1
Изобретение относится к. литейному производству и применяется, в частности при изготовлении литейных моделей из пенополистирола.
Известен способ получения литейны моделей из пенополистирола, включающий предварительное вспенивание гранул полистирола, созревание ихна воздухе, загрузку этих гранул в полость пресс-формы для окончательного их вспенивания и спекания, приложение нагрузки к подвижной крышке пресс-формы для достижения предварительной степени сжатия гранул, подачу перегретого пара в полость прессформы, охлаждение модели и извлечение ее из полости пресс-формы.
Этот способ позволяет получать модели для изготовления отливок литьем в неразъемные керамические формы, к чистоте поверхности которых предъявляются невысокие требования ш .
Наиболее близким к предлагаемому является способ изготовления моделей из полистирола для получения точных отливок является способ, при котором полость пресс-формы заполняют предварительно вспененными и выдержанными на воздухе гранулами полистиро2
ла, подают в нее перегретый пар, затем охлаждают полученную модель и извлекают ее из пресс-формы 2 .
Недостатком указанных способов изготовления моделей является затрудненное их удаление из полости прессформы из-за залипания к отверстиям перфорации пресс-формы, через которые подается пар, частички моделей
0 при этом часто отламываются и остаются в перфорации полости пресс-формы, что засоряет пресс-форму и вызывает необходимость ее частой очистки.
5
Цель изобретения - повышение качества поверхности моделей.
Поставленная цель достигается тем, что способ йзготовления моделей из
0 пенополистирола, включающий предварительное вспенивание гранул полистирола, выдержку их на воздухе для созревания, заполнение ими полости пресс-формы, подачу пара в полость
5 пресс-формы через выполненные в ней специальные полости и каналы, предусматривает подачу сжатого воздуха в полость пресс-формы по тем же полостям и каналам перед охлаждением
0 модели.
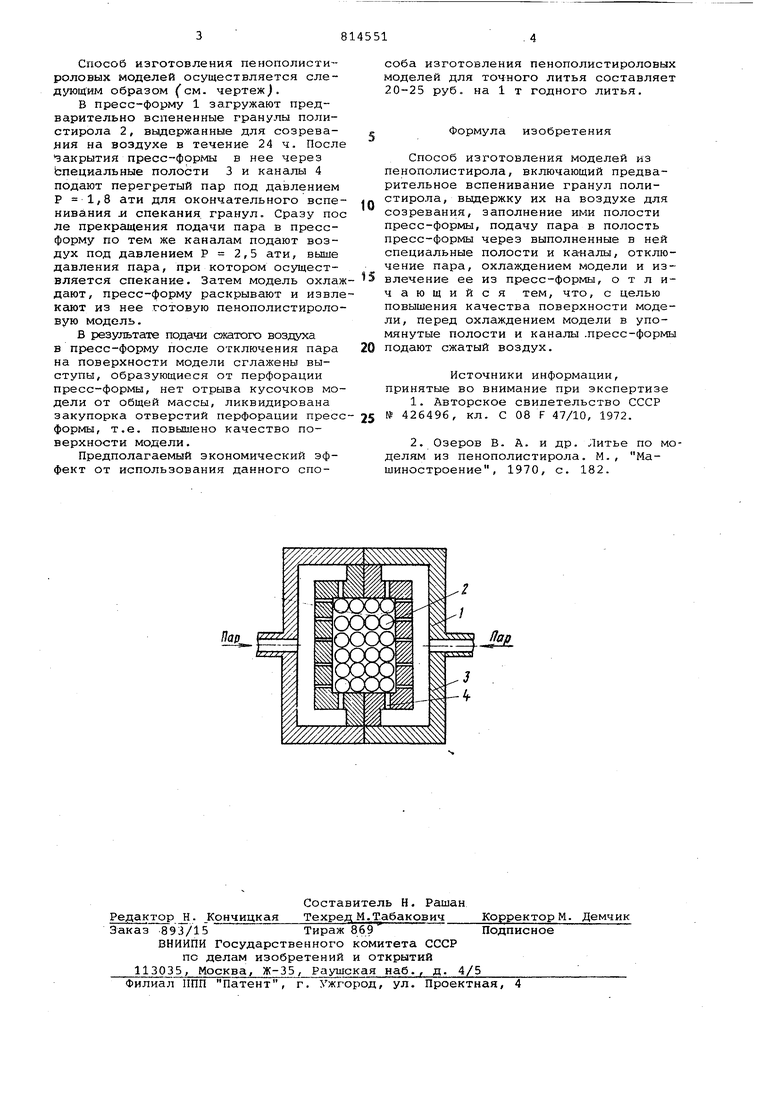
Способ изготовления пенополистироловых моделей осуществляется следующим образом (см. чертеж).
