охлаждающего агента.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОСТРУКТУРНЫХ ПАНЕЛЕЙ ИЗ ПЕНОПОЛИСТИРОЛА | 2009 |
|
RU2400363C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОИЗОЛИРУЮЩИХ МАТЕРИАЛОВ ИЗ ПЕНОПОЛИСТИРОЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2400364C1 |
| Устройство для изготовления изделий из вспененных материалов | 1990 |
|
SU1789348A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГАЗИФИЦИРУЕМЫХ МОДЕЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2424865C1 |
| Форма для изготовления вспененных изделий | 1979 |
|
SU895695A1 |
| ВИБРОУСТАНОВКА С ШУМОГЛУШЕНИЕМ | 2011 |
|
RU2453416C1 |
| Способ изготовления моделей из пе-НОпОлиСТиРОлА | 1978 |
|
SU814551A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕНОПОЛИСТИРОЛЬНЫХ БЛОКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2342252C2 |
| Способ получения беспрессового пенополистирола | 1972 |
|
SU443044A1 |
| ТЕПЛОИЗОЛЯЦИОННАЯ КОМПОЗИТНАЯ ФАСАДНАЯ ПАНЕЛЬ, СПОСОБ ЕЁ ПОДГОТОВКИ И ИСПОЛЬЗОВАНИЕ ТЕПЛОИЗОЛЯЦИОННОЙ КОМПОЗИТНОЙ ФАСАДНОЙ ПАНЕЛИ | 2014 |
|
RU2651850C1 |

Изобретение относится к строительной отрасли и может быть использовано при изготовлении панелей из пенополистирола, армированных каркасами, включающими металлические элементы. Техническим результатом заявленного изобретения является обеспечение расширения номенклатуры изделий по размерному ряду, исключение появления следов отпечатков окислов материала магнитных креплений, обеспечение защиты магнитов от воздействия пара и охлаждающего агента. Технический результат достигается в способе изготовления панелей из пенополистирола, который предусматривает подготовку формы, установку элементов металлического каркаса на магнитных и/или механических фиксаторах, закрытие формы, смыкание полуформ, заполнение гранулами через систему подачи предварительно вспененного полистирола, подачу и выдержку по циклограмме перегретого пара, слив конденсата, подачу охлаждающего агента, продувку воздухом избыточного давления или вакуумом, размыкание полуформ, раскрытие формы и извлечение готовой панели. В стационарной и подвижной полуформах вводят дополнительные линии магнитных фиксаторов для обеспечения размера панели 1/4 или 3/4 доли по ширине от полноформатной панели, а также устанавливают крышки на магниты магнитных фиксаторов. 2 н.з. 1 п. ф-лы, 2 ил.
1. Способ изготовления панелей из пенополистирола, включающий операции подготовки формы, установки элементов металлического каркаса на магнитных и/или механических фиксаторах, закрытия формы перемещением подвижной полуформы относительно стационарной полуформы, смыкания полуформ, заполнения гранулами через систему подачи предварительно вспененного полистирола, подачи и выдержки по циклограмме перегретого пара, слива конденсата, подачи охлаждающего агента, продувки воздухом избыточного давления или вакуумом, размыкания полуформы, раскрытия формы и извлечения вспомогательными механизмами готовой панели, отличающийся тем, что в стационарной и подвижной полуформах формы вводят дополнительные линии магнитных фиксаторов для обеспечения размера панели 1/4 или 3/4 доли по ширине от полноформатной панели, а также устанавливают крышки на магниты магнитных фиксаторов.
2. Устройство для изготовления панелей из пенополистирола, включающее стационарную и подвижную полуформы, сменные элементы и оснастку, механические и магнитные фиксаторы арматуры панели, механизмы открытия, закрытия формы перемещением подвижной полуформы относительно стационарной полуформы, извлечения готового изделия, системы подачи предварительно вспененного полистирола, пара, охлаждающего агента, продувки, управления по циклограмме, отличающееся тем, что в стационарной и подвижной полуформах формы установлены дополнительные линии магнитных фиксаторов для обеспечения размера панели 1/4 или 3/4 доли по ширине от полноформатной панели, а также магниты магнитных фиксаторов расположены под крышкой из немагнитного материала.
3. Устройство по п.2, отличающееся тем, что крышка и магнит магнитных фиксаторов закреплены одной центральной крепежной деталью.
| JP 2007331101 А, 27.12.2007 | |||
| JP 2008200927 A, 04.09.2008 | |||
| US 3660209 A, 02.05.1972 | |||
| WO 2009001402 A1, 31.12.2008 | |||
| JP 59136916 A, 06.08.1984 | |||
| JP 3079304 A, 04.04.1991 | |||
| Устройство для изготовления изделий из полимерного материала | 1987 |
|
SU1437240A1 |

