ОПИСАНИЕ
Предшествующий уровень техники
Область техники
Данное изобретение относится к изделиям, содержащим лигатуру, и к конкретным способам изготовления и использования таких изделий. Более конкретно, данное изобретение относится к формованным изделиям, включающим лигатуру, которые используют для введения легирующих добавок в расплав металла, и к определенным способам изготовления и использования таких формованных изделий.
Описание предшествующего уровня техники
При изготовлении нержавеющей стали, титановых и других сплавов исходные сырьевые материалы, часто включающие лом, нагревают при высокой температуре для получения расплава, обладающего желательным базовым химическим составом. Во многих случаях одну или несколько лигатур добавляют к исходным сырьевым материалам или к расплаву для регулирования соответствующим образом базового химического состава расплава перед его отверждением с образованием слитка, биллета, порошка или каких-либо других форм. Как известно в данной области техники, лигатура представляет собой сплав, обогащенный одним или несколькими желательными легирующими добавками и вводимый в расплав металла для увеличения процентного содержания желательного компонента в расплаве. ASM Metals Handbook, Desk Edition (ASM Intern. 1998), p. 38.
Поскольку элементный состав лигатуры известен, то теоретически просто определить, какое количество лигатуры должно быть добавлено для достижения желательного химического состава расплава. Однако следует учитывать, все ли количество добавленной лигатуры будет полностью и равномерным образом распределено в расплаве. Например, если фактическое количество добавляемой лигатуры, которая плавится и равномерным образом объединяется с расплавом, меньше добавленного ее количества, то базовый химический состав расплава может не соответствовать желательному химическому составу. Соответственно, предпринимаются попытки разработки форм лигатур, которые будут легко плавиться и без затруднений равномерно соединяться с расплавом металла.
Одним из примеров специфической области, в которой имеются некоторые сложности, является введение определенных легирующих добавок в расплав титана. Например, трудно сплавить титан с кислородом. Обычно в качестве исходного сырьевого материала, обогащенного титаном, при изготовлении расплавов титановых сплавов используют титановую губку или обжимку. Обычный способ увеличения содержания кислорода в расплаве титанового сплава включает прессование титановой губки с порошкообразной лигатурой на базе диоксида титана (TiO2). Как только лигатура на базе диоксида титана растворяется, происходит ее объединение с расплавом, это увеличивает содержание кислорода в расплавленном материале и увеличивает содержание кислорода в твердом материале, образованном из расплава. Способ, предусматривающий прессование губки и порошка диоксида титана, обладает несколькими недостатками. Например, дорого обходится отвешивание и прессование материалов. Кроме того, приготовление прессованной губки с порошком диоксида титана требует значительных затрат времени перед плавлением и процессом отверждения/литья.
Известным альтернативным способом добавления кислорода в расплав титана является простое смешивание некоторого количества неуплотненной лигатуры на базе порошкового диоксида титана с исходными сырьевыми материалами в виде титановой губки и/или обжимки в плавильной емкости перед нагреванием данных материалов. В этом способе порошковый диоксид титана в сравнительно небольшом количестве покрывает поверхности губки и/или обжимки. Если порошковый диоксид титана добавляют в сравнительно большом количестве, то он не будет полностью прилипать к исходным материалам и будет отделяться от этих материалов. Этот «свободный» порошок диоксида титана склонен к удалению потоками воздуха. При этом значительная часть неуплотненного порошка диоксида титана, собираемая в плавильном резервуаре, может неравномерно распределяться в расплаве. Соответственно, возможным следствием использования этого обычного способа добавления диоксида титана для регулирования химического состава расплава титанового сплава является нестабильная и непредсказуемая потеря диоксида титана. Конечным результатом может быть получение продукта из титанового сплава, который не обладает ожидаемым химическим составом.
При указанных выше обстоятельствах производители титановых сплавов обычно используют способ легирования с добавлением неуплотненного порошкового диоксида титана в случаях получения титановых сплавов с добавлением небольшого количества кислорода. Тем не менее, даже в таких случаях конечный уровень содержания кислорода является в некоторой степени непредсказуемым. Если желательны более высокие уровни кислорода, чем те, которые могут быть легко достигнуты добавлением неуплотненного порошка диоксида титана, то часто используют способ с прессованием титановой губки/порошка диоксид титана, имеющий вышеуказанные недостатки, заключающиеся в увеличенном времени процесса и повышенных затратах.
Указанные недостатки обычных способов добавления кислорода в качестве легирующей добавки к расплавам титана следовало бы устранить предоставлением улучшенного способа легирования. В более общем виде, необходимо предоставить улучшенный способ для изготовления различных легирующих добавок для широкого ассортимента расплавов металлов.
Сущность изобретения
Для предоставления указанных выше преимуществ в соответствии с одной из особенностей данного изобретения предложено формованное изделие для введения легирующих добавок в расплавы металлов. Данное формованное изделие включает частицы лигатуры по меньшей мере одного вида и связующий материал, связывающий частицы лигатуры в формованном изделии. Связующий материал изменяет вид и освобождает частицы лигатуры при нагревании формованного изделия до заданной температуры. Предпочтительно заданная температура представляет собой температуру выше 500°F.
В соответствии с другой особенностью настоящего изобретения предложен способ изготовления изделия, используемого для легирования расплава металла. Данный способ включает подготовку по существу однородной смеси, содержащей частицы лигатуры и связующий материал. Изделие формируют по меньшей мере из части такой смеси. Изделие включает в себя частицы лигатуры, связанные в данном формованном изделии связующим материалом. Связующий материал изменяет форму и освобождает частицы лигатуры при нагревании изделия до заданной температуры. Предпочтительно заданная температура выше 500°F.
В соответствии с еще одной особенностью данного изобретения предложен способ изготовления сплава. Данный способ включает подготовку расплава, содержащего заданное количество лигатуры. Лигатуру добавляют в расплав или исходные материалы для получения расплава в виде частиц лигатуры, взаимно связанных по меньшей мере в одно формованное изделие связующим материалом, разрушающимся при заданной температуре, которая выше 500°F и освобождает частицы лигатуры. В соответствии с определенными не ограничивающими вариантами осуществления способа этап приготовления расплава включает предоставление в основном однородной смеси, содержащей множество указанных формованных изделий и остальных компонентов расплава, и нагревание по меньшей мере части такой однородной смеси до температуры выше заданной температуры.
В соответствии также с еще одной особенностью данного изобретения предложен способ регулирования состава металлического расплава. Данный способ содержит включение в расплав заданного количества материала, содержащего лигатуру, который находится в виде по меньшей мере одного формованного изделия, содержащего частицы лигатуры, взаимно связанные по меньшей мере одним органическим полимером. Лигатура содержит по меньшей мере один компонент из титана, соединений титана, никеля, соединений никеля, молибдена, соединений молибдена, палладия, соединений палладия, алюминия, соединений алюминия, ванадия, соединений ванадия, олова, соединений олова, хрома, соединений хрома, железа, оксида железа и соединений железа.
Специалист правильно оценит вышеуказанные, а также иные детали и преимущества при рассмотрении представленного ниже подробного описания конкретных не ограничивающих вариантов осуществления способов и изделий по данному изобретению. Специалист также может разобраться в определенных дополнительных преимуществах и деталях при выполнении или использовании описанных способов, изделий и частей.
Краткое описание чертежей
Особенности и преимущества описанных способов и изделий поясняются со ссылкой на сопровождающие чертежи.
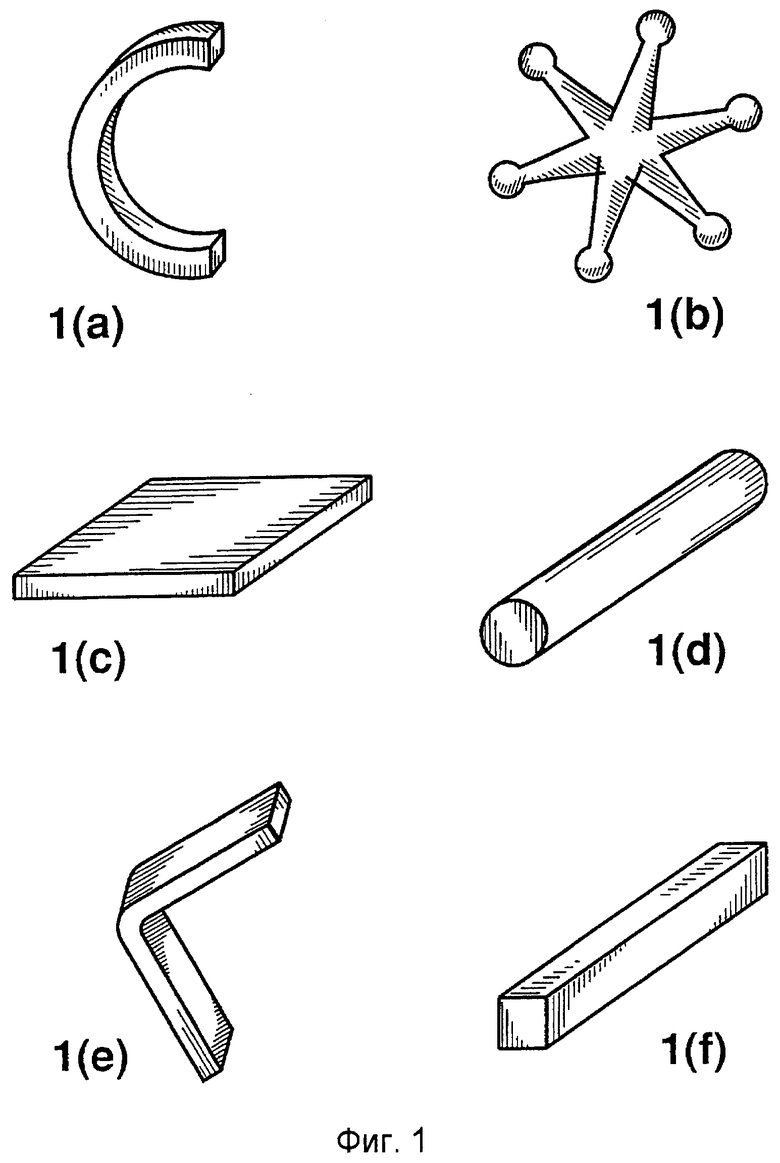
Фиг.1(a)-1(f) представляют собой примеры различных не ограничивающих форм формованных изделий, которые могут быть изготовлены в соответствии с данным изобретением.
