Настоящее изобретение относится к способу литья под давлением и к оборудованию для литья под давлением. Более точно, настоящее изобретение относится к способу литья под давлением, включающему в себя операцию нагнетания сжатого газа в пространство между синтетической смолой, находящейся в полости, и образующей полость поверхностью, и к оборудованию для литья под давлением, в котором используется данный способ литья под давлением.
Как раскрыто, например, в выложенной публикации заявки на патент Японии No. 06-254924, был предложен способ, заключающийся в том, что поверхность, образующую полость со стороны передней поверхности и предназначенную для образования стороны отформованного изделия с передней поверхностью, нагревают до впрыскивания расплавленной синтетической смолы, тем самым пытаясь улучшить свойство передачи.
Тем не менее, расплавленная синтетическая смола перемещается внутри полости во время ее охлаждения, что создает проблемы, связанные с тем, что имеет место недостаточно равномерное растекание синтетической смолы к концевым участкам и затвердевание расплавленной синтетической смолы, когда она течет внутри полости, в особенности в том случае, если толщина пластины отформованного изделия увеличивается. Кроме того, формование синтетической смолы занимало более длительный промежуток времени, поскольку индуктор, нагретый посредством высокочастотного индукционного нагрева, колеблется, пока он расположен между неподвижной пресс-формой и подвижной пресс-формой.
С учетом вышеуказанных проблем настоящее изобретение направлено на устранение деформации отформованного изделия и неравномерности переноса в пресс-форме в максимально возможной степени и на сокращение времени формования.
Первое изобретение касается способа литья под давлением, предусматривающего впрыскивание расплавленной синтетической смолы в полость, образованную между негативной частью пресс-формы и позитивной частью пресс-формы, для формования ее, включающий в себя следующие операции, на которых осуществляют:
нагрев предусмотренной с образующей полость поверхностью стороны негативной части пресс-формы посредством подачи теплоносителя в предназначенный для теплоносителя канал негативной части пресс-формы для инициирования повышения температуры стороны с образующей полость поверхностью;
впрыскивание заранее заданного количества расплавленной синтетической смолы в полость после прекращения повышения температуры;
нагнетание сжатого газа в пространство между задней стороной синтетической смолы и образующей полость поверхностью позитивной части пресс-формы после впрыскивания расплавленной синтетической смолы для обеспечения выдержки времени (задержки замыкания пресс-формы) посредством поджима передней поверхности синтетической смолы к образующей полость поверхности негативной части пресс-формы; и
отверждение синтетической смолы у предусмотренной с образующей полость поверхностью стороны негативной части пресс-формы посредством подачи холодоносителя в предназначенный для теплоносителя канал негативной части пресс-формы при одновременном обеспечении выдержки времени посредством сжатого газа.
Второе изобретение относится к способу литья под давлением в соответствии с пунктом 1 формулы изобретения, дополнительно включающему в себя операцию: нагнетания охлаждающего газа в пространство между задней поверхностью синтетической смолы и образующей полость поверхностью позитивной части пресс-формы после вытеснения сжатого газа из оборудования для литья под давлением, когда произойдет отверждение синтетической смолы до определенной степени.
Третье изобретение относится к способу литья под давлением в соответствии с пунктом 1 формулы изобретения, в котором сжатый газ, подвергнутый нагнетанию в полость, улавливают в резервуаре через посредство пространства между предназначенной для образования тонкой стенки частью и позитивной частью пресс-формы с тем, чтобы не вызвать избыточного сжатия в большей степени, чем это необходимо, в части, где синтетическая смола может быть поджата к образующей полость поверхности негативной части пресс-формы, когда часть для образования тонкой стенки, предназначенная для образования тонкостенной части на отформованном изделии, предусмотрена в вогнутой части, образованной на верхней поверхности позитивной части пресс-формы, при этом сжатый газ, собранный в резервуаре, одновременно подают в часть, где не обеспечивается достаточного сжатия сжатого газа, посредством данного пространства.
Четвертое изобретение касается способа литья под давлением в соответствии с пунктом 1 формулы изобретения, в котором сжатый газ, подвергнутый нагнетанию в полость, улавливают в резервуаре через посредство пространства между частью, предназначенной для образования отверстия, и позитивной частью пресс-формы с тем, чтобы не вызвать избыточного сжатия в большей степени, чем это необходимо, в части, где синтетическая смола может быть поджата к образующей полость поверхности негативной части пресс-формы, когда часть для образования отверстия, предназначенная для образования части с отверстием в отформованном изделии, предусмотрена в вогнутой части, образованной на верхней поверхности позитивной части пресс-формы, при этом сжатый газ, собранный в резервуаре, одновременно подают в часть, где не обеспечивается достаточного сжатия сжатого газа.
Пятое изобретение касается оборудования для литья под давлением, которое выполнено с конфигурацией, обеспечивающей возможность впрыскивания расплавленной синтетической смолы в полость, образованную между негативной частью пресс-формы и позитивной частью пресс-формы, для формования ее:
в котором предназначенный для теплоносителя канал образован так, что он проходит вдоль полости, что позволяет теплоносителю или холодоносителю проходить в него, и
в котором каналы для нагнетания газа образованы для подачи сжатого газа в полость;
нагрев предусмотренной с образующей полость поверхностью стороны негативной части пресс-формы посредством подачи теплоносителя в предназначенный для теплоносителя канал негативной части пресс-формы для инициирования повышения температуры стороны с образующей полость поверхностью;
впрыскивание заранее заданного количества расплавленной синтетической смолы в полость после прекращения повышения температуры;
нагнетание сжатого газа в пространство между задней стороной синтетической смолы и образующей полость поверхностью позитивной части пресс-формы после впрыскивания расплавленной синтетической смолы для обеспечения выдержки времени (задержки замыкания пресс-формы) посредством поджима передней поверхности синтетической смолы к образующей полость поверхности негативной части пресс-формы; и
отверждение синтетической смолы у предусмотренной с образующей полость поверхностью стороны негативной части пресс-формы посредством подачи холодоносителя в предназначенный для теплоносителя канал негативной части пресс-формы при одновременном обеспечении выдержки времени посредством сжатого газа.
Шестое изобретение касается оборудования для литья под давлением, которое выполнено с конфигурацией, обеспечивающей возможность впрыскивания расплавленной синтетической смолы в полость, образованную между негативной частью пресс-формы и позитивной частью пресс-формы, после нагрева предусмотренной с образующей полость поверхностью стороны негативной части пресс-формы, нагнетания сжатого газа в пространство между задней поверхностью синтетической смолы и образующей полость поверхностью позитивной части пресс-формы и обеспечения выдержки времени (задержки замыкания пресс-формы) посредством поджима передней поверхности синтетической смолы к образующей полость поверхности негативной части пресс-формы:
в котором нижняя поверхность цилиндрической части полости, образованной из пространства, простирающегося в горизонтальном направлении, и цилиндрического пространства, которое является непрерывным по отношению к данному пространству и простирается в вертикальном направлении, образована из базовой части пресс-формы и позитивной части пресс-формы, подлежащей креплению к вогнутой части, образованной на базовой части пресс-формы; и
в котором выступающая часть, выступающая вверх так, что она входит в полость, образована на каждом концевом участке верхней поверхности сопряженной части между базовой частью пресс-формы и позитивной частью пресс-формы так, чтобы она была образована с формой рамки вдоль сопряженной части, и обе выступающие части образуют канавку в верхней части, когда обе выступающие части сопрягаются друг с другом.
Седьмое изобретение касается оборудования для литья под давлением, которое выполнено с конфигурацией, обеспечивающей возможность впрыскивания расплавленной синтетической смолы в полость, образованную между негативной частью пресс-формы и позитивной частью пресс-формы, после нагрева предусмотренной с образующей полость поверхностью стороны негативной части пресс-формы, нагнетания сжатого газа в пространство между задней поверхностью синтетической смолы и образующей полость поверхностью позитивной части пресс-формы и обеспечения выдержки времени (задержки замыкания пресс-формы) посредством поджима передней поверхности синтетической смолы к образующей полость поверхности негативной части пресс-формы:
в котором нижняя поверхность цилиндрической части полости, образованной из пространства, простирающегося в горизонтальном направлении, и цилиндрического пространства, которое является непрерывным по отношению к данному пространству и простирается в вертикальном направлении, образована из базовой части пресс-формы, к которой прикреплена позитивная часть пресс-формы; и
в котором выступающая часть, выступающая вверх так, что она входит в полость, образована вдоль сопряженной части так, чтобы она была образована с формой рамки, на концевом участке верхней поверхности базовой части пресс-формы у части, сопрягающейся с позитивной частью пресс-формы, и канавка образована между выступающей частью и позитивной частью пресс-формы.
Восьмое изобретение касается оборудования для литья под давлением, которое выполнено с конфигурацией, обеспечивающей возможность впрыскивания расплавленной синтетической смолы в полость, образованную между негативной частью пресс-формы и позитивной частью пресс-формы, после нагрева предусмотренной с образующей полость поверхностью стороны негативной части пресс-формы, нагнетания сжатого газа в пространство между задней поверхностью синтетической смолы и образующей полость поверхностью позитивной части пресс-формы и обеспечения выдержки времени (задержки замыкания пресс-формы) посредством поджима передней поверхности синтетической смолы к образующей полость поверхности негативной части пресс-формы:
в котором вкладыш, верхняя часть которого входит в полость и продольная плоскость верхней части которого имеет трапециевидную форму, имеющую более короткое верхнее основание и более длинное нижнее основание, и который образует тонкостенную часть на отформованном изделии, введен в контакт с вогнутой частью, образованной на верхней поверхности позитивной части пресс-формы, с возможностью закрепления на ней; и
в котором выступающая часть, имеющая наклонный боковой участок, который приблизительно ортогонален к наклонному боковому участку вкладыша, образована на верхней поверхности вкладыша так, что она входит в полость.
Девятое изобретение касается оборудования для литья под давлением, которое выполнено с конфигурацией, обеспечивающей возможность впрыскивания расплавленной синтетической смолы в полость, образованную между негативной частью пресс-формы и позитивной частью пресс-формы, после нагрева предусмотренной с образующей полость поверхностью стороны негативной части пресс-формы, нагнетания сжатого газа в пространство между задней поверхностью синтетической смолы и образующей полость поверхностью позитивной части пресс-формы и обеспечения выдержки времени (задержки замыкания пресс-формы) посредством поджима передней поверхности синтетической смолы к образующей полость поверхности негативной части пресс-формы:
в котором предназначенная для образования тонкой стенки часть, продольная плоскость верхнего участка которой имеет трапециевидную форму, имеющую более короткое верхнее основание и более длинное нижнее основание, и которая образует тонкостенную часть на отформованном изделии, образована в виде выступа на верхней поверхности позитивной части пресс-формы так, чтобы обеспечить возможность входа верхнего участка выступа в полость; и
в котором выступающая часть, имеющая наклонный боковой участок, приблизительно ортогональный к наклонному боковому участку части, предназначенной для образования тонкой стенки, образована на верхней поверхности части, предназначенной для образования тонкой стенки, так, что выступающая часть входит в полость.
Десятое изобретение касается оборудования для литья под давлением в соответствии с любым одним из восьмого или девятого изобретений, в котором суженная часть образована на верхнем участке каждой из выступающих частей.
Одиннадцатое изобретение касается оборудования для литья под давлением, которое выполнено с конфигурацией, обеспечивающей возможность впрыскивания расплавленной синтетической смолы в полость, образованную между негативной частью пресс-формы и позитивной частью пресс-формы, после нагрева предусмотренной с образующей полость поверхностью стороны негативной части пресс-формы, нагнетания сжатого газа в пространство между задней поверхностью синтетической смолы и образующей полость поверхностью позитивной части пресс-формы и обеспечения выдержки времени (задержки замыкания пресс-формы) посредством поджима передней поверхности синтетической смолы к образующей полость поверхности негативной части пресс-формы:
в котором вкладыш, верхняя часть которого входит в полость и продольная плоскость верхней части которого имеет трапециевидную форму, имеющую более короткое верхнее основание и более длинное нижнее основание, введен в контакт с вогнутой частью, образованной на верхней поверхности позитивной части пресс-формы, с возможностью закрепления на ней;
в котором первая выступающая часть, входящая в полость, образована на верхней поверхности позитивной части пресс-формы, расположенной рядом с вкладышем; и
в котором вторая выступающая часть, имеющая наклонный боковой участок, приблизительно ортогональный к наклонному боковому участку первой выступающей части, образована на верхней поверхности позитивной части пресс-формы так, чтобы вторая выступающая часть входила в полость.
Двенадцатое изобретение касается оборудования для литья под давлением, которое выполнено с конфигурацией, обеспечивающей возможность впрыскивания расплавленной синтетической смолы в полость, образованную между негативной частью пресс-формы и позитивной частью пресс-формы, после нагрева предусмотренной с образующей полость поверхностью стороны негативной части пресс-формы, нагнетания сжатого газа в пространство между задней поверхностью синтетической смолы и образующей полость поверхностью позитивной части пресс-формы и обеспечения выдержки времени (задержки замыкания пресс-формы) посредством поджима передней поверхности синтетической смолы к образующей полость поверхности негативной части пресс-формы:
в котором вкладыш, который входит в полость и верхняя часть которого входит в контакт с негативной частью пресс-формы для образования части с отверстием в отформованном изделии, введен в контакт с вогнутой частью, образованной на верхней поверхности позитивной части пресс-формы, с возможностью закрепления на ней; и
в котором выступающая часть, входящая в полость, образована на наружной периферийной части вкладыша, и канавка также образована между выступающей частью и наружной периферийной частью.
Тринадцатое изобретение касается оборудования для литья под давлением, которое выполнено с конфигурацией, обеспечивающей возможность впрыскивания расплавленной синтетической смолы в полость, образованную между негативной частью пресс-формы и позитивной частью пресс-формы, после нагрева предусмотренной с образующей полость поверхностью стороны негативной части пресс-формы, нагнетания сжатого газа в пространство между задней поверхностью синтетической смолы и образующей полость поверхностью позитивной части пресс-формы и обеспечения выдержки времени (задержки замыкания пресс-формы) посредством поджима передней поверхности синтетической смолы к образующей полость поверхности негативной части пресс-формы:
в котором вкладыш, который входит в полость и верхняя часть которого входит в контакт с негативной частью пресс-формы для образования части с отверстием в отформованном изделии, введен в контакт с вогнутой частью, образованной на верхней поверхности позитивной части пресс-формы, с возможностью закрепления на ней;
в котором первая выступающая часть, входящая в полость, образована на наружной периферийной части вкладыша, и канавка также образована между первой выступающей частью и наружной периферийной частью;
в котором вторая выступающая часть, входящая в полость, образована на верхней поверхности позитивной части пресс-формы так, чтобы она окружала первую выступающую часть с наружной стороны; и
в котором канавка образована между второй выступающей частью и первой выступающей частью.
Четырнадцатое изобретение касается оборудования для литья под давлением, которое выполнено с конфигурацией, обеспечивающей возможность впрыскивания расплавленной синтетической смолы в полость, образованную между негативной частью пресс-формы и позитивной частью пресс-формы, после нагрева предусмотренной с образующей полость поверхностью стороны негативной части пресс-формы, нагнетания сжатого газа в пространство между задней поверхностью синтетической смолы и образующей полость поверхностью позитивной части пресс-формы и обеспечения выдержки времени (задержки замыкания пресс-формы) посредством поджима передней поверхности синтетической смолы к образующей полость поверхности негативной части пресс-формы:
в котором вкладыш введен в контакт с вогнутой частью, образованной на верхней поверхности позитивной части пресс-формы, с возможностью закрепления на ней; и
в котором выступающая часть, входящая в полость, образована на верхней поверхности вкладыша, и канавка также образована между выступающей частью и боковой поверхностью, определяющей границы полости негативной части пресс-формы.
Пятнадцатое изобретение касается оборудования для литья под давлением, которое выполнено с конфигурацией, обеспечивающей возможность впрыскивания расплавленной синтетической смолы в полость, образованную между негативной частью пресс-формы и позитивной частью пресс-формы, после нагрева предусмотренной с образующей полость поверхностью стороны негативной части пресс-формы, нагнетания сжатого газа в пространство между задней поверхностью синтетической смолы и образующей полость поверхностью позитивной части пресс-формы и обеспечения выдержки времени (задержки замыкания пресс-формы) посредством поджима передней поверхности синтетической смолы к образующей полость поверхности негативной части пресс-формы:
в котором вкладыш введен в контакт с вогнутой частью, образованной на верхней поверхности позитивной части пресс-формы, с возможностью закрепления на ней;
в котором первая выступающая часть, входящая в полость, образована на верхней поверхности вкладыша и вторая выступающая часть, входящая в полость, образована на периферийной краевой части отверстия на верхней поверхности позитивной части пресс-формы с вогнутой частью, при этом вторая выступающая часть выступает на большую высоту, чем первая выступающая часть; и
в котором канавка образована между второй выступающей частью и первой выступающей частью.
В соответствии с настоящим изобретением деформация отформованного изделия и дефект отформованного изделия, обусловленный неравномерностью переноса в пресс-форме, могут быть устранены в максимально возможной степени, а также время формования может быть уменьшено. Кроме того, что касается отформованного изделия, имеющего тонкостенную часть, неравномерность переноса в пресс-форме может быть усилена в тонкостенной части.
