Предпосылки создания изобретения
Область изобретения
Настоящее изобретения относится к способу формования прессованием, в котором используется стержневая пресс-форма, и устройству для его осуществления.
Описание уровня техники
Обычно для формирования линз очков, оптических линз и подобных изделий используют стержневую пресс-форму.
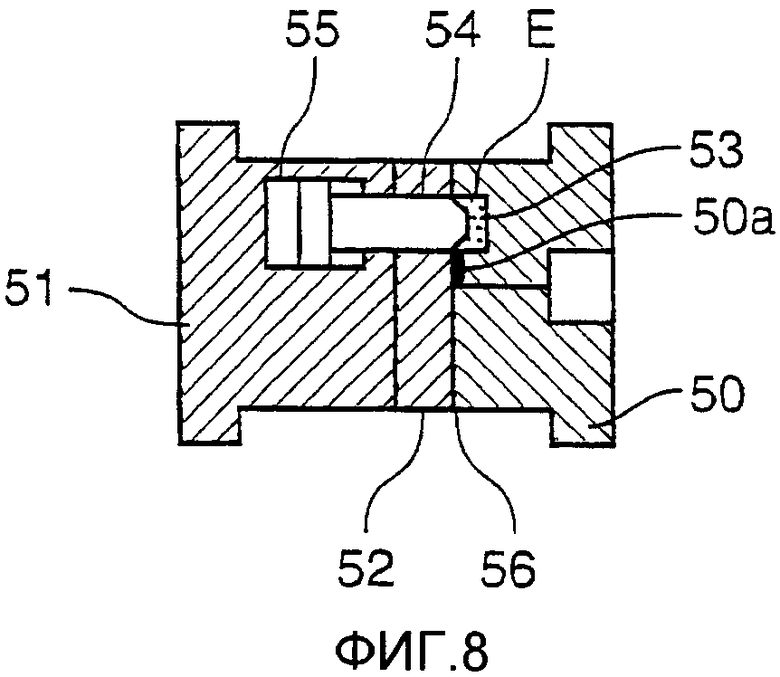
Пресс-форма такого типа показана на фиг.8 и содержит неподвижную пресс-форму 50, подвижную пресс-форму 51 и расположенную между ними литниковую плиту 52.
В неподвижной пресс-форме выполнен литник 50а и формообразующая полость 53, сообщенная с литником 50а.
В подвижной пресс-форме 51 расположен стержень 54, проходящий сквозь литниковую плиту 52 в положении напротив формообразующей полости 53. Стержень 54 выполнен с возможностью возвратно-поступательного перемещения относительно формообразующей полости 53 в соответствии с перемещениями цилиндра 55 стержня.
При литье с использованием стержневой пресс-формы осуществляют зажим в состоянии, когда стержень отведен, что позволяет приложить большее усилие зажима к плоскости смыкания 56, по которой неподвижная пресс-форма 50 и литниковая плита 52 контактируют друг с другом.
Далее, расплавленный полимер из инжектора через литник 50а вводится в формообразующую полость 53.
Затем перемещают стержень 54, приводя в действие цилиндр 55 стержня для сжатия расплавленного полимера внутри формообразующей полости 53 и тем самым получения литого изделия Е (см., например, выложенную патентную публикацию Японии № 11-179769).
Однако в известной пресс-форме скользящие поверхности между стержнем 54 и литниковой плитой 52 могут изнашиваться из-за так называемого задирания.
Задирание по своим причинам классифицируется на абразивный износ, который легко возникает, если материалы скользящих деталей пресс-формы имеют разную твердость, адгезивный износ, при котором выступы деталей пресс-формы сталкиваются друг с другом, в результате чего легко возникает адгезия в области самого сильного контакта и адгезия разрывается, приводя к образованию пыли, образованной истиранием, и усталостный износ, при котором детали пресс-формы, например, испытывают усталость и изнашиваются.
Задирание вызывается разными причинами, как описано выше, и если пыль, возникшая в результате истирания, загрязняет сформированные изделия, они отбраковываются, что сокращает эффективность производства и приводит к повреждению пресс-формы. Далее, если зазор между скользящим стержнем и другими деталями является значительным, возникает проблема, связанная с проникновением полимера в зазор, что приводит к образованию заусенцев.
Краткое описание изобретения
Настоящее изобретение направлено на устранение проблем известного способа формования прессованием, в котором используется описанная выше стержневая пресс-форма. Таким образом, целью настоящего изобретения является создание способа и устройства для формования прессованием, предотвращающих загрязнение изделий пылью, образующейся в результате истирания, и повышающих тем самым эффективность производства и увеличение срока службы пресс-формы.
Способ формования прессованием согласно настоящему изобретению направлен на достижение вышеуказанной цели и включает расположение неподвижной пресс-формы и подвижной пресс-формы напротив друг друга, введение скользящей плиты, соединенной через пружину с подвижной плитой на стороне подвижной пресс-формы, в контакт с плоскостью смыкания неподвижной пресс-формы усилием пружины, введение полимера в полость внутри пресс-формы, перемещение подвижной пресс-формы и прессование и формовки полимера, заполняющий полость стержнем, установленным в подвижной пресс-форме и проходящим сквозь скользящую плиту. Способ отличается тем, что между неподвижной пресс-формой и подвижной пресс-формой располагают пленку из термопластичного полимера, и одна поверхность полимера в полости прессуется стержнем через пленку термопластичного полимера.
Согласно способу по настоящему изобретению, когда между неподвижной пресс-формой и подвижной пресс-формой помещена полимерная пленка, и полимер вводится в полость при отведенном стержне, введенный полимер прижимает полимерную пленку, обеспечивая ее прилипание к стержню. Затем при перемещении стержня и сжатии пружины при дальнейшем перемещении подвижной пресс-формы расплавленный полимер прессуется стержнем, который покрыт термопластичной полимерной пленкой. Таким образом, формирование полимера осуществляется без влияния пыли, образующейся в результате истирания в скользящей детали, поскольку между скользящим стержнем и полимером в качестве разделителя находится термопластичная полимерная пленка.