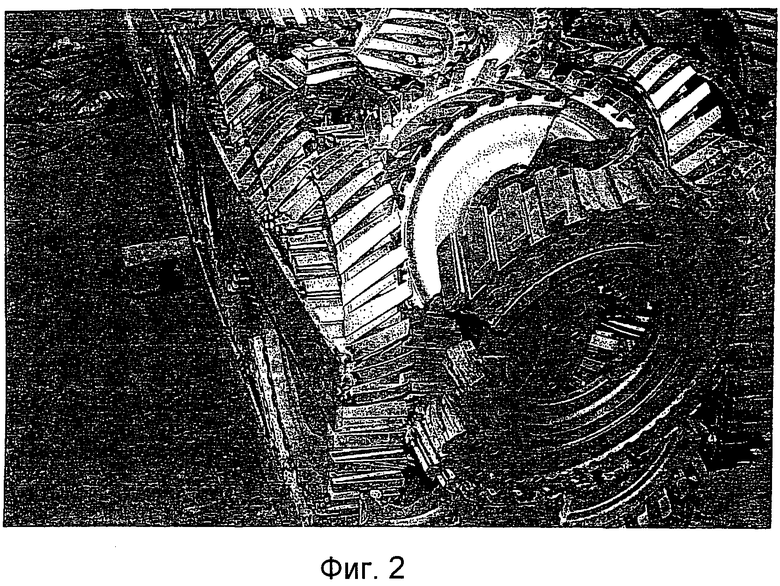
Фиг.2 представляет собой фотографию обычной сборки в виде болванки материалов из титанового лома, используемой для образования расплава титанового сплава.
Фиг.3 представляет собой фотографию изделий в виде гранул, включающих диоксид титана и связующее на базе сополимера этилена и винилацетата, которые могут быть использованы в определенных не ограничивающих вариантах осуществления способа в соответствии с данным изобретением.
Фиг.4 представляет собой фотографию экструдированных цилиндрических формованных изделий, включающих диоксид титана и связующее на базе полиэтилена низкой плотности (ПЭНП), которые изготовлены в соответствии с данным изобретением.
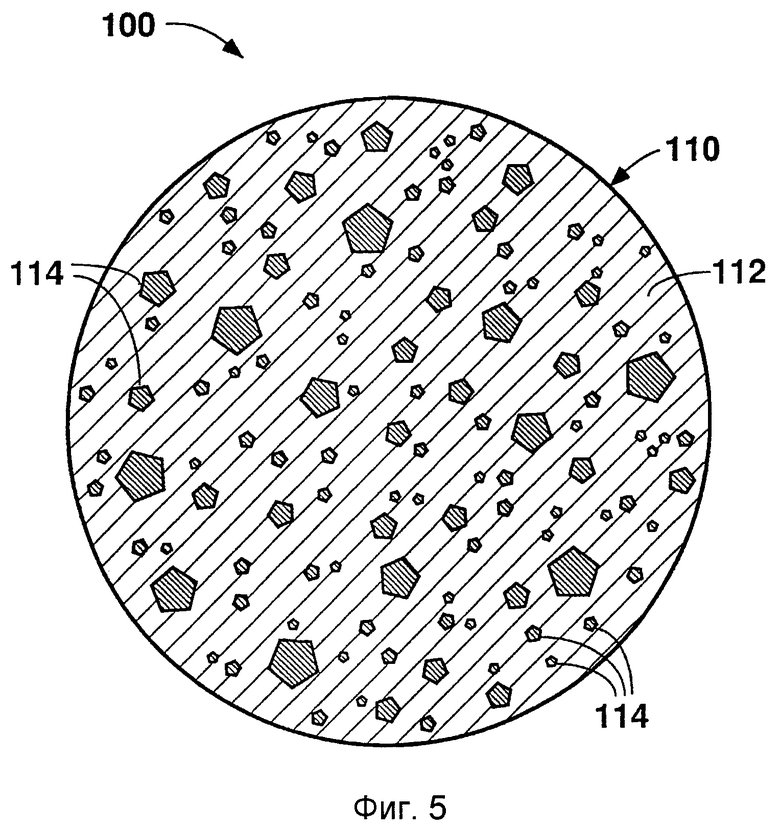
Фиг.5 представляет собой схематический вид поперечного сечения варианта осуществления экструдированного цилиндрического формованного изделия в соответствии с данным изобретением.
Описание конкретных не ограничивающих вариантов осуществления
Исключая примеры осуществления или те места, где указано иное, все числа, выражающие количества компонентов, условия обработки и т.п., которые использованы в данном описании и формуле изобретения, следует понимать как величины, которые могут быть модифицированы во всех случаях термином «примерно». В соответствии с этим, если не указано иначе, любые числовые параметры, приведенные далее в последующем описании и приложенной формуле изобретения, являются приближенными и могут изменяться в зависимости от желательных свойств, которые необходимо получить для формованных изделий по данному изобретению. Как минимум, и не как попытка ограничения применения доктрины эквивалентов в отношении объема формулы изобретения, каждый числовой параметр должен быть истолкован с учетом числа сообщенных значащих цифр и с использованием обычных методик округления.
Несмотря на то что интервалы числовых значений и параметры, устанавливающие далее общий объем данного изобретения, являются приблизительными, числовые величины, установленные далее в любых конкретных примерах данного описания, указываются так точно, насколько это возможно. Любые численные значения, однако, по своей природе содержат определенные ошибки, такие как, например, ошибки оператора и/или ошибки оборудования, непременным образом проистекающие из стандартного отклонения, обнаруживаемого при их соответствующих экспериментальных измерениях. Кроме того, следует понимать, что любые интервалы числовых значений, указанные здесь, предполагают включение границ интервалов и всех относящихся к ним субинтервалов. Например, интервал «от 1 до 10» предполагает включение всех субинтервалов между (и включая их) указанной минимальной величиной 1 и указанной максимальной величиной 10, т.е. имеющих минимальную величину, равную или больше 1, и максимальную величину, равную или меньше 10.
Любые патент, публикация или иное раскрытие материала, в целом или частично, о которых сказано, что они объединяются здесь путем ссылки, объединены здесь лишь в том объеме, в котором объединенный материал не вступает в противоречие с имеющимися определениями, утверждениями или иными видами раскрытия материала, изложенными далее в этом раскрытии изобретения. По существу и в пределах необходимости раскрытие данного изобретения, как это изложено далее, заменяет собой любой вступающий в противоречие материал, включенный путем ссылки. Любой материал или его часть, о котором сказано, что он включен путем ссылки, однако который вступает в противоречие с имеющимися определениями, утверждениями или иными видами раскрытия материала, изложенными далее в настоящем раскрытии изобретения, следует рассматривать лишь в том объеме, в котором отсутствуют противоречия, возникающие между данным включенным материалом и имеющимся материалом раскрытия изобретения.
Конкретные не ограничивающие варианты осуществления в соответствии с данным изобретением направлены на формованные изделия, содержащего некоторое количество лигатуры в виде частиц, связанных в формованном изделии связующим материалом. Как указано, термин «формованное изделие» относится к изделию, которое изготовлено способом, включающим приложение механических усилий. Неограничивающие примеры таких способов включают литье, прессование и экструзию. В определенных вариантах осуществления формованные изделия в соответствии с данным изобретением могут быть добавлены к исходным сырьевым материалам, используемым для приготовления расплава металла. В определенных других вариантах осуществления формованные изделия могут быть добавлены к расплавленному материалу в виде имеющегося расплава металла. Определенные варианты осуществления формованных изделий по данному изобретению могут быть использованы в любом из этих способов. Как указано, выражение «расплав металла» относится к расплаву металла и, факультативно, металла и неметаллических легирующих добавок, который затем отверждают с образованием сплава. Без намерения ограничения применения описанных здесь разработок для приготовления любых специфических сплавов возможные сплавы, которые могут быть изготовлены при использовании компонентов расплава металла, включающих одно или несколько формованных изделий в соответствии с данным изобретением, включают в себя титановые сплавы, циркониевые сплавы, алюминиевые сплавы и нержавеющие стали. Принимая во внимание данное изобретение, средние специалисты в данной области техники смогут легко определить другие сплавы, которые могут быть изготовлены из расплавов металлов, полученных из компонентов, включающих одно или несколько формованных изделий по данному изобретению.
Формованные изделия по настоящему изобретению включают по меньшей мере одну желательную легирующую добавку в концентрации и/или в количестве, поддающихся количественному определению, и одно или несколько формованных изделий может быть добавлено к исходным сырьевым материалам, образующим расплав металла, или к самому расплаву металла, чтобы регулировать состав расплава и обеспечить получение отвержденных изделий или материала, образованных из такого расплава с желательным химическим составом. Поскольку описанные формованные изделия содержат связующий материал, имеющий свойства, описанные выше, то варианты осуществления формованных изделий могут быть выполнены с предоставлением выгодных формы, плотности и/или размера. Например, формованные изделия могут быть изготовлены так, что они имеют обычные размер и форму, выбранные таким образом, что данные изделия будут равномерным образом смешиваться с остальными материалами, из которых образуют расплав, и не будут проявлять неприемлемую тенденцию к отделению от образованной смеси или к сегрегации внутри нее.
Как указано выше, варианты осуществления формованных изделий по данному изобретению включают некоторое количество лигатуры в виде частиц. Частицы лигатуры могут иметь любые размеры и форму, которые подходят в качестве легирующей добавки для конкретного расплава металла, представляющего интерес. В определенных не ограничивающих вариантах осуществления, например, лигатура в виде частиц будет в форме порошка, образованного дискретными частицами лигатуры с размером в интервале, например, от субмикронного размера до примерно 20 мм.