Сущность изобретения поясняется на чертежах, где:
фиг.1 представляет собой продольный вертикальный вид спереди оборудования для литья под давлением;
фиг.2 представляет собой вид в плане позитивной части пресс-формы;
фиг.3 представляет собой сечение позитивной части пресс-формы по фиг.2, выполненное по линии А-А;
фиг.4 представляет собой сечение позитивной части пресс-формы по фиг.2, выполненное по линии А-А и показанное в состоянии впрыскивания синтетической смолы;
фиг.5 представляет собой сечение позитивной части пресс-формы по фиг.2, выполненное по линии А-А и показанное в состоянии выдержки синтетической смолы;
фиг.6 представляет собой продольный, выполненный в сечении вид нижней поверхности наружной периферийной части полости;
фиг.7 представляет собой продольное сечение, иллюстрирующее основные части негативной части пресс-формы, первого вкладыша и позитивной части пресс-формы;
фиг.8 представляет собой увеличенное продольное сечение, иллюстрирующее основные части негативной части пресс-формы, первого вкладыша и позитивной части пресс-формы для разъяснения процесса формования;
фиг.9 представляет собой продольное сечение, иллюстрирующее основные части негативной части пресс-формы, второго вкладыша и позитивной части пресс-формы;
фиг.10 представляет собой продольный, выполненный в сечении вид нижней поверхности наружной периферийной части полости;
фиг.11 представляет собой продольный, выполненный в сечении вид нижней поверхности наружной периферийной части полости;
фиг.12 представляет собой продольный, выполненный в сечении вид нижней поверхности наружной периферийной части полости;
фиг.13 представляет собой продольное сечение, иллюстрирующее основные части предназначенных для образования тонкой стенки частей негативной части пресс-формы и позитивной части пресс-формы;
фиг.14 представляет собой увеличенное продольное сечение, иллюстрирующее основные части предназначенных для образования тонкой стенки частей негативной части пресс-формы и позитивной части пресс-формы для разъяснения процесса формования;
фиг.15 представляет собой продольное сечение, иллюстрирующее основные части негативной части пресс-формы, первого вкладыша и позитивной части пресс-формы;
фиг.16 представляет собой увеличенное продольное сечение, иллюстрирующее основные части негативной части пресс-формы, второго вкладыша и позитивной части пресс-формы;
фиг.17 представляет собой увеличенное продольное сечение, иллюстрирующее основные части негативной части пресс-формы, второго вкладыша и позитивной части пресс-формы;
фиг.18 представляет собой увеличенное продольное сечение, иллюстрирующее основные части негативной части пресс-формы, второго вкладыша и позитивной части пресс-формы;
фиг.19 представляет собой вид в плане вкладыша;
фиг.20 представляет собой сечение вкладыша по фиг.19, выполненное по линии В-В и показанное в состоянии впрыскивания синтетической смолы;
фиг.21 представляет собой сечение вкладыша по фиг.19, выполненное по линии В-В и показанное в состоянии нагнетания сжатого газа;
фиг.22 представляет собой сечение вкладыша по фиг.19, выполненное по линии В-В и показанное в состоянии выдержки;
фиг.23 представляет собой вид в плане вкладыша;
фиг.24 представляет собой сечение вкладыша по фиг.23, выполненное по линии С-С и показанное в состоянии впрыскивания синтетической смолы;
фиг.25 представляет собой сечение вкладыша по фиг.23, выполненное по линии С-С и показанное в состоянии нагнетания сжатого газа;
фиг.26 представляет собой сечение вкладыша по фиг.23, выполненное по линии С-С и показанное в состоянии выдержки;
фиг.27 представляет собой частичный увеличенный вид фиг.26; и
фиг.28 представляет собой продольный вид в плане отформованного изделия.
Варианты осуществления настоящего изобретения будут описаны ниже со ссылкой на чертежи. Сначала вся конфигурация оборудования для литья под давлением будет описана со ссылкой на фиг.1. Ссылочная позиция 1 обозначает зафиксированный боковой узел, прикрепленный к непоказанной фиксирующей плите посредством болтов, при этом зафиксированный боковой узел 1 включает в себя первую зафиксированную боковую базовую плиту 2, вторую зафиксированную боковую базовую плиту 3, прикрепленную к первой зафиксированной боковой базовой плите 2 посредством болтов, третью зафиксированную боковую базовую плиту 4, прикрепленную ко второй зафиксированной боковой базовой плите 3 посредством болтов, негативную часть 6 пресс-формы (неподвижную часть пресс-формы), которая размещена в вогнутой части третьей зафиксированной боковой базовой плиты 4 и прикреплена к третьей зафиксированной боковой базовой плите 4 посредством болтов, установочное кольцо 7, которое предусмотрено в месте, находящемся рядом с фиксирующей плитой первой зафиксированной боковой базовой плиты 2, и обеспечивает установку первой зафиксированной боковой базовой плиты 2 в заданном положении относительно фиксирующей плиты, литниковую втулку 8, расположенную рядом с установочным кольцом 7, и прочие элементы.
Центральный литник 9, предназначенный для обеспечения возможности прохода расплавленной синтетической смолы, впрыснутой из непоказанного литьевого сопла, через него, образован в центре литниковой втулки 8, распределительный литник 10 образован у нижнего конца его центральной части, и, кроме того, образовано множество литниковых отверстий 11, служащих в качестве выходов распределительного литника 10. Кроме того, ссылочная позиция 12 обозначает предназначенный для теплоносителя канал, образованный в секции, находящейся рядом с полостью S негативной части 6 пресс-формы, так, чтобы он проходил вдоль полости S, что обеспечивает возможность прохода горячего пара в качестве теплоносителя или охлаждающей воды в качестве холодоносителя по предназначенному для теплоносителя каналу 12, в результате чего осуществляется нагрев или охлаждение предусмотренной с образующей полость поверхностью стороны негативной части 6 пресс-формы.
Ссылочная позиция 20 обозначает подвижный боковой узел, прикрепленный к непоказанной подвижной плите посредством болтов, при этом подвижный боковой узел 20 включает в себя первую подвижную боковую базовую плиту 21, вторую подвижную боковую базовую плиту 22, прикрепленную к первой подвижной боковой базовой плите 21 посредством болтов, третью подвижную боковую базовую плиту 23, прикрепленную к первой подвижной боковой базовой плите 21 посредством болтов так, чтобы она окружала вторую подвижную боковую базовую плиту 22, четвертую подвижную боковую базовую плиту 24, прикрепленную к третьей подвижной боковой базовой плите 23 посредством болтов, базовую часть или основание 26 пресс-формы, введенную в контакт с вогнутой частью четвертой подвижной базовой плиты 24 с обеспечением возможности ее крепления к четвертой подвижной базовой плите 24, имеющую форму почти прямоугольного параллелепипеда, позитивную часть 27 пресс-формы, введенную в контакт с вогнутой частью базовой части 26 пресс-формы с обеспечением возможности ее крепления к базовой части 26 пресс-формы, и прочие элементы.
Направляющий стержень (непоказанный), выступающий вверх от третьей подвижной боковой базовой плиты 23, вставлен в направляющее отверстие, выполненное в третьей зафиксированной боковой базовой плите 4, для направления его посредством направляющего отверстия, в результате чего обеспечивается возможность перемещения подвижного бокового узла 20 вверх и вниз.
Далее, как показано на фиг.2, которая представляет собой вид в плане имеющей прямоугольную форму, позитивной части 27 пресс-формы (подвижной части пресс-формы) на виде в плоскости, и на фиг.3, которая представляет собой сечение, выполненное по линии А-А на фиг.2, полость S, которая образована, например, из прямоугольной зоны, простирающейся в горизонтальном направлении на виде в плоскости, и, например, из прямоугольной цилиндрической зоны, простирающейся в вертикальном направлении от наружной периферийной части прямоугольной зоны, служит для формования формуемого изделия, имеющего форму верхней крышки коробки с открытой верхней поверхностью (имеющего прямоугольную горизонтальную поверхность и четыре вертикальные поверхности, простирающиеся в вертикальном направлении вниз от каждой стороны горизонтальной поверхности). В данном случае непрерывная тонкостенная часть U, которая имеет заранее заданную ширину и контур, имеющий форму прямоугольной рамки (струновидную форму), образована на стороне задней поверхности отформованного изделия. Четыре стороны тонкостенной части U могут иметь одинаковую толщину или могут иметь разную толщину.
Ссылочные позиции 28А и 28В обозначают каналы для нагнетания газа, предназначенные для подачи сжатого газа (например, газообразного азота, воздуха или тому подобного) из непоказанного источника сжатого газа в полость S через питательные клапаны. Ссылочные позиции 29А и 29А обозначают каналы для выпуска газа, предназначенные для выпуска сжатого газа, находящегося в полости S, из оборудования для литья под давлением через выпускные клапаны.
Как изображено на фиг.6, сопряженная часть между базовой частью 26 пресс-формы и позитивной частью 27 пресс-формы расположена в середине нижней поверхности наружной периферийной части полости S, образующей вертикальную поверхность формуемого изделия, и нижняя поверхность наружной периферийной части полости S образована базовой частью 26 пресс-формы и позитивной частью 27 пресс-формы. Концевые участки верхней поверхности сопряженной части между базовой частью 26 пресс-формы и позитивной частью 27 пресс-формы предусмотрены с выступающими частями, обозначенными соответственно 30, 31, при этом концевые участки верхней поверхности выступают вверх на одинаковую высоту так, что они входят в полость S и образуют конфигурацию с формой типа прямоугольной рамки (струновидной формой). Наружная боковая часть верхнего участка выступающей части 31 частично срезана, и, таким образом, когда выступающие части 30, 31 сопрягаются друг с другом, их нижние участки входят в плотный контакт друг с другом, в то время как их верхние участки образуют канавку 34.
Другими словами, выступающая часть 30 базовой части 26 пресс-формы образована так, что каждая из боковых поверхностей базовой части 26 пресс-формы, определяющая границы вогнутой части, предназначенной для приема позитивной части 27 пресс-формы, простирается в вертикальном направлении вверх так, что она простирается наружу с наклоном, что приводит к тому, что она образует приблизительно прямоугольный треугольник в продольной плоскости, имеющий угол при вершине, составляющий от приблизительно 20 до 45 градусов. Кроме того, выступающая часть 31 позитивной части 27 пресс-формы образована так, что каждая из боковых поверхностей позитивной части 27 пресс-формы, которая контактирует с каждой из боковых поверхностей базовой части 26 пресс-формы, образующих вогнутую часть, простирается в вертикальном направлении вверх до той же высоты, что и выступающая часть 30, и впоследствии наружную часть верхнего участка выступающей части 31 частично срезают, затем боковую поверхность позитивной части пресс-формы выполняют наклонной там, где она простирается внутрь, что приводит к тому, что она образует приблизительно прямоугольный треугольник в продольной плоскости, имеющий угол при вершине, составляющий от приблизительно 20 до 45 градусов. По существу, канавка 34, имеющая ширину, при которой сжатый газ G не может «войти» внутрь, когда выступающие части 30 и 31 сопряжены друг с другом (например, ширину, равную или меньшую 0,5 мм), образована на верхнем участке выступов.
Ссылочная позиция 32 обозначает вогнутую часть, образованную на верхней поверхности позитивной части 27 пресс-формы в целях образования ребра, выступающего вниз по направлению к нижней поверхности отформованного изделия, и ссылочная позиция 33 обозначает вогнутую часть, образованную на верхней поверхности позитивной части 27 пресс-формы, аналогичным образом предназначенную для образования полой цилиндрической части, выступающей вниз по направлению к нижней поверхности отформованного изделия.
Далее на фиг.7 ссылочная позиция 35 обозначает первый вкладыш в качестве части, которая предназначена для образования тонкой стенки и которая введена в контакт с вогнутой частью верхней поверхности позитивной части 27 пресс-формы, при этом вогнутая часть имеет заранее заданную ширину и имеет непрерывный контур с формой, подобной прямоугольной рамке (струновидной формой), и первый вкладыш 35 выполнен с такой конфигурацией, что его верхняя часть входит в полость S, продольная плоскость верхней части имеет форму равнобедренной трапеции, имеющей более короткое верхнее основание и более длинное нижнее основание, при этом расстояние между плоскостью 42 верхней части, образованной на всей периферийной части верхней части первого вкладыша 35, и негативной частью 6 пресс-формы меньше, чем у остальных частей первого вкладыша 35, и непрерывный контур, имеющий заранее заданную ширину, как описано выше, способствует образованию имеющей форму, подобную прямоугольной рамке (струновидную форму), тонкостенной части U на отформованном изделии.
Выступающие части 36, 37, которые входят в полость S, образованы так, что выступающие части 36, 37 выступают от наружной периферийной части и внутренней периферийной части верхней поверхности первого вкладыша 35 и образованы с формой прямоугольной рамки (струновидной формой) на виде в плане, и наружная поверхность и внутренняя поверхность первого вкладыша 35 простираются вверх до высоты, которая меньше высоты плоскости 42 верхних частей, и имеют наклон, когда они простираются внутрь, что приводит к тому, что они в продольной плоскости имеют форму приблизительно прямоугольного треугольника с углом при вершине, составляющим, например, от 20 до 40 градусов, а также имеют суженные части 38, 39 на их верхних участках. То есть высота участка пересечения между наклонными боковыми участками, образующими выступающие части 36, 37, и наклонным боковым участком первого вкладыша 35, имеющего продольную плоскость в виде равнобедренной трапеции, равна высоте нижней поверхности, определяющей границы полости S, оба наклонных боковых участка пересекаются под углом, составляющим приблизительно 90 градусов, то есть под почти прямым углом, и верхние участки выступающих частей 36, 37 выполнены с суженными частями, обозначенными соответственно 38, 39, которые имеют хорошую теплопроводность.
Далее на фиг.9 ссылочная позиция 40 обозначает второй вкладыш в качестве части для образования отверстия, предназначенной для образования сквозного отверстия в отформованном изделии, при этом второй вкладыш введен в контакт с вогнутой частью верхней поверхности позитивной части 27 пресс-формы с возможностью крепления на ней, имеет форму приблизительно прямоугольного параллелепипеда и имеет верхний конец, контактирующий с негативной частью 6 пресс-формы при зажиме пресс-формы. Другими словами, второй вкладыш 40 имеет фиксирующую часть 40А, которая имеет большую площадь сечения в плоскости и которая введена в контакт с вогнутой частью верхней поверхности позитивной части 27 пресс-формы, и малую часть 40В, которая предусмотрена на верхней части фиксирующей части 40А с уступом для образования сквозного отверстия в отформованном изделии, при этом верхняя поверхность малой части 40В контактирует с негативной частью 6 пресс-формы, и наружный периферийный концевой участок верхней поверхности второго вкладыша 40, то есть наружный периферийный концевой участок верхней поверхности предназначенной для образования сквозного отверстия части 40В, предусмотрен с выступающей частью 41 с меньшей шириной, образованной так, что каждая из наружных поверхностей второго вкладыша 40 простирается вверх так, что она входит в полость S.
Кроме того, выступающая часть 44 расположена на верхней поверхности позитивной части 27 пресс-формы так, что она обеспечивает образование канавки 53 с малым промежутком между выступающей частью 44 и выступающей частью 41 и окружает выступающую часть 41 снаружи в состоянии, когда второй вкладыш 40 находится во взаимодействии с вогнутой частью верхней поверхности позитивной части 27 пресс-формы. В данном случае выступающая часть 41 второго вкладыша 40 имеет такую же высоту, как выступающая часть 44 позитивной части 27 пресс-формы, и глубина канавки 54, имеющей ширину отверстия, образуемого между ними, при которой сжатый газ G не может пройти внутрь в канавку, немного меньше глубины полости S. Таким образом, выступающая часть 41 второго вкладыша 40 и выступающая часть 44 позитивной части 27 пресс-формы образованы с формой прямоугольной рамки (струновидной формой) на виде в плане.
На фиг.1 и 3 ссылочная позиция 48 обозначает множество выходных и входных каналов для установления сообщения между пространством, имеющимся между первым вкладышем 35 и позитивной частью 27 пресс-формы, и компрессионным резервуаром 47, и ссылочная позиция 49 обозначает выходной и входной канал 49 для установления сообщения между пространством, имеющимся между вторым вкладышем 40 и позитивной частью 27 пресс-формы, и компрессионным резервуаром 47. Компрессионный резервуар 47 соединен с пространством снаружи оборудования для литья под давлением посредством выпускного канала 50 с выпускным клапаном.
При вышеописанной конфигурации во время литья под давлением горячий пар в качестве теплоносителя сначала подают в предназначенный для теплоносителя канал 12 негативной части 6 пресс-формы для нагрева предусмотренной с образующей полость поверхностью стороны негативной части 6 пресс-формы и начинают повышение температуры до заранее заданной температуры в интервале от 80 от 200 градусов в соответствии с видом синтетической смолы, подлежащей впрыскиванию в полость S, в результате чего обеспечивается возможность соединения зафиксированного бокового узла 1 и подвижного бокового узла 20 с обеспечением зажима пресс-формы (см. фиг.3). Как описано выше, повышение температуры можно начать одновременно с зажимом пресс-формы или можно начать после зажима пресс-формы, помимо случая, когда зажим пресс-формы выполняют после начала повышения температуры.
Когда температура предусмотренной с образующей полость поверхностью стороны негативной части 6 пресс-формы достигнет заранее заданной температуры, температуру прекращают повышать посредством прекращения подачи горячего пара, литьевое сопло вставляют в литниковую втулку 8 и расплавленную синтетическую смолу J впрыскивают в полость S между позитивной частью 27 пресс-формы и негативной частью 6 пресс-формы из литникового отверстия 11 по центральному литнику 9. В данном случае расплавленную синтетическую смолу J впрыскивают в количестве, находящемся в диапазоне от равного или превышающего 80 весовых процентов до равного или меньшего 98 весовых процентов, например, составляющего приблизительно 90 весовых процентов, от свободного пространства полости S (см. фиг.4).
Когда расплавленная синтетическая смола J будет впрыснута в количестве приблизительно 90 весовых процентов, сжатый газ G в количестве, составляющем приблизительно 10 весовых процентов от свободного пространства полости S, подают из источника сжатого газа в полость S через питательный клапан и по каналам 28А, 28В для нагнетания газа. Сжатый газ G нагнетают в пространство между задней поверхностью расплавленной синтетической смолы J и образующей полость поверхностью позитивной части 27 пресс-формы, в результате чего обеспечивается выдержка времени посредством поджима поверхности расплавленной синтетической смолы J к образующей полость поверхности позитивной части 6 пресс-формы (см. фиг.5). Соответственно, подавляется появление поверхностных углублений на поверхности отформованного изделия, а также улучшается свойство переноса, в результате чего проблема внешнего вида с дефектами устраняется в максимально возможной степени.
