Область техники, к которой относится изобретение
Настоящее изобретение касается металлической пресс-формы для одновременного литьевого формования и декорирования с эффективным удалением отложений на поверхности гнезда металлической пресс-формы.
Уровень техники
Традиционно в качестве метода декорирования поверхности полимерных формованных изделий применялся метод одновременного литьевого формования и декорирования с использованием, например, пленки для переноса изображения. При выполнении этого метода для прикрепления пленки для переноса изображения к металлической пресс-форме (см. патентный документ 1), в основном, используется направляющий прижимный элемент в форме рамы (здесь и далее именуемый «рамочный прижим»). Причиной использования рамочного прижима является то, что по сравнению с направляющим прижимным элементом в форме стержня, на который указывается в патентном документе 2, можно повысить уровень предотвращения отклонений положения пленки для переноса изображения, а также улучшить свойства повторяемости декорирующей пленки, наносимой на поверхность полости путем вакуум-отсоса, так что становится возможным повышение процента изделий без дефектов в выпускаемой продукции.
Патентный документ 1: Японская нерассмотренная патентная публикация №2000-108158.
Патентный документ 2: Японская нерассмотренная патентная публикация №61-3718.
Раскрытие изобретения
Использование традиционного рамочного прижима вызывает снижение производительности работы, поскольку по сравнению с использованием стержневого прижима требуется трудоемкий процесс удаления впадин, вызванных формованием. Впадины означают дефект изделия, при котором, когда процесс формования полимера выполняется с отложениями, например, мелкой пылью или волокнами, присутствующими на поверхности гнезда металлической пресс-формы, создающей форму внешней поверхности изделия, форма отложений отпечатывается на внешней поверхности формованного полимерного изделия. Этот вопрос будет рассмотрен в следующем описании.
Фиг.12 - это схематический вид, который показывает состояние, в котором пленка для переноса изображения 2 помещается между рамочным прижимом 111 и металлической пресс-формой 101 в традиционной металлической пресс-форме.
Рисунок 50, созданный на пленке для переноса изображения 2 для переноса на поверхность формованного полимерного изделия, помещается так, чтобы быть расположенным на поверхности передней стороны на фиг.12. Рисунок 50, видный в диапазоне, ограничиваемом рамочным прижимом 111, располагается так, чтобы адаптироваться к положению поверхности гнезда металлической пресс-формы, которая создает форму внешней поверхности изделия. После расположения пленки для переноса изображения 2, поскольку экструзионные стержни 112 убраны в металлическую пресс-форму 101, пленка для переноса изображения 2 крепится к металлической пресс-форме 101 рамочным прижимом 111 таким образом, чтобы покрыть контур поверхности гнезда металлической пресс-формы. После вступления пленки для переноса изображения 2 в контакт с поверхностью полости в процессе вакуум-отсоса металлическая пресс-форма 101 закрывается, и экструдируемый полимер вводится в металлическую пресс-форму 101, так что создается одновременно формуемое и декорируемое изделие. При извлечении одновременно формуемого и декорируемого изделия из открытой металлической пресс-формы 101, поскольку экструзионные стержни 112 выходят из металлической пресс-формы 101, рамочный прижим 111 отделяется от поверхности гнезда металлической пресс-формы, при этом пленка для переноса изображения 2 отходит от металлической пресс-формы 101. Перемещением пленки для переноса изображения 2 по направлению к нижней стороне фиг.12 часть пленки для переноса изображения 2, с которой снят рисунок 50, смещается вниз с положения поверхности гнезда металлической пресс-формы, и следующий рисунок 50 помещается в положение поверхности гнезда металлической пресс-формы.
Когда пленка для переноса изображения 2 смещается, мелкая пыль, волокна или подобные включения вокруг формовочной машины иногда попадают в зазор между пленкой для переноса изображения 2 и металлической пресс-формой 101. Если эта мелкая пыль, волокна или подобные включения прилипают к поверхности гнезда металлической пресс-формы, форма этих отложений, скорее всего, отпечатается на внешней поверхности изделия через пленку для переноса изображения 2 при выполнении следующего процесса формования. Этот дефект изделия называется впадиной.
В случае, когда используется вышеуказанный рамочный прижим 111, даже хотя предпринимается попытка поднять конец пленки для переноса изображения 2 достаточно высоко, чтобы непосредственно просматривать поверхность гнезда металлической пресс-формы и удалять отложения на поверхности гнезда металлической пресс-формы, трудно поднять конец пленки для переноса изображения 2 высоко из-за продольных рамочных элементов 113 рамочного прижима 111. Даже хотя предпринимается попытка удалять отложения вводом руки между пленкой для переноса изображения 2 и поверхностью гнезда металлической пресс-формы при приподнятом конце пленки для переноса изображения 2, операцию удаления выполнить сложно, поскольку зазор между продольными рамочными элементами 113 рамочного прижима 111 и металлической пресс-формой 101 узкий. Следовательно, чтобы удалить отложения, остается только обрезать пленку для переноса изображения 2 или отсоединить рамочный прижим 111 от металлической пресс-формы 101, удалив винты, которые крепят рамочный прижим 111 и экструзионные стержни 112 друг к другу, с помощью гаечного или вилочного ключа. Оба эти метода занимают длительное время до возобновления процесса формования, что приводит к прерыванию массового производства.
Задача настоящего изобретения - создание металлической пресс-формы для одновременного литьевого формования и декорирования, которая оснащена рамочным прижимом, не препятствующим удалению отложений на поверхности гнезда металлической пресс-формы.
Средства для решения задачи
Для решения вышеуказанной задачи настоящее изобретение обеспечивается следующими средствами.
Согласно первому аспекту настоящего изобретения обеспечивается металлическая пресс-форма для одновременного литьевого формования и декорирования, содержащая:
металлическую пресс-форму с подвижной стороны и металлическую пресс-форму с фиксированной стороны, где
по меньшей мере одна металлическая пресс-форма из металлической пресс-формы с подвижной стороны и металлической пресс-формы с фиксированной стороны содержит:
рамочный прижим, способный зажимать пленку для переноса изображения между поверхностью гнезда металлической пресс-формы и рамочным прижимом;
экструзионный стержень, способный перемещать рамочный прижим между положением фиксирования пленки для переноса изображения, в котором рамочный прижим подходит близко к поверхности гнезда металлической пресс-формы для закрепления пленки для переноса изображения между рамочным прижимом и поверхностью гнезда металлической пресс-формы, и положением освобождения пленки для переноса изображения, в котором рамочный прижим отходит от поверхности гнезда металлической пресс-формы, чтобы освободить пленку для переноса изображения;
наклоняемый участок, который расположен на по меньшей мере одном участке рамочного прижима, способный наклоняться относительно экструзионного стержня; и
наклоняемый механизм для соединения наклоняемого участка рамочного прижима с экструзионным стержнем так, чтобы наклоняемый участок мог быть наклонен относительно экструзионного стержня, когда формование не выполняется. Согласно второму аспекту настоящего изобретения обеспечивается металлическая пресс-форма для одновременного литьевого формования и декорирования согласно первому аспекту, где наклоняемый механизм является шарнирным участком.
Согласно третьему аспекту настоящего изобретения обеспечивается металлическая пресс-форма для одновременного литьевого формования и декорирования согласно первому и второму аспектам, где во время выполнения формования наклоняемый механизм фиксируется так, что наклоняемый участок делается ненаклоняемым относительно экструзионного стержня.
Согласно четвертому аспекту настоящего изобретения обеспечивается металлическая пресс-форма для одновременного литьевого формования и декорирования согласно первому или второму аспектам, далее содержащая фиксирующий элемент для крепления наклоняемого участка к по меньшей мере одному из рамочного прижима и экструзионного стержня так, чтобы он не наклонялся относительно экструзионного стержня, где во время выполнения формования наклоняемый участок крепился бы фиксирующим элементом так, чтобы наклоняемый участок не наклонялся относительно экструзионного стержня.
Согласно пятому аспекту настоящего изобретения обеспечивается металлическая пресс-форма для одновременного литьевого формования и декорирования согласно третьему аспекту, далее содержащая фиксирующий элемент для крепления наклоняемого участка к по меньшей мере одному из рамочного прижима и экструзионного стержня так, чтобы он не наклонялся относительно экструзионного стержня, где во время выполнения формования наклоняемый участок крепился бы фиксирующим элементом так, чтобы наклоняемый участок не наклонялся относительно экструзионного стержня.
Согласно шестому аспекту настоящего изобретения обеспечивается металлическая пресс-форма для одновременного литьевого формования и декорирования согласно четвертому аспекту, где связанный участок между наклоняемым участком и экструзионным стержнем соединен зацепляющим участком, который может освобождаться из зацепленного состояния, и фиксирующий элемент является блокирующим элементом для зацепления с зацепляющим участком.
Согласно седьмому аспекту настоящего изобретения обеспечивается металлическая пресс-форма для одновременного литьевого формования и декорирования согласно пятому аспекту, где связанный участок между наклоняемым участком и экструзионным стержнем соединен зацепляющим участком, который может освобождаться из зацепленного состояния, и фиксирующий элемент является блокирующим элементом для зацепления с зацепляющим участком.
Согласно восьмому аспекту настоящего изобретения обеспечивается металлическая пресс-форма для одновременного литьевого формования и декорирования согласно первому или второму аспектам, где наклоняемый участок имеет форму или приблизительно соответствующую форме рамы в виде перевернутой буквы U, или приблизительно соответствующую форме прямоугольной рамы.
Согласно девятому аспекту настоящего изобретения обеспечивается металлическая пресс-форма для одновременного литьевого формования и декорирования согласно третьему аспекту, где наклоняемый участок имеет форму или приблизительно соответствующую форме рамы в виде перевернутой буквы U, или приблизительно соответствующую форме прямоугольной рамы.
Согласно десятому аспекту настоящего изобретения обеспечивается металлическая пресс-форма для одновременного литьевого формования и декорирования согласно четвертому аспекту, где наклоняемый участок имеет форму или приблизительно соответствующую форме рамы в виде перевернутой буквы U, или приблизительно соответствующую форме прямоугольной рамы.
Согласно одиннадцатому аспекту настоящего изобретения обеспечивается металлическая пресс-форма для одновременного литьевого формования и декорирования согласно пятому аспекту, где наклоняемый участок имеет форму или приблизительно соответствующую форме рамы в виде перевернутой буквы U, или приблизительно соответствующую форме прямоугольной рамы.
Согласно двенадцатому аспекту настоящего изобретения обеспечивается металлическая пресс-форма для одновременного литьевого формования и декорирования согласно шестому аспекту, где наклоняемый участок имеет форму или приблизительно соответствующую форме рамы в виде перевернутой буквы U, или приблизительно соответствующую форме прямоугольной рамы.
Согласно тринадцатому аспекту настоящего изобретения обеспечивается металлическая пресс-форма для одновременного литьевого формования и декорирования согласно седьмому аспекту, где наклоняемый участок имеет форму или приблизительно соответствующую форме рамы в виде перевернутой буквы U, или приблизительно соответствующую форме прямоугольной рамы.
Согласно первому аспекту настоящего изобретения в металлической пресс-форме для одновременного литьевого формования и декорирования по меньшей мере одна из металлической пресс-формы с подвижной стороны и металлической пресс-формы с фиксированной стороны оснащена рамочным прижимом и экструзионным стержнем, и наклоняемый участок расположен по меньшей мере на одном участке рамочного прижима, и наклоняемый механизм, который позволяет наклоняемому участку наклоняться относительно экструзионных стержней во время периода отсутствия формования, установлен по меньшей мере на одном из рамочного прижима и экструзионного стержня; таким образом, во время периода отсутствия формования, например, во время очистки металлической пресс-формы, обеспечивается наклонение наклоняемого участка относительно экструзионного стержня.
Следовательно, в случае возникновения впадин на формованном изделии наклоняемый участок может быть наклонен относительно экструзионного стержня, так что наклоняемый участок отводится от поверхности гнезда металлической пресс-формы; таким образом, во время удаления отложений с поверхности гнезда металлической пресс-формы можно смещать пленку для переноса изображения с поверхности гнезда металлической пресс-формы так, чтобы она не мешала процессу удаления, и далее эффективно удалять отложения с поверхности гнезда металлической пресс-формы.
Согласно второму аспекту настоящего изобретения наклоняемый механизм является шарнирным участком.
Следовательно, наклоняемый механизм подготавливается с помощью простого процесса.
Согласно третьему аспекту настоящего изобретения наклоняемый механизм фиксируется во время формования так, что наклоняемый участок фиксируется так, чтобы не наклоняться относительно экструзионных стержней.
Следовательно, можно сэкономить средства и время, требуемые для механической обработки фиксирующего элемента.
Согласно четвертому и пятому аспектам настоящего изобретения вышеуказанный фиксирующий элемент далее обеспечивается по меньшей мере в одном из рамочного прижима и экструзионных стержней.
Следовательно, возможно в значительной мере зафиксировать наклоняемый участок.
Согласно шестому и седьмому аспектам настоящего изобретения связанный участок между наклоняемым участком и экструзионным стержнем соединяется зацепляемым участком, который может освобождаться из зацепленного состояния, а фиксирующим элементом является блокирующий элемент, например, блокирующая пластина или блокирующий штифт, который выполняет блокирование блокирующего участка.