В одном из характерных не ограничивающих вариантов осуществления формованного изделия в соответствии с данным изобретением, лигатура представляет собой порошок палладиевой губки с размером частиц в диаметре в интервале от примерно 1 мкм до примерно 20 мм. Предпочтительно диаметр таких частиц лигатуры палладия не превышает примерно 5 мм и более предпочтительно не превышает примерно 0,1 мм. Формованные изделия в соответствии с данным изобретением, включающие лигатуру палладия в виде частиц с указанными размерами, находят применение, например, в расплавах титановых сплавов. Поскольку температура плавления палладия сравнительно низкая по сравнению с титаном, то металлический палладий быстро плавится в расплаве титана, и не создаются проблемы, связанные с тем, что лигатуры палладия останутся нерасплавленными. Другие металлические лигатуры, обладающие температурами плавления вблизи или выше температуры плавления доминирующего металла расплава, предпочтительно являются частицами со сравнительно малым размером, чтобы способствовать полному плавлению. Особенно предпочтительным размером частиц у таких других лигатур для обеспечения полного расплавления является величина примерно 1 мкм или менее.
В другом не ограничивающем варианте осуществления формованного изделия в соответствии с данным изобретением лигатура представляет собой диоксид титана в виде частиц или подобное оксидное соединение, и в таком случае частицы предпочтительно составляют менее примерно 100 мкм в диаметре, более предпочтительно менее 1 мкм в диаметре. Такие формованные изделия могут быть использованы, например, в расплавах титановых сплавов, чтобы добавить кислород к расплавленному материалу и получающемуся в результате твердому сплаву. Сравнительно малый размер частиц диоксида титана в таких формованных изделиях лучше обеспечивает полное растворение в расплаве. Неполное растворение приводит к заниженной степени легирования и, что более существенно, к образованию весьма нежелательных дефектных частиц (включений) в конечном отвержденном продукте.
Другие возможные размеры и формы лигатур в виде частиц включают лигатуры в форме дроби. Как использовано здесь, термин «дробь» относится к частицам, которые являются в основном сферическими и имеют диаметр в интервале от примерно 0,5 мм вплоть до примерно 5 мм. Некоторые другие возможные формы лигатур в виде частиц, применимые в формованных изделиях по данному изобретению, могут иметь размер «обжимки», который относится к широкому ассортименту материалов в виде лома, включая смятые и скрученные листы, крепежные детали, кусочки от зачистки при различных производственных процессах с изготовлением промежуточных изделий, бракованные изделия и любые исходные материалы в этом интервале размеров, все из которых имеют максимальный размер по одному любому направлению в интервале от примерно 1 мм вплоть до примерно 100 мм. Соответственно, здесь может иметь место частичное перекрывание по размеру между тем, что рассматривается как «дробь», и тем, что рассматривается как «обжимка». Вышеуказанные размеры и формы частиц лигатуры не должны рассматриваться в качестве ограничений в отношении раскрытого здесь материала, и лигатура в виде частиц может иметь любой размер частиц независимо от того, меньше он или больше указанных здесь конкретных размеров, который предоставляет возможность лигатуре в формованных изделиях удовлетворительно растворяться в расплаве и объединяться с образованием конечного сплава. Соответственно, ссылка на лигатуру «в виде частиц» или на «частицы» лигатуры не подразумевает какого-либо размера частиц или интервала размеров частиц или какой-либо конкретной формы. Вместо этого ссылка на выражения «в виде частиц», «частицы» или т.п. просто указывает, что большое число кусочков конкретной лигатуры взаимно связаны в формованном изделии связующим материалом. Кроме того, как это видно при рассмотрении данного изобретения, формы лигатуры, применимые в данных формованных изделиях, не ограничиваются теми конкретными формами, которые указаны. Другие возможные формы лигатуры, которые могут быть использованы в формованных изделиях по данному изобретению, будут очевидны средним специалистам в данной области техники при принятии во внимание данного изобретения, и все такие формы лигатур охвачены прилагаемой формулой изобретения.
Химические составы одной или нескольких лигатур, которые могут быть включены в формованные изделия в соответствии с данным изобретением, могут быть любыми желательными и подходящими химическими составами лигатур. Например, как описано далее, в одном из не ограничивающих вариантов осуществления формованного изделия в соответствии с данным изобретением лигатура представляет собой диоксид титана в виде частиц, который является лигатурой, используемой ранее, например, для добавления кислорода в расплавы титановых сплавов. Несомненно, средние специалисты в данной области техники смогут подобрать один или несколько конкретных химических составов лигатур на основе желательного эффекта легирования во взаимосвязи с конкретным расплавом металла, подлежащим приготовлению. Поэтому отсутствует необходимость в приведении исчерпывающего описания возможных материалов лигатур в виде частиц, применимых для образования расплавов конкретных сплавов. Неполный список примеров лигатур, применимых в виде частиц, которые могут быть использованы в формованных изделиях, описанных в данном изобретении, включает: лигатуры на базе палладия, используемые при изготовлении, например, титановых сплавов по ASTM B 348, таких как сплавы титана следующих классов по ASTM: 7 (Ti-0,15Pd), 11 (Ti-0,15Pd), 16 (Ti-0,05Pd), 17 (Ti- 0,15Pd), 18 (Ti-3Al-2,5V-0,05Pd), 20 (Ti-3Al-8V-6Cr-4Mo-4Zr-0,05Pd), 24 (Ti-6Al-4V-0,05Pd) и 25 (Ti-6Al-4V-0,5Ni-0,05Pd); лигатуры на базе соединения палладия; лигатуры на базе никеля и молибдена (используемые при изготовлении, например, титана класса 12 по ASTM (Ti-0,3Mo-0,8Ni); лигатуры на базе алюминия и соединения алюминия; лигатуры на базе ванадия и соединения ванадия; лигатуры на базе олова и соединения олова; лигатуры на базе хрома и соединения хрома; и лигатуры на базе железа, оксида железа (используемые при изготовлении, например, титана CP, включая классы 1, 2, 3 и 4 по ASTM) и другого соединения железа.
Связующие материалы, которые могут быть использованы в формованных изделиях по данному изобретению, могут быть любым подходящим отдельным материалом или комбинацией материалов, которые будут легко смешиваться с одной или несколькими лигатурами в виде частиц и соответственно связывать данные частицы с образованием желательного формованного изделия. Конкретные связующие материал или материалы должны обладать такими свойствами, что они будут разрушаться при соответствующих условиях; это означает, что при рабочих условиях плавильного оборудования один или несколько связующих материалов образуют летучие компоненты, которые могут или абсорбироваться расплавленным материалом или выводиться из плавильного оборудования вакуумной системой. С учетом того, что данное изобретение направлено на легирование расплавов металлов, выбранный связующий материал или материалы должны разлагаться и освобождать связанные частицы лигатуры, когда формованное изделие подвергается воздействию высокой температуры. Предпочтительно такая высокая температура выше 500°F.
В качестве примера, во время приготовления расплавов титановых сплавов при использовании обычного оборудования для электронно-лучевой плавки высокие рабочие температуры (примерно 1670°C для титана) и очень низкие давления (примерно 1×10-3 мм рт.ст.) в достаточной степени обеспечивают испарение многих связующих материалов, которые предполагаются для использования в вариантах осуществления формованных изделий в соответствии с данным изобретением. При воздействии на них указанных условий эти связующие материалы плавятся и затем испаряются или же испаряются непосредственно из твердого состояния, образуя газообразные компоненты, которые могут растворяться в расплавленном титане. Когда связующее разлагается таким образом, связанные частицы лигатуры освобождаются и могут быть легко абсорбированы расплавом.
Связующие материалы также должны удовлетворять определенным требованиям. Далее описано лишь ограниченное число примеров возможных связующих материалов, и следует понимать, что средние специалисты в данной области техники смогут легко подобрать дополнительные подходящие связующие материалы. Такие дополнительные связующие, хотя и не указаны конкретным образом, входят в объем данного изобретения и охвачены прилагаемой формулой изобретения.
Одним из классов связующих материалов, которые могут быть использованы в формованных изделиях, являются органические полимеры. В зависимости от конкретного расплава металла, подлежащего приготовлению, не ограничивающие примеры возможных подходящих связующих материалов на базе органических полимеров включают сополимер этилена и винилацетата (EVA), полиэтилен низкой плотности (ПЭНП), полиэтилен высокой плотности (ПЭВП), мочевино-формальдегидный полимер и другие формальдегидные соединения. В общем смысле подходящие связующие материалы включают любой отдельный органический углеводородный полимер или комбинации органических углеводородных полимеров, которые могут быть соответствующим образом сформованы с образованием самоподдерживающегося профиля и удовлетворяют другим требованиям к связующим материалам, указанным далее. Применимые органические углеводородные полимеры включают, например, различные термоотверждающиеся и термопластичные углеводородные полимеры, обычно имеющиеся в распоряжении и используемые в производстве пластмас. Смеси термоотверждающихся и термопластичных углеводородных полимеров также могут быть использованы в качестве связующих материалов. Термоотверждающиеся и термопластичные материалы или их смеси должны быть в состоянии объединять лигатуру в виде частиц и также должны удовлетворять некоторым другим описанным требованиям. Предпочтительно термоотверждающийся или термопластичный связующий материал или смеси, используемые для изготовления формованных изделий по данному изобретению, обладают высокой способностью к формованию и экструзии, а также достаточно малым поверхностным натяжением и низкой вязкостью для образования покровного слоя на частицах лигатуры. Полимеры, имеющие высокую способность к смачиванию и образованию покровного слоя, предпочтительны, поскольку лучше покрытые частицы лигатуры обеспечивают более высокое значение процентного содержания частиц, объединенных в формованные изделия. Неполностью покрытые частицы лигатуры могут приводить к чрезмерному износу формовочного оборудования и недостаточной структурной целостности конечных формованных изделий. Должна также иметься способность к полному и равномерному перемешиванию термоотверждающегося и/или термопластичного связующего материала с частицами лигатуры. Любой используемый термоотверждающийся связующий материал предпочтительно также должен обладать высокой способностью к схватыванию и отверждению, чтобы изготовить формованные изделия удовлетворительной прочности для поддержания достаточной целостности во время обращения с ними.
