Настоящее изобретение относится к устройству и способу для штамповки, например, тонкой пластины, и в частности к устройству и способу для штамповки, которые измеряют деформацию инструмента, возникающую при прессовании.
При прессовании усилие штамповки от устройства пресса, сила противодействия материала, подлежащего обработке, реакция деформации и т.п. действуют на инструмент, и инструмент упруго деформируется. Такая упругая деформация называется деформацией инструмента.
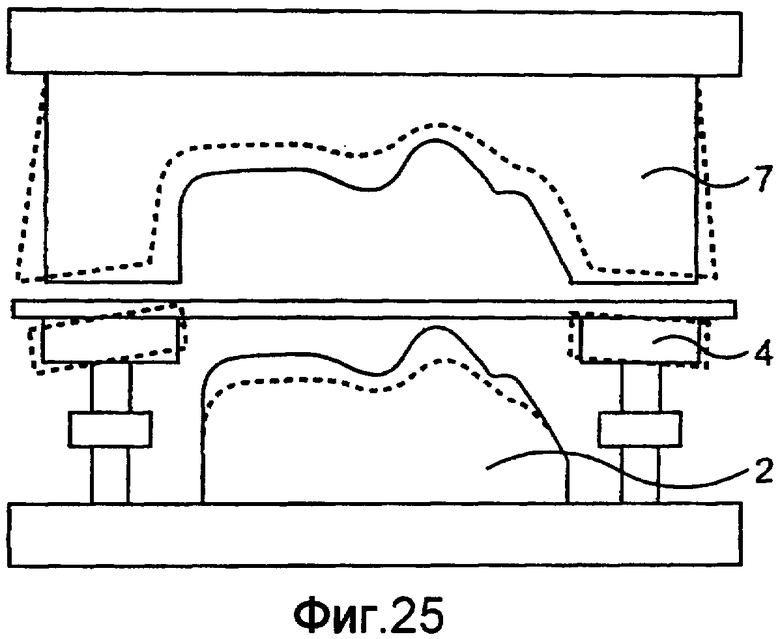
На фиг.25 показано концептуальное представление деформации инструмента, возникающей при выполнении штамповки в прессе, состоящем из пуансона 2, матрицы 7 и держателя 4 для заготовки. Сплошная линия показывает внешнюю форму инструмента до выполнения штамповки, а пунктирная линия показывает внешнюю форму инструмента, если инструмент упруго деформируется при штамповке. На фиг.25 деформация показывается особо подчеркнуто, но величина упругой деформации в диапазоне нагрузки фактического формования составляет приблизительно несколько микрометров.
На фиг.25 показана только деформация пуансона 2, матрицы 7 и держателя 4 для заготовки, хотя, если быть точным, упругая деформация предположительно также происходит по отношению к другим элементам устройства пресса, таким как ползун пресса и направляющий элемент. Однако считается, что доминирующей упругой деформацией в явлении формования прессованием является деформация пуансона, матрицы и держателя заготовки, и в дальнейшем в качестве деформации инструмента будет обсуждаться упругая деформация, касающаяся трех элементов: пуансона, матрицы и держателя заготовки.
Возникновение деформации инструмента снижает точность размеров штампуемого изделия. Величина деформации и распределение деформации штампуемого изделия вследствие деформации инструмента изменяются в соответствии с усилием штамповки от устройства пресса, силой противодействия материала, подлежащего обработке, сопротивлением деформации и т.п. Следовательно, деформация инструмента изменяется вследствие изменения различных условий, таких как устройство пресса, форма инструмента, качество материала, подлежащего обработке, форма материала, подлежащего обработке, смазка и усилие штамповки, и изменение деформации инструмента вызывает неравномерность качества между штампуемыми деталями. В прогнозировании формования по способу конечных элементов или подобному в рассмотрение не может приниматься деформация инструмента вследствие невозможности выполнения вычислений и т.п., и, следовательно, деформация инструмента затрудняет прогнозирование формования по способу конечных элементов.
В качестве устройства, предназначенного для управления (контролирования) деформацией инструмента, в публикации выложенной заявки на патент Японии № Hei 5-337554 (далее Документ 1) раскрыто устройство для корректирующего полуотпускания прессового тормоза в листогибочном (фрикционном) прессе, который изгибает деталь между пуансоном и матрицей посредством действия пуансона, прикрепленного к верхней траверсе, и матрицы, прикрепленной к нижней траверсе, чтобы входить в соприкосновение и отделяться друг от друга, и устройство включает в себя множество датчиков деформации для верхней траверсы, расположенных вдоль продольного направления верхней траверсы и выявляющих деформацию только верхней траверсы, множество датчиков деформации для нижней траверсы, расположенных вдоль продольного направления нижней траверсы и выявляющих деформацию нижней траверсы, множество исполнительных устройств, которые расположены равномерно между нижней траверсой и нижним инструментом или между верхней траверсой и верхним инструментом вдоль направления линии изгиба и прикладывают усилие штамповки в вертикальном направлении по отношению к нижнему инструменту или верхнему инструменту, и управляющее средство, которое после начала прессования останавливает на части пути опускание верхней траверсы до завершения прессования, во время состояния останова извлекает выводимые данные измерений датчика деформации для верхней траверсы и датчика деформации для нижней траверсы, вычисляет величину деформации верхней траверсы и нижней траверсы на основании соответственных выводимых данных измерений, на основании вычисленных значений управляет возбуждением множества исполнительных устройств с тем, чтобы величины деформации верхней траверсы и нижней траверсы были надлежащими значениями, и после этого проводит управление повторным запуском управления прессованием. Посредством этого должно получаться формованное изделие, имеющее равномерный угол изгиба по всей длине.
В публикации выложенной заявки на патент Японии № Hei 9-29358 (далее Документ 2) раскрыт инструмент пресса в виде инструмента для штамповки, отличающегося включением в состав средства регистрации нагрузки, средства регистрации величины хода, средства регистрации частоты прессования, средства регистрации нагрева инструмента, модели прогнозирования деформации, составленной из одиночной модели или нескольких моделей в составе модели абразивного износа инструмента, модели температурной деформации инструмента, модели деформации инструмента под действием нагрузки, модели температурной деформации материала, подлежащего обработке, и модели упругого последействия материала, подлежащего обработке, генератора сигнала многомерного управления и устройства возбуждения, которое деформирует внутреннюю стенку формующей углубленной части (детали). Таким образом, должно получаться изделие, имеющее высокоточные размеры и форму.
В публикации выложенной заявки на патент Японии №2004-249365 (далее Документ 3) раскрыто устройство для штамповки, которое не управляет деформацией инструмента, но отличается наличием пуансона, матрицы и держателя заготовки, средства измерения силы абразивного износа, закрепленного между матрицей и держателем для заготовки, и средства регулировки усилия держателя заготовки. Таким образом, может применяться надлежащая сила трения без обращения к изменчивому фактору, такому как смазывающая способность между инструментом и обрабатываемой деталью и характеристика поверхности, и должно обеспечиваться должное штампуемое изделие независимо от неравномерности характеристик материала и изменения окружающей среды.
В Документе 1 раскрыто изобретение, относящееся к устройству с наличием функции измерения деформации инструмента за исключением того, что для гибочного пресса обеспечивается датчик деформации траверсы вдоль продольного направления траверсы. Следовательно, чтобы проводить управление качеством с высокой точностью при штамповке, используя инструмент, имеющий более сложную форму, чем траверса (гибочная балка) для гибочного пресса, изобретение согласно Документу 1 не может в достаточной степени измерять деформацию инструмента, возникающую в инструменте, имеющем сложную форму, и конструкция согласно Документу 1 не является достаточной.
Дополнительно, в Документе 1 раскрыто устройство, управляющее деформацией инструмента, хотя компоненты регистрации (измерения) деформации, используемые для регистрации деформации верхних и нижних траверс листогибочного пресса, установлены на верхних и нижних траверсах, при этом исполнительное устройство, используемое для управления деформацией верхней и нижней траверс, устанавливается между нижней траверсой и нижним инструментом или между верхней траверсой и верхним инструментом, и позиции регистрации деформации и управления деформацией отличаются.
Соответственно, если конструкция согласно Документу 1 применяется по отношению к инструменту, имеющему форму, более сложную, чем инструмент для листогибочного пресса, например к инструменту для вытяжки, управление деформацией посредством исполнительного устройства оказывает влияние не только на величину деформации в позиции регистрации величины деформации, подлежащей управлению, но также и на величину деформации в позиции регистрации величины деформации, которой не требуется управлять, и, следовательно, становится низким отношение (S/N) сигнал-шум в качестве контрольного. Дополнительно, при штамповке с помощью инструмента, имеющего усложненную форму, действующее на инструмент распределение контактного давления не является однородным, и распределение величины деформации, имеющее место по отношению к инструменту, является усложненным. Соответственно, требуемая контрольная величина деформации различается в соответствии с позицией регистрации величины деформации. Следовательно, в устройстве согласно Документу 1 затруднено управление исполнительным устройством для управления контрольной величиной деформации по отношению к требуемой величине.
Дополнительно, в конструкции согласно Документу 1 выполнение штамповки временно останавливается в течение штамповки, в состоянии останова регистрируются величины деформации верхней и нижней траверс, причем управление исполнительным устройством ведется с тем, чтобы величины деформации верхней и нижней траверс стали надлежащими значениями, и после этого повторно запускается выполнение штамповки. Однако, в отличие от штамповки, основным образом состоящей из гибки, как в случае гибочного пресса, в вытяжке сила трения между материалом, подлежащим обработке, и инструментом значительно отличается от силы трения при штамповке, если выполнение штамповки промежуточно прерывается. Следовательно, при использовании конструкции согласно Документу 1 к вытяжке измеренная величина деформации инструмента отличается от величины деформации инструмента в течение выполнения штамповки, и ухудшается точность регулирования.
Дополнительно, в конструкции согласно Документу 1 работа должна временно останавливаться в течение штамповки, и продолжительность цикла штамповки ухудшается из-за выполнения управления в соответствии с конструкцией согласно Документу 1.
В Документе 2 раскрыто устройство, осуществляющее управление деформацией инструмента. Это устройство использует модель прогнозирования деформации, которая прогнозирует состояние деформации инструмента и материала, подлежащего обработке, на основании уменьшения толщины, выявленного средством регистрации хода, нагрузки, выявленной средством регистрации нагрузки, и нагрева, выявленного средством регистрации нагрева инструмента, и исходя из результата прогнозирования оценивает величину коррекции формы формующей углубленной части, требуемой для получения изделия заданного размера и формы, для того, чтобы выполнить управление. Состояние деформации инструмента является результатом прогнозирования, использующего модель, а не является непосредственно измеренным.
В Документе 3 раскрыт принцип прямого измерения силы трения. То есть плоская пластина и держатель заготовки скрепляются с помощью болта или подобного, чтобы поместить между ними элемент измерения деформации, и когда обрабатываемая деталь зажата между матрицей и плоской пластиной и скользит в этом состоянии, происходит деформация сдвига по отношению к элементу измерения деформации, так что может быть измерена сила трения. Это подразумевает измерение силы трения путем установки некоторой конструкции в держателе для заготовки или матрице, но не измеряет непосредственно деформацию инструмента для держателя заготовки или матрицы.
Чтобы проводить управление качеством с высокой точностью, необходимо измерять деформацию инструмента непосредственно для пуансона, матрицы и держателя заготовки, и для достижения этой цели устройства согласно Документам 1-3 не являются достаточными.
Таким образом, задачей настоящего изобретения является создание устройства и способа для штамповки, которые позволяют осуществлять управление деформацией инструмента при штамповке и имеют высокую точность и высокую применимость. В частности, настоящее изобретение относится к устройству и способу для штамповки, которые измеряют деформацию инструмента, имеющую место при работе пресса.
Для решения указанной задачи согласно первому аспекту настоящего изобретения создано устройство для штамповки, содержащее пуансон; матрицу, выполненную с возможностью перемещения относительно пуансона; средство измерения величины деформации, которое обеспечивается внутри элемента, подлежащего управлению, и выполнено с возможностью измерения величины деформации элемента, подлежащего управлению, которая возникает в соответствии с выполнением штамповки, когда пуансон и/или матрица становится элементом, подлежащим управлению; и средство управления величиной деформации, которое обеспечивается в элементе, подлежащем управлению, и выполнено с возможностью осуществления управления величиной деформации элемента, подлежащего управлению, возникающей в соответствии с выполнением штамповки, при этом средство измерения величины деформации и средство управления величиной деформации расположены относительно друг друга на расстоянии от 1 до 1000 мм внутри подлежащего управлению элемента на расстоянии от его поверхности от 1 до 500 мм.
Предпочтительно средство управления величиной деформации выполнено с возможностью управления величиной деформации элемента, подлежащего управлению, с тем, чтобы величина деформации, измеренная посредством средства измерения величины деформации, находилась в заданном диапазоне при штамповке.
Предпочтительно устройство дополнительно содержит вычислитель силы трения, который выполнен с возможностью вычисления, на основании величины деформации, измеренной средством измерения величины деформации, силы трения, возникающей во время скольжения элемента, подлежащего управлению, и материала, подлежащего обработке.
Предпочтительно устройство дополнительно содержит первый вычислитель величины упругого последействия, который выполнен с возможностью вычисления величины упругого последействия формы штампуемого изделия на основании силы трения, вычисленной вычислителем силы трения.
Предпочтительно устройство дополнительно содержит второй вычислитель величины упругого последействия, который выполнен с возможностью вычисления величины упругого последействия формы штампуемого изделия на основании величины деформации, измеренной средством измерения величины деформации.
Предпочтительно средством измерения величины деформации является пьезоэлектрический датчик.
Предпочтительно средством управления величиной деформации является пьезоэлектрическое исполнительное устройство.
Согласно второму аспекту настоящего изобретения создан способ штамповки с использованием вышеописанного устройства для штамповки, при котором управляют величиной деформации элемента, подлежащего управлению, посредством средства управления величиной деформации таким образом, чтобы величина деформации, измеренная средством измерения величины деформации, находилась в заданном диапазоне при штамповке.
Согласно третьему аспекту настоящего изобретения создано устройство для штамповки, содержащее пуансон; матрицу, выполненную с возможностью перемещения относительно пуансона; держатель заготовки, выполненный с возможностью приложения силы удержания заготовки к материалу, подлежащему обработке; средство измерения величины деформации, которое обеспечивается внутри элемента, подлежащего управлению, и выполнено с возможностью измерения величины деформации элемента, подлежащего управлению, которая возникает в соответствии с выполнением штамповки, когда пуансон, и/или матрица, и/или держатель заготовки становится элементом, подлежащим управлению; и средство управления величиной деформации, которое обеспечивается в элементе, подлежащем управлению, и выполнено с возможностью осуществления управления величиной деформации элемента, подлежащего управлению, возникающей в соответствии с выполнением штамповки, при этом средство измерения величины деформации и средство управления величиной деформации расположены относительно друг друга на расстоянии от 1 до 1000 мм внутри подлежащего управлению элемента на расстоянии от его поверхности от 1 до 500 мм.
Предпочтительно средство управления величиной деформации выполнено с возможностью управления величиной деформации элемента, подлежащего управлению, с тем, чтобы величина деформации, измеренная посредством средства измерения величины деформации, находилась в заданном диапазоне при штамповке.
Предпочтительно устройство дополнительно содержит вычислитель силы трения, который выполнен с возможностью вычисления, на основании величины деформации, измеренной средством измерения величины деформации, силы трения, возникающей во время скольжения элемента, подлежащего управлению, и материала, подлежащего обработке.
Предпочтительно устройство дополнительно содержит первый вычислитель величины упругого последействия, который выполнен с возможностью вычисления величины упругого последействия формы штампуемого изделия на основании силы трения, вычисленной вычислителем силы трения.
Предпочтительно устройство дополнительно содержит второй вычислитель величины упругого последействия, который выполнен с возможностью вычисления величины упругого последействия формы штампуемого изделия на основании величины деформации, измеренной средством измерения величины деформации.
Предпочтительно средством измерения величины деформации является пьезоэлектрический датчик.
Предпочтительно средством управления величиной деформации является пьезоэлектрическое исполнительное устройство.
Согласно четвертому аспекту настоящего изобретения создан способ штамповки с использованием описанного выше устройства для штамповки, при котором управляют величиной деформации элемента, подлежащего управлению, посредством средства управления величиной деформации таким образом, чтобы величина деформации, измеренная средством измерения величины деформации, находилась в заданном диапазоне при штамповке.
Таким образом, согласно изобретению созданы устройства и способ для штамповки, которые обеспечивают управление деформацией инструмента при выполнении штамповки и имеют высокую точность и высокую применимость.
Далее настоящее изобретение будет описано более подробно со ссылкой на прилагаемые чертежи, на которых:
фиг.1 - схематический вид устройства для штамповки, имеющего средство измерения величины деформации;
фиг.2А - подробный вид ситуации установки средства измерения величины деформации;
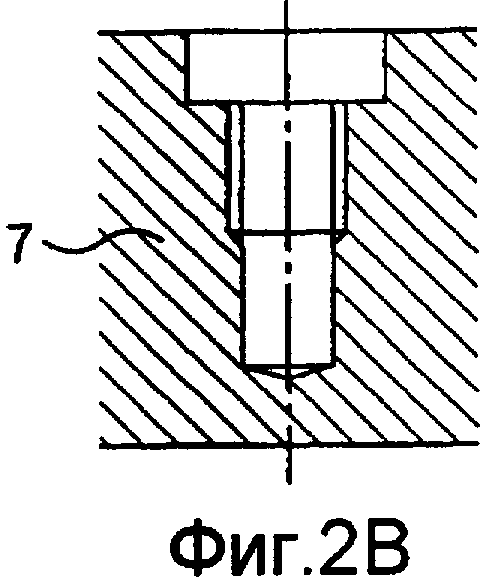
фиг.2В - вид матрицы в разрезе;
фиг.2С - вид сбоку средства измерения величины деформации и заглушки;
фиг.3 - схематический вид устройства для штамповки, имеющего несколько средств измерения величины деформации;
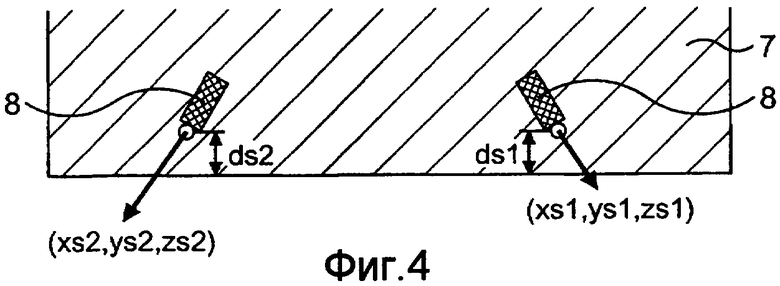
фиг.4 - подробный вид ситуации установки средства измерения величины деформации с фиг.3;
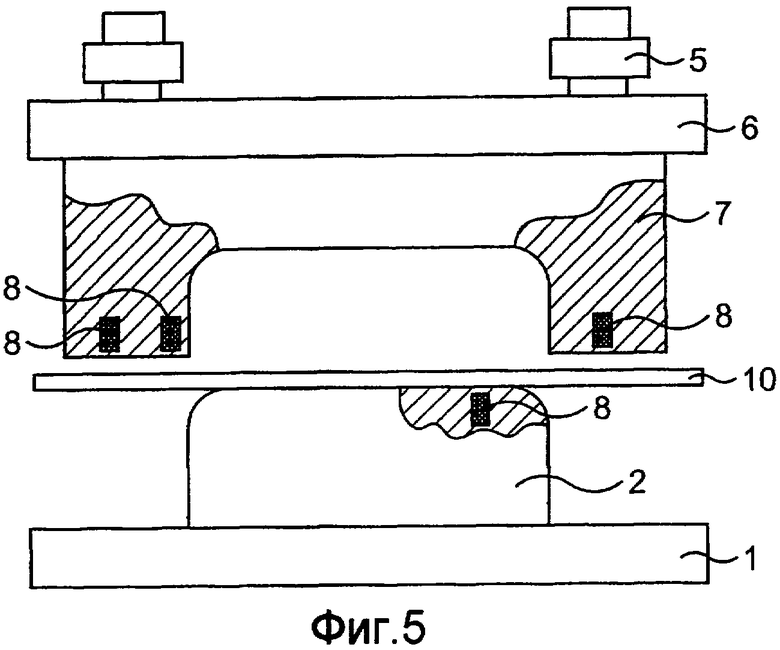
фиг.5 - схематический вид устройства для штамповки, имеющего два объекта из матрицы и пуансона в качестве объектов, подлежащих управлению, и имеющего средства измерения величины деформации в объектах, подлежащих управлению;
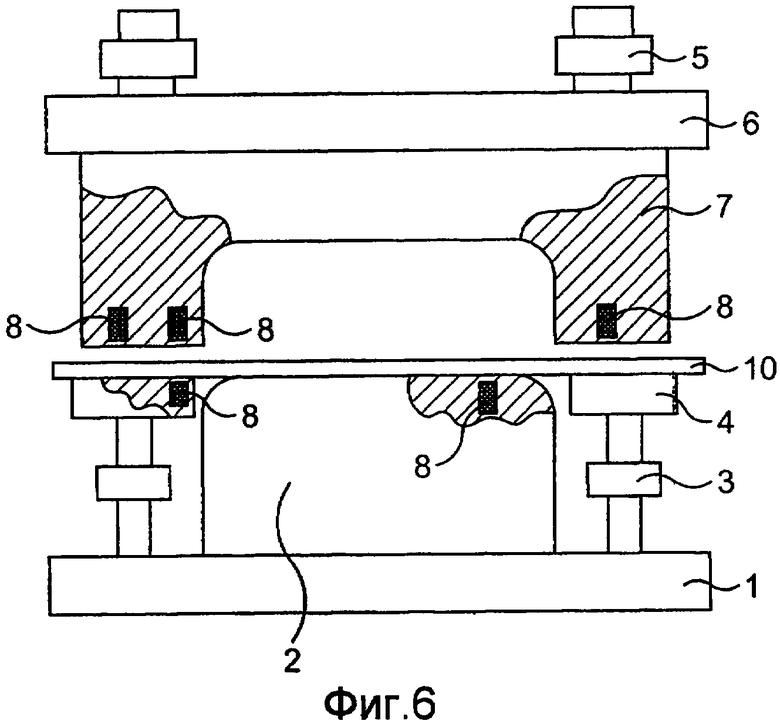
фиг.6 - схематический вид устройства для штамповки, имеющего три объекта из матрицы, пуансона и держателя заготовки в качестве объектов, подлежащих управлению, и имеющего средства измерения величины деформации в объектах, подлежащих управлению;
фиг.7 - схематический вид устройства для штамповки, имеющего средство измерения величины деформации и средство управления величиной деформации;
фиг.8 - подробный вид ситуации установки средства измерения величины деформации и средства управления величиной деформации с фиг.7;
фиг.9 - схематический вид устройства для штамповки, имеющего средство измерения величины деформации, средство управления величиной деформации и средство вычисления силы трения;
фиг.10 - вид, показывающий пример расположения средств измерения величины деформации с фиг.9;
фиг.11 - схема для пояснения одного примера вычислительной обработки средством вычисления силы трения;
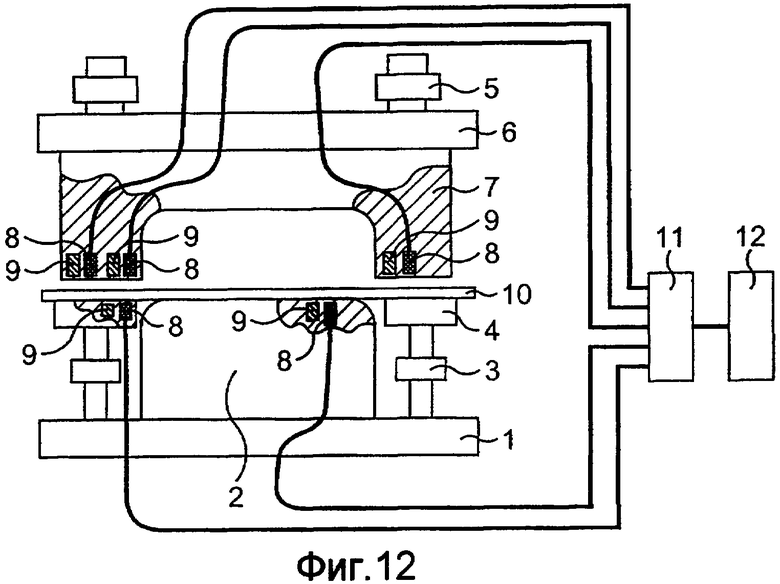
фиг.12 - схематический вид устройства для штамповки, имеющего средство измерения величины деформации, средство управления величиной деформации, средство вычисления силы трения и первое средство вычисления величины упругого последействия;
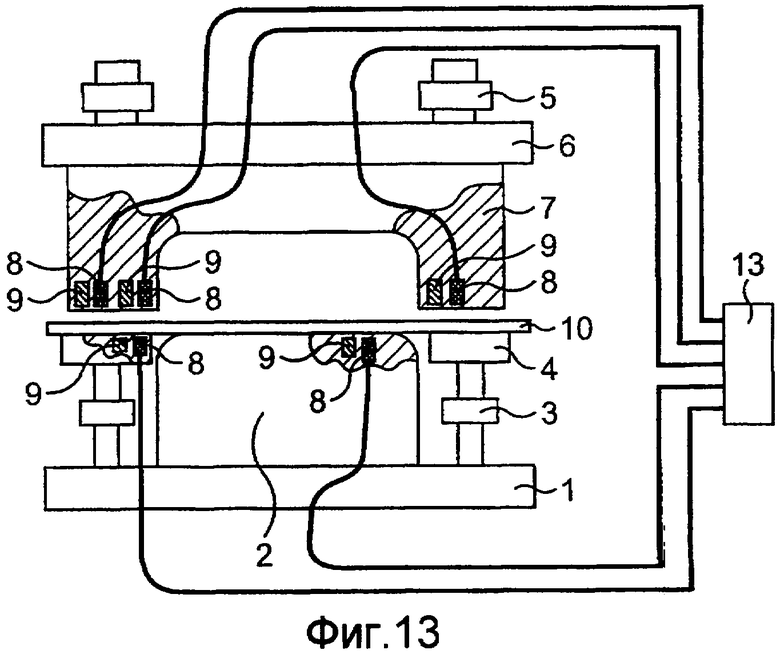
фиг.13 - схематический вид устройства для штамповки, имеющего средство измерения величины деформации, средство управления величиной деформации и второе средство вычисления величины упругого последействия;
фиг.14 - блок-схема для пояснения процедуры действия устройства для штамповки согласно настоящему изобретению, которое осуществляет управление величиной деформации;
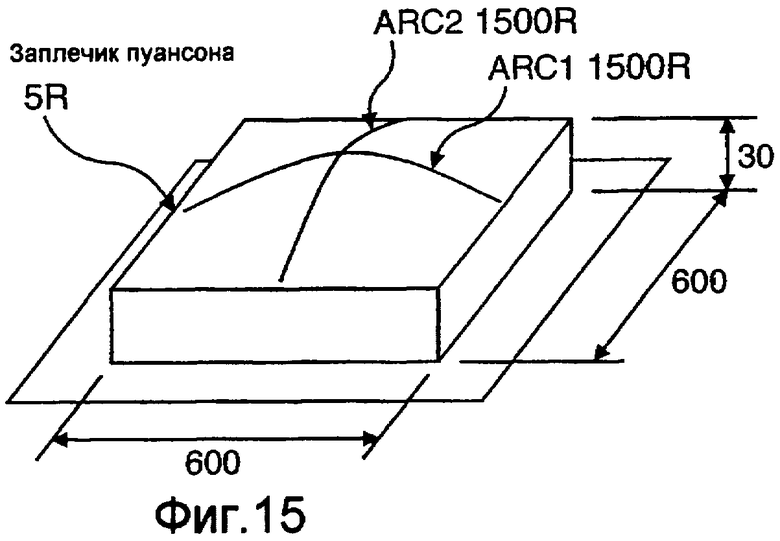
фиг.15 - общий вид штампуемого изделия при его штамповке из квадратного столбчатого элемента;
фиг.16 - общий вид другого штампуемого изделия при его штамповке из квадратного столбчатого элемента;
фиг.17 - вид, иллюстрирующий способ установки средства измерения величины деформации и средства управления величиной деформации;
фиг.18 - вид, показывающий направление установки средства измерения величины деформации и средства управления величиной деформации;
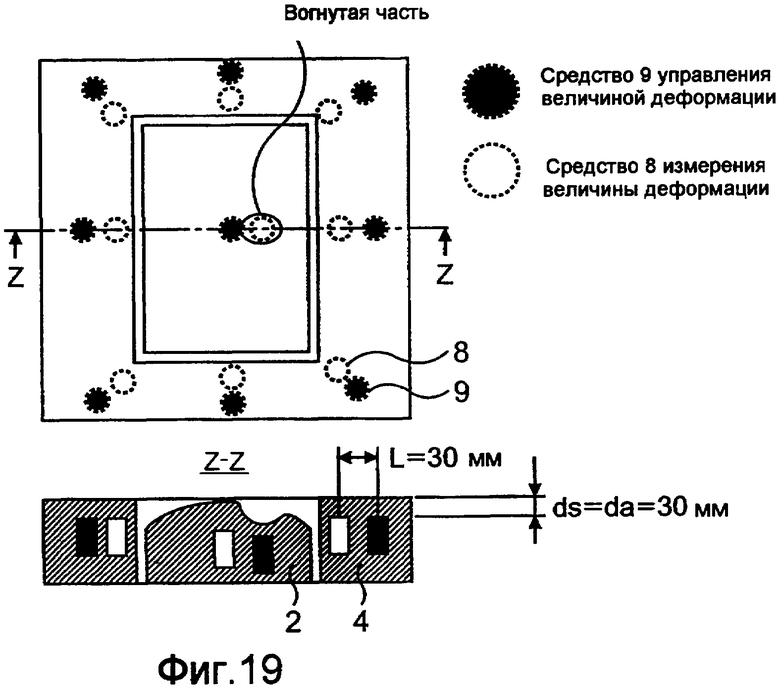
фиг.19 - вид, иллюстрирующий способ установки средства измерения величины деформации и средства управления величиной деформации;
фиг.20 - вид, иллюстрирующий способ установки средства измерения величины деформации и средства управления величиной деформации по отношению к пуансону;
фиг.21 - вид, иллюстрирующий способ установки средства измерения величины деформации и средства управления величиной деформации;
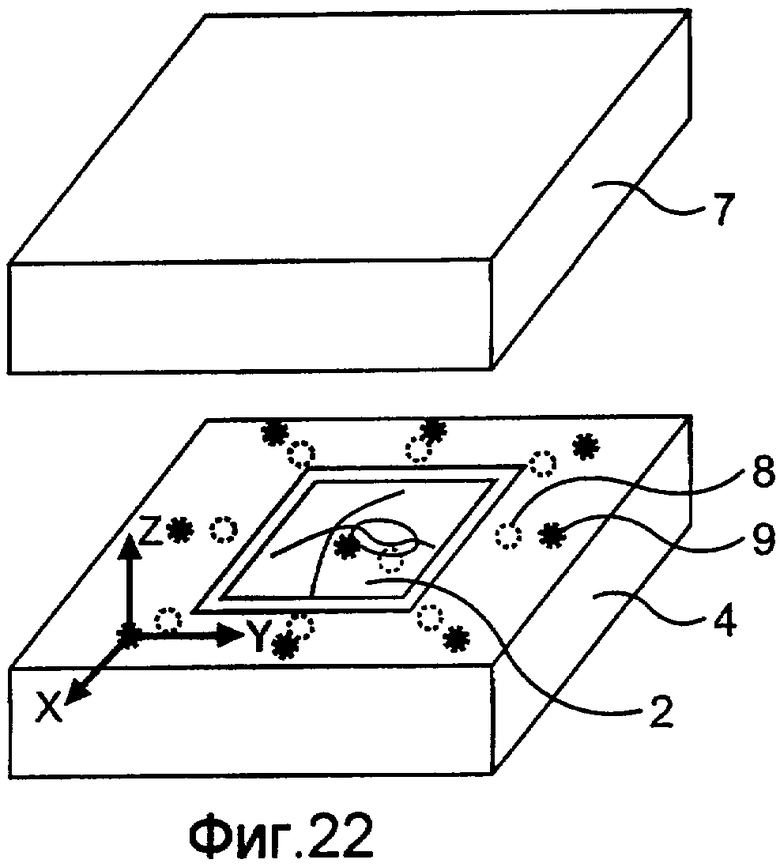
фиг.22 - вид, показывающий направление установки средства измерения величины деформации и средства управления величиной деформации;
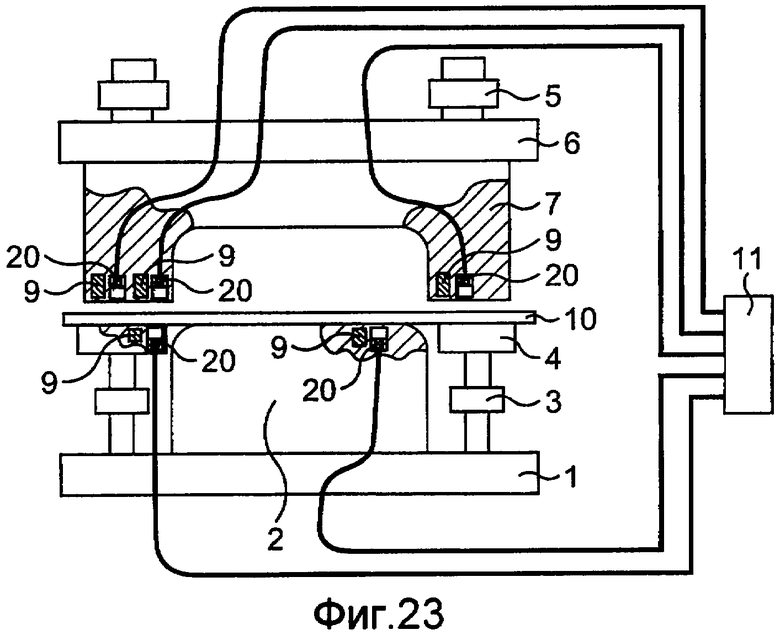
фиг.23 - схематический вид устройства для штамповки, имеющего средство измерения величины деформации, средство управления величиной деформации и средство вычисления силы трения;
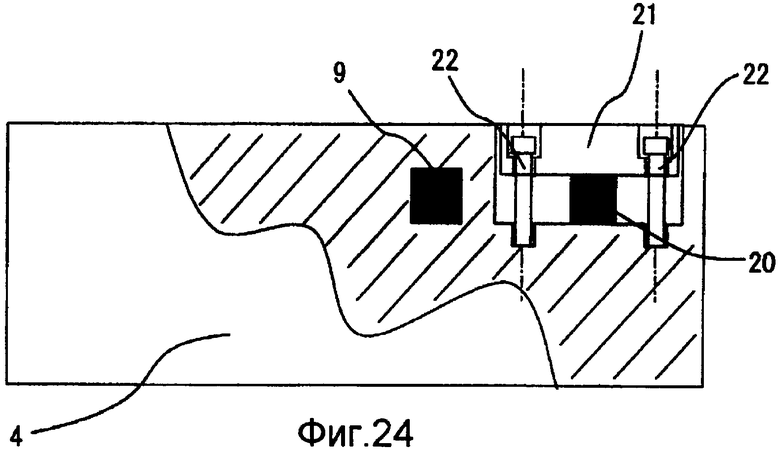
фиг.24 - вид в увеличенном масштабе области вблизи монтажной позиции элемента измерения величины деформации; и
фиг.25 - концептуальное представление деформации инструмента.
Теперь со ссылкой на чертежи будет описан подробно наилучший вариант осуществления настоящего изобретения.
Первый вариант осуществления изобретения
На фиг.1 показан схематический вид примера устройства для штамповки согласно первому варианту осуществления. Пуансон 2 крепится на плите-держателе 1 устройства пресса, а матрица 7 крепится к верхней направляющей 6, которая приводится в действие средством 5 регулирования нагрузки/скорости для штамповки, соответственно. Ссылочная позиция 10 на чертеже обозначает тонкую пластину, которая является материалом, подлежащим обработке.
На фиг.1 в качестве элемента, подлежащего управлению, выбрана матрица 7, и в ней установлено средство 8 измерения величины деформации.
На фиг.2А показана в увеличенном масштабе область вблизи местоположения установки средства 8 измерения величины деформации. В качестве одного примера способа установки средства 8 измерения величины деформации, как показано в схематическом виде на фиг.2В, в матрице 7 выполняется отверстие, которое не проходит сквозь матрицу 7, и в отверстии нарезается винтовая внутренняя резьба; далее, в основание отверстия помещается средство 8 измерения величины деформации, показанное на фиг.2С, и прикладывается осевая сила заглушки для прессовой посадки в него. В случае, когда средство 8 измерения величины деформации устанавливается диагонально, как показано на фиг.2А, или подобно, осуществляется заполнение воздушного зазора, чтобы сделать поверхность однородной, как необходимо.
Средство 8 измерения величины деформации устанавливается внутри элемента, подлежащего управлению, с тем, чтобы позиция измерения величины деформации находилась на ds [мм] от поверхности инструмента. Желательно, чтобы значение ds [мм] находилось в диапазоне от 1 до 500 [мм].
Средство 8 измерения величины деформации устанавливается внутри элемента, подлежащего управлению, из условия, чтобы направление измерения величины деформации было выражено посредством вектора, имеющего компоненты (xs, ys, zs) в произвольной ортогональной системе координат с позицией измерения величины деформации в качестве начала координат. В этом случае xs, ys и zs находятся, соответственно, в диапазоне от -1 до 1 и выражаются согласно нижеследующему математическому выражению (1):