Следовательно, возможно обеспечить фиксацию наклоняемого участка простым процессом механической обработки.
Согласно аспектам с восьмого по тринадцатый настоящего изобретения форма наклоняемого участка соответствует приблизительной форме рамы в виде перевернутой буквы U или форме приблизительно прямоугольной рамы.
Следовательно, возможно обеспечить воздухонепроницаемость, когда пленка для переноса изображения вступает в тесный контакт с поверхностью гнезда металлической пресс-формы благодаря вакуум-отсосу.
Перечень чертежей
Эти и другие аспекты и признаки настоящего изобретения станут ясными из следующего описания, где приводятся предпочтительные варианты исполнения изобретения со ссылками на прилагаемые чертежи, где:
фиг.1 - вид в перспективе, который показывает рамочный прижим во время формования в металлической пресс-форме для одновременного литьевого формования и декорирования в соответствии с одним вариантом исполнения настоящего изобретения;
фиг.2 - частично увеличенный вид в перспективе, который показывает рамочный прижим во время формования в металлической пресс-форме для одновременного литьевого формования и декорирования в соответствии с исполнением настоящего изобретения;
фиг.3 - вид в перспективе, который показывает рамочный прижим во время очистки поверхности гнезда металлической пресс-формы в металлической пресс-форме для одновременного литьевого формования и декорирования в соответствии с исполнением настоящего изобретения;
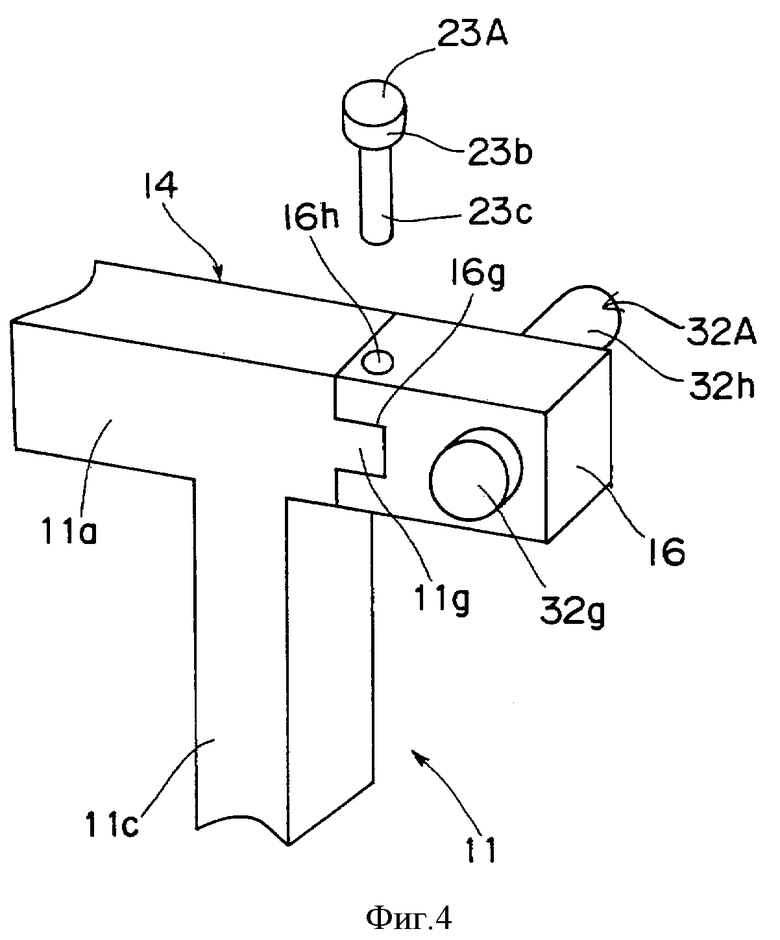
фиг.4 - частично увеличенный вид в перспективе, который показывает рамочный прижим в соответствии с другим исполнением настоящего изобретения;
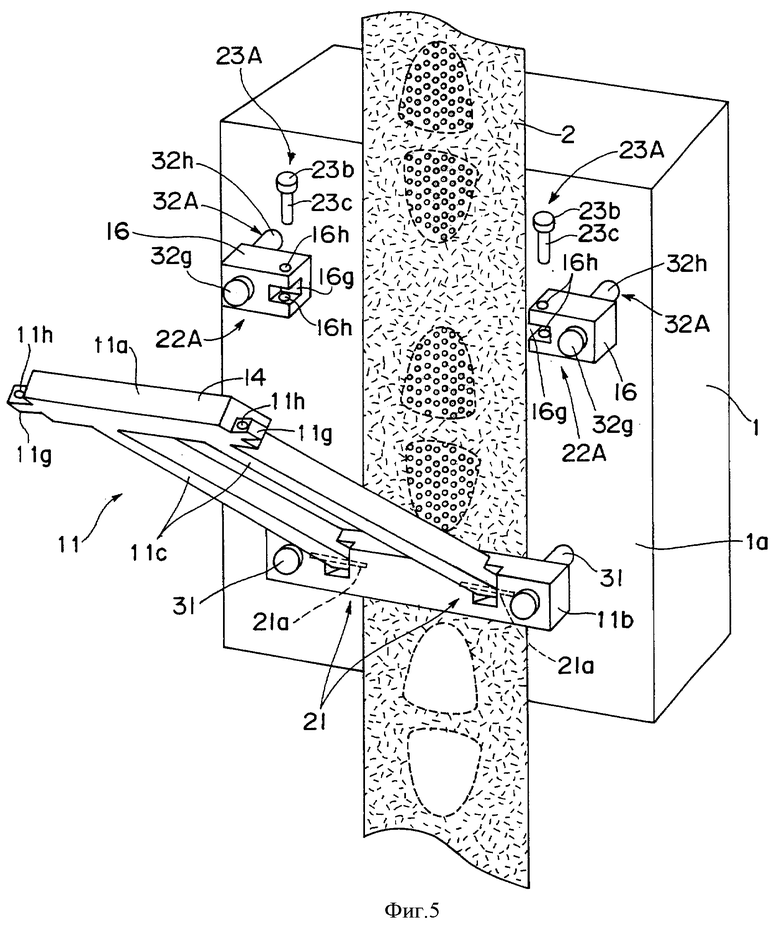
фиг.5 - вид в перспективе, который показывает рамочный прижим во время очистки поверхности гнезда металлической пресс-формы в соответствии с другим исполнением настоящего изобретения;
фиг.6 - вид в перспективе, который показывает рамочный прижим во время очистки поверхности гнезда металлической пресс-формы в соответствии с еще одним исполнением настоящего изобретения;
фиг.7 - вид в перспективе, который показывает рамочный прижим во время формования в соответствии с другим исполнением настоящего изобретения;
фиг.8 - частично увеличенный вид в перспективе, который показывает рамочный прижим во время формования в соответствии с другим исполнением настоящего изобретения;
фиг.9 - частично увеличенный вид в перспективе, который показывает рамочный прижим в соответствии с другим исполнением настоящего изобретения;
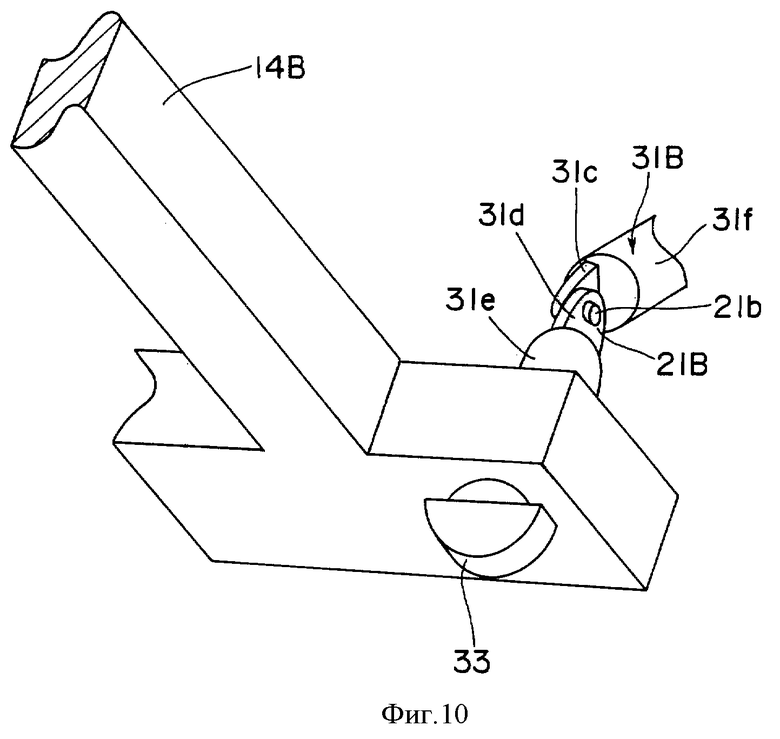
фиг.10 - частично увеличенный вид в перспективе, который показывает рамочный прижим во время очистки поверхности гнезда металлической пресс-формы в соответствии с другим исполнением настоящего изобретения;
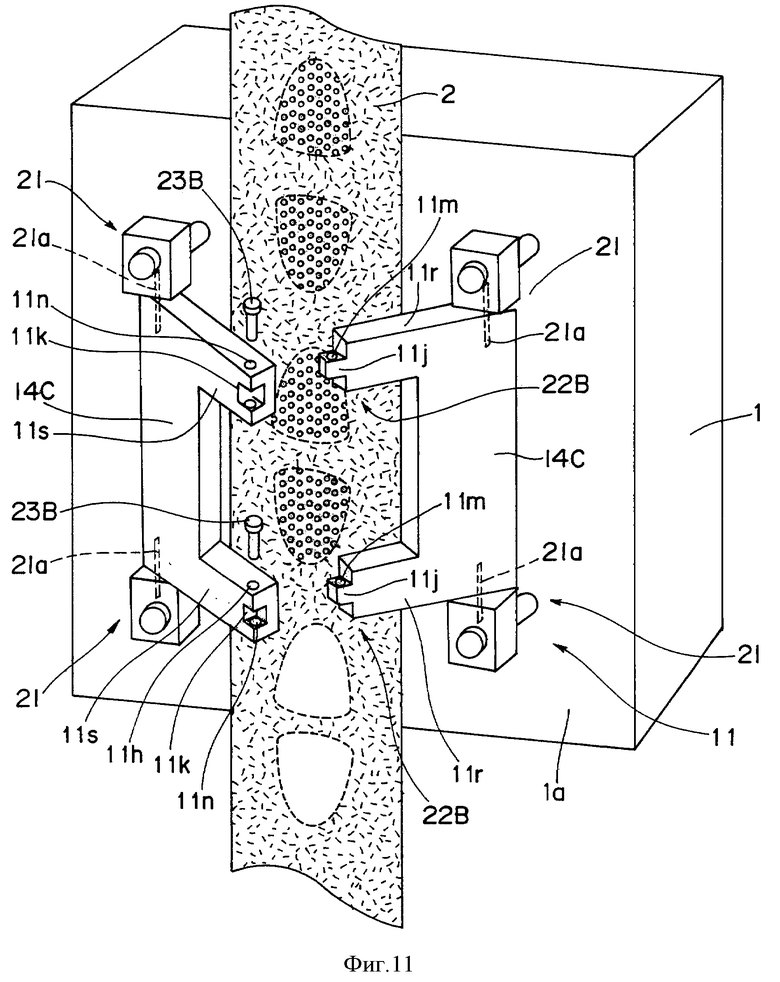
фиг.11 - вид в перспективе, который показывает рамочный прижим во время очистки поверхности гнезда металлической пресс-формы в соответствии с еще одним исполнением настоящего изобретения;
фиг.12 - схематический вид, который показывает состояние, в котором пленка для переноса изображения помещается между рамочным прижимом и металлической пресс-формой в традиционной металлической пресс-форме;
