Область техники
Настоящее изобретение относится к способу проектирования, устройству проектирования, компьютерному программному продукту и компьютерно-считываемому носителю информации для проектирования детали, имеющей повышенные эксплуатационные характеристики в части поглощенной энергии разрушения, усталостной долговечности, и т.д.
Уровень техники
При конструировании машин, например автомобилей, для решения таких проблем, как снижение веса, сокращение периода проектирования и сокращение производства экспериментальных машин, в последние годы при проектировании часто осуществляется прогнозирование каждой эксплуатационной характеристики на основании численного анализа с использованием компьютера.
Например, что касается поглощенной энергии разрушения, для поглощения энергии разрушения, возникающей при автомобильных авариях, деталь, например деталь передней стороны, проектируется таким образом, чтобы она испытывала правильное коробление в продольном направлении в момент аварии для поглощения энергии удара за счет пластической деформации при короблении с целью защиты человека, сидящего в автомобиле.
При традиционном проектировании детали, поглощающей энергию разрушения, после определения первоначальной формы детали, осуществляется анализ разрушений, например, методом конечных элементов, и производится такое изменение формы и т.д. детали, чтобы поглощенная энергия разрушения достигала целевого значения. После получения целевого значения в результате анализа окончательное подтверждение производится путем экспериментального производства и эксперимента для определения конструкции.
Эти детали изготавливают, подвергая обработке давлением листы, трубы или балки, выполненные из стали или другого материала и, по мере необходимости, соединяя их между собой. Для обработки давлением применяется метод формовки, например штамповки, гидроформинга или экструзии и т.п. Кроме того, для соединения применяется, например, метод точечной сварки, дуговой сварки, лазерной сварки или клепочного соединения и т.п.
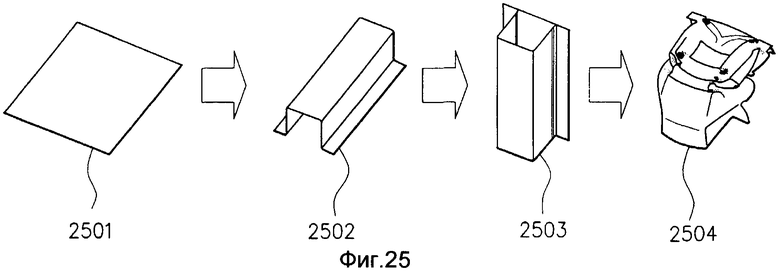
Известен традиционный подход, именуемый совмещенным анализом, начинающимся с анализа штамповки и заканчивающийся анализом разрушений, показанный на Фиг.25, и в выложенной патентной заявке Японии №2004-50253 (патентный документ 1), раскрыт метод моделирования, в котором, на основании окончательных данных формы штампованной детали, подготавливаются дополнительные данные формы, после чего осуществляется анализ штамповки и осуществляется анализ характеристик, в частности способности выдерживать разрушающую силу на основании результата анализа, полученного в совмещенном режиме. На Фиг.25 “2501” обозначает необработанный материал, “2502” обозначает результат анализа штамповки, “2503” обозначает результат анализа штамповки после преобразования во входные данные для анализа разрушений и “2504” обозначает результат анализа разрушений.
Однако в патентном документе 1 не описан подход к представлению оптимальных формы детали и условия штамповки.
Известно, что, когда металлический, например стальной, материал используется в качестве материала, обработка давлением при изготовлении детали приводит к изменению толщины листа, и/или пластическая деформация приводит к деформационному упрочнению, в результате чего режим деформации с короблением и/или поглощенная энергия разрушения изменяется, когда деталь испытывает разрушение, по сравнению со случаем, когда не происходит изменения толщины листа или деформационного упрочнения.
При таком условии, поскольку не учитывается ни изменение толщины листа, ни деформационное упрочнение во время анализа, например, методом конечных элементов и т.п., даже если проектирование осуществляется на основании оценочного значения, полученного посредством анализа, нужные режим деформации с короблением и/или поглощенную энергию разрушения невозможно получить при экспериментальном производстве или эксперименте.
Кроме того, в силу флуктуации условий обработки давлением при изготовлении детали, возникают флуктуации в толщине листа и/или деформационном упрочнении, которые в итоге приводят к флуктуациям в режиме деформации с короблением и/или поглощенной энергии разрушения.
Кроме того, режим деформации с короблением и поглощенная энергия разрушения изменяются в зависимости от положения сварного шва при использовании специальной заготовки и условия соединения при соединении совокупности деталей.
Кроме того, что касается оценки усталостной прочности при проектировании машин, необходим подход, позволяющий легко и точно прогнозировать усталостную долговечность части, детали или конструкции, используемой в машине с целью ограничения затрат на проектирование.
В этой области техники, традиционно, широко используется анализ статических напряжений при условии заранее определенной усталостной нагрузки методом конечных элементов, с прогнозированием усталостной долговечности с использованием результата анализа; применяют подход, в котором сначала определяют начальную форму и получают данные испытаний на усталость (график S-N, график E-N) материалов, ранее использованных для детали, и участков соединения, одновременно осуществляют прогностическое вычисление путем перекрестной проверки графиков, значений анализа напряжений или значений анализа деформации для получения прогнозируемой долговечности, и затем вносят изменения в форму детали, материал, метод соединения, и т.п., чтобы расчетная усталостная долговечность была равна целевому значению.
После того как оценка, полученная путем анализа, достигает целевого значения, осуществляется проверка путем экспериментального производства и эксперимента для определения технических требований на проектирование. Эти детали изготавливают, подвергая обработке давлением листы, трубы или балки, выполненные из стали или другого материала и, по мере необходимости, соединяя их между собой. Для обработки давлением применяется метод формовки, например штамповки, гидроформинга или экструзии и т.п. Кроме того, для соединения применяется, например, метод точечной сварки, дуговой сварки, лазерной сварки или клепочного соединения и т.п. В последнее время коммерчески доступно программное обеспечение анализа усталости автоматически, которое относится к файлу результатов вычисления напряжений, полученному методом конечных элементов, а также данные испытаний на усталость материала, ранее использованных для детали, и участков соединения, и, таким образом, вычисляет долговечность соответствующих участков.
Когда металл, например сталь, используется в качестве материала, обработка давлением при штамповке детали приводит к изменению толщины листа и пластической деформации, и одновременно, при сборке детали, остаточное напряжение, в основном обусловленное упругим последействием после штамповки детали, и изменение толщины листа, пластическая деформация и остаточное напряжение, как известно, оказывают большое влияние на усталостную прочность детали. Кроме того, метод вычисления остаточного напряжения при сборке детали и метод количественного определения изменения усталостной прочности вследствие пластической деформации не четко определены, что затрудняет построение алгоритма оптимизации для проектирования детали с учетом усталости для получения метода штамповки, удовлетворяющего нужной усталостной долговечности. При использовании традиционного метода, за счет того, что штамповка и сборка не учитываются, и, кроме того, не применяется алгоритм оптимизации, проектирование детали с учетом усталости, фактически, нельзя осуществлять точно и быстро.
В выложенной патентной заявке Японии №2001-116664 (патентный документ 2), согласно методу анализа, позволяющему анализировать усталостную прочность сварная конструкции, состоящей из нескольких деталей, раскрыт метод анализа усталостной прочности, позволяющий оценивать усталостную прочность, в котором на основании форм и методов сварки двух свариваемых деталей, в виду участка сварного шва, выбирают диаграмма усталостной прочности в направлении, параллельном сварному шву, и диаграмма усталостной прочности в вертикальном направлении к сварному шву, соответственно, и с учетом результата анализа напряжений этой сварной конструкции, получают напряжения в вертикальном и параллельном направлениях к сварному шву, и затем сравнивают эти напряжения с диаграммами усталостной прочности, соответственно, для оценки усталостной прочности.
Однако, согласно способу, раскрытому в патентном документе 2, остаточное напряжение, возникающее на каждом участке после сборки, пластическая деформация, возникающая при штамповке детали, и распределение толщины листа после штамповки не учитываются, а также не применяется алгоритм оптимизации, в результате чего нельзя осуществлять точно и быстро прогнозировать усталостную долговечность.
В выложенной патентной заявке Японии №2003-149091 (патентный документ 3), раскрыта система оценки усталостной долговечности, в которой отношение концентрации напряжений соответствующее сварной форме (процесс чистовой обработки) участка сварки определяется заранее для каждого типа соединения путем эксперимента и т.п. для сохранения в памяти совместно с данными прогнозирования усталостной долговечности (график S-N) передней конструкции, напряжение на участке сварки вычисляется путем анализа методом конечных элементов, пиковое напряжение на конце участка, сваренного узким швом, вычисляется путем умножения значения напряжения на отношение концентрации напряжений, соответствующее сварной форме, и пиковое напряжение применяется к графику S-N для прогнозирования усталостной долговечности в соответствии со сварной формой.
В выложенной патентной заявке Японии №2003-149130 (патентный документ 4), раскрыт способ, в котором подготавливается модель оболочки для анализа методом конечных элементов в отношении конструкции, полученной точечной сваркой, состоящей из пригнанных друг к другу листов; и осуществляется линейный анализ и анализ упругости методом конечных элементов с использованием подготовленной модели оболочки для анализа методом конечных элементов для вычисления совместной нагрузки на участке ядра сварной точки в центре участка точечной сварки, а также отклонения на и радиального угла наклона круга, проведенного вокруг участка ядра сварной точки и имеющего диаметр D; и затем, на основании вычисленных совместной нагрузки и отклонения на и радиального угла наклона круга, получается номинальное напряжение конструкции на участке ядра сварной точки с использованием теории изгиба круглой пластины, входящей в состав теории упругости, для прогнозирования усталостной долговечности конструкции, полученной точечной сваркой, с использованием номинального напряжения конструкции.
Однако, согласно способам, раскрытым в патентных документах 3 и 4, остаточное напряжение, возникающее на каждом участке после сборки, пластическая деформация, возникающая при штамповке детали, и распределение толщины листа после штамповки не учитываются, а также не применяется алгоритм оптимизации, приводят к тому, что нельзя точно и быстро осуществлять проектирование с учетом усталости.
Сущность изобретения
Согласно вышесказанному, когда металл, например, сталь, используется в качестве материала, обработка давлением при изготовлении детали приводит к изменению толщины листа, и пластическая деформация приводит к деформационному упрочнению, однако, в настоящее время, изменение толщины листа и деформационное упрочнение не учитываются при анализе эксплуатационных качеств методом конечных элементов и т.п.
Задачей настоящего изобретения является обеспечение оптимального проектирования деталей для получения нужных эксплуатационных характеристик, включая условие штамповки, с одновременным учетом влияния изменения толщины листа и деформационного упрочнения вследствие обработки давлением при изготовлении детали.
В частности, задачей настоящего изобретения является обеспечение оптимального проектирования деталей для получения нужных характеристик разрушения, включая условие штамповки, с одновременным учетом влияния изменения толщины листа и деформационного упрочнения вследствие обработки давлением при изготовлении детали.
Кроме того, задачей настоящего изобретения является обеспечение оптимального проектирования деталей, включая условие штамповки для обеспечения нужной усталостной долговечности, с одновременным учетом изменения толщины листа и деформационного упрочнения, возникающих при штамповке детали, а также остаточного напряжения, возникающего после сборки, в основном, вследствие упругого последействия после штамповки детали.
Для решения вышеописанной задачи, способ проектирования деталей, отвечающий настоящему изобретению, содержит: первый этап, на котором компьютер осуществляет анализ штамповки на основании формы штампованного изделия или формы детали, силы прижима заготовки, коэффициента трения, прочности материала на растяжение, предела текучести, соотношения между напряжением и деформацией и толщины листа, в качестве условий штамповки, для вычисления распределения толщины листа и распределения деформаций после штамповки в штампованном изделии; и второй этап, на котором компьютер осуществляет анализ эксплуатационных характеристик на основании распределения толщины листа, распределения деформаций после штамповки и формы штампованного изделия или формы детали, в качестве параметров состояния штампованного изделия, для вычисления эксплуатационных характеристик детали, в котором компьютер повторяет вычисления, осуществляемые в процессе с первого этапа по второй этап, заранее определенное число раз, с изменением, по меньшей мере, одного из условий штамповки, для вывода оптимального условия штамповки, которое дает максимальное значение или целевое значение эксплуатационной характеристики.
Кроме того, устройство проектирования деталей, отвечающее настоящему изобретению, содержит: модуль ввода условий штамповки, посредством которого форма штампованного изделия или форма детали, сила прижима заготовки, коэффициент трения, прочность материала на растяжение, предел текучести, соотношение между напряжением и деформацией и толщина листа вводятся в качестве условий штамповки в компьютер; анализатор штамповки, который осуществляет анализ штамповки на основании формы штампованного изделия или формы детали, силы прижима заготовки, коэффициента трения, прочности материала на растяжение, предела текучести, соотношения между напряжением и деформацией и толщины листа, которые вводятся посредством модуля ввода условий штамповки, и вычисляет распределение толщины листа и распределение деформаций после штамповки в штампованном изделии; анализатор эксплуатационных характеристик, который осуществляет анализ эксплуатационных характеристик штампованного изделия на основании распределения толщины листа, распределения деформаций после штамповки и формы штампованного изделия или формы детали, в качестве параметров состояния, и вычисляет эксплуатационные характеристики детали; контроллер повторяющихся вычислений, который автоматически выполняет вычисления, осуществляемые в процессе от модуля ввода условий штамповки по анализатор эксплуатационных характеристик, заранее определенное число раз, с изменением, по меньшей мере, одного из условий штамповки; и модуль вывода оптимальных условий штамповки, который выводит оптимальное условие штамповки, которое дает максимальное значение или целевое значение эксплуатационной характеристики.
Кроме того, компьютерный программный продукт, отвечающий настоящему изобретению содержит: программный код, предписывающий компьютеру осуществлять анализ штамповки на основании формы штампованного изделия или формы детали, силы прижима заготовки, коэффициента трения, прочности материала на растяжение, предела текучести, соотношения между напряжением и деформацией и толщины листа, в качестве условий штамповки, и вычислять распределение толщины листа и распределение деформаций после штамповки в штампованном изделии; и программный код, предписывающий компьютеру осуществлять анализ эксплуатационных характеристик штампованного изделия на основании распределения толщины листа, распределения деформаций после штамповки и формы штампованного изделия или формы детали, в качестве параметров состояния штампованного изделия, и вычислять эксплуатационные характеристики детали, в котором компьютеру предписывается повторять вычисления заранее определенное число раз, с изменением, по меньшей мере, одного из условий штамповки, и выводить оптимальное условие штамповки, которое дает максимальное значение или целевое значение эксплуатационной характеристики.