На фиг.1 показан случай, когда в элементе, подлежащем управлению, установлено одно средство 8 измерения величины деформации, хотя в элементе, подлежащем управлению, может быть установлено несколько средств 8 измерения величины деформации. На фиг.3 приведен пример, в котором показаны установленными несколько средств 8 измерения величины деформации. Фиг.3 является сходной с фиг.2, за исключением того, что в элементе, подлежащем управлению, устанавливаются два средства 8 измерения величины деформации.
На фиг.4 показана в увеличенном масштабе область вблизи местоположения установки средства 8 измерения величины деформации согласно фиг.3. Позиции измерения величины деформации и направление измерения величины деформации для нескольких средств 8 измерения величины деформации могут быть определены независимо соответствующим образом.
На фиг.1 в качестве элемента, подлежащего управлению, выбрана матрица 7, но требуется, чтобы, по меньшей мере, один объект из матрицы 7 или пуансона 2 был выбран в качестве элемента, подлежащего управлению. На фиг.5 показан случай, когда как матрица 7, так и пуансон 2 выбраны в качестве элементов, подлежащих управлению.
Второй вариант осуществления изобретения
На фиг.6 показан схематический вид примера устройства для штамповки согласно второму варианту осуществления изобретения. Пуансон 2 крепится на плите-держателе 1 устройства пресса, держатель 4 для заготовки крепится к средству 3 регулирования усилия держателя заготовки, а матрица 7 крепится к верхней направляющей 6, которая приводится в действие средством 5 регулирования нагрузки/скорости для штамповки.
Согласно фиг.6 три объекта из матрицы 7, пуансона 2 и держателя 4 для заготовки выбраны в качестве элементов, подлежащих управлению, и средства 8 измерения величины деформации установлены в их соответственных внутренних частях. Требуется, чтобы, по меньшей мере, один любой объект из матрицы 7, пуансона 2 и держателя 4 для заготовки был выбран в качестве элемента, подлежащего управлению.
Третий вариант осуществления изобретения
На фиг.7 показан схематический вид примера устройства для штамповки согласно третьему варианту осуществления. Как на фиг.6, пуансон 2 крепится на плите-держателе 1 устройства пресса, держатель 4 для заготовки крепится к средству 3 регулирования усилия держателя заготовки, а матрица 7 крепится к верхней направляющей 6, которая приводится в действие средством 5 регулирования нагрузки/скорости инструмента.
Согласно фиг.7 три объекта из матрицы 7, пуансона 2 и держателя 4 для заготовки выбраны в качестве элементов, подлежащих управлению, и средство 8 измерения величины деформации и средство 9 управления величиной деформации установлены в их внутренних частях, соответственно.
На фиг.8 показаны подробности ситуации установки средства 8 измерения величины деформации и средства 9 управления величиной деформации согласно фиг.7. Способ установки средства 8 измерения величины деформации является таким же, как описано со ссылкой на фиг.2А-2С. В качестве способа установки средства 9 управления величиной деформации также имеется способ расточки высверленного отверстия, которое не проходит насквозь, и прессовой посадки средства 9 управления величиной деформации посредством заглушки, как описано со ссылкой на фиг.2А-2С, в качестве одного примера.
Средство 9 управления величиной деформации устанавливается внутри элемента, подлежащего управлению, из условия, чтобы позиция управления величиной деформации была на da [мм] от поверхности инструмента. Желательно, чтобы значение da [мм] находилось в диапазоне от 1 до 500 [мм].
Дополнительно, средство 9 управления величиной деформации устанавливается внутри элемента, подлежащего управлению, с тем, чтобы направление управления величиной деформации было выражено вектором с компонентами, являющимися (ха, уа, za) в произвольной ортогональной системе координат с позицией управления величиной деформации в качестве начала координат. В этом случае ха, уа и za находятся соответственно в диапазоне от -1 до 1 и выражаются согласно нижеследующему математическому выражению (2):