фиг.13 - поперечное сечение, которое показывает пленку для переноса изображения, применяемую с металлической пресс-формой для одновременного литьевого формования и декорирования в соответствии с исполнением настоящего изобретения;
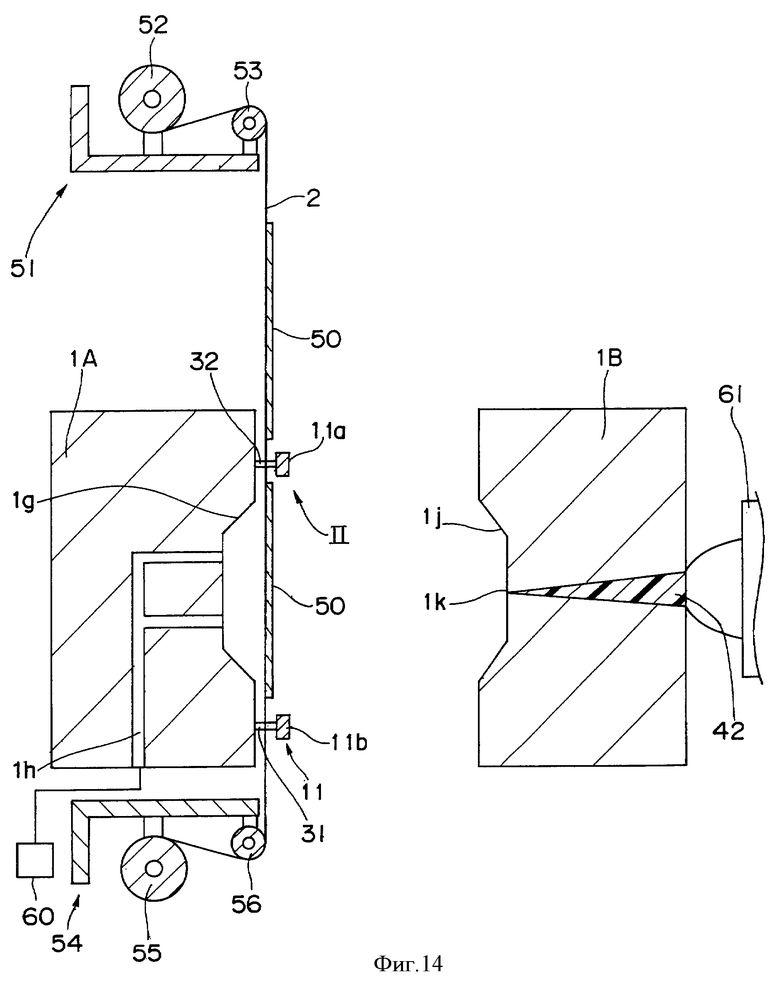
фиг.14 - пояснительная схема процесса, в котором литьевое формование выполняется с использованием металлической пресс-формы для одновременного литьевого формования и декорирования в соответствии с исполнением настоящего изобретения;
фиг.15 - пояснительная схема процесса, следующего за процессом фиг.14, в котором литьевое формование выполняется с использованием металлической пресс-формы для одновременного литьевого формования и декорирования в соответствии с исполнением настоящего изобретения;
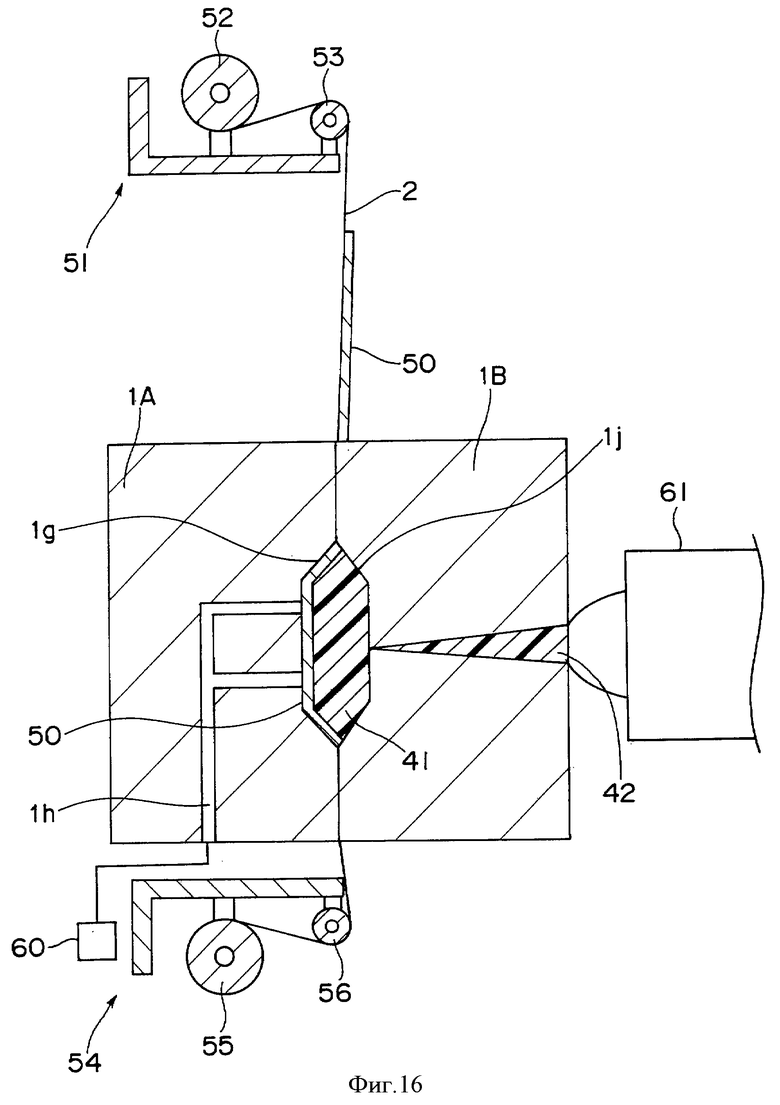
фиг.16 - пояснительная схема процесса, следующего за процессом фиг.15, в котором литьевое формование выполняется с использованием металлической пресс-формы для одновременного литьевого формования и декорирования в соответствии с исполнением настоящего изобретения;
фиг.17 - пояснительная схема процесса, следующего за процессом фиг.16, в котором литьевое формование выполняется с использованием металлической пресс-формы для одновременного литьевого формования и декорирования в соответствии с исполнением настоящего изобретения;
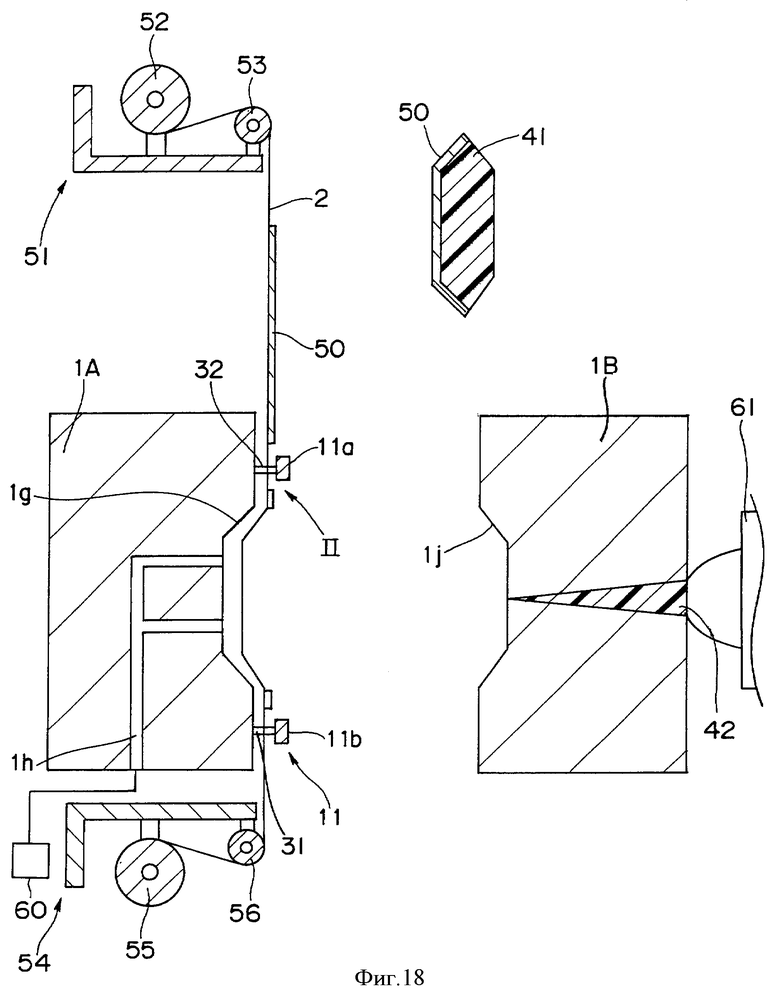
фиг.18 - пояснительная схема процесса, следующего за процессом фиг.17, в котором литьевое формование выполняется с использованием металлической пресс-формы для одновременного литьевого формования и декорирования в соответствии с исполнением настоящего изобретения;
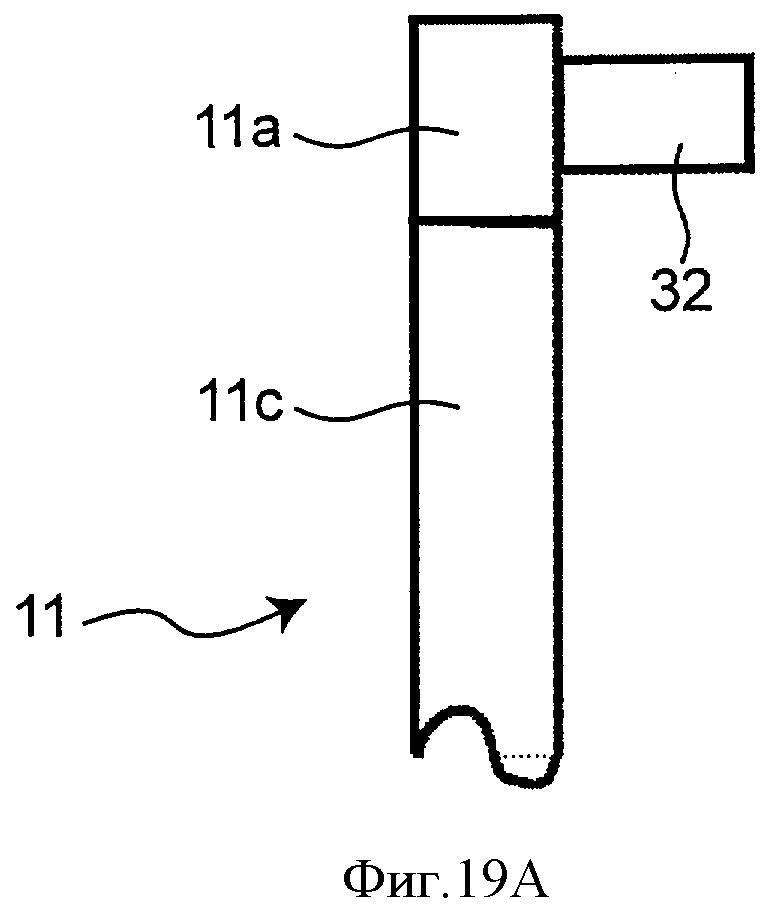
фиг.19А - вид сбоку, который показывает связывающий участок между экструзионным стержнем и наклоняемым участком во время формования в металлической пресс-форме в соответствии с другим исполнением настоящего изобретения;
фиг.19В - вид сбоку, который показывает связывающий участок между экструзионным стержнем и наклоняемым участком во время очистки в металлической пресс-форме в соответствии с другим исполнением настоящего изобретения;
фиг.20А - вид сбоку, который показывает связывающий участок между экструзионным стержнем и наклоняемым участком во время формования в металлической пресс-форме в соответствии с еще одним исполнением настоящего изобретения;
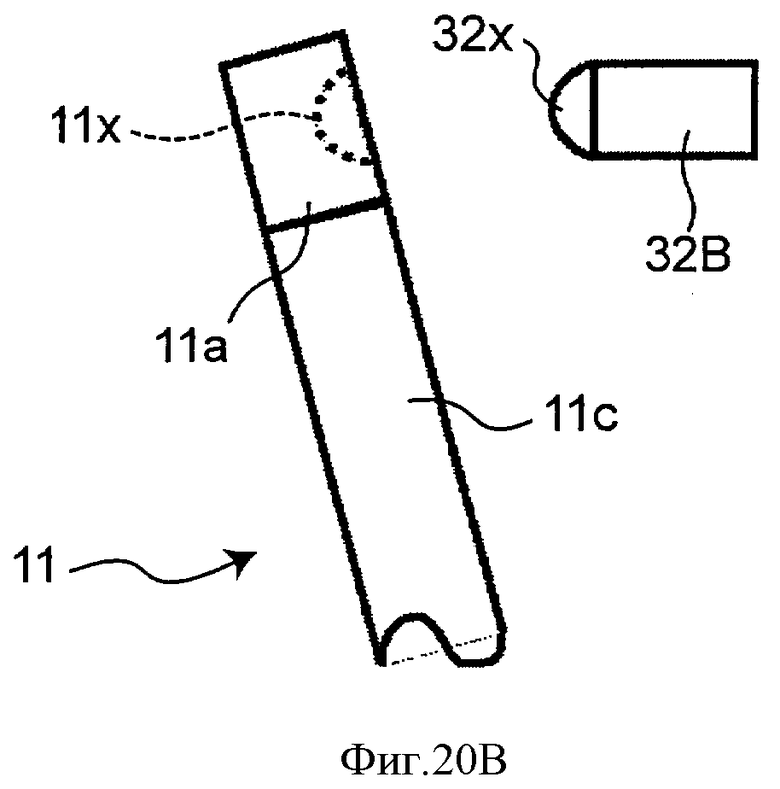
фиг.20В - вид сбоку, который показывает связывающий участок между экструзионным стержнем и наклоняемым участком во время очистки в металлической пресс-форме в соответствии с еще одним исполнением настоящего изобретения;
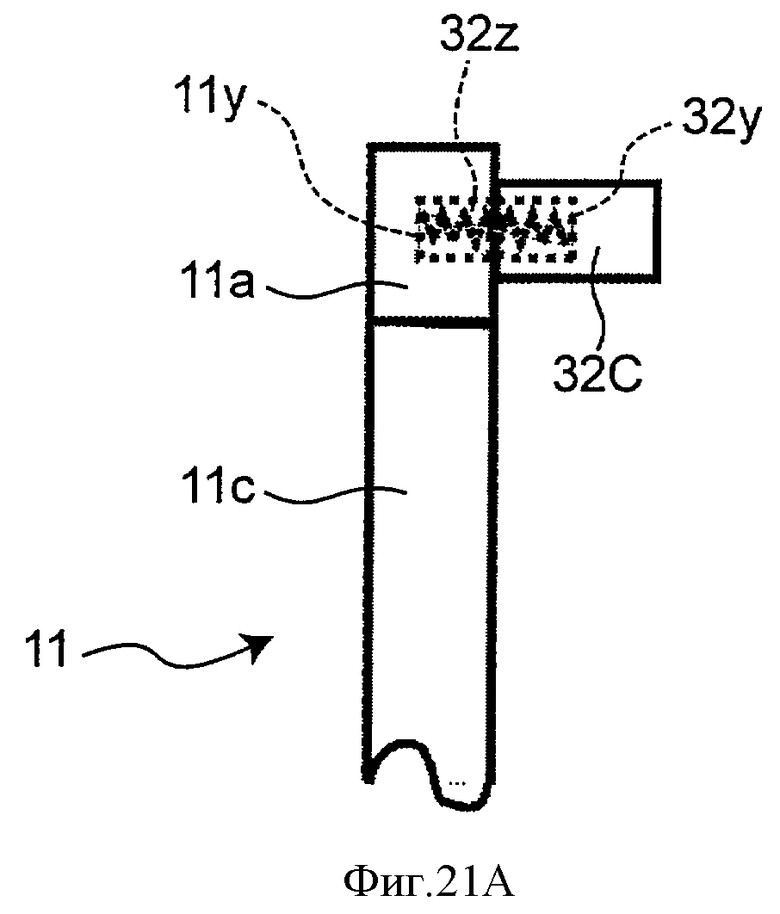
фиг.21А - вид сбоку, который показывает связывающий участок между экструзионным стержнем и наклоняемым участком во время формования в металлической пресс-форме в соответствии с еще одним исполнением настоящего изобретения; и
фиг.21В - вид сбоку, который показывает связывающий участок между экструзионным стержнем и наклоняемым участком во время очистки в металлической пресс-форме в соответствии с другим исполнением настоящего изобретения.
