Область техники, к которой относится изобретение
Настоящее изобретение относится к установке непрерывной отливки толстых слябов, блюмов и другой подобного рода продукции.
Уровень техники
Известно множество существующих установок непрерывной отливки толстых слябов и блюмов. В этих установках применяются установленные под изложницей направляющие валки, предназначенные для того, чтобы обеспечивать опору для вытекающей из изложницы продукции и направлять ее вниз вдоль изгиба, в то время как по всему объему стали происходит затвердевание. При выходе из изложницы отливаемый продукт является лишь частично затвердевшим и состоит из затвердевшей внешней части, называемой коркой или оболочкой, толщина которой растет с увеличением расстояния от выпускного отверстия изложницы, и из все еще жидкой части, так называемой сердцевины или сердцевины металла. Крайняя точка зоны затвердевания, то есть кончик сердцевины металла, может быть в большей или меньшей степени удаленным от выпускного отверстия изложницы в зависимости от скорости разливки на установке. Поскольку с целью повышения производительности установок отливки стали постоянно предпринимаются попытки увеличить скорость разливки, длина сердцевины металла может иногда иметь большое значение.
Вследствие того что внутри выпускаемого из изложницы отливаемого продукта присутствует жидкая сталь, возникает ферростатическое давление, которое действует изнутри по направлению к наружной части и вызывает деформацию корки на тех участках, где она не опирается на поддерживающие и тянущие валки: вследствие ферростатического давления на поверхности отливаемого продукта образуются выпучивания на участках, которые поочередно оказываются между двумя рядами смежных валков. Это явление известно как «статическое выпучивание».
Одной из проблем, проистекающих из наличия таких выпучиваний, является проблема подъема жидкой стали вверх вследствие коробления выпученных участков валками, по мере того как толстый сляб продвигается вперед по рольгангу. Эта пульсация передается по всей высоте столба жидкого металла и приводит к прерывистым колебаниям уровня мениска внутри изложницы. Это явление известно как «динамическое выпучивание», и при увеличении скорости разливки оно усиливается. Колебания мениска могут быть столь большими, что это сделает невозможным осуществление контроля над уровнями в изложнице, что приведет к необходимости приостановки процесса разливки и производственным потерям. В самых неблагоприятных случаях колебания мениска могут быть такими, что приведут к вытеканию жидкой стали из изложницы.
Еще одно негативное последствие, вызываемое динамическим выпучиванием, связано с появлением трещин внутри и на поверхности корки, которые образуются вследствие периодического выпучивания корки. Эти трещины создают дефекты в готовой продукции, а также могут способствовать разрушению корки, в результате чего происходит вытекание жидкой стали. Такое явление называется «прорывом металла».
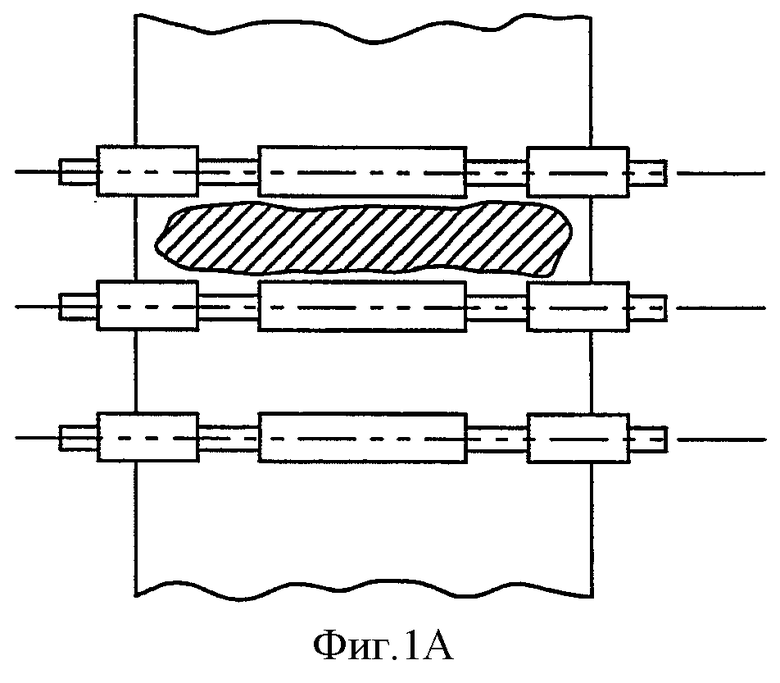
Сталеразливочная установка, с помощью которой предлагается решение этого недостатка, раскрыта в патенте США 6308769, в котором описывается установка разливки, в которой предусмотрено направляющее устройство для толстых слябов, расположенное непосредственно на выпускном отверстии изложницы. Это устройство состоит из ряда сегментов, которые поддерживают ряд валков, представляющих собой поддерживающие направляющие для толстых слябов. Валки на одной стороне расположены так, что их оси располагаются в шахматном порядке по отношению к осям валков на противоположной стороне толстого сляба; а шаг валков на обеих сторонах остается всегда постоянным. Такая особая компоновка сохраняется на отрезке толстого сляба, где у него имеется жидкая сердцевина. При любых обстоятельствах предлагаемое такой планировкой решение не является удовлетворительным в тех случаях, когда скорость разливки чрезмерно высока. В действительности, пульсация, вызываемая прохождением выпученных участков через валки, происходит по-прежнему и при этом ей также способствует большой объем выпученных участков, которые в любом случае возникают между двумя смежными валками. На фиг.1А, где иллюстрируется вид спереди одной известной установки разливки, описанной в патенте США 6308769, показана обозначенная штриховой линией амплитуда той области, на которую распространяется действие явления выпучивания между двумя валками, расположенными с постоянным шагом «p».