При нагнетании сжатого газа G, то есть непосредственно перед нагнетанием или непосредственно после нагнетания сжатого газа G, или во время нагнетания сжатого газа G начинают подачу охлаждающей воды в канал 12 для теплоносителя, выполненный в негативной части 6 пресс-формы, чтобы вызвать отверждение синтетической смолы J у предусмотренной с образующей полость поверхностью стороны негативной части 6 пресс-формы. В этом случае поверхность синтетической смолы J охлаждают при одновременном обеспечении выдержки времени с помощью сжатого газа, нагнетание прекращают, когда синтетическая смола J затвердеет до определенной степени, например до такой степени, при которой возможно придание определенной формы синтетической смоле, и затем сжатый газ G, находящийся внутри полости S, удаляют из оборудования для литья под давлением. После полного удаления сжатого газа из оборудования для литья под давлением холодный воздух вместо сжатого газа вводят в пространство между задней поверхностью синтетической смолы и образующей полость поверхностью позитивной части 27 пресс-формы по каналам 28А, 28В для нагнетания газа. Другими словами, задняя поверхность синтетической смолы (предусмотренная с образующей полость поверхностью сторона позитивной части 27 пресс-формы) охлаждается в момент, наступающий немного позднее момента охлаждения передней поверхности синтетической смолы (предусмотренной с образующей полость поверхностью стороны негативной части 6 пресс-формы), при температуре, которая равна или немного ниже температуры охлаждения при охлаждении передней поверхности синтетической смолы.
Следовательно, когда задняя поверхность синтетической смолы не охлаждалась, могло возникать коробление отформованного изделия вследствие различия в усадке между стороной с передней поверхностью и стороной с задней поверхностью в соответствии с разностью температур. Однако вышеописанный процесс охлаждения обеспечивает возможность сокращения времени формования, а также преодоления проблемы усадки отформованного изделия. Кроме того, причина, по которой температуру задней стороны синтетической смолы J при охлаждении снижают до температуры, которая немного ниже температуры передней поверхности синтетической смолы J, заключается в предотвращении деформирования отформованного изделия посредством выталкивающей шпильки в момент извлечения отформованного изделия из пресс-формы, и причина, по которой температуру задней стороны синтетической смолы снижают при охлаждении до температуры, почти равной температуре передней поверхности синтетической смолы, заключается в дополнительном сокращении времени формования при условии, что отсутствует проблема деформирования, вызываемого выталкивающей шпилькой.
После отверждения синтетической смолы до степени, достаточной для извлечения ее из полости S, нагнетание охлаждающего воздуха в полость S и подачу охлаждающей воды в канал 12 для теплоносителя, выполненный в негативной части 6 пресс-формы, прекращают с тем, чтобы впоследствии открыть пресс-форму, извлечь отформованное изделие из пресс-формы посредством выталкивающей шпильки и подготовиться снова для дальнейшего изготовления отформованного изделия, как описано выше.
В данном случае при нагнетании сжатого газа G в пространство между расплавленной синтетической смолой J и образующей полость поверхностью позитивной части 27 пресс-формы и при поджиме передней поверхности расплавленной синтетической смолы J к образующей полость поверхности позитивной части 6 пресс-формы для выдержки синтетической смолы необходимо, чтобы расплавленная синтетическая смола J растеклась по всем углам полости S и чтобы плотность расплавленной синтетической смолы J представляла собой однородную плотность, в результате чего достигается хорошее свойство переноса. Конкретные варианты осуществления, предназначенные для достижения вышеуказанного, будут описаны ниже.
Сначала разъяснение выполнено со ссылкой на фиг.6 в отношении процесса формования на нижней поверхности наружной периферийной части полости S, которая представляет собой место, где расплавленная синтетическая смола J с трудом растекается с однородной плотностью. То есть нижняя поверхность наружной периферийной части полости S образована из базовой части 26 пресс-формы и позитивной части 27 пресс-формы, и сопряженная часть между базовой частью 26 пресс-формы и позитивной частью 27 пресс-формы расположена в середине полости S с образованием вертикальной поверхности формуемого изделия, так что, когда определенное количество сжатого газа G будет подано под давлением в полость S по каналам 28А, 28В для нагнетания газа, внутреннее пространство полости S демонстрирует состояние, подобное проиллюстрированному на фиг.6А, а когда большее количество сжатого газа J будет подано под давлением, расплавленная синтетическая смола J будет дополнительно растекаться по направлению к сопряженной части между базовой частью 26 пресс-формы и позитивной частью 27 пресс-формы, то есть по направлению к концевой части полости S.
В данном случае, когда передняя поверхность расплавленной синтетической смолы J незначительно отверждается во время ее перемещения, верхний конец синтетической смолы J контактирует с выступающими частями 30, 31 базовой части 26 пресс-формы и позитивной части 27 пресс-формы (см. фиг.6В), синтетическая смола J входит в часть канавки 34, имеющей ширину, при которой сжатый газ G не может «войти» внутрь (например, ширину, равную или меньшую 0,5 мм), и слегка затвердевшая передняя поверхность синтетической смолы J разрывается, что позволяет более мягкой синтетической смоле выйти наружу. Соответственно, расплавленная синтетическая смола J начинает растекаться к сопряженной части между базовой частью 26 пресс-формы и позитивной частью 27 пресс-формы, то есть к концевой части полости S. А именно, поскольку вышедшая наружу, более мягкая расплавленная синтетическая смола J входит во всю канавку 34, предотвращается проход сжатого газа вокруг негативной части 6 пресс-формы или утечка его наружу из оборудования для литья под давлением через промежуток между негативной частью 6 пресс-формы и базовой частью 26 пресс-формы, передняя поверхность синтетической смолы может быть подвергнута надлежащей выдержке посредством поджима передней поверхности синтетической смолы к образующей полость поверхности негативной части 6 пресс-формы благодаря сжатому газу.
В данном случае тонкое ребро остается на отформованном изделии вследствие наличия канавки 34; однако ребро не выступает наружу так, чтобы оно выходило за пределы контура отформованного изделия, так что отформованное изделие не будет иметь проблем, которые были бы связаны или с функционированием, или с внешним видом отформованного изделия.
Далее процесс формования вокруг первого вкладыша 35, где расплавленная синтетическая смола J с трудом растекается с однородной плотностью расплавленной синтетической смолы, описан со ссылкой на фиг.7 и 8. Сначала, когда сжатый газ G нагнетают в полость S по каналам 28А, 28В для нагнетания газа так, что передняя поверхность расплавленной синтетической смолы J поджимается к образующей полость поверхности негативной части 6 пресс-формы для обеспечения выдержки синтетической смолы, сжатый газ G достигает боковых поверхностей выступающих частей 36, 37 первого вкладыша 35 для контактирования с ними.
Кроме того, когда сжатый газ G нагнетают в полость S, сжатый газ поднимается вверх и достигает суженных частей 38, 39 на выступающих частях 36, 37 (см. фиг.8В), проходит над суженными частями 38, 39 (см. фиг.8С) и достигает базовых частей наклонных участков выступающих частей 36, 37, тем самым частично достигая наклонного бокового участка первого вкладыша 35 (см. фиг.8Е) или тем самым частично не достигая наклонного бокового участка первого вкладыша 35 (см. фиг.8D). В данном случае суженные части 38, 39 аккумулируют тепло расплавленной синтетической смолы J.
В результате синтетическая смола J становится более мягкой благодаря теплоте, аккумулированной суженными частями 38, 39, и, следовательно сжатый газ G проходит над выступающими частями 36, 37, чтобы пройти вдоль «резервуара для хранения», границы которого определяются наклонными боковыми участками выступающих частей 36, 37 и наклонным боковым участком первого вкладыша 35. Таким образом, сжатый газ G будет распространяться по всей площади «резервуара для хранения» (см. фиг.8F). Следовательно, сжатый газ G, достигший «резервуара для хранения», обеспечит поджим синтетической смолы J так, чтобы обеспечить принудительное смещение синтетической смолы вверх вдоль наклонного бокового участка первого вкладыша 35, поскольку угол между наклонными боковыми участками выступающих частей 36, 37 и наклонным боковым участком первого вкладыша 35 представляет собой приблизительно прямой угол, и синтетическая смола из части, где расстояние между плоским участком 42 верхней части первого вкладыша 35 и негативной частью 6 пресс-формы малое (незначительное), может быть поджата с однородной плотностью (на фиг.7 стрелка показывает направление поджима), и, таким образом, может быть предотвращено появление неравномерности переноса в пресс-форме и деформации даже тогда, когда отформованное изделие выполнено с тонкостенной частью U.
В данном случае сжатый газ G, находящийся в полости S, скапливается в компрессионном резервуаре 47 через посредство небольшого промежутка между позитивной частью 27 пресс-формы и первым вкладышем 35 с тем, чтобы не вызывать приложения избыточного давления к части, где синтетическая смола J должна быть поджата к образующей полость стороне негативной части 6 пресс-формы посредством сжатого газа G. С другой стороны, сжатый газ, скопившийся в компрессионном резервуаре 47, подают в полость S через небольшой промежуток и по выходному и входному каналу 48 с тем, чтобы обеспечить возможность того, что сжатый газ вызовет поджим неудовлетворительно поджатой части. Следовательно, сжатый газ не будет подниматься вверх вдоль наклонного бокового участка первого вкладыша 35, но однородная плотность может быть достигнута на всей периферии тонкостенной части U отформованного изделия, в результате чего обеспечивается возможность изготовления отформованного изделия с конфигурацией пресс-формы.
Затем сжатый газ нагнетают в полость S по каналам 28А, 28В для нагнетания газа с тем, чтобы обеспечить выдержку синтетической смолы посредством поджима передней поверхности синтетической смолы J к образующей полость поверхности негативной части 6 пресс-формы, что полезно для случая образования сквозного отверстия в отформованном изделии. Это будет описано ниже со ссылкой на фиг.9.
То есть, как проиллюстрировано на фиг.9, расплавленная синтетическая смола J, впрыснутая в полость S, перемещается над выступающей частью 44 верхней поверхности позитивной части 27 пресс-формы за счет поджима ее сжатым газом так, чтобы она проходила в канавку 54, границы которой определяются выступающей частью 41 и выступающей частью 44, и дальше достигает канавки 53, границы которой определяются предназначенной для образования сквозного отверстия частью 40В и выступающей частью 41 второго вкладыша 40.
В данном случае сжатый газ G скапливается в компрессионном резервуаре 47 через посредство небольшого промежутка между позитивной частью 27 пресс-формы и вторым вкладышем 40 и выходного и входного канала 49 с тем, чтобы не вызывать приложения избыточного давления к части, где синтетическая смола J может быть поджата к образующей полость стороне негативной части 6 пресс-формы посредством сжатого газа G. С другой стороны, сжатый газ, скопившийся в компрессионном резервуаре 47, подают в полость S через небольшой промежуток и по выходному и входному каналу 48 с тем, чтобы он распространился по неудовлетворительно поджатой части.
Как описано выше, поток сжатого газа G временно прекращают посредством использования действия компрессионного резервуара 47 или посредством обеспечения возможности прохода синтетической смолы в канавки 53, 54, в результате чего обеспечивается проход сжатого газа G к остальным частям для увеличения объема сжатого газа G в полости S в целях обеспечения выдержки, и, следовательно, плотность синтетической смолы вокруг сквозного отверстия отформованного изделия может быть увеличена. Соответственно, давление вокруг сквозного отверстия повышается за счет поджима, и температура синтетической смолы снижается вследствие позитивной части 27 пресс-формы, температура которой была снижена. Следовательно, синтетическая смола отверждается, и, таким образом, можно предотвратить подъем сжатого газа G вдоль боковой поверхности предназначенной для образования сквозного отверстия части 40В второго вкладыша 40 с проходом его вокруг негативной части 6 пресс-формы.
Как изображено на фиг.6, данный вариант осуществления выполнен с такой конфигурацией, что нижняя поверхность наружной периферийной части полости S образована базовой частью 26 пресс-формы и позитивной частью 27 пресс-формы, выступающие части 30, 31 образованы на сопряженной части базовой части 26 пресс-формы и позитивной части 27 пресс-формы так, что они выступают вверх в полости S, и, когда выступающие части 30 и 31 сопрягаются друг с другом при частично срезанной наружной боковой части верхнего участка выступающей части 31, нижние участки выступающих частей 30, 31 входят в плотный контакт друг с другом, в то время как их верхние участки образуют канавку 34. Тем не менее, данный вариант осуществления не ограничен вышеуказанной конфигурацией, но может быть выполнен в виде другого варианта осуществления, такого как проиллюстрированный на фиг.10-12.
Более точно, как изображено на фиг.10, верхняя поверхность базовой части 26 пресс-формы в месте, находящемся рядом с позитивной частью 27 пресс-формы, выполнена с выступающей частью 30А, выступающей вверх в полости S и имеющей продольное сечение в виде прямоугольного треугольника, имеющего угол при вершине, составляющий, например, от приблизительно 20 до 45 градусов, то есть выступающая часть 30А образована так, что каждая боковая поверхность базовой части 26 пресс-формы, контактирующая с соответствующей боковой поверхностью позитивной части 27 пресс-формы, простирается вверх и далее выполнена с наклоном, когда она простирается наружу, чтобы продольная плоскость выступающей части 30А имела форму приблизительно прямоугольного треугольника, и канавка 34А, которая представляет собой часть полости S и имеет ширину, при которой сжатый газ G не может войти внутрь канавки (например, ширину, равную или меньшую 0,5 мм), образована между позитивной частью 27 пресс-формы и выступающей частью 30А за счет частичного срезания наружного бокового участка позитивной части 27 пресс-формы от места, находящегося на том же уровне по высоте, что и нижняя поверхность полости S (то есть за счет образования ступенчатой части 27А). В данном случае выступающие части 30А, 31А образованы с формой прямоугольной рамки (струновидной формой) на виде в плане.
Следовательно, может быть предотвращен проход сжатого газа вокруг негативной части 6 пресс-формы, а также утечка сжатого газа через промежуток между базовой частью 26 пресс-формы и негативной частью 6 пресс-формы, поскольку расплавленная синтетическая смола J поступает в канавку 34А, при этом сжатый газ может обеспечить удовлетворительную выдержку посредством поджима передней поверхности синтетической смолы к образующей полость поверхности негативной части 6 пресс-формы и может обеспечить отверждение расплавленной синтетической смолы J в течение периода времени сжатия.
Кроме того, как проиллюстрировано на фиг.11, выступающая часть 30В, которая выступает вверх в полость S и продольная плоскость которой имеет прямоугольную форму, образована на базовой части 26 пресс-формы в месте, находящемся рядом с позитивной частью 27 пресс-формы, то есть выступающая часть 30В образована так, что каждая боковая поверхность базовой части 26 пресс-формы, контактирующая с соответствующей боковой поверхностью позитивной части 27 пресс-формы, простирается вверх для образования выступающей части 30В, имеющей прямоугольную продольную плоскость, и канавка 34В, которая представляет собой часть полости S и имеет ширину, при которой сжатый газ G не может войти внутрь канавки (например, ширину, равную или меньшую 0,5 мм), образована между позитивной частью 27 пресс-формы и выступающей частью 30В за счет частичного срезания наружного бокового участка позитивной части 27 пресс-формы от места, находящегося на том же уровне по высоте, что и нижняя поверхность полости S (то есть за счет образования ступенчатой части 27А). В данном случае выступающая часть 30В образована с формой прямоугольной рамки (струновидной формой) на виде в плане.
Следовательно, может быть предотвращен проход сжатого газа вокруг негативной части 6 пресс-формы, а также утечка сжатого газа через промежуток между базовой частью 26 пресс-формы и негативной частью 6 пресс-формы, поскольку расплавленная синтетическая смола J поступает в канавку 34В, при этом сжатый газ может обеспечить удовлетворительную выдержку посредством поджима передней поверхности синтетической смолы J к образующей полость поверхности негативной части 6 пресс-формы и может обеспечить отверждение расплавленной синтетической смолы J в течение периода времени сжатия.
Кроме того, как изображено на фиг.12, выступающая часть 30C, которая выступает вверх в полость S, продольная плоскость которой имеет приблизительно прямоугольную форму и угловой участок которой, расположенный вдали от позитивной части 27 пресс-формы, притуплен, образована на базовой части 26 пресс-формы в месте, находящемся рядом с позитивной частью 27 пресс-формы, то есть выступающая часть 30С образована так, что каждая боковая поверхность базовой части 26 пресс-формы, контактирующая с соответствующей боковой поверхностью позитивной части 27 пресс-формы, простирается вверх, и канавка 34С, которая представляет собой часть полости S и имеет ширину, при которой сжатый газ G не может войти внутрь канавки (например, ширину, равную или меньшую 0,5 мм), образована между позитивной частью 27 пресс-формы и выступающей частью 30С за счет частичного срезания наружного бокового участка позитивной части 27 пресс-формы от места, находящегося на том же уровне по высоте, что и нижняя поверхность полости S (то есть за счет образования ступенчатой части 27А). В данном случае выступающая часть 30С образована с формой прямоугольной рамки (струновидной формой) на виде в плане.
Следовательно, может быть предотвращен проход сжатого газа вокруг негативной части 6 пресс-формы, а также утечка сжатого газа через промежуток между базовой частью 26 пресс-формы и негативной частью 6 пресс-формы, поскольку расплавленная синтетическая смола J поступает в канавку 34С, при этом сжатый газ может обеспечить удовлетворительную выдержку посредством поджима передней поверхности синтетической смолы J к образующей полость поверхности негативной части 6 пресс-формы и может обеспечить отверждение расплавленной синтетической смолы J в течение периода времени сжатия.
В случае образования отформованного изделия SJ, подобного проиллюстрированному на фиг.28, которое имеет горизонтальную плоскость Х, непрерывную вертикальную плоскость Z1, соединенную с горизонтальной плоскостью Х у наружной периферийной части горизонтальной плоскости Х в вертикальном направлении, и непрерывную вертикальную плоскость Z2, предусмотренную на задней поверхности горизонтальной плоскости Х, при этом вертикальная плоскость Z2 имеет цилиндрическую форму или форму прямоугольного цилиндра и соединена с горизонтальной плоскостью Х в вертикальном направлении, или в случае образования отформованного изделия без вертикальной поверхности Z1, но с горизонтальной поверхностью Х и вертикальной плоскостью Z2, техническая идея, подобная проиллюстрированной на фиг.6 и 10-12, естественно, может быть применена. Вышеуказанная техническая идея также может быть применена для подобной полости, имеющей цилиндрическое пространство, простирающееся в вертикальном направлении и сообщающееся с пространством, простирающимся в горизонтальном направлении, в месте, находящемся в середине наружной периферийной части пространства, поскольку полость не ограничена такой конфигурацией, при которой она образована из пространства, простирающегося в горизонтальном направлении, и цилиндрического пространства, простирающегося в вертикальном направлении и сообщающегося с наружной периферийной частью пространства, но любая полость, имеющая такую конфигурацию, будет образована из пространства, простирающегося в горизонтальном направлении, и цилиндрического пространства, простирающегося в вертикальном направлении и сообщающегося с пространством.