Осуществление изобретения
Перед тем как продолжить описание настоящего изобретения, необходимо отметить, что подобные части обозначены подобными ссылочными номерами на всех прилагаемых чертежах.
Предпочтительные варианты исполнения настоящего изобретения будут рассмотрены в следующем описании со ссылками на прилагаемые чертежи.
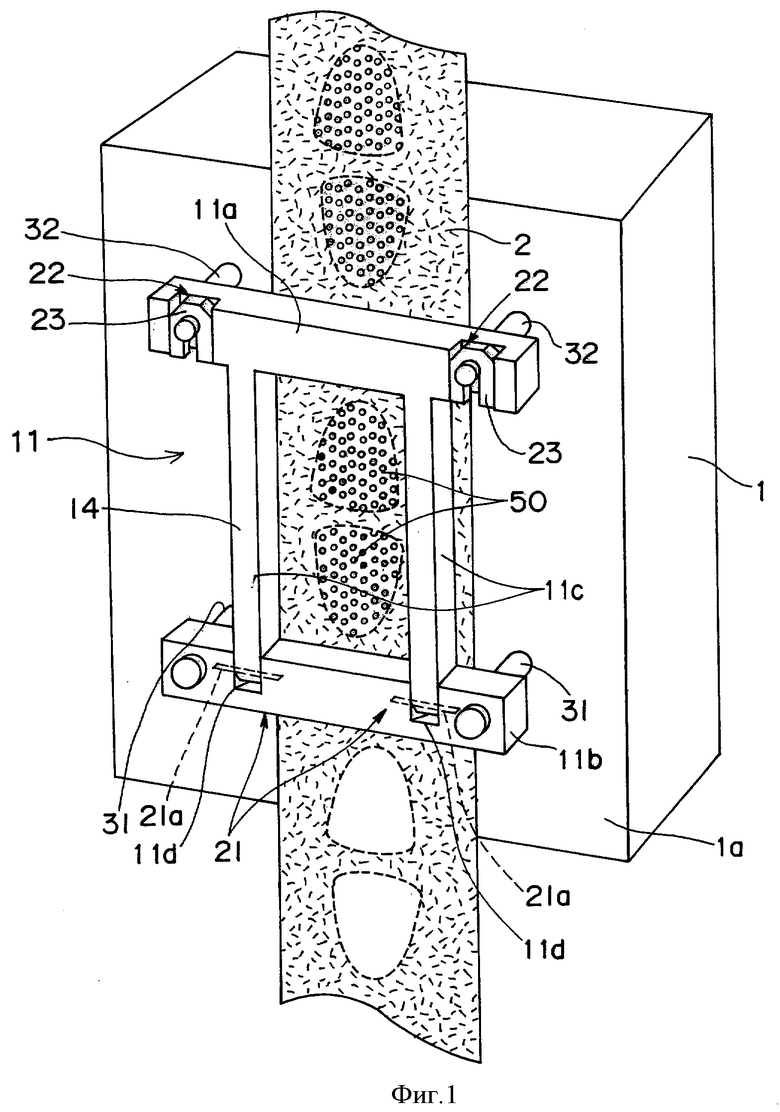
Фиг.1 - вид в перспективе, который показывает рамочный прижим во время формования в металлической пресс-форме для одновременного литьевого формования и декорирования в соответствии с одним вариантом исполнения настоящего изобретения.
Фиг.2 - частично увеличенный вид в перспективе, который показывает рамочный прижим во время формования в металлической пресс-форме для одновременного литьевого формования и декорирования в соответствии с исполнением настоящего изобретения. Фиг.3 - вид в перспективе, который показывает рамочный прижим во время очистки поверхности гнезда металлической пресс-формы в металлической пресс-форме для одновременного литьевого формования и декорирования в соответствии с исполнением настоящего изобретения. Фиг.4 - частично увеличенный вид в перспективе, который показывает рамочный прижим в соответствии с другим исполнением металлической пресс-формы для одновременного литьевого формования и декорирования в вышеуказанном исполнении настоящего изобретения. Фиг.5 и 6 - виды в перспективе, которые показывают рамочный прижим во время очистки поверхности гнезда металлической пресс-формы в соответствии с другим исполнением металлической пресс-формы для одновременного литьевого формования и декорирования в вышеуказанном исполнении настоящего изобретения. Фиг.7 - вид в перспективе, который показывает рамочный прижим во время формования в соответствии с другим исполнением металлической пресс-формы для одновременного литьевого формования и декорирования в вышеуказанном исполнении настоящего изобретения. Фиг.8 - частично увеличенный вид в перспективе, который показывает рамочный прижим во время формования в соответствии с другим исполнением металлической пресс-формы для одновременного литьевого формования и декорирования в вышеуказанном исполнении настоящего изобретения. Фиг.9 - частично увеличенный вид в перспективе, который показывает рамочный прижим в соответствии с другим исполнением металлической пресс-формы для одновременного литьевого формования и декорирования в вышеуказанном исполнении настоящего изобретения. Фиг.10 - частично увеличенный вид в перспективе, который показывает рамочный прижим во время очистки поверхности гнезда металлической пресс-формы в соответствии с другим исполнением металлической пресс-формы для одновременного литьевого формования и декорирования в вышеуказанном исполнении настоящего изобретения. Фиг.11 - вид в перспективе, который показывает рамочный прижим во время очистки поверхности гнезда металлической пресс-формы в соответствии с еще одним исполнением металлической пресс-формы для одновременного литьевого формования и декорирования в вышеуказанном исполнении настоящего изобретения. Фиг.13 - поперечное сечение, которое показывает пленку для переноса изображения, применяемую с металлической пресс-формой для одновременного литьевого формования и декорирования в соответствии с исполнением настоящего изобретения. Фиг.14-18 - пояснительные схемы процессов, в которых литьевое формование выполняется с использованием металлической пресс-формы для одновременного литьевого формования и декорирования в соответствии с исполнением настоящего изобретения.
Как показано на фиг.1, рамочный прижим 11 образован поперечным рамочным элементом 11а с верхней стороны, имеющим квадратную форму в поперечном сечении, поперечным рамочным элементом 11b с нижней стороны, имеющим квадратную форму в поперечном сечении, который расположен приблизительно параллельно поперечному рамочному элементу 11а с верхней стороны, и двумя продольными рамочными элементами 11с, каждый из которых имеет квадратную форму в поперечном сечении, которые соединяют поперечный рамочный элемент 11а с верхней стороны и поперечный рамочный элемент 11b с нижней стороны друг с другом. Два экструзионных стержня 32, которые проникают в металлическую пресс-форму (металлическая пресс-форма с подвижной стороны или металлическая пресс-форма с фиксированной стороны) 1, к которой прикреплен рамочный прижим 11, соединены с поперечным рамочным элементом 11а с верхней стороны, и два экструзионных стержня 31, которые проникают в металлическую пресс-форму (металлическая пресс-форма с подвижной стороны или металлическая пресс-форма с фиксированной стороны) 1, к которой прикреплен рамочный прижим 11, также соединены с поперечным рамочным элементом 11b с нижней стороны; таким образом, путем поступательных и возвратных перемещений в осевом направлении всех четырех экструзионных стержней 31 и 32 обеспечивается движение рамочного прижима 11 между фиксированным положением пленки для переноса изображения (см. положение 1 на фиг.15), в котором рамочный прижим 11 близко подходит к поверхности гнезда металлической пресс-формы металлической пресс-формы 1 так, что пленка для переноса изображения прижимается между рамочным прижимом 11 и поверхностью гнезда металлической пресс-формы, и положением освобождения пленки для переноса изображения (см. положение II на фиг.14), в котором рамочный прижим 11 отходит от поверхности гнезда металлической пресс-формы так, что пленка для переноса изображения освобождается. Здесь наклоняемый участок 14 рамочного прижима 11 образован поперечным рамочным элементом 11а с верхней стороны и двумя продольными рамочными элементами 11с, а шарнирный участок 21, который является одним примером наклоняемого механизма, образован на каждом из соединяющих участков между нижними концами двух продольных рамочных элементов 11с и поперечным рамочным элементом 11b с нижней стороны. При этом расположении наклоняемый участок 14 может наклоняться относительно экструзионных стержней 31 и 32.
Шарнирный участок 21 имеет следующую структуру. Вырезанные секции 11d соответственно образуются в поперечном рамочном элементе 11b с нижней стороны в положениях, с которыми связаны нижние концы двух продольных рамочных элементов 11с. Более того, шарнирные валы 21а, которые простираются в осевом направлении поперечного рамочного элемента 11b с нижней стороны, входят в нижний конец каждого из продольных рамочных элементов 11с, введенных в вырезанные секции 11d, так что два конца каждого шарнирного вала 21а поддерживаются с возможностью вращения обеими сторонами каждой вырезанной секции 11d поперечного рамочного элемента 11b с нижней стороны; таким образом, нижний конец каждого из двух продольных рамочных элементов 11с связан с поперечным рамочным элементом 11b с нижней стороны так, чтобы вращаться вокруг шарнирного вала 21а относительно поперечного рамочного элемента 11b под углом в пределах заданного диапазона. Шарнирный участок 21 сконструирован таким образом, и наклоняемый участок 14 может наклоняться относительно экструзионных стержней 31 и 32.
Более того, два экструзионных стержня 32 с верхней стороны соответственно связаны с поперечными рамочными элементами 11а с верхней стороны зацепляющими участками 22 так, чтобы зацепляться с возможностью освобождения. Как подробно показано на фиг.2, каждый из зацепляющих участков 22 имеет вогнутый участок 11е на поверхности, противоположной металлической пресс-форме поперечного рамочного элемента 11а с верхней стороны, со сквозным отверстием 11f, которое проникает в направлении толщины каждой вогнутой секции 11е.
Каждый из экструзионных стержней 32 состоит из участка основания в форме колонны 32а, который с возможностью перемещения проникает в металлическую пресс-форму 1, промежуточного участка в форме колонны 32b, имеющего наружный диаметр меньше, чем у участка основания 32а, концевого участка в форме колонны 32с, имеющего наружный диаметр меньше, чем у промежуточного участка 32b, и зацепляющего выступа в форме диска 32d, который имеет наружный диаметр больше, чем у концевого участка 32с и прикреплен к наконечнику концевого участка 32с в качестве головного участка. Следовательно, внутренний диаметр сквозного отверстия 11f вогнутой секции 11е поперечного рамочного элемента 11а с верхней стороны делается больше, чем наружные диаметры концевого участка 32с экструзионного стержня 32 и зацепляющего выступа 32d, немного больше, чем наружный диаметр промежуточного участка 32b, и меньше, чем наружный диаметр участка основания 32а так, чтобы концевой участок 32с экструзионного стержня 32 и зацепляющий выступ 32d могли проникать в сквозное отверстие 11f. В результате концевой участок 32с экструзионного стержня 32 и зацепляющий выступ 32d могут свободно проникать в сквозное отверстие 11f вогнутой секции 11е поперечного рамочного элемента 11а с верхней стороны, и промежуточный участок 32b экструзионного стержня 32 может быть введен в сквозное отверстие 11f вогнутой секции 11е поперечного рамочного элемента 11а с верхней стороны; таким образом, когда промежуточный участок 32b экструзионного стержня 32 вводится в сквозное отверстие 11f, участок основания 32а экструзионного стержня 32 входит в контакт с контурным участком сквозного отверстия 11f, чтобы служить стопором, так что участок основания 32а не вводится в сквозное отверстие 11f.