Кроме того, расположение валков в шахматном порядке, предусмотренном в упомянутом выше документе, не позволяет осуществлять «мягкое обжатие» с целью уменьшения толщины толстого сляба на выходе из изложницы и улучшать его внутреннее качество.
Таким образом, существует потребность в разработке такой установки непрерывной отливки металлической продукции, которая была бы лишена этих недостатков.
Раскрытие изобретения
Основной целью настоящего изобретения является создание установки непрерывной отливки металлических продуктов, далее объединяемых общим выражением «непрерывный слиток», которая может предотвращать и/или ослаблять явление пульсации жидкой стали после прохождения между поддерживающими валками, расположенными под изложницей, возникающей вследствие выпучиваний корки под действием ферростатического давления.
Второй целью изобретения является ограничение в максимально возможной степени деформации корки, вызываемой ферростатическим давлением между двумя рядами смежных валков.
Еще одной целью настоящего изобретения является сведение к минимуму - даже при высоких скоростях разливки - упомянутых выше явлений динамического выпучивания и обеспечение тем самым возможности повышать производительность установки и в то же время гарантировать получение готовой продукции более высокого качества.
Настоящее изобретение направлено на устранение рассмотренных выше недостатков и на достижение указанных целей путем создания установки непрерывной отливки непрерывных стальных слитков, в частности (хотя и не исключительно) в форме толстых слябов, блюмов и другой подобного рода продукции, включающей в себя изложницу для непрерывного литья слитков, задающей вертикальную ось разливки, и расположенное под изложницей направляющее устройство для непрерывных слитков, которое включает в себя множество вращающихся валков вокруг его собственной горизонтальной оси вращения, расположенных на двух противоположных относительно оси разливки сторонах непрерывного слитка, функция которых состоит в направлении непрерывного слитка, причем осевая длина каждого из указанных валков меньше ширины указанных противоположных сторон непрерывного слитка, измеренной параллельно оси вращения валков, которая (установка) отличается тем, что на каждой из указанных двух противоположных сторон непрерывного слитка валки сгруппированы в, по меньшей мере, три соответствующих один другому ряда параллельно оси разливки так, чтобы образовывать направляющую для слитка, и при этом один ряд первых валков располагается в области вблизи первого края слитка, по меньшей мере один ряд вторых валков располагается в центральной области вблизи оси разливки, один ряд третьих валков располагается в области вблизи второго края слитка, и при этом оси вращения двух первых смежных валков находятся на заданном расстоянии друг от друга, оси вращения двух вторых смежных валков находятся на заданном расстоянии друг от друга и оси вращения двух третьих смежных валков находятся на заданном расстоянии друг от друга, и при этом оси вращения вторых валков отстоят как от оси вращения первых валков, так и от оси вращения третьих валков.
В зависимых пунктах формулы изобретения описываются предпочтительные варианты осуществления изобретения. В одном из вариантов первое расстояние между осями смежных валков, расположенных рядами вблизи краев слитка, имеет разные значения по линии направления разливки, причем это расстояние может изменяться закономерным или незакономерным образом, с тем чтобы способствовать гашению частоты пульсации столба жидкой стали, а следовательно, и возмущению мениска.
В еще одном варианте осуществления расстояние между осями смежных валков, сгруппированных в ряды в соответствии с центром слитка, имеет разные значения по линии направления отливки, и это расстояние может быть тем же самым или отличным от расстояния между валками, сгруппированными в ряды, расположенные вблизи углов слитка.