В данном способе в качестве термопластичной полимерной пленки предпочтительно используется пленка из сложного полиэфира толщиной 20-200 мкм.
В данном способе в качестве термопластичной полимерной пленки может использоваться основа пленки для переноса рисунка, на которой выполнен рисунок. В данном случае рисунок может переноситься на декорирующую поверхность путем расположения пленки для переноса таким образом, чтобы рисунок был обращен в сторону неподвижной пресс-формы, и после позиционирования полимера, подаваемого в полость, и рисунка на пленке для переноса, путем подачи полимера в полость пресс-формы и прижимания декорирующей поверхности полимера, заполняющего полость, к стержню через пленку для переноса. Таким образом, можно предотвратить подмешивание пыли, образующейся в результате истирания в скользящей части стержня, а также переносить рисунок.
В данном способе предпочтительно полимер подают в полость после размещения термопластичной полимерной пленки между неподвижной пресс-формой и подвижной пресс-формой для его адсорбции к прессующей поверхности стержня.
Устройство для формования прессованием согласно настоящему изобретению содержит неподвижную пресс-форму и подвижную пресс-форму, расположенные напротив друг друга, при этом подвижная плита, соединенная через пружину с подвижной плитой на стороне подвижной пресс-формы, контактирует с плоскостью смыкания неподвижной пресс-формы под воздействием пружины, и подвижная пресс-форма перемещается после заполнения полости пресс-формы полимером, полимер в полости подвергается сжатию и формованию стержнем, установленным в подвижной пресс-форме и проходящим через скользящую плиту. Устройство отличается тем, что одна поверхность полимера в полости и стержень разделены термопластичной полимерной пленкой.
В данном устройстве термопластичная полимерная пленка может быть выполнена в форме ленты и может разматываться с рулона и проходить через пресс-форму прерывисто.
Способ и устройство для формования прессованием согласно настоящему изобретению обеспечивают предотвращение загрязнения пылью, образующейся при истирании, и тем самым увеличение выпуска продукции и увеличение срока службы пресс-формы.
Краткое описание чертежей
Фиг.1 изображает схему пресс-формы, используемой в способе формования прессованием согласно настоящему изобретению.
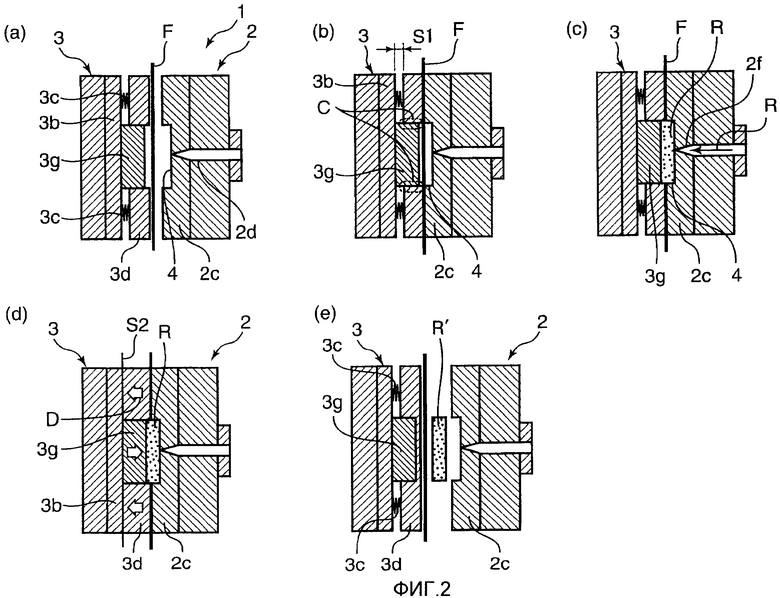
Фиг.2а-2е изображают схемы способа согласно настоящему изобретению.
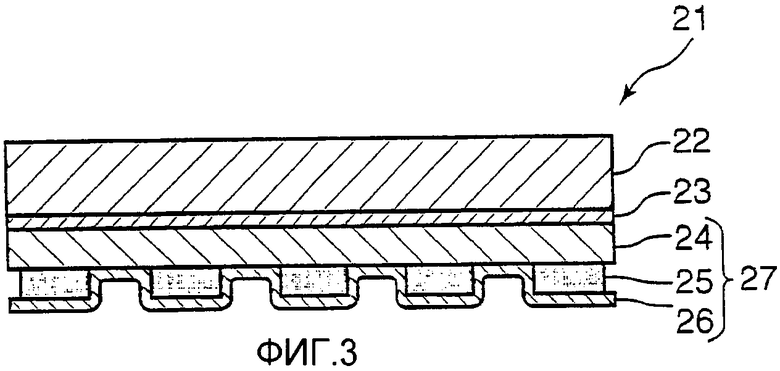
Фиг.3 изображает сечение пленки для переноса изображения рисунка, используемой в настоящем изобретении.
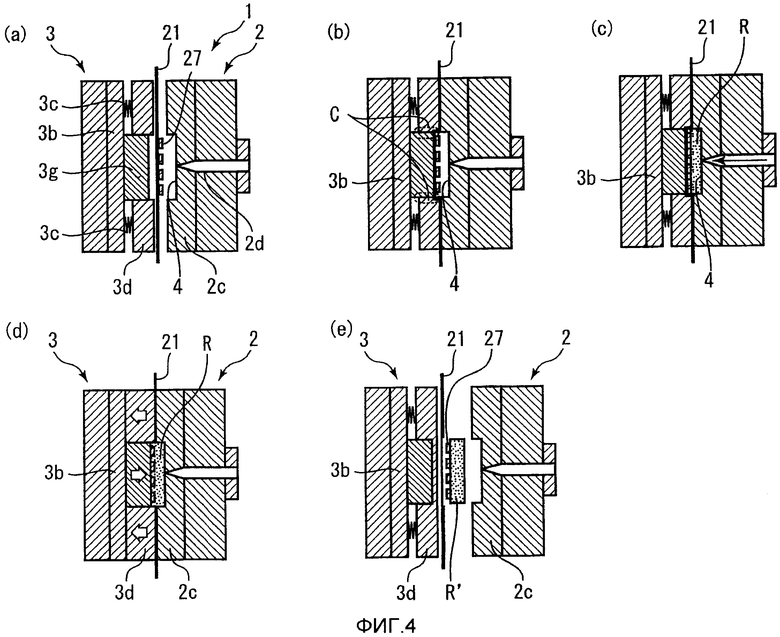
Фиг.4а-4е изображает схемы способа с использованием пленки для переноса изображения.