Блокирующий элемент в форме пластины (один пример блокирующего элемента) 23, имеющий форму перевернутой буквы U, который является одним примером фиксирующего элемента, может быть введен вниз в вогнутую секцию 11е поперечного рамочного элемента 11а с верхней стороны, и блокирующая пластина 23 оснащена зацепляющей канавкой 23а, которая простирается вверх от ее нижнего конца. Ширина зацепляющей канавки 23а выполняется немного больше, чем наружный диаметр концевого участка 32с экструзионного стержня 32, и меньше, чем наружный диаметр зацепляющего выступа 32d. Таким образом, после того как концевой участок 32с и зацепляющий выступ 32d экструзионного стержня 32 проникают в сквозное отверстие 11f вогнутой секции 11е поперечного рамочного элемента 11а с верхней стороны, и при этом промежуточный участок 32b экструзионного стержня 32 введен в сквозное отверстие 11f вогнутой секции 11е поперечного рамочного элемента 11a с верхней стороны, каждая из блокирующих пластин 23 вводится между вогнутой секцией 11е поперечного рамочного элемента 11а с верхней стороны и зацепляющим выступом 32d экструзионного стержня 32 сверху вниз, так что концевой участок 32с экструзионного стержня 32, расположенный внутри вогнутой секции 11е поперечного рамочного элемента 11а с верхней стороны, вводится в зацепляющую канавку 23а блокирующей пластины 23; таким образом, блокирующая пластина 23 зацепляется с зацепляющим выступом 32d экструзионного стержня 32, чтобы остановить движение в осевом направлении экструзионного стержня 32, и предотвращается выход зацепляющего выступа 32d экструзионного стержня 32 из сквозного отверстия 11f вогнутой секции 11е поперечного рамочного элемента 11а с верхней стороны в осевом направлении экструзионного стержня 32, приводимого таким образом в зацепленное состояние (блокированное состояние). Иными словами, при контакте участка основания 32а экструзионного стержня 32с контурным участком сквозного отверстия 11f вогнутой секции 11е поперечного рамочного элемента 11а с верхней стороны блокирующая пластина 23 зацепляется с зацепляющим выступом 32d экструзионного стержня 32, так что поперечный рамочный элемент 11а с верхней стороны блокируется концевым участком экструзионного стержня 32, и поперечный рамочный элемент 11а с верхней стороны может двигаться вместе с двумя экструзионными стержнями 32.
В случае, где блокирующие пластины 23 вытягиваются вверх из зазора между вогнутой секцией 11е поперечного рамочного элемента 11а с верхней стороны и зацепляющим выступом 32d экструзионного стержня 32, концевой участок 32с и зацепляющий выступ 32d экструзионного стержня 32 могут быть вытянуты соответственно через сквозное отверстие 11f вогнутой секции 11е поперечного рамочного элемента 11а с верхней стороны. В результате поперечный рамочный элемент 11а с верхней стороны вводится в состояние, отделяемое от двух экструзионных стержней 32, и, как будет описано далее, во время очистки металлической пресс-формы наклоняемый участок 14, состоящий из поперечного рамочного элемента 11а с верхней стороны, двух продольных рамочных элементов 11с и подобных элементов, может вращаться вокруг шарнирного вала 21а до положения, в котором он наклонен относительно экструзионных стержней 31 и 32.
Форма вышеуказанной блокирующей пластины 23 не ограничена пластинным элементом (см. фиг.2), имеющим приблизительную форму перевернутой буквы U с зацепляющей канавкой 23а, и, например, может быть использована другая структура с штифтовым элементом (другой пример блокирующего элемента) 23А, образованным вводным участком 23с, имеющим приблизительную форму колонны, и головным участком 23b, который прикреплен к наконечнику вводного участка 23с и имеет наружный диаметр больше, чем у вводного участка 23с (см. фиг.4). Более конкретно, как показано на фиг.4 и 5, структура образована таким образом, что каждый из двух концов поперечного рамочного элемента 11а с верхней стороны, показанного на фиг.1 или подобных, с возможностью соединения отсоединен от основной конструкции поперечного рамочного элемента 11а с верхней стороны и всегда прикреплен к концу каждого из двух экструзионных стержней 32А. Более конкретно, зацепляющий выступ 11g, который выходит наружу поперечно и имеет ширину меньше, чем у основной конструкции, образован на каждом из двух концов основной конструкции поперечного рамочного элемента 11а с верхней стороны, и каждый зацепляющий выступ 11g имеет проникающий участок 11h, образованный продольно. Таким же образом, как участок основания 32а экструзионного стержня 32, показанный на фиг.1 и подобных, каждый экструзионный стержень 32А имеет участок основания в форме колонны 32h и зацепляющую пластину 32g, которая прикреплена к концу участка основания 32h и имеет наружный диаметр больше, чем у участка основания 32h. Более того, металлическая пресс-форма 1 оснащена парой фиксирующих вспомогательных участков 16, каждый из которых образует прямоугольный элемент, через который вводится участок основания 32h каждого из экструзионных стержней 32А, и которые прикреплены к концевым участкам экструзионных стержней 32А с предотвращением выхода зацепляющей пластиной 32g. Концевой участок каждого из фиксирующих вспомогательных участков 16 оснащен вогнутой секцией 16g, к которой может быть прикреплен зацепляющий выступ 11g поперечного рамочного элемента 11а с верхней стороны, а верхний и нижний концы, образующие вогнутую секцию 16g, оснащены соответственно сквозными отверстиями 16h, которые могут связываться со сквозным отверстием 11h зацепляющего выступа 11g поперечного рамочного элемента 11а с верхней стороны. Каждый зацепляющий выступ 11g поперечного рамочного элемента 11а с верхней стороны и вогнутая секция 16g каждого фиксирующего вспомогательного участка 16 образуют зацепляющий участок 22А.
Следовательно, состояние, где каждый из зацепляющих выступов 11g поперечного рамочного элемента 11а с верхней стороны крепится к каждой из вогнутых секций 16g фиксирующих вспомогательных участков 16, сквозное отверстие 11h каждого зацепляющего выступа 11g связывается со сквозными отверстиями 16h верхнего и нижнего концов вогнутой секции 16g и вводом вводного участка 23с блокирующего штифта 23А в сквозное отверстие 16h конца с верхней стороны вогнутой секции 16g фиксирующего вспомогательного участка 16 вниз так, что водный участок 23с блокирующего штифта 23А вводится в сквозные отверстия 16h верхней и нижней вогнутых секций 16g и сквозное отверстие 11h зацепляющего выступа 11g, соответственно, с соединением фиксирующего вспомогательного участка 16 и зацепляющего выступа 11g поперечного рамочного элемента 11а с верхней стороны; таким образом, поперечный рамочный элемент 11а с верхней стороны с возможностью освобождения крепится к концевому участку экструзионного стержня 32А. Поскольку головной участок 23b блокирующего штифта 23А имеет больший диаметр, чем у сквозных отверстий 16h верхнего и нижнего участков вогнутой секции 16g, он вводится в контакт с контурным участком сквозных отверстий 16h вогнутой секции 16g для предотвращения выхода вниз блокирующего штифта 23А.
Чтобы снять фиксированное состояние между поперечным рамочным элементом 11а с верхней стороны и экструзионным стержнем 32А, вводный участок 23с блокирующего штифта 23А просто вытягивается из сквозных отверстий 16h вогнутой секции 16g и сквозного отверстия 11h зацепляющего выступа 11g.
Следовательно, в случае, где блокирующая пластина 23 образует пластину, имеющую приблизительную форму перевернутой буквы U, с зацепляющей канавкой 23а, как показано на фиг.1, блокирующая пластина 23 зацепляется с зацепляющим выступом 32d конца экструзионного стержня 32, как показано на фиг.1, так что наклоняемый участок 14 и экструзионный стержень 32 прикреплены друг к другу. В противоположность этому в другом исполнении, как показано на фиг.4, где блокирующий штифт 23А подготовлен как штифтовой элемент, образованный вводным участком 23с, имеющим приблизительную форму колонны, с головным участком 23b, прикрепленным к нему, вводный участок 23с блокирующего штифта 23А вводится через сквозные отверстия 11h и 16h наклоняемого участка 14 и фиксирующего вспомогательного участка 16, при этом наклоняемый участок 14 и фиксирующий вспомогательный участок 16 зацеплены друг с другом, в результате чего наклоняемый участок 14 и фиксирующий вспомогательный участок 16 связаны и скреплены друг с другом (см. фиг.4).
Испытуемый элемент, используемый для закрепления наклоняемого участка 14, не ограничивается экструзионным стержнем 32 и фиксирующим вспомогательным участком 16, как описано выше, и в случае, где присутствуют два или более наклоняемых участков 14, может быть использована другая структура, в которой наклоняемые участки 14С скреплены друг с другом (см. фиг.11).
Более конкретно, другое исполнение, показанное на фиг.11, имеет следующую структуру. В то время как на фиг.4 шарнирный участок 21 обеспечивается только на связывающем участке между нижним концом каждого из двух продольных рамочных элементов 11с и поперечным рамочным элементом 11b с нижней стороны, в другом исполнении на фиг.11 шарнирный участок 21 также обеспечивается на связывающем участке между другим концом каждого из двух продольных рамочных элементов 11с и поперечным рамочным элементом 11а с верхней стороны, и получающаяся структура образуется так, что рамочный прижим 11 фиг.4 поворачивается на 90 градусов параллельно с поверхностью разъема 1а металлической пресс-формы 1 и располагается поперечно относительно металлической пресс-формы 1. Более того, каждый из двух продольных рамочных элементов 11с делится в центральной части на два участка (каждый продольный рамочный элемент 11с делится в центральной части на правосторонний поперечный рамочный элемент 11r и левосторонний поперечный рамочный элемент 11s), так что зацепляющий участок 22В, который аналогичен структуре, образованной зацепляющим выступом 11g основной конструкции поперечного рамочного элемента 11а с верхней стороны и вогнутой секцией 16g фиксирующего вспомогательного участка 16 на фиг.4, то есть образуется структура закрепленного зацепления между зацепляющим выступом 11j и вогнутой секцией 11k, и вводом блокирующих штифтов (другой пример блокирующего элемента) 23В, которые аналогичны ранее описанным блокирующим штифтам 23А, в соответственные сквозные отверстия 11m и 11n, с зацеплением зацепляющего выступа 11j и вогнутой секции 11k друг с другом, поперечный рамочный элемент 11s с левой стороны, имеющий зацепляющий выступ 11j, и поперечный рамочный элемент 11r с правой стороны, имеющий зацепляющий выступ 11k, с возможностью освобождения связываются друг с другом. Вытягиванием блокирующих штифтов 23В из соответствующих сквозных отверстий 11m и 11n поперечный рамочный 45 элемент 11s с левой стороны, имеющий зацепляющий выступ 11j, и поперечный рамочный элемент 11r с правой стороны, имеющий зацепляющий выступ 11k, могут быть освобождены из связанного состояния.
В металлической пресс-форме 1, в которой используется рамочный прижим 11, имеющий описанную выше структуру, показанную на фиг.2 или 4, во время литьевого формования (формования полимера) наклоняемый участок 14 закреплен на двух экструзионных стержнях 32 (см. фиг.2) или двух фиксирующих вспомогательных участках 16 (см. фиг.4) блокирующей пластиной 23 или блокирующим штифтом 23А, являющихся примерами фиксирующего элемента, так что наклоняемый участок 14 находится в таком состоянии, что он не может быть наклонен.
С другой стороны, в случае, где при возникновении впадин поверхность гнезда металлической пресс-формы очищается, блокирующая пластина 23 или блокирующий штифт 23А, который является примером фиксирующего элемента, удаляется из рамочного прижима 11, в результате чего фиксированное состояние наклоняемого участка 14 блокирующим штифтом 23 снимается (см. фиг.2 и 4), и наклоняемый участок 14, который теперь находится в полуфиксированном состоянии, может быть помещен в наклоняемое положение, отделяемое от поверхности гнезда металлической пресс-формы или поверхности разъема металлической пресс-формы 1а шарнирным валом 21а шарнирного участка 21, служащего осью вращения (см. фиг.3 и 5). В этом состоянии пленка для переноса изображения 2 может быть смещена из заданного положения формования на поверхности гнезда металлической пресс-формы в направлении длины пленки для переноса изображения без вмешательства наклоняемого участка 14. После процесса очистки металлической пресс-формы пленка для переноса изображения 2 возвращается в заданное положение формования, затем наклоняемый участок 14 возвращается к экструзионному стержню 32 или фиксирующему вспомогательному участку 16 и прикреплением к ней блокирующей пластины 23 или блокирующего штифта 23А она возвращается в состояние во время формования.
Наклоняемый участок 14 - это участок, который расположен на по меньшей мере одном участке рамочного прижима 11 и может наклоняться относительно экструзионных стержней 32 (иными словами, поверхности гнезда металлической пресс-формы или поверхности разъема металлической пресс-формы 1а) во время очистки металлической пресс-формы.