Кроме того, в случае образования тонкостенной части U на отформованном изделии, как проиллюстрировано на фиг.7 и 8, предусмотрена конфигурация, при которой первый вкладыш 35 вводится в контакт с вогнутой частью, образованной на верхней поверхности позитивной части 27 пресс-формы для крепления первого вкладыша 35 на позитивной части 27 пресс-формы; тем не менее, конфигурация необязательно ограничена вышеуказанной, то есть вкладыш 35 и позитивная часть 27 пресс-формы будут выполнены не как отдельные детали, но они могут быть выполнены в виде одной детали, как проиллюстрировано на фиг.13, или предназначенная для образования тонкой стенки часть 35А может быть образована на позитивной части 27 пресс-формы вместо первого вкладыша 35.
Вариант осуществления, в котором предназначенная для образования тонкой стенки часть 35А образована на позитивной части 27 пресс-формы, будет описан ниже со ссылкой на фиг.13 и 14. Сначала следует отметить, что ссылочная позиция 35А обозначает часть, предназначенную для образования тонкой стенки и образованную непрерывно на верхней поверхности позитивной части 27 пресс-формы, при этом продольная плоскость части 35А имеет форму равнобедренной трапеции с более коротким верхним основанием и более длинным нижним основанием, и предназначенная для образования тонкой стенки часть 35А выполнена с такой конфигурацией, что расстояние между плоской поверхностью 42А верхней части, образованной на всей периферии верхней части предназначенной для образования тонкой стенки части 35А, и негативной частью 6 пресс-формы меньше расстояния у остальных частей, что обеспечивает возможность образования тонкостенной части U на отформованном изделии.
Наружная периферийная часть и внутренняя периферийная часть предназначенной для образования тонкой стенки части 35А предусмотрены с выступающими частями 36А, 37А, которые выступают в полость S и образованы с формой прямоугольной рамки (струновидной формой) на виде в плане и которые простираются вверх до высоты, меньшей, чем высота плоской поверхности 42А верхней части, и предусмотрены с наклоном, когда они простираются внутрь, что приводит к тому, что в их продольной плоскости они будут образованы с формой приблизительно прямоугольного треугольника, имеющего угол при вершине, составляющий, например, от приблизительно 20 до 45 градусов, и на их верхнем участке образованы суженные части 38А, 39А. Другими словами, высота участка пересечения между наклонными боковыми участками, образующими выступающие части 36А, 37А, и наклонным боковым участком части 35А, предназначенной для образования тонкой стенки и имеющей продольную плоскость с формой равнобедренной трапеции, такая же, как высота нижней поверхности полости S, и угол, образованный обоими наклонными боковыми участками, составляет приблизительно 90 градусов, то есть приблизительно прямой угол, и верхние участки выступающих частей 36А, 37А предусмотрены с суженными частями 38А, 39А, имеющими хорошую теплопроводность.
Когда сжатый газ G нагнетают в полость S по каналам 28А, 29А для нагнетания с тем, чтобы обеспечить выдержку времени посредством поджима передней поверхности расплавленной синтетической смолы J к образующей полость поверхности негативной части 6 пресс-формы, сжатый газ G достигает боковых поверхностей выступающих частей 36А, 37А части 35А, предназначенной для образования тонкой стенки, так, что он контактирует с боковыми поверхностями, как проиллюстрировано на фиг.14А.
Кроме того, при нагнетании сжатого газа G сжатый газ G достигает суженных частей 38А, 39А на выступающих частях 36А, 37А (см. фиг.14В), проходит над суженными частями 38А, 39А (см. фиг.14С) и достигает базовых частей наклонных участков выступающих частей 36А, 37А, тем самым частично достигая наклонного бокового участка части 35А, предназначенной для образования тонкой стенки (см. фиг.14Е), или тем самым частично не достигая наклонного бокового участка части 35А, предназначенной для образования тонкой стенки (см. фиг.14D). В данном случае суженные части 38А, 39А аккумулируют тепло расплавленной синтетической смолы J.
В результате синтетическая смола J становится более мягкой благодаря теплоте, аккумулированной суженными частями 38А, 39А, и, следовательно, сжатый газ G проходит над выступами 36А, 37А, чтобы пройти к «резервуару для хранения», границы которого определяются наклонными боковыми участками выступающих частей 36А, 37А и наклонным боковым участком части 35А, предназначенной для образования тонкой стенки, в результате чего сжатый газ G распространится по всей площади «резервуара для хранения» (см. фиг.14F).
Следовательно, сжатый газ G, достигший «резервуара для хранения», обеспечит поджим расплавленной синтетической смолы J так, чтобы обеспечить принудительное смещение расплавленной синтетической смолы вверх вдоль наклонного бокового участка части 35А, предназначенной для образования тонкой стенки, поскольку угол между наклонными боковыми участками 36А, 37А выступающих частей 36А, 37А и наклонным боковым участком части 35А, предназначенной для образования тонкой стенки, представляет собой приблизительно прямой угол, при этом сжатый газ может обеспечить надлежащий поджим части, где расстояние между плоской частью 42 верхнего участка части 35А, предназначенной для образования тонкой стенки, и негативной частью 6 пресс-формы является малым (незначительным), пока синтетическая смола J растекается в данной части (на фиг.13 стрелка показывает направление поджима), и, таким образом, может быть предотвращено появление неравномерности переноса в пресс-форме и деформации даже тогда, когда непрерывный контур, имеющий заранее заданную ширину, образуется в виде тонкостенной части U, имеющей форму прямоугольной рамки (струновидную форму), у стороны задней поверхности формуемого изделия. Все четыре стороны тонкостенной части U могут иметь одинаковую толщину или могут иметь разную толщину.
Как проиллюстрировано на фиг.7 и 8, данный вариант осуществления выполнен с такой конфигурацией, что первый вкладыш 35 вводят в контакт с вогнутой частью, образованной на верхней поверхности позитивной части 27 пресс-формы, когда тонкостенную часть U образуют на отформованном изделии. Тем не менее, данный вариант осуществления может быть выполнен с конфигурацией, подобной проиллюстрированной на фиг.15, при которой первый вкладыш 35В вводят в контакт с вогнутой частью, образованной на верхней поверхности позитивной части 27 пресс-формы, с возможностью крепления его к позитивной части 27 пресс-формы, при этом данная конфигурация будет описана ниже.
Более точно, на фиг.15 ссылочная позиция 35В обозначает первый вкладыш, который выполнен с такой конфигурацией, что его непрерывный контур, имеющий заранее заданную ширину, введен во взаимодействие («соединен») с имеющей форму прямоугольной рамки (струновидную форму), вогнутой частью верхней поверхности позитивной части 27 пресс-формы с возможностью крепления первого вкладыша 35В к позитивной части 27 пресс-формы, и первый вкладыш 35В имеет верхнюю продольную плоскость с формой равнобедренной трапеции, имеющей более короткое верхнее основание и более длинное нижнее основание, имеет расстояние между плоской поверхностью 42В верхнего участка, образованной на всей периферии верхнего участка первого вкладыша 35В, и негативной частью 6 пресс-формы, которое меньше, чем у остальных частей, и обеспечивает возможность преобразования непрерывного контура, имеющего заранее заданную ширину, в имеющую форму прямоугольной рамки (струновидную форму), тонкостенную часть U. Все четыре стороны тонкостенной части U могут иметь одинаковую толщину или могут иметь разную толщину.
Кроме того, нижние концы наклонных боковых участков первого вкладыша 35А, верхняя часть которого имеет трапециевидную форму, расположены выше, чем нижняя поверхность полости S, и выступающие части 55, 56 указанной нижней поверхности, имеющие продольные плоскости с более коротким верхним основанием и более длинным нижним основанием, выступают в полость S и имеют трапециевидную форму с более коротким верхним основанием и более длинным нижним основанием (когда наклонные стороны удлинены, продольная плоскость будет иметь форму приблизительно прямоугольного треугольника, имеющего угол при вершине, составляющий, например, от приблизительно 20 до 45 градусов) и находятся на некотором расстоянии (канавки 59А, 59В) от первого вкладыша 35В, при этом ширина канавок 59А, 59В такова, что сжатый газ G не может войти внутрь (например, ширина равна или меньше 0,5 мм). То есть выступающие части 55, 56 образованы на верхней поверхности позитивной части 27 пресс-формы и расположены вблизи от первого вкладыша 35В.
Кроме того, выступающие части 57, 58 образованы в местах, находящихся на небольшом расстоянии от выступающих частей 55, 56, образованных с формой прямоугольной рамки (струновидной формой) на виде в плане. Выступающие части 57, 58, проходящие в полость S, образуют форму прямоугольной рамки (струновидную форму) на виде в плане, имеют форму прямоугольного треугольника в продольной плоскости с углом при вершине, составляющим, например, от приблизительно 20 до 45 градусов, и простираются вертикально вверх с наклоном в том месте, где они проходят в направлении первого вкладыша 35В. Угол между наклонными боковыми участками выступающих частей 57, 58 и наклонными боковыми участками выступающих частей 55, 56 представляет собой почти прямой угол, то есть составляет приблизительно 90 градусов. В данном случае нижние поверхности канавок 59А, 59В, образованных между выступающими частями 55, 56 и первым вкладышем 35В, расположены выше, чем нижняя поверхность полости S.
В данном случае, когда сжатый газ нагнетают в полость S по каналам 28А, 28В для нагнетания газа с тем, чтобы обеспечить выдержку времени посредством поджима передней поверхности расплавленной синтетической смолы J к образующей полость поверхности негативной части 6 пресс-формы, сжатый газ сначала входит в контакт с вертикальными боковыми поверхностями выступающих частей 57, 58. При дальнейшем нагнетании сжатого газа сжатый газ поднимается вверх, чтобы достичь верхних концевых участков выступающих частей 57, 58, и затем проходит над верхними концевыми участками, чтобы достичь нижних оснований наклонных боковых участков выступающих частей 55, 56 и далее подняться вверх вдоль наклонных боковых участков выступающих частей 55, 56.
В этот момент сжатый газ, поднявшийся до наклонных боковых участков выступающих частей 55, 56, обеспечивает приложение давления в направлении, ортогональном к наклонным боковым участкам выступающих частей 55, 56, и в направлении, ортогональном к наклонным боковым участкам выступающих частей 57, 58 (см. стрелку на фиг.15), поскольку угол между наклонными боковыми участками выступающих частей 55, 56 и наклонными боковыми участками выступающих частей 57, 58 представляет собой приблизительно прямой угол, так что в результате сжатый газ будет обеспечивать приложение давления таким образом, что он будет вызывать принудительное смещение расплавленной синтетической смолы J вверх вдоль наклонных боковых участков выступающих частей 55, 56 и наклонного бокового участка первого вкладыша 35В, в результате чего предотвращается возникновение неравномерности переноса в пресс-форме и деформации даже в том случае, когда отформованное изделие предусмотрено с тонкостенной частью, поскольку достаточное давление может быть приложено в то время, когда расплавленная синтетическая смола J растекается до части с малым (незначительным) расстоянием между плоской поверхностью 42В верхнего участка первого вкладыша 35В и негативной частью 6 пресс-формы.
Как описано выше, в том случае когда отформованное изделие предусмотрено с тонкостенной частью, данный вариант осуществления выполнен с такой конфигурацией, что тонкостенную часть, непрерывный контур которой, имеющий заранее заданную ширину, имеет форму прямоугольной рамки (струновидную форму), образуют на стороне задней поверхности формуемого изделия посредством использования первого вкладыша 35 в качестве части для образования тонкой стенки, части 35А, предназначенной для образования тонкой стенки и образованной на позитивной части 27 пресс-формы, и первого вкладыша 35В в качестве части для образования тонкой стенки. Тем не менее, тонкостенная часть не ограничена вышеуказанной конфигурацией, но может иметь Н-образную форму, которая не является формой непрерывной рамки, может иметь крестообразную форму или может иметь другую форму. Кроме того, тонкостенная часть, образованная на отформованном изделии, может иметь одинаковую толщину или может иметь разную толщину для каждой прямой линии.
Кроме того, данный вариант осуществления не ограничен формой выступающей части 41 второго вкладыша 40 и формой выступающей части 44, образованной на позитивной части 27 пресс-формы, подобной проиллюстрированной на фиг.9, но может быть предусмотрен с любыми другими формами, как проиллюстрировано на фиг.16-18.
Сначала рассматривается конфигурация, подобная проиллюстрированной на фиг.16, в которой каждая боковая поверхность простирается вверх на наружном периферийном участке верхней поверхности фиксирующей части 40А второго вкладыша 40, при этом имеет место наклон данной поверхности, когда она проходит рядом с частью 40В, предназначенной для образования сквозного отверстия, в результате чего обеспечивается возможность образования выступающей части 41А, продольная плоскость которой имеет форму приблизительно прямоугольного треугольника, имеющего угол при вершине, составляющий, например, от приблизительно 20 до 45 градусов, и которая входит в полость S, при этом выступающая часть 41А выступает таким образом, что образуется канавка 53А между частью 40В, предназначенной для образования сквозного отверстия, и выступающей частью 41А. Выступающая часть 44А, образованная так, что она окружает выступающую часть 41А снаружи, образована так, что каждая боковая поверхность позитивной части 27 пресс-формы, образующей вогнутую часть, с которой второй вкладыш 40 входит в контакт, простирается так, что она имеет наклон, когда она проходит наружу, тем самым обеспечивается возможность того, что продольная плоскость будет иметь форму приблизительно прямоугольного треугольника, имеющего угол при вершине, составляющий, например, от приблизительно 20 до 45 градусов.
В этом случае выступающая часть 41А и выступающая часть 44А, выступающие вверх на одинаковую высоту и образованные с формой прямоугольной рамки (струновидной формой) на виде в плане, образованы на конце каждой из верхних поверхностей сопряженной части между фиксирующей частью 40А второго вкладыша 40 и позитивной частью 27 пресс-формы так, что они соответственно входят в полость S, наружная боковая часть верхнего участка выступающей части 44А частично срезана, и, следовательно, когда фиксирующая часть 40А второго вкладыша 40 и позитивная часть 27 пресс-формы сопряжены друг с другом, нижние участки входят в плотный контакт друг с другом, в то время как верхние участки имеют канавку 54А, имеющую ширину, при которой сжатый газ не может войти внутрь канавки (например, ширину, равную или меньшую 0,5 мм). В данном случае глубина канавки 54А, образованной выступающей частью 41А второго вкладыша 40 и выступающей частью 44А позитивной части 27 пресс-формы, выполнена такой, что она будет немного меньше глубины полости S.
В таком случае, при нагнетании сжатого газа в полость S по каналам 28А, 28В для нагнетания газа для образования сквозного отверстия в формуемом изделии, расплавленная синтетическая смола J перемещается над выступающей частью 44А верхней поверхности позитивной части 27 пресс-формы за счет поджима ее посредством сжатого газа, чтобы достичь канавки 54А, образованной выступающей частью 44А и выступающей частью 41А, и канавки 53А, образованной частью 40В, предназначенной для образования сквозного отверстия, и выступающей частью 41А второго вкладыша 40.
В данном случае сжатый газ G, находящийся в полости S, скапливается в компрессионном резервуаре 47 через посредство небольшого промежутка между позитивной частью 27 пресс-формы и вторым вкладышем 40 и посредством выходного и входного канала 49 с тем, чтобы не вызывать приложения избыточного давления к части, где синтетическая смола J должна быть поджата к образующей полость стороне негативной части 6 пресс-формы посредством сжатого газа G. С другой стороны, сжатый газ, скопившийся в компрессионном резервуаре 47, подают в полость S через небольшой промежуток и по выходному и входному каналу 49 с тем, чтобы сжатый газ мог распространиться до части, где достаточное давление не приложено.
Как описано выше, поток сжатого газа G временно прекращают посредством использования действия компрессионного резервуара 47 или посредством обеспечения возможности прохода синтетической смолы в канавки 53А, 54А, в результате чего обеспечивается проход сжатого газа G к остальным частям для увеличения объема сжатого газа G в полости S в целях обеспечения выдержки, и, следовательно, плотность синтетической смолы вокруг сквозного отверстия (открытой части) отформованного изделия может быть увеличена. Соответственно, давление вокруг сквозного отверстия (открытой части) повышается за счет поджима, и температура синтетической смолы снижается вследствие позитивной части 27 пресс-формы, температура которой была снижена. Следовательно, синтетическая смола отверждается, и, таким образом, можно предотвратить проход сжатого газа G вокруг негативной части 6 пресс-формы, поскольку сжатый газ G поднимается вверх вдоль боковой поверхности части 40В второго вкладыша 40, предназначенной для образования сквозного отверстия.
Кроме того, как проиллюстрировано на фиг.17, выступающая часть 41В, которая имеет продольную плоскость с дугообразной формой и входит в полость S, образована так, что каждая боковая поверхность простирается вокруг наружной периферийной части верхней поверхности фиксирующей части 40А второго вкладыша 40 с «проходом» ее в направлении вниз при приближении к части 40В для образования сквозного отверстия, и в результате этого канавка 53В образуется между частью 40В, предназначенной для образования сквозного отверстия, и выступающей частью 41В. Выступающая часть 44В, образованная так, что она окружает выступающую часть 41В снаружи, выполнена с такой конфигурацией, что каждая боковая поверхность позитивной части 27 пресс-формы, образующей вогнутую часть, принимающую второй вкладыш 40, простирается так, что ее высота уменьшается по мере того, как она проходит наружу, тем самым обеспечивается возможность того, что продольная плоскость будет иметь дугообразную форму.
В этом случае выступающая часть 41В и выступающая часть 44В, которые выступают вверх на одинаковую высоту так, чтобы они соответственно входили в полость S, образованы с формой прямоугольной рамки (струновидной формой) на виде в плане на конце каждой верхней поверхности сопряженной части между фиксирующей частью 40А второго вкладыша 40 и позитивной частью 27 пресс-формы, и наружная боковая часть верхнего участка выступающей части 44В частично срезана, и, следовательно, когда фиксирующая часть 40А второго вкладыша 40 и позитивная часть 27 пресс-формы сопряжены друг с другом, нижние участки их выступающих частей входят в плотный контакт друг с другом, в то время как верхние участки образуют канавку 54В, имеющую ширину, при которой сжатый газ G не может войти внутрь канавки (например, ширину, равную или меньшую 0,5 мм). В данном случае глубина канавки 54В, образованной выступающей частью 41В второго вкладыша 40 и выступающей частью 44В позитивной части 27 пресс-формы, выполнена такой, что она будет немного меньше глубины полости S.