Органический полимер или другой связующий материал может быть использован в любой форме, пригодной для смешивания с лигатурой в виде частиц. ПЭНП и ПЭВП, например, так же как и многочисленные другие органические полимеры, доступны в виде твердых гранул, которые могут быть легко смешаны лигатурой в виде частиц. Предпочтительно используемый конкретный связующий материал или комбинацию связующих материалов получают в формах, которые могут быть легко, полным образом и равномерно смешаны с лигатурой в виде частиц, с тем чтобы такой связующий материал мог эффективным образом объединять частицы лигатуры при обработке смеси.
Многие органические полимеры, которые по определению включают значительное количество углерода, хорошо подходят для использования в качестве связующих материалов для формованных изделий в соответствии с настоящим изобретением, включая, например, формованные изделия, применимые для приготовления расплавов сплавов на основе титана. Может быть допущено добавление некоторого количества углерода в расплав титана, и это, вплоть до некоторого уровня концентрации, будет выгодным образом увеличивать прочность получаемого титанового сплава. Можно легко определить элементный состав связующего материала, используемого в конкретном формованном изделии, изготовленном в соответствии с данным изобретением, и тем самым определить, может ли быть допущен данный связующий материал и его элементный состав, или, возможно, будет выгодно, при определенных уровнях добавления, его разложение и абсорбция расплавом.
В дополнение к соответствующему разложению при температуре расплава связующие материалы, применимые в различных формованных изделиях по данному изобретению, предпочтительно не выделяют газов при загрузке в систему подачи и при транспортировке в зону, близкую к ванне с жидким металлом, или, в других обстоятельствах, перед загрузкой в зону, близкую к ванне с жидким металлом. В специфическом случае, в котором сырьевые материалы для образования расплава плавятся в оборудовании для электронно-лучевой плавки, формованные изделия по данному изобретению должны разлагаться и выделять газы (испаряться) при воздействии электронного пучка, чтобы растворяться в расплаве, однако изделия предпочтительно не выделяют газов в вакуумном окружении электронно-лучевого оборудования при температуре окружающей среды (такой как 10-120°F).
Другой необходимой характеристикой органического полимера или другого связующего материала является то, что он не должен преждевременно терять структурную целостность или разлагаться и тем самым освобождать частицы лигатуры раннее необходимого времени, при котором компоненты лигатуры формованного изделия соответствующим образом абсорбируются расплавом. Органический полимер или другой связующий материал предпочтительно обеспечивает изготовление формованного изделия, которое в достаточной степени устойчиво в обращении, к ударным и другим усилиям, так что формованное изделие не разваливается до неприемлемой степени во время обращения с ним и не образует мелкие частицы или иные сравнительно небольшие кусочки, которые могли бы быть потеряны или легко расслаиваться в смеси исходных сырьевых материалов расплава.
Кроме того, в химический состав органического полимера или другого связующего материала не могут быть включены элементы в концентрациях, которые не могут быть допущены в конкретном расплаве металла и результирующем литейном сплаве. Например, при приготовлении определенных сплавов на базе титана связующий материал не должен иметь неприемлемые уровни содержания кремния, хлора, магния, бора, фтора или других элементов, которые были бы нежелательны в расплаве и результирующем литейном сплаве. Несомненно, средние специалисты в данной области техники смогут легко определить пригодность конкретного связующего материала или комбинации связующих материалов посредством испытаний, знания составов связующего материала и желательного результирующего сплава, осведомленности о несовместимости определенных элементов в желательном сплаве и при помощи других средств.
Как было указано, связующие материалы на базе органического полимера обязательно имеют значительное содержание углерода. Концентрация углерода должна приниматься во внимание при выборе подходящего связующего, хотя также должна приниматься во внимание и концентрация связующего в формованных изделиях. При изготовлении титановых сплавов и при использовании связующих материалов на базе органического полимера, предпочтительно максимальная концентрация углерода в связующем составляет, например, около 50 мас.%. В зависимости от концентрации связующего в формованных изделиях концентрации углерода связующего материала более 50 мас.% могут привести к добавлению избыточного углерода к расплаву титанового сплава, поскольку в большинстве технических спецификаций для титановых сплавов предельное содержание углерода составляет не более 0,04 мас.%. Добавление формованных изделий, изготовленных в соответствии с данным изобретением и включающих лигатуру в виде частиц диоксида титана и определенные связующие материалы на базе органического полимера с высоким содержанием углерода, может увеличить содержание углерода в расплаве до допустимого максимума без добавления значительного количества кислорода в расплав.
Азот является другим элементом, который может присутствовать в связующих материалах, применимых в формованных изделиях по данному изобретению. Добавление азота может улучшать свойства некоторых сплавов. Например, азот увеличивает прочность титана примерно в 2,5 раза более эффективно, чем кислород, в расчете на массу. Соответственно, например, возможно изготовление формованного изделия в соответствии с данным изобретением, включающего один или несколько азотсодержащих связующих материалов как средства добавления азота в качестве легирующей добавки к расплаву титана и повышения прочности титанового сплава. Один или несколько азотсодержащих связующих материалов могут содержать, например, до 50 мас.% азота или более. Концентрация кислородсодержащей лигатуры в виде частиц в таком формованном изделии может быть уменьшена, поскольку азотсодержащий связующий материал также улучшает прочность результирующего титанового сплава. Это обеспечивает специфическую степень упрочнения титанового сплава при использовании меньшего количества кислородсодержащей лигатуры, чем это потребовалось бы без азотсодержащего связующего материала. Естественно, может также оказаться желательным добавление азота к расплаву сплава, иному чем титановый сплав, или по иным причинам, чем упрочнение. К тому же имеется сравнительно небольшое число азотсодержащих лигатур. Использование азотсодержащего связующего материала в формованных изделиях, изготовленных в соответствии с данным изобретением, направлено на удовлетворение этих потребностей.
Возможные азотсодержащие связующие материалы, применимые в формованных изделиях в соответствии с данным изобретением, включают мочевино-формальдегидный полимер, а также другой подходящий азотсодержащий органический углеводородный материал, который может быть сформован с приданием требуемого профиля и связывает лигатуру в виде частиц, включая азотсодержащие термоотверждающиеся и термопластичные материалы.
Подходящий интервал концентраций связующего в формованных изделиях в соответствии с данным изобретением будет зависеть от множества факторов, включающих в себя те из них, которые рассмотрены выше. Ограничивающим фактором для минимальной концентрации связующего материала является способность данной концентрации выбранного связующего материала связывать лигатуру в виде частиц с образованием формованного изделия, имеющего желательные форму, размер и/или плотность при подходящей прочности, так что с формованными изделиями можно обращаться без их неприемлемого повреждения. Соответственно, наряду с тем, что максимальная концентрация связующего материала может определяться химическим составом, механические ограничения могут определять минимальную концентрацию связующего материала. Например, при изготовлении формованного изделия определенного типа в соответствии с данным изобретением, включающего отдельную лигатуру на базе диоксида титана в виде частиц и связующие материалы на базе ПЭНП, было найдено, что использование менее примерно 18 мас.% ПЭНП приводит к тому, что лигатура в изделиях не связывается полностью, и некоторая часть лигатуры остается в изделиях в виде несвязанного порошка. Кроме того, смешивание лигатуры и связующего материала в сравнительно низких концентрациях может повредить стандартное оборудование для смешивания и формования полимеров. Тем не менее, иногда из химических соображений, таких как снижение содержания углерода в формованных изделиях, может оказаться необходимым использование более низких, хотя еще и приемлемых в механическом отношении концентраций связующего материала в формованных изделиях.
Формованные изделия по данному изобретению могут быть изготовлены из одной или нескольких лигатур в виде частиц и одного или нескольких подходящих связующих материалов на базе органического полимера различными способами формования изделий из полимерных материалов, используемыми в промышленности для формования объемных изделий из пластика прессованием и литьем и известными средним специалистам в данной области техники. В соответствии с определенными не ограничивающими вариантами осуществления способа по данному изобретению, например, одну или несколько лигатур в виде частиц смешивают с одним или несколькими связующими материалами на базе органического полимера для образования в основном однородной смеси. По меньшей мере часть однородной смеси затем обрабатывают с образованием цельного формованного изделия с желательными формой, размерами и плотностью. Для объединения и перемешивания компонентов, чтобы образовать в основном однородную смесь, могут быть использованы любые подходящие средства. Например, связующий материал на базе термопластичного полимера может быть полным и равномерным образом смешан с лигатурой в виде частиц при использовании простых мешалок, скоростных смесителей, одношнековых или двухшнековых экструдеров, мешалок Buss, экструдеров с планетарными вальцами или скоростных мешалок. Связующий материал на базе термоотверждающегося полимера может быть полным и равномерным образом смешан с лигатурой в виде частиц при использовании, например, простых мешалок, скоростных смесителей или скоростных мешалок. Образование в основном однородной смеси может быть важно для обеспечения того, чтобы связующий материал мог легко связать лигатуру в виде частиц. Если, например, связующий материал собирается в выемках при выполнении операции смешивания связующего материала и лигатуры в виде частиц, то затем, когда связующее размягчается или плавится при изготовлении формованных изделий, оно может не проникать в пустоты между всеми областями частиц лигатуры. Это может привести к тому, что области или участки частиц лигатуры соединяются непрочно или не соединяются вообще с образованием формованного изделия, и это может обусловить наличие неуплотненной лигатуры в виде частиц или привести к получению формованных изделий с низкой механической прочностью, которые не могут приемлемым образом противостоять нагрузкам при обращении с ними.