В еще одном варианте осуществления установки настоящего изобретения расстояния между смежными валками рядов, расположенных в соответствии с углами, и между смежными валками рядов в центре слитка отличаются одни от других, чем еще больше усиливается неравномерный характер расположения валков вдоль первого участка слитка.
В еще одном варианте осуществления изобретения шаг валков из рядов вдоль углов и/или шаг валков в центре непрерывного слитка являются разными в зависимости от того, на какой поверхности слитка они находятся, на внутренней или на внешней.
Каждое из этих различных сочетаний шага между валками позволяет эффективно гасить явления пульсации на мениске и способствует повышению качества процесса разливки.
Одно из преимуществ системы установки настоящего изобретения состоит в том, что область, на которую воздействует ферростатическое давление жидкой стали между смежными валками, имеет меньший размер по сравнению с другими решениями существующего уровня техники и тем самым уменьшает саму деформацию в области выпучивания.
Признак использования разной величины шагов между смежными валками означает, что валки не вызывают прогиба областей выпучивания с единственной частотой и благодаря этому создается возможность гашения частоты пульсации столба жидкой стали в направлении вверх.
Таким образом, расположение валков согласно изобретению значительно снижает риск возникновения явлений динамического выпучивания двумя путями: за счет уменьшения самого возникновения выпучиваний и за счет гашения частоты пульсации прогиба этих выпучиваний.
Краткое описание чертежей
Дополнительные отличительные черты и преимущества настоящего изобретения станут нагляднее в свете подробного описания одного из предпочтительных, хотя и не исключительного, вариантов осуществления установки непрерывной отливки металлических продуктов, показанного на не ограничивающем изобретения примере, предлагаемом с помощью приложенных чертежей, где:
фиг.1А - схематический вид спереди установки непрерывной отливки существующего уровня техники;
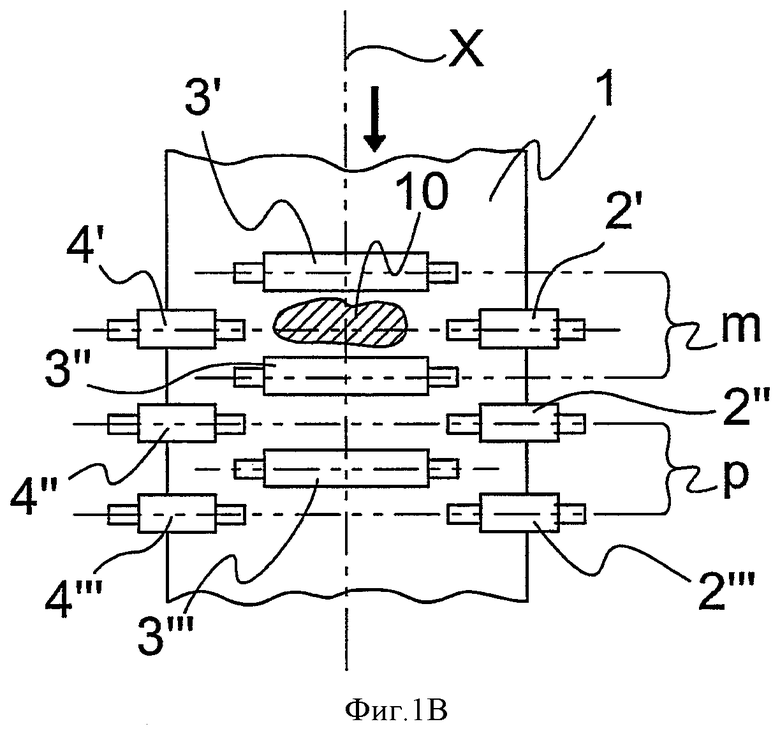
фиг.1В - схематический вид спереди устройства в соответствии с изобретением;