Когда желательно, чтобы величина деформации, измеренная средством 8 измерения величины деформации, управлялась средством 9 управления величиной деформации, средство 9 управления величиной деформации устанавливается так, чтобы между позицией измерения величины деформации, подлежащей управлению, и позицией управления величиной деформации, соответствующей средству 9 управления величиной деформации, было расстояние L [мм]. Желательно, чтобы L [мм] находилось в диапазоне от 1 до 1000 [мм].
В качестве примера способа управления имеется способ выполнения управления величиной возбуждения элемента, подлежащего управлению, с помощью средства 9 управления величиной деформации с тем, чтобы величина деформации, измеренная средством 8 измерения величины деформации, находилась в заданном диапазоне при формовании. В качестве одного конкретного примера, если величина деформации сжатия, измеренная средством 8 измерения величины деформации, при штамповке превышает 110 µε, выполняется управление, чтобы посредством средства 9 управления величиной деформации создать деформацию в направлении нейтрализации величины деформации сжатия, с тем, чтобы величина деформации сжатия, измеренная посредством средства 8 измерения величины деформации, стала 110 µε или менее.
Четвертый вариант осуществления изобретения
На фиг.9 показан схематический вид устройства для штамповки согласно четвертому варианту осуществления. В этом случае выходной сигнал средства 8 измерения величины деформации, установленного, как показано на фиг.7 в устройстве для штамповки, вводится в средство 11 вычисления силы трения. Средство 11 вычисления силы трения вычисляет силу трения, возникающую во время скольжения элемента, подлежащего управлению, и материала, подлежащего обработке, на основании величины деформации, измеренной средством 8 измерения величины деформации.
Средство 11 вычисления силы трения будет описано более подробно со ссылкой на фиг.10 и 11. Согласно фиг.10 средство 8 измерения величины деформации устанавливается внутри матрицы 7 так, чтобы расстояние Dsx от поверхности держателя удовлетворяло Dsx=10 мм и расстояние Dsy от вертикальной стены матрицы удовлетворяло Dsy=15 мм.
Средство 8 измерения величины деформации устанавливается внутри матрицы 7 так, чтобы направление измерения величины деформации выражалось вектором с компонентами, удовлетворяющими (xs, ys, zs)=(0, 1, 0) в ортогональной системе координат, как показано на чертеже, причем направление высоты формованного изделия задается как X, направление ширины формованного изделия задается как Y, а продольное направление формованного изделия задается как Z при позиции измерения величины деформации в качестве начала координат. То есть средство 8 измерения величины деформации может регистрировать деформацию сжатия и растяжения в направлении Y на чертеже.
Если подлежащий обработке материал 10 штампуется в этом состоянии, то с ходом выполнения штамповки подлежащий обработке материал 10 изгибается на плечевую часть R матрицы 7 и вызывает деформацию сжатия по отношению к плечевой части R матрицы 7. Деформация сжатия плечевой части R матрицы 7 измеряется средством 8 измерения величины деформации и передается на средство 11 вычисления силы трения.
Функция средства 11 вычисления силы трения будет описана с использованием фиг.11. Поскольку вывод от средства 8 измерения величины деформации изменяется по величине в соответствии с единичными ходами для штамповки, как показано на фиг.11, сила трения, возникающая при скольжении матрицы 7 и материала 10, подлежащего обработке, вычисляется путем извлечения величины деформации в (граничном) положении хода S1 в виде «Деформация 1» и величины деформации в положении хода S2 в виде «Деформация 2» и подстановкой этих значений в формулу перевода. В качестве формулы перевода предпочтительно принят способ с использованием анализа методом (FEM) конечных элементов и получения корреляции для установленного значения коэффициента трения в виде FEM-анализа и величины деформации, происходящей по отношению к инструменту, в виде результата анализа согласно аппроксимации полиномами. В качестве одного конкретного примера, оценка выполняется согласно нижеследующей формуле