В таком случае, при нагнетании сжатого газа в полость S по каналам 28А, 28В для нагнетания газа для образования сквозного отверстия в формуемом изделии, расплавленная смола J перемещается над выступающей частью 44В верхней поверхности позитивной части 27 пресс-формы за счет подачи ее посредством сжатого газа, чтобы достичь канавки 5ВА, образованной выступающей частью 44В и выступающей частью 41В, и канавки 53В, образованной частью 40В, предназначенной для образования сквозного отверстия, и выступающей частью 41В второго вкладыша 40.
В данном случае сжатый газ G, находящийся в полости S, скапливается в компрессионном резервуаре 47 через посредство небольшого промежутка между позитивной частью 27 пресс-формы и вторым вкладышем 40 и через посредство выходного и входного канала 49 с тем, чтобы не вызывать приложения избыточного давления, большего, чем необходимое, к части, где синтетическая смола J должна быть поджата к образующей полость стороне негативной части 6 пресс-формы посредством сжатого газа G. С другой стороны, сжатый газ, скопившийся в компрессионном резервуаре 47, подают в полость S через небольшой промежуток и по выходному и входному каналу 49 с тем, чтобы обеспечить возможность поджима недостаточно поджатой части посредством сжатого газа.
Как описано выше, поток сжатого газа G временно прекращают посредством использования действия компрессионного резервуара 47 или посредством обеспечения возможности прохода синтетической смолы в канавки 53В, 54В, в результате чего обеспечивается широкое распространение сжатого газа G до остальных частей для увеличения объема сжатого газа G в полости S для обеспечения выдержки синтетической смолы, и, следовательно, плотность синтетической смолы вокруг сквозного отверстия отформованного изделия может быть увеличена. Соответственно, давление вокруг сквозного отверстия (открытой части) повышается за счет поджима, и температура синтетической смолы снижается вследствие позитивной части 27 пресс-формы, температура которой была снижена. Следовательно, синтетическая смола отверждается, и, таким образом, можно предотвратить проход сжатого газа G вокруг негативной части 6 пресс-формы, поскольку сжатый газ G поднимается вверх вдоль боковой поверхности части 40В второго вкладыша 40, предназначенной для образования сквозного отверстия.
Кроме того, как проиллюстрировано на фиг.18, выступающая часть 41С, которая имеет продольную плоскость с формой приблизительно прямоугольного треугольника, имеющего угол при вершине, составляющий, например, от приблизительно 20 до 45 градусов, и проходит в полость S, образована так, что каждая боковая поверхность простирается вокруг наружной периферийной части верхней поверхности фиксирующей части 40А второго вкладыша 40 с наклоном в той зоне, где она проходит рядом с частью 40В для образования сквозного отверстия, и в результате этого канавка 53С образуется между частью 40В, предназначенной для образования сквозного отверстия, и выступающей частью 41С, образованной с формой прямоугольной рамки (струновидной формой) на виде в плане.
При нагнетании сжатого газа G в полость S по каналам 28А, 28В для нагнетания с целью образования сквозного отверстия в отформованном изделии, расплавленная синтетическая смола J контактирует с выступающей частью 41С второго вкладыша 40 благодаря давлению, приложенному посредством сжатого газа, в результате чего предотвращается проход синтетической смолы J вокруг негативной части 6 пресс-формы.
Более точно, особенно в том случае, когда второй вкладыш 40 в качестве части для образования сквозного отверстия расположен далеко от каналов 28А, 28В для нагнетания газа, если объем сжатого газа G в полости S увеличивается для повышения плотности синтетической смолы J, то есть если сжатый газ G может обеспечить приложение давления до зоны вокруг второго вкладыша 40, необходимость выполнения выступающей части на позитивной части 27 пресс-формы устраняется, и в результате может быть предотвращен проход синтетической смолы вокруг негативной части 6 пресс-формы только посредством выступающей части 41С второго вкладыша 40.
Тем не менее, как описано выше, необходимо, чтобы сжатый газ G, находящийся в полости S, скапливался в компрессионном резервуаре 47 через посредство небольшого промежутка между позитивной частью 27 пресс-формы и вторым вкладышем 40 с тем, чтобы не вызывать приложения избыточного давления, большего, чем необходимое, к части, где синтетическая смола J должна быть поджата к образующей полость стороне негативной части 6 пресс-формы посредством сжатого газа G, и, с другой стороны, необходимо обеспечить подачу сжатого газа, скопившегося в компрессионном резервуаре 47, в полость S через небольшой промежуток с тем, чтобы обеспечить возможность распространения сжатого газа в недостаточно поджатую часть.
Вышеприведенный вариант осуществления показывает в качестве примера образование отформованного изделия, полость S которого имеет форму коробчатой верхней крышки (имеющей прямоугольную горизонтальную поверхность и четыре вертикальные поверхности, простирающиеся в вертикальном направлении вниз от каждой стороны горизонтальной поверхности). Другой вариант осуществления образования плитообразного отформованного изделия будет описан ниже со ссылкой на фиг.19-22.
Сначала вкладыш 65, имеющий форму приблизительно прямоугольного параллелепипеда, вводят в контакт с вогнутой частью, образованной на позитивной части 27 пресс-формы, с возможностью крепления на ней, и образуется полость S, границы которой определяются негативной частью 6 пресс-формы, вкладышем 65 и позитивной частью 27 пресс-формы. Верхняя поверхность вкладыша 65 немного меньше, чем нижняя поверхность полости S, то есть нижняя поверхность полости S образована частью периферийного краевого участка отверстия на верхней поверхности позитивной части 27 пресс-формы и вкладышем 65. Кроме того, каждая боковая поверхность простирается вверх на наружной периферийной части верхней поверхности вкладыша 65 с наклоном ее, когда она проходит внутрь, чтобы тем самым обеспечить возможность образования выступающей части 60, продольная плоскость которой имеет форму приблизительно прямоугольного треугольника, имеющего угол при вершине, составляющий, например, от приблизительно 20 до 45 градусов, и которая входит в полость S, выступая в нее, и которая образована с формой прямоугольной рамки (струновидной формой) на виде в плане [в плоскости], в результате чего образуется канавка 61, имеющая ширину, при которой сжатый газ G не может войти внутрь канавки (например, ширину, равную или меньшую 0,5 мм), между негативной частью 6 пресс-формы и выступающей частью 60. Выступающая часть 44А, образованная так, что она окружает выступающую часть 41А снаружи, образована так, что каждая боковая поверхность позитивной части 27 пресс-формы, образующей вогнутую часть, с которой второй вкладыш 40 входит в контакт, простирается так, что она имеет наклон, когда она проходит наружу, тем самым обеспечивается возможность того, что продольная плоскость будет иметь форму приблизительно прямоугольного треугольника, имеющего угол при вершине, составляющий, например, от приблизительно 20 до 45 градусов.
Тем не менее, как описано выше, не всегда необходимо выполнять выступающую часть 60 на всей наружной периферийной части верхней поверхности вкладыша 65 или образовывать канавку 61 на всем интервале между выступающей частью 60 и негативной частью 6 пресс-формы, но они могут быть выполнены частично на наружном периферийном участке горизонтальной части формуемого изделия, где для сжатого газа характерна тенденция легкого распространения везде, при этом назначение выступающей части 60 и канавки 61 заключается в предотвращении прохода сжатого газа вокруг передней поверхности негативной части 6 пресс-формы. Более точно, они могут быть выполнены только на тех участках (в тех зонах), где может произойти утечка сжатого газа из оборудования для литья под давлением, когда сжатый газ проходит вокруг передней поверхности негативной части 6 пресс-формы.
Когда сжатый газ из источника сжатого газа подают в полость S через питательный клапан и по каналу 28С для нагнетания газа после впрыскивания заранее заданного количества расплавленной синтетической смолы J в полость S, между расплавленной синтетической смолой J, впрыснутой в полость S, и вкладышем 65 образуется слой сжатого газа (см. фиг.21).
Кроме того, при дальнейшем нагнетании сжатого газа расплавленная синтетическая смола J достигает периферийной части полости S, при этом она перемещается через наклонный участок выступающей части 60 и входит в канавку 61. Соответственно, предотвращается выход сжатого газа наружу вследствие того, что расплавленная синтетическая смола J вошла в канавку 61, и, следовательно предотвращается проход сжатого газа вокруг передней поверхности негативной части 6 пресс-формы (см. фиг.22).
В данном случае сжатый газ G, находящийся в полости S, скапливается в компрессионном резервуаре 47 через посредство небольшого промежутка между позитивной частью 27 пресс-формы и вкладышем 65 и через посредство выходного и входного канала 67 с тем, чтобы не вызывать приложения избыточного давления, большего, чем необходимое, к части, где синтетическая смола J должна быть поджата к образующей полость стороне негативной части 6 пресс-формы посредством сжатого газа G. С другой стороны, сжатый газ, скопившийся в компрессионном резервуаре 47, подают в полость S через небольшой промежуток и по выходному и входному каналу 67 с тем, чтобы сжатый газ мог распространиться до части, в которой не приложено достаточное давление. Соответственно, может быть предотвращен проход сжатого газа вокруг негативной части 6 пресс-формы и его утечка наружу из оборудования для литья под давлением через промежуток между негативной частью 6 пресс-формы и позитивной частью 27 пресс-формы, и сжатый газ может обеспечить достаточную выдержку времени посредством поджима передней поверхности синтетической смолы к образующей полость поверхности негативной части 6 пресс-формы.
В вышеописанном варианте осуществления описан случай образования плитообразного отформованного изделия, в котором выступающая часть 60, проходящая в полость S, выступает от наружного периферийного участка 60 верхней поверхности вкладыша 65 и канавка 61 образована между негативной частью 6 пресс-формы и выступающей частью 60. Другой вариант осуществления образования отформованного изделия, полость S которого имеет форму коробчатой верхней крышки (имеющей прямоугольную горизонтальную поверхность и четыре вертикальные поверхности, простирающиеся в вертикальном направлении вниз от каждой стороны горизонтальной поверхности) и в котором может быть в максимально возможной степени предотвращена утечка сжатого газа, будет описан ниже со ссылкой на фиг.23-26.
Сначала вкладыш 66, имеющий форму приблизительно прямоугольного параллелепипеда, вводят в контакт с вогнутой частью, образованной на позитивной части 27 пресс-формы, с возможностью крепления на ней, образуется полость S, границы которой определяются негативной частью 6 пресс-формы, вкладышем 66 и позитивной частью 27 пресс-формы, и нижняя поверхность полости S будет образована вкладышем 66 и позитивной частью 27 пресс-формы.
Более точно, выступающая часть 62 образована так, что она простирается вверх в месте, находящемся на небольшом расстоянии внутри по отношению к наружной периферийной концевой части верхней поверхности вкладыша 66, и имеет наклон, когда она «приближается» к внутренней стороне, с тем, чтобы обеспечить возможность того, что ее продольная плоскость будет иметь форму приблизительно прямоугольного треугольника, имеющего угол при вершине, составляющий, например, от приблизительно 20 до 45 градусов, при этом угол при вершине «входит» в полость S. Кроме того, каждая боковая поверхность простирается вверх у периферийной краевой части отверстия, выполненного на верхней поверхности позитивной части 27 пресс-формы, образующего вогнутую часть позитивной части 27 пресс-формы для образования вогнутой части, и в этом случае выступающая часть 63 образована на позитивной части 27 пресс-формы так, что она имеет наклон, когда она «приближается» к ее наружной стороне, при этом выступающая часть 63 входит в полость S и имеет продольную плоскость с формой приблизительно прямоугольного треугольника, имеющего угол при вершине, составляющий, например, от приблизительно 20 до 45 градусов. В данном случае выступающая часть 63 образована с большей высотой, чем выступающая часть 62, и канавка 64, имеющая ширину, при которой сжатый газ G не может войти внутрь канавки (например, ширину, равную или меньшую 0,5 мм), образуется между выступающей частью 62 вкладыша 66 и выступающей частью 63 позитивной части 27 пресс-формы. Выступающие части 62, 63 образованы с формой непрерывной прямоугольной рамки (струновидной формой) на виде в плане, что, однако, не является ограничивающим, но выступающие части 62, 63 могут быть образованы не непрерывными и могут быть предусмотрены только на участке, где сжатый газ может распространиться к передней поверхности позитивной части 27 пресс-формы, что вызвало бы утечку сжатого газа наружу из оборудования для литья под давлением.
Когда заранее заданное количество расплавленной синтетической смолы J будет впрыснуто в полость S, расплавленная синтетическая смола J перемещается через наклонный боковой участок выступающей части 60, чтобы частично войти в канавку 64 (см. фиг.24), и после этого, когда сжатый газ подают в полость S из источника сжатого газа через питательный клапан и по каналу 28D для нагнетания газа, между расплавленной синтетической смолой J, впрыснутой в полость S, и вкладышем 66 образуется слой сжатого газа (см. фиг.25).
Кроме того, при нагнетании сжатого газа сжатый газ достигает верхнего участка выступающей части 62 вкладыша 66; тем не менее, поскольку выступающая часть 63 позитивной части 27 пресс-формы расположена выше, чем выступающая часть 62 вкладыша 66, сжатый газ может обеспечить приложение давления без «перехода» через выступающую часть 63 (см. фиг.26 и 27).
Другими словами, как описано выше, поскольку выступающая часть 63 позитивной части 27 пресс-формы расположена выше, чем выступающая часть 62 вкладыша 66, расплавленная синтетическая смола J, поступившая в канавку 64, не будет отделяться от расплавленной синтетической смолы J, не поступившей в канавку 64, даже во время выдержки синтетической смолы J посредством сжатого газа. Соответственно, если произойдет отделение расплавленной синтетической смолы J, сжатый газ может пройти над выступающими частями 62, 63 и выйти к передней поверхности позитивной части 27 пресс-формы, в результате чего возникает утечка сжатого газа наружу из оборудования для литья под давлением. Тем не менее, при вышеописанной конфигурации можно предотвратить распространение сжатого газа наружу, и сжатый газ может обеспечить достаточную выдержку, так что расплавленная синтетическая смола J может быть отверждена в течение того периода времени, когда расплавленная синтетическая смола J поджимается сжатым газом.
Настоящее изобретение было описано со ссылкой на варианты осуществления; тем не менее, специалист в данной области техники может выполнить различные альтернативные варианты, изменения и модификации без отхода от сущности и объема изобретения. Настоящее изобретение следует рассматривать как охватывающее вышеописанные различные альтернативные варианты, изменения и модификации, выполненные без отхода от сущности и объема изобретения.