Кроме того, на компьютерно-считываемом носителе информации, отвечающем настоящему изобретению, записана компьютерная программа, отвечающая настоящему изобретению.
Термин “штампованное изделие” в настоящем изобретение означает частично законченное изделие после штамповки, и «деталь» означает собранное(ые) «штампованное(ые) изделие(я)», а именно законченное изделие.
Согласно настоящему изобретению оптимальное проектирование деталей для получения нужных эксплуатационных характеристик, включая условие штамповки, реализуется с одновременным учетом влияния изменения толщины листа и деформационного упрочнения вследствие обработки давлением при изготовлении детали.
Краткое описание чертежей
Фиг.1 - логическая блок-схема, поясняющая последовательность операций по проектированию детали в первом варианте осуществления.
Фиг.2 - чертеж, демонстрирующий внешний вид штампованной детали.
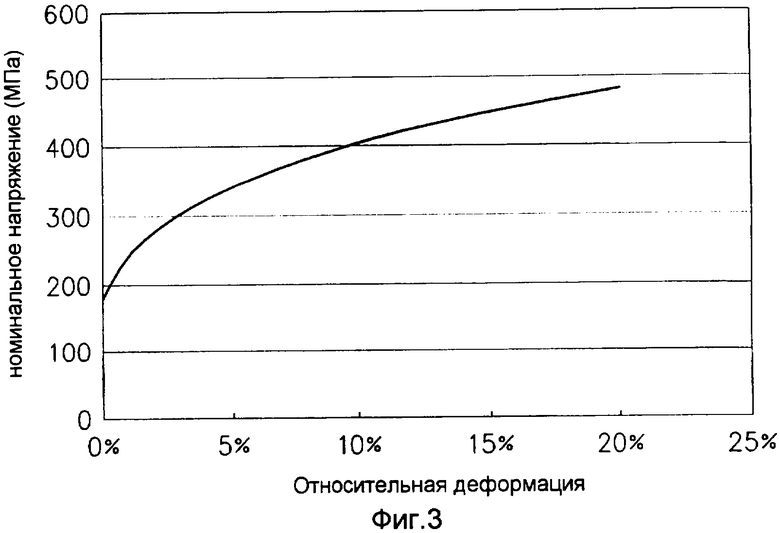
Фиг.3 - график, демонстрирующий соотношение между пределом текучести/напряжением и деформацией материала.
Фиг.4 - чертеж, демонстрирующий распределение толщины листа в примере анализа штамповки.
Фиг.5 - чертеж, демонстрирующий распределение деформаций в примере анализа штамповки.
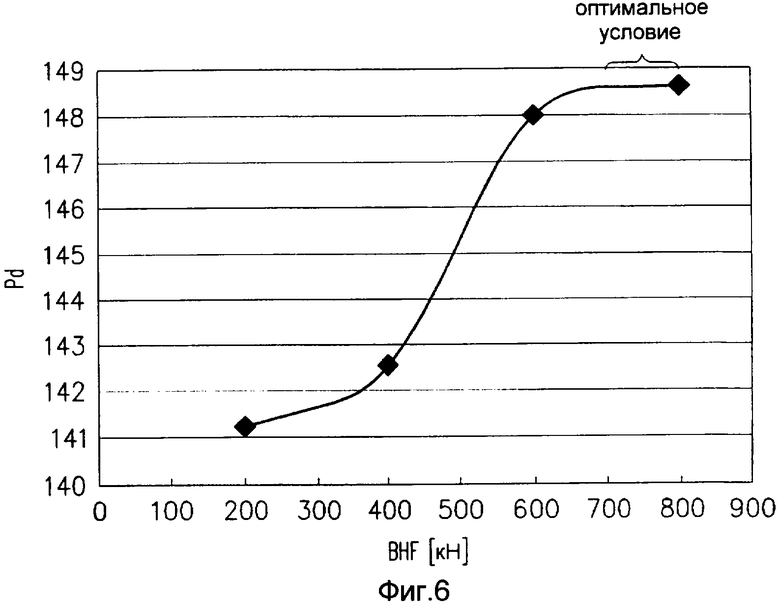
Фиг.6 - график, демонстрирующий соотношение между силой прижима и прочностью панели.
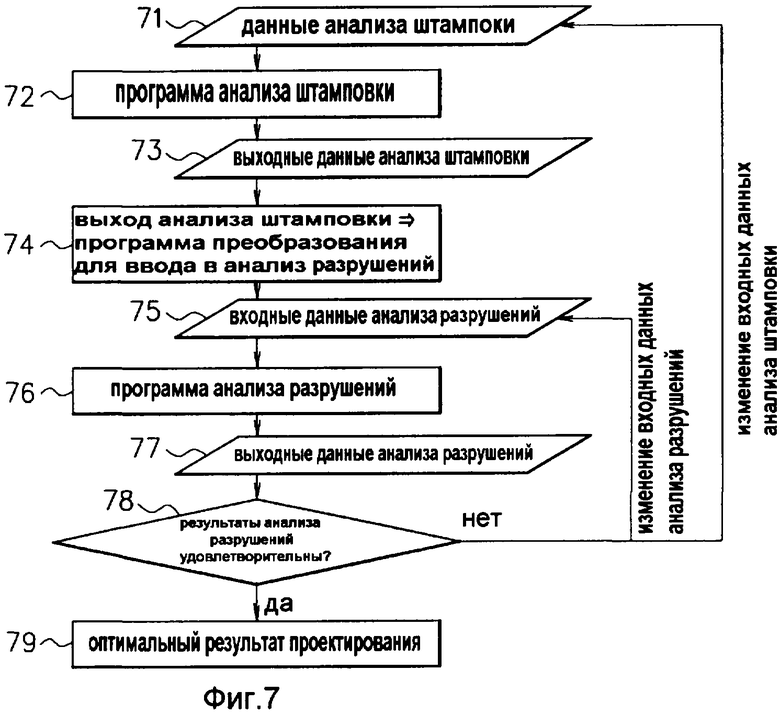
Фиг.7 - логическая блок-схема, поясняющая последовательность операций по проектированию детали во втором варианте осуществления.
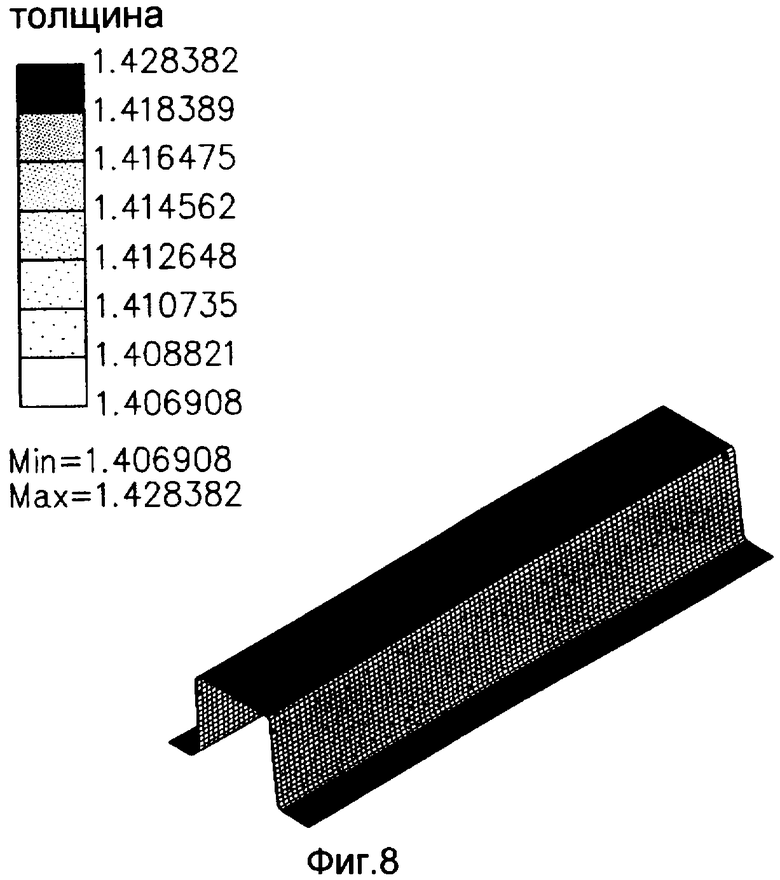
Фиг.8 - чертеж, демонстрирующий распределение толщины листа в примере анализа штамповки.
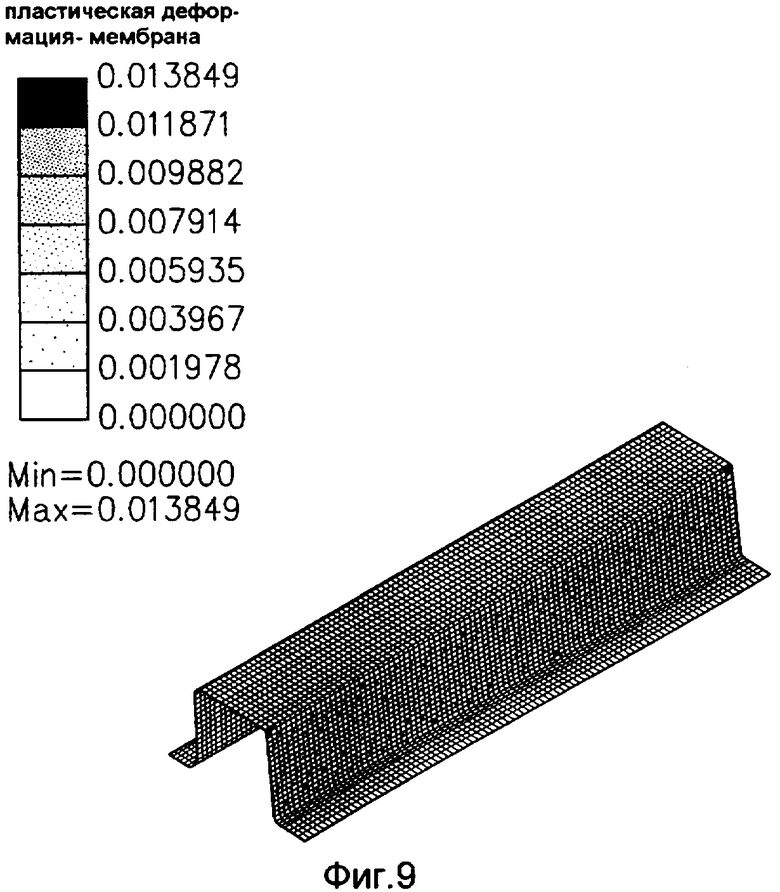
Фиг.9 - чертеж, демонстрирующий распределение деформаций в примере анализа штамповки.
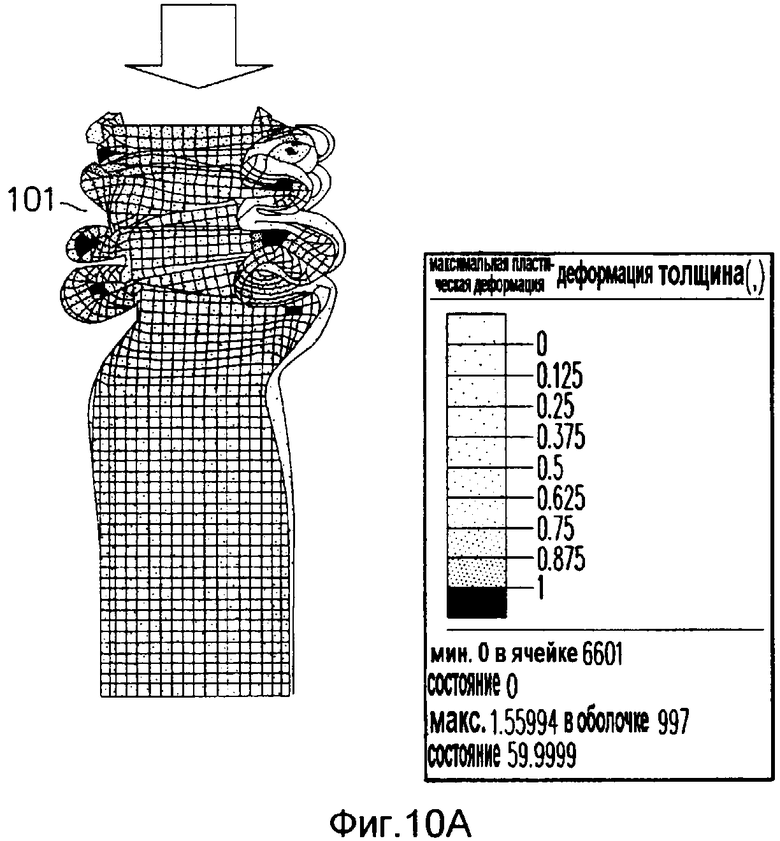
Фиг.10A - чертеж, демонстрирующий пример анализа разрушений и хороший режим деформации с короблением.
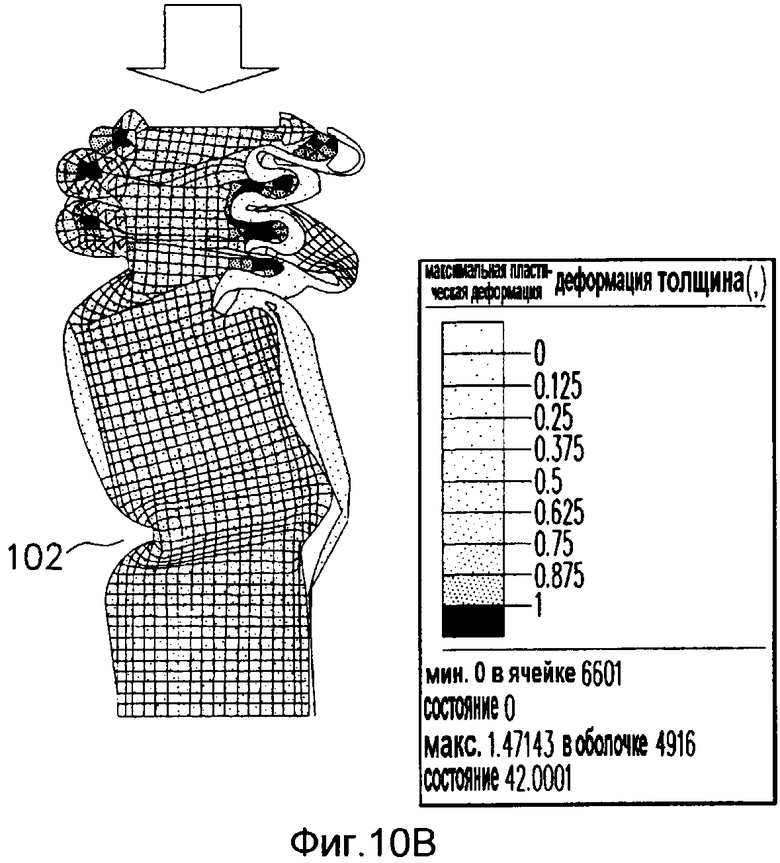
Фиг.10B - чертеж, демонстрирующий пример анализа разрушений и плохой режим деформации с короблением.