Ffric: сила [N] трения, имеющая место во время скольжения,
Strain (s) (деформация): величина деформации в положении хода S=dr+dp+r
(dr: заплечик R матрицы, dp: заплечик R пуансона, t: толщина пластины материала, подлежащего обработке),
BHF: сила [N] держателя заготовки.
Пятый вариант осуществления
На фиг.12 показан схематический вид устройства для штамповки согласно пятому варианту осуществления. В этом случае устройство для штамповки выполнено так, чтобы вывод средства 8 измерения величины деформации, установленного так, как в показанном на фиг.7 устройстве для штамповки, вводился в средство 11 вычисления силы трения и сила трения, которая является выводимыми данными средства 11 вычисления силы трения, передавалась в первое средство 12 вычисления величины упругого последействия. Средство 11 вычисления силы трения вычисляет силу трения, возникающую при скольжении элемента, подлежащего управлению, и материала, подлежащего обработке, на основании величины деформации, измеренной в средстве 8 измерения величины деформации, и является таким же, как в четвертом варианте осуществления.
Относительно средства 12 вычисления величины упругого последействия, средство 12 вычисления величины упругого последействия вычисляет величину упругого последействия для штампуемого изделия путем подстановки в формулу перевода (значения) силы трения, которая является выводимыми данными средства 11 вычисления силы трения. В качестве формулы перевода предпочтительно принят способ получения величины упругого последействия путем многократного выполнения для штамповки, исследования корреляции выводимых данных средства 11 вычисления силы трения и формы формуемого изделия и выполнения аппроксимации с использованием полиномиального выражения или подобного. В качестве одного конкретного примера, оценка выполняется согласно нижеследующей формуле.