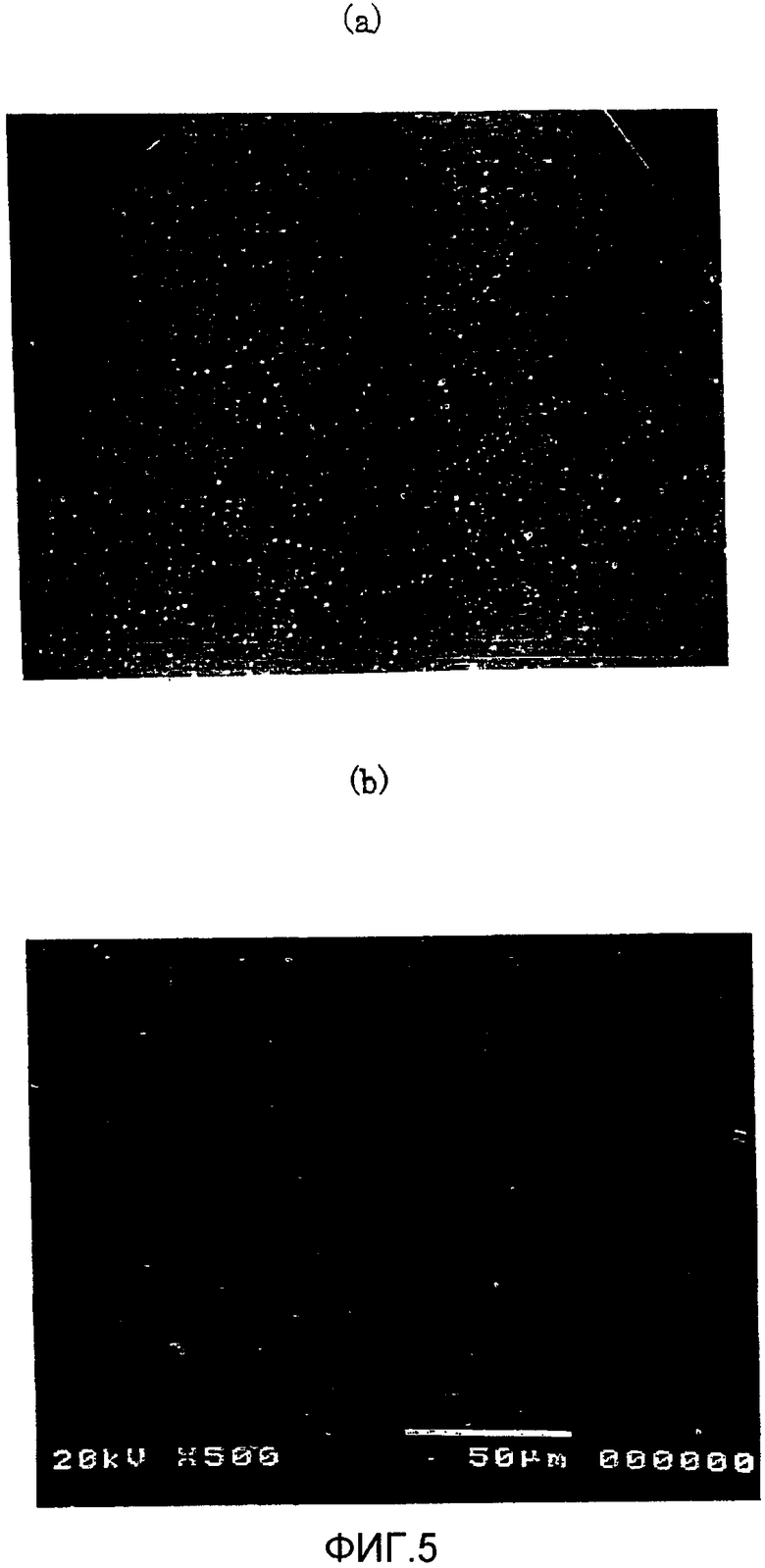
Фиг.5а и 5b - вид сформованного изделия, полученного известным способом формования прессованием, где фиг.5а - микрофотография с 50-кратным увеличением, а фиг.5b - микрофотография с 500-кратным увеличением.
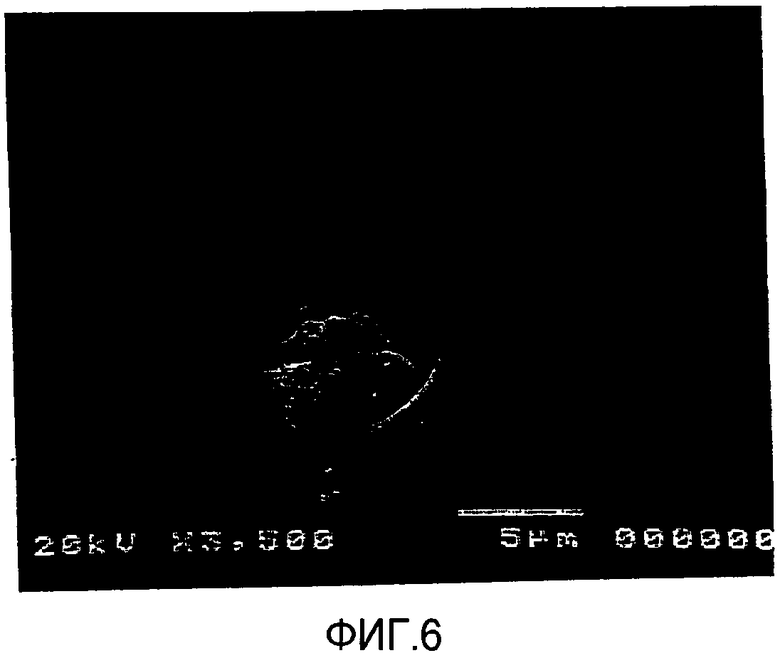
Фиг.6 является микрофотографией, на которой изображение с фиг.5b увеличено в 3500 раз.