Форма наклоняемого участка 14 не ограничивается формой рамы, имеющей приблизительную форму перевернутой буквы U (см. фиг.3 и 5), и может образовывать форму приблизительно прямоугольной рамы (см. фиг.6). При этой форме, когда пленка для переноса изображения 2 вводится в тесный контакт с поверхностью гнезда металлической пресс-формы благодаря вакуум-отсосу, возможно обеспечить воздухонепроницаемость, когда пленка для переноса изображения 2 прижимается к поверхности разъема 1а по контуру поверхности гнезда металлической пресс-формы рамочным прижимом 11, а также в значительной степени облегчить обработку элементов. Более того, форма наклоняемого участка 14 может приблизительно соответствовать форме L или форме стержня или он может быть изготовлен как элемент, имеющий изогнутый участок в середине этой формы (например, приблизительно шестиугольной формы), или как элемент, один участок которого или весь он искривлен. В качестве варианта наклоняемый участок 14 может быть разветвлен на два или более элементов 14C (см. фиг.11).
На фиг.6, поскольку наклоняемый участок 14 имеет приблизительную форму прямоугольной рамы, фиксирующие вспомогательные участки 16С, прикрепленные к концам экструзионных стержней 31, помещаются по обеим сторонам поперечного рамочного элемента 11b с нижней стороны, при этом фиксирующие вспомогательные участки 16с с возможностью вращения связаны с концами поперечного рамочного элемента 11b с нижней стороны через шарнирные участки 21а так, что образуются шарнирные участки 21; таким образом, наклоняемый участок 14 может поворачиваться вокруг фиксирующих вспомогательных участков 16С с обеих сторон этими шарнирными участками 21.
Описанный выше наклоняемый механизм устанавливается на связывающем участке между наклоняемым участком рамочного прижима и каждым экструзионным стержнем и служит в качестве механизма, используемого для перемещения (наклона) наклоняемого участка относительно каждого экструзионного стержня, когда он приводится в полуфиксированное состояние. Например, наклоняемый механизм может быть образован шарнирным участком 21. Более конкретно, этот механизм устанавливается на связывающем участке между наклоняемым участком 14 рамочного прижима 11 и каждым экструзионным стержнем 31 и служит в качестве механизма, используемого для перемещения (наклона) наклоняемого участка 14 относительно каждого экструзионного стержня 31 во время очистки металлической пресс-формы, когда он приводится в полуфиксированное состояние (когда один участок наклоняемого участка 14 связан со стенкой металлической пресс-формы). Наклоном наклоняемого участка 14, приведенного в полуфиксированное состояние, так, чтобы он был отведен от поверхности гнезда металлической пресс-формы или поверхности разъема металлической пресс-формы 1a c использованием наклоняемого механизма, во время выполнения процесса удаления отложений, которые вызывают впадины во время формования, можно предотвратить вмешательство рамочного прижима 11 в процесс удаления отложений. Что касается наклоняемого механизма, как описано в исполнении выше, может быть использован шарнирный механизм (шарнирный участок), который легко обрабатывается. В случае, где используется шарнирный механизм, наклоняемый участок 14 может вращаться вокруг шарнирного вала 21а.
Наклоняемый механизм не ограничивается шарнирным механизмом, и, например, может использоваться зацепляющий участок, образованный выпуклым участком и вогнутой секцией, или универсальное соединение. В случае, где используется зацепляющий участок, образованный выпуклым участком и вогнутой секцией, механизм может не только поворачивать наклоняемый участок 14 вокруг зацепляющего участка, состоящего, например, из выпуклого участка в форме колонны, образованного на одном из элементов, и круглой вогнутой секции, образованной в другом элементе так, чтобы крепиться к нему таким образом, чтобы вращаться относительно него, но также может перемещать наклоняемый участок 14 со смещением выпуклого участка в форме колонны, образованного в одном из элементов, вдоль вогнутой секции в форме канавки, образованной в другом элементе. В случае, где используется универсальное соединение, возможно обеспечить степень свободы для направления, в котором перемещается наклоняемый участок 14, например, когда наклоняемый участок имеет приблизительную форму стержня.
Положение, в котором устанавливается наклоняемый механизм, не ограничивается нижней стороной металлической пресс-формы 1. Например, положение каждого шарнирного участка 21 устанавливается на стороне, противоположной той, на которой оператор манипулирует металлической пресс-формой 1, так что направление открытия и закрытия рамочного прижима 11 может быть установлено поперечно. Установленное направление, в котором наклоняется наклоняемый участок 14, не ограничивается направлением, ортогональным к поверхности разъема металлической пресс-формы 1а, и может быть установлено любое направление, параллельное поверхности разъема металлической пресс-формы 1a, если это направление, в котором наклоняемый участок 14 отходит от поверхности гнезда металлической пресс-формы.
Что касается средств закрепления наклоняемого участка 14 во время формования, может быть использована система закрепления наклоняемого механизма или система, в которой фиксирующий элемент используется отдельно.
В качестве одного конкретного примера системы для закрепления наклоняемого механизма предлагается система, в которой поворотом ручки 33 шарнирного участка 21В на 90 градусов выполняется переключение между полуфиксированным и фиксированным состояниями (см. фиг.7-10). Как показано на фиг.7 и 8, наклоняемый участок 14В соответствует всему рамочному прижиму 11, и шарнирный участок 21В, который является одним примером наклоняемого механизма, прикрепляется вблизи концевого участка каждого экструзионного стержня 31В. В этом случае экструзионный стержень 32 не крепится к наклоняемому участку 14, и наклоняемый участок 14 может быть отделен во время очистки металлической пресс-формы. В качестве одного примера, в котором экструзионный стержень 32 не крепится к наклоняемому участку 14, он может быть расположен так, что, как показано на фиг.19А, во время формования только поверхность, противоположная металлической пресс-форме поперечного рамочного элемента 11а с верхней стороны наклоняемого участка 14 контактирует с концом каждого экструзионного стержня 32, и, как показано на фиг.19В, 54 во время очистки, когда наклоняемый участок 14 наклонен, поверхность, противоположная металлической пресс-форме поперечного рамочного элемента 11а с верхней стороны наклоняемого участка 14 отходит от конца каждого экструзионного стержня 32. В качестве другого примера он может быть расположен так, что, как показано на фиг.20А, во время формования вогнутая секция со сферической поверхностью 11х поверхности, противоположной металлической пресс-форме поперечного рамочного элемента 11а с верхней стороны наклоняемого участка 14 вводится в участок с полусферической поверхностью 32х на конце экструзионного стержня 32 и, как показано на фиг.20В, во время очистки, когда наклоняемый участок 14 наклоняется, вогнутая секция со сферической поверхностью 11х поверхности, противоположной металлической пресс-форме поперечного рамочного элемента 11а с верхней стороны наклоняемого участка 14 отходит от участка с полусферической поверхностью 32х на конце экструзионного стержня 32. Более того, в качестве еще одного примера, он может быть расположен так, что, как показано на фиг.21А, во время формования устанавливается пружина 32z между вогнутой секцией 32у на конце экструзионного стержня 32 и вогнутой секцией 11у на поверхности, противоположной металлической пресс-форме поперечного рамочного элемента 11а с верхней стороны наклоняемого участка 14, и, как показано на фиг.21 В, во время очистки, когда наклоняемый участок 14 наклоняется, пружина 32z растягивается между вогнутой секцией 32у на конце экструзионного стержня 32 и вогнутой секцией 11у на поверхности, противоположной металлической пресс-форме поперечного рамочного элемента 11а с верхней стороны наклоняемого участка 14, так что поверхность, противоположная металлической пресс-форме поперечного рамочного элемента 11а с верхней стороны наклоняемого участка 14, отходит от конца экструзионного стержня 32.
На фиг.7-10 каждый из участков основной конструкции 31f двух экструзионных стержней 31В поддерживается с возможностью ввода на металлической пресс-форме 1 с возможностью свободного вращения, и с концевым участком каждого экструзионного стержня 31В связаны шарнирный участок 21В, связывающее устройство наклоняемого участка 31е, которое с возможностью изгиба связано с участком основной конструкции 31f через шарнирный участок 21В, а также связано с наклоняемым участком 14, и ручка 33, прикрепленная к концу связывающего устройства наклоняемого участка 31е. С шарнирным участком 21В с возможностью свободного изгиба связаны шарнирный пластинный участок 31с на конце участка основной конструкции 31f и шарнирный пластинный участок 31d на конце связывающего устройства наклоняемого участка 31е через шарнирный вал 21b. Следовательно, в случае, где изгибающиеся поверхности соответственных шарнирных участков 21В поперечно поддерживаются, как показано на фиг.8, поскольку объем экструзии экструзионного стержня 31В фиксирован, шарнирный участок 21В не может перемещаться для поперечного изгиба, в результате чего наклоняемый участок 14 находится в фиксированном состоянии. С другой стороны, как показано на фиг.9 (неизгибаемое состояние шарнирного участка 21В) и фиг.10 (изгибаемое состояние шарнирного участка 21В), когда изгибаемые поверхности соответственных шарнирных участков 21В устанавливаются в вертикальном направлении поворотом ручки 33, связанной с участком основной конструкции 31f экструзионного стержня 31В, на 90 градусов из состояния, показанного на фиг.8, шарнирные участки 21В могут перемещаться так, чтобы изгибаться в вертикальном направлении, в результате чего наклоняемый участок 14 приводится в полуфиксированное состояние, и наклоняемый участок 14 может отходить от поверхности гнезда металлической пресс-формы или поверхности разъема металлической пресс-формы 1а. В этой системе, поскольку, в основном, не требуется использование отдельного фиксирующего элемента, можно сэкономить средства и время, требуемые для обработки фиксирующих элементов.
Что касается фиксирующего элемента, используемого в системе, требующей отдельного фиксирующего элемента, предпочтительно используется элемент, который позволяет легко фиксировать и быстро освобождать наклоняемый участок 14 без необходимости использования инструментов, например, гаечного или вилочного ключа. Более конкретно, может быть использован фиксирующий элемент вращающегося типа или винт с головкой, а также вышеуказанная блокирующая пластина 23, блокирующие штифты 23А и 23В или подобные элементы, которые могут быть изготовлены путем простой механической обработки.
Как показано на фиг.1, пленка для переноса изображения 2, используемая в металлической пресс-форме для одновременного литьевого формования и декорирования в соответствии с настоящим исполнением изобретения, имеет рисунки 50, которые расположены в продольном направлении пленки для переноса изображения 2 с заданными интервалами. Пленка для переноса изображения 2 оснащена пленочной основой 135 и декорирующим слоем 132, образованным на пленочной основе 135, и декорирующий слой 132 имеет слой защиты от отслаивания 134 и слой краски рисунка 131а, образующий рисунки 50, который помещается на слой защиты от отслаивания 134 (см. фиг.13). Более того, на слое краски рисунка 131а, а также на участках слоя защиты от отслаивания 134, на которых нет слоя краски рисунка 131а, образован связующий слой 133, и во время процесса одновременного формования и двустороннего декорирования связующий слой 133 контактирует с формуемым полимером и связывается с формуремым полимером, так что слой краски рисунка 131а отделяется от пленочной основы 135 вместе со слоем защиты от отслаивания 134; таким образом, декорирующий слой 132 переносится на формованное полимерное изделие.
Со ссылкой на фиг.14-18 далее будут описаны процессы, в которых с использованием металлической пресс-формы 1 в качестве одной части металлической пресс-формы для одновременного литьевого формования и декорирования выполняется литьевое формование с использованием пленки для переноса изображения 2. На фиг.14-18 одна из металлических пресс-форм обозначена 1А, а другая металлическая пресс-форма обозначена 1В, и какая-либо из металлических пресс-форм 1А и 1В является металлической пресс-формой с подвижной стороны, а другой - металлической пресс-формой с фиксированной стороны, так что металлическая пресс-форма с подвижной стороны и металлическая пресс-форма с фиксированной стороны образуют металлические пресс-формы литьевого формования. Более того, на фиг.14-18 1j и 1g представляют поверхности гнезда, 1k представляет отверстие для впрыска формовочной смолы 42, соединенное с устройством впрыска 61 машины литьевого формования, 1h представляет проход отсоса, соединенный с устройством отсоса 60, 51 представляет устройство подачи пленки для переноса изображения, 52 представляет подающий ролик, 53 представляет направляющий ролик, 54 представляет устройство намотки пленки для переноса изображения, 55 представляет намоточный ролик, 56 представляет направляющий ролик и 41 представляет формованное полимерное изделие.
Во время процесса одновременного формования и переноса используется пленка для переноса изображения 2, в которой декорирующий слой 132, состоящий из слоя защиты от отслаивания 134, слоя краски рисунка 131а, связующего слоя 133 и подобных, образован на пленочной основе 135, и сначала перемещением экструзионных стержней 31 и 32, проникающих в металлическую пресс-форму 1А, по направлению к стороне металлической пресс-формы 1В рамочный прижим 11 смещается в положение освобождения пленки для переноса изображения II из положения фиксирования пленки для переноса изображения I, чтобы поднять рамочный прижим 11 с поверхности разъема 1а металлической пресс-формы 1А, и устройство намотки пленки для переноса изображения 54 приводится в движение, чтобы повернуть намоточный ролик 55 так, чтобы пленка для переноса изображения 2 намоталась на намоточный ролик 55 направляющим роликом 56; таким образом, подающий ролик 52 устройства подачи пленки для переноса изображения 51 может вращаться так, что пленка для переноса изображения 2 сматывается с подающего ролика 52, и пленка для переноса изображения 2 подается в полость 1g направляющим роликом 53. Следовательно, вышеуказанные рисунки 50 пленки для переноса изображения 2, которые должны быть перенесены, оказываются прижатыми к поверхности гнезда 1g металлической пресс-формы 1 (например, металлической пресс-формы 1А на фиг.14-18), как показано на фиг.14.