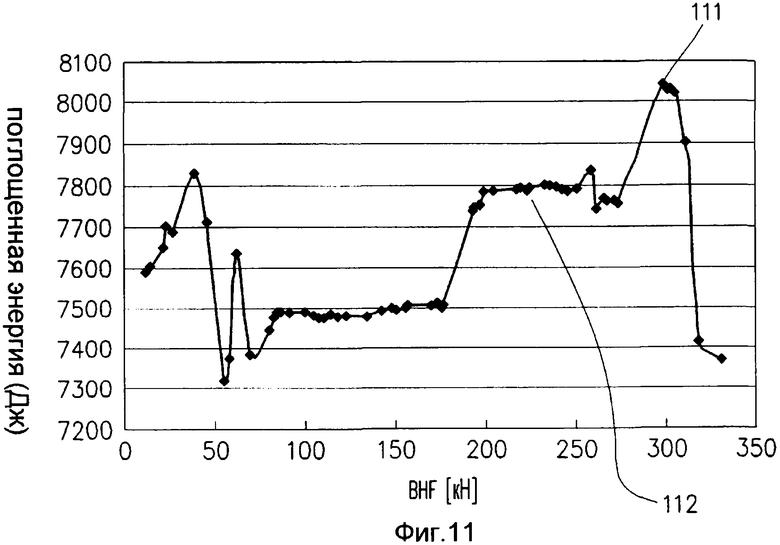
Фиг.11 - график, демонстрирующий соотношение между условием штамповки и поглощенной энергией разрушения.
Фиг.12 - график, демонстрирующий соотношение между условием штамповки и поглощенной энергией разрушения.
Фиг.13 - чертеж, демонстрирующий форму после штамповки детали, выполненной из составной заготовки.
Фиг.14 - график, демонстрирующий соотношение между положением сварных швов составной заготовки и поглощенной энергией разрушения.
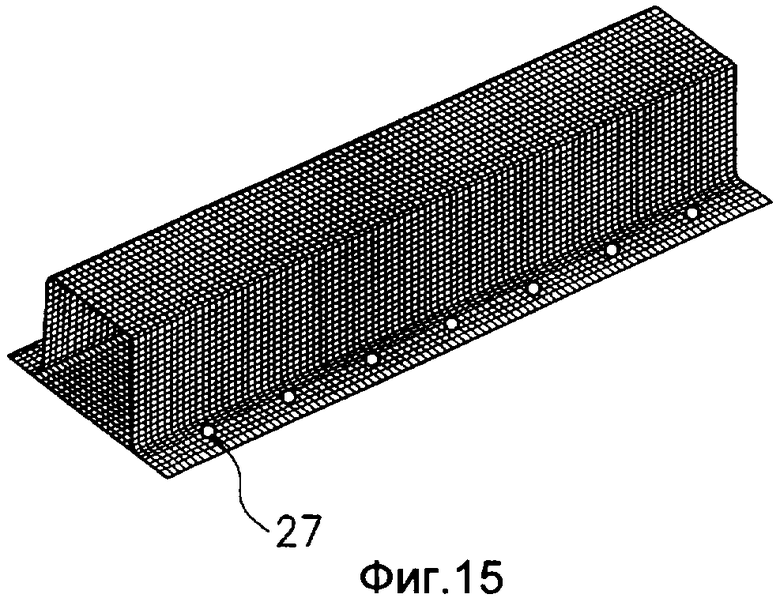
Фиг.15 - чертеж, демонстрирующий положения точечных сварных соединений.
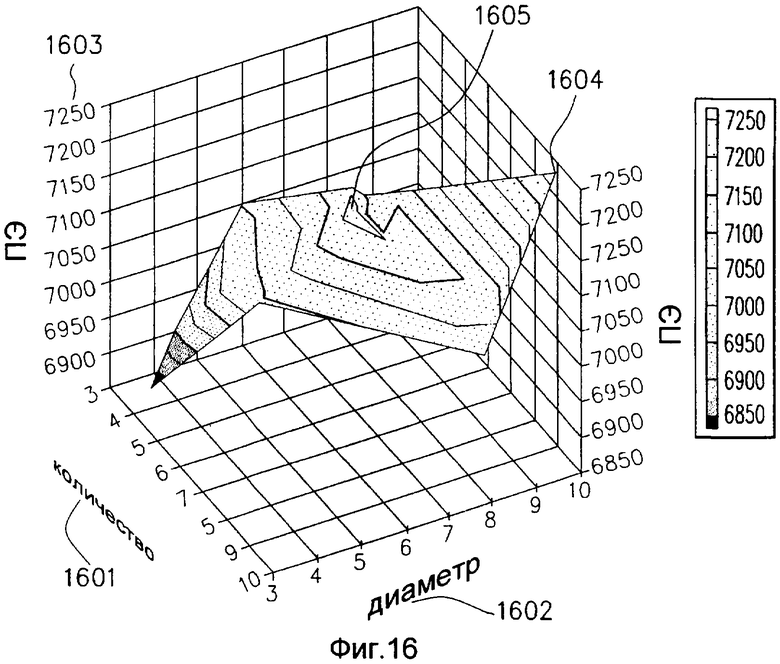
Фиг.16 - график, демонстрирующий соотношение между условиями соединения и поглощенной энергией разрушения.
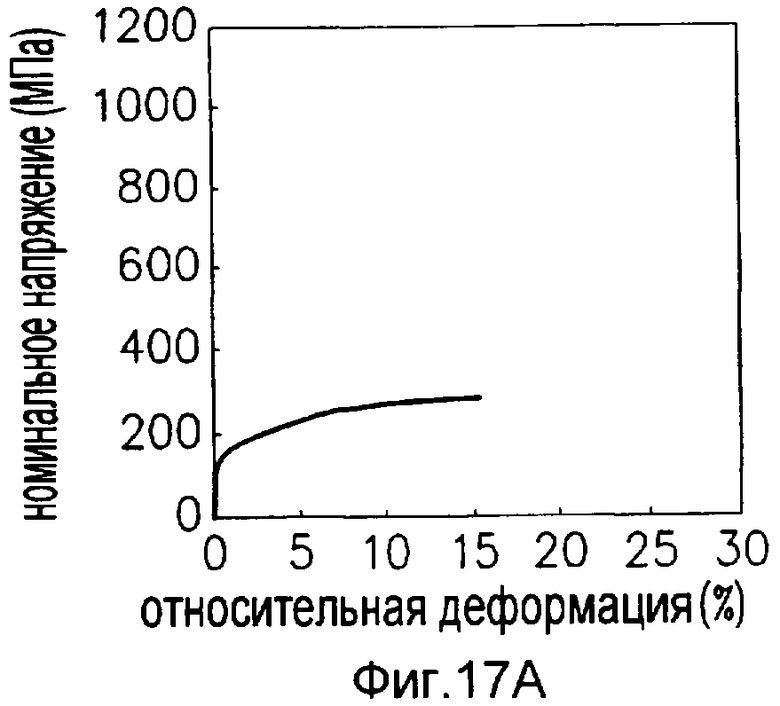
Фиг.17A - график, демонстрирующий соотношение между пределом текучести/напряжением и деформацией материала для стальной пластины с прочностью на растяжение 270 МПа.
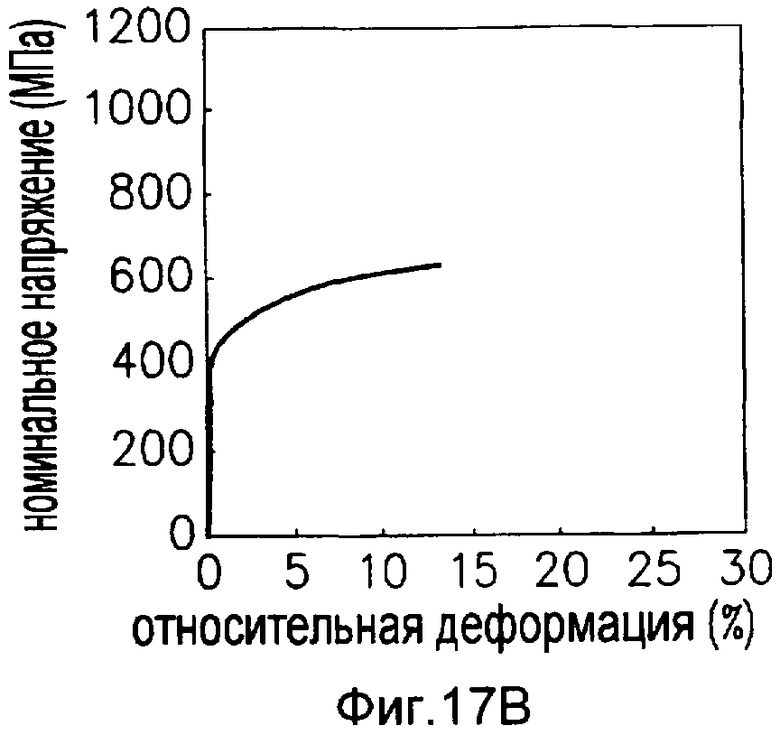
Фиг.17B - график, демонстрирующий соотношение между пределом текучести/напряжением и деформацией материала для стальной пластины с прочностью на растяжение 590 МПа.
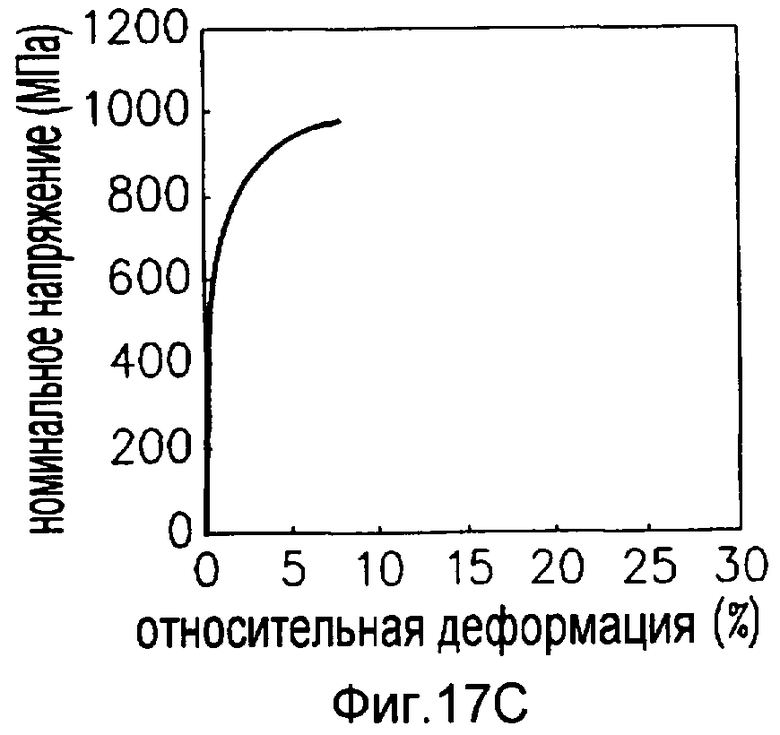
Фиг.17C - график, демонстрирующий соотношение между пределом текучести/напряжением и деформацией материала для стальной пластины с прочностью на растяжение 980 МПа.
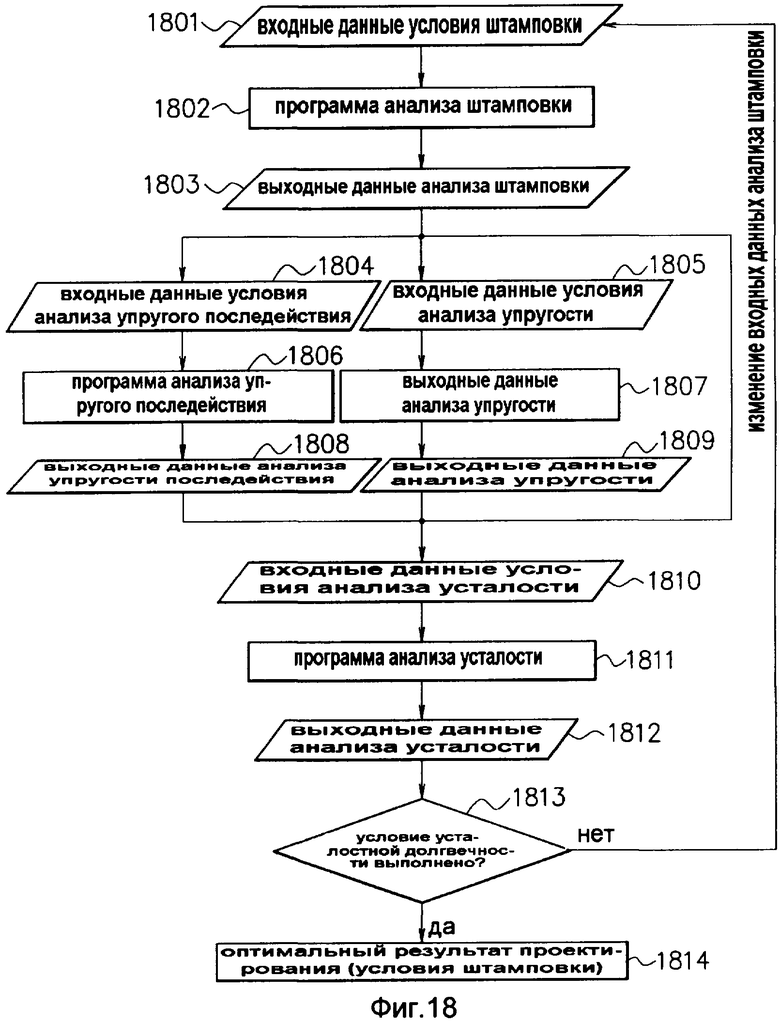
Фиг.18 - логическая блок-схема, поясняющая последовательность операций по проектированию детали в третьем варианте осуществления.