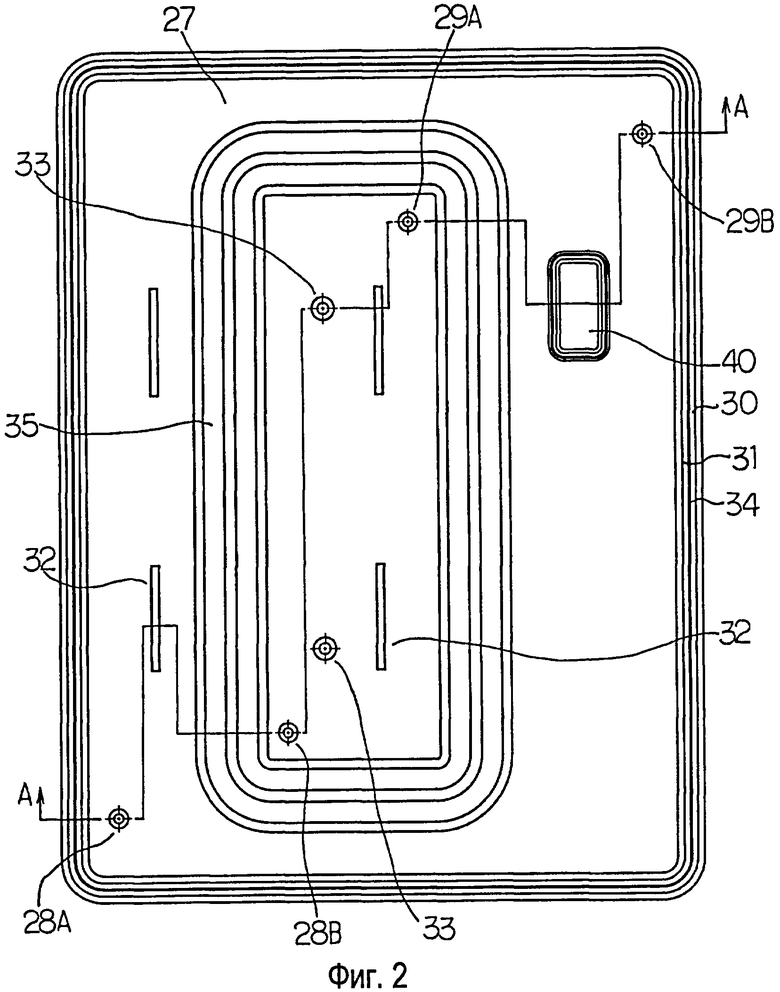
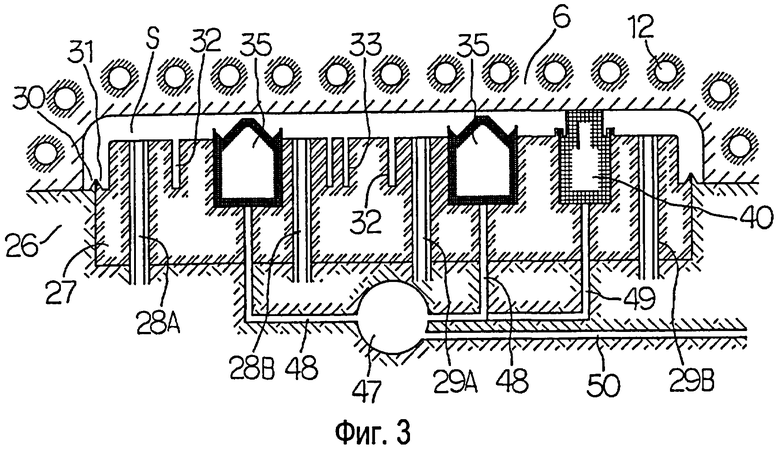
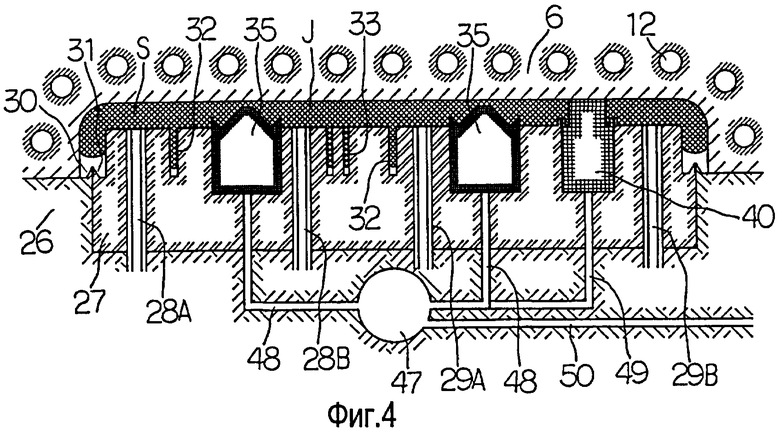
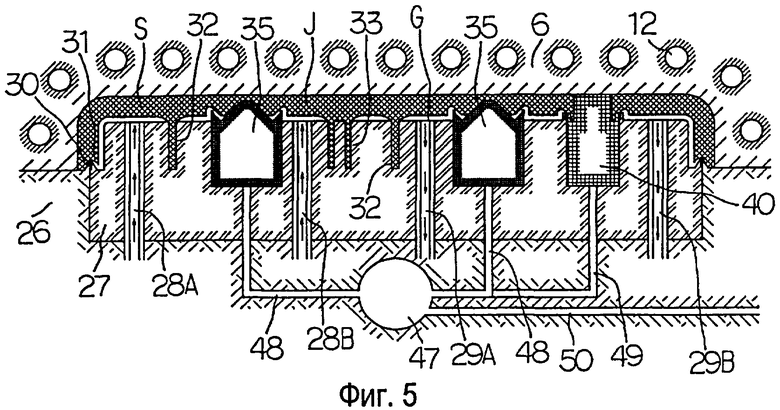
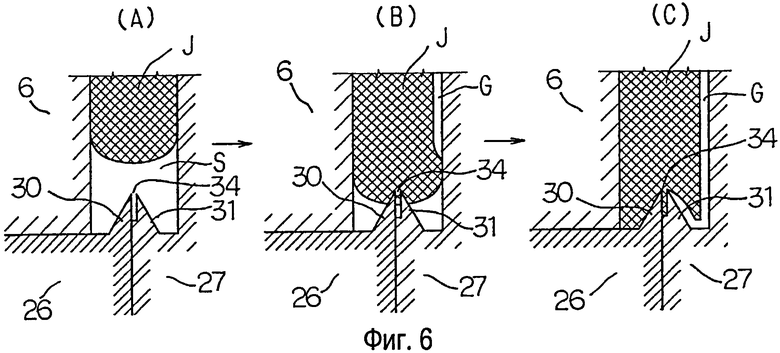
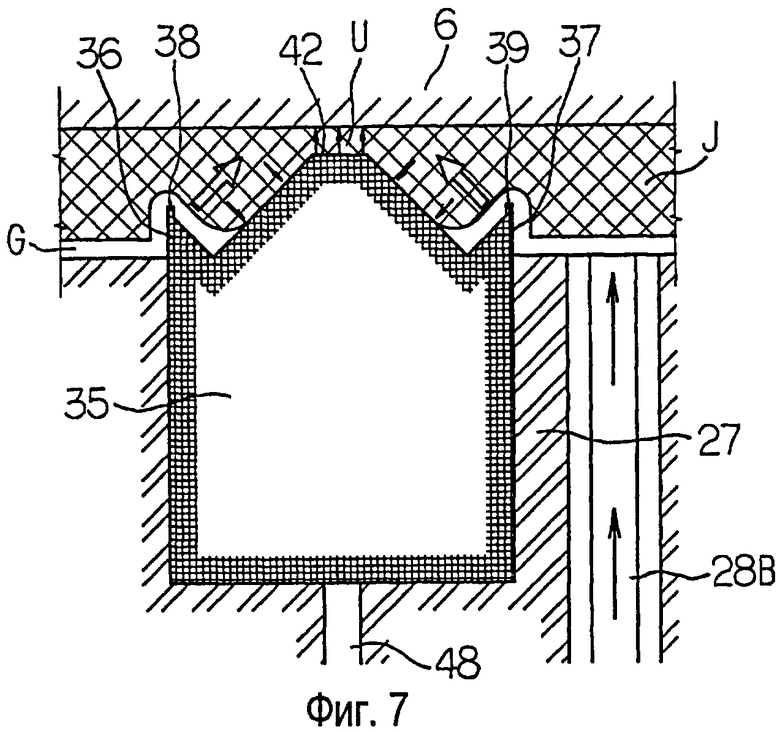
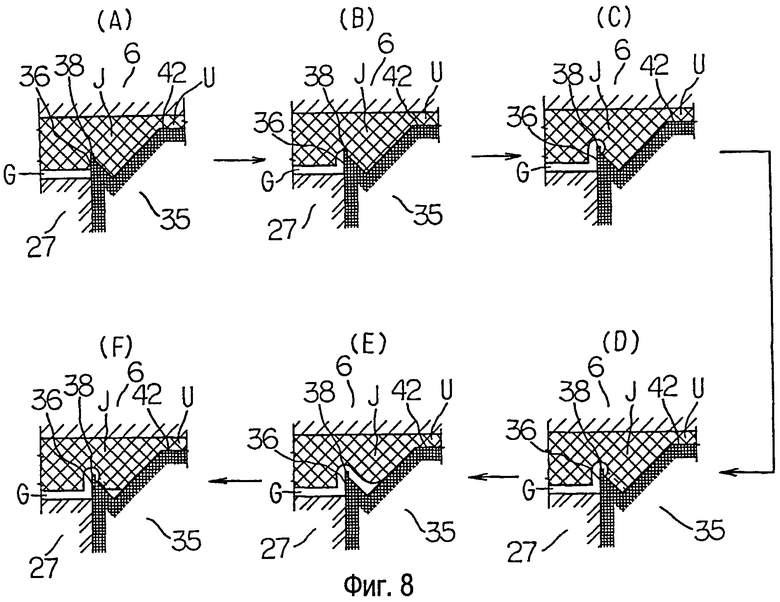
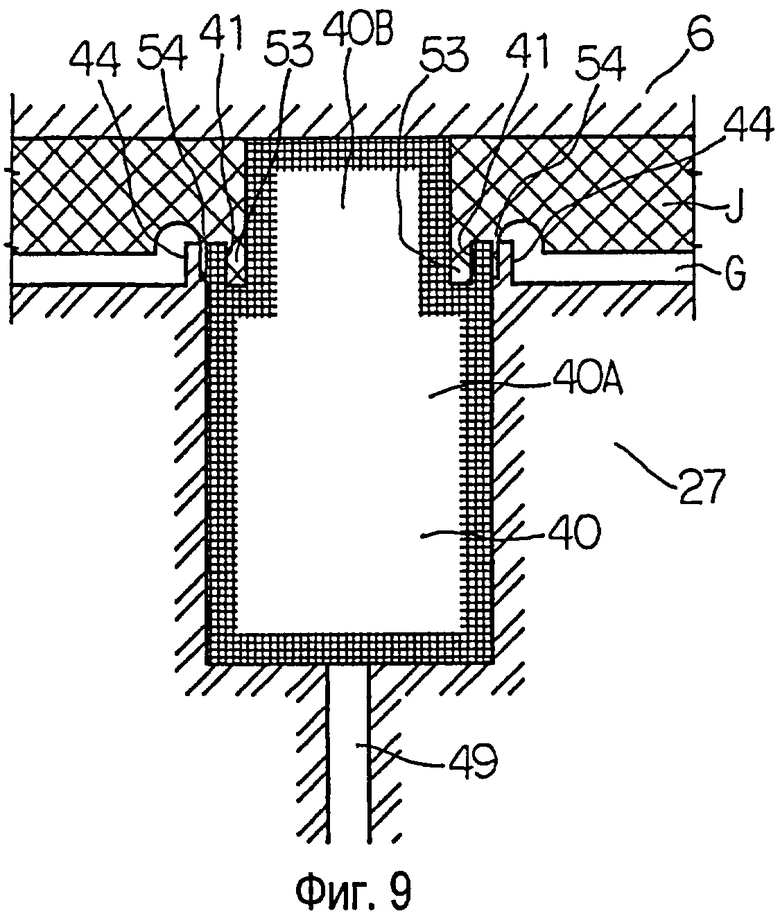
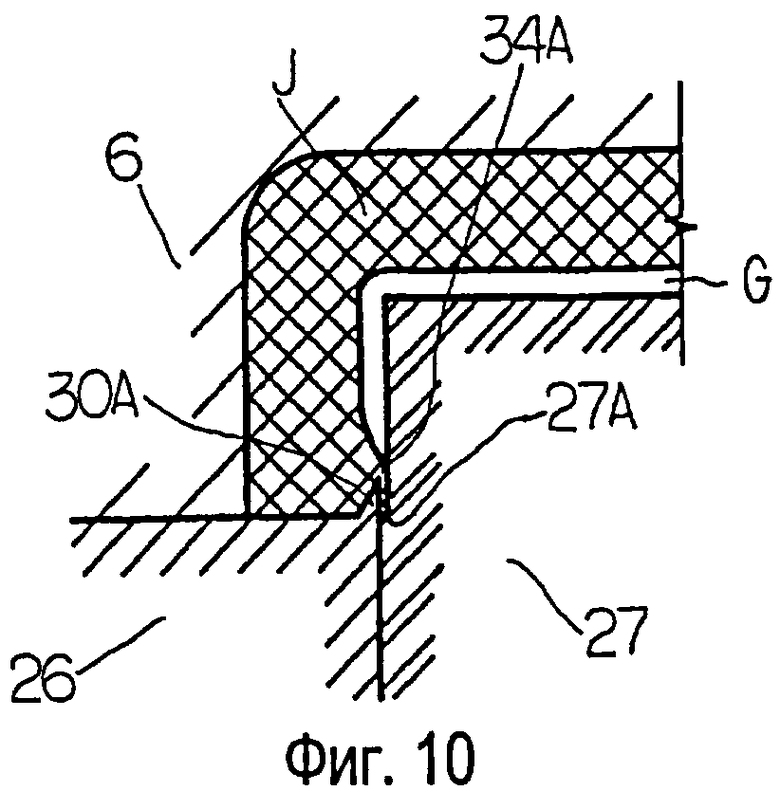
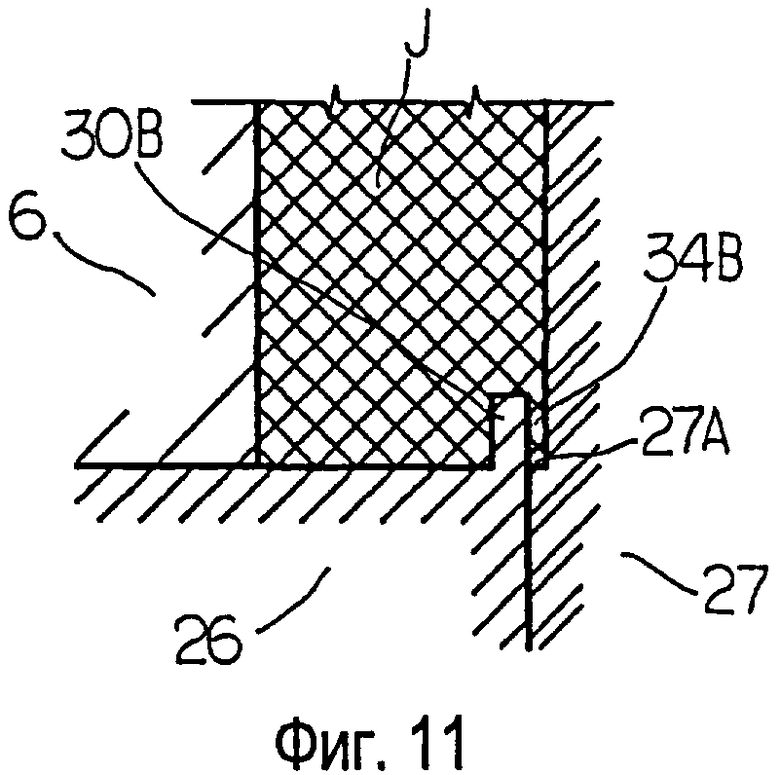
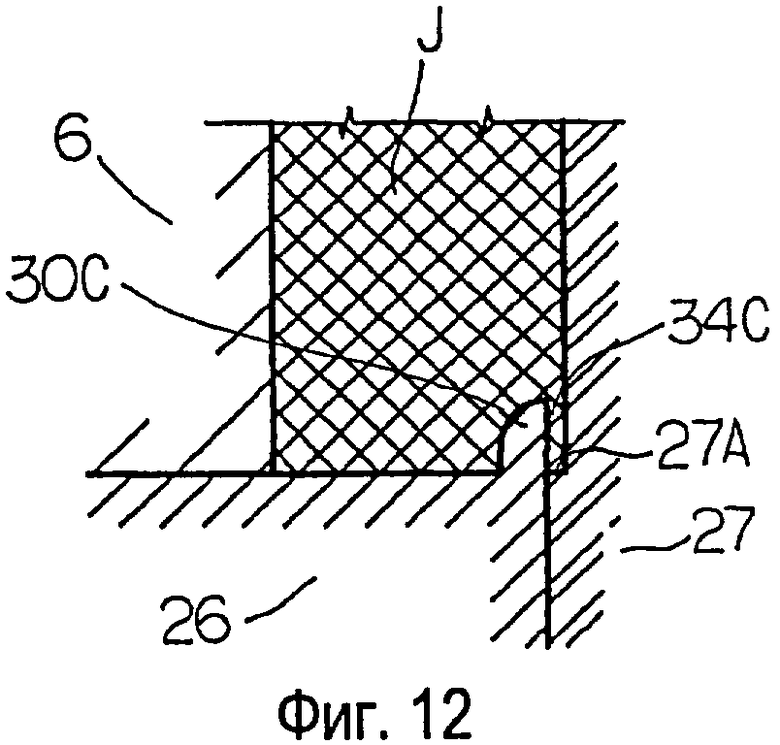
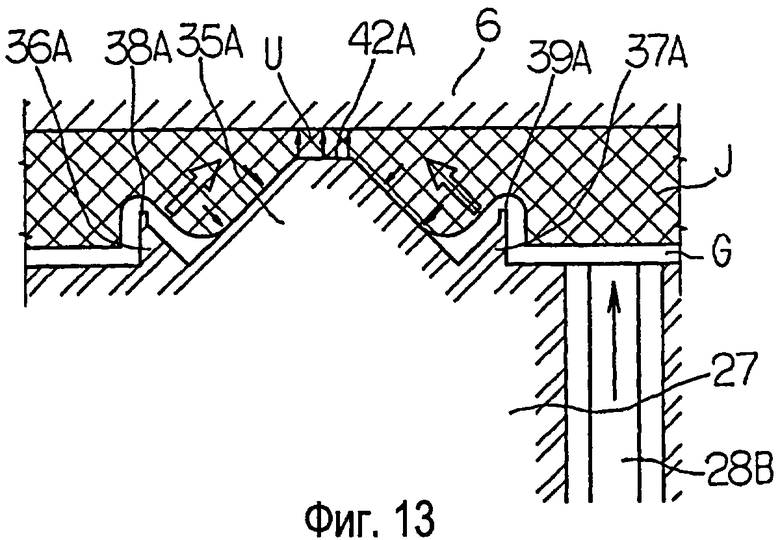
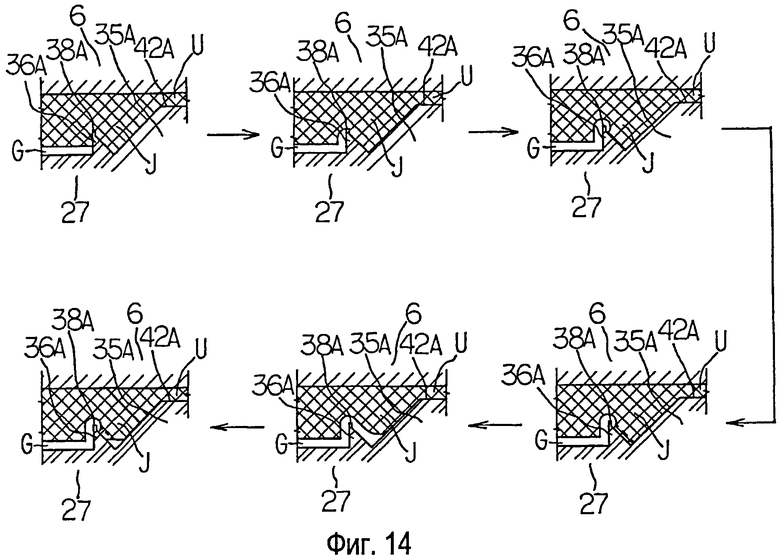
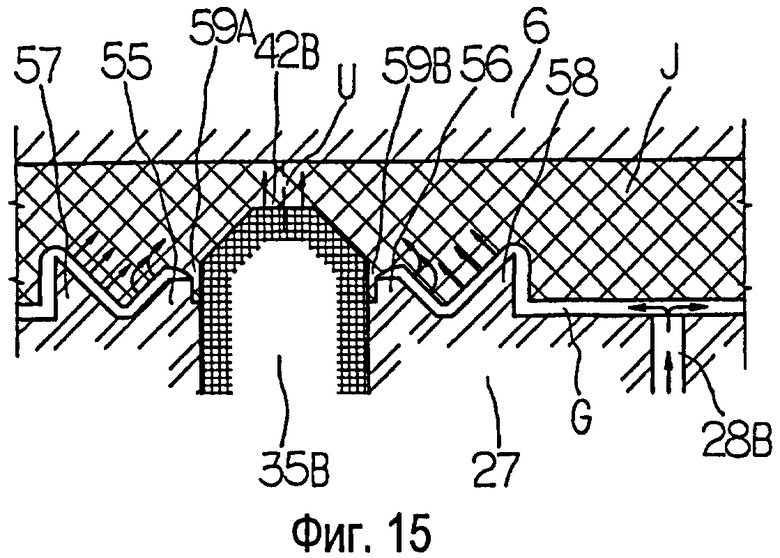
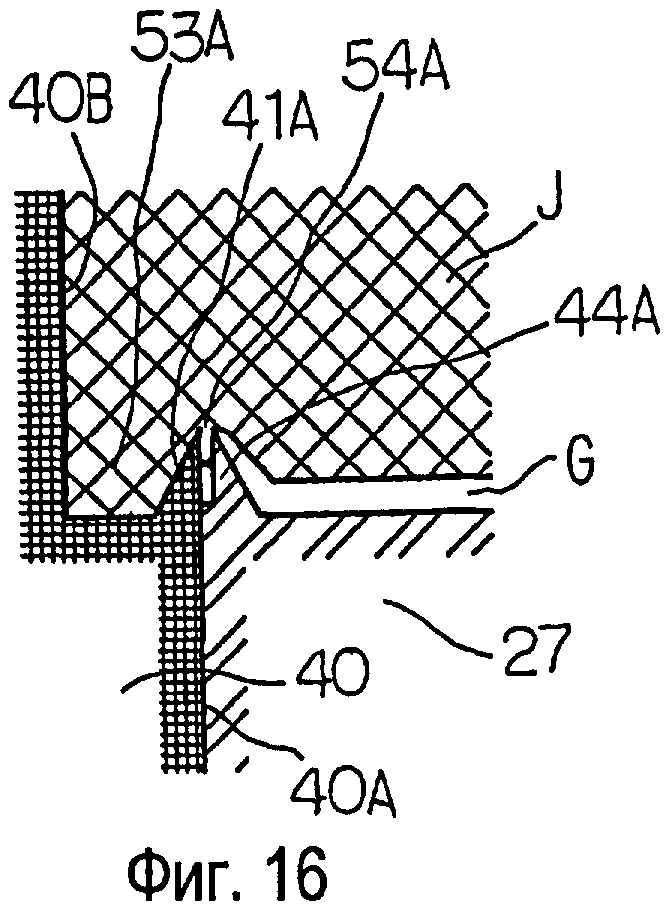
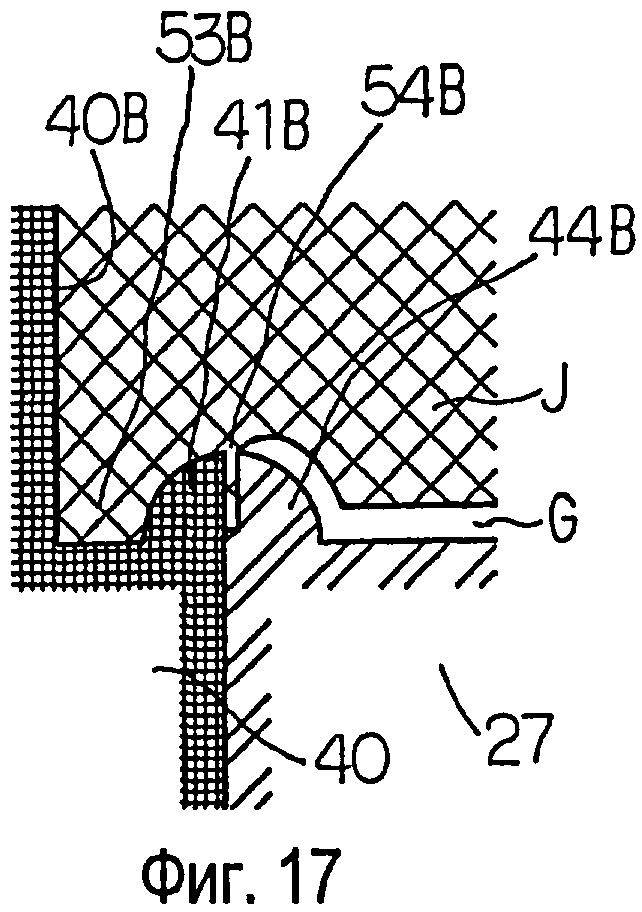
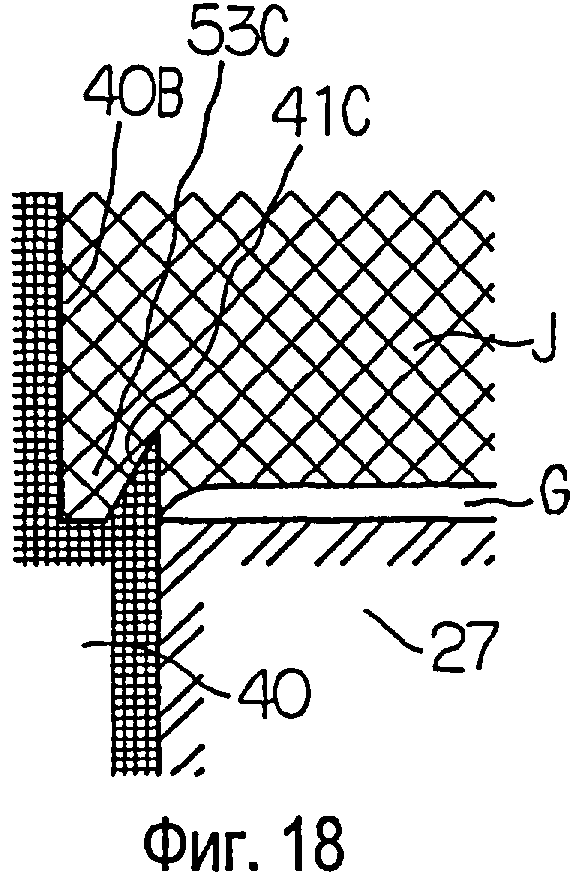
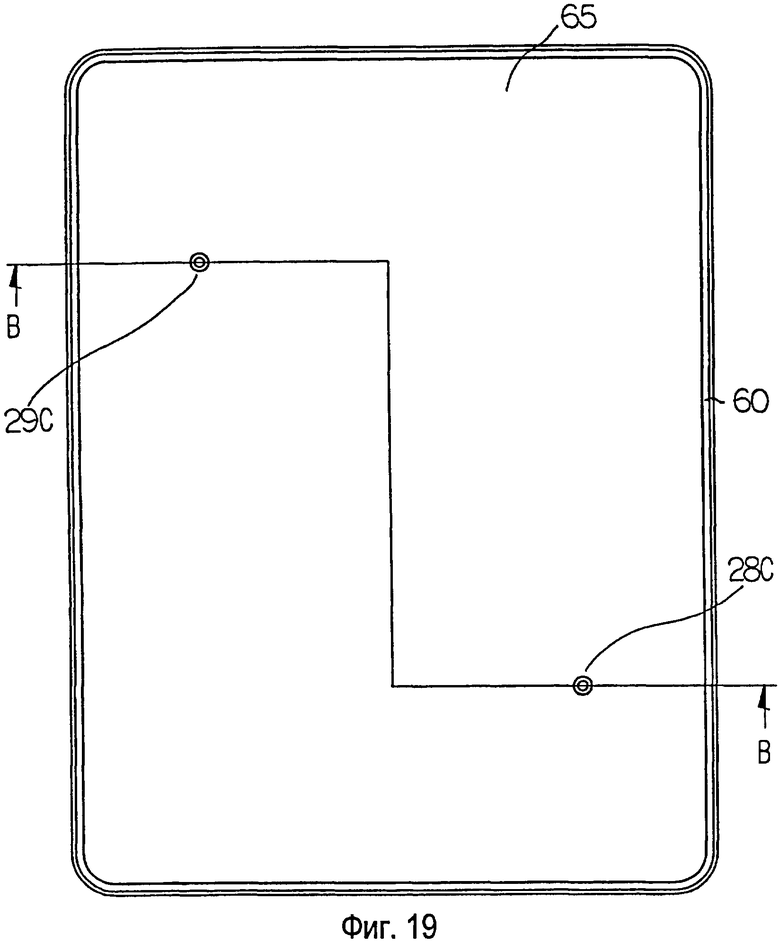
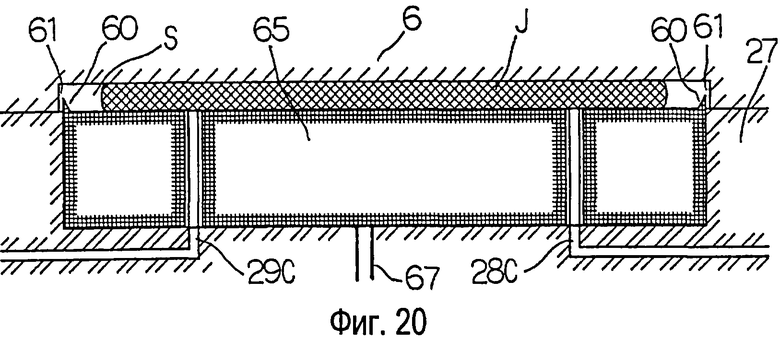
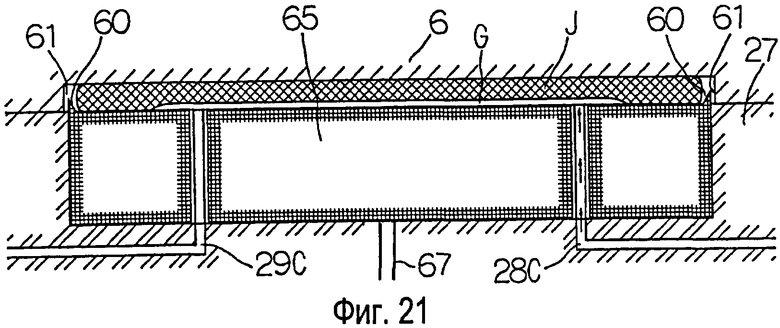
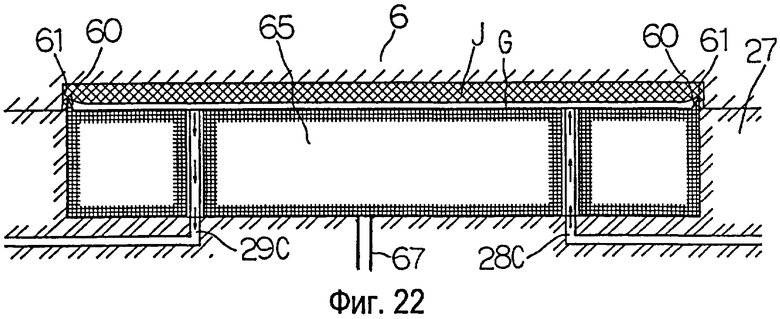
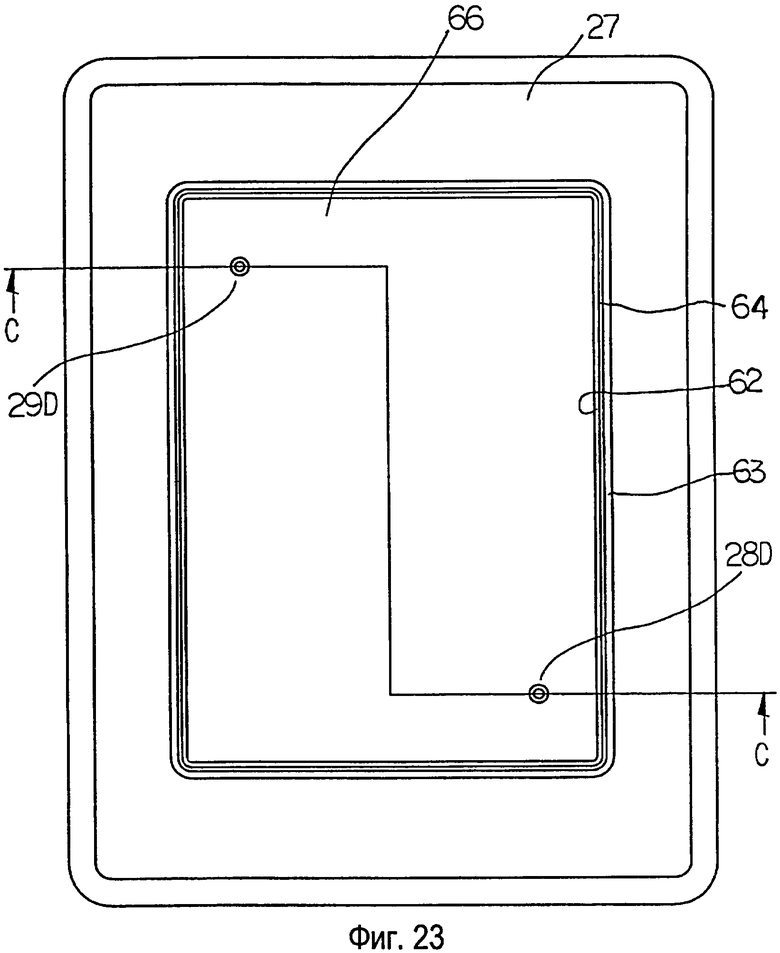
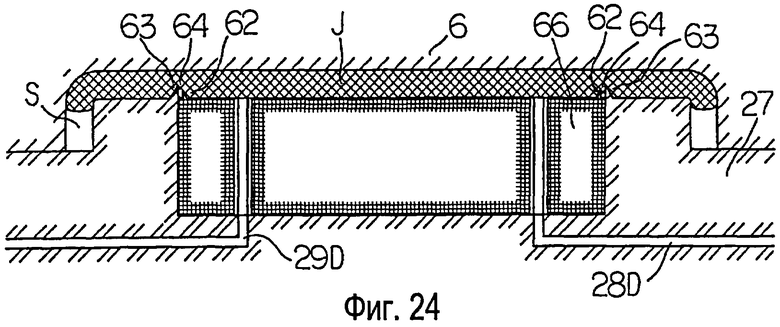
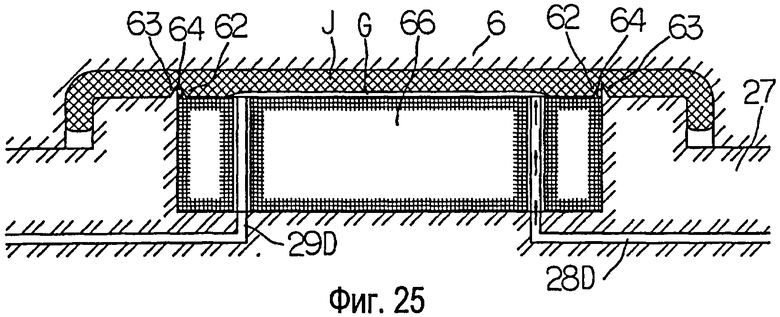
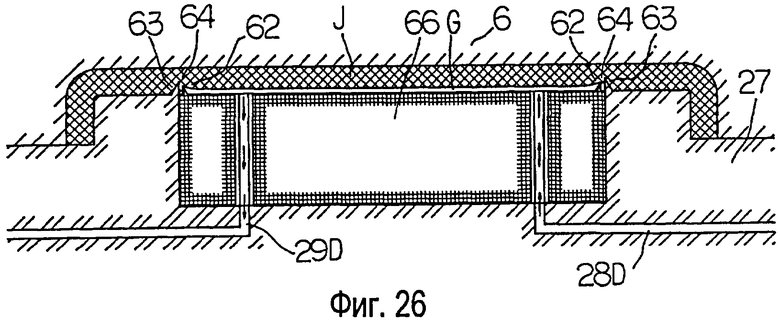
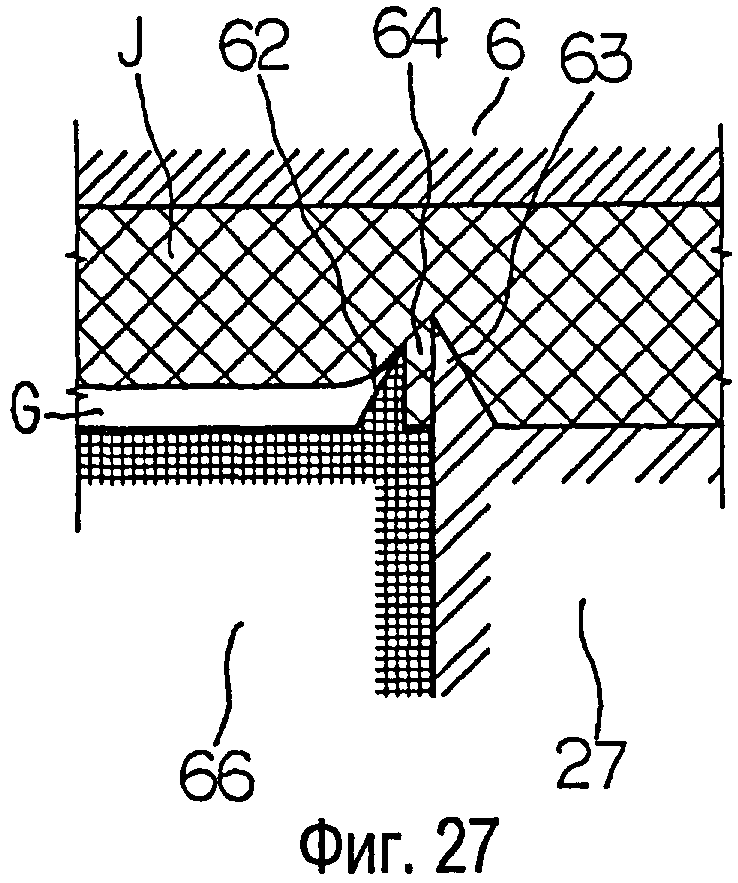
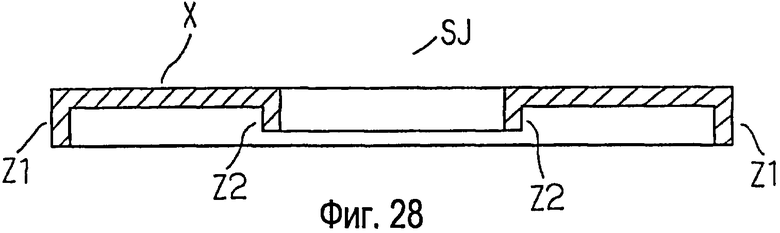
Технический результат изобретений - устранение деформации отформованного изделия и неравномерности переноса в пресс-форме в максимально возможной степени и сокращение периода времени формования. Пар подают в канал 12 для теплоносителя, выполненный в негативной части 6 пресс-формы, чтобы начать нагрев стороны, предусмотренной с образующей полость поверхностью, и повысить ее температуру, и затем закрывают пресс-форму. Когда сторона, предусмотренная с образующей полость поверхностью, достигнет заранее заданной температуры, временно прекращают повышать температуру и заранее заданное количество расплавленной синтетической смолы J впрыскивают в полость S. После этого осуществляют нагнетание сжатого газа в пространство между задней поверхностью синтетической смолы J и образующей полость поверхностью позитивной части 27 пресс-формы для обеспечения возможности поджима синтетической смолы к образующей полость поверхности посредством сжатого газа с целью осуществления выдержки синтетической