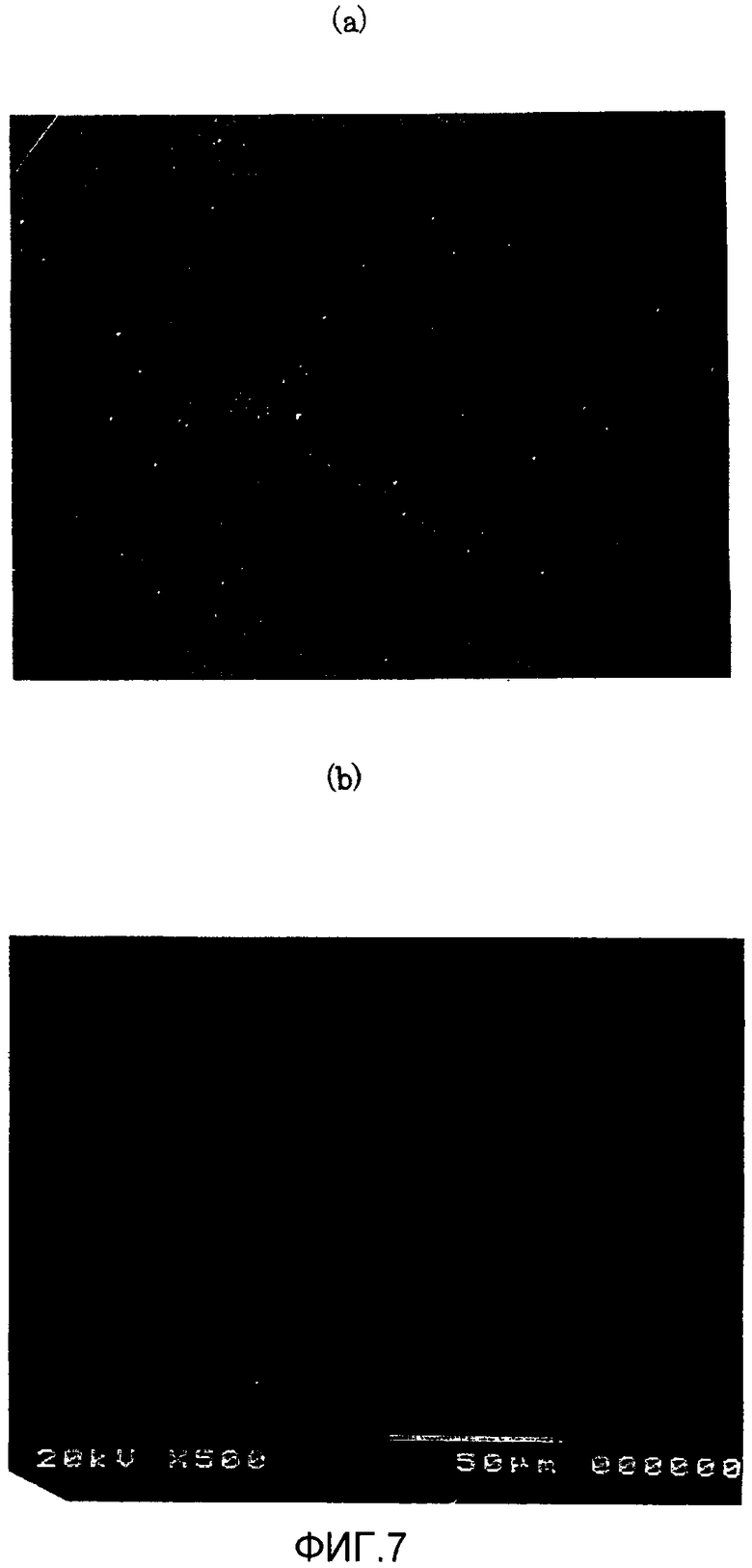
Фиг.7а и 7b изображают изделие, полученное способом согласно настоящему изобретению, где фиг.7а - микрофотография с 50-кратным увеличением, а фиг.7b - микрофотография с 500-кратным увеличением.
Фиг.8 изображает сечение известной пресс-формы.
Описание предпочтительного варианта
Далее следует подробное описание настоящего изобретения со ссылками на вариант, показанный на чертежах.
На фиг.1 показана стержневая пресс-форма 1, используемая в способе формования прессованием согласно настоящему изобретению.
Пресс-форма 1 содержит неподвижную пресс-форму 2 и подвижную пресс-форму 3. Установочная плита 2а пресс-формы 2 снабжена неподвижной плитой 2с, установленной через проставку 2b и снабженной литником 2d для расплавленного материала.
В углубленной части, образованной неподвижной плитой 2с и скользящей плитой 3d, которая будет описана ниже, установлен блок М, разделенный на левую и правую части плоскостью Рсмыкания. На стороне пресс-формы 2 в блоке М в виде первой полости 2е сформирована одна сторона полости 4, заполняемой расплавленным полимером, с которой сообщено сопло 2f литника 2d для расплавленного материала. Используется выталкиватель 2g. Далее, при необходимости можно создать наклонный палец (не показан) для формирования канавки чашеобразной формы. В настоящей конфигурации наклонный палец и выталкиватель не мешают друг другу.
Пресс-форма 3 расположена напротив пресс-формы 2, и монтажное основание 3а пресс-формы 3 снабжено подвижной плитой 3b.
Подвижная плита 3b снабжена скользящей плитой 3d, установленной на пружинах 3с. В скользящей плите 3d сформирована вторая полость 3е, расположенная напротив первой полости 2е. Болт регулировки 3f допуска на сжатие установлен соосно с пружиной 3с.
Скользящая плита 3d снабжена стержнем 3g, проходящим сквозь нее влево и вправо.