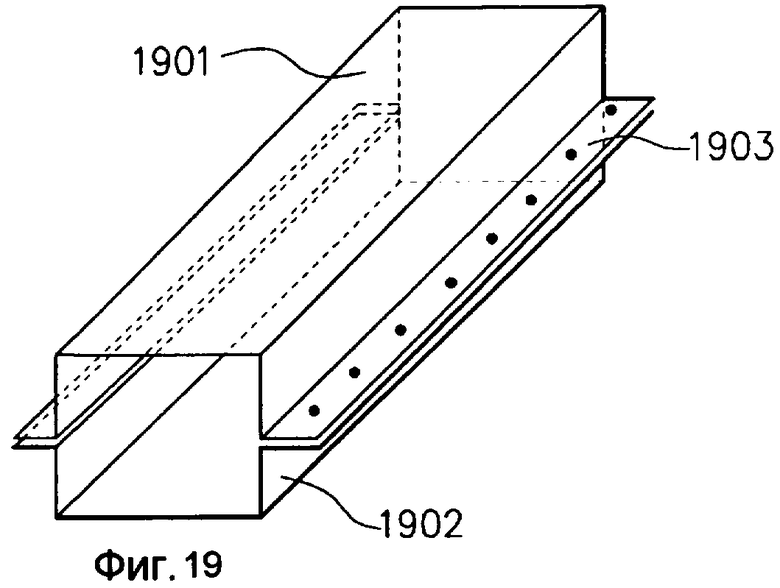
Фиг.19 - чертеж, демонстрирующий пример детали, состоящей из штампованных изделий.
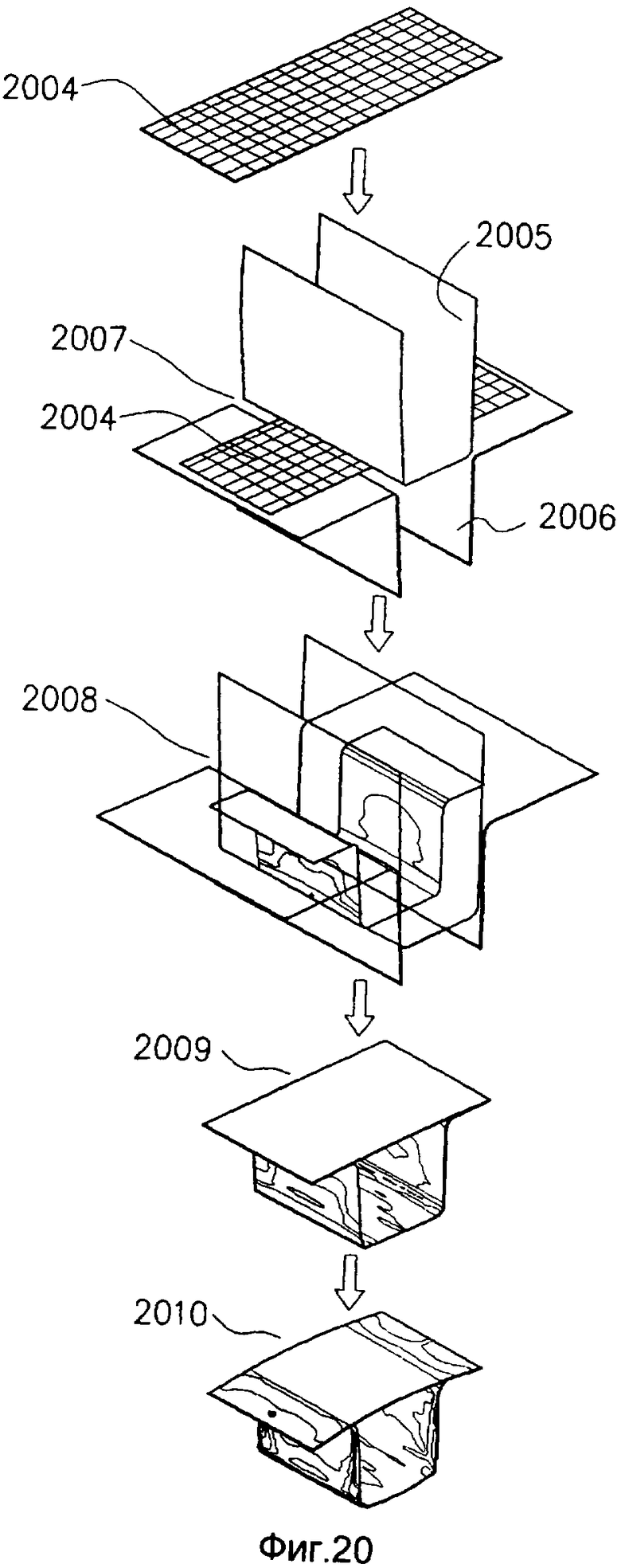
Фиг.20 - схема, демонстрирующая пример процедур вычисления для получения распределения остаточных напряжений.
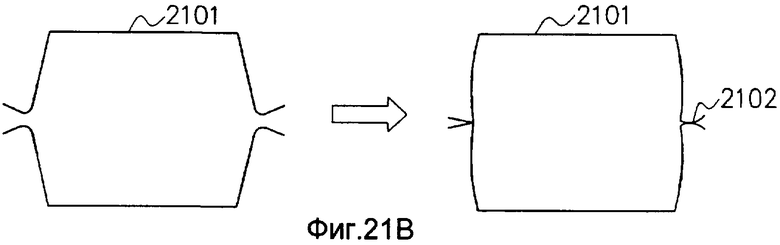
Фиг.21A - схема, демонстрирующая пример получения распределения остаточных напряжений путем осуществления анализа упругого последействия после сборки штампованных изделий в деталь.
Фиг.21B - схема, демонстрирующая пример получения распределения остаточных напряжений путем сборки штампованных изделий в деталь после применения анализа упругого последействия к штампованным изделиям.
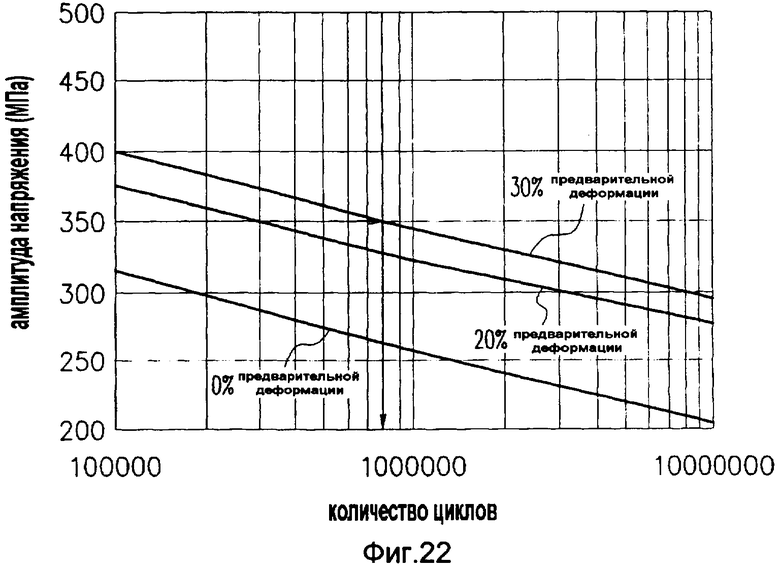
Фиг.22 - пример график S-N в отношении предварительных деформаций.
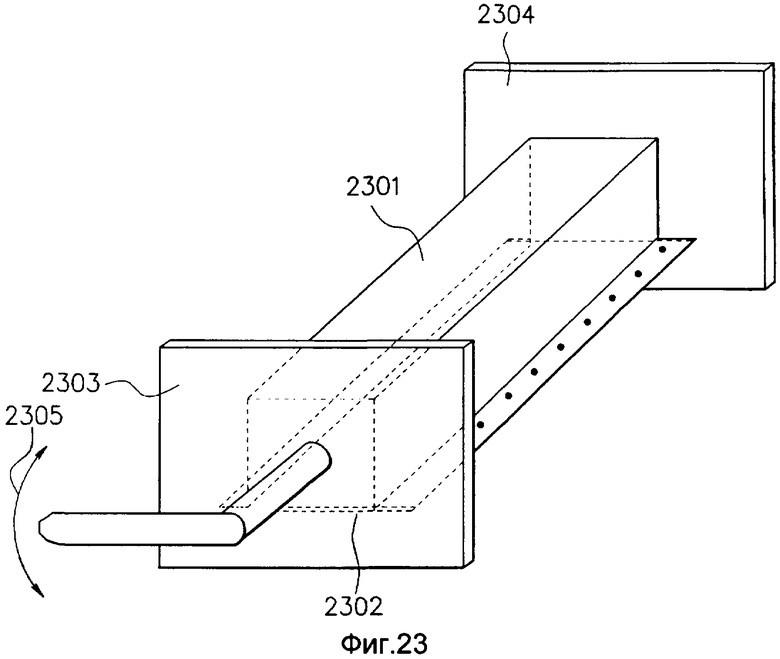
Фиг.23 - схема, демонстрирующая испытание на усталостную прочность детали, имеющей шляповидное сечение.
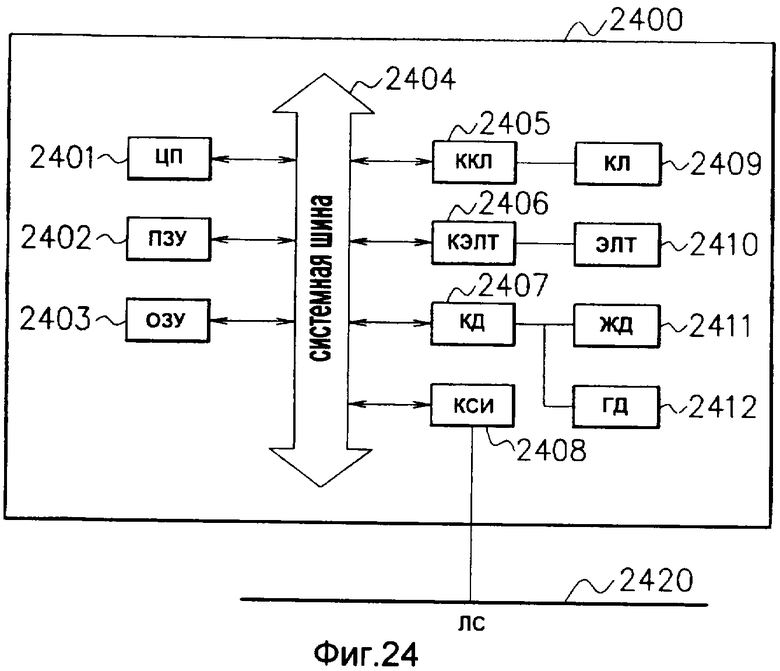
Фиг.24 - блок-схема, демонстрирующая пример компьютерной системы, действующей как устройство проектирования.
Фиг.25 - схема, демонстрирующая пример традиционного совмещенного анализа процесса штамповки и разрушения.
Подробное описание предпочтительных вариантов осуществления
Ниже предпочтительные варианты осуществления, отвечающие настоящему изобретению, будут описаны со ссылкой на чертежи.
<Первый вариант осуществления>
1. Цель проектирования
В порядке примера настоящего изобретения будет разработано оптимальное условие штамповки для детали типа панели. На Фиг.1 показана логическая блок-схема, демонстрирующая этапы способа проектирования деталей согласно первому варианту осуществления. На Фиг.2 показан внешний вид штампованной детали. Деталь типа панели формируется путем штамповки. Деталь подвергается действию локальной силы (ниже именуемой “силой”) вокруг своего центра, и после устранения силы в ней остается вмятина. Условие штамповки (сила прижима=BHF) оптимизируется так, чтобы сила, создающая вмятину определенной величины, а именно прочность панели в качестве эксплуатационной характеристики детали достигала максимума.
Деталь типа панели имеет размер 620 мм по одной стороне, 70 мм по ширине фланца и 0,7 мм по толщине листа. Материал представляет собой стальную пластину, имеющую прочность на растяжение 370 МПа.
В качестве других условий штамповки, длина хода задана равной 100 мм, начальная сила прижима (BHF) задана равной 400 кН, коэффициент трения задан равным 0,12, и соотношение между пределом текучести/напряжением и деформацией материала задано, как показано на Фиг.3.
2. Анализ штамповки
Анализ штамповки осуществляется путем ввода вышеописанных условий штамповки с использованием программы анализа методом конечных элементов PAM-STAMP. Распределение толщины листа и распределение деформаций показаны на Фиг.4 и Фиг.5, соответственно.
3. Преобразование данных
Результат анализа (в случае, например, когда сила прижима BHF=200 кН, толщина листа=0,613 мм и деформация=0,07557) толщины листа и деформации при анализе штамповки в исходном положении 21, показанном на Фиг.2, вводится в программу электронной таблицы, и затем деформация (0,07557) преобразуется в напряжение (375,5 МПа) на основании соотношения между напряжением и деформацией, показанного на Фиг.3, подлежащего вводу в качестве условия анализа прочности (параметра состояния).
4. Анализ прочности
Согласно методу анализа прочности, формула “Pd=K×tm×σ” (Puresu Seikei Nan-i Hando Bukku (название на английском языке Press Formation Difficulty Handbook), THE NIKKAN KOGYO SHIMBUN LTD., Токио, 1997) используется вычисление силы, создающей вмятину определенной величины (прочности панели) в случае, когда сила применяется к исходному положению 21. “K” обозначает постоянное число, зависящее от формы панели, “t” обозначает толщину листа, “m” обозначает показатель степени, и “σ” обозначает напряжение, вычисленное на основании Фиг.3 с использованием деформации, полученной при анализе штамповки. Здесь предполагается, что K=1,0 и m=2, и анализ прочности осуществляется с использованием программы электронной таблицы. Например, если сила прижима BHK=200 кН, то Pd=1,0×0,6132×375,5=141,2.
5. Оценивание характеристики прочности и изменение условия штамповки
Из вышеописанных условий штамповки сила прижима (BHF) изменяется в диапазоне от 200 кН до 800 кН, и компьютер осуществляет вычисление с этапа 1 по этап 7 на Фиг.1 четыре раза подряд, для нахождения оптимального условия штамповки, дающего максимальное значение прочности панели.
6. Результат
Результат показан на Фиг.6, где горизонтальная ось указывает силу прижима (BHF), и вертикальная ось указывает прочность панели (Pd). На основании результата условие штамповки, при котором прочность панели достигает максимума, состоит в том, что сила прижима BHF=700 кН~800 кН и прочность панели примерно равна 148.
<Второй вариант осуществления>
Во втором варианте осуществления будет дано описание проектирования детали, являющейся деталью передней стороны и т.п. автомобиля для поглощения энергии разрушения, возникающей в момент автомобильной аварии.