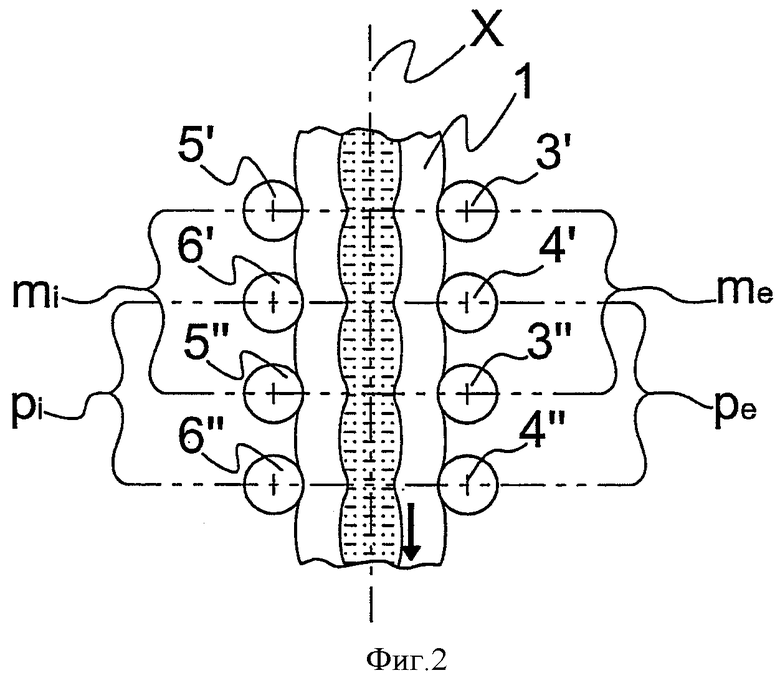
фиг.2 - вид сбоку устройства, изображенного на фиг.1B;
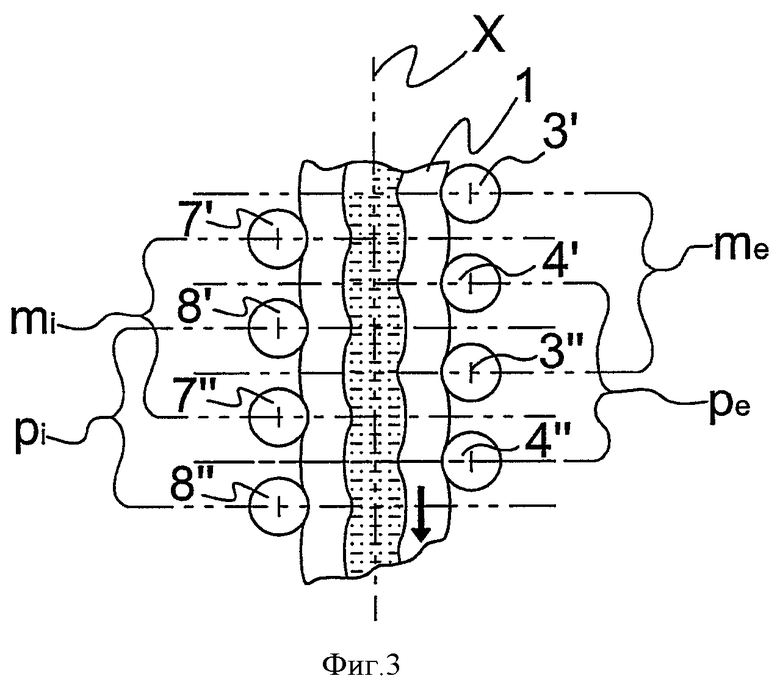
фиг.3 - вид сбоку варианта осуществления устройства, изображенного на фиг.1B;
фиг.4 - схематический вид спереди второго варианта осуществления устройства в соответствии с изобретением;
фиг.5 - схематический вид спереди третьего варианта осуществления устройства в соответствии с изобретением.
Осуществление изобретения
На фиг.1В показана установка непрерывной отливки непрерывного слитка 1, например, в виде толстого сляба, блюма или подобного им продукта, включающая в себя ряд поддерживающих и направляющих валков, расположенных под изложницей, которая на фигуре не показана.
Для более четкого понимания изобретения, ниже приведены следующие определения:
- внутренняя и внешняя поверхность слитка 1 - это соответственно поверхности слитка, которые соответственно находятся ближе или наиболее далеко от центра изгиба установки непрерывного литья;
- поперечные ряды валков - ряды, расположенные в по существу ортогональном направлении к линии направления отливки;
- продольные ряды валков - ряды, расположенные по существу параллельно линии направления отливки.
В соответствии с вариантом осуществления, показанным на фиг.1B, можно выделить три продольных ряда валков. Два боковых продольных ряда, которые вмещают в себя слиток в соответствии с площадью его краев, включают в себя, например, валки 2′, 2′′, 2′′′ и 4′, 4′′, 4′′′; центральный продольный ряд, по существу параллельный оси X отливки слитка, включает в себя, например, валки 3′, 3′′, 3′′′. Согласно настоящему изобретению оси вращения валков бокового продольного ряда располагаются в шахматном порядке по отношению к осям валков центрального продольного ряда, с целью того, чтобы свести к минимуму те участки 10 поверхности слитка, которые не опираются на какой-либо валок и на которые оказывает воздействие ферростатическое давление.
В результате этого вызываемые ферростатическим давлением участки выпучивания корки имеют меньшие размеры, а вероятность возникновения явления динамического выпучивания уменьшается.