Задний конец стержня 3g прикреплен к подвижной плите 3b фиксирующими болтами 3h. Когда скользящая плита 3d перемещается в направлении, показанном стрелкой А, преодолевая сжимающую силу пружин 3с для плотного прижатия к неподвижной плите 2с, скользящая плита 3d отходит в направлении, показанном стрелкой В, благодаря чему стержень 3g выступает и расплавленный полимер в полости 4 прессуется.
Следует отметить, что диапазон сжатия стержнем 3g может занимать всю полость 4 или ее часть.
Термопластичная полимерная пленка (далее сокращенно именуемая "пленка"), которая будет описана ниже, расположена между неподвижной плитой 2с и скользящей плитой 3d пресс-формы 1. Пленка сформирована из ленты, разматываемой с рулона. При каждой операции формования пленка движется прерывисто на заранее определенную длину для подачи в пресс-форму 1. Использованная пленка выводится из пресс-формы после освобождения из пресс-формы и наматывается на приемную катушку (не показана). В пресс-форме 3 сформированы отсасывающие каналы 3i и 3j, сообщенные с зазором в скользящей части С стержня. Всасывающий канал 3j проходит сквозь подвижную плиту 3b и соединен с вакуумным насосом (не показан), расположенным вне пресс-формы 3. За счет этого, когда через каналы 3i и 3j осуществляется отсасывание, пленка, расположенная между пресс-формами 2 и 3, может прочно прилипнуть к прессующей поверхности стержня 3g для предотвращения образования морщин на поверхности формируемого полимера. Уплотняющий элемент 3R, состоящий, например, из уплотнительного кольца, позволяет осуществлять всасывание даже при разъединенных подвижной плите 3b и скользящей плите 3d.
В качестве материала пленки предпочтительна теплостойкая полиэфирная пленка, особенно ПЭТ (полиэтилен терефталат), но можно использовать и другие материалы. Можно использовать однослойную пленку из поликарбоната, полиамида, полиолефина, полиуретана, акрилонитрилбутадиенстирола, полихлорвинила и т.п. или многослойную пленку или сополимерную пленку, выполненную из полимеров не менее чем двух типов, выбранных из упомянутых выше.
Когда расплавленный полимер в полости 4 сжимается стержнем 3g, на пленку действует разрывающая сила. Следовательно, толщина пленки должна выбираться такой, чтобы противостоять этой разрывающей силе.
Толщина пленки может составлять 20 мкм или более, но поскольку толщина пленки, превышающая 200 мкм, оказывает влияние на толщину формуемого полимера, предпочтительно выбирать толщину пленки в диапазоне 20-200 мкм.
Кроме того, предпочтительно выбирать толщину в диапазоне 20-100 мкм для формования с увеличенной точностью.
В качестве расплавленного полимера, подаваемого в пресс-форму 1, можно использовать полимеры общего назначения, такие как полимеры типа полистирола, полиолефина, АБС-пластик, АС-пластик и AN-пластик и им подобные. Кроме того, можно использовать строительные полимеры общего назначения, такие как полифенилен оксид полистилен, поликарбонаты, полиацетали, акрилы, модифицированный поликарбонатом полипропиленовый эфир и полиэтиленбутилентерефталат, а также улучшенные строительные полимеры, такие как полисульфон, полифениленсульфиды, полипропиленоксиды, полиаллилат, полиэфиримид, полиимид, жидкокристаллический полиэфир и теплостойкий полиаллил. Следует отметить, что также можно использовать композитные полимеры, к которым добавлен армирующий материал, такой как стекловолокно или неорганический наполнитель.
Далее следует описание способа компрессионного формования прессованием со ссылками на схемы, показанные на фиг. 2а-2е.
На стадии (а) осуществляется введение пленки, на стадии (b) осуществляется контакт пресс-форм 2 и 3, на стадии (с) вводят расплав полимера, на стадии (d) осуществляют прессование, на стадии (е) - извлечение изделия.
На стадии (а) пленка F размещается между матрицей 2 и скользящей плитой 3b пресс-формы 3.
На стадии (b) пресс-форма 3 перемещается в сторону пресс-формы 2 и скользящая плита 3d входит в контакт с неподвижной плитой 2с под действием пружины. Допуск на сжатие пружин 3с и 3с установлен, например, 0,3 мм.
Затем, как показано на стадии (с), расплавленный полимер R через сопло 2f вводится в полость 4. В это время пленка F плотно контактирует с прессующей поверхностью стержня 3g.
Затем, как показано на стадии (d), пресс-форма 3 перемещается так, что допуск S2 на сжатие пружин становится равным 0 мм, и скользящая плита 3d входит в плотный контакт с подвижной плитой 3b.
В это время в соответствии с перемещением подвижной плиты 3d в направлении, показанном стрелкой D, стержень 3g подается в противоположном направлении и его торцевая (прессующая) поверхность прессует расплавленный полимер R через пленку F.
Затем, когда расплавленный полимер R отвердеет, пресс-форма 3 отделяется от пресс-формы 2 так, чтобы отделить сформированное изделие R' от пресс-формы, как показано на шаге (е).
При формовании пленка F помещается между стержнем 3g и формуемой поверхностью полимера, поэтому даже если в скользящей части С стержня, где стержень 3g и скользящая плита 3d скользят друг по другу, в результате истирания образуется пыль, можно предотвратить загрязнение расплавленного полимера R этой пылью.
Как описано выше, при формовании с использованием пленки F, расположенной между пресс-формами 2 и 3, можно сократить брак, вызванный пылью, образующейся при истирании на скользящей части С стержня.
Далее, при формовании прессованием, когда пленка F размягчается под действием тепла, она становится в то же время липкой. Следовательно, пыль, образующаяся при истирании, легко прилипает к нагретой пленке F, и когда пленка F выводится из пресс-формы после отделения от пресс-формы, эта пыль выходит из пресс-формы 1 вместе с пленкой F. Следовательно, при каждой операции формования пыль, образующаяся на скользящей части С стержня, выводится из пресс-формы 1, благодаря чему срок службы пресс-формы 1 может увеличиться.