Δθр: величина упругого последействия для угла [град] заплечика матрицы формуемого изделия,
Ffric: сила [N] трения, возникающая во время скольжения.
Шестой вариант осуществления изобретения
На фиг.13 показан схематический вид устройства для штамповки согласно шестому варианту осуществления. В этом случае устройство для штамповки выполнено так, чтобы выводимые данные средства 8 измерения величины деформации, установленного, как показано на фиг.7 в устройстве для штамповки, передавались на второе средство 13 вычисления величины упругого последействия. Второе средство 13 вычисления величины упругого последействия вычисляет величину упругого последействия формуемого изделия путем подстановки в формулу перевода величины деформации, измеренной с помощью средства 8 измерения величины деформации. В качестве формулы перевода предпочтительно принят способ получения величины упругого последействия путем многократного выполнения для штамповки, исследования корреляции выводимых данных средства 8 измерения величины деформации и формы штампуемого изделия и выполнения аппроксимации с использованием полиномиального выражения или подобного. В качестве одного конкретного примера, оценка выполняется согласно нижеследующей формуле.

Δθр: величина упругого последействия для угла [град] заплечика матрицы формуемого изделия,
Strain (s): величина деформации в положении хода S=dr+dp+t
(dr: заплечик R матрицы, dp: заплечик R пуансона, t: толщина пластины материала, подлежащего обработке).
Если средство 8 измерения величины деформации использует пьезоэлектрический датчик или датчик деформаций (тензодатчик), то может быть легко измерена величина деформации. Если средство 9 управления величиной деформации использует пьезоэлектрическое исполнительное устройство, то можно легко управлять величиной деформации.
Девятый вариант осуществления изобретения
В качестве девятого варианта осуществления с использованием показанной на фиг.14 блок-схемы будет описан способ управления величиной возбуждения элемента, подлежащего управлению, средством 9 управления величиной деформации с тем, чтобы величина деформации, измеренная средством 8 измерения величины деформации, находилась в заданном диапазоне в течение штамповки.
Сначала, на этапе S101, подлежащий обработке материал устанавливается в устройство пресса, и начинается штамповка. В этот момент i=1. Затем, на этапе S102, ход устройства пресса Si-1 [мм] продвигается на δSi [мм], чтобы выполнить ход Si [мм] устройства пресса. Когда i=1, например, S1=S0+δS1, и если S0=0, то S1=δS1. Значение δSi [мм] определяется до работы.
На этапе S103 величина деформации инструмента δui [мм] в ходе Si [мм] измеряется средством 8 измерения величины деформации. На этапе S104 сравниваются величина δui± [мм] деформации инструмента, измеренная на этапе S103, и целевое значение δuti [мм] величины деформации инструмента. Значение δuti [мм] определяется прежде работы.
Если δui=δuti, последовательность операций переходит на этап S105, и без выполнения управления последовательность операций переходит на этап S107. Если δui≠δuti, последовательность операций переходит на этап S106, и посредством использования средства 9 управления величиной деформации контрольная величина δuci+1 [мм] деформации инструмента увеличивается или уменьшается в соответствии с разностью δui-δuti между величиной деформации инструмента и целевым значением величины деформации инструмента.
На этапе S107 сравниваются ход Si [мм] и ход Send [мм] завершения операции для штамповки. Если Si=Send, то штамповка завершена. На этапе S107, если Si≠Send, последовательность операций переходит на этап S108, i увеличивается на 1, и последовательность операций возвращается на этап S102.
Путем выполнения способа для штамповки величина δui [мм] деформации инструмента может всегда регулироваться для соответствия целевому значению δuti [мм] величины деформации инструмента, даже при изменении различных условий для штамповки, и, следовательно, может быть уменьшена неравномерность качества формованного изделия, обусловленная величиной δui [мм] деформации инструмента, отличающейся при каждом выполнении штамповки.
Пример 1
В качестве примера 1 настоящего изобретения на экспериментальной основе было создано устройство для штамповки, показанное на фиг.7, и была выполнена штамповка. В таблице 1 показаны характеристики использовавшейся стальной пластины. Использовалась обычная сталь в диапазоне толщины пластины в 1,0 мм и с модулем Юнга в 270 МПа.
Формуемый элемент 1 показан на фиг.15, а формуемый элемент 2 показан на фиг.16. Формуемый элемент 1 является квадратным столбчатым элементом 600 мм на 600 мм, с штамповочной высотой в 30 мм, с поверхностью основания пуансона, имеющей радиус кривизны 1500 мм (1500 R) и заплечик пуансона в R5 мм, как показано на фиг.15.
Формуемым элементом 2 является квадратный столбчатый элемент 600 мм на 600 мм, с штамповочной высотой в 30 мм, с поверхностью основания пуансона, имеющей радиус кривизны 1500 мм (1500 R), поверхность основания пуансона имеет углубленный профиль с радиусом кривизны 20 мм (20 R), и заплечик пуансона в R5 мм, как показано на фиг.16.
При штамповке в качестве элемента, подлежащего управлению, был выбран держатель 4 для заготовки. На фиг.17 показан держатель 4 для заготовки, используемый при штамповке. Как показано на фиг.17, были установлены восемь средств 8 измерения величины деформации и восемь средств 9 управления величиной деформации. Средство 8 измерения величины деформации устанавливалось внутри инструмента так, чтобы позиция измерения величины деформации была в ds=30 мм от поверхности инструмента, с использованием способа расточки отверстия, которое не проходит инструмент насквозь, и нарезки винта с внутренней резьбы, помещения на основание высверленного отверстия средства 8 измерения величины деформации и прессовой посадки его приложением осевого усилия с заглушкой, как показано на фиг.2А-2С.
Дополнительно, средство 9 управления величиной деформации было установлено так, чтобы позиция управления величиной деформации была в da=30 мм от поверхности инструмента, с использованием способа расточки отверстия, которое не проходит инструмент насквозь, и нарезки винтовой внутренней резьбы, помещения на основание высверленного отверстия средства 9 управления величиной деформации и прессовой посадки такового путем приложения осевого усилия с помощью заглушки. Средство 9 управления величиной деформации было установлено так, чтобы расстояние между позицией измерения величины деформации и позицией управления величиной деформации было L=30 мм.
На фиг.18 показаны направления установки средства 8 измерения величины деформации и средства 9 управления величиной деформации. Сначала, чтобы задать направления установки, была задана ортогональная система координат XYZ, как показано на фиг.18. В этом случае X представляет продольное направление формованного изделия, Y представляет направление ширины формованного изделия, a Z представляет направление высоты инструмента для изделия.
Все восемь средств 8 измерения величины деформации были установлены так, чтобы направления измерения величины деформации выражались векторами с компонентами, удовлетворяющими (X, Y, Z)=(0, 0, 1), в ортогональной системе координат с позицией измерения величины деформации в качестве начала координат. В формовании в качестве средства 8 измерения величины деформации использовался пьезоэлектрический датчик, обеспечивающий определение деформации сжатия и растяжения в направлении измерения величины деформации. Таким образом, средство 8 измерения величины деформации может определять деформацию сжатия и растяжения в направлении оси Z.
Все восемь средств 9 управления величиной деформации были установлены так, чтобы направления управления величиной деформации были выражены векторами с компонентами, удовлетворяющими (X, Y, Z)=(0, 0, 1), в ортогональной системе координат с позицией управления величиной деформации в качестве начала координат.
В формовании в качестве средства 9 управления величиной деформации использовалось пьезоэлектрическое исполнительное устройство, способное управлять деформацией сжатия и растяжения в направлении управления величиной деформации. Таким образом, средство 9 управления величиной деформации может управлять деформацией сжатия и растяжения в направлении оси Z.
В формовании для каждого i было установлено δSi=1 [мм]. То есть цикл измерения и контроля многократно исполнялся для каждого хода в 1 мм. В формовании для каждого i целевое значение величины деформации инструмента было установлено в δuti=0 [мм]. Далее, формулой для этапа S106 последовательности операций, показанной на фиг.9, была

Следовательно, контрольная величина δuci+1 [мм] изгибных деформаций инструмента была определена в соответствии с 
То есть в процессе для штамповки средство 9 управления величиной деформации выполняло регулирование, чтобы сделать близкой к нулю величину δui [мм] деформации инструмента, которая была выявлена средством 8 измерения величины деформации.
Дополнительно, в качестве сравнительного примера 1 был выполнен процесс для штамповки без использования устройства для штамповки согласно настоящему изобретению. Условия выполнения для штамповки в устройстве для штамповки, используемом для сравнительного примера 1, были теми же, как в примере 1, за исключением того, что в сравнительном примере 1 не использовались средство 8 измерения величины деформации и средство 9 управления величиной деформации согласно настоящему изобретению.
Сравнение неоднородности профиля и стабильности формы в примере 1 согласно настоящему изобретению и сравнительного примера 1 указаны в таблице 2. Сначала с помощью измерительного устройства для трехмерных форм были измерены поверхности основания для двух формованных изделий, которыми были формуемый элемент 1 и формуемый элемент 2, и значения формообразующей кривизны (k=1/R) были вычислены по дуге 1 и дуге 2 согласно фиг.15 или 16. При этом R является радиусом кривизны.
Затем вычислялось максимальное значение Δk разности между измеренной формообразующей кривизной k и формообразующей кривизной kdesign. Если формованное изделие имеет такое же распределение формообразующей кривизны, как и инструмент (k=kdesign), то Δk=0. Δk было сделано показателем неоднородности профиля и стабильности формы.