Оси валков 2′, 2′′, 2′′′ и валков 4′, 4′′, 4′′′ расположены вдоль продольных рядов, находящихся на краях слитка 1, разделены между собой промежутками с постоянным значением шага "p". Оси валков 3′, 3′′, 3′′′, расположенных вдоль продольного ряда центральной области слитка l, разделены между собой промежутками с постоянным шагом "m". В этом варианте осуществления продольный размер валков центрального продольного ряда больше продольного размера валков боковых продольных рядов в соответствии с краями слитка. Это не исключает других вариантов осуществления, в которых соотношение, относящееся к продольному размеру валков, будет иным.
В еще одном из предпочтительных вариантов осуществления в рамках настоящего изобретения шаги "m" и "p" задаются таким образом, чтобы их значения между смежными валками были бы разными. Закономерность изменения величины шага между валками различных продольных рядов может быть разной или же изменение значений шага между валками может не подчиняться никакой закономерности, будучи определяемым только случайными вариациями шагов.
Такие меры по выбору величин шагов m и p позволяют уменьшать частоту пульсации столба жидкого металла.
В еще одном из предпочтительных вариантов шаг "m" между смежными валками центрального ряда и шаг "p" между смежными валками боковых рядов имеют разные значения и как шаг "m", так и шаг "p" принимают разные значения в зависимости от того, к какой паре смежных валков они относятся.
Фиг.2 и 3 относятся к двум вариантам осуществления изобретения с разными расположениями поперечных рядов валков на внешней и внутренней сторонах слитка l соответственно. Поперечные ряды валков, изображенные на указанных фигурах, могут в равной степени относиться как к центральному продольному ряду, так и к одному из боковых продольных рядов на фиг.1В.
На фиг.2 показан вид сбоку слитка, на котором видны как некоторые валки на внутренней стороне, так и некоторые валки на внешней стороне. В этом случае соответствующие оси вращения каждого из валков 3′, 3′′ на внешней стороне и каждого из соответствующих им валков 5′, 5′′ на внутренней стороне центральных продольных рядов находятся в одной плоскости, перпендикулярной к оси X отливки слитка. То же самое относится к валкам 4′, 4′′ боковых продольных рядов на внешней стороне и к соответствующим им валкам 6′, 6′′ боковых продольных рядов на внутренней стороне. Проще говоря, валки 5′, 5′′, 6′, 6′′ вдоль внутренней стороны слитка и соответствующие им валки 3′, 3′′, 4′, 4′′ вдоль наружной стороны слитка располагаются симметрично относительно оси X отливки сливка.
Таким образом, в этом варианте шаги "pe" и "mе" валков на наружной стороне равны шагам "pi" and "mi" соответствующих им валков на внутренней стороне соответственно. Преимущество заключается в том, что при расположении валков согласно этому варианту появляется возможность осуществлять мягкое обжатие слитка путем сближения друг к другу валков на внутренней стороне и валков на внешней стороне с помощью известных механизмов.
На фиг.3, с другой стороны, показан вид сбоку слитка, на котором оси вращения валков в разных продольных рядах на внутренней стороне слитка расположены в шахматном порядке по отношению к осям соответствующих им валков на внешней стороне слитка l. В частности, каждый из валков 3′, 3′′ на внешней стороне и каждый из соответствующих ему валков 7′, 7′′ на внутренней стороне в центральных продольных рядах расположены таким образом, что их оси вращения лежат в разных плоскостях, перпендикулярных оси X разливки слитка. То же относится к валкам 4′, 4′′ на внешней стороне и соответствующим им валкам 8′, 8′′ на внутренней стороне в боковых продольных рядах. В этом варианте значения шагов "ре" and "me" валков на наружной стороне могут быть соответственно равными значениям шагов "pi" и "mi" соответствующих им валков на внутренней стороне или же отличаться от них.
В соответствии с вариантами, показанными на фиг.2 и 3, шаги "p" и "m" могут быть равными или не равными друг другу, или же как шаг "m", так и шаг "p" могут соответственно иметь разные значения в зависимости от того, к каким разным парам смежных валков в каждом продольном ряду они относятся.