Более того, поскольку предотвращается попадание полимера на скользящую часть С стержня, можно предотвратить появление заусенцев.
Пленка F, используемая в вышеописанном варианте, может быть заменена пленкой для переноса изображений. В таком случае можно одновременно снизить потери от брака, вызванного пылью, образующейся при истирании, и декорировать сформованное изделие.
На фиг.3 показана конфигурация пленки для переноса изображений.
Пленка 21 для переноса изображений состоит из пленочной основы 22, разделяющего слоя 23, отрывного слоя 24, слоя 25 рисунка и клеевого слоя 26. В данном варианте отрывной слой 24, слой 25 рисунка и клеевой слой 26 совместно называется декоративным слоем 27.
Для пленочной основы 22 прекрасно подходит ПЭТ (полиэтилен терефталат), обладающий высокой теплостойкостью, но можно использовать и другие материалы. Можно использовать однослойную пленку, выбранную из ряда, содержащего поликарбонат, полиамид, полиимид, сложный полиэфир, акрил, полиолефин, полиуретан, акрилонитрилбутадиенстирол, полихлорвинил и им подобные полимеры, или многослойную пленку или сополимерную пленку, выполненную из, по меньшей мере, двух типов полимеров, выбранных их указанных выше.
Что касается толщины пленочной основы 22, было установлено, что такая основа толщиной 38 мкм не разрывается при растяжении на 0,3 мм, а основа толщиной 50 мкм не разрывается при растяжении на 0,5 мм. Следовательно, при осуществлении печати в пресс-форме 1 толщина пленочной основы 22 может быть выбрана в диапазоне от 38 до 50 мкм в соответствии с величиной компрессии, но учитывая удобство в обращении, предпочтительно использовать пленку толщиной 38 мкм.
Отрывной слой 24 образует внешнюю поверхность после того, как рисунок перенесен, и пленочная основа 22 оторвана и служит защитным слоем рисунка.
Материалы отрывного слоя 24 включают акрилы, нитроцеллюлозу, хлоркаучуки, сополимер поливинилхлорид-поливинилацетат, полиамиды, сложные полиэфиры, эпоксидные смолы, поликарбонаты, полиолефины и акрилонитрилбутадиенстирол. Толщина пленки отрывного слоя 24 предпочтительно составляет от 0,5 до 50 мкм.
Разделительный слой 23 - это слой, в котором обработана поверхность, обращенная к пленочной основе 22. Это обеспечивает плавное отрывание пленочной основы 22 от отрывного слоя 24. Следовательно, разделительный слой 23 может не использоваться, если отрывание осуществляется только между пленочной основой 22 и отрывным слоем 24. Материалом разделительного слоя 23 могут быть те же материалы, что используются для отрывного слоя 24.
Слой 25 рисунка содержит буквы, символы, рисунки и периодические рисунки покрытия и расположен между отрывным слоем 24 и клеевым слоем 26. Материалы слоя 25 рисунка включают акриловые полимеры, нитроцеллюлозу, полиуретаны, хлоркаучуки, сополимеры поливинилхлорид-поливинилацетат, полиамиды, сложные полиэфиры и эпоксидные смолы.
Слой 25 рисунка не ограничен описанными выше полимерами. Он может состоять из металлической пленки, например из алюминия, хрома, меди, никеля, иридия, олова, и окиси кремния, которая наносится вакуумным напылением, электроосаждением и подобными способами. Следует отметить, что толщина пленки слоя 25 рисунка предпочтительно составляет 0,5-50 мкм для получения необходимых свойств рисунка. При использовании металлических пленок предпочтительно является толщина от 50 до 1200 ангстрем.
Клеевой слой 26 предназначен для крепления слоя 25 рисунка к поверхности формуемого изделия. К его материалам относятся акриловые полимеры, нитроцеллюлоза, полиуретаны, хлоркаучук, сополимер поливинилхлорид-поливинилацетат, полиамиды, сложные полиэфиры, эпоксидные смолы, поликарбонаты, полиолефины и акрилонитрилбутадиенстирол. Толщина пленки клеевого слоя 26 предпочтительно составляет 0,5-50 мкм.
Слой 25 рисунка может быть напечатан на отрывном слое 24 известными методами глубокой печати.
Глубокая печать - это печать, при которой краска удерживается в мелких углублениях пластины, и печать осуществляется переносом краски на отрывной слой 24 под давлением печатного цилиндра. Обычно используют растворимую краску, которая имеет хорошие адгезионные свойства даже в отношении пластиковой пленки, имеющей плохую смачиваемость, как у отрывного слоя 24.
Поскольку поверхность пластиковой пленки не впитывает краску и является очень гладкой, можно создать точечный рисунок, используя глубокую печать краской, хорошо ложащейся на отрывной слой 24.
Способ формирования слоя 25 рисунка на отрывном слое 24 не ограничивается глубокой печатью. Например, можно использовать любой способ печати, способный прикрепить слой 25 рисунка к отрывному слою 24, например офсетную печать, трафаретную печать, нанесение покрытия или погружение.
На фиг.4 представлен способ печати в пресс-форме, в котором используется пресс-форма 1, показанная на фиг.2, и пленка 21 для переноса.
В нижеследующем описании детали, показанные на фиг.2, обозначены теми же позициями и их пояснение опускается.
На фиг.4а-4е стадия (а) - это расположение пленки 21 для переноса изображения, стадия (b) - это смыкание пресс-формы, стадия (с) - это введение расплава полимера, стадия (d) - это прессование, и стадия (е) - это извлечение готового изделия.
При печати в пресс-форме пленку 21 для переноса изображений пропускают между пресс-формами 2 и 3. Пленка 21 располагается так, чтобы декоративный слой 27 был обращен к неподвижной пресс-форме 2.
В неподвижной плите 2с сформирован литник 2d для введения расплава прозрачного полимера в направлении пленки 21 для переноса изображений. Канал, образующий литник 2d для расплава полимера, соединен с соплом устройства для литья под давлением (не показано).