Для изготовления формованных изделий из смеси лигатуры и связующего материала может быть использован любой подходящий процесс или технология. Например, в случае, когда связующий материал является органическим полимером, добавляемым в смесь в виде твердотельного гранулированного материала, вся смесь лигатуры в виде частиц и связующего или ее часть может быть нагрета для размягчения или плавления органического полимера, и затем нагретую смесь механически формуют известными способами формования, придавая ей желательную форму при желательной плотности. В качестве альтернативы нагревание и формование всей смеси или ее части может быть выполнено одновременно. При охлаждении связующего материала в формованном изделии до определенной температуры связующий материал твердеет и поддерживает в связанном виде лигатуру в виде частиц. Возможные способы физического формования всей смеси или ее части с образованием желательного изделия включают литье при температуре плавления связующего материала или выше ее, прессование, экструзию, литье под давлением, гранулирование и экструзию в виде пленки. Более конкретные не ограничивающие примеры возможных способов формования включают смешивание порошкового или гранулированного связующего материала на базе органического полимера с лигатурой в виде частиц и последующее нагревание смеси при ее экструзии в виде формованного изделия. В качестве альтернативы смешивают порошковые связующий(ие) материал(ы) и лигатуру(ы), смесь нагревают с одновременной ее экструзией, и экструдат затем снова пропускают через экструзионное оборудование для дополнительного перемешивания компонентов смеси, после чего дважды экструдированную смесь формуют литьем под давлением, получая формованные изделия.
Формованные изделия по данному изобретению могут иметь любые форму и размер, которые подходят для добавления к расплаву металла или в смесь исходных сырьевых материалов (т.е. компонентов расплава) перед плавлением этих материалов для образования слитка или сплава другого вида. Например, формованное изделие может иметь форму, выбранную из форм в виде гранулы, бруска, стержня, болванки, искривленной формы, звездообразной формы, разветвляющейся формы, полиэдра, параболы, конуса, цилиндра, сферы, эллипсоида, искривленной C-образной формы, формы с радиальными выступами, листа и прямоугольной формы. Предпочтительно, выбранная форма такова, что формованные изделия будут свободно сцепляться с исходным сырьевым материалам при смешивании с ними и не будут отделяться от них или расслаиваться. В типичном случае изготовления расплава титанового сплава, например, выбранная форма предпочтительно обеспечивает сравнительную неподвижность по отношению к остальным компонентам после перемешивания с титановой губкой и/или титановой обжимкой и любыми другими сырьевыми материалами, которые могут быть добавлены для образования расплава металла. Отделение формованных изделий от остальных сырьевых материалов расплава в любое время при обращении с такими материалами нежелательно. Формованные профили, включающие несколько ответвлений, выступов и/или шипов, и формованные профили, включающие несколько искривлений или углов, могут быть более желательными, поскольку кусочки, сформированные из смеси лигатура/связующее, обычно не могут легко проходить через сырьевые материалы расплава или мигрировать к верхней части сырьевых материалов. Несколько форм формованного изделия, которые можно считать желательными, показаны на Фиг.1(a) (искривленная C-образная форма); 1(b) (форма с радиальными выступами); 1(c) (лист); 1(d) (стержни); 1(e) (прямоугольные формы); и 1(f) (формы в виде бруска).
Желательный размер отдельных формованных изделий будет зависеть, по меньшей мере, до некоторой степени, от предполагаемого использования этих изделий. Например, размер исходных сырьевых материалов, включаемых в расплав, может иметь некоторое влияние на желательный размер формованных изделий, может оказаться полезным использование формованных изделий примерно такого же размера, что и исходные сырьевые материалы расплава, для более надежной гарантии того, что компоненты расплава будут размешиваться равномерным образом, и формованные изделия не будут проявлять нежелательную тенденцию к отделению от смеси при обращении с ней. Хотя формованные изделия могут иметь любой подходящий размер, в некоторых не ограничивающих вариантах осуществления, формованные изделия в соответствии с данным изобретением предоставлены в виде частиц (в противоположность формованным изделиям в форме, например, длинных болванок и брусков), используемых для приготовления расплавов титановых сплавов и имеющих диаметр не более примерно 100 мм, более предпочтительно не более примерно 3 мм и еще более предпочтительно не более примерно 1 мм. В другом не ограничивающем варианте осуществления формованные изделия предоставлены в форме листа, и такие изделия применимы, например, для расплавов титановых сплавов из компонентов, включающих в себя болванки из прессованного титанового лома. В этом случае листы могут иметь, например, ширину от примерно 10 до примерно 1000 мм и толщину от примерно 0,5 до примерно 10 мм.
В связи с добавлением кислорода в расплавы титана, было замечено, что, в целом, диоксид титана и связующие на базе органического полимера, такого как EVA (сополимер этилена и винилацетата), ПЭНП и ПЭВП, могут быть использованы для изготовления формованных изделий в соответствии с данным изобретением, обладающих плотностью, близкой к плотности титана. Такое сходство плотностей может быть полезным для предотвращения сегрегации формованных изделий в однородных смесях формованных изделий и титановых исходных сырьевых материалов, таких как титановая губка и обжимка. Исходный титановый лом и губка обычно поступают в интервале размеров от размера порошка до полиэдров примерно 1500 мм в диаметре. Соответственно, формованные изделия могут быть изготовлены из диоксида титана и связующего материала в соответствии с данным изобретением аналогичного размера, чтобы предотвратить в последующем сегрегацию формованных изделий в однородной смеси формованных изделий и титановых сырьевых материалов.
Железо также является обычной легирующей добавкой к титану и некоторым другим сплавам, таким как алюминиевые сплавы. Поскольку как железо, так и кислород обычно добавляют к титановому сплаву и некоторым другим сплавам, то, по-видимому, оксиды железа могут быть полезными лигатурами. Оксиды железа также довольно дешевы. Объединение оксида железа и титана, однако, может самопроизвольным образом привести к энергичной экзотермической реакции в виде термитной реакции (термитную реакцию используют в некоторых зажигательных взрывчатых веществах). Преимущество изготовления формованных изделий в соответствии с данным изобретением, включающих лигатуру на базе оксида железа в виде частиц и связующее, покрывающее частицы оксида железа и соединяющее их одни с другими, заключается в том, что это может предотвратить протекание термитной реакции. Соответственно, изготовленные формованные изделия, включающие связующий материал, в соответствии с данным изобретением могут быть использованы для добавления лигатуры на базе оксида железа к титану безопасным образом при легировании титана.
В некоторых способах приготовления расплавов титанового сплава приготавливают крупные сборки в виде болванок из сырьевого материала на базе титанового лома, которые с определенным шагом подают в нагретую печь. Фиг.2 представляет собой фотографию одной из таких «болванок», в которой преобладающие сырьевые материалы в виде лома являются ломом титановых шестерен, сваренных вместе в различных точках с образованием болванки. Такие болванки из сырьевого материала в виде лома могут иметь, например, размеры примерно 30 дюймов x 30 дюймов в поперечном сечении и примерно 240 дюймов в длину. К таким болванкам трудно добавить порошковую лигатуру из оксида титана. Например, размещение или засыпка порошка диоксид титана непосредственно на пористые болванки приводит к тому, что порошок высыпается из такого материала и загрязняет участок подготовки.
В соответствии с одной не ограничивающей особенностью данного изобретения могут быть изготовлены длинные стержни или другие удлиненные формованные изделия, содержащие одну или несколько лигатур в виде частиц и связующий материал. Такие изделия могут быть изготовлены таким образом, чтобы включать известные массы одной или нескольких лигатур в виде частиц на единичную длину. Такие удлиненные формованные изделия определенной длины могут быть включены в болванки из титанового лома, такие как болванка, показанная на Фиг.2, во время их изготовления, так что такая болванка может включать в себя желательную концентрацию легирующих материалов по отношению к содержанию титана в болванке, и вытянутая геометрия такого изделия способствует надлежащему распределению легирующих добавок вдоль длины болванки. В случаях, когда требуются сравнительно высокие концентрации легирующих элементов, в одиночную болванку может быть включено несколько отрезков удлиненных формованных изделий. Кроме того, удлиненные формованные изделия могут быть изготовлены в нескольких вариантах, отличающихся по массе лигатуры на единичную длину, с тем чтобы обеспечить более точное добавление легирующих добавок, в зависимости от конкретного сплава, подлежащего плавлению. Понятно, что такие удлиненные изделия на основе лигатуры/связующего не ограничены использованием при изготовлении титановых сплавов и могут быть адаптированы для использования при изготовлении других сплавов и в других подходящих случаях применения.
В другом варианте осуществления удлиненные формованные изделия на основе лигатуры в виде частиц/связующего в соответствии с данным изобретением могут быть изготовлены в виде листов размером (длина × ширина), соответствующим размеру всей поверхности подготовленных сырьевых материалов или ее части. Например, по отношению к болванкам титановых сырьевых материалов размером 30 × 30 × 240 дюймов, упомянутым выше и изображенным на Фиг.2, формованные изделия, включающие лигатуру на основе диоксида титана в виде частиц, могут быть изготовлены в форме листа размером примерно 30 × 240 × 1/8 дюйма и размещены на сопряженной поверхности размером 30 × 240 дюймов болванки из титанового лома. Одним из преимуществ этого варианта осуществления является то, что формованное изделие в виде листа способствует увеличению механической прочности болванки и тем самым повышает ее устойчивость к повреждениям во время обращения с нею. Независимо от того, объединяют ли с сырьевым материалом из лома удлиненные формованные изделия в форме стержней или листов, данные формованные изделия должны быть размещены на болванке или внутри нее, с тем чтобы диоксид титана и полимер или компоненты другого связующего материала в формованном изделии плавились в основном равномерно при постепенном плавлении болванки, например, посредством электронно-лучевых пушек. В этом случае легирующие добавки в формованном изделии будут распределяться равномерным образом и в желательной концентрации с расплавленным потоком, образуемым при плавлении болванки. Как и в предыдущем примере, формованные изделия, изготовленные в форме сравнительно тонких листов, могут быть использованы для изготовления других, не титановых, сплавов.