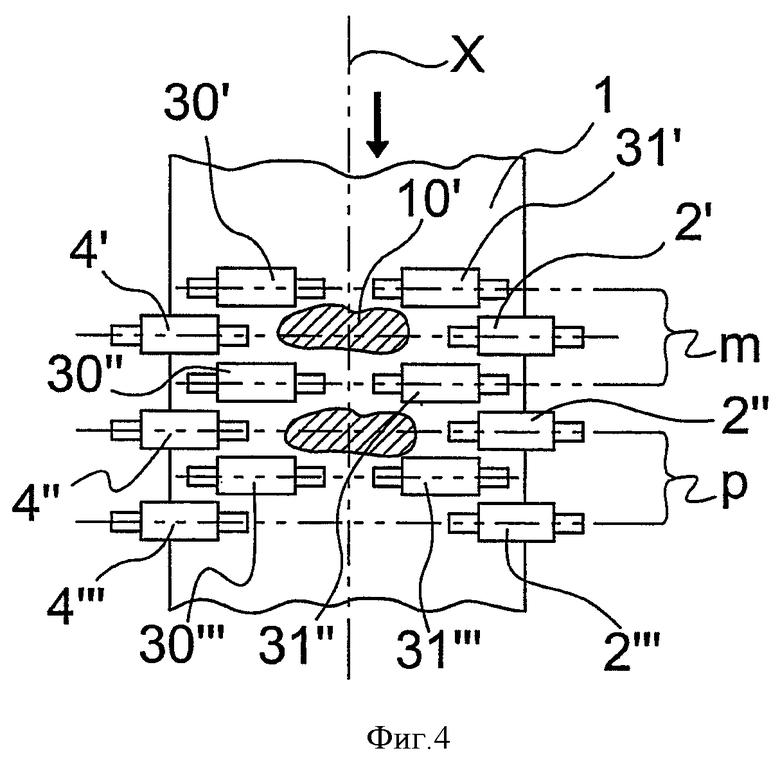
Другие предпочтительные варианты осуществления настоящего изобретения показаны на схематических фронтальных проекциях, изображенных на фиг.4 и 5, на которых можно различить четыре продольных ряда валков.
На фиг.4 два боковых продольных ряда, которые вмещают в себя слиток в соответствии с площадью его краев, включают в себя, например, валки 2′, 2′′, 2′′′ и 4′, 4′′, 4′′′; два центральных продольных ряда, которые вмещают в себя слиток в соответствии с его центральной частью, включают в себя, например, валки 30′, 30′′, 30′′′ и 31′, 31′′, 31′′′ соответственно.
Согласно этому варианту оси вращения валков боковых продольных рядов располагаются в шахматном порядке по отношению к осям валков центральных продольных рядов таким образом, чтобы свести к минимуму области 10′ на поверхности слитка, которые не опираются на валки и на которые воздействует ферростатическое давление.
Оси валков 2′, 2′′, 2′′′ и оси валков 4′, 4′′, 4′′′ расположены вдоль продольных рядов, помещенных по краям слитка 1, и разделены расстоянием, равным постоянному значению шага "р". Оси валков 30′, 30′′, 30′′′ и оси валков 31′, 31′′, 31′′′ расположены вдоль продольного ряда в центральной области слитка l, разделены расстоянием, равным постоянному значению шага "m".
Для каждого поперечного ряда валков имеется альтернативно два валка из центральных продольных рядов, например валки 30′ и 31′, с общей осью вращения, и два валка из боковых продольных рядов, например валки 4′ и 2′, также с общей осью вращения.
Можно также задавать шаги "m" и "p" таким образом, чтобы они имели разное значение у смежных валков. Закономерность изменения шага между валками различных продольных рядов может быть разной, либо же изменения в значениях шага могут не подчиняться никакой закономерности, определяясь случайными изменениями шага, выбираемыми в зависимости от конкретных параметров разливки. Такие меры по выбору значений шагов "m" и "p" позволяют гасить частоту пульсации столба жидкого металла. Более того, шаг "m" между смежными валками из центрального ряда и шаг "p" между смежными валками из боковых рядов также могут иметь разные значения и при этом как шаг "m", так и шаг "p" могут принимать разные значения в зависимости от того, к какой паре валков они относятся.
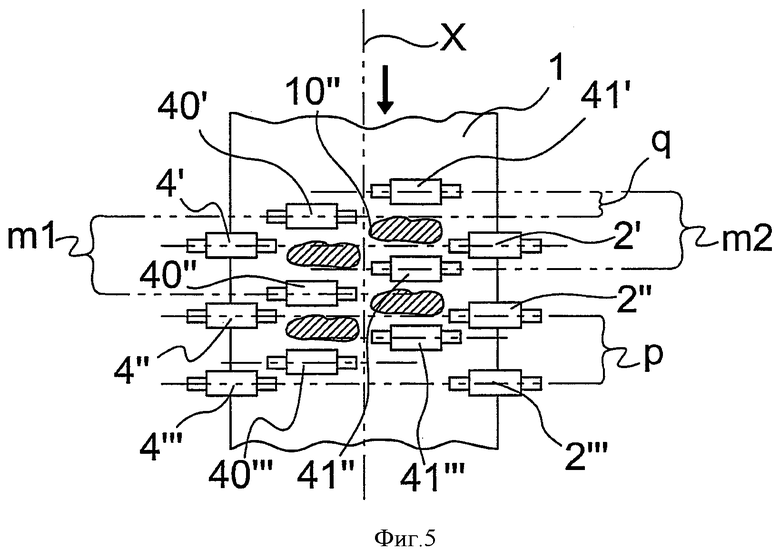
В варианте осуществления, показанном на фиг.5 в отличие от фиг.4 валки из двух центральных продольных рядов, например валки 40′, 40′′, 40′′′ и валки 41′, 41′′, 41′′′, располагаются в шахматном порядке по отношению один к другому.