Далее отводом экструзионных стержней 31 и 32, которые проникают в металлическую пресс-форму 1А, в обратном направлении от стороны металлической пресс-формы 1В рамочный прижим 11 смещается в положение фиксирования пленки для переноса изображения I из положения освобождения пленки для переноса изображения II, так что пленка для переноса изображения 2 зажимается между рамочным прижимом 11 и поверхностью разъема 1а металлической пресс-формы 1А. Затем пленка для переноса изображения 2 адсорбируется на поверхность гнезда 1g через проход отсоса 1h приведением в действие устройства отсоса 60 (см. фиг.15).
Далее металлическая пресс-форма 1А и металлическая пресс-форма 1В смыкаются, и пленка для переноса изображения 2 зажимается внутри металлической пресс-формы литьевого формования, образованной металлической пресс-формой 1А и металлической пресс-формой 1В, и экструдируемый полимер 42 впрыскивается из отверстия впрыска 1k, чтобы заполнить гнезда 1j и 1g формовочных металлических пресс-форм 1А и 1В экструдируемым полимером 42. Далее экструдируемый полимер 42 охлаждается вместе с формовочными металлической пресс-формами 1А и 1В, так что получается формованное полимерное изделие 41 с рисунками 50 пленки для переноса изображения 2, одновременно нанесенными на поверхность формованного полимерного изделия 41 (см. фиг.16).
После этого металлическая пресс-форма 1А и металлическая пресс-форма 1В отделяются друг от друга, пленочная основа 135 пленки для переноса изображения 2 снимается с формованного полимерного изделия 41, в результате чего процесс декорирования выполняется переносом декорирующего слоя 132 на поверхность формованного полимерного изделия 41 (см. фиг.17).
И, наконец, формованное полимерное изделие 41, приставшее и оставшееся на одной из металлических пресс-форм 1В, извлекается из металлической пресс-формы 1В (см. фиг.18).
После этого перемещением экструзионных стержней 31 и 32, которые проникают в металлическую пресс-форму 1А, в направлении стороны металлической пресс-формы 1В рамочный прижим 11 смещается из положения фиксирования пленки для переноса изображения I (см. фиг.17) в положение освобождения пленки для переноса изображения II (см. фиг.18), так что, чтобы быть поднятым с поверхности разъема 1а металлической пресс-формы 1А, и намоточный ролик 55 вращается так, чтобы, как показано на фиг.14, рисунки 50 для переноса далее на пленке для переноса изображения 2 оказались прижатыми к поверхности гнезда 1g металлической пресс-формы 1А. Таким образом, при том, что рисунки 50 для переноса далее на пленке для переноса изображения 2 оказались прижатыми к поверхности гнезда 1g металлической пресс-формы 1А, пленка для переноса изображения 2 всасывается на поверхность гнезда 1g через проход отсоса 1h приведением в действие устройства отсоса 60 (см. фиг.15). Далее выполняются процессы фиг.16-18.
Таким образом, повторением процессов фиг.14-18 процессы литьевого формования могут выполняться непрерывно.
Что касается пленочной основы 135 пленки для переноса изображения 2, могут использоваться пленки, обычно используемые в качестве базовых пленок декорирующих пленок, например, однослойная пленка, выполненная из материала, выбранного из группы, включающей полимеры на поликарбонатной основе, полимеры на полиамидной основе, полимеры на полиэфирной основе, акриловые полимеры, полимеры на олефиновой основе, полимеры на уретановой основе и полимеры на основе акрилонитрилбутадиенстирола, или ламинированная пленка или сополимерная пленка, выполненная из двух или более видов полимеров, выбранных из вышеуказанной группы.
Толщина пленочной основы 135 предпочтительно устанавливается на 5-500 мкм. С пленкой, имеющей толщину менее 5 мкм, сложно обращаться при помещении на металлическую пресс-форму, что приводит к нестабильности процесса формования, а пленка, имеющая толщину, превышающую 500 мкм, слишком жесткая и не может надлежащим образом использоваться в процессе формования.
Слой защиты от отслаивания 134 образован на всей поверхности или на части поверхности пленочной основы 135 или слоя антиадгезионной смазки. Слой защиты от отслаивания 134 - это слой, который при отслаивании пленочной основы 135 после процесса одновременного формования и декорирования отделяется от пленочной основы 135 или слоя антиадгезионной смазки, чтобы стать внешней поверхностью одновременно формуемого и декорируемого изделия.
Здесь в случае, где слой защиты от отслаивания 134 вызывает межслойное отслаивание, поверхность, которая подверглась межслойному отслаиванию, становится внешней поверхностью. Что касается материала слоя защиты от отслаивания 134, может использоваться, например, акриловый полимер, полимер на основе пироксилина, полимер на основе полиуретана, полимер на основе хлоркаучука, полимер на основе винилхлоридного-винилацетатного сополимера, полимер на полиамидной основе, полимер на полиэфирной основе, полимер на эпоксидной основе, полимер на основе поликарбоната, полимер на основе олефина или полимер на основе акрилонитрилбутадиенстирола. В случае, где для слоя защиты от отслаивания 134 требуется жесткость, может быть избирательно использован фотоотверждаемый полимер, например, полимер, отверждаемый ультрафиолетом, полимер, отверждаемый излучением, например, полимер, отверждаемый электронным излучением, или термоотверждаемый полимер.
Толщина слоя защиты от отслаивания 134 предпочтительно устанавливается в диапазоне от 0,5 до 50 мкм. Толщина пленки менее 0,5 мкм вызывает проблему, при которой не достигается достаточная адгезивность, а толщина, превышающая 50 мкм, вызывает проблему, при которой слой не высыхает вскоре после печати. Что касается слоя защиты от отслаивания 134, может использоваться цветной или бесцветный слой. Что касается метода создания слоя защиты от отслаивания 134, может использоваться метод нанесения покрытия, например, метод гравюрного нанесения покрытия, метод нанесения покрытия валиком или метод нанесения покрытия comma или метод печати, например, метод гравюрной печати или метод трафаретной печати.
Обычно слой краски рисунка 131а образуется на слое зашиты от отслаивания 134 как печатный слой. Что касается материала печатного слоя, предпочтительно используется краска, в которой смола, например, акриловая смола, смола на пироксилиновой основе, смола на полиуретановой основе, смола на основе хлоркаучука, смола на основе сополимера винилхлорида-винилацетата, смола на полиамидной основе, смола на полиэфирной основе или смола на эпоксидной основе используется как связующее, а пигмент или краситель соответствующего цвета добавляется в качестве красящего вещества. Что касается метода создания печатного слоя, может быть использован метод обычной печати, например, метод офсетной печати, метод гравюрной печати или метод трафаретной печати. В частности, при выполнении процесса многоцветной печати или градационной печати целесообразно использовать метод офсетной печати или метод гравюрной печати. В случае одноцветной печати может быть также использован метод нанесения покрытия, например, гравюрный метод нанесения покрытия, метод нанесения покрытия comma или метод нанесения покрытия валиком. Печатный слой может быть создан на всей поверхности или может быть создан частично в зависимости от подготавливаемого рисунка.
Более того, слой краски рисунка 131а может быть выполнен из слоя металлической пленки или комбинированного слоя из печатного слоя и слоя металлической тонкой пленки. Слой металлической тонкой пленки, который используется в качестве слоя краски рисунка 131а для обеспечения металлического блеска, создается с использованием таких методов, как метод вакуумного осаждения из паровой фазы, метод металлизации напылением, метод ионного осаждения или метод электроосаждения металла. В соответствии с желаемым цветом металлического блеска могут быть использованы такие металлы, как алюминий, никель, золото, платина, хром, железо, медь, олово, индий, серебро, титан, свинец или цинк или их сплавы или соединения.
Толщина слоя краски рисунка 131а предпочтительно устанавливается в диапазоне от 0,5 до 50 мкм. Толщина пленки менее 0,5 мкм вызывает проблему, при которой не достигаются достаточные конструкционные свойства, а толщина, превышающая 50 мкм, вызывает проблему, при которой становится трудно высушить пленку после печати. В случае, где слой краски рисунка 131а подготавливается как слой металлической тонкой пленки, толщина пленки предпочтительно устанавливается в диапазоне от 50 до 1200 мкм. Толщина пленки слоя металлической тонкой пленки менее 50 мкм вызывает проблему, при которой не достигается достаточный металлический блеск, а толщина, превышающая 1200 мкм, вызывает проблему, при которой появляется тенденция к возникновению трещин.
Связующий слой 133 используется для связи вышеуказанных соответственных слоев на поверхности одновременно формуемого и декорируемого изделия. Связующий слой 133 создается на каждом из участков, которые требуется связать. Иными словами, когда требуется связать всю поверхность, связующий слой создается на всей поверхности слоя краски рисунка 131а. Когда требуется связать только некоторые участки, связующий слой 133 создается частично на поверхности слоя краски рисунка 131а. Что касается связующего слоя 133, целесообразно использовать термочувствительный или чувствительный к давлению полимер, пригодный для материала, формирующего одновременно формуемое и декорируемое изделие. Например, в случае, где материал одновременно формуемого и декорируемого изделия - полиакрил, предпочтительно используется полиакрил. В случае, где материал одновременно формуемого и декорируемого изделия - полимер на основе сополимеров полифениленоксида и полистирола, может быть использован полимер на основе поликарбоната, полимер на основе стирола или смешанный полимер на основе полистирола, полиакрил, полимер на основе полистирола или полимер на основе полиамида, которые имеют сходство с этими полимерами. Более того, в случае, где материал одновременно формуемого и декорируемого изделия - полипропилен, может использоваться хлорированный полиолефин, хлорированный этенвинилацетатный сополимер, циклизированный каучук или полимер кумарон-инден.
Толщина связующего слоя 133 предпочтительно устанавливается в диапазоне от 0,5 до 50 мкм. Толщина пленки менее 0,5 мкм вызывает проблему, при которой не достигаются достаточные адгезивные свойства, а толщина, превышающая 50 мкм, вызывает проблему, при которой пленку трудно высушить после печати. Что касается метода формирования связующего слоя 133, может быть использован метод нанесения покрытия, например, гравюрный метод нанесения покрытия, метод нанесения покрытия comma или метод нанесения покрытия валиком, или метод печати, например, метод гравюрной печати или метод трафаретной печати.
Структура декорирующего слоя 132 не ограничивается структурой вышеуказанного аспекта, и, например, в случае, где в качестве материала слоя краски рисунка 131а используется материал, хорошо приклеивающийся к одновременно формуемому и декорируемому изделию, связующий слой 133 может быть пропущен.
Формовочная смола для одновременно формуемого и декорируемого изделия может быть любой из прозрачных смол, полупрозрачных смол или непрозрачных смол. Более того, формовочная смола для одновременно формуемого и декорируемого изделия может быть окрашенной или неокрашенной смолой. Что касается формовочной смолы для одновременно формуемого и декорируемого изделия, может быть использована термопластичная смола, например, акриловая смола, смола на основе поликарбоната, смола на основе стирола, смола на основе Noryl (зарегистрированная торговая марка), смола на основе полиэфира, смола на основе олефина, смола на основе уретана или смола на основе акрилонитрилбутадиенстирола. Более того, может быть использована универсальная техническая смола, например, смола на основе полифениленоксида-полистирола, смола на основе поликарбоната, смола на основе полиацеталя, полиакриловая смола, модифицированная поликарбонатом полифениленэфирная смола, полиэтилентерефталатная смола, полибутилентерефталатная смола или полиэтиленовая смола со сверхвысокой молекулярной массой; или техническая смола высокого качества, например, полисульфоновая смола, смола на основе полифениленсульфида, смола на основе полифениленоксида, полиаллилатная смола, полиэфиримидная смола, полиимидная смола, жидкокристаллическая полиэфирная смола или высокотемпературная смола на основе полиаллила.
Рабочий пример 1
С использованием рамочного прижима 11 металлической пресс-формы в соответствии с исполнением настоящего изобретения, показанным на фиг.1-3, была проверена действенность очистки на поверхности гнезда металлической пресс-формы при возникновении впадин.
При возникновении впадин непрерывный процесс формования был приостановлен. Экструзионные стержни 31 и 32 были выдвинуты по направлению к металлической пресс-форме 1 так, что после смещения рамочного прижима 11 из фиксированного положения пленки для переноса изображения I в освобожденное положение пленки для переноса изображения II каждая из блокирующих пластин 23, которые блокировали экструзионные стержни 32 и наклоняемый участок 14, была разблокирована.