Далее приведено несколько примеров, иллюстрирующих некоторые особенности не ограничивающих вариантов осуществления некоторых формованных изделий в рамках данного изобретения. Следует понимать, что приведенные далее примеры предназначены единственно для иллюстрации некоторых вариантов осуществления формованных изделий и не предназначены для ограничения каким-либо образом объема данного изобретения. Следует также понимать, что полный объем данного изобретения, охваченный данным описанием, в большей степени определяется формулой изобретения, прилагаемой к данному описанию.
Пример 1
Для оценки варианта осуществления формованного изделия, изготовленного в соответствии с данным изобретением, было проведено его исследование. Плавлением и литьем исходных материалов были приготовлены три «пластины». Первая пластина для испытаний (пластина № 1) была отлита из расплава 800 г обрезков листового титана класса 2 по ASTM, в основном имеющих размер 2 × 2 × 1/8 дюйма. Вторая пластина для испытаний (пластина № 2) была приготовлена плавлением смеси из 800 г таких же обрезков листового титана и 1 г порошка диоксида титана в виде рутила DuPont Ti-PURE® R-700 со средним размером частиц примерно 0,26 мкм. Третья пластина для испытаний (пластина № 3) была приготовлена из расплава, образованного из 800 г таких же обрезков листового титана, к которым был добавлен 1 г гранул, сформированных из порошка диоксида титана, связанного в гранулы полимерным связующим на базе сополимера этилена и винилацетата (EVA). Гранулы диоксида титана/связующего на базе EVA, представленные на Фиг.3, которые были получены от производителя полимеров, являлись по существу сферическими с размером от примерно 2 до примерно 10 мм в диаметре и включали примерно 70 мас.% диоксида титана в виде частиц и примерно 30 мас.% EVA в качестве связующего, соединяющего частицы диоксида титана.
Гранулированный материал на базе диоксида титана/EVA, использованный в данном примере, доступен для приобретения как белая пигментная добавка, используемая в промышленности для инжекционного формования пластиков. Как известно заявителю, данный материал не продвинут, не заявлен на рынке и не предлагается в качестве материала для легирования расплавов металлов. Соответственно, полагают, что такой материал, произведенный для целей легирования расплавов металлов, не предлагается на рынке и отсутствует в продаже. Различные виды гранул, включающих диоксид титана и полимерное связующее, предназначенные для добавления белого пигмента в продукты из пластика, доступны от нескольких крупных производителей пластиков. Некоторые из этих гранул с белым пигментом отвечают требованиям в отношении связующего материала, указанным в данном описании, и могут быть использованы в качестве формованных изделий на базе лигатуры/связующего в соответствии с описанными здесь способами легирования расплава металла. Однако содержание диоксида титана в коммерчески доступных гранулах полимера с диоксидом титана ниже оптимального уровня (обычно примерно 70 мас.% диоксида титана). В формованных изделиях, изготовленных или использованных в соответствии с данным изобретением и включающих связующий материал на базе органического полимера, предпочтительно более высокое содержание диоксида титана или другой лигатуры, поскольку это снижает концентрацию углерода в формованных изделиях. Коммерчески доступные гранулы на базе диоксида титана/органического полимерного связующего имеют диаметр примерно 5 мм, что позволяет им хорошо смешиваться, например, с исходными сырьевыми материалами для расплава металла, имеющим примерно такие же размеры. Типичные титановые исходные сырьевые материалы, однако, имеют диаметр примерно 50 мм, так что предпочтительно формовать коммерчески доступные гранулы на базе диоксида титана/органического полимера диаметром 5 мм в формы большего размера для их лучшего смешивания с титановыми исходными сырьевыми материалами размером 50 мм. С производителями коммерчески доступных пигментных гранул на базе диоксида титана/органического полимера можно проконсультироваться в отношении возможного получения гранул заказных размеров и с предпочтительными характеристиками для использования в качестве формованных изделий, содержащих лигатуру, в раскрытых здесь способах легирования.
Для приготовления пластины был использован обычный плавильный аппарат для титановых материалов. Как известно в данной области техники, плавильный аппарат является по существу большим сварочным аппаратом для дуговой сварки вольфрамовым электродом в среде инертного газа (TIG), в котором зона сварки имеет инертное окружение. В зоне сварки поддерживают избыточное давление газообразного аргона и предотвращают загрязнение кислородом и азотом из воздуха. Плавильный аппарат, использованный в данном примере, способен к плавлению пластин в интервале от 10 г до 2 кг. Дугу образуют с материалами, подлежащими плавлению, и формируют ванну расплавленного металла. Данную ванну расплавленного металла затем отверждают в пластину, которую после этого поворачивают и плавят несколько раз для обеспечения однородности во всей пластине. Пластины удаляют через воздушный шлюз после охлаждения.
Указанные материалы контролировали во время плавления пластин № 2 и № 3 для определения, насколько хорошо диоксид титана растворяется в этих образцах. Пластину № 3 также контролировали для оценки возможного выделения неприемлемого количества газообразного водорода во время разложения связующего. Сополимер этилена и винилацетата (EVA) имеет звенья химической формулы CH2CHOOCCH3 с молекулярной массой 86. Такой органический полимерный материал содержит 56 мас.% углерода, 26 мас.% кислорода и 7 мас.% водорода. При его разложении при высоких температурах, используемых при плавлении сырьевых материалов, освобожденный кислород растворяется в расплаве, в то время как сравнительно небольшое количество освобожденного водорода в основном выводится в атмосферу над расплавом. Углерод, освобожденный при разложении связующего, растворяется в расплаве и легирует титан, увеличивая его прочность.
Для предотвращения растворения избыточного количества углерода в расплаве при легировании титана с использованием формованного изделия на базе диоксида титана/органического полимера в соответствии с данным изобретением, предпочтительным будет выбор такого формованного изделия, которое включает достаточно кислорода для желательного легирования титана без одновременного введения в расплав углерода в слишком большой концентрации. Соответственно, хотя в данном примере была использована лигатура на базе диоксида титана/связующего из органического полимера, включающая 30 мас.% EVA, могут быть также использованы альтернативные связующие материалы, если это позволяет допустимый предел добавления углерода в сплав. Такие альтернативные материалы могут включать, например, воск, связующее на базе полимера с более низкой молекулярной массой и/или связующее на базе органического полимера с более низким содержанием углерода по сравнению с EVA.
При плавлении материалов для изготовления пластины № 3 не наблюдалось всплывание на поверхность расплава гранул из диоксида титана/связующего или порошка диоксида титана, включенного в гранулы. Это наблюдение является в какой-то степени доказательством того, что частицы диоксида титана, включенные в гранулы, были полностью абсорбированы в расплаве. Органический полимер в гранулах, как наблюдалось, становился черным и плавился во время плавления, когда связующее разлагалось. Количество газообразного водорода, выделенного при разложении связующего, не рассматривалось как создающее проблему. Во время приготовления пластины № 2 аналогичным образом наблюдалось, что частицы порошка диоксида титана в исходных материалах не всплывали на поверхность расплава. Конечно, объем материала, расплавленного для формирования каждой пластины, был ограничен, однако полагают, что проблемы с неполным объединением порошка диоксида титана с расплавом аналогичны тем, которые имеют место в случае объемов расплавленного материала большей величины.
В таблице 1 ниже представлены измеренные концентрации углерода, кислорода и азота в трех пластинах для испытаний, а также расчетные концентрации этих элементов для пластин № 2 и № 3. Расчетные концентрации были вычислены на основе известных концентраций углерода и кислорода в связующем на базе EVA и известной концентрации кислорода в порошке диоксида титана.
(мас.%)
(мас.%)
(мас.%)
Пластина № 2
(Ti + порошковый TiO2)
Пластина № 2
Пластина № 3
(Ti + порошковый TiO2)
Пластина № 3
В данном примере были использованы коммерчески доступные гранулы на базе 70 мас.% диоксида титана/EVA, показанные на Фиг.3. Соответственно, данное изобретение в качестве предназначаемого способа включает также способ использования в качестве легирующих добавок в металлических расплавах коммерчески доступных материалов, имеющих состав и структуру формованных изделий в соответствии с данным изобретением. Как указано выше, полагают, что такие гранулированные материалы не предлагаются на рынке и отсутствуют в продаже в качестве легирующих добавок для расплавов металлов, однако продаются, вместо этого, как пигментные добавки для производства пластиков. Также понятно, что варианты осуществления гранул, включая гранулы на базе легирующего диоксида в виде частиц/EVA в данном примере, могут быть изготовлены или получены иным образом. Такие варианты осуществления могут включать, например, разные лигатуры и/или разные связующие материалы, могут иметь разные формы и/или размеры и могут быть изготовлены множеством способов. Такие гранулы могут быть изготовлены при использовании, например, способов экструзии или литья под давлением. Другие возможности будут ясно видны средним специалистам в данной области техники при принятии во внимание данного изобретения.
Формованные изделия, изготовленные в форме гранул, в соответствии с данным изобретением могут быть использованы целым рядом способов. Например, гранулы могут быть равномерным образом смешаны с исходными материалами для расплава перед введением смеси в печь. Другой возможный способ включает подачу гранул непосредственно в печь синхронно с исходными сырьевыми материалами расплава непосредственно перед введением объединенных материалов в горн для плавления. Предпочтительно, гранулы обладают сходным размером и/или плотностью с отдельными кусочками подаваемого исходного сырьевого материала, в который добавляют данные гранулы, чтобы улучшить смешивание гранул с исходным сырьевым материалом.
Пример 2
Формованные изделия в рамках данного изобретению были изготовлены при использовании порошка диоксида титана DuPont Ti-PURE® с малым распределением размеров частиц при среднем диаметре частиц 0,26 мкм. В качестве связующего материала был использован ПЭНП. Содержание диоксида титана составляло 82 мас.%, что, как было предположено, предоставляет достаточно хорошую возможность успешной экструзии смеси диоксид титана/связующее с образованием формованного изделия. Кроме того, сравнительно низкое, 18 мас.%, содержание связующего, как полагали, благоприятно в отношении ограничения концентрации углерода в формованных изделиях. Порошки диоксида титана и ПЭНП смешивали равномерным образом во вращающемся цилиндре в течение примерно 4 часов. Во время перемешивания материалы нагревали до температуры выше температуры плавления ПЭНП, чтобы жидкий ПЭНП покрывал частицы оксида.