Согласно данному варианту осуществления оси вращения валков из боковых продольных рядов располагаются в шахматном порядке по отношению к осям валков из центральных продольных рядов таким образом, чтобы дополнительно уменьшить размер областей 10′′ на поверхности слитка, которые не опираются на валки и на которые воздействует ферростатическое давление. В этом случае количество областей 10′′ увеличивается, но размеры их уменьшатся, и они будут располагаться в шахматном порядке по отношению один к другому, так же как и валки из двух центральных продольных рядов.
Оси валков 2′, 2′′, 2′′′ и оси валков 4′, 4′′, 4′′′ расположены вдоль продольных рядов, помещенных по краям слитка l, и разделены между собой расстоянием, равным шагу "p".
Оси валков 40′, 40′′, 40′′′, расположенные вдоль первого центрального продольного ряда, разделены между собой расстоянием, равным шагу "m1".
Оси валков 41′, 41′′, 41′′′, расположенные вдоль второго центрального продольного ряда, разделены между собой расстоянием, равным шагу "m2".
Каждая из осей валков в первом центральном продольном ряду расположена в шахматном порядке по отношению к каждой оси смежных валков из второго центрального продольного ряда с расстоянием между ними, или шагом, "q".
Каждый из шагов "p", "m1", "m2", "q" может принимать значение, которое будет всегда постоянным вдоль линии отливки или может изменяться в соответствии с разными задаваемыми закономерностями изменения либо случайным образом.
Специальная конфигурация, проиллюстрированная на фиг.5 предусматривает, что "p", "m1" и "m2" имеют одинаковую постоянную величину и что "q" равно "p"/2.
Варианты осуществления, показанные на фиг.4 и 5, позволяют еще больше уменьшить размер выпучиваний корки, вызываемых ферростатическим давлением, и тем самым снижают вероятность возникновения явления динамического выпучивания.
В каждом их этих двух вариантов осуществления валки центрального продольного ряда имеют больший продольный размер, чем продольный размер валков боковых продольных рядов в соответствии с краями слитка. Эти варианты не исключают также и другие варианты осуществления, в которых указанное соотношение, касающееся продольного размера валков, может быть иным.
Как и в случае варианта осуществления, показанного на фиг.1B, варианты осуществления, соответствующие фиг.4 и 5, также могут представлять различное расположение поперечных рядов валков соответственно на внутренней и внешней поверхностях слитка 1. Валки на внутренних сторонах и соответствующие им валки на внешних сторонах центральных и боковых продольных рядов могут иметь соответствующие им оси вращения в одной плоскости, перпендикулярной оси X отливки слитка, либо же оси вращения валков на внутренней поверхности могут располагаться в шахматном порядке на заданном расстоянии относительно осей соответствующих им валков на внешней стороне вдоль оси X отливки слитка.
В первом случае валки вдоль внутренней стороны и соответствующие им валки вдоль внешней стороны расположены симметрично относительно оси X отливки слитка. Таким образом, в этом варианте шаги "ре" and "me" валков на внешней стороне равны шагам ″pi″ и ″mi″ соответствующих им валков на внутренней стороне соответственно. Предпочтительность такого расположения валков состоит в том, что имеется возможность осуществлять мягкое обжатие слитка, сдвигая ближе друг к другу валки на внутренней и внешней сторонах с помощью известных существующих механизмов. В целом это применимо для валков, которые расположены вблизи внешних краев толстого сляба, где у нижнего выпускного отверстия кристаллизатора уже образовалась корка такой толщины, которая позволяет выполнять такое мягкое обжатие.
Во втором случае, с другой стороны, значения шагов "ре", "mе1", ″me2″, ″qe″ валков на внешней стороне могут быть соответственно равны значениям шагов ″pi″, ″mi1″, ″mi2″, ″qi″ соответствующих им валков на внутренней стороне или же могут отличаться от них. Эту вторую конфигурацию предпочтительно применять в той области толстого сляба, в которой уже не требуется проведение мягкого обжатия.