В пресс-форму 1 загружают предварительно вспененные гранулы полистирола 2, выдержанные для созреваяия на воздухе в течение 24 ч. После закрытия пресс-формы в нее через Специальные полости 3 и каналы 4 подают перегретый пар под давлением Р 1,8 ати для окончательного вспенива.ния л спекания гранул. Сразу пос ле прекращения подачи пара в прессформу по тем же каналам подают воздух под давлением Р 2,5 ати, выше давления пара, при котором осуществляется спекание, Затем модель охлаждают, пресс-форму раскрывают и извлекают из нее готовую пенополистироловую модель.
В результате подачи сжатого воздуха в пресс-форму после отключения пара на поверхности модели сглажены выступы, образующиеся от перфорации пресс-формы, нет отрыва кусочков модели от общей массы, ликвидирована закупорка отверстий перфорации прессформы, т.е. повышено качество поверхности модели.
Предполагаемый экономический эффект от использования данного способа изготовления пенополистироловых моделей для точного литья составляет 20-25 руб. на 1 т годного литья.
Формула изобретения
Способ изготовления моделей из пенополистирола, включающий предварительное вспенивание гранул полистирола, выдержку их на воздухе для созревания, заполнение ими полости пресс-формы, подачу пара в полость пресс-формы через выполненные в ней специальные полости и каналы, отключение пара, охлаждением модели и извлечение ее из пресс-формы, отличающийся тем, что, с целью повышения качества поверхности модели, перед охлаждением модели в упомянутые полости и каналы .пресс-формы подают сжатый воздух.
Источники информации, принятые во внимание при экспертизе
1.Авторское свилетельство СССР № 426496, кл. С 08 Г 47/10, 1972.
2.Озеров В. А. и др. Литье по модел5гм из пенополистирола. М. , Машиностроение, 1970, с. 182.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГАЗИФИЦИРУЕМЫХ МОДЕЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2424865C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕНОПОЛИСТИРОЛОВОЙ ГАЗИФИЦИРУЕМОЙ МОДЕЛИ | 1996 |
|
RU2104818C1 |
| Способ изготовления моделей из пенополистирола | 1982 |
|
SU1079340A1 |
| Способ изготовления газифицируемых литейных моделей | 1980 |
|
SU910310A1 |
| Устройство для получения пенополистироловых моделей методом теплового удара | 1981 |
|
SU996057A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПОЛИСТИРОЛА | 1971 |
|
SU291748A1 |
| ГАЗИФИЦИРУЕМАЯ МОДЕЛЬ ДЛЯ ЛИТЫХ ЗАГОТОВОК РЕЖУЩЕГО ИНСТРУМЕНТА И ПРЕСС-ФОРМА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2048953C1 |
| Способ изготовления газифицируемой модели и устройство для его осуществления | 1980 |
|
SU939159A1 |
| Способ изготовления пенополистироловых моделей | 1975 |
|
SU527242A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ДЛЯ ЛИТЬЯ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ И ГАЗИФИЦИРУЕМАЯ МОДЕЛЬ, ПОЛУЧЕННАЯ УКАЗАННЫМ СПОСОБОМ | 2016 |
|
RU2700434C2 |