На Фиг.7 показана логическая блок-схема, поясняющая последовательность операций по проектированию детали во втором варианте осуществления. Прежде всего, в качестве условий штамповки задаются соответствующие условия 71, а именно форма детали, длина хода, сила прижима заготовки, давление башмака, коэффициент трения, прочность материала на растяжение, предел текучести, соотношение между напряжением и деформацией, толщина листа и положение сварки в специальной заготовке, и компьютер осуществляет анализ штамповки (72) посредством программы анализа штамповки с использованием вышеописанных условий в качестве входных данных.
Заметим, что в настоящем изобретении давление башмака и положение сварки в специальной заготовке - это элементы данных, подлежащие вводу по требованию. Специальная заготовка означает материал, сформированный путем сварки металлических пластин, отличающихся, по меньшей мере, толщиной листа, прочностью на растяжение или пределом текучести в продольном направлении. В случае, когда вводится давление башмака, предположительно, можно избежать брака при штамповке, например, трещины или складки, и обеспечить надлежащее деформационное упрочнение (деформацию). Кроме того, в случае ввода положения сварки специальной заготовки предположительно можно добиться повышения описанной ниже эксплуатационной характеристики при разрушении за счет обеспечения листов разной толщины и/или из разного материала для одних и тех же деталей.
Затем, на основании условий штамповки 71, компьютер осуществляет анализ штамповки (72) для преобразования выходных данных (распределения толщины листа, распределения деформаций и распределения напряжений) 73 анализа штамповки во входные данные 75 для анализа разрушений с помощью программы преобразования (74).
Заметим, что, в настоящем изобретении распределение напряжений в штампованном изделии является элементом данных, подлежащим выводу по требованию, в качестве результата анализа штамповки. Выводя распределение напряжений в штампованном изделии и осуществляя последующий анализ разрушений на его основании, предположительно, можно обеспечить осуществление высокоточного проектирования, в котором явление(я) деформации и/или разрушения в момент аварии можно надежно дублировать.
Затем, на основании распределения толщины листа, распределения деформаций, распределения напряжений, формы детали, условия соединения детали и ударной силы для штампованного изделия в качестве условий анализа разрушений 75, компьютер осуществляет анализ разрушений (76) с помощью программы анализа разрушений для вывода выходных данных (поглощенной энергии разрушения и режима деформации с короблением) 77 анализа разрушений, и оценивает их (78).
Заметим, что в настоящем изобретении среди условий анализа разрушений распределение напряжений в штампованном изделии является элементом данных, подлежащим вводу по требованию, как описано выше. Кроме того, условие соединения детали является элементом данных, подлежащим вводу в условия анализа разрушений по мере необходимости. Условия соединения представляют собой, в частности, один вид, два вида или более из метода сварки, подводимой теплоты, температуры предварительного нагрева, количества точечных сварок, диаметра ядра сварной точки, положения сварки и пр. Вводя условия соединения детали в условия анализа разрушений, предположительно, можно добиться нужного режима деформации с короблением в момент аварии и максимальной поглощенной энергии разрушения.
При анализе разрушений вычисления осуществляются для получения поглощенной энергии разрушения и режима деформации. Режим деформации означает режим деформации, когда деталь подвергается деформирующему удару. В частности, возможны режим деформации, в котором деталь складывается гармошкой, или режим деформации, в котором деталь сгибается посередине.
Когда характеристика разрушения не достигает нужного значения, или когда этапы 71-77 не повторяются заранее определенное число раз, по меньшей мере, один вид или более из условий штамповки 71 или условия соединения детали из условий анализа разрушений 75 изменяют, и компьютер осуществляет вычисления, повторяя этапы 71-77 заранее определенное число раз. Процесс прекращается, когда характеристика разрушения достигает нужного значение при повторении этапов 71-77. Заранее определенное число раз, предпочтительно, составляет 10 раз или более для достижения точки максимума поглощенной энергии разрушения. Кроме того, для экономии времени при последовательном анализе предпочтительно повторять эти этапы 100 раз или менее.
При этом можно получить оптимальный результат 79 проектирования, обеспечивающий максимальное значение или участок стабильности поглощенной энергии разрушения.
Заметим, что анализ штамповки и анализ разрушений можно осуществлять с помощью коммерчески доступной программы анализа на основе метода конечных элементов и т.п. или авторской программы. Кроме того, преобразование данных от анализа штамповки к анализу разрушений, оценивание характеристики разрушения и изменение формы и/или условий обработки также осуществляются с помощью коммерчески доступной программы или авторской программы.
Как указано выше, оптимальную деталь можно спроектировать, обеспечив нужный режим деформации с короблением и/или нужную поглощенную энергию разрушения при разрушении автомобиля и найдя характеристику конструкции (форму детали, условие штамповки и т.д.), при которой характеристика разрушения не испытывает сильных изменений даже при флуктуациях условий обработки при изготовлении детали, одновременно учитывая изменение толщины листа и деформационное упрочнение при изготовлении детали.
(Пример 1)
1. Цель проектирования
В порядке Примера 1 второго варианта осуществления, разработаны оптимальные условия штамповки для детали, сформированной точечной сваркой закрывающей пластины со штампованным изделием, имеющим шляповидное сечение. На Фиг.13 показан внешний вид штампованной детали. Штампованное изделие, имеющее шляповидное сечение, сформировано штамповкой. Разрушение детали, предположительно происходит вокруг оси в продольном направлении под действием ударной силы, и условие работы пресса (сила прижима = BHF) оптимизировано так, чтобы поглощенная энергия разрушения в это время достигала максимума.
Размер штампованного изделия, имеющего шляповидное сечение, составляет 300 мм в длину, 50 мм по ширине поперечного сечения, 50 мм по высоте поперечного сечения, 20 мм по ширине фланца и 1,4 мм по толщине листа. Размер закрывающей пластины составляет 300 мм в длину, 90 мм в ширину и 1,4 мм по толщине листа. Материал для штампованного изделия, имеющего шляповидное сечение, и закрывающей пластины представляет собой стальную пластину прочностью 590 МПа.
В качестве других условий штамповки, длина хода задана равной 50 мм, начальная сила прижима (BHF) задана равной 40 кН, коэффициент трения задан равным 0,15, и соотношения между пределом текучести / напряжением и деформацией материала задано, как показано на Фиг.17B.
2. Анализ штамповки
Вышеописанные условия штамповки вводятся, после чего анализ штамповки осуществляется с использованием коммерчески доступной программы анализа конечных элементов “Hyper Form” для вычисления распределения толщины листа, показанного на Фиг.8, и распределения деформаций в штампованном изделии, показанного на Фиг.9.
3. Преобразование данных
Результаты анализа изменения толщины листа и распределения деформаций при анализе штамповки преобразуются во входные данные для анализа разрушений с использованием авторской программы, написанной на FORTRAN, и распределение толщины листа, распределение деформаций и форма детали штампованного изделия вводятся в качестве условий анализа разрушений.
4. Анализ разрушений
В качестве условия анализа разрушений вводится, дополнительно, ударная сила, такая же, как в случае разрушения стального изделия массой 553,6 кг на скорости 6,26 м/с, и анализ разрушений осуществляется с использованием коммерчески доступной программы анализа конечных элементов “PAM-CRASH”. Согласно Фиг.10A и 10B, поглощенная энергия разрушения и режим деформации вычисляются, в том числе, для случая, когда условие штамповки изменяется, что будет описано ниже. На Фиг.10A показан хороший режим деформации с короблением, в котором правильная деформация с короблением 101 повторяет в осевом направлении, и на Фиг.10B показан плохой режим деформации с короблением, в котором происходит неправильная деформация с короблением 102.
5. Оценивание характеристики разрушения и изменение условия обработки
Используется коммерчески доступный инструмент оптимизации “iSIGHT”. Для максимизации и стабилизации поглощенной энергии разрушения, из вышеописанных условий штамповки, сила прижима (BHF) изменяется в диапазоне от 1 кН до 350 кН, затем компьютер осуществляет вычисление с этапа 71 по этап 77, показанных на Фиг.7, 70 раз подряд, и осуществляется поиск оптимального условия штамповки, обеспечивающего максимальное значение или участок стабильности поглощенной энергии разрушения.
6. Результат
Результат показан на Фиг.11, где горизонтальная ось указывает силу прижима заготовки (BHF), и вертикальная ось указывает поглощенную энергию разрушения. На основании результата, точка 111, в которой поглощенная энергия разрушения достигает максимума, отличается тем, что сила прижима BHF=298 кН, где поглощенная энергия разрушения равна 8044 Дж. Однако при этих условиях, если сила прижима заготовки BHF флуктуирует, поглощенная энергия разрушения резко изменяется, поэтому, когда высокоточное управление прессом затруднено, трудно принять точку в качестве оптимальной характеристики конструкции.
При этом существует диапазон, в котором сила прижима заготовки BHF=200 кН~250 кН, в качестве диапазона 112, в котором поглощенная энергия разрушения стабилизируется на высоком уровне, откуда следует, что его среднюю точку можно считать оптимальной характеристикой конструкции.
Кроме того, при тех же условиях, как в Примере 1, при дополнительном осуществлении анализа штамповки, вычисляется распределение напряжений в штампованном изделии (изображение распределения напряжений здесь опущено), анализ разрушений осуществляется путем включения этого распределения напряжений, и вышеописанные повторяющиеся вычисления осуществляются 25 раз при изменяющейся силе прижима заготовки, в результате существует диапазон, в котором сила прижима BHF=220 кН~260 кН, откуда следует, что его среднюю точку можно считать оптимальной характеристикой конструкции.
(Пример 2)
1. Цель проектирования
В порядке Примера 2 второго варианта осуществления, разработаны оптимальные условия штамповки для детали, сформированной точечной сваркой закрывающей пластины с деталью, имеющей шляповидное сечение. Деталь, имеющая шляповидное сечение, сформирована штамповкой. Разрушение детали, предположительно происходит вокруг оси в продольном направлении под действием ударной силы, и условие работы пресса (давление башмака) оптимизировано так, чтобы поглощенная энергия разрушения в это время достигала максимума.
Размер детали, имеющей шляповидное сечение, составляет 300 мм в длину, 50 мм по ширине поперечного сечения, 50 мм по высоте поперечного сечения, 20 мм по ширине фланца и 1,4 мм по толщине листа. Размер закрывающей пластины составляет 300 мм в длину, 90 мм в ширину и 1,4 мм по толщине листа. Материал для детали, имеющей шляповидное сечение, и закрывающей пластины представляет собой стальную пластину прочностью 590 МПа.
В качестве других условий штамповки, длина хода задана равной 50 мм, начальная сила прижима заготовки (BHF) задана равной 200 кН, начальное давление башмака задано равным 1 кН, коэффициент трения задан равным 0,15, и соотношение между пределом текучести/напряжением и деформацией материала задано, как показано на Фиг.17B.
2. Анализ штамповки
Вышеописанные условия штамповки вводятся, после чего анализ штамповки с использованием коммерчески доступной программы анализа конечных элементов “PAM-STAMP” осуществляется для вычисления распределения толщины листа штампованного изделия, по аналогии с показанным на Фиг.8, и распределения деформаций, по аналогии с показанным на Фиг.9 (чертеж здесь опущен).
3. Преобразование данных
Результаты анализа изменения толщины листа и распределения деформаций при анализе штамповки преобразуются во входные данные с использованием авторской программы, написанной на FORTRAN, и распределение толщины листа, распределение деформаций и форма детали штампованного изделия вводятся в качестве условий анализа разрушений.
4. Анализ разрушений
В качестве условия анализа разрушений вводится, дополнительно, ударная сила, такая же, как в случае разрушения стального изделия массой 553,6 кг на скорости 6,26 м/с, и анализ разрушений осуществляется с использованием коммерчески доступной программы анализа конечных элементов “PAM-CRASH”. При включении описанного ниже случая, когда условие давления башмака изменяется, получаются такие же результаты, как показаны на чертежах Фиг.10A и 10B (чертежи здесь опущены). При давлении башмака 18 кН или более показан режим деформации с короблением, в котором деталь изгибается.
5. Оценивание характеристики разрушения и изменение условия обработки
Используется коммерчески доступный инструмент оптимизации “iSIGHT”. Для максимизации и стабилизации поглощенной энергии разрушения, из вышеописанных условий штамповки, давление башмака изменяется в диапазоне от 1 кН до 25 кН, затем компьютер осуществляет вычисление с этапа 71 по этап 77, показанные на Фиг.1, 13 раз подряд, и осуществляется поиск оптимального условия штамповки, обеспечивающего максимальное значение или участок стабильности поглощенной энергии разрушения.
6. Результат
Результат показан на Фиг.12. На графике горизонтальная ось указывает давление башмака и вертикальная ось указывает поглощенную энергию разрушения. На основании результата, точка 1201, в которой поглощенная энергия разрушения достигает максимума, соответствует давлению башмака=16 кН, где поглощенная энергия разрушения равна 8300 Дж.
(Пример 3)
1. Цель проектирования
В порядке Примера 3 второго варианта осуществления разработаны оптимальные условия штамповки для детали, сформированной точечной сваркой закрывающей пластины с деталью, имеющей шляповидное сечение. Деталь, имеющая шляповидное сечение, сформирована штамповкой материала специальной заготовки. Разрушение детали, предположительно происходит вокруг оси в продольном направлении под действием ударной силы, и условие работы пресса (положение сварки в специальной заготовке) оптимизировано так, чтобы поглощенная энергия разрушения в это время достигала максимума.
Размер детали, имеющей шляповидное сечение, составляет 300 мм в длину, 50 мм по ширине поперечного сечения, 50 мм по высоте поперечного сечения, 20 мм по ширине фланца и 1,2 мм по толщине листа. Размер закрывающей пластины составляет 300 мм в длину, 90 мм в ширину и 1,2 мм по толщине листа. Материалами для детали, имеющей шляповидное сечение, являются стальные пластины прочностью 270 МПа, 980 МПа и 590 МПа с верхней части, соответственно, а для закрывающей пластины - стальная пластина прочностью 590 МПа. На Фиг.13 показан внешний вид детали, имеющей шляповидное сечение.
В качестве других условий штамповки длина хода задана равной 50 мм, сила прижима (BHF) задана равной 10 кН, и коэффициент трения задан равным 0,15. Соотношения между пределом текучести / напряжением и деформацией материалов показаны на Фиг.17A, 17B, 17C для материалов прочностью 270 МПа, 590 МПа, 980 МПа, соответственно.