Как показано на стадии (а), пленку 21 для переноса располагают между пресс-формами 2 и 3. То есть позиционирование осуществляют так, чтобы прозрачный полимер, введенный в полость 4, и рисунок, сформированный на пленке 21, приняли заданное положение.
Как показано на стадии (b), когда расположение пленки 21 для переноса изображения завершено, пресс-форму 3 перемещают в сторону пресс-формы 2, и скользящую плиту 3d силой пружин вводят в контакт с неподвижной плитой 2с. Допуск на сжатие пружин 3с и 3с задается равным, например, 0,3 мм.
Как показано на стадии (с), в полость 4 вводят прозрачный полимер.
Затем, как показано на стадии (d), пресс-форму 3 перемещают так, чтобы довести допуск на сжатие пружин 3с до 0 мм так, чтобы скользящая плита 3d и подвижная плита 3b плотно контактировали между собой.
Затем после затвердевания прозрачного полимера в пресс-форме 2 пресс-форму 3 открывают, как показано на стадии (е), и пленочная основа 22 отрывается, поскольку имеется отрывной слой 24 (фиг.3), отлитое изделие R' остается на стороне неподвижной плиты 2с. На сформованную поверхность изделия R' перенесен рисунок, который интегрирован с изделием R'. Затем изделие R' отделяют от неподвижной плиты 2с.
Таким образом, выполняя печать в пресс-форме с помощью пленки 21 для переноса изображений, можно предотвратить снижение выпуска годной продукции из-за брака, вызываемого пылью, образующейся при истирании на скользящей части С стержня, при одновременном выполнении операции декорирования методом переноса.
На фиг.5а и 5b показана поверхность (задняя поверхность) сформованного изделия после обычного формования, сфотографированная через оптический микроскоп, при этом на фиг.5а приведено 50-кратное увеличение, а на фиг.5b - 500-кратное.
Как следует из фиг.5а, на поверхности сформованного изделия имеется тысячи белых пятен, которые, как следует из фиг.5b, образуют кратеры.
На фиг.6 показан кратер, дополнительно увеличенный в 3500 раз, и отчетливо видно постороннее тело, образующее кратер. Анализ посторонних тел показал наличие Fe+Cr, что подтверждает наличие пыли, образующейся при истирании.
На фиг.7а и 7b показана поверхность (задняя поверхность) сформированного изделия, полученного способом согласно настоящему изобретению, сфотографированная при тех же условиях.
Как следует из фиг.7а, белые пятна устранены полностью, и, как следует из фиг.7b, кратеры образуются редко.
Как описано выше, при осуществлении формования с пленкой F или с пленкой 21 для переноса изображения, помещенной между пресс-формами 2 и 3, было подтверждено, что можно производить сформованное изделие, на которое не оказывает влияния пыль, образующаяся при истирании на скользящей части С стержня.
Способ формования по настоящему изобретению предпочтительно применяется для тонкостенных отливок и оптических отливок, в частности с использованием прозрачных полимеров.
Конкретными примерами тонкостенных отливок являются прозрачные дисплейные панели мобильных телефонов и карманных персональных компьютеров.
Конкретными примерами оптических отливок являются пластиковые компоненты объективов для фотокамер в мобильных телефонов, пластиковые компоненты объективов, используемых в других электронных устройствах, пластиковые компоненты объективов другого оптического оборудования и оптические диски, используемые как носители информации, такие, как компакт-диски (CD) и универсальные цифровые диски (DVD).
Промышленная применимость
Настоящее изобретение предпочтительно для формирования литых изделий, то есть, в частности, линз для очков и оптических линз, где необходимо осуществлять литье, предотвращая попадание в изделие пыли, образующейся при истирании на скользящей поверхности компонентов пресс-формы.
В способе формования прессованием по изобретению используется стержневая пресс-форма. Способ формования прессованием, который обеспечивает увеличение выпуска продукции за счет предотвращения подмешивания пыли, возникающей при истирании. В данном способе неподвижную пресс-форму (2) и подвижную пресс-форму (3) располагают напротив друг друга, а скользящая плита (3d), соединенная с подвижной плитой на подвижной пресс-форме пружиной (3с), контактирует с плоскостью смыкания неподвижной пресс-формы (2) под действием пружины. Подвижную пресс-форму (3) подают далее после введения полимера в полость (4) пресс-формы и осуществляют формование, прессуя полимер R, заполняющий полость 4, стержнем (3g), установленным в подвижной пресс-форме (3) и проходящим сквозь скользящую плиту (3d). При этом между неподвижной пресс-формой (2) и скользящей плитой (3d) располагают полимерную пленку F, и одну сторону полимера R в полости (4) прессуют стержнем (3g) через полимерную пленку F. Устройство для формования прессованием содержит неподвижную пресс-форму (2) и подвижную пресс-форму (3), расположенные напротив друг друга, скользящую плиту (3d), соединенную через пружину с подвижной плитой на подвижной пресс-форме и контактирующую плоскостью смыкания неподвижной пресс-формы под действием силы пружины. Стержень, установленный в подвижной плите, проходит сквозь скользящую плиту и способен скользить относительно скользящей плиты и прессовать одну поверхность полимера, введенного в полость неподвижной пресс-формы. Термопластичная полимерная пленка F расположена между неподвижной пресс-формой и подвижной пресс-формой таким образом, что при формовании прессованием одна поверхность полимера в полости и стержень разделяются. Подвижная пресс-форма и скользящая плита находятся в разъединенном состоянии, уплотненные уплотняющим элементом. Технический результат, достигаемый при использовании способа и устройства по изобретению, заключается в предотвращении загрязнения изделий пылью, образующейся в результате истирания, и повышения за этот счет эффективности производства и увеличения срока службы пресс-формы. 2 н. и 4 з.п. ф-лы, 8 ил.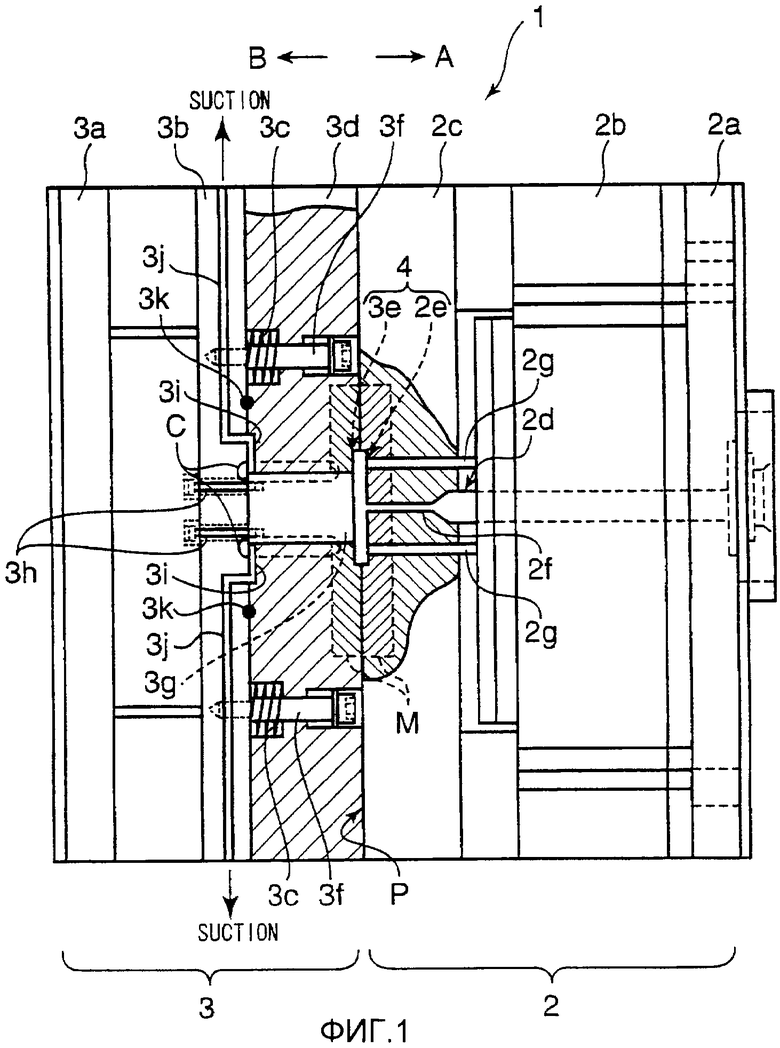
1. Способ формования прессованием, содержащий следующие стадии:
расположение неподвижной пресс-формы и подвижной пресс-формы напротив друг друга;
размещение термопластичной полимерной пленки между неподвижной пресс-формой и подвижной пресс-формой;
введение скользящей плиты, соединенной через пружину с подвижной плитой на стороне подвижной пресс-формы, в контакт с плоскостью смыкания неподвижной пресс-формы усилием пружины;
введение полимера в полость неподвижной пресс-формы;
перемещение подвижной пресс-формы;
прессование и формование полимера стержнем, установленным в подвижной пресс-форме и проходящим сквозь скользящую плиту;
уплотнение подвижной пресс-формы и скользящей плиты, находящихся в разъединенном состоянии, уплотняющим элементом;
обеспечение прилипания термопластичной полимерной пленки к прессующей поверхности стержня путем всасывания через зазор на скользящей части стержня;
при этом одна поверхность полимера в полости прессуется стержнем через термопластичную полимерную пленку.
2. Способ по п.1, в котором в качестве термопластичной полимерной пленки используют полиэфирную пленку толщиной 20-200 мкм.
3. Способ по п.1, в котором в качестве термопластичной полимерной пленки используют пленочную основу пленки для переноса изображений, на которой нанесен рисунок, расположенную так, что рисунок обращен в сторону неподвижной пресс-формы, полимер подают в полость внутри пресс-формы, декорированную поверхность полимера, заполняющего полость, прессуют через пленку для переноса изображений, и рисунок переносят на декорированную поверхность.
4. Устройство для формования прессованием, содержащее:
неподвижную пресс-форму и подвижную пресс-форму, расположенные напротив друг друга;
скользящую плиту, соединенную через пружину с подвижной плитой на подвижной пресс-форме и контактирующую с плоскостью смыкания неподвижной пресс-формы под действием силы пружины;
стержень, установленный в подвижной пресс-форме, проходящий сквозь скользящую плиту и способный скользить относительно скользящей плиты и прессовать одну поверхность полимера, введенного в полость неподвижной пресс-формы;
термопластичную полимерную пленку, расположенную между неподвижной пресс-формой и подвижной пресс-формой таким образом, что при формовании прессованием одна поверхность полимера в полости и стержень разделяются,
подвижную пресс-форму и скользящую плиту, находящиеся в разъединенном состоянии, уплотненные уплотняющим элементом;
термопластичную полимерную пленку, прилипшую к прессующей поверхности стержня путем всасывания через зазор на скользящей части стержня.
5. Устройство по п.4, которое содержит всасывающий канал, сообщенный с зазором на скользящей части стержня внутри подвижной пресс-формы и соединенный с вакуумным насосом, и термопластичная полимерная пленка, помещенная между неподвижной пресс-формой и подвижной пресс-формой, плотно прикреплена к прессующей поверхности стержня.
6. Устройство по п.4, в котором термопластичная полимерная пленка сформирована из полимера в форме ленты и приспособлена разматываться с рулона и прерывисто проходить через пресс-форму.
| JP 11179769 А, 06.07.1999 | |||
| JP 2000355027 A, 26.12 | |||
| ЩИТОВОЙ ДЛЯ ВОДОЕМОВ ЗАТВОР | 1922 |
|
SU2000A1 |
| JP 11034247 A, 09.02.1999 | |||
| JP 2004025515 A, 29.01.2004 | |||
| ФОРМОВАНИЕ ОПТИЧЕСКИХ ИЗДЕЛИЙ ПОСРЕДСТВОМ ЭКСТРУЗИИ И ПРЕССОВАНИЯ | 1999 |
|
RU2204483C2 |