Как показано в таблице 2, более подходящие результаты были получены по формуемому элементу 1 и формуемому элементу 2 в примере 1 согласно настоящему изобретении по отношению к неоднородности профиля и стабильности формы. Предположительно, что уменьшение поверхностной деформации и повышение стабильности формы формованного изделия достигалось согласно выполнению настоящего изобретения.
Пример 2
В качестве примера 2 настоящего изобретения на экспериментальной основе было осуществлено устройство для штамповки, показанное на фиг.7, и был выполнен процесс для штамповки. Для исследования границ улучшенного эффекта для штамповки согласно настоящему изобретению штамповка выполнялась при изменении штамповочной высоты в 30 мм формуемого элемента 1 и формуемого элемента 2 в примере 1. Условия, кроме штамповочной высоты, были теми же, как таковые в примере 1.
Далее, в качестве сравнительного примера 2 был выполнен процесс для штамповки без использования устройства для штамповки согласно настоящему изобретению. Условия для штамповки в устройстве для штамповки, используемом для сравнительного примера 2, были теми же, как таковые в примере 2, за исключением того, что в сравнительном примере 2 не использовались средство 8 измерения величины деформации и средство 9 управления величиной деформации согласно настоящему изобретению.
В таблице 3 показано сравнение предельных штамповочных размеров в примере 2 согласно настоящему изобретению и сравнительном примере 2. Процесс для штамповки выполнялся с числом экземпляров 30, причем случай, когда из них 90% или более были формованы без разрывов, помечен кружочком (хороший), случай, когда из них от 50% до 90% могли быть формованы без разрывов, помечен треугольником (довольно хороший), и случай, когда не более 50% из них могли быть формованы без разрывов, помечен крестиком (плохой).

Как показано в таблице 3, более подходящие результаты были получены по формуемому элементу 1 и формуемому элементу 2 из примера 2 согласно настоящему изобретению по отношению к предельному размеру для штамповки. Предположительно, повышение предельного штамповочного размера для получаемых штамповкой изделий достигалось согласно выполнению настоящего изобретения.
Пример 3
В качестве примера 3 настоящего изобретения на экспериментальной основе было осуществлено устройство для штамповки, показанное на фиг.7, и был выполнен процесс для штамповки. Для исследования эффекта снижения неравномерности качества формованного изделия согласно настоящему изобретению формуемые элементы 1 и формуемые элементы 2 в примере 1 были произведены в больших количествах. Производственными объемами для каждого из квадратного столбчатого элемента и элемента шляповидного сечения были 100 единиц в день × 30 дней, то есть в итоге 3000. Производственный период составлял шесть месяцев. Различные условия для штамповки задавались такими же, как в примере 1.
Дополнительно, в качестве сравнительного примера 3 был выполнен процесс штамповки без использования устройства для штамповки согласно настоящему изобретению. Условия штамповки в устройстве для штамповки, используемом для сравнительного примера 3, были теми же, как в примере 3, за исключением того, что сравнительный пример 3 не использовал средство 8 измерения величины деформации и средство 9 управления величиной деформации согласно настоящему изобретению.
В таблице 4 показано сравнение неравномерности качества формованного изделия в примере 3 согласно настоящему изобретению и сравнительном примере 3. В качестве показателей оценки неравномерности качества формованного изделия для формуемых элементов использовались два нижеследующих.
(1) Частота появления трещин и складок = число событий появления трещин и складок/число изделий, всего изготовленных.
(2) Отклонение (от среднего) Δk = среднеквадратическое отклонение Δk/среднее значение Δk.
Вычисление значения отклонения Δk было выполнено для элементов, которые могли быть формованными без трещин или складок.
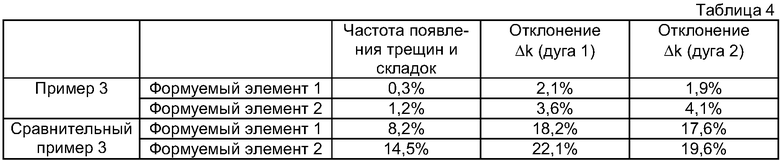
Как показано в таблице 4, более подходящие результаты были получены по формуемому элементу 1 и формуемому элементу 2 из примера 3 настоящего изобретения. Предположительно, что в примере 3 из настоящего изобретения управление выполнялось так, чтобы величина δui [мм] деформации инструмента всегда соответствовала целевому значению δuti [мм] величины деформации инструмента, даже при различных измененных условиях для штамповки, и, следовательно, неравномерность качества формованного изделия уменьшилась.
Пример 4
В качестве примера 4 настоящего изобретения на экспериментальной основе было осуществлено устройство для штамповки, показанное на фиг.7, и был выполнен процесс для штамповки. Характеристики стальной пластины, которая использовалась, были теми же, как в таблице 1. Формуемыми элементами были формуемый элемент 1, показанный на фиг.15, и формуемый элемент 2, показанный на фиг.16.
В формовании в качестве подлежащих управлению элементов были выбраны пуансон 2, держатель 4 для заготовки и матрица 7. На фиг.19 показаны пуансон 2 и держатель 4 для заготовки, используемые для выполнения штамповки. Как показано на чертеже, в держателе 4 для заготовки устанавливаются восемь средств 8 измерения величины деформации и восемь средств 9 управления величиной деформации. Дополнительно, в качестве способа установки средства 8 измерения величины деформации и средства 9 управления величиной деформации использовался способ расточки отверстия, которое не проходит инструмент насквозь, нарезки винтовой внутренней резьбы, помещения на основание высверленного отверстия средства 8 измерения величины деформации и приложения осевого усилия с помощью заглушки для прессовой посадки средства 8 измерения величины деформации, как показано на фиг.2А-2С.
Средство 8 измерения величины деформации устанавливалось так, чтобы его позиция измерения величины деформации находилась в ds=30 мм от поверхности держателя 4 для заготовки. Дополнительно, средство 9 управления величиной деформации устанавливалось так, чтобы позиция управления величиной деформации находилась в da=30 мм от поверхности держателя 4 для заготовки. Дополнительно, средство 9 управления величиной деформации устанавливалось так, чтобы между позицией измерения величины деформации и позицией управления величиной деформации было расстояние L=30 мм.
Дополнительно, в пуансоне 2 были установлены одно средство 8 измерения величины деформации и одно средство 9 управления величиной деформации. Способ установки в пуансон 2 средства 8 измерения величины деформации и средства 9 управления величиной деформации показаны на фиг.20.
Средство 8 измерения величины деформации было установлено так, чтобы позиция измерения величины деформации находилась в ds=15 мм от поверхности пуансона 2. Дополнительно, средство 9 управления величиной деформации устанавливалось так, чтобы позиция управления величиной деформации находилась в da=15 мм от поверхности пуансона 2. Кроме того, средство 9 управления величиной деформации устанавливалось так, чтобы между позицией измерения величины деформации и позицией управления величиной деформации было расстояние L=15 мм.
На фиг.21 показана матрица 7, используемая для выполнения штамповки. Как показано на чертеже, в матрице 7 были установлены восемь средств 8 измерения величины деформации и восемь средств 9 управления величиной деформации. Дополнительно, в качестве способа установки средства 8 измерения величины деформации и средства 9 управления величиной деформации использовался способ расточки высверленного отверстия, которое не проходит в инструменте насквозь, нарезки винтовой внутренней резьбы, помещения на основание высверленного отверстия средства 8 измерения величины деформации и приложения осевой силы с помощью заглушки для прессовой посадки средства 8 измерения величины деформации, как показано на фиг.2А-2С.
Средство 8 измерения величины деформации было установлено так, чтобы позиция измерения величины деформации находилась в ds=30 мм от поверхности матрицы 7. Дополнительно, средство 9 управления величиной деформации устанавливалось так, чтобы позиция управления величиной деформации находилась в da=30 мм от поверхности матрицы 7. Кроме того, средство 9 управления величиной деформации устанавливалось так, чтобы между позицией измерения величины деформации и позицией управления величиной деформации было расстояние L=30 мм.
На фиг.22 показаны направления установки средства 8 измерения величины деформации и средства 9 управления величиной деформации. Сначала для задания направления установки была задана ортогональная система координат XYZ, как показано на чертеже. В этом случае X представляет продольное направление формуемого изделия, Y представляет направление ширины формуемого изделия, a Z представляет направление высоты формуемого изделия.
В держателе 4 для заготовки и матрице 7 все восемь средств 8 измерения величины деформации были установлены так, чтобы направления измерения величины деформации были выражены векторами со своими компонентами, удовлетворяющими (X, Y, Z)=(0, 0, 1), в ортогональной системе координат с позицией измерения величины деформации в качестве начала координат. В формовании в качестве средства 8 измерения величины деформации использовался пьезоэлектрический датчик, обеспечивающий определение деформации сжатия и растяжения в направлении измерения величины деформации. Таким образом, средство 8 измерения величины деформации способно измерять деформацию сжатия и растяжения в направлении оси Z.
В держателе 4 для заготовки и матрице 7 все восемь средств 9 управления величиной деформации были установлены так, чтобы их направления управления величиной деформации были выражены векторами со своими компонентами, удовлетворяющими (X, Y, Z)=(0, 0, 1), в ортогональной системе координат с позицией управления величиной деформации в качестве начала координат. В формовании в качестве средства 9 управления величиной деформации использовалось пьезоэлектрическое исполнительное устройство, обеспечивающее управление деформацией сжатия и растяжения в направлении измерения величины деформации. Таким образом, средство 9 управления величиной деформации способно обеспечивать управление деформацией сжатия и растяжения в направлении оси Z.
В пуансоне 2 средство 8 измерения величины деформации было установлено так, чтобы направление измерения величины деформации было выражено вектором с компонентами, удовлетворяющими (X, Y, Z)=(0, 0, 1), в ортогональной системе координат с позицией измерения величины деформации в качестве начала координат. В формовании в качестве средства 8 измерения величины деформации использовался пьезоэлектрический датчик, обеспечивающий определение деформации сжатия и растяжения в направлении измерения величины деформации.
В пуансоне 2 средство 9 управления величиной деформации было установлено так, чтобы его направление управления величиной деформации было выражено вектором с его компонентами, удовлетворяющими (X, Y, Z)=(0, 1/ , 1/
, 1/ ), в ортогональной системе координат с позицией управления величиной деформации в качестве начала координат. В формовании в качестве средства 9 управления величиной деформации использовалось пьезоэлектрическое исполнительное устройство, способное управлять деформацией растяжения и сжатия в направлении управления величиной деформации.
), в ортогональной системе координат с позицией управления величиной деформации в качестве начала координат. В формовании в качестве средства 9 управления величиной деформации использовалось пьезоэлектрическое исполнительное устройство, способное управлять деформацией растяжения и сжатия в направлении управления величиной деформации.
В формовании для каждого i было установлено значение δSi=1 [мм]. То есть цикл измерения и контроля многократно выполнялся при каждом ходе в 1 мм. В формовании целевое значение δuti=0 [мм] величины деформации инструмента было установлено для каждого i. Формулой для этапа S106 схемы последовательности операций, показанной на фиг.8, являлась

Следовательно, контрольная величина δuci+1 [мм] отклонения инструмента определялась из 
То есть в формовании средство 9 управления величиной деформации выполняло управление из условия, чтобы величина δui [мм] деформации инструмента, которая была определена средством 8 измерения величины деформации, стала близкой к нулю.
Дополнительно, в качестве сравнительного примера 4 был выполнен процесс штамповки без использования устройства для штамповки согласно настоящему изобретению. Условия для штамповки в устройстве для штамповки, используемом для сравнительного примера 4, были установлены одинаковыми с примером 4, за исключением того, что сравнительный пример 4 не использовал средство 8 измерения величины деформации и средство 9 управления величиной деформации согласно настоящему изобретению.
Сравнение неоднородности профиля и стабильности формы в примере 4 настоящего изобретения и сравнительном примере 4 показано в таблице 5. Сначала поверхности основания двух формуемых изделий, которые являются формуемым элементом 1 и формуемым элементом 2, были измерены с помощью измерительного устройства для трехмерных форм, и были вычислены значения формообразующей кривизны (k=1/R) вдоль дуги 1 и дуги 2 на фиг.15 или 16. При этом R является радиусом кривизны.
Затем было вычислено максимальное значение Δk разности между измеренной формообразующей кривизной k и формообразующей кривизной kdesign инструмента. Если формованное изделие имеет такое же распределение формообразующей кривизны, как инструмент (k=kdesign), то Δk=0. Δk было сделано показателем неоднородности профиля и стабильности формы.