2. Анализ штамповки
Вышеописанные условия штамповки вводятся, после чего анализ штамповки осуществляется с использованием коммерчески доступной программы анализа конечных элементов “Hyper-Form” для вычисления распределения толщины листа штампованного изделия, по аналогии с показанным на Фиг.8, и распределения деформаций, по аналогии с показанным на Фиг.9 (чертеж здесь опущен).
3. Преобразование данных
Результаты анализа изменения толщины листа и распределения деформаций при анализе штамповки преобразуются во входные данные для анализа разрушений с использованием авторской программы, написанной на FORTRAN, и распределение толщины листа, распределение деформаций и форма детали штампованного изделия вводятся в качестве условий анализа разрушений.
4. Анализ разрушений
В качестве условия анализа разрушений вводится, дополнительно, ударная сила, такая же, как в случае разрушения стального изделия массой 500 кг на скорости 6 м/с, и анализ разрушений осуществляется с использованием коммерчески доступной программы анализа конечных элементов “PAM-CRASH”. При включении описанного ниже случая, когда положение сварки в специальной заготовке изменяется, получаются такие же результаты, как показаны на Фиг.10A и 10B (чертежи здесь опущены). Когда положение сварки в специальной заготовке “a”>160 мм, показан режим деформации с короблением, в котором участок “c” стали прочностью 590 МПа не складывается при хорошем условии.
5. Оценивание характеристики разрушения и изменение условия обработки
Используется коммерчески доступный инструмент оптимизации “iSIGHT”. Для максимизации и стабилизации поглощенной энергии разрушения, из вышеописанных условий штамповки, положение сварки 1304 в специальной заготовке, показанной на Фиг.13, изменяется в диапазоне от “a”=130 мм~170 мм, затем компьютер осуществляет вычисление с этапа 71 по этап 77, показанные на Фиг.1, 50 раз подряд, и осуществляется поиск оптимального условия штамповки, обеспечивающего максимальное значение поглощенной энергии разрушения. Заметим, что длина 1302 центрального участка имеет фиксированное значение “b”=100 мм, и длина 1303 нижнего участка задана равной “c”=(300-a-b) мм.
6. Результат
Результат показан на Фиг.14. На графике, горизонтальная ось указывает положение сварки в составной заготовке, и вертикальная ось указывает поглощенную энергию разрушения. На основании результата точка 1401, в которой поглощенная энергия разрушения достигает максимума, отражает положение сварки в специальной заготовке “a”=148 мм, где поглощенная энергия разрушения равна 6900 Дж.
(Пример 4)
1. Цель проектирования
В порядке Примера 4 второго варианта осуществления разработаны оптимальные условия штамповки для детали, сформированной точечной сваркой закрывающей пластины с деталью, имеющей шляповидное сечение. Деталь, имеющая шляповидное сечение, сформирована штамповкой стальной пластины. Разрушение детали предположительно происходит вокруг оси в продольном направлении под действием ударной силы, и условие соединения оптимизировано так, чтобы поглощенная энергия разрушения в это время достигала максимума. В частности, как для точечной сварки фланца детали, имеющей шляповидное сечение, и закрывающей пластины, количество сварных соединений и диаметр ядра сварной точки оптимизированы.
Размер детали, имеющей шляповидное сечение, составляет 300 мм в длину, 50 мм по ширине поперечного сечения, 50 мм по высоте поперечного сечения, 20 мм по ширине фланца и 1,4 мм по толщине листа. Размер закрывающей пластины составляет 300 мм в длину, 90 мм в ширину и 1,4 мм по толщине листа. Материалом является высокопрочная стальная пластина прочностью 590 МПа.
В качестве других условий штамповки длина хода задана равной 50 мм, сила прижима (BHF) задана равной 34 кН и коэффициент трения задан равным 0,15. Соотношение между пределом текучести/напряжением и деформацией материала задано, как показано на Фиг.17B.
2. Анализ штамповки
Вышеописанные условия штамповки вводятся, после чего анализ штамповки осуществляется с использованием коммерчески доступной программы анализа конечных элементов “Hyper-Form” для вычисления распределения толщины листа штампованного изделия, по аналогии с показанным на Фиг.8, и распределения деформаций, по аналогии с показанным на Фиг.9 (чертеж здесь опущен).
3. Преобразование данных
Результаты анализа распределения толщины листа и распределения деформаций при анализе штамповки преобразуются во входные данные для анализа разрушений с использованием авторской программы, написанной на FORTRAN, и распределение толщины листа, распределение деформаций и форма детали штампованного изделия вводятся в качестве условий анализа разрушений.
4. Анализ разрушений
В качестве условия анализа разрушений вводится, дополнительно, ударная сила, такая же, как в случае разрушения стального изделия массой 553,6 кг на скорости 6,26 м/с, и анализ разрушений осуществляется с использованием коммерчески доступной программы анализа конечных элементов “PAM-CRASH”. При включении описанного ниже случая, когда количество точечных сварок и диаметр ядра сварной точки изменяются, получаются такие же результаты, как показаны на Фиг.10A и 10B (чертежи здесь опущены). Когда количество сварных соединений типа точечной сварки равно семи, и диаметр ядра сварной точки равен 7 мм, показан режим деформации с короблением, при котором деталь складывается гармошкой, и когда количество сварных соединений и диаметр ядра сварной точки отличны от вышеуказанных, показан режим деформации с короблением, при котором деталь сгибается посередине.
5. Оценивание характеристики разрушения и изменение условия обработки
Используется коммерчески доступный инструмент оптимизации “iSIGHT”. Для максимизации и стабилизации поглощенной энергии разрушения, из условий соединения детали, количество точечных сварок изменяется в диапазоне от 3 до 10 для одной стороны, как показано на Фиг.15, и диаметр ядра сварной точки точечной сварки изменяется в диапазоне от 3 мм до 10 мм, и затем компьютер вычисляет этапы 71-77, показанные на Фиг.1, 16 раз подряд, чтобы найти оптимальное условие штамповки или оптимальное условие соединения, обеспечивающее максимальное значение поглощенной энергии разрушения.
6. Результат
Результат показан на Фиг.16, где горизонтальная ось 1601 указывает количество точечных сварных соединений, горизонтальная ось 1602 указывает диаметр ядра сварной точки, и вертикальная ось 1603 указывает поглощенную энергию разрушения. На основании результата точка 1604, в которой поглощенная энергия разрушения достигает максимума, соответствует случаю, когда количество точечных сварных соединений равно девяти, и диаметр ядра сварной точки равен 10 мм, где поглощенная энергия разрушения равна 7237 Дж. Кроме того, когда количество точечных сварных соединений равно семи, и диаметр ядра сварной точки равен 7 мм, существует точка максимума 1605, в которой поглощенная энергия разрушения равна 7125 Дж, и ее следует рассматривать как возможную оптимальную характеристику конструкции с учетом стоимости точечной сварки.
Кроме того, в случае, когда вышеописанные оптимальные условия соединения обеспечены, и сила прижима заготовки, в качестве условии штамповки, изменяется, и вышеописанные повторяющиеся вычисления осуществляются 13 раз, поглощенная энергия разрушения стабилизируется на высоком уровне, когда сила прижима заготовки BHF=200 кН~250 кН, и выясняется, что ее среднюю точку можно считать оптимальной характеристикой конструкции.
<Третий вариант осуществления>
В третьем варианте осуществления часть, деталь или конструкция, используемая в машине, особенно промышленной машине, например, автомобиле, сельскохозяйственной машине и пр., прогнозируется на предмет усталостной долговечности при циклической нагрузке, возникающей при вождении машины, и будет описано проектирование оптимальных условий штамповки, обеспечивающих максимальное значение усталостной долговечности или целевую усталостную долговечность.
Со ссылкой на логическую блок-схему, показанную на Фиг.18, будет описана последовательность операций по проектированию детали согласно третьему варианту осуществления. Прежде всего в качестве условий штамповки, задаются соответствующие входные данные 1801, а именно форма материала до штамповки, форма штампованного изделия, форма инструмента, длина хода, сила прижима заготовки, коэффициент трения, прочность материала на растяжение, предел текучести, соотношение между напряжением и деформацией и толщина листа, и компьютер осуществляет анализ штамповки (1802) посредством программы анализа штамповки с использованием вышеописанных условий в качестве входных данных.
На основании входных данных 1801 условий штамповки компьютер осуществляет анализ штамповки (1802), и выводит толщину листа, распределение напряжений после штамповки и распределение деформаций после штамповки в штампованном изделии в качестве выходных данных 1803 анализа штамповки.
Затем распределение толщины листа, распределение напряжений после штамповки и форма детали из выходных данных 1803 анализа штамповки задаются как входные данные 1804 условий анализа упругого последействия, и компьютер осуществляет анализ упругого последействия (1806) с использованием программы анализа упругого последействия на основании входных данных 1804 для вывода распределения остаточных напряжений в детали в качестве выходных данных 1808 анализа упругого последействия.
Кроме того, параллельно с этим, из выходных данных 1803 анализа штамповки, распределение толщины листа, форма детали и статическая нагрузка задаются в качестве входных данных 1805 для условий анализа упругости, и компьютер осуществляет анализ упругости (1807) на детали на основании входных данных 1805 с использованием программы анализа упругости для вывода распределения напряжений за пределами упругой деформации и распределения деформаций за пределами упругой деформации в качестве выходных данных 1809 анализа упругости.
Затем распределение деформаций после штамповки из выходных данных 1803 анализа штамповки, распределение остаточных напряжений выходных данных 1808 анализа упругого последействия, и распределение напряжений за пределами упругой деформации и распределение деформаций за пределами упругой деформации из выходных данных 1809 анализа упругости, и усталостная нагрузка задаются в качестве входных данных 1810 условий для анализа усталости, и компьютер осуществляет анализ усталости (1811) на основании входных данных 1810 с использованием программы анализа усталости для вывода усталостной долговечности детали в качестве выходных данных 1812 анализа усталости и оценивает, соответствует ли усталостная долговечность целевой долговечности, или достигает ли усталостная долговечность максимального значения (1813).
Когда усталостная долговечность детали не достигает нужного значения, по меньшей мере, один вид или более входных данных 1801 из условий штамповки изменяют, и компьютер снова производит вычисления с этапа 1801 по этап 1812 заранее определенное число раз.
Когда, в результате повторения этапов 1801-1812, усталостная долговечность детали достигает нужного значения, процесс останавливается.
Таким образом, можно получить оптимальные условия штамповки 1814, дающие максимальное значение усталостной долговечности или целевую долговечность.
Заметим, что для анализа штамповки, анализа упругого последействия, анализа статической упругости и анализа усталостной долговечности, можно использовать коммерчески доступную программу анализа на основе метода конечных элементов и т.п. или авторскую программу. В качестве программы анализа штамповки или программы анализа упругого последействия, коммерчески доступны такие решающие программы, как PAM-STAMP, LS-DYNA, ABAQUS и пр., а для анализа упругости коммерчески доступны решающие программы, использующие метод конечных элементов, например NASTRAN, MARC, ABAQUS и пр. В качестве программы анализа усталостной долговечности, коммерчески доступно такое программное обеспечение, как MSC.Fatigue, FEMFAT, FE-Fatigue и т.п. Кроме того, перенос данных результата анализа штамповки или результата анализа упругого последействия в/из анализа усталостной долговечности и изменение условий анализа осуществляются с использованием коммерчески доступной программы или авторской программы. В качестве инструмента оптимизации, автоматически изменяющего условия анализа и осуществляющего повторяющееся вычисление для получения оптимального результата, коммерчески доступны такие программные средства оптимизации, как iSIGHT, OPTIMUS, AMDESS и пр., позволяющие автоматизировать повторяющееся вычисление, показанное на Фиг.18.
Входные данные 1804, 1805, 1810 могут поступать из внешнего модуля ввода в каждом случае или могут автоматически импортироваться в программу.
На Фиг.19 показан пример детали, сформированной из двух штампованных изделий 1901, 1902, соединенных точечными сварками 1903. Кроме того, на Фиг.20, показаны примеры процедур вычисления (соответствующие 1801, 1802, 1803, 1804, 1806, 1808, показанным на Фиг.18) для получения распределения остаточных напряжений в детали, в которых осуществляются анализ штамповки для штампованного изделия и анализ упругого последействия для детали. На основании данных формы 2004 материала до штамповки и данных формы инструментов (пуансона 2005, пресс-формы 2006), генерируется модель 2007 сетки конечных элементов, и анализ штамповки 2008 осуществляется на основании условий штамповки для получения распределения толщины листа в реперной точке после штамповки, распределения напряжений после штамповки и распределения деформаций после штамповки.
С использованием штампованного изделия, в котором распределение толщины листа и распределение напряжений после штамповки, полученные при анализе штамповки 2008, отображены графически, сборка 2009 детали осуществляется на компьютере, и затем осуществляется анализ упругого последействия 2010, что позволяет получить распределение остаточных напряжений в детали. Что касается вычисления распределения остаточных напряжений, можно получить остаточное напряжение, создаваемое на участке соединения или участке металлического материала, после осуществления анализа упругого последействия на штампованном изделии, соединения штампованных изделий на компьютере и сборки детали.
На Фиг.21A и 21B показано два типа вышеописанных процессов, в которых штампованные изделия собираются для получения остаточного напряжения. На Фиг.21A показан пример, в котором два штампованных изделия 2101, каждое из которых имеет шляповидное сечение, собираются в деталь посредством точечной сварки 2103 для получения распределения остаточных напряжений путем осуществления анализа упругого последействия, и на Фиг.21B показан пример, в котором анализ упругого последействия осуществляется на штампованных изделиях, каждое из которых имеет шляповидное сечение, вычисляются распределения смещений вследствие упругого последействия, получаются деформированные формы штампованных изделий, и они собираются в деталь на основании деформированных форм посредством точечной сварки 2102 для получения распределения остаточных напряжений.
Далее будет показан пример вычисления усталостной долговечности с учетом распределения деформаций после штамповки и осуществляемого в программе анализа усталостной долговечности 1811. Распределение деформаций после штамповки, полученное при анализе штамповки, задается как перераспределение деформаций в детали, и график S-N и график E-N выбираются на основании значения для осуществления вычисления усталостной долговечности. Здесь, график E-N представляет собой график усталостной долговечности, демонстрирующий соотношение между значением деформации и числом циклов. Для графика S-N и графика E-N можно использовать коммерчески доступные данные или данные общеизвестных документов, а также можно использовать данные, заранее подготовленные при осуществлении испытания на усталость с использованием того же стального материала, который использовался при проектировании. В общем случае усталостная прочность металлического материала, который испытал предварительную деформацию, возрастает на участке большого количества циклов.