смолы. Во время выполнения выдержки начинают подавать охлаждающую воду в канал 12 для теплоносителя для отверждения передней поверхности синтетической смолы со стороны негативной части 6 пресс-формы. Когда произойдет отверждение синтетической смолы до определенной степени, приложение давления временно прекращают и сжатый газ выпускают наружу из оборудования для литья под давлением. После выпуска сжатого газа охлаждающий воздух нагнетают в пространство между задней поверхностью синтетической смолы и образующей полость поверхностью позитивной части 27 пресс-формы. В завершение, когда синтетическая смола затвердеет до такой степени, чтобы извлечь ее, пресс-форму открывают и извлекают полученное изделие. 11 н. и 4 з.п. ф-лы, 28 ил.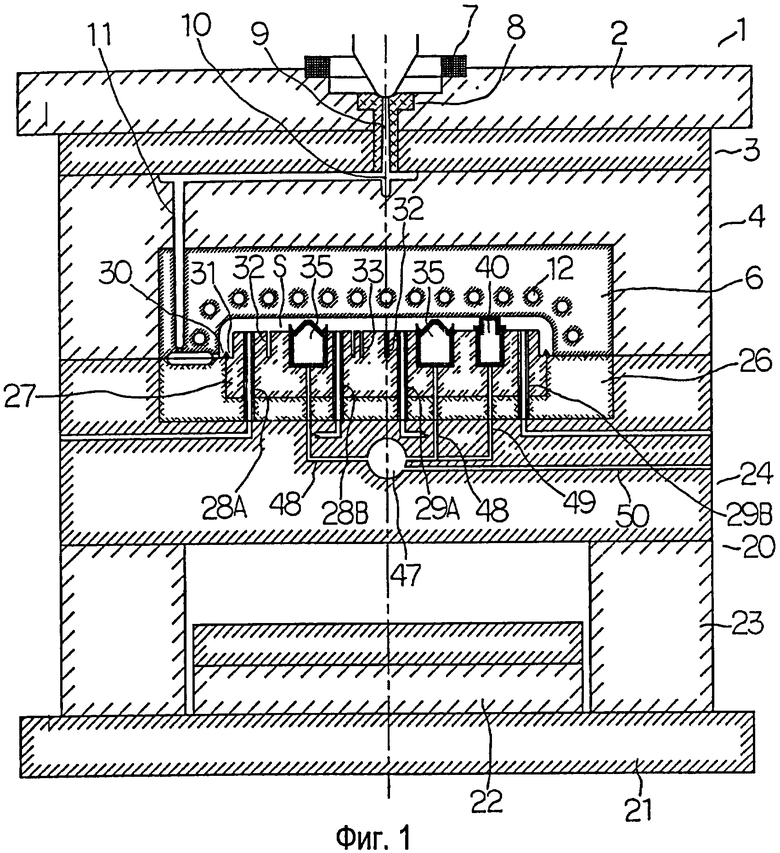
1. Способ литья под давлением, в котором впрыскивают расплавленную синтетическую смолу в полость, образованную между негативной частью пресс-формы и позитивной частью пресс-формы, для формования ее, включающий в себя операции, на которых осуществляют
нагрев предусмотренной с образующей полость поверхностью стороны негативной части пресс-формы посредством подачи теплоносителя в предназначенный для теплоносителя канал негативной части пресс-формы для инициирования повышения температуры стороны с образующей полость поверхностью;
впрыскивание заранее заданного количества расплавленной синтетической смолы в полость после прекращения повышения температуры;
нагнетание сжатого газа в пространство между задней стороной синтетической смолы и образующей полость поверхностью позитивной части пресс-формы после впрыскивания расплавленной синтетической смолы для обеспечения выдержки времени посредством поджима передней поверхности синтетической смолы к образующей полость поверхности негативной части пресс-формы; и
отверждение синтетической смолы у предусмотренной с образующей полость поверхностью стороны негативной части пресс-формы посредством подачи холодоносителя в предназначенный для теплоносителя канал негативной части пресс-формы при одновременном обеспечении выдержки времени посредством сжатого газа.