Изобретение относится к установке непрерывной отливки толстых слябов, блюмов и другой подобного рода продукции. Установка содержит кристаллизатор и расположенное под кристаллизатором направляющее устройство, включающее множество валков. На каждой из двух противоположных сторон слитка валки расположены тремя соответствующими рядами параллельно оси разливки (X). Первый ряд расположен вблизи первого края слитка, один ряд центральных валков - около оси разливки (X), второй ряд боковых валков расположен вблизи второго края слитка. Оси вращения указанных центральных валков расположены в шахматном порядке относительно осей вращения указанных боковых валков. Оси вращения пары двух смежных валков указанных первого и второго ряда боковых валков находятся на расстоянии, равном первому шагу (p, pi, pе), а оси вращения пары двух центральных валков - на расстоянии друг от друга, равном второму шагу (m, me, mi). Указанные первый шаг (p, pi, pе) и второй шаг (m, me, mi) принимают разные значения. Обеспечиваются ослабление явления пульсации жидкой стали после прохождения между поддерживающими валками, снижение деформации корки, динамического выпучивания слитка. 9 з.п. ф-лы, 6 ил.
1. Установка для непрерывного литья стальных слитков, в частности, хотя и не исключительно, в форме толстых слябов, блюмов и другой подобной продукции, содержащая кристаллизатор для непрерывной отливки слитка, определяющий вертикальную ось разливки (X), и расположенное под кристаллизатором направляющее устройство для непрерывного слитка, включающее множество валков, вращающихся вокруг горизонтальной оси, расположенных на двух противоположных относительно оси разливки (X) сторонах непрерывного слитка, направляющих движение непрерывного слитка, в которой осевая длина каждого из указанных валков, измеренная параллельно оси вращения валков, меньше длины указанных противоположных сторон слитка, на каждой из указанных двух противоположных сторонах слитка валки расположены по меньшей мере тремя соответствующими рядами параллельно оси разливки (X), создающими тем самым направляющую для слитка, причем первый ряд боковых валков расположен в области вблизи первого края слитка, по меньшей мере один ряд центральных валков расположен в центральной области около оси отливки (X), второй ряд боковых валков расположен в области вблизи второго края слитка, при этом оси вращения указанных центральных валков расположены в шахматном порядке относительно осей вращения указанных боковых валков, оси вращения пары двух смежных валков указанных первого и второго ряда боковых валков расположены на расстоянии одна от другой, равном первому шагу (p, pi, ре) в направлении оси разливки (X), а оси вращения пары двух указанного по меньшей мере одного ряда центральных валков расположены на расстоянии друг от друга, равном второму шагу (m, mе, mi) в направлении оси разливки (X), отличающаяся тем, что указанный первый шаг (p, pi, pе) принимает разные значения в зависимости от положения боковых валков вдоль оси разливки (X), а указанный второй шаг (m, mе, mi) принимает разные значения в зависимости от положения центральных валков вдоль оси разливки (X).
2. Установка по п.1, в которой валки указанного первого ряда боковых валков расположены таким образом, что их оси располагаются в шахматном порядке относительно осей вращения валков указанного второго ряда боковых валков.
3. Установка по п.1, в которой валки указанного первого ряда боковых валков расположены таким образом, что их оси вращения совпадают с осями вращения валков указанного второго ряда боковых валков.
4. Установка по любому из пп.1-3, в которой предусмотрены два ряда центральных валков, расположенных в центральной области слитка рядом с осью разливки (X) между первым и вторым рядами боковых валков.
5. Установка по п.4, в которой центральные валки из указанных двух рядов центральных валков расположены коаксиально.
6. Установка по п.4, в которой валки из одного ряда центральных валков расположены таким образом, что их оси располагаются в шахматном порядке относительно осей валков второго ряда центральных валков.
7. Установка по п.4, в которой указанный первый шаг (p, pе, pi) и второй (m, mi, me) шаг отличаются один от другого.
8. Установка по п.4, в которой указанный первый шаг (p, pi, pе) и указанный второй шаг (m, mi, mе) равны один другому.
9. Установка по п.4, в которой две противоположных стороны непрерывного слитка определяют внутреннюю сторону и внешнюю сторону слитка, и в которой указанный первый шаг (pе, pi) принимает разные значения, в зависимости от того, относится ли он к внутренней или к внешней стороне.
10. Установка по п.4, в которой указанный второй шаг (mе, mi) принимает разные значения в зависимости от того, относится ли он к внутренней или к внешней стороне.
| US 6308769 B1, 30.10.2001 | |||
| US 4227636 A, 14.10.1980 | |||
| US 3753461 A, 21.08.1973 | |||
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ДЕФОРМИРОВАННЫХ ЗАГОТОВОК | 1998 |
|
RU2136436C1 |