На Фиг.22 показан график S-N, демонстрирующий влияние предварительной деформации в отношении стального материала, который можно получить, заранее сообщив заранее определенную деформацию образцу для испытания на усталость, и выполнив испытание на усталость. В порядке примера, в положении узловой точки (узла) в модели сетки конечных элементов детали, сообщается предварительная деформация, равная 30%, и также добавляет усталостная нагрузка и, когда в узловой точке возникает напряжение 350 МПа, что показано пунктирной стрелкой на чертеже, выбирается линия S-N с предварительной деформацией 30%, и можно вычислить, что оценочная усталостная долговечность (число циклов) в узловой точке составляет 800 тысяч раз. С использованием аналогичного метода вычислений усталостная долговечность вычисляется для каждой узловой точки в модели сетки конечных элементов детали, и на основании результатов вычислений, минимальное значение задается равным прогнозируемой усталостной долговечности.
Как было описано выше, остаточное напряжение, создаваемое на соответствующих участках после сборки, пластическая деформация, возникающая при штамповке детали, и изменение толщины листа учитываются, в результате чего можно быстро и точно получить условия штамповки, обеспечивающие нужное значение усталостной долговечности в условиях усталостной нагрузки в соответствии со средой практического использования детали, что позволяет спроектировать оптимальную деталь.
(Пример)
1. Цель проектирования
В порядке Примера третьего варианта осуществления разработаны оптимальные условия штамповки для детали, имеющей шляповидное сечение, сформированной точечной сваркой закрывающей пластины 2302 с фланцевой частью штампованного изделия 2301, имеющего шляповидное сечение, как показано на Фиг.23. Закрывающая пластина со стороны крепления 2304 полностью прикреплена к детали, имеющей шляповидное сечение, благодаря чему деталь, имеющая шляповидное сечение, оказывается в консольном состоянии, и скручивающая усталостная нагрузка неоднократно добавляется вокруг продольной оси для получения оптимального условия штамповки (силы прижима заготовки), при котором усталостная долговечность (число циклов) достигает максимума. Циклическая усталостная нагрузка это усталостная нагрузка 2305 полностью перевернутого торсиона, равная 400 мН.
Размер детали, имеющей шляповидное сечение, 2301 составляет 300 мм в длину, 120 мм по ширине поперечного сечения, 70 мм по высоте поперечного сечения, 20 мм по ширине фланца и 1,4 мм по толщине листа. Размер закрывающей пластины 2303 составляет 160 мм в ширину, 300 мм в длину и 1,4 мм по толщине листа. Размер закрывающей пластины со стороны приложения силы 2303 и закрывающей пластины со стороны крепления 2304 составляет 200 мм в ширину, 200 мм в длину и 5,0 мм по толщине листа, соответственно. Что касается размера инструментов, размер формы пуансона и пресс-формы задаются на основании размера формы штампованного изделия 2301, имеющего шляповидное сечение. Размер материала до штамповки составляет 300 мм в ширину, 300 мм в длину и 1,4 мм по толщине листа.
В качестве других условий штамповки длина хода задана равной 70 мм, начальная сила заготовки (BHF) задана равной 10 кН и коэффициент трения задан равным 0,15. Предел текучести материала равен 340 МПа, соотношение между напряжением и деформацией
σ=900×(ε+0,0006)0,17.
Здесь, “σ” - действительное напряжение и “ε” - действительная деформация.
2. Анализ штамповки
Вышеописанные условия штамповки вводятся, и анализ штамповки осуществляется на штампованном изделии 2301, имеющем шляповидное сечение, с использованием коммерчески доступной программы ABAQUS на основе метода конечных элементов для вычисления толщины листа, распределения напряжений после штамповки и распределения деформаций после штамповки в штампованном изделии.
3. Анализ упругого последействия
Штампованное изделие 2301, имеющее шляповидное сечение, и закрывающая пластина 2302 собираются на компьютере в деталь, имеющую шляповидное сечение, и анализ упругого последействия осуществляется на основании толщины листа, распределения напряжений после штамповки и распределения деформаций после штамповки для штампованного изделия 2301, имеющего шляповидное сечение, в качестве условий анализа упругого последействия, с использованием коммерчески доступной программы ABAQUS на основе метода конечных элементов, для вычисления остаточного напряжения в детали.
4. Анализ упругости
Штампованное изделие 2301, имеющее шляповидное сечение, закрывающая пластина 2302, закрывающая пластина со стороны приложения силы 2303 и закрывающая пластина со стороны крепления 2304 собираются на компьютере в деталь, имеющую шляповидное сечение, после чего анализ упругости осуществляется на основании распределения толщины листа штампованного изделия 2301, имеющего шляповидное сечение, формы детали и скручивающего усилия 400 мН в качестве условий анализа упругости с использованием коммерчески доступной программы NASTRAN на основе метода конечных элементов, благодаря чему вычисляются распределение напряжений за пределами упругой деформации и распределение деформаций за пределами упругой деформации детали.
5. Анализ усталости
Усталостная долговечность (число циклов) детали, имеющей шляповидное сечение, в случае приложения скручивающией усталостной нагрузки, вычисляется на основании распределения деформаций после штамповки в штампованном изделии 2301, имеющем шляповидное сечение, вычисленного при анализе штамповки, распределения остаточных напряжений в детали, имеющей шляповидное сечение, вычисленного при анализе упругого последействия, распределения напряжений за пределами упругой деформации и распределения деформаций за пределами упругой деформации в детали, имеющей шляповидное сечение, вычисленных при анализе упругости, и скручивающего усилия, в качестве условий анализа усталости, с использованием коммерчески доступной программы анализа усталости FE-Fatigue. Заметим, что график S-N для точечной сварки, хранящийся в коммерчески доступном программном средстве анализа усталости FE-Fatigue, используется для данных S-N на участке точечной сварки, и график S-N, показанный на Фиг.22, используется для данных S-N на участке металлического материала детали.
6. Изменение условий штамповки
В качестве инструмента оптимизации используется коммерчески доступный инструмент iSIGHT, в котором сила прижима изменяется в диапазоне от 10 кН до 350 кН, и компьютер осуществляет этапы 1801-1812, показанные на Фиг.18, 70 раз подряд, что позволяет находить оптимальные условия штамповки, обеспечивающие максимальную усталостную долговечность.
7. Результат
Что касается соотношения между усталостной долговечностью и силой прижима заготовки, слишком малая сила прижима заготовки приводит к большому упругому последействию, с большим остаточным напряжением, влияющим на участок металлического материала и участок точечной сварки конструкции, в результате чего усталостная долговечность падает. Между тем чрезмерно большая сила прижима заготовки приводит к сильному уменьшению толщины листа детали, в результате чего жесткость при кручении (момент второго порядка в этом сечении) падает с ростом напряжения, создаваемого на участке металлического материала и/или участке точечной сварки, что обуславливает тенденцию к снижению усталостной долговечности. Кроме того, увеличение силы прижима заготовки приводит к разрушению при растяжении в момент штамповки, что иногда делает штамповку невозможной.
В результате поиска оптимальных условий штамповки путем осуществления повторяющихся вычислений согласно способу проектирования с учетом усталости, отвечающему настоящему изобретению, было обнаружено, что сила прижима заготовки равна 200 кН, и максимальная усталостная долговечность (число циклов) составляет 850 тысяч раз. Деталь изготавливается на основании штампованного изделия, выштампованного при этом условии, и когда испытание на усталость осуществлялась при условиях: циклическая усталостная нагрузка представляла собой усилие полностью перевернутого торсиона, равное 400 мН, и частота циклической нагрузки составляла 5 Гц, использовался гидравлический серводвигатель для испытания на усталость, развивающий максимальную сила 10 кН, было подтверждено, что, в момент, когда число циклов достигло 1050 тысяч раз, первая трещина возникла на участке точечной сварки в его центре, что позволило получить усталостную долговечность свыше целевой.
На Фиг.24 показана блок-схема иллюстративной компьютерной системы, выступающей в качестве устройства проектирования, способного реализовать способ проектирования согласно вышеописанным соответствующим вариантам осуществления. На чертеже “2400” обозначает компьютер ПК. ПК 2004 включает в себя ЦП 2401 и выполняет программное обеспечение управления устройствами, записанное в ПЗУ 2402 или на жесткий диск (ЖД) 2411 или поступающее с привода гибкого диска (ГД) 2412 для полного управления соответствующими устройствами, подключенными к системной шине 2404.
Соответствующее функциональное средство настоящего варианта осуществления состоит из программ, записанных в ЦП 2401, ПЗУ 2402 или на жестком диске (ЖД) 2411 вышеописанного ПК 2400.
“2403” обозначает ОЗУ и служит главной памятью ЦП 2401, рабочей памятью, и т.д. “2405” обозначает контроллер клавиатуры (ККЛ), управляющий входными сигналами, поступающими с клавиатуры (КЛ) 2409 в саму систему. “2406” обозначает контроллер дисплея (КЭЛТ), управляющий отображением на устройстве отображения (ЭЛТ) 2410. “2407” обозначает контроллер дисков (КД), управляющий доступом к загрузочной программе (программе активации: запускает выполнение (работу) оборудования и программного обеспечения на персональном компьютере), жесткому диску (ЖД) 2411, где записана совокупность приложений, редактируемый файл, пользовательский файл, программа сетевого управления и т.д., и гибкому диску (ГД) 2412.
“2408” обозначает карту сетевого интерфейса (КСИ), принимающую и передающую данные во взаимодействии с сетевым принтером, другим сетевым оборудованием или другим персональным компьютером через ЛС 2420.
Заметим, что настоящее изобретение применимо как к системе, состоящей из нескольких устройств, так и к оборудованию, состоящему из одного устройства.
Кроме того, задача настоящего изобретения решается путем обеспечения носителя информации, на котором записан программный код программного обеспечения, реализующего функцию вышеописанных вариантов осуществления, для системы или устройства и путем считывания и выполнения программного кода, хранящегося на носителе информации, компьютером (ЦП или микропроцессором) системы или устройства.
В этом случае сам программный код, считываемый с носителя информации, реализует функции вышеописанных вариантов осуществления, так что носитель информации, на котором записан программный код, составляет настоящее изобретение. В качестве носителя информации для обеспечения программного кода можно использовать, например, гибкий диск, жесткий диск, оптический диск, магнитооптический диск, CD-ROM, CD-R, магнитную ленту, энергонезависимую карту памяти, ПЗУ и т.п.
Выше настоящее изобретение было описано совместно с различными вариантами осуществления, однако настоящее изобретение не ограничивается только этими вариантами осуществления и допускает изменения и т.д. в рамках объема настоящего изобретения.
Промышленное применение
Согласно настоящему изобретению реализуется оптимальное проектирование деталей для получения нужных эксплуатационных характеристик, включая условие штамповки с одновременным учетом влияния изменения толщины листа и деформационного упрочнения вследствие обработки давлением при изготовлении детали.







Группа изобретений относится к области обработки металлов давлением и может быть использована при компьютерном проектировании деталей, имеющих повышенные эксплуатационные характеристики. На первом этапе способа проектирования с помощью компьютера осуществляют анализ штамповки на основании формы штампованного изделия или формы детали, силы прижима заготовки, коэффициента трения, прочности материала на растяжение, предела текучести, соотношения между напряжением и деформацией и толщины листа в качестве условий штамповки для вычисления распределения толщины листа и распределения деформаций после штамповки в штампованном изделии. На втором этапе - анализ эксплуатационных характеристик на основании распределения толщины листа, распределения деформаций после штамповки и формы штампованного изделия или формы детали в качестве параметров состояния штампованного изделия для вычисления эксплуатационных характеристик детали. Причем повторяют вычисления, осуществляемые в процессе с первого этапа по второй этап, заранее определенное число раз, с изменением по меньшей мере одного из условий штамповки для вывода оптимального условия штамповки, которое дает максимальное значение или целевое значение эксплуатационной характеристики. Способ осуществляют с помощью устройства и компьютерно-считываемого носителя информации. Обеспечивается оптимальное проектирование для получения необходимых эксплуатационных характеристик. 3 н. и 31 з.п. ф-лы, 29 ил.
1. Способ определения оптимальных условий штамповки для штампованных изделий и оптимальных условий соединения для деталей, собранных из штампованных изделий при проектировании деталей, включающий в себя
первый этап, на котором посредством компьютера осуществляют анализ штамповки на основании формы штампованного изделия или формы детали, силы прижима заготовки, коэффициента трения, прочности материала на растяжение, предела текучести, соотношения между напряжением и деформацией и толщиной листа, в качестве условий штамповки, для вычисления распределения толщины листа и распределения деформаций после штамповки в штампованном изделии, и
второй этап, на котором посредством компьютера осуществляют анализ эксплуатационных характеристик на основании распределения толщины листа, распределения деформаций после штамповки и формы штампованного изделия или формы детали, в качестве параметров состояния штампованного изделия, для вычисления эксплуатационных характеристик детали,
причем посредством компьютера повторяют вычисления, осуществляемые в процессе с первого этапа по второй этап, заранее определенное число раз, с изменением, по меньшей мере, одного из условий штамповки, для вывода оптимального условия штамповки, которое дает максимальное значение или целевое значение эксплуатационной характеристики или оптимального условия соединения детали.
2. Способ по п.1,
в котором условия штамповки дополнительно включают в себя по меньшей мере один, два или более видов, выбранных из формы материала до штамповки, формы инструмента и длины хода.
3. Способ по п.1,
в котором посредством компьютера осуществляют анализ штамповки для дополнительного вычисления распределения напряжений после штамповки, и
посредством компьютера осуществляют анализ эксплуатационных характеристик штампованного изделия дополнительно на основании распределения напряжений после штамповки в качестве параметра состояния.
4. Способ по п.2,
в котором посредством компьютера осуществляют анализ штамповки для дополнительного вычисления распределения напряжений после штамповки, и
посредством компьютера осуществляют анализ эксплуатационных характеристик штампованного изделия дополнительно на основании распределения напряжений после штамповки в качестве параметра состояния.
5. Способ по п.1,
в котором при анализе эксплуатационных характеристик посредством компьютера осуществляют анализ разрушений штампованного изделия на основании ударной силы в качестве параметра состояния для вычисления поглощенной энергии разрушения и режима деформации, и определяют поглощенную энергию разрушения как эксплуатационную характеристику детали.
6. Способ по п.1,
в котором условия штамповки дополнительно включают в себя давление башмака в верхней части пресса.
7. Способ по п.2,
в котором условия штамповки дополнительно включают в себя давление башмака в верхней части пресса.