Затем нагретую смесь диоксида титана и ПЭНП экструдировали. Экструзия может быть выполнена при использовании любого подходящего экструзионного устройства, такого как одношнековый или двухшнековый экструдер. Нагретую смесь экструдировали в виде вытянутых цилиндрических профилей разной длины с диаметром 3 мм или 9 мм. Фиг.4 представляет собой фотографию конкретных стержневых цилиндрических экструдатов диаметром 3 мм, изготовленных в соответствии с данным примером. Такие экструдаты могут быть использованы различными способами. Например, для добавления к исходным сырьевым материалам, подготовленным в виде обжимки, экструдированные стержни должны иметь значительную протяженность, например быть до примерно 100 мм в диаметре и до примерно 10 м в длину. Длинный экструдированный материал может быть разрезан на куски меньшей длины, например между примерно 10 и примерно 100 мм, и смешан с исходными сырьевыми материалами. Для добавления к исходным сырьевым материалам в виде болванки, такой как болванка, показанная на Фиг.2, экструдированные стержни должны быть разрезаны на отрезки длиной между примерно 300 и примерно 4000 мм и добавлены к расплаву посредством объединения таких отрезков с исходными сырьевыми материалами в виде болванки. Хотя формованные изделия, показанные на Фиг.4, имеют простую цилиндрическую форму, следует понимать, что экструдированные изделия могут иметь любой размер и профиль поперечного сечения, которые могут быть достигнуты при использовании экструзионного оборудования и экструзионных формующих головок, подходящих для производства формованных изделий из описанных здесь смесей лигатура/связующее. Не ограничивающие примеры форм с альтернативным поперечным сечением для экструдатов включают прямоугольные формы, крестообразные формы и другие формы, в том числе с несколькими ответвлениями. Кроме того, хотя на Фиг.4 представлены удлиненные цилиндрические формы, следует понимать, что такие формы могут быть разрезаны на отрезки меньшей длины или даже на небольшие кусочки при использовании подходящего оборудования. Разумеется, хотя в этом примере для изготовления формованных профилей было использовано экструзионное оборудование, может быть использовано и другое оборудование для формования, такое как, например, вырубные прессы, машины для литьевого прессования и грануляторы, и что конечные формованные изделия могут быть изготовлены любой подходящей формы.
Фиг.5 представляет собой схематический вид поперечного сечения одного из экструдированных цилиндрических формованных изделий, изготовленных в данном примере. Формованное изделие 100 включает круговой периметр 110, окружающий непрерывную матричную фазу 112 связующего материала из ПЭНП и дискретную фазу частиц 114 диоксида титана, распределенную внутри матричной фазы. Связующая фаза 112 соединяет частицы 114 диоксида титана, однако разлагается и освобождает частицы 114 при воздействии высоких температур перегрева, используемых для формирования расплава металла. Преобладание частиц 114 диоксида титана в матричной фазе пропорционально концентрации лигатуры на единицу длины формованного изделия 100.
Стержневые формованные изделия в соответствии с данным примером могут быть использованы различным образом, включая следующие не ограничивающие примеры.
Стержневые формованные изделия по этому примеру могут быть разрезаны на короткие отрезки, которые могут быть добавлены к лому или другим сырьевым материалам расплава различными способами. Например, как указано выше, полученные отрезки могут быть в основном равномерным образом смешаны с исходным сырьевым материалом перед подачей объединенных материалов в печь. В качестве альтернативы, отрезки могут быть поданы, например, через бункер для лигатуры для автоматического добавления к лому в заданной контролируемой пропорции, или же отрезки могут быть поданы непосредственно в печь синхронно с подачей сырьевого материала перед тем как объединенные материалы вводятся в горн и начинают плавиться. Длину отрезков предпочтительно выбирают таким образом, чтобы обеспечить равномерность смеси и предотвратить отделение во время обращения с объединенными материалами или их толкания. Например, экструдаты размером 3 мм или 9 мм из диоксида титана в виде частиц и ПЭНП в качестве связующего в соответствии с данным примером могут быть разрезаны на более короткие отрезки, которые могут быть добавлены к титановой губке и/или обжимке и смешаны в мешалке с двойным конусом или другом подходящем смесительном оборудовании. Если кусочки титановой губки и/или обжимки имеют размер, например, примерно от 2 до 4 дюймов, то стержневое формованное изделие диаметром 9 мм может быть разрезано на кусочки длиной примерно 4 дюйма. Или, если кусочки титановой губки и/или обжимки имеют размер, например, примерно от 0,1 дюйма до 2 дюймов, то стержневое формованное изделие диаметром 3 мм или 9 мм может быть разрезано на кусочки длиной примерно 0,5 дюйма. Такие не ограничивающие комбинации, как представляется, способствуют равномерному перемешиванию и также предотвращают разделение в дальнейшем.
Стержневые формованные изделия в соответствии с данным примером также могут быть разрезаны на отрезки длиной несколько футов и добавлены к болванкам, изготовленным из массивных элементов титанового лома, таким как болванка, показанная на Фиг.2. Такие отрезки могут быть размещены вдоль всей длины болванки или только в необходимых ее секциях или областях. Например, экструдаты размером 3 мм или 9 мм из диоксида титана в виде частиц и ПЭНП в качестве связующего в соответствии с данным примером могут быть разрезаны на отрезки длиной от 5 до 20 футов и включены в болванки, сформированные из массивных элементов титанового лома и используемые при получении титановых сплавов.
Как отмечено выше, описанные здесь конкретные примеры формованных изделий не должны рассматриваться как ограничения объема охраны, определяемого представленной ниже формулой изобретения. Например, формованные изделия могут быть изготовлены в виде множества других форм, не указанных здесь конкретным образом.
Хотя в приведенном выше описании неизбежным образом представлено лишь ограниченное число вариантов осуществления данного изобретения, средние специалисты в данной области техники несомненно примут во внимание, что такими специалистами в данной области техники могут быть сделаны различные изменения в компонентах, композициях, деталях, материалах и параметрах процесса в данных примерах, которые здесь описаны и проиллюстрированы, чтобы пояснить сущность изобретения, и что все такие модификации находятся в пределах сущности и объема данного изобретения, определенных здесь и в прилагаемой формуле изобретения. Специалисты в данной области техники также примут во внимание, что в вариантах осуществления, описанных выше, могут быть сделаны изменения без отклонения от основной идеи изобретения. Поэтому понятно, что данное изобретение не ограничено рассмотренными частными вариантами осуществления, а предполагает покрытие всех модификаций, которые находятся в пределах сущности и объема данного изобретения, как это определено формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУЧЕНИЕ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ ПУТЕМ ВОССТАНОВЛЕНИЯ НЕМЕТАЛЛИЧЕСКИХ СОЕДИНЕНИЙ-ПРЕДШЕСТВЕННИКОВ И ПЛАВЛЕНИЯ | 2003 |
|
RU2324752C2 |
| ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА НИКЕЛЬ-ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2627092C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ СПЛАВОВ БЕЗ ПЛАВЛЕНИЯ | 2003 |
|
RU2329122C2 |
| Способ получения модифицирующей лигатуры Al - Ti | 2016 |
|
RU2637545C1 |
| СПОСОБ ЭПОКСИДИРОВАНИЯ И КАТАЛИЗАТОР, ИСПОЛЬЗУЕМЫЙ В НЕМ | 2003 |
|
RU2343976C2 |
| ЛЕГИРОВАННОЕ СПЕЧЕННОЕ ИЗДЕЛИЕ НА ОСНОВЕ ЦИРКОНА И ДИОКСИДА ЦИРКОНИЯ | 2007 |
|
RU2456254C2 |
| Способ получения титановых микросфер узкого гранулометрического состава с содержанием карбида титана | 2017 |
|
RU2688001C2 |
| Способ получения порошка на основе алюминия для 3D печати | 2021 |
|
RU2754258C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТИТАНСОДЕРЖАЩЕГО АЛЮМИНИЕВОГО СПЛАВА | 2008 |
|
RU2394927C2 |
| СПОСОБ КОНТРОЛЯ ЛИГАТУР ДЛЯ ТИТАНОВЫХ СПЛАВОВ | 2009 |
|
RU2425167C2 |


Изобретение относится к металлургии и может быть использовано при легировании расплава, предпочтительно расплава титана, путем добавления формованных изделий, например, в виде гранул, содержащих лигатуру. Формованное изделие содержит частицы по меньшей мере одной лигатуры, при этом частицами лигатуры является диоксид титана, и связующий материал, соединяющий частицы лигатуры в формованном изделии, при этом связующий материал содержит органический полимер, причем связующий материал изменяет свой вид и освобождает частицы лигатуры при нагревании формованного изделия до заданной температуры, которая выше 260°С, при этом формованное изделие включает по меньшей мере примерно от 18% по массе органического полимера. Указанные изделия полностью и равномерно распределяются в расплаве, что позволяет поддерживать в расплаве содержание углерода ниже допустимого максимума, предпочтительно ниже 0,04 мас.%, за счет содержания в формовых изделиях от 18 мас.% органического полимера с высоким содержанием углерода, например сополимера этилена и винилацетата или полиэтилена низкой плотности. Равномерное распределение легирующих добавок достигается, например, использованием формованных изделий, обладающих размером, сходным с размером других исходных сырьевых материалов, которые добавляют к расплаву. 4 н. и 40 з.п. ф-лы, 1 табл., 5 ил.
1. Формованное изделие для введения легирующих добавок в расплавы металлов, содержащее
частицы по меньшей мере одной лигатуры, при этом частицами лигатуры является диоксид титана, и
связующий материал, соединяющий частицы лигатуры в формованном изделии, при этом связующий материал содержит органический полимер, причем связующий материал изменяет свой вид и освобождает частицы лигатуры при нагревании формованного изделия до заданной температуры, которая выше 260°С, при этом формованное изделие включает по меньшей мере, примерно, от 18% по массе органического полимера.