Далее наклоняемый участок 14 был наклонен относительно двух шарнирных участков 21, служащих осями вращения, так что он отошел от поверхности гнезда металлической пресс-формы или поверхности разъема металлической пресс-формы 1а. В этом состоянии конец пленки для переноса изображения 12 легко поднимался для обзора поверхности гнезда металлической пресс-формы, и можно было видеть отложения на поверхности гнезда металлической пресс-формы.
После удаления отложений на поверхности гнезда металлической пресс-формы наклоняемый участок 14 возвращался к поверхности гнезда металлической пресс-формы или к поверхности разъема металлической пресс-формы 1a c использованием процессов, обратных вышеуказанным процессам, после чего соответственные экструзионные стержни 32 и наклоняемый участок 14 были зацеплены друг с другом соответственными блокирующими пластинами 23, чтобы полностью связать каждую блокирующую пластину 23 и рамочный прижим 11 друг с другом, после чего экструзионные стержни 31 и 32 отводились от металлической пресс-формы 1 так, что рамочный прижим 11 смещался из положения освобождения пленки для переноса изображения II в фиксированное положение пленки для переноса изображения I, и возобновлялся непрерывный процесс формования.
Для металлической пресс-формы с использованием рамочного прижима этого рабочего примера 1 время, требуемое для операции очистки, составило около 15 секунд.
В качестве примера для сравнения был использован традиционный рамочный прижим, показанный на фиг.12, и была проверена действенность очистки поверхности гнезда металлической пресс-формы при возникновении впадин.
При возникновении впадин непрерывный процесс формования был приостановлен. Винты в четырех позициях, которые крепят рамочный прижим 111 к экструзионным стержням 112, были удалены, и затем рамочный прижим 111 был отсоединен от экструзионных стержней 112. В этом состоянии конец пленки для переноса изображения 2 легко поднимался для обзора поверхности гнезда металлической пресс-формы, и можно было видеть отложения на поверхности гнезда металлической пресс-формы.
После удаления отложений на поверхности гнезда металлической пресс-формы рамочный прижим 111 был прикреплен к экструзионным стержням 112 с использованием процессов, обратных вышеуказанным процессам, и закреплен винтами, после чего непрерывный процесс формования был возобновлен.
Для металлической пресс-формы с использованием рамочного прижима 111 примера для сравнения время, требуемое для операции очистки, составило около 1 минуты.
Рабочий пример 2
С использованием рамочного прижима 11 металлической пресс-формы в соответствии с исполнением настоящего изобретения, показанным на фиг.4 и 5, была проверена действенность очистки на поверхности гнезда металлической пресс-формы при возникновении впадин.
При возникновении впадин непрерывный процесс формования был приостановлен. Экструзионные стержни 31 и 32А были выдвинуты так, что рамочный прижим 11 был смещен из фиксированного положения пленки для переноса изображения I в освобожденное положение пленки для переноса изображения II, и каждый из блокирующих штифтов 23А, которые блокировали экструзионные стержни 32 и фиксирующие вспомогательные участки зацепляющей стороны 16, был разблокирован. Далее наклоняемый участок 14 был наклонен относительно двух шарнирных участков 21, служащих осями вращения, так что он отошел от поверхности гнезда металлической пресс-формы или поверхности разъема металлической пресс-формы 1а. В этом состоянии конец пленки для переноса изображения 12 легко поднимался для обзора поверхности гнезда металлической пресс-формы, и можно было видеть отложения на поверхности гнезда металлической пресс-формы.
После удаления отложений на поверхности гнезда металлической пресс-формы наклоняемый участок 14 возвращался к поверхности гнезда металлической пресс-формы или к поверхности разъема металлической пресс-формы 1а с использованием процессов, обратных вышеуказанным процессам, после чего соответственные экструзионные стержни 32 и фиксирующий вспомогательный участок зацепляющей стороны 16 были зацеплены друг с другом соответственными блокирующими штифтами 23А, чтобы полностью связать каждый блокирующий штифт 23А и рамочный прижим 11 друг с другом, после чего экструзионные стержни 31 и 32 отводились от металлической пресс-формы 1 так, что рамочный прижим 11 смещался из положения освобождения пленки для переноса изображения II в фиксированное положение пленки для переноса изображения I, и возобновлялся непрерывный процесс формования.
Для металлической пресс-формы с использованием рамочного прижима этого рабочего примера 2 время, требуемое для операции очистки, также составило около 15 секунд.
Металлическая пресс-форма 1с использованием рамочного прижима 11 была описана как металлическая пресс-форма с подвижной стороны или металлическая пресс-форма с фиксированной стороны; однако вышеуказанный рамочный прижим 11 не ограничивается этим расположением, он может применяться как к металлическим пресс-формам с подвижной стороны, так и к металлическим пресс-формам с фиксированной стороны.
Правильно объединяя отдельно взятые исполнения из вышеуказанных различных исполнений, можно получить результаты, предполагаемые в исполнениях.
Возможность промышленного применения
Металлическая пресс-форма для одновременного литьевого формования и декорирования, представляющая настоящее изобретение, оснащена рамочным прижимом, который не препятствует процессу удаления отложений для удаления отложений с поверхности гнезда металлической пресс-формы, так что становится возможным эффективное удаление впадин в то время, когда литьевое формование не выполняется.
Хотя настоящее изобретение полностью описано в связи с предпочтительными вариантами исполнения со ссылкой на прилагаемые чертежи, необходимо отметить, что различные изменения и модификации очевидны для лиц, сведущих в данной области техники. Такие изменения и модификации должны рассматриваться как включенные в объем настоящего изобретения, как определено прилагаемой формулой изобретения, если только они не отклоняются от нее.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ декорирования стеклянных изделий и устройство для его осуществления | 1982 |
|
SU1049447A1 |
| ПРЕСС-ФОРМА ДЛЯ ИНЖЕКЦИОННОГО ПРЕССОВАНИЯ | 2006 |
|
RU2410238C2 |
| Устройство для формования профилированной ленты | 1980 |
|
SU889452A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТМАССОВОЙ СЪЕМНОЙ ДЕТАЛИ ТРАНСПОРТНОГО СРЕДСТВА | 2017 |
|
RU2695185C1 |
| УСТРОЙСТВО И СПОСОБ ЛИТЬЕВОГО ОРИЕНТИРОВАННОГО ФОРМОВАНИЯ РАЗДУВОМ | 1995 |
|
RU2123934C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАКЛАДНОГО НОГТЯ С ОБЪЕМНЫМ УКРАШЕНИЕМ | 2011 |
|
RU2493759C2 |
| ПРЕФОРМА И СОСТАВНАЯ ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕФОРМЫ | 2008 |
|
RU2433042C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БУТЫЛКИ С НАПРЕССОВЫВАЕМОЙ КРЫШКОЙ | 2003 |
|
RU2323089C2 |
| МОДУЛЬНЫЙ ГРОБ, ИЗГОТОВЛЕННЫЙ МЕТОДОМ ЛИТЬЕВОГО ФОРМОВАНИЯ | 2006 |
|
RU2414205C2 |
| ФОРМОВАННАЯ ДУТЬЕМ ПЛАСТМАССОВАЯ ЕМКОСТЬ | 1995 |
|
RU2145297C1 |













Данное изобретение относится к металлической пресс-форме для одновременного литьевого формования и декорирования. Техническим результатом заявленного изобретения является создание металлической пресс-формы для одновременного литьевого формования и декорирования с рамочным прижимом, не препятствующим удалению отложений на поверхности гнезда металлической пресс-формы. Технический результат достигается в металлической пресс-форме для одновременного литьевого формования и декорирования, содержащей металлические пресс-формы с подвижной и с фиксированной сторон. При этом одна из металлических пресс-форм содержит рамочный прижим, способный зажимать пленку для переноса изображения между поверхностью гнезда металлической пресс-формы и рамочным прижимом. Выдвижной стержень, способный перемещать рамочный прижим между положением фиксирования пленки для переноса изображения, в котором рамочный прижим подходит близко к поверхности гнезда металлической пресс-формы, и положением освобождения пленки для переноса изображения, в котором рамочный прижим отходит от поверхности гнезда металлической пресс-формы. Наклоняемый участок, содержащий по меньшей мере один участок рамочного прижима, способный наклоняться относительно выдвижного стержня. Наклоняемый механизм для соединения наклоняемого участка рамочного прижима с выдвижным стержнем так, чтобы наклоняемый участок мог быть наклонен относительно выдвижного стержня, когда формование не выполняется. 12 з.п. ф-лы, 21 ил.
1. Металлическая пресс-форма для одновременного литьевого формования и декорирования, содержащая:
металлическую пресс-форму с подвижной стороны и металлическую пресс-форму с фиксированной стороны, где по меньшей мере одна металлическая пресс-форма (1, 1А, 1В) из металлической пресс-формы с подвижной стороны и металлической пресс-формы с фиксированной стороны содержит:
рамочный прижим (11), способный зажимать пленку для переноса изображения (12) между поверхностью гнезда металлической пресс-формы и рамочным прижимом;
экструзионный стержень (31, 31В, 32, 32А), способный перемещать рамочный прижим между положением фиксирования пленки для переноса изображения, в котором рамочный прижим подходит близко к поверхности гнезда металлической пресс-формы для закрепления пленки для переноса изображения между рамочным прижимом и поверхностью гнезда металлической пресс-формы, и положением освобождения пленки для переноса изображения, в котором рамочный прижим отходит от поверхности гнезда металлической пресс-формы, чтобы освободить пленку для переноса изображения;
наклоняемый участок (14, 14В, 14С), который содержит по меньшей мере один участок рамочного прижима, способный наклоняться относительно экструзионного стержня; и
наклоняемый механизм (21, 21В) для соединения наклоняемого участка рамочного прижима с экструзионным стержнем так, чтобы наклоняемый участок мог быть наклонен относительно экструзионного стержня, когда формование не выполняется.
2. Металлическая пресс-форма по п.1, в которой наклоняемый механизм является шарнирным участком (21, 21В).
3. Металлическая пресс-форма для одновременного литьевого формования и декорирования согласно п.1 или 2, где во время выполнения формования наклоняемый механизм фиксируется так, что наклоняемая часть делается ненаклоняемой относительно экструзионного стержня.
4. Металлическая пресс-форма по п.1 или 2, содержащая фиксирующий элемент (23, 23А, 23В) для крепления наклоняемого участка к по меньшей мере одному из рамочного прижима и экструзионного стержня так, чтобы он не наклонялся относительно экструзионного стержня, при этом во время выполнения формования наклоняемый участок крепится фиксирующим элементом так, чтобы наклоняемый участок не наклонялся относительно экструзионного стержня.
5. Металлическая пресс-форма по п.3, содержащая фиксирующий элемент (23, 23А, 23В) для крепления наклоняемого участка к по меньшей мере одному из рамочного прижима и экструзионного стержня так, чтобы он не наклонялся относительно экструзионного стержня, при этом во время выполнения формования наклоняемый участок крепился бы фиксирующим элементом так, чтобы наклоняемый участок не наклонялся относительно экструзионного стержня.
6. Металлическая пресс-форма по п.4, в которой связанный участок между наклоняемым участком и экструзионным стержнем соединен зацепляющим участком (22, 22А, 22В), который может освобождаться из зацепленного состояния, и фиксирующий элемент является блокирующим элементом (23, 23А, 23В) для зацепления с зацепляющим участком.
7. Металлическая пресс-форма по п.5, в которой связанный участок между наклоняемым участком и экструзионным стержнем соединен зацепляющим участком (22, 22А, 22В), который может освобождаться из зацепленного состояния, и фиксирующий элемент является блокирующим элементом (23, 23А, 23В) для зацепления с зацепляющим участком.
8. Металлическая пресс-форма по п.1 или 2, в которой наклоняемый участок имеет форму или приблизительно соответствующую форме рамы в виде перевернутой буквы U, или приблизительно соответствующую форме прямоугольной рамы.
9. Металлическая пресс-форма по п.3, в которой наклоняемый участок имеет форму или приблизительно соответствующую форме рамы в виде перевернутой буквы U, или приблизительно соответствующую форме прямоугольной рамы.
10. Металлическая пресс-форма по п.4, в которой наклоняемый участок имеет форму или приблизительно соответствующую форме рамы в виде перевернутой буквы U, или приблизительно соответствующую форме прямоугольной рамы.
11. Металлическая пресс-форма по п.5, в которой наклоняемый участок имеет форму или приблизительно соответствующую форме рамы в виде перевернутой буквы U, или приблизительно соответствующую форме прямоугольной рамы.
12. Металлическая пресс-форма по п.6, в которой наклоняемый участок имеет форму или приблизительно соответствующую форме рамы в виде перевернутой буквы U, или приблизительно соответствующую форме прямоугольной рамы.
13. Металлическая пресс-форма по п.7, в которой наклоняемый участок имеет форму или приблизительно соответствующую форме рамы в виде перевернутой буквы U, или приблизительно соответствующую форме прямоугольной рамы.
| JP 10249887 А, 22.09.1998 | |||
| JP 8294926 А, 12.11.1996 | |||
| JP 2000108158 A, 18.04.2000 | |||
| WO 2005021233 A1, 10.03.2005 | |||
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ С ДЕКОРАТИВНЫМРИСУНКОМ | 1971 |
|
SU434014A1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ НА ПЛАСТМАССОВЫЕИЗДЕЛИЯ | 0 |
|
SU285220A1 |