8. Способ по п.1,
в котором форма детали представляет собой составную заготовку, и
посредством компьютера осуществляют анализ штамповки дополнительно на основании положения сварного шва составной заготовки.
9. Способ по п.5,
в котором форма детали представляет собой составную заготовку, и
посредством компьютера осуществляют анализ штамповки дополнительно на основании положения сварного шва составной заготовки.
10. Способ по п.5,
в котором посредством компьютера осуществляют анализ разрушений дополнительно на основании условия соединения детали в качестве условия анализа разрушений.
11. Способ по п.1,
в котором при анализе эксплуатационных характеристик после сборки детали на компьютере на основании штампованных изделий посредством компьютера осуществляют анализ упругого последействия на основании распределения толщины листа, распределения напряжений после штамповки и формы детали для вычисления распределения остаточных напряжений в детали,
посредством компьютера осуществляют анализ упругости на основании распределения толщины листа, формы детали и статической нагрузки, в качестве условий анализа упругости, для вычисления распределения напряжений за пределами упругой деформации и распределения деформаций за пределами упругой деформации в детали, и
посредством компьютера осуществляют анализ усталости на основании распределения деформаций после штамповки, распределения остаточных напряжений, распределения напряжений за пределами упругой деформации, распределения деформаций за пределами упругой деформации и усталостной нагрузки, в качестве условий анализа усталости, для определения усталостной долговечности как эксплуатационной характеристики детали.
12. Способ по п.1,
в котором при анализе эксплуатационных характеристик посредством компьютера осуществляют анализ упругого последействия на основании распределения толщины листа, распределения напряжений после штамповки и формы детали для вычисления распределения смещений в штампованном изделии,
затем деталь собирают на компьютере на основании штампованного изделия, и посредством компьютера вычисляют распределение остаточных напряжений в детали и осуществляют анализ упругости на основании распределения толщины листа, формы детали и статической нагрузки, в качестве условий анализа упругости, для вычисления распределения напряжений за пределами упругой деформации и распределения деформаций за пределами упругой деформации в детали, и
посредством компьютера осуществляют анализ усталости на основании распределения деформаций после штамповки, распределения остаточных напряжений, распределения напряжений за пределами упругой деформации, распределения деформаций за пределами упругой деформации и усталостной нагрузки, в качестве условий анализа усталости, для определения усталостной долговечности как эксплуатационной характеристики детали.
13. Устройство для определения оптимальных условий штамповки для штампованных изделий и оптимальных условий соединения для деталей, собранных из штампованных изделий при проектировании деталей,
содержащее модуль ввода условий штамповки, посредством которого форму штампованного изделия или форму детали, силу прижима заготовки, коэффициент трения, прочность материала на растяжение, предел текучести, соотношение между напряжением и деформацией и толщину листа вводят в качестве условий штамповки в компьютер,
анализатор штамповки, предназначенный для осуществления анализа штамповки на основании формы штампованного изделия или формы детали, силы прижима заготовки, коэффициента трения, прочности материала на растяжение, предела текучести, соотношения между напряжением и деформацией и толщины листа, которые вводятся посредством модуля ввода условий штамповки, и вычисления распределения толщины листа и распределения деформаций после штамповки в штампованном изделии,
анализатор эксплуатационных характеристик, предназначенный для осуществления анализа эксплуатационных характеристик штампованного изделия на основании распределения толщины листа, распределения деформаций после штамповки и формы штампованного изделия или формы детали, в качестве параметров состояния, и вычисления эксплуатационных характеристик детали,
контроллер повторяющихся вычислений, предназначенный для автоматического выполнения вычислений, осуществляемых в обработке от модуля ввода условий штамповки по анализатор эксплуатационных характеристик, заранее определенное число раз, с изменением, по меньшей мере, одного из условий штамповки, и
модуль вывода оптимальных условий штамповки, предназначенный для вывода оптимальных условий штамповки, которые дают максимальное значение или целевое значение эксплуатационной характеристики, или модуль вывода оптимального условия соединения, предназначенный для вывода оптимального условия соединения детали.
14. Устройство по п.13,
которое содержит модуль ввода условий штамповки, предназначенный для дополнительного ввода в качестве условий штамповки, по меньшей мере, одного, двух или более видов, выбранных из формы материала до штамповки, формы инструмента и длины хода инструмента.
15. Устройство по п.13,
в котором анализатор штамповки предназначен для дополнительного вычисления распределения напряжений после штамповки, анализатор эксплуатационных характеристик предназначен для дополнительного осуществления анализа эксплуатационных характеристик штампованного изделия на основании распределения напряжений после штамповки в качестве параметра состояния.
16. Устройство по п.14,
в котором анализатор штамповки предназначен для дополнительного вычисления распределения напряжений после штамповки и причем указанный анализатор эксплуатационных характеристик предназначен для осуществления анализа эксплуатационных характеристик штампованного изделия на основании распределения напряжений после штамповки в качестве параметра состояния.
17. Устройство по п.13,
в котором указанный анализатор эксплуатационных характеристик предназначен для дополнительного осуществления анализа разрушений штампованного изделия на основании ударной силы в качестве параметра состояния для вычисления поглощенной энергии разрушения и режима деформации и определения поглощенной энергии разрушения как эксплуатационной характеристики детали.
18. Устройство по п.14,
которое дополнительно содержит модуль анализа штамповки, дополнительно включающий в себя давление башмака в верхней части пресса в качестве условия штамповки и предназначенный для осуществления анализа штамповки на основании формы изделия или формы детали, силы прижима заготовки, коэффициента трения, прочности материала на растяжение, предела текучести, соотношения между напряжением и деформацией, толщины листа и давления башмака в верхней части пресса, введенных в модуль ввода условий штамповки для вычисления толщины листа и распределения деформаций в штампованном изделии.
19. Устройство по п.14,
причем форма детали представляет собой составную заготовку, причем положение сварного шва которой дополнительно вводят в модуль ввода условий штамповки, и которое
дополнительно содержит модуль анализа штамповки, предназначенный для осуществления анализа штамповки на основании формы штампованного изделия или формы детали, силы прижима заготовки, коэффициента трения, прочности материала на растяжение, предела текучести, соотношения между напряжением и деформацией, толщины листа, и положения сварного шва составной заготовки для вычисления распределения толщины листа и распределения деформаций в штампованном изделии.
20. Устройство по п.17,
в котором анализатор эксплуатационных характеристик включает в себя анализатор разрушения, предназначенный для осуществления анализа разрушений дополнительно на основании условия соединения детали в качестве параметра состояния.
21. Устройство по п.13,
в котором анализатор эксплуатационных характеристик содержит анализатор упругого последействия, который после сборки детали на компьютере на основании штампованного изделия предназначен для осуществления анализа упругого последействия на основании распределения толщины листа, распределения напряжений после штамповки и формы детали для вычисления распределения остаточных напряжений в детали,
анализатор упругости, предназначенный для осуществления анализа упругости на основании распределения толщины листа, формы детали и статической нагрузки, в качестве условий анализа упругости, для вычисления распределения напряжений за пределами упругой деформации и распределения деформаций за пределами упругой деформации в детали, и
анализатор усталости, предназначенный для осуществления анализа усталости на основании распределения деформаций после штамповки, вычисленного анализатором штамповки, распределения остаточных напряжений в детали, вычисленного анализатором упругого последействия, распределения напряжений за пределами упругой деформации, распределения деформаций за пределами упругой деформации в детали, вычисленного анализатором упругости, и усталостной нагрузки, в качестве условий анализа усталости для вычисления усталостной долговечности детали, причем усталостная долговечность определена в качестве эксплуатационной характеристики детали.
22. Устройство по п.14, в котором
анализатор эксплуатационных характеристик содержит
анализатор упругого последействия, предназначенный для осуществления анализа упругого последействия на основании распределения толщины листа, распределения напряжений после штамповки и формы детали и для вычисления распределения смещений в штампованном изделии,
анализатор упругости, предназначенный для сборки детали на компьютере на основании штампованных изделий, и для вычисления распределения остаточных напряжений в детали, и для осуществления анализа упругости на основании распределения толщины листа, вычисленного анализатором штамповки, формы детали, и статической нагрузки, в качестве условий анализа упругости, для вычисления распределения напряжений за пределами упругой деформации и распределения деформаций за пределами упругой деформации в детали, и
анализатор усталости, предназначенный для осуществления анализа усталости на основании распределения деформаций после штамповки, вычисленного анализатором штамповки, распределения остаточных напряжений в детали, вычисленного анализатором упругого последействия, распределения напряжений за пределами упругой деформации и распределения деформаций за пределами упругой деформации, вычисленные анализатором упругости, и усталостной нагрузки, в качестве условий анализа усталости, для вычисления усталостной долговечности детали,
причем усталостная долговечность определена в качестве эксплуатационной характеристики детали.
23. Компьютерно-считываемый носитель информации, предназначенный для осуществления с помощью компьютера способа определения оптимальных условий штамповки для штампованных изделий и оптимальных условий соединения для деталей, собранных из штампованных изделий при проектировании деталей по п.1.
24. Компьютерно-считываемый носитель информации по п.23,
предназначенный для осуществления с помощью компьютера способа по п.1 с учетом условий штамповки, дополнительно включающих в себя, по меньшей мере, один, два или более видов, выбранных из формы материала до штамповки, формы инструмента и длины хода.
25. Компьютерно-считываемый носитель информации по п.23,
предназначенный для осуществления с помощью компьютера способа по п.1 с учетом анализа штамповки и дополнительного вычисления распределения напряжений после штамповки, анализа эксплуатационных характеристик штампованного изделия дополнительно на основании распределения напряжений после штамповки в качестве параметра состояния.
26. Компьютерно-считываемый носитель информации по п.24,
предназначенный для осуществления с помощью компьютера способа по п.1 с учетом анализа штамповки и дополнительного вычисления распределения напряжений после штамповки, анализа эксплуатационных характеристик штампованного изделия дополнительно на основании распределения напряжений после штамповки в качестве параметра состояния.
27. Компьютерно-считываемый носитель информации по п.23,
предназначенный для осуществления с помощью компьютера способа по п.1, в котором при анализе эксплуатационных характеристик дополнительно осуществляют анализ разрушений штампованного изделия на основании ударной силы в качестве параметра состояния для вычисления поглощенной энергии разрушения и режима деформации и определяют поглощенную энергию разрушения как эксплуатационную характеристику детали.
28. Компьютерно-считываемый носитель информации по п.23,
предназначенный для осуществления с помощью компьютера способа по п.1, в котором условия штамповки дополнительно включают в себя давление башмака в верхней части пресса.
29. Компьютерно-считываемый носитель информации по п.24,
предназначенный для осуществления с помощью компьютера способа по п.1, в котором условия штамповки дополнительно включают в себя давление башмака в верхней части пресса.
30. Компьютерно-считываемый носитель информации по п.23,
предназначенный для осуществления с помощью компьютера способа по п.1 с учетом формы детали в виде составной заготовки и анализа штамповки дополнительно на основании положения сварного шва составной заготовки.
31. Компьютерно-считываемый носитель информации по п.27,
предназначенный для осуществления с помощью компьютера способа по п.1 с учетом формы детали в виде составной заготовки и анализа штамповки дополнительно на основании положения сварного шва составной заготовки.
32. Компьютерно-считываемый носитель информации по п.27,
предназначенный для осуществления с помощью компьютера способа по п.1 с учетом анализа разрушений дополнительно на основании условия соединения детали в качестве условия анализа разрушений.
33. Компьютерно-считываемый носитель информации по п.23,
предназначенный для осуществления с помощью компьютера способа по п.1, в котором при анализе эксплуатационных характеристик после сборки детали на основании штампованного изделия осуществляют анализ упругого последействия на основании распределения толщины листа, распределения напряжений после штамповки и формы детали для вычисления распределения остаточных напряжений в детали,
осуществляют анализ упругости на основании распределения толщины листа, формы детали и статической нагрузки, в качестве условий анализа упругости, для вычисления распределения напряжений за пределами упругой деформации и распределения деформаций за пределами упругой деформации в детали, и
осуществляют анализ усталости на основании распределения деформаций после штамповки, распределения остаточных напряжений, распределения напряжений за пределами упругой деформации, распределения деформаций за пределами упругой деформации и усталостной нагрузки, в качестве условий анализа усталости, для определения усталостной долговечности как эксплуатационной характеристики детали.
34. Компьютерно-считываемый носитель информации по п.23,
предназначенный для осуществления с помощью компьютера способа по п.1, в котором при анализе эксплуатационных характеристик посредством компьютера осуществляют анализ упругого последействия на основании распределения толщины листа, распределения напряжений после штамповки и формы детали для вычисления распределения смещений в штампованном изделии,
затем деталь собирают на компьютере на основании штампованного изделия и посредством компьютера вычисляют распределение остаточных напряжений в детали и осуществляют анализ упругости на основании распределения толщины листа, формы детали и статической нагрузки, в качестве условий анализа упругости, для вычисления распределения напряжений за пределами упругой деформации и распределения деформаций за пределами упругой деформации в детали, и
посредством компьютера осуществляют анализ усталости на основании распределения деформаций после штамповки, распределения остаточных напряжений, распределения напряжений за пределами упругой деформации, распределения деформаций за пределами упругой деформации и усталостной нагрузки, в качестве условий анализа усталости для определения усталостной долговечности как эксплуатационной характеристики детали.
Приоритеты по пунктам:
30.06.2005 по пп.1 и 2, 5, 13 и 14, 17, 23 и 24, 27;
05.07.2005 по пп.3 и 4, 6-10, 15 и 16, 18-20, 25 и 26, 28-32;
28.03.2006 по пп.2, 11 и 12, 14, 21 и 22, 24, 33 и 34.
| JP 200229770 А, 11.10.2002 | |||
| СПОСОБ КОМПЬЮТЕРНОГО ПРОЕКТИРОВАНИЯ КОНСТРУКЦИЙ И ТЕХНОЛОГИЙ ИЗГОТОВЛЕНИЯ МНОГОПАРАМЕТРИЧЕСКИХ ИЗДЕЛИЙ | 2001 |
|
RU2192046C1 |
| МОДЕЛЬНЫЙ ШТАМП ДЛЯ ИЗМЕРЕНИЯ ВЕЛИЧИН ПАРАМЕТРОВ, ПРИСУЩИХ ВЫТЯЖКЕ ДЕТАЛЕЙ ИЗ ЛИСТОВОГО МАТЕРИАЛА, И СПОСОБ, ИСПОЛЬЗУЮЩИЙ ТАКОЙ ШТАМП | 1992 |
|
RU2096115C1 |