2. Формованное изделие по п.1, в котором данное формованное изделие обладает по меньшей мере одним заданным параметром из заданной плотности, заданной формы и заданного размера.
3. Формованное изделие по п.1, в котором данное формованное изделие обладает формой, выбранной из группы, состоящей из гранулы, бруска, стержня, болванки, искривленной формы, звездообразной формы, разветвляющейся формы, полиэдра, параболической формы, конуса, цилиндра, сферы, эллипсоида, формы, включающей несколько выступов, формы, включающей несколько искривленных поверхностей, формы, включающей несколько углов, формы с радиальными выступами, листа и прямоугольной формы.
4. Формованное изделие по п.1, в котором формованное изделие имеет диаметр не более, примерно, 100 мм.
5. Формованное изделие по п.1, в котором формованное изделие содержит диоксид титана и имеет диаметр не более, примерно, 3 мм.
6. Формованное изделие по п.1, в котором формованное изделие содержит диоксид титана и имеет диаметр не более, примерно, 1 мм.
7. Формованное изделие по п.1, в котором связующий материал является по меньшей мере одним органическим полимером, выбранным из группы, состоящей из термопластичных полимеров, термоотверждающихся полимеров, сополимера этилена и винилацетата, полиэтилена, полиэтилена низкой плотности, полиэтилена высокой плотности, мочевино-формальдегидного полимера и формальдегидных соединений.
8. Формованное изделие по п.1, в котором связующий материал содержит по меньшей мере от примерно 18% до примерно 60% по массе органического полимера.
9. Формованное изделие по п.1, в котором формованное изделие имеет известное содержание углерода.
10. Способ изготовления формованного изделия для легирования расплава металла, содержащий
подготовку в основном однородной смеси, содержащей частицы диоксида титана и связующий материал, при этом связующий материал содержит по меньшей мере один органический полимер, и
формование изделия из по меньшей мере части указанной смеси, при этом данное изделие содержит по меньшей мере 18% по массе органического полимера.
11. Способ по п.10, в котором осуществляют нагревание смеси по меньшей мере один раз перед и/или одновременно с формованием изделия из, по меньшей мере, части данной смеси.
12. Способ по п.10, в котором органический полимер является термоотверждающимся полимером, и в котором формование изделия содержит отверждение полимера.
13. Способ по п.10, в котором указанное изделие имеет форму, выбранную из группы, состоящей из гранулы, бруска, стержня, болванки, искривленной формы, звездообразной формы, разветвляющейся формы, полиэдра, параболической формы, конуса, цилиндра, сферы, эллипсоида, формы, включающей несколько выступов, формы, включающей несколько искривленных поверхностей, формы, включающей несколько углов, формы с радиальными выступами, листа и прямоугольной формы.
14. Способ по п.10, в котором формованное изделие обладает по меньшей мере одним заданным параметром из заданной плотности, заданной формы и заданного размера.
15. Способ по п.10, в котором формованное изделие имеет диаметр не более, примерно, 100 мм.
16. Способ по п.10, в котором формованное изделие содержит диоксид титана и имеет диаметр не более, примерно, 3 мм.
17. Способ по п.10, в котором формованное изделие содержит диоксид титана и имеет диаметр не более, примерно, 1 мм.
18. Способ по п.10, в котором органический полимер является по меньшей мере одним материалом, выбранным из группы, состоящей из термопластичных полимеров, термоотверждающихся полимеров, сополимера этилена и винилацетата, полиэтилена, полиэтилена низкой плотности, полиэтилена высокой плотности, мочевино-формальдегидного полимера и формальдегидных соединений.
19. Способ по п.10, в котором формованное изделие включает по меньшей мере, примерно, от 18% до примерно 60% по массе органического полимера.
20. Способ по п.10, в котором формованное изделие обладает известной концентрацией углерода.
21. Способ по п.10, в котором формование изделия из по меньшей мере части указанной смеси содержит по меньшей мере один метод, выбранный из группы, состоящей из литья, прессования, экструзии, литья под давлением, гранулирования и экструзии в виде пленки.
22. Способ изготовления легированного сплава, включающий приготовление в основном однородной смеси, содержащей исходный сырьевой материал и множество формованных изделий, при этом формованные изделия содержат заданное количество лигатуры, выбранной из группы, состоящей из титана, соединений титана, никеля, соединений никеля, молибдена, соединений молибдена, палладия, соединений палладия, алюминия, соединений алюминия, ванадия, соединений ванадия, олова, соединений олова, хрома, соединений хрома, железа, оксида железа и соединений железа и их смесей, при этом формованные изделия содержат частицы лигатуры, связанные друг с другом связующим материалом, причем связующий материал разлагается при заданной температуре, которая выше 260°С, и освобождает частицы лигатуры, причем каждое формованное изделие содержит по меньшей мере от 18% по массе органического полимера, при этом после подготовки по меньшей мере части данной однородной смеси предусмотрено нагревание по меньшей мере части указанной смеси по меньшей мере до температуры освобождения частицы лигатуры в формованном изделии и формирования расплава.
23. Способ по п.22, в котором приготовление в основном однородной смеси содержит добавление множество формованных изделий контролируемым образом к потоку по меньшей мере части сырьевых материалов перед плавлением по меньшей мере части в основном однородной смеси.
24. Способ по п.22, в котором указанное формованное изделие обладает по меньшей мере одним заданным параметром из заданного размера, заданной формы и заданной плотности.
25. Способ по п.22, в котором органический полимер разлагается при нагревании до заданной температуры и освобождает по меньшей мере один компонент из углерода, кислорода и азота, который абсорбируется расплавом.
26. Способ по п.22, в котором указанный сплав является титановым сплавом.
27. Способ по п.26, в котором указанные материалы содержат по меньшей мере один материал из титановой обжимки и титановой губки.
28. Способ по п.22, в котором указанное формованное изделие имеет форму, выбранную из группы, состоящей из гранулы, бруска, стержня, болванки, искривленной формы, звездообразной формы, разветвляющейся формы, полиэдра, параболической формы, конуса, цилиндра, сферы, эллипсоида, формы, включающей несколько выступов, формы, включающей несколько искривленных поверхностей, формы, включающей несколько углов, формы с радиальными выступами, листа и прямоугольной формы.
29. Способ по п.22, в котором формованные изделия имеют диаметр не более, примерно, 100 мм.
30. Способ по п.22, в котором формованные изделия имеют диаметр не более, примерно, 3 мм.
31. Способ по п.22, в котором формованные изделия имеют диаметр не более, примерно, 1 мм.
32. Способ по п.22, в котором органический полимер является по меньшей мере одним материалом, выбранным из группы, состоящей из термопластичных полимеров, термоотверждающихся полимеров, сополимера этилена и винилацетата, полиэтилена, полиэтилена низкой плотности, полиэтилена высокой плотности, мочевино-формальдегидного полимера и формальдегидных соединений.
33. Способ по п.22, в котором указанное формованное изделие включает по меньшей мере от 18% до 60% по массе связующего материала на базе органического полимера.
34. Способ по п.22, в котором указанное формованное изделие имеет известную концентрацию углерода.
35. Способ регулирования состава расплава металла, включающий ввод в расплав заданного количества лигатуры в виде по меньшей мере одного формованного изделия, содержащего частицы лигатуры, связанные вместе по меньшей мере одним органическим полимером, при этом формованное изделие содержит по меньшей мере 18% по массе органического полимера, причем лигатура содержит по меньшей мере один материал, выбранный из группы, состоящей из титана, соединений титана, никеля, соединений никеля, молибдена, соединений молибдена, палладия, соединений палладия, алюминия, соединений алюминия, ванадия, соединений ванадия, олова, соединений олова, хрома, соединений хрома, железа, оксида железа и соединений железа.
36. Способ по п.35, в котором ввод в расплав заданного количества лигатуры включает в себя ввод в расплав множества формованных изделий.
37. Способ по п.35, в котором указанное формованное изделие обладает по меньшей мере одним заданным параметром из заданного размера, заданной формы и заданной плотности.
38. Способ по п.35, в котором указанное формованное изделие имеет форму, выбранную из группы, состоящей из гранулы, бруска, стержня, болванки, искривленной формы, звездообразной формы, разветвляющейся формы, полиэдра, параболической формы, конуса, цилиндра, сферы, эллипсоида, формы, включающей несколько выступов, формы, включающей несколько искривленных поверхностей, формы, включающей несколько углов, формы с радиальными выступами, листа и прямоугольной формы.
39. Способ по п.35, в котором формованные изделия имеют диаметр не более, примерно, 100 мм.
40. Способ по п.35, в котором формованные изделия имеют диаметр не более, примерно, 3 мм.
41. Способ по п.35, в котором формованные изделия имеют диаметр не более, примерно, 1 мм.
42. Способ по п.35, в котором органический полимер является по меньшей мере одним материалом, выбранным из группы, состоящей из термопластичных полимеров, термоотверждающихся полимеров, сополимера этилена и винилацетата, полиэтилена, полиэтилена низкой плотности, полиэтилена высокой плотности, мочевино-формальдегидного полимера и формальдегидных соединений.
43. Способ по п.35, в котором указанное формованное изделие включает по меньшей мере от 18% до 60% по массе связующего материала на базе органического полимера.
44. Способ по п.35, в котором указанное формованное изделие имеет известную концентрацию углерода.
| Компактированный реагент для обработки расплава чугуна | 1991 |
|
SU1822444A3 |
| Лигатура на основе молибдена | 1979 |
|
SU829709A1 |
| Шихта для получения лигатур из тугоплавких металлов в виде брикетов | 1990 |
|
SU1787167A3 |
| US 3907554 А, 23.09.1975 | |||
| US 3768999 А, 30.10.1973 | |||
| US 6149710 А, 21.11.2000. | |||