Как показано в таблице 5, по отношению к неоднородности профиля и стабильности формы более подходящие результаты были получены по формуемому элементу 1 и формуемому элементу 2 примера 4 согласно настоящему изобретению. Предположительно, что уменьшение поверхностной деформации и повышение стабильности формы формованного изделия было достигнуто согласно выполнению настоящего изобретения.
Пример 5
В качестве примера 5 настоящего изобретения на экспериментальной основе было создано устройство для штамповки, показанное на фиг.7, и был выполнен процесс для штамповки. Для исследования эффекта улучшенного предельного штамповочного размера согласно настоящему изобретению штамповка выполнялась с изменением штамповочной высоты 30 мм для формуемого элемента 1 и формуемого элемента 2 в примере 4. Условия, кроме штамповочной высоты, были теми же, как в примере 4.
Дополнительно, в качестве сравнительного примера 5 был выполнен процесс для штамповки без использования устройства для штамповки согласно настоящему изобретению. Условия для штамповки в устройстве для штамповки, используемом для сравнительного примера 5, были теми же, как в примере 5, за исключением того, что сравнительный пример 5 не использовал средство 8 измерения величины деформации и средство 9 управления величиной деформации согласно настоящему изобретению.
В таблице 6 показано сравнение предельных штамповочных размеров в виде примера 5 настоящего изобретения и сравнительного примера 5. Штамповка выполнялась с числом экземпляров 30, случай, когда из них 90% или более были формованы без разрывов, помечен кружочком (хороший), случай, когда из них от 50% до 90% могли быть формованы без разрывов, помечен треугольником (довольно хороший), и случай, когда не более 50% из них могли быть формованы без разрывов, помечен крестиком (плохой).

Как показано в таблице 6, более подходящие результаты были получены по формуемому элементу 1 и формуемому элементу 2 из примера 5 настоящего изобретения по отношению к предельному штамповочному размеру. Предположительно, что повышение предельного штамповочного размера формованных изделий было достигнуто согласно выполнению настоящего изобретения.
Пример 6
В качестве примера 6 настоящего изобретения на экспериментальной основе было создано устройство для штамповки, показанное на фиг.7, и был выполнен процесс для штамповки. Для исследования эффекта уменьшения неравномерности качества формованного изделия согласно настоящему изобретению формуемый элемент 1 и формуемый элемент 2 в примере 4 изготавливались в больших количествах. Производственный объем для каждого квадратного столбчатого элемента и элемента с шляповидным сечением составлял 100 единиц в день × 30 дней, то есть всего 3000. Производственный период составлял шесть месяцев. Различные условия для штамповки были теми же, как в примере 4.
Дополнительно, в качестве сравнительного примера 6 был выполнен процесс для штамповки без использования устройства для штамповки согласно настоящему изобретению. Условия для штамповки в устройстве для штамповки, используемом для сравнительного примера 6, были установлены одинаковыми условиям примера 6, но за исключением того, что в сравнительном примере 6 не использовалось средство 8 измерения величины деформации и средство 9 управления величиной деформации согласно настоящему изобретению.
В таблице 7 показано сравнение неравномерности качества формованного изделия в примере 6 настоящего изобретения и сравнительном примере 6. В качестве показателей оценки неравномерности качества формованного изделия для формуемых элементов использовались нижеследующие два.
(1) Частота появления трещин и складок = количество появлений трещин и складок/общее количество изделий.
(2) Отклонение Δk = среднеквадратическое отклонение Δk/среднее значение Δk.
Вычисление значения отклонения Δk выполнялось для элементов, которые могли быть отформованы без трещин или складок.

Как показано в таблице 7, более подходящие результаты были получены как от формуемого элемента 1, так и от формуемого элемента 2 в примере 6 настоящего изобретения. Предположительно, что в примере 6 настоящего изобретения управление выполнялось из условия, чтобы величина δui [мм] деформации инструмента всегда соответствовала величине целевого значения δuti [мм] деформации инструмента, даже при изменении различных условий для штамповки, и, следовательно, была снижена неравномерность качества формованного изделия.
Пример 7
В качестве примера 7 настоящего изобретения на экспериментальной основе было создано устройство для штамповки, показанное на фиг.9, и был выполнен процесс для штамповки. Характеристики используемой стальной пластины были теми же, как показано в таблице 1. В качестве формуемого изделия штамповался формуемый элемент 1, показанный на фиг.15. Способ установки средства 8 измерения величины деформации и средства 9 управления величиной деформации является тем же, что в примере 1.
Средство 11 вычисления силы трения выполняло вычисление силы трения на основании следующего арифметического выражения:

Ffric: сила [N] трения, возникающая во время скольжения,
Strain (s): среднее значение величины деформации, выводимое из восьми средств измерения величины деформации, в положении хода S=dr+dp+t
(dr: заплечик R матрицы, dp: заплечик R пуансона, t: толщина пластины материала, подлежащего обработке),
BHF: сила [N] держателя заготовки.
В примере 7 настоящего изобретения проводилось управление, чтобы средством 9 управления величиной деформации вызывать деформацию в 50 µε, если выводимым значением средства 11 вычисления силы трения является 100 кН (ньютон) или менее, и средством 9 управления величиной деформации вызывать деформацию 20 µε, если выводимым значением средства 11 вычисления силы трения является 100 кН или более.
Дополнительно, в качестве сравнительного примера 7 был выполнен процесс для штамповки без использования устройства для штамповки согласно настоящему изобретению. Условия для штамповки в устройстве для штамповки, используемом для сравнительного примера 7, были теми же, как таковые в примере 7, за исключением того, что сравнительный пример 7 не использовал средство 8 измерения величины деформации и средство 9 управления величиной деформации из настоящего изобретения.
Сравнение неоднородности профиля и стабильности формы в примере 7 настоящего изобретения и сравнительном примере 7 указаны в таблице 8. Способ оценки формованных изделий соответствует способу примера 1.
Как показано в таблице 8, по отношению к неоднородности профиля и стабильности формы более благоприятный результат был получен согласно примеру 7 настоящего изобретения. Предположительно, уменьшение поверхностной деформации и повышение стабильности формы формованного изделия было достигнуто согласно выполнению настоящего изобретения.
Пример 8
В качестве примера 8 настоящего изобретения на экспериментальной основе было создано устройство для штамповки, показанное на фиг.12, и был выполнен процесс для штамповки. Характеристики стальной пластины, которая использовалась, были теми же, как показано в таблице 1. В качестве формуемого изделия штамповался формуемый элемент 1, показанный на фиг.15. Способ установки средства 8 измерения величины деформации и средства 9 управления величиной деформации является таким же, как в примере 1.
Средство 11 вычисления силы трения осуществляло вычисление силы трения на основании следующего арифметического выражения:

Ffric: сила [N] трения, возникающая во время скольжения,
Strain (s): среднее значение величины деформации, выводимое исходя из восьми средств измерения величины деформации в положении хода S=dr+dp+t
(dr: заплечик R матрицы, dp: заплечик R пуансона, t: толщина пластины материала, подлежащего обработке),
BHF: сила [N] держателя заготовки.
Дополнительно, первое средство 12 вычисления величины упругого последействия осуществляло вычисление величины упругого последействия на основании следующего арифметического выражения:

Δθp: величина упругого последействия для угла [градус] заплечика матрицы для формуемого изделия,
Ffric: сила [N] трения, возникающая во время скольжения.
В примере 8 настоящего изобретения велось управление, чтобы средством 9 управления величиной деформации создавать деформацию в 50 µε при выводимом значении первого средства 12 вычисления величины упругого последействия 8,5 градусов или менее, и создавать средством 9 управления величиной деформации деформацию 20 µε при выводимом значении первого средства 12 вычисления величины упругого последействия в 8,5 градусов или более.
Дополнительно, в качестве сравнительного примера 8 был выполнен процесс для штамповки без использования устройства для штамповки согласно настоящему изобретению. Условия для штамповки в устройстве для штамповки, используемом для сравнительного примера 8, были теми же, как в примере 8, за исключением того, что сравнительный пример 8 не использовал средство 8 измерения величины деформации и средство 9 управления величиной деформации по настоящему изобретению.
Сравнение неоднородности профиля и стабильности формы в примере 8 настоящего изобретения и сравнительном примере 8 указано в таблице 9. Способ оценки формованных изделий является одинаковым с примером 1.
Как показано в таблице 9, по отношению к неоднородности профиля и стабильности формы более благоприятный результат был получен по примеру 8 настоящего изобретения. Предположительно, уменьшение поверхностной деформации и повышение стабильности формы формованного изделия было достигнуто согласно изобретению.
Пример 9
В качестве примера 9 настоящего изобретения на экспериментальной основе было создано устройство для штамповки, показанное на фиг.13, и был выполнен процесс для штамповки. Характеристики используемой стальной пластины были теми же, как показано в таблице 1. В качестве формованного изделия штамповался формуемый элемент 1, показанный на фиг.15. Способ установки средства 8 измерения величины деформации и средства 9 управления величиной деформации является таким же, как в примере 1.
Второе средство 13 вычисления величины упругого последействия осуществляло вычисление величины упругого последействия на основании следующего арифметического выражения:

Δθp: величина упругого последействия для угла [градус] заплечика матрицы для формуемого изделия,
Strain (s): величина деформации в положении хода S=dr+dp+t (dr: заплечик R матрицы, dp: заплечик R пуансона, t: толщина пластины материала, подлежащего обработке).
В примере 9 согласно настоящему изобретению велось управление, чтобы средством 9 управления величиной деформации создавать деформацию 50 µε при выводимом значении второго средства 13 вычисления величины упругого последействия, составляющем 8,5 градусов или менее, и средством 9 управления величиной деформации создавать деформацию 20 µε при выводимом значении второго средства 13 вычисления величины упругого последействия 8,5 градусов или более.
Дополнительно, в качестве сравнительного примера 9 был выполнен процесс для штамповки без использования устройства для штамповки согласно настоящему изобретению. Условия штамповки в устройстве для штамповки, используемом для сравнительного примера 9, были теми же, как таковые в примере 9, за исключением того, что сравнительный пример 9 не использовал средство 8 измерения величины деформации и средство 9 управления величиной деформации согласно настоящему изобретению.
Сравнение неоднородности профиля и стабильности формы в примере 9 настоящего изобретения и сравнительном примере 9 указаны в таблице 10. Способ оценки формованных изделий совпадает со способом примера 1.
Как показано в таблице 10, по отношению к неоднородности профиля и стабильности формы более благоприятный результат был получен по примеру 9 настоящего изобретения. Предположительно, уменьшение поверхностной деформации и повышение стабильности формы формованного изделия было достигнуто согласно изобретению.
Пример 10
В качестве примера 10 настоящего изобретения на экспериментальной основе было создано устройство для штамповки, показанное на фиг.9, и был выполнен процесс для штамповки. Характеристики стальной пластины, которая использовалась, были теми же, как указано в таблице 1. В качестве формуемого изделия штамповался формуемый элемент 1, показанный на фиг.15. Способ установки средства 8 измерения величины деформации и средства 9 управления величиной деформации является таким же, как в примере 1. Способ вычисления силы трения средством 11 вычисления силы трения является таким же, как и способ, используемый в примере 7. В примере 10 настоящего изобретения не выполнялось управление величины деформации подлежащего управлению элемента с использованием средства 9 управления величиной деформации.
Дополнительно, в качестве сравнительного примера 10 на экспериментальной основе было выполнено устройство для штамповки, как показано на фиг.23. На фиг.23 показано, что, в качестве заменителя средства 8 измерения величины деформации, крепежными болтами 22 закреплялись плоская пластина 21 и держатель 4 для заготовки, или плоская пластина 21 и матрица 7, или плоская пластина 21 и пуансон 2, чтобы размещать между ними элемент 20 измерения величины деформации. Штамповка выполнялась в этом состоянии, и измерялась деформация сдвига элемента 20 измерения величины деформации, обусловленная скольжением стальной пластины и плоской пластины, посредством чего была вычислена сила трения. Укрупненный вид области вблизи монтажной позиции элемента 20 измерения величины деформации согласно фиг.23 показан на фиг.24.
Для вычисления силы трения в сравнительном примере 10 использовалось следующее арифметическое выражение:

Ffric: сила [N] трения, возникающая во время скольжения,
Strain (s): среднее значение величины деформации, выводимое исходя из восьми средств измерения величины деформации в положении хода S=dr+dp+t
(dr: заплечик R матрицы, dp: заплечик R пуансона, t: толщина пластины материала, подлежащего обработке),
BHF: сила [N] держателя заготовки.
Условия для штамповки в устройстве для штамповки, показанном на фиг.23, использовавшемся для сравнительного примера 10, были теми же, что в примере 10, за исключением того, что описанная конструкция устанавливалась в качестве заменителя средства 8 измерения величины деформации согласно изобретению.
По ходу для штамповки намеренно изменялся коэффициент трения во время скольжения путем использования трех видов масел, которыми являлись высоковязкое масло (200 cSt), обычное масло для пресса (20 cSt) и низковязкое масло (5 cSt) в качестве масла для пресса.
В таблице 11 показано сравнение результатов вычисления коэффициента трения в примере 10 настоящего изобретения и сравнительном примере 10.

По результату из таблицы 11, если использовались низковязкое масло и обычное масло для прессов, не замечалось значительное различие примера 10 настоящего изобретения и сравнительного примера 10. В этом случае понятно, что как пример 10 настоящего изобретения, так и сравнительный пример 10 могут измерять изменения коэффициента трения вследствие разности в смазочных материалах.
Однако если использовалось высоковязкое масло, то замечалось значительное различие между примером 10 настоящего изобретения и сравнительным примером 10.
Хотя в примере 10 настоящего изобретения имелась возможность измерения изменения коэффициента трения вследствие различия в смазочных материалах из высоковязкого масла и обычного масла для пресса, в сравнительном примере 10 не имелось возможности измерения изменения коэффициента трения.
В сравнительном примере 10, в качестве заменителя средства 8 измерения величины деформации, крепежными болтами 22 закреплялись плоская пластина 21 и держатель 4 для заготовки, или плоская пластина 21 и матрица 7, или плоская пластина 21 и пуансон 2, чтобы разместить между ними элемент 20 измерения величины деформации. Однако крепежный болт 22 имеет ходовой зазор в направлении сдвига. Если сила трения в очень маленьком диапазоне нагрузки измеряется путем тензометрии сдвига, выполняемой элементом 20 измерения величины деформации, влияние зазора в направлении сдвига крепежного болта 22 является существенным, и измерение является трудным.
Способ измерения силы трения путем установки некоторой конструкции на внешней стороне держателя 4 для заготовки и матрице 7 в качестве сравнительного примера 10 непосредственно не измеряет деформации инструмента для держателя 4 для заготовки и матрицы 7. Результат измерения, эквивалентный деформациям инструмента для держателя 4 для заготовки и матрицы 7, иногда не может быть получен вследствие влияния зазора крепежного болта 22 и т.п., как в сравнительном примере 10.
С другой стороны, в примере 10 настоящего изобретения средство 8 измерения величины деформации устанавливалось прессовой посадкой путем приложения осевой силы при установке средства 8 измерения величины деформации, посредством чего зазор не становился трудностью, как в сравнительном примере 10, и могут непосредственно измеряться деформации инструмента для держателя 4 для заготовки и матрицы 7. То есть не возникает ситуация, где результат измерения, эквивалентный деформациям инструмента для держателя 4 для заготовки и матрицы 7, не может быть получен вследствие влияния зазора крепежного болта 22 или подобного, как в сравнительном примере 10.
Из вышеизложенного очевидно, что возможно измерить коэффициент трения с высокой точностью согласно настоящему изобретению.
Как описано выше, в соответствии с настоящим изобретением могут быть обеспечены устройство и способ для штамповки, обеспечивающие управление деформацией инструмента при штамповке и имеющие высокую точность и высокую применимость.














Изобретение относится к области обработки металлов давлением, в частности к штамповке. Имеется пуансон, матрица, средство измерения величины деформации, расположенное внутри элемента, подлежащего управлению. Измеряют величину деформации элемента, подлежащего управлению, возникающей в соответствии с выполнением штамповки. Имеется средство управления величиной деформации, которое расположено в элементе, подлежащем управлению, и осуществляет управление величиной деформации элемента, подлежащего управлению, возникающей при выполнении штамповки. Средства измерения величины деформации и управления величиной деформации располагают на определенном расстоянии друг от друга и от поверхности подлежащего управлению элемента. Уменьшаются поверхностные деформации, повышается стабильность формы. 4 н. и 12 з.п. ф-лы, 25 ил., 11 табл.
1. Устройство для штамповки, содержащее пуансон, матрицу, выполненную с возможностью перемещения относительно пуансона, средство измерения величины деформации, которое обеспечивается внутри элемента, подлежащего управлению, и выполнено с возможностью измерения величины деформации элемента, подлежащего управлению, которая возникает в соответствии с выполнением штамповки, когда пуансон и/или матрица становится элементом, подлежащим управлению, и средство управления величиной деформации, которое обеспечивается в элементе, подлежащем управлению, и выполнено с возможностью осуществления управления величиной деформации элемента, подлежащего управлению, возникающей в соответствии с выполнением штамповки, при этом средство измерения величины деформации и средство управления величиной деформации расположены относительно друг друга на расстоянии от 1 до 1000 мм внутри подлежащего управлению элемента и на расстоянии от его поверхности от 1 до 500 мм.
2. Устройство по п.1, в котором средство управления величиной деформации выполнено с возможностью управления величиной деформации элемента, подлежащего управлению, с тем, чтобы величина деформации, измеренная посредством средства измерения величины деформации, находилась в заданном диапазоне при штамповке.
3. Устройство по п.1, которое дополнительно содержит вычислитель силы трения, выполненный с возможностью вычисления на основании величины деформации, измеренной средством измерения величины деформации, силы трения, возникающей во время скольжения элемента, подлежащего управлению, и материала, подлежащего обработке.
4. Устройство по п.2, которое дополнительно содержит первый вычислитель величины упругого последействия, выполненный с возможностью вычисления величины упругого последействия формы штампуемого изделия, на основании силы трения, вычисленной вычислителем силы трения.
5. Устройство по п.1, которое дополнительно содержит второй вычислитель величины упругого последействия, выполненный с возможностью вычисления величины упругого последействия формы штампуемого изделия, на основании величины деформации, измеренной средством измерения величины деформации.
6. Устройство по п.1, в котором средством измерения величины деформации является пьезоэлектрический датчик.
7. Устройство по п.1, в котором средством управления величиной деформации является пьезоэлектрическое исполнительное устройство.
8. Способ штамповки с использованием устройства для штамповки по п.1, при котором управляют величиной деформации элемента, подлежащего управлению, посредством средства управления величиной деформации таким образом, чтобы величина деформации, измеренная средством измерения величины деформации, находилась в заданном диапазоне при штамповке.
9. Устройство для штамповки, содержащее пуансон, матрицу, выполненную с возможностью перемещения относительно пуансона, держатель заготовки, выполненный с возможностью приложения силы удержания заготовки к материалу, подлежащему обработке, средство измерения величины деформации, которое обеспечивается внутри элемента, подлежащего управлению, и выполнено с возможностью измерения величины деформации элемента, подлежащего управлению, которая возникает в соответствии с выполнением штамповки, когда пуансон, и/или матрица, и/или держатель заготовки становится элементом, подлежащим управлению, и средство управления величиной деформации, которое обеспечивается в элементе, подлежащем управлению, и выполнено с возможностью осуществления управления величиной деформации элемента, подлежащего управлению, возникающей в соответствии с выполнением штамповки, при этом средство измерения величины деформации и средство управления величиной деформации расположены относительно друг друга на расстоянии от 1 до 1000 мм внутри подлежащего управлению элемента и на расстоянии от его поверхности от 1 до 500 мм.
10. Устройство по п.9, в котором средство управления величиной деформации выполнено с возможностью управления величиной деформации элемента, подлежащего управлению, с тем, чтобы величина деформации, измеренная посредством средства измерения величины деформации, находилась в заданном диапазоне при штамповке.
11. Устройство по п.9, которое дополнительно содержит вычислитель силы трения, выполненный с возможностью вычисления на основании величины деформации, измеренной средством измерения величины деформации, силы трения, возникающей во время скольжения элемента, подлежащего управлению, и материала, подлежащего обработке.
12. Устройство по п.10, которое дополнительно содержит первый вычислитель величины упругого последействия, выполненный с возможностью вычисления величины упругого последействия формы штампуемого изделия, на основании силы трения, вычисленной вычислителем силы трения.
13. Устройство по п.9, которое дополнительно содержит второй вычислитель величины упругого последействия, выполненный с возможностью вычисления величины упругого последействия формы штампуемого изделия, на основании величины деформации, измеренной средством измерения величины деформации.
14. Устройство по п.9, в котором средством измерения величины деформации является пьезоэлектрический датчик.
15. Устройство по п.9, в котором средством управления величиной деформации является пьезоэлектрическое исполнительное устройство.
16. Способ штамповки с использованием устройства для штамповки по п.9, при котором управляют величиной деформации элемента, подлежащего управлению, посредством средства управления величиной деформации таким образом, чтобы величина деформации, измеренная средством измерения величины деформации, находилась в заданном диапазоне при штамповке.
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| Автоматизированный комплекс для многопереходной штамповки | 1986 |
|
SU1349851A1 |
| СПОСОБ ИССЛЕДОВАНИЯ ДЕФОРМАЦИИ РЕЖУЩЕГО ИНСТРУМЕНТА В ПРОЦЕССЕ ЭКСПЛУАТАЦИИ | 1990 |
|
RU2086914C1 |
| US 6490498 A, 03.12.2002. | |||