2. Способ литья под давлением по п.1, дополнительно включающий в себя операцию, на которой
нагнетают охлаждающий газ в пространство между задней поверхностью синтетической смолы и образующей полость поверхностью позитивной части пресс-формы после вытеснения сжатого газа из оборудования для литья под давлением, когда произойдет отверждение синтетической смолы до определенной степени.
3. Способ литья под давлением по п.1, в котором сжатый газ, подвергнутый нагнетанию в полость, улавливают в резервуаре через пространство между частью, предназначенной для образования тонкой стенки, и позитивной частью пресс-формы с тем, чтобы не вызвать избыточного сжатия в большей степени, чем это необходимо, в части, где синтетическая смола может быть поджата к образующей полость поверхности негативной части пресс-формы, когда часть для образования тонкой стенки, предназначенная для образования тонкостенной части на отформованном изделии, выполнена в вогнутой части, образованной на верхней поверхности позитивной части пресс-формы, при этом сжатый газ, собранный в резервуаре, одновременно подают в часть, где не обеспечивается достаточного сжатия сжатого газа.
4. Способ литья под давлением по п.1, в котором сжатый газ, подвергнутый нагнетанию в полость, улавливают в резервуаре через пространство между частью, предназначенной для образования отверстия, и позитивной частью пресс-формы с тем, чтобы не вызвать избыточного сжатия в большей степени, чем это необходимо, в части, где синтетическая смола может быть поджата к образующей полость поверхности негативной части пресс-формы, когда часть для образования отверстия, предназначенная для образования части с отверстием в отформованном изделии, выполнена в вогнутой части, образованной на верхней поверхности позитивной части пресс-формы, при этом сжатый газ, собранный в резервуаре, одновременно подают в часть, где не обеспечивается достаточного сжатия сжатого газа.
5. Оборудование для литья под давлением, которое выполнено с конфигурацией, обеспечивающей возможность впрыскивания расплавленной синтетической смолы в полость, образованную между негативной частью пресс-формы и позитивной частью пресс-формы, для формования ее,
в котором предназначенный для теплоносителя канал расположен так, что он проходит вдоль полости, что позволяет теплоносителю или холодоносителю проходить в него; и
в котором каналы для нагнетания газа выполнены с возможностью подачи сжатого газа в полость, при этом осуществляют
нагрев предусмотренной с образующей полость поверхностью стороны негативной части пресс-формы посредством подачи теплоносителя в предназначенный для теплоносителя канал негативной части пресс-формы для инициирования повышения температуры стороны с образующей полость поверхностью,
впрыскивание заранее заданного количества расплавленной синтетической смолы в полость после прекращения повышения температуры;
нагнетание сжатого газа в пространство между задней стороной синтетической смолы и образующей полость поверхностью позитивной части пресс-формы после впрыскивания расплавленной синтетической смолы для обеспечения выдержки времени посредством поджима передней поверхности синтетической смолы к образующей полость поверхности негативной части пресс-формы; и
отверждение синтетической смолы у предусмотренной с образующей полость поверхностью стороны негативной части пресс-формы посредством подачи холодоносителя в предназначенный для теплоносителя канал негативной части пресс-формы при одновременном обеспечении выдержки времени посредством сжатого газа.
6. Оборудование для литья под давлением, которое выполнено с конфигурацией, обеспечивающей возможность впрыскивания расплавленной синтетической смолы в полость, образованную между негативной частью пресс-формы и позитивной частью пресс-формы, после нагрева предусмотренной с образующей полость поверхностью стороны негативной части пресс-формы, нагнетания сжатого газа в пространство между задней поверхностью синтетической смолы и образующей полость поверхностью позитивной части пресс-формы и обеспечения выдержки времени посредством поджима передней поверхности синтетической смолы к образующей полость поверхности негативной части пресс-формы, в котором нижняя поверхность цилиндрической части полости, образованной из пространства, простирающегося в горизонтальном направлении, и цилиндрического пространства, которое является непрерывным по отношению к данному пространству и простирается в вертикальном направлении, образована из базовой части пресс-формы и позитивной части пресс-формы, подлежащей креплению к вогнутой части, образованной на базовой части пресс-формы; и в котором выступающая часть, выступающая вверх так, что она входит в полость, образована на каждом концевом участке верхней поверхности сопряженной части между базовой частью пресс-формы и позитивной частью пресс-формы так, чтобы она была образована с формой рамки вдоль сопряженной части, и обе выступающие части образуют канавку в верхней части, когда обе выступающие части сопряжены друг с другом.
7. Оборудование для литья под давлением, которое выполнено с конфигурацией, обеспечивающей возможность впрыскивания расплавленной синтетической смолы в полость, образованную между негативной частью пресс-формы и позитивной частью пресс-формы, после нагрева предусмотренной с образующей полость поверхностью стороны негативной части пресс-формы, нагнетания сжатого газа в пространство между задней поверхностью синтетической смолы и образующей полость поверхностью позитивной части пресс-формы и обеспечения выдержки времени посредством поджима передней поверхности синтетической смолы к образующей полость поверхности негативной части пресс-формы, в котором нижняя поверхность цилиндрической части полости, образованной из пространства, простирающегося в горизонтальном направлении, и цилиндрического пространства, которое является непрерывным по отношению к данному пространству и простирается в вертикальном направлении, образована из базовой части пресс-формы, к которой прикреплена позитивная часть пресс-формы; и
в котором выступающая часть, выступающая вверх так, что она входит в полость, образована вдоль сопряженной части так, чтобы она была образована с формой рамки, на концевом участке верхней поверхности базовой части пресс-формы у части, сопрягающейся с позитивной частью пресс-формы, и канавка образована между выступающей частью и позитивной частью пресс-формы.
8. Оборудование для литья под давлением, которое выполнено с конфигурацией, обеспечивающей возможность впрыскивания расплавленной синтетической смолы в полость, образованную между негативной частью пресс-формы и позитивной частью пресс-формы, после нагрева предусмотренной с образующей полость поверхностью стороны негативной части пресс-формы, нагнетания сжатого газа в пространство между задней поверхностью синтетической смолы и образующей полость поверхностью позитивной части пресс-формы и обеспечения выдержки времени посредством поджима передней поверхности синтетической смолы к образующей полость поверхности негативной части пресс-формы, в котором вкладыш, верхняя часть которого входит в полость и продольная плоскость верхней части которого имеет трапециевидную форму, имеющую более короткое верхнее основание и более длинное нижнее основание, и который образует тонкостенную часть на отформованном изделии, введен в контакт с вогнутой частью, образованной на верхней поверхности позитивной части пресс-формы, с возможностью закрепления на ней; и
в котором выступающая часть, имеющая наклонный боковой участок, который приблизительно ортогонален к наклонному боковому участку вкладыша, образована на верхней поверхности вкладыша так, что она входит в полость.
9. Оборудование для литья под давлением, которое выполнено с конфигурацией, обеспечивающей возможность впрыскивания расплавленной синтетической смолы в полость, образованную между негативной частью пресс-формы и позитивной частью пресс-формы, после нагрева предусмотренной с образующей полость поверхностью стороны негативной части пресс-формы, нагнетания сжатого газа в пространство между задней поверхностью синтетической смолы и образующей полость поверхностью позитивной части пресс-формы и обеспечения выдержки времени посредством поджима передней поверхности синтетической смолы к образующей полость поверхности негативной части пресс-формы, в котором предназначенная для образования тонкой стенки часть, продольная плоскость верхнего участка которой имеет трапециевидную форму, имеющую более короткое верхнее основание и более длинное нижнее основание, и которая образует тонкостенную часть на отформованном изделии, образована в виде выступа на верхней поверхности позитивной части пресс-формы так, чтобы обеспечить возможность входа верхнего участка выступа в полость; и в котором выступающая часть, имеющая наклонный боковой участок, приблизительно ортогональный к наклонному боковому участку части, предназначенной для образования тонкой стенки, выполнена на верхней поверхности части, предназначенной для образования тонкой стенки, так, что выступающая часть входит в полость.
10. Оборудование для литья под давлением по любому из пп.8 или 9, в котором суженная часть выполнена на верхнем участке каждой из выступающих частей.
11. Оборудование для литья под давлением, которое выполнено с конфигурацией, обеспечивающей возможность впрыскивания расплавленной синтетической смолы в полость, образованную между негативной частью пресс-формы и позитивной частью пресс-формы, после нагрева предусмотренной с образующей полость поверхностью стороны негативной части пресс-формы, нагнетания сжатого газа в пространство между задней поверхностью синтетической смолы и образующей полость поверхностью позитивной части пресс-формы и обеспечения выдержки времени посредством поджима передней поверхности синтетической смолы к образующей полость поверхности негативной части пресс-формы, в котором вкладыш, верхняя часть которого входит в полость и продольная плоскость верхней части которого имеет трапециевидную форму, имеющую более короткое верхнее основание и более длинное нижнее основание, введен в контакт с вогнутой частью, образованной на верхней поверхности позитивной части пресс-формы, с возможностью закрепления на ней; в котором первая выступающая часть, входящая в полость, образована на верхней поверхности позитивной части пресс-формы, расположенной рядом с вкладышем; и
в котором вторая выступающая часть, имеющая наклонный боковой участок, приблизительно ортогональный к наклонному боковому участку первой выступающей части, выполнена на верхней поверхности позитивной части пресс-формы так, чтобы вторая выступающая часть входила в полость.
12. Оборудование для литья под давлением, которое выполнено с конфигурацией, обеспечивающей возможность впрыскивания расплавленной синтетической смолы в полость, образованную между негативной частью пресс-формы и позитивной частью пресс-формы, после нагрева предусмотренной с образующей полость поверхностью стороны негативной части пресс-формы, нагнетания сжатого газа в пространство между задней поверхностью синтетической смолы и образующей полость поверхностью позитивной части пресс-формы и обеспечения выдержки времени посредством поджима передней поверхности синтетической смолы к образующей полость поверхности негативной части пресс-формы, в котором вкладыш, который входит в полость и верхняя часть которого входит в контакт с негативной частью пресс-формы для образования части с отверстием в отформованном изделии, введен в контакт с вогнутой частью, расположенной на верхней поверхности позитивной части пресс-формы, с возможностью закрепления на ней; и
в котором выступающая часть, входящая в полость, образована на наружной периферийной части вкладыша, и канавка также образована между выступающей частью и наружной периферийной частью.
13. Оборудование для литья под давлением, которое выполнено с конфигурацией, обеспечивающей возможность впрыскивания расплавленной синтетической смолы в полость, образованную между негативной частью пресс-формы и позитивной частью пресс-формы, после нагрева предусмотренной с образующей полость поверхностью стороны негативной части пресс-формы, нагнетания сжатого газа в пространство между задней поверхностью синтетической смолы и образующей полость поверхностью позитивной части пресс-формы и обеспечения выдержки времени посредством поджима передней поверхности синтетической смолы к образующей полость поверхности негативной части пресс-формы,
в котором вкладыш, который входит в полость и верхняя часть которого входит в контакт с негативной частью пресс-формы для образования части с отверстием в отформованном изделии, введен в контакт с вогнутой частью, образованной на верхней поверхности позитивной части пресс-формы, с возможностью закрепления на ней;
в котором первая выступающая часть, входящая в полость, образована на наружной периферийной части вкладыша, и канавка также образована между первой выступающей частью и наружной периферийной частью;
в котором вторая выступающая часть, входящая в полость, образована на верхней поверхности позитивной части пресс-формы так, чтобы она окружала первую выступающую часть с наружной стороны; и в котором канавка образована между второй выступающей частью и первой выступающей частью.
14. Оборудование для литья под давлением, которое выполнено с конфигурацией, обеспечивающей возможность впрыскивания расплавленной синтетической смолы в полость, образованную между негативной частью пресс-формы и позитивной частью пресс-формы, после нагрева предусмотренной с образующей полость поверхностью стороны негативной части пресс-формы, нагнетания, сжатого газа в пространство между задней поверхностью синтетической смолы и образующей полость поверхностью позитивной части пресс-формы и обеспечения выдержки времени посредством поджима передней поверхности синтетической смолы к образующей полость поверхности негативной части пресс-формы, в котором вкладыш введен в контакт с вогнутой частью, образованной на верхней поверхности позитивной части пресс-формы, с возможностью закрепления на ней; и
в котором выступающая часть, входящая в полость, выполнена на верхней поверхности вкладыша, и канавка также образована между выступающей частью и боковой поверхностью, определяющей границы полости негативной части пресс-формы.
15. Оборудование для литья под давлением, которое выполнено с конфигурацией, обеспечивающей возможность впрыскивания расплавленной синтетической смолы в полость, образованную между негативной частью пресс-формы и позитивной частью пресс-формы, после нагрева предусмотренной с образующей полость поверхностью стороны негативной части пресс-формы, нагнетания сжатого газа в пространство между задней поверхностью синтетической смолы и образующей полость поверхностью позитивной части пресс-формы и обеспечения выдержки времени посредством поджима передней поверхности синтетической смолы к образующей полость поверхности негативной части пресс-формы, в котором вкладыш введен в контакт с вогнутой частью, образованной на верхней поверхности позитивной части пресс-формы, с возможностью закрепления на нем;
в котором первая выступающая часть, входящая в полость, образована на верхней поверхности вкладыша, и вторая выступающая часть, входящая в полость, образована на периферийной краевой части отверстия на верхней поверхности позитивной части пресс-формы с вогнутой частью, при этом вторая выступающая часть выступает на большую высоту, чем первая выступающая часть; причем канавка образована между второй выступающей частью и первой выступающей частью.
| JP 6254924 A, 13.09.1994 | |||
| JP 2003245937 A, 02.09.2003 | |||
| DE 19634958 A1, 05.03.1998 | |||
| US 2002185766 A1, 12.12.2002 | |||
| ЩВАРЦ О | |||
| и другие | |||
| Переработка пластмасс | |||
| - СПб.: Профессия, 2005, с.162-165. |